RU85482U1 - Установка циркуляционного вакуумирования с окислением углерода - Google Patents
Установка циркуляционного вакуумирования с окислением углерода Download PDFInfo
- Publication number
- RU85482U1 RU85482U1 RU2009110901/22U RU2009110901U RU85482U1 RU 85482 U1 RU85482 U1 RU 85482U1 RU 2009110901/22 U RU2009110901/22 U RU 2009110901/22U RU 2009110901 U RU2009110901 U RU 2009110901U RU 85482 U1 RU85482 U1 RU 85482U1
- Authority
- RU
- Russia
- Prior art keywords
- vacuum chamber
- lining
- height
- walls
- working
- Prior art date
Links
Landscapes
- Treatment Of Steel In Its Molten State (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
Abstract
Установка циркуляционного вакуумирования с окислением углерода, включающая вакуумкамеру, содержащую металлический кожух и огнеупорную футеровку стен и днища, состоящую из теплоизоляционного, арматурного и рабочего слоев, газоход, газокислородную фурму, размещенную в вакуумкамере, всасывающий и сливной патрубки, содержащие огнеупорную футеровку и жестко соединенные с днищем вакуумкамеры, отличающаяся тем, что металлический кожух выполнен из двух частей, причем высота нижней части равна 0,2…0,3 высоты вакуумкамеры, при этом толщина рабочего слоя футеровки стен нижней части больше толщины рабочего слоя футеровки стен верхней части вакуумкамеры, кроме того, верхнее кольцо рабочего слоя футеровки нижней части содержит эластичную огнеупорную прокладку, выполненную на основе периклаза.
Description
Полезная модель относится к черной металлургии, конкретнее к установкам циркуляционного вакуумирования и обезуглероживания жидкого металла, применяемым при внепечной обработке стали.
Известна установка для циркуляционного вакуумирования стали, включающая вакуумкамеру, содержащую металлический кожух и огнеупорную футеровку, газоход для удаления образующихся газов, газокислородную фурму, размещенную в вакуумкамере, съемный всасывающий и сливной патрубки, содержащие наружную и внутреннюю огнеупорные футеровки с размещенными в нижней части футеровки всасывающего патрубка фурмами для подачи в металл инертного газа, снижающего плотность жидкой стали.
Всасывающий и сливной патрубки крепятся к днищу вакуумкамеры фланцевым пазовым соединением (см. заявка Франции №2822849 МПК 7 С21С 7/10, С21С 7/068).
Недостатком данной установки является низкая надежность фланцевого соединения всасывающего и сливного патрубков с днищем вакуумкамеры, что приводит к проникновению воздуха в вакуумкамеру, нарушению целостности огнеупорной футеровки по месту соединения вакуумкамеры с патрубками, прохода металла в соединительные швы, необходимости остановки агрегата на ремонт и снижению производительности установки.
Наиболее близким по технической сущности решаемой задачи, является установка циркуляционного вакуумирования стали с окислением углерода, включающая вакуумкамеру, содержащую металлический кожух с огнеупорной футеровкой, газоход, газокислородную фурму, размещенную в вакуумкамере, всасывающий и сливной патрубки с наружной и внутренней футеровками, которые жестко прикреплены к днищу вакуумкамеры сварочным соединением. Всасывающий патрубок содержит аргонные фурмы, размещенные в нижней части огнеупорной футеровки внутреннего канала всасывающего патрубка (патент РФ №76917).
Недостатком известной установки является также низкая производительность из-за опережающего износа огнеупорной футеровки днища и нижней части стен вакуумкамеры, при этом удаление и ремонт огнеупорной футеровки нижней части стен вакуумкамеры приводит к нарушению целостности футеровки всего объема вакуумкамеры, необходимости ее удаления и последующего восстановления, что в значительной мере увеличивает время ремонта установки и снижает ее производительность.
Техническая задача, решаемая полезной моделью, заключается в увеличении производительности установки и повышении стойкости ее огнеупорной футеровки.
Поставленная задача решается тем, что в установке циркуляционного вакуумирования с окислением углерода, включающей вакуумкамеру, содержащую металлический кожух и огнеупорную футеровку стен и днища, состоящую из теплоизоляционного, арматурного и рабочего слоев, газоход, газокислородную фурму, размещенную в вакуумкамере, всасывающий и сливной патрубки, содержащие огнеупорную футеровку и жестко соединенные с днищем вакуумкамеры, в отличие от ближайшего аналога металлический кожух выполнен из двух частей, причем высота нижней части равна 0,2…0,3 высоты вакуумкамеры, при этом толщина рабочего слоя футеровки стен нижней части больше толщины рабочего слоя футеровки стен верхней части вакуумкамеры, кроме того, верхнее кольцо рабочего слоя футеровки нижней части содержит эластичную огнеупорную прокладку, выполненную на основе периклаза.
Сущность полезной модели заключается в том, что с целью повышения производительности установки за счет повышения стойкости футеровки вакуумкамеры и сокращения объема футеровки, заменяемой при проведении ремонта, кожух вакуумкамеры выполнен с разъемом и содержит верхнюю и нижнюю части, при этом высота нижней части составляет 0,2-0,3 общей высоты вакуумкамеры.
Для удержания огнеупорной кладки верхняя часть кожуха вакуумкамеры содержит опорную металлическую полку, вполненную по внутреннему периметру верхней части на уровне плоскости разъема. Рабочая футеровка нижней части вакуумкамеры имеет большую толщину по сравнению с рабочей футеровкой верхней части и перекрывает зазор между рабочим ряром стен и рабочим рядом днища, что позволяет исключить проникновение жидкого металла в футеровку и повысить стойкость футеровки и производительность установки.. Для герметизации шва огнеупорной кладки между верхней и нижней частями на верхнем кольце футеровки нижней части укладывается высокоогнеупорный эластичный материал (ЭЛОМ).
Если высота нижней части будет больше 0,3 высоты вакуумкамеры, то это приведет к замене большего объема футеровки на ремонте и повышенному расходу огнеупоров.
Если высота нижней части будет меньше 0,2 высоты вакуумкамеры, то в процессе эксплуатации будет происходить размыв рабочего слоя нижних колец футеровки верхней части, что приведет к необходимости ломки футеровки в верхней части, увеличению простоя установки на ремонте и снижению ее производительности.
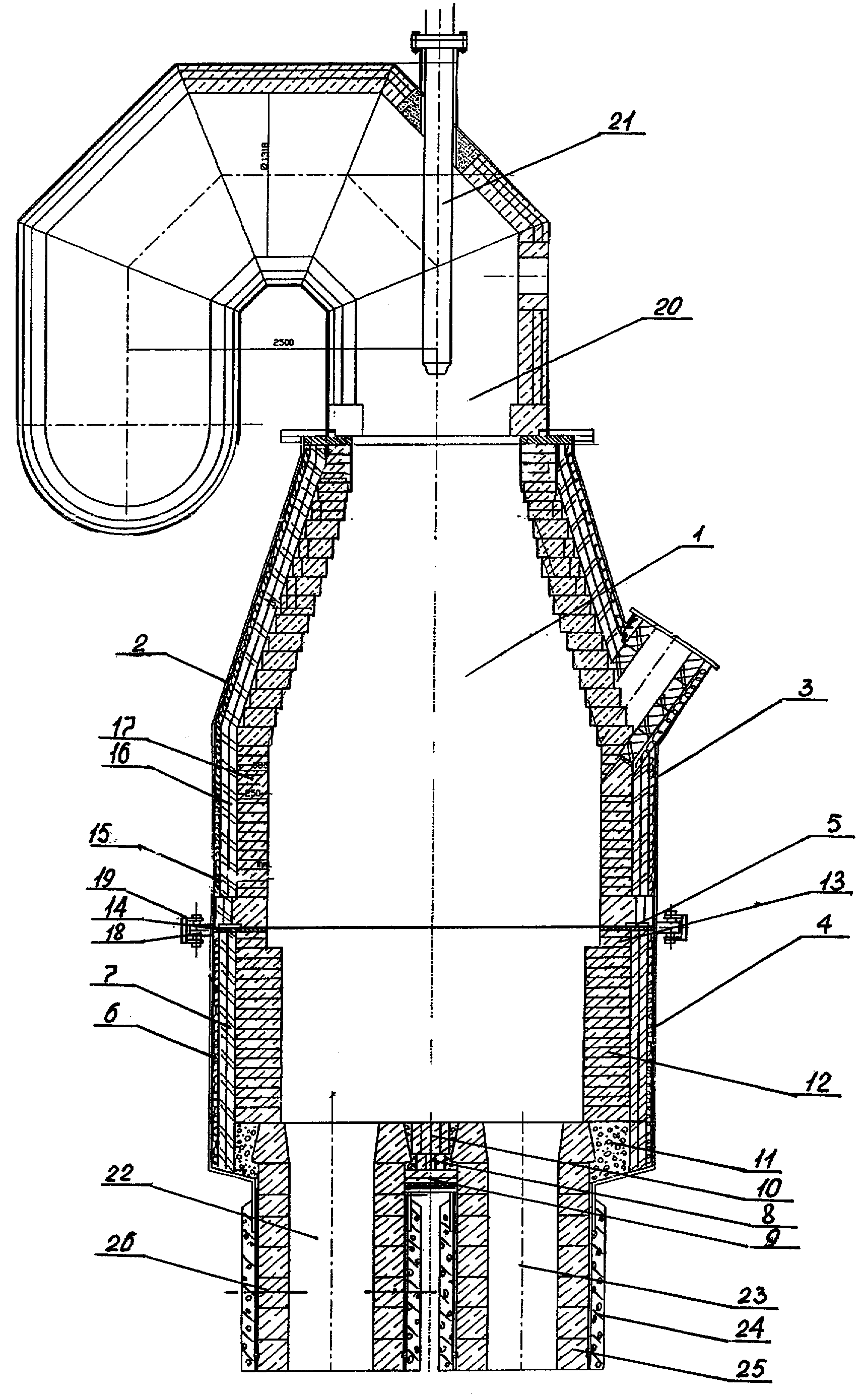
Сущность полезной модели поясняется чертежом, где изображена схема установки циркуляционного вакуумирования с окислением углерода, продольный разрез.
Установка включает: вакуумкамеру - 1, металлический кожух вакуумкамеры - 2, верхнюю часть металлического кожуха - 3, нижнюю часть металлического кожуха - 4, опорную полку - 5 верхней части кожуха - 3, огнеупорную футеровку нижней части - 4, содержащую теплоизоляционный слой - 6 стен и днища, выполненный, например, из картона марки МКРКГ - 400 толщиной 20 мм, арматурный слой стен - 7, выполненный, например, из шамотного легковесного кирпича марки ШЛ-1,3 №5 толщиной 130 мм (65+65 мм), арматурный слой днища - 8, выполненный, например, из плавленого периклазо-хромитового кирпича марки ПХПУ №3 толщиной 130 мм (65+65 мм), контрольный слой днища - 9, выполненный, например, толщиной 125 мм из кирпича марки ПХПУ №3, рабочий слой днища - 10, выполненный, например, из плавленого периклазо-хромитового кирпича марки ПХПП №73 толщиной 300 мм, зазор между арматурным слоем стен и футеровкой днища - 11, заполненный, например, периклазо-хромитовой массой марки МПХВП, рабочий слой стен нижней части - 12, выполненный, например, толщиной 400 мм из плавленого периклазо-хромитового кирпича марок ПХПП №229, ПХПП №27, верхнее кольцо - 13 рабочего слоя стен - 12, выполненное из плавленого периклазо-хромитового кирпича марки ПХПП №15, ПХПП №16-1 толщиной, например, 250 мм, эластичная огнеупорная прокладка - 14, размещенная на верхнем кольце - 13, выполненная, из высокоогнеупорного периклазового порошка и органической связки толщиной 20-40 мм, огнеупорную футеровку верхней части - 3, содержащую теплоизоляционный слой - 15, выполненный, например, из картона марки МКРКГ-400 толщиной 20 мм, арматурный слой - 16, выполненный, например толщиной 130 мм из шамотного легковесного кирпича марки ШЛ-1,3 №5, рабочий слой - 17, выполненный, например, из плавленого периклазо-хромитового кирпича марок ПХПП №15, ПХПП №16-1 толщиной 250 мм, соединительные полки-18, выполненные, например из стали 09Г2С толщиной 20 мм, струбцины - 19, газоход - 20, газокислородную фурму - 21, всасывающий патрубок - 22, и сливной патрубок - 23, выполненные, например из стали 09Г2С и содержащие наружную футеровку - 24, выполненную, например из огнеупорного высокоглиноземистого бетона марки СКБ-93 толщиной 120 мм, внутреннюю футеровку - 25, выполоненнуто, например из плавленого периклазо-хромитового кирпича марки ПХП-2 №295, №296 толщиной 250 мм, аргонные фурмы - 26, размещенные во всасывающем патрубке - 22.
Установка циркуляционного вакуумирования работает следующим образом
Сталеразливочный ковш, наполненный жидкой сталью, например, марки 08Ю, подается на сталевоз установки вакуумирования. Вакуумкамеру 1 опускают вниз и погружают всасывающий 22 и сливной 23 патрубки в жидкую сталь сталеразливочного ковша. Через аргонные фурмы 26, установленные во всасывающем патрубке 22 подается аргон с интенсивностью, например, 90 м3/час. Остаточное давление в вакуумкамере 1 составляет 0,5 мм.рт.ст. 3а счет снижения плотности жидкой стали во всасывающем патрубке 22 поступающим аргоном и низкого остаточного давления жидкий металл поступает в нижнюю часть 4 вакуумкамеры 1. Через газокислородную фурму 21 в рабочее пространство вакуумкамеры 1 подается кислород. За счет глубокого вакуума и наличия в металле аргона происходит интенсивное перемешивание, обезуглероживание и дегазация металла.
Плотность металла возрастает и он через сливной патрубок 23 сливается в сталеразливочный ковш.
Процесс поступления жидкого металла в вакуумкамеру 1 и слив его в сталеразливочный ковш продолжается непрерывно до достижения в металле необходимого содержания углерода и других химических элементов.
В таблице 1 приведены примеры конструкционных параметров установки вакуумирования.
В первом примере при отношении высоты нижней части к высоте вакуумкамеры меньше 0,2 снижается стойкость нижних колец верхней части вакуумкамеры по причине их интенсивного износа слоем кипящего металла, что приводит к необходимости остановки вакуумкамеры и снижению ее стойкости.
В четвертом примере при отношении высоты нижней части к высоте вакуумкамеры больше 0,3 повышается расход огнеупоров на выполнение футеровки нижней части, а также возрастает забрызгивание загрузочного канала, и, как следствие, отмечается повышенный износ рабочей футеровки верхней части и снижение ее стойкости.
Во втором и третьем оптимальных примерах обеспечивается высокая стойкость футеровки нижней и верхней частей вакуумкамеры, снижается расход огнеупоров на футеровку, сокращается количество ремонтов, повышается производительность установки вакуумирования.
Предложенная модель внедрена в производство кислородно-конвертерного цеха ОАО «ММК».
| Таблица 1 | |||||
| Примеры конкретного выполнения | |||||
| п/п № | Параметры | Примеры | |||
| 1 | 2 | 3 | 4 | ||
| 1 | Количество металла в стальковше, т. | 360 | 360 | 360 | 360 |
| 2 | Высота вакуумкамеры, Н, мм | 5240 | 5240 | 5240 | 5240 |
| 3 | Высота нижней части вакуумкамеры, h, мм | 524 | 1048 | 1572 | 2096 |
| 4 | Отношение H/h, ед. | 0,1 | 0,2 | 0,3 | 0,4 |
| 5 | Марка стали на вакуумирование | SAE1006 | SAE1006 | SAE1006 | SAE1006 |
| 6 | [С] в металле до вакуумирования, % | 0,0523 | 0,0524 | 0,0525 | 0,0522 |
| 7 | [С] в металле после вакуумирования, % | 0,029 | 0,028 | 0,028 | 0,03 |
| 8 | Стойкость футеровки нижней части, пл. | 130 | 150 | 150 | 160 |
| 9 | Стойкость футеровки верхней части, пл. | 1250 | 1500 | 1500 | 1200 |
| 10 | Расход огнеупоров на футеровку, кг/т.ст. | 1,07 | 0,98 | 0,98 | 1,01 |
Claims (1)
- Установка циркуляционного вакуумирования с окислением углерода, включающая вакуумкамеру, содержащую металлический кожух и огнеупорную футеровку стен и днища, состоящую из теплоизоляционного, арматурного и рабочего слоев, газоход, газокислородную фурму, размещенную в вакуумкамере, всасывающий и сливной патрубки, содержащие огнеупорную футеровку и жестко соединенные с днищем вакуумкамеры, отличающаяся тем, что металлический кожух выполнен из двух частей, причем высота нижней части равна 0,2…0,3 высоты вакуумкамеры, при этом толщина рабочего слоя футеровки стен нижней части больше толщины рабочего слоя футеровки стен верхней части вакуумкамеры, кроме того, верхнее кольцо рабочего слоя футеровки нижней части содержит эластичную огнеупорную прокладку, выполненную на основе периклаза.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009110901/22U RU85482U1 (ru) | 2009-03-25 | 2009-03-25 | Установка циркуляционного вакуумирования с окислением углерода |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2009110901/22U RU85482U1 (ru) | 2009-03-25 | 2009-03-25 | Установка циркуляционного вакуумирования с окислением углерода |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU85482U1 true RU85482U1 (ru) | 2009-08-10 |
Family
ID=41049928
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2009110901/22U RU85482U1 (ru) | 2009-03-25 | 2009-03-25 | Установка циркуляционного вакуумирования с окислением углерода |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU85482U1 (ru) |
-
2009
- 2009-03-25 RU RU2009110901/22U patent/RU85482U1/ru active
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105969932A (zh) | 一种炼钢控氢的方法 | |
| CN112593043A (zh) | 一种减少炼钢转炉出钢过程中下渣量的装置、方法 | |
| CN101457279A (zh) | 提高rh真空炉底部槽寿命的方法 | |
| RU85482U1 (ru) | Установка циркуляционного вакуумирования с окислением углерода | |
| CN204111805U (zh) | 一种带有挡墙的rh真空精炼装置 | |
| CN114891949B (zh) | 一种转炉滑动出钢口及全程出钢挡渣方法 | |
| AU2015372430B2 (en) | Method of sealing and repairing a refractory tap hole | |
| WO2017197986A1 (zh) | 用于侧吹浸没燃烧熔池熔炼装置的喷枪 | |
| EP1957681B1 (en) | Snorkels for vacuum degassing of steel | |
| RU76917U1 (ru) | Установка для циркуляционного вакуумирования с окислением углерода | |
| CN1276862A (zh) | 冶金炉的构造及该冶金炉的操作方法 | |
| CN102297594A (zh) | 一种可以降低耐材消耗的rh精炼炉砌筑方法 | |
| CN210163475U (zh) | 一种转炉底枪结构 | |
| CN202543247U (zh) | 改进的转炉加料口装置 | |
| RU98191U1 (ru) | Установка для циркуляционного вакуумирования с окислением углерода | |
| CN201488551U (zh) | 精炼炉铸铁型水冷炉盖 | |
| CN203625419U (zh) | Rh精炼炉用浸渍管 | |
| RU96574U1 (ru) | Патрубок погружной для вакууматора | |
| CN202181315U (zh) | 真空精炼炉内置型氩气管 | |
| RU2806948C1 (ru) | Агрегат непрерывного вакуумирования стали | |
| CN101650129A (zh) | 精炼炉铸铁型水冷炉盖 | |
| CN214023466U (zh) | 一种钢包透气砖免吹扫生产装置 | |
| RU2331673C1 (ru) | Циркуляционный вакууматор с экраном для подавления капель металла | |
| CN215906241U (zh) | 一种rh精炼炉抽真空装置 | |
| RU25320U1 (ru) | Фурма для продувки расплава металла кислородом |