RU2750737C1 - Порошковая проволока для механизированной наплавки сталей - Google Patents
Порошковая проволока для механизированной наплавки сталей Download PDFInfo
- Publication number
- RU2750737C1 RU2750737C1 RU2020134341A RU2020134341A RU2750737C1 RU 2750737 C1 RU2750737 C1 RU 2750737C1 RU 2020134341 A RU2020134341 A RU 2020134341A RU 2020134341 A RU2020134341 A RU 2020134341A RU 2750737 C1 RU2750737 C1 RU 2750737C1
- Authority
- RU
- Russia
- Prior art keywords
- cored wire
- nickel
- carbon
- flux
- surfacing
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K35/00—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting
- B23K35/22—Rods, electrodes, materials, or media, for use in soldering, welding, or cutting characterised by the composition or nature of the material
- B23K35/36—Selection of non-metallic compositions, e.g. coatings or fluxes; Selection of soldering or welding materials, conjoint with selection of non-metallic compositions, both selections being of interest
- B23K35/368—Selection of non-metallic compositions of core materials either alone or conjoint with selection of soldering or welding materials
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Nonmetallic Welding Materials (AREA)
Abstract
Изобретение может быть использовано при механизированной наплавке под флюсом для восстановления и получения износостойкого защитного покрытия деталей металлургического оборудования, например, прокатных валков, роликов подающих рольгангов. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты при следующем соотношении компонентов, мас.%: стальная оболочка 67,0-68,0, ферромарганец 0,51-1,18, ферросилиций 1,0-1,90, феррохром 6,0-8,7, ферромолибден 0,9-1,45, феррованадий 0,3-0,8, никель 0,01-0,40, углеродфторсодержащая пыль фильтров алюминиевого производства 0,70-1,15, железный порошок - остальное. Изобретение обеспечивает повышение твердости и износостойкости наплавленного слоя металла за счет введения в состав проволоки никеля, а также повышение качества наплавленного слоя металла за счет снижения уровня загрязненности неметаллическими включениями. 2 табл.
Description
Изобретение относится к сварочным материалам, может быть использовано при наплавке под флюсом для восстановления изношенных деталей и получения износостойкого защитного покрытия деталей металлургического оборудования, работающих в условиях сжатия и абразивного износа при температурах 600°С, например, прокатных валков черновых и чистовых калибров, а также роликов подающих рольгангов.
Известен [1], состав порошковой проволоки, состоящий из малоуглеродистой стальной оболочки и порошкообразной шихты, содержащей ферромарганец, хром, ферровольфрам, феррованадий, ферробор, графит, кремнефтористый натрий и малоуглеродистую стальную оболочку при соотношении, вес.%:
| Ферромарганец | 1,0-1,5 |
| Хром | 14,5-15 |
| Ферровольфрам | 17-18 |
| Феррованадий | 3,8-4,5 |
| Ферробор | 1,6-2 |
| Графит | 1-2 |
| Кремнефтористый натрий | 1,5-3,5 |
| Малоуглеродистая стальная оболочка | остальное |
Существенными недостатками данной порошковой проволоки являются:
- пониженные механические свойства наплавленного металла, в частности износостойкости и твердости, за счет нерационального соотношения введенных в порошковую проволоку компонентов;
- низкое качество наплавленного металла в связи с порообразованием, связанным с повышенным содержанием водорода;
- высокая стоимость сварочного процесса за счет использования дорогостоящих материалов в значительных количествах (вольфрама, и кремнефтористого натрия).
Известна, выбранная в качестве прототипа [2], порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, железный порошок, и углеродфторсодержащую пыль фильтров алюминиевого производства при следующем соотношении, масс. %:
| Стальная оболочка | 67,0-68,0 |
| Ферромарганец | 0,50-1,20 |
| Ферросилиций | 1,0-1,75 |
| Феррохром | 7,2-9,1 |
| Ферромолибден | 1,5-2,3 |
| Феррованадий | 0,6-0,8 |
| Углеродфторсодержащая пыль фильтров | |
| алюминиевого производства | 0,70-1,20 |
| Железный порошок | остальное |
Существенными недостатками данного способа являются:
- пониженные значения твердости и износостойкости наплавленного слоя металла,
- повышенная отбраковка наплавленного слоя по порам и раковинам в связи с повышенной загрязненностью стали неметаллическими включениями.
Технические проблемы, решаемые заявляемым изобретением, заключаются в обеспечении требуемой твердости и скорости износа наплавляемого слоя, а так же повышением качества наплавляемого слоя (низкой отбраковкой при наплавке).
Для решения существующей технической проблемы в известную порошковую проволоку, состоящую из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства, железный порошок, дополнительно введен никель.
Технические результаты, получаемые в результате использования изобретения, заключаются:
- в повышении твердости и в увеличении износостойкости наплавленного слоя металла за счет введения никеля и снижения в связи с этим размеров зерна;
- в повышении качества наплавленного слоя металла (снижении отбраковки по порам и раковинам) за счет снижения уровня загрязненности неметаллическими включениями.
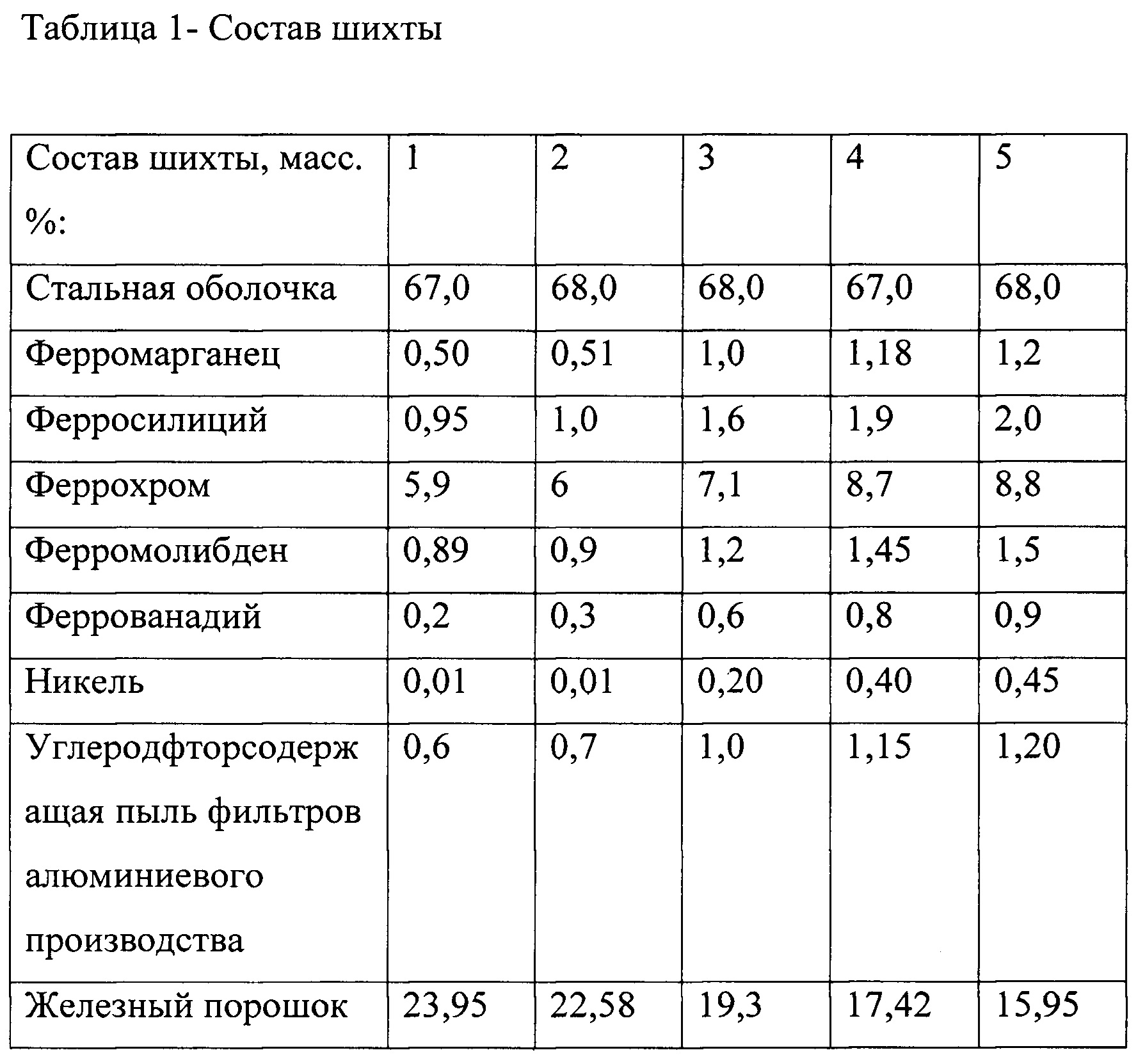
Для этого предлагается порошковая проволока, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства, железный порошок, причем порошкообразная шихта дополнительно содержит никель при соотношении компонентов, масс. %:
| Стальная оболочка | 67,0-68,0 |
| Ферромарганец | 0,51-1,18 |
| Ферросилиций | 1,0-1,90 |
| Феррохром | 6,0-8,7 |
| Ферромолибден | 0,9-1,45 |
| Феррованадий | 0,3-0,8 |
| Никель | 0,01-0,40 |
| Углеродфторсодержащая пыль фильтров | |
| алюминиевого производства | 0,70-1,15 |
| Железный порошок | остальное |
Заявляемые пределы подобраны эмпирическим путем, исходя из получения требуемых твердости и износостойкости наплавленного слоя металла, а так же качества получаемого при наплавке металла, стабильности процесса наплавки, предотвращения образования пор и трещин. В состав порошкообразной шихты дополнительно введен никель, позволяющий снизить размер действительного зерна и тем самым повысить твердость и износостойкость наплавляемого металла. Причем введение никеля менее 0,01 практически не влияет на уменьшение размера зерна, а при увеличении концентрации никеля в порошковой проволоке более 0,40% значительно повышается себестоимость.
Углеродфторсодержащая пыль фильтров алюминиевого производства позволяет проводить удаление водорода за счет комплекса фторсодержащих соединений разлагающихся при температурах сварочных процессов с выделением фтора, который в свою очередь взаимодействует с водородом, растворенным в стали с образованием газообразных соединений типа HF.
Снижение содержания водорода в наплавленном металле уменьшает вероятность образования пор и трещин в наплавленном металле. Изменение концентрации углеродфторсодержащей пыли фильтров алюминиевого производства связано с оптимизацией концентрации углерода в наплавляемом слое металла. При снижении концентрации ниже нижнего заявляемого предела концентрация углерода не обеспечивает необходимую твердость и износостойкость, а при превышении концентрации выше верхнего заявляемого предела возможно получение трещин при наплавке. Для изготовления шихты порошковой проволоки использовали углеродфторсодержащую пыль фильтров алюминиевого производства со следующим химическим составом, масс. %: Al2O3=19-46; F=17-26; Na2O=2,8-14; K2O=0,36-5,8%, СаО=0,6-1,8; SiO2=0,5-2,7; Fe2O3=1,7-3,6; Собщ=22-31, MnO=0,05-1,2, MgO=0,06-0,87, S=0,09-0,34, Р=0,09-0,15.
При изготовлении порошковой проволоки использовали: порошки углеродистого ферромарганца ФМн 78(A) по ГОСТ 4755-91, ферросилиция марки ФС 75 по ГОСТ1415-93, высокоуглеродистого феррохрома марки ФХ900А по ГОСТ 4757-91, ферромолибдена марки ФМо60 по ГОСТ 4759-91, феррованадия марки ФВ50У0,6 по ГОСТ 27130-94, железа марки ПЖВ1 по ГОСТ 9849-86, никеля марки ПНК-2К9 по ГОСТ 9722-97.
Порошки перемешивались в смесители для получения однородной массы и прокаливались для удаления влаги при температуре 250-350°С. Далее производилось изготовление порошковой проволоки на станке. Диаметр готовой проволоки после операций волочения составлял 3,6 мм, при коэффициенте заполнения 0,32-0,33. Порошковой проволокой с предложенной шихтой производилась наплавка заготовок рабочих валков.
Наплавка производилась под флюсом, изготовленным из шлака производства силикомарганца, выплавленного в рудотермических печах углетермическим способом непрерывным процессом. Шихта состояла из марганцевой руды, кварцита и коксика. Выпуск ферросплава (силикомарганца) осуществляли вместе со шлаком в ковш. После разливки силикомарганца шлак из ковша сливался и подвергался охлаждению. В зависимости от интенсивности охлаждения получался стекловидный или пемзовидный шлак, используемый в дальнейшем при сварке. Далее шлак дробился. В опытах использовали фракцию 0,45-2,5 мм; при этом допускалось использование фракции 0-0,45 мм до 10%, 0,45-2,5 мм до 90%. Изготовление флюса проводилось согласно технических условий ООО «Регионстрой» ТУ 20.59.56.120-001-14796818-2020 «Флюс для наплавки марки НФП. Технические условия». Флюс содержал, масс. %: диоксид кремния 30-43, оксид алюминия > 5, оксид кальция 25-38, оксид магния > 1,5, оксид марганца > 16, оксид железа < 1,0, при этом флюс содержал серы < 0,60%, фосфора < 0,030%.
Наплавку проводили на следующих режимах: сварочный ток 350-430А, напряжение дуги 28-32 В, скорость наплавки 20-30 см/мин.
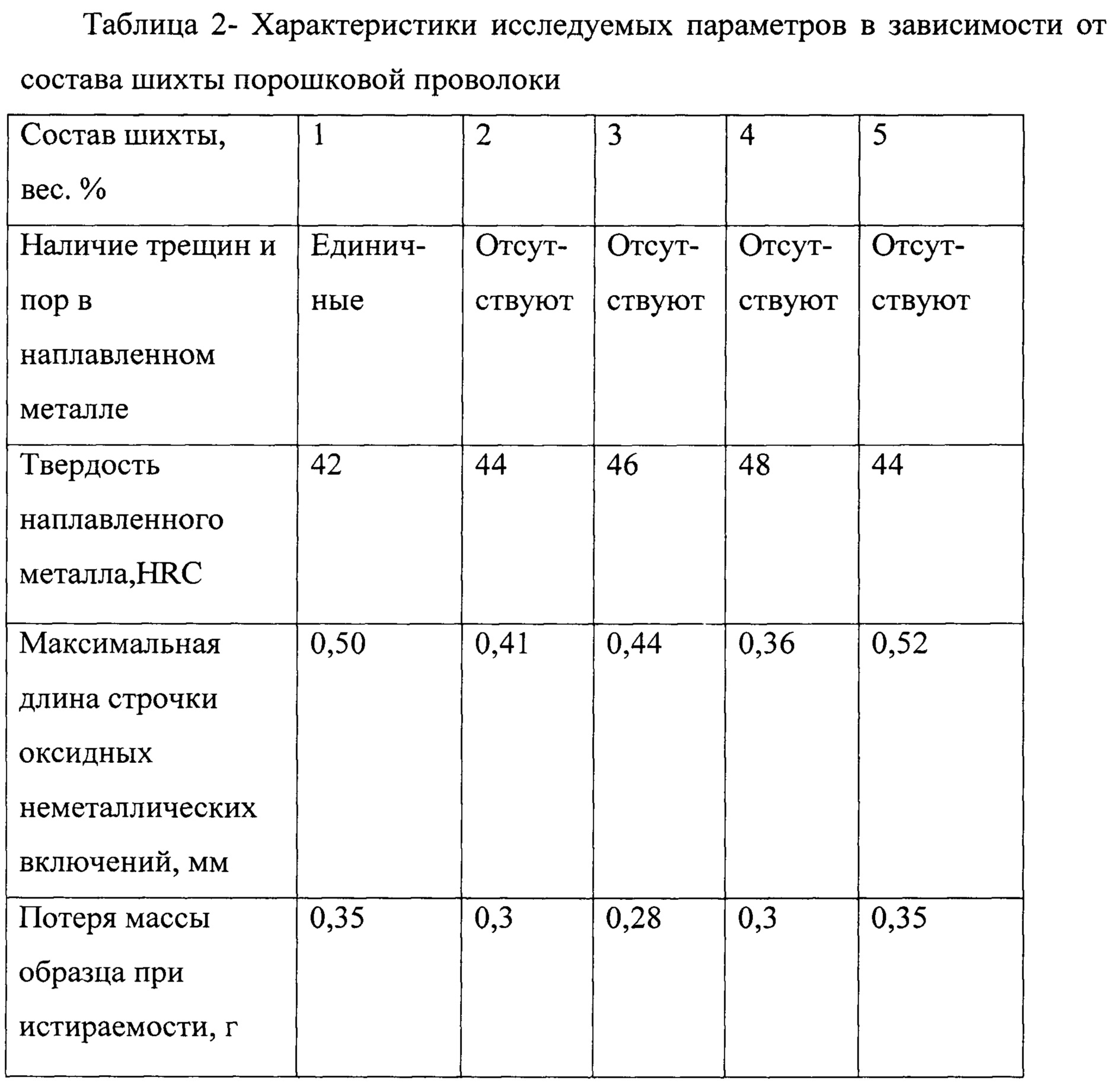
Наличие трещин в процессе наплавки оценивали визуально, после наплавки наличие трещин, пор и неметаллических включений оценивали ультразвуковым методом. Твердость наплавленного металла контролировалась непосредственно после наплавки. Твердость наплавленного металла после наплавки составляла HRC 44-48. Дефекты (трещины, поры и неметаллические включения) при наплавке порошковой проволокой с шихтой заявляемого состава содержащей никель не выявлены. После наплавки валки испытывались на испытательной машине на истираемость образцов.
Исследовались 5 вариантов составов шихты (таблица 1) порошковой проволоки с заграничными и заявляемыми пределами.
Влияние изменения состава шихты порошковой проволоки на технологические и механические характеристики наплавленного металла приведено в таблице 2. Использование заявляемого состава шихты порошковой проволоки по сравнению с базовым составом (прототип) позволяет:
1. Повысить твердость HRC 44-48 и увеличить износостойкость наплавленного слоя металла за счет введения в состав проволоки никеля
2. Повысить качество наплавленного металла за счет снижения его загрязненности неметаллическими включениями, снизить вероятность порообразования и предотвратить образование трещин.
Источники информации
1. А.с. СССР №543479, кл. B23K 35/368.
2. Пат. РФ 2518035 РФ, МПК8 B23K 35/368.
Claims (2)
- Порошковая проволока для механизированной наплавки сталей, состоящая из стальной оболочки и порошкообразной шихты, содержащей ферромарганец, ферросилиций, феррохром, ферромолибден, феррованадий, углеродфторсодержащую пыль фильтров алюминиевого производства и железный порошок, отличающаяся тем, что порошкообразная шихта дополнительно содержит никель, а проволока содержит компоненты в следующем соотношении, мас. %:
-
Стальная оболочка 67,0-68,0 Ферромарганец 0,51-1,18 Ферросилиций 1,0-1,90 Феррохром 6,0-8,7 Ферромолибден 0,9-1,45 Феррованадий 0,3-0,8 Никель 0,01-0,40 Углеродфторсодержащая пыль фильтров алюминиевого производства 0,70-1,15 Железный порошок остальное
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2020134341A RU2750737C1 (ru) | 2020-10-19 | 2020-10-19 | Порошковая проволока для механизированной наплавки сталей |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2020134341A RU2750737C1 (ru) | 2020-10-19 | 2020-10-19 | Порошковая проволока для механизированной наплавки сталей |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2750737C1 true RU2750737C1 (ru) | 2021-07-01 |
Family
ID=76755764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2020134341A RU2750737C1 (ru) | 2020-10-19 | 2020-10-19 | Порошковая проволока для механизированной наплавки сталей |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2750737C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2779557C1 (ru) * | 2022-03-15 | 2022-09-09 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Сибирский государственный индустриальный университет" ФГБОУ ВО "СибГИУ" | Порошковая проволока |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU1769481C (ru) * | 1990-06-14 | 1994-08-30 | Ветер Владимир Владимирович | Порошковая проволока для наплавки |
| UA81996C2 (ru) * | 2006-06-02 | 2008-02-25 | Институт Электросварки Им. Е.О. Патона Нан Украины | Порошковая проволока для наплавки |
| CN102896437A (zh) * | 2012-10-16 | 2013-01-30 | 首钢总公司 | 一种高锰钢铸钢辙叉及钢轨堆焊修复用药芯焊丝 |
| RU2518035C1 (ru) * | 2013-06-24 | 2014-06-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный индустриальный университет" | Порошковая проволока |
| RU2641590C2 (ru) * | 2016-06-22 | 2018-01-18 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный индустриальный университет" | Порошковая проволока |
-
2020
- 2020-10-19 RU RU2020134341A patent/RU2750737C1/ru active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU1769481C (ru) * | 1990-06-14 | 1994-08-30 | Ветер Владимир Владимирович | Порошковая проволока для наплавки |
| UA81996C2 (ru) * | 2006-06-02 | 2008-02-25 | Институт Электросварки Им. Е.О. Патона Нан Украины | Порошковая проволока для наплавки |
| CN102896437A (zh) * | 2012-10-16 | 2013-01-30 | 首钢总公司 | 一种高锰钢铸钢辙叉及钢轨堆焊修复用药芯焊丝 |
| RU2518035C1 (ru) * | 2013-06-24 | 2014-06-10 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный индустриальный университет" | Порошковая проволока |
| RU2641590C2 (ru) * | 2016-06-22 | 2018-01-18 | Федеральное государственное бюджетное образовательное учреждение высшего профессионального образования "Сибирский государственный индустриальный университет" | Порошковая проволока |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2779557C1 (ru) * | 2022-03-15 | 2022-09-09 | Федеральное государственное бюджетное образовательное учреждение высшего образования "Сибирский государственный индустриальный университет" ФГБОУ ВО "СибГИУ" | Порошковая проволока |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2518035C1 (ru) | Порошковая проволока | |
| US20180221997A1 (en) | Agglomerated welding flux and submerged arc welding process of austenitic stainless steels using said flux | |
| JPS6356037B2 (ru) | ||
| RU2661126C1 (ru) | Шихта порошковой проволоки | |
| JP7636522B2 (ja) | 二相ステンレス鋼線材および二相ステンレス鋼線 | |
| US20240051070A1 (en) | Submerged arc welded joint | |
| EP4056312A1 (en) | Fluxed core wire and method for manufacturing weld joint | |
| US4071734A (en) | Powder electrode strip for surfacing with wear-resistant alloy | |
| CN110842394B (zh) | 高抗裂和抗气孔性的酸性红药皮不锈钢焊条 | |
| CN114714023B (zh) | 一种碳化钛型自保护堆焊药芯焊丝及其制备方法 | |
| RU2579328C1 (ru) | Шихта порошковой проволоки | |
| JP2019058938A (ja) | ガスシールドアーク溶接用フラックス入りワイヤ、及び溶接継手の製造方法 | |
| CN120306883A (zh) | 一种用于9Ni钢焊接的镍基合金药芯焊丝及其制备方法 | |
| JP6999475B2 (ja) | 製造性に優れた高Si含有のオーステナイト系ステンレス鋼 | |
| RU2753632C1 (ru) | Порошковая проволока | |
| RU2750737C1 (ru) | Порошковая проволока для механизированной наплавки сталей | |
| TW202138587A (zh) | 不鏽鋼、不鏽鋼材及不鏽鋼的製造方法 | |
| JP2022061854A (ja) | 溶接継手の製造方法 | |
| RU2478030C1 (ru) | Порошковая проволока для наплавки | |
| RU2756550C1 (ru) | Порошковая проволока | |
| RU2518211C1 (ru) | Порошковая проволока | |
| RU2608011C1 (ru) | Модификатор для сварочных материалов | |
| RU2641590C2 (ru) | Порошковая проволока | |
| RU2762690C1 (ru) | Порошковая проволока | |
| RU2785557C1 (ru) | Порошковая проволока |