RU2637202C2 - Sheet steel for a thick-strengthen high-strengthening pipe threading with excellent resistance to acid environment, resistance to smoke and low-temperature viscosity and also a main pipe - Google Patents
Sheet steel for a thick-strengthen high-strengthening pipe threading with excellent resistance to acid environment, resistance to smoke and low-temperature viscosity and also a main pipe Download PDFInfo
- Publication number
- RU2637202C2 RU2637202C2 RU2016106920A RU2016106920A RU2637202C2 RU 2637202 C2 RU2637202 C2 RU 2637202C2 RU 2016106920 A RU2016106920 A RU 2016106920A RU 2016106920 A RU2016106920 A RU 2016106920A RU 2637202 C2 RU2637202 C2 RU 2637202C2
- Authority
- RU
- Russia
- Prior art keywords
- less
- steel
- thickness
- resistance
- strength
- Prior art date
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/14—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes wear-resistant or pressure-resistant pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/78—Combined heat-treatments not provided for above
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
- C21D2221/10—Differential treatment of inner with respect to outer regions, e.g. core and periphery, respectively
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
- C21D8/105—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies of ferrous alloys
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Steel (AREA)
- Manufacturing & Machinery (AREA)
Abstract
Description
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕFIELD OF THE INVENTION
[0001] Настоящее изобретение относится к толстолистовой стали для толстостенной высокопрочной магистральной трубы, которая обладает превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, в частности, к толстолистовой стали для толстостенной высокопрочной магистральной трубы, которая обладает превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, которая поэтому является оптимальной для магистральной трубы для транспортировки природного газа или сырой нефти, а также относится к магистральной трубе, имеющей превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость.[0001] The present invention relates to plate steel for a thick-walled high-strength trunk pipe that has excellent acid resistance, shear resistance and low temperature viscosity, in particular, to a steel plate for a thick-walled high-strength trunk pipe, which has excellent acid resistance, resistance crushing and low temperature viscosity, which is therefore optimal for the main pipe for transport ki natural gas or crude oil, and also relates to a main pipe, having excellent resistance to acidic environments, collapse resistance and low temperature toughness.
УРОВЕНЬ ТЕХНИКИBACKGROUND
[0002] В последние годы значение трубопроводов как способа транспортировки сырой нефти или природного газа на большие расстояния неуклонно росло. Подходы к проектированию магистральных труб для транспортировки на большие расстояния основаны главным образом на стандартах Американского Нефтяного Института (API). В прошлом была разработана магистральная труба, обладающая превосходным пределом прочности и низкотемпературной вязкостью для того, чтобы предотвратить разрыв при применении внутреннего давления. Для того, чтобы повысить эффективность транспортировки сырой нефти или природного газа, необходимы более прочные и более толстые магистральные трубы. Кроме того, при прокладке магистральных труб в арктических областях требуется, в частности, низкотемпературная вязкость. Однако в большинстве случаев, чем выше прочность и больше толщина, тем труднее становится гарантировать вязкость стального материала.[0002] In recent years, the importance of pipelines as a way of transporting crude oil or natural gas over long distances has grown steadily. Long-distance pipe design approaches for transportation over long distances are mainly based on the standards of the American Petroleum Institute (API). In the past, a main pipe has been developed with excellent tensile strength and low temperature viscosity in order to prevent rupture when applying internal pressure. In order to increase the efficiency of transporting crude oil or natural gas, stronger and thicker trunk pipes are needed. In addition, when laying main pipes in the Arctic regions, in particular, low temperature viscosity is required. However, in most cases, the higher the strength and the greater the thickness, the more difficult it becomes to guarantee the viscosity of the steel material.
[0003] Для того чтобы уменьшить изменения в твердости толстолистового материала в направлении толщины листа и улучшить низкотемпературную вязкость, PLT 1 предлагает способ прокатки в температурной области, где микроструктура становится двухфазной и состоит из аустенита и феррита (двухфазовая область). В соответствии с этим способом возможно превратить микроструктуру толстолистового материала в мелкозернистую игольчатую ферритовую структуру, к которой примешан островной мартенсит.[0003] In order to reduce changes in the hardness of the plate material in the direction of the sheet thickness and improve the low temperature viscosity, PLT 1 offers a rolling method in the temperature region where the microstructure becomes biphasic and consists of austenite and ferrite (biphasic region). According to this method, it is possible to convert the microstructure of the plate material into a fine-grained needle-shaped ferrite structure to which island martensite is mixed.
[0004] Кроме того, в последнее время характеристики, требуемые от магистральной трубы, стали более разнообразными. В дополнение к прочности и низкотемпературной жесткости иногда стали требоваться сопротивление смятию, позволяющее трубе не сминаться под внешним давлением, или сопротивление воздействию кислой среды, позволяющее трубе не растрескиваться в кислой окружающей среде, которая содержит сульфид водорода и т.д. В частности, при прокладке глубоководных участков трубопровода стало требоваться одновременное достижение противоположных характеристик сопротивления смятию и низкотемпературной жесткости. Однако из-за увеличенной толщины магистральной трубы одновременное достижение сопротивления смятию и низкотемпературной жесткости становится чрезвычайно трудным.[0004] In addition, recently, the characteristics required of the main pipe have become more diverse. In addition to strength and low temperature stiffness, crushing resistance was sometimes required, allowing the pipe not to crumple under external pressure, or resistance to an acidic environment, allowing the pipe not to crack in an acidic environment that contains hydrogen sulfide, etc. In particular, when laying deepwater sections of the pipeline, it became necessary to simultaneously achieve the opposite characteristics of crushing resistance and low temperature stiffness. However, due to the increased thickness of the main pipe, the simultaneous achievement of shear resistance and low temperature stiffness becomes extremely difficult.
СПИСОК ЦИТИРУЕМОЙ ЛИТЕРАТУРЫLIST OF REFERENCES
ПАТЕНТНАЯ ЛИТЕРАТУРАPATENT LITERATURE
[0005] PLT 1: Японская патентная публикация № 8-041536A[0005] PLT 1: Japanese Patent Publication No. 8-041536A
PLT 2: Японская патентная публикация № 2010-084170APLT 2: Japanese Patent Publication No. 2010-084170A
PLT 3: Японская патентная публикация № 2010-084171APLT 3: Japanese Patent Publication No. 2010-084171A
PLT 4: Японская патентная публикация № 2011-132599APLT 4: Japanese Patent Publication No. 2011-132599A
PLT 5: Японская патентная публикация № 2011-163455APLT 5: Japanese Patent Publication No. 2011-163455A
РАСКРЫТИЕ ИЗОБРЕТЕНИЯSUMMARY OF THE INVENTION
ТЕХНИЧЕСКАЯ ПРОБЛЕМАTECHNICAL PROBLEM
[0006] Как было отмечено выше, в последние годы характеристики, требуемые от магистральной трубы для транспортировки природного газа или сырой нефти, которая укладывается на дно океана на большой глубине, стали более сложными. Стали требоваться большая толщина, более высокая прочность, низкотемпературная вязкость, сопротивление воздействию кислой среды и дополнительно сопротивление смятию.[0006] As noted above, in recent years, the characteristics required of a main pipe for transporting natural gas or crude oil, which is laid at the bottom of the ocean at great depths, have become more complex. Greater thickness, higher strength, low temperature viscosity, resistance to acidic conditions and, in addition, crushing resistance were required.
[0007] В случае вышеупомянутого PLT 1, улучшение сопротивления воздействию кислой среды и сопротивления смятию не рассматриваются вообще. В частности, островной мартенсит становится исходными точками для разрушения и создает проблему уменьшения вязкости разрушения.[0007] In the case of the aforementioned PLT 1, improvement in acid resistance and collapse resistance are not considered at all. In particular, island martensite becomes the starting points for fracture and poses a problem of decreasing fracture toughness.
[0008] Для того, чтобы решить эту проблему, были предложены способ подавления формирования твердого мартенсита и подавления разности в твердости между ферритом и бейнитом, а также способ использования мелкозернистого бейнита для подавления эффекта Баушингера (см., например, PLT 2-4).[0008] In order to solve this problem, a method has been proposed to suppress the formation of solid martensite and suppress the difference in hardness between ferrite and bainite, as well as a method of using fine-grained bainite to suppress the Bausinger effect (see, for example, PLT 2-4).
[0009] В последние годы характеристики, требуемые от магистральной трубы, стали более разнообразными. Среди них, в частности, более сложными стали характеристики, требуемые от магистральной трубы, которая укладывается на дно океана на большой глубине. В частности, в дополнение к большей толщине, пределу текучести (YS), пределу прочности (TS) и низкотемпературной жесткости (площадь сдвига при испытании DWTT при температуре -10°C), стали также требоваться сопротивление воздействию кислой среды и дополнительно сопротивление смятию (0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C). Однако в предшествующем уровне техники (см., например, PLT 2-5 и т.д.), было чрезвычайно трудно одновременно достичь всех этих характеристик.[0009] In recent years, the characteristics required of the main pipe have become more diverse. Among them, in particular, the characteristics required of the main pipe, which is laid on the ocean floor at great depths, have become more complex. In particular, in addition to the greater thickness, yield strength (YS), tensile strength (TS) and low temperature stiffness (shear area when testing DWTT at -10 ° C), acid resistance and additionally crushing resistance were also required (0 , 2% stress of plastic flow during compression in a circular direction after aging at a temperature of 200 ° C). However, in the prior art (see, for example, PLT 2-5, etc.), it was extremely difficult to simultaneously achieve all of these characteristics.
[0010] Изобретение, которое раскрывается в PLT 2, посвящено улучшению сопротивления распространению трещины и низкотемпературной жесткости, но не рассматривает, как улучшить сопротивление воздействию кислой среды и сопротивление смятию. Кроме того, изобретение, которое раскрывается в PLT 3, рассматривает низкотемпературную вязкость и сопротивление смятию, но не рассматривает, как улучшить сопротивление воздействию кислой среды. Кроме того, изобретение, которое раскрывается в PLT 4, пытается достичь баланса прочности на сжатие и низкотемпературной жесткости, а также одновременно высокой прочности на сжатие и сопротивления воздействию кислой среды, но не рассматривает вышеупомянутого сопротивления смятию (0,2% напряжение пластического течения при сжатии в круговом направлении после старения при температуре 200°C).[0010] The invention, which is disclosed in PLT 2, is devoted to improving crack propagation resistance and low temperature stiffness, but does not consider how to improve acid resistance and crushing resistance. In addition, the invention, which is disclosed in PLT 3, considers low temperature viscosity and shear resistance, but does not consider how to improve resistance to an acidic environment. In addition, the invention disclosed in PLT 4 attempts to achieve a balance of compressive strength and low temperature stiffness, as well as high compressive strength and resistance to acidic conditions, but does not consider the above collapse resistance (0.2% compressive stress in a circular direction after aging at 200 ° C).
[0011] В PLT 5 обнаружено, что в случае стальной трубы для магистральной трубы с толщиной листа 25 мм или больше и вплоть до стандарта X80 Американского Нефтяного Института (API) (предел прочности 620 МПа или больше), сделать центральную часть толщины листа мелкозернистой структурой бейнита является чрезвычайно трудной задачей. Для того, чтобы решить такую техническую проблему, PLT 5 предлагает процесс изготовления, который понижает содержание углерода, превращает микроструктуру в микроструктуру с низкой температурой преобразования, которая формируется главным образом из бейнита, и на основе этого стального материала, вязкость которого улучшена, добавляет молибден для улучшения закаливаемости и снижает добавление алюминия для того, чтобы использовать бейнит в зернах.[0011] In
[0012] Изобретение, которое раскрывается в PLT 5, улучшает закаливаемость основного материала и делает эффективный размер зерна HAZ более мелким за счет того, что толстолистовая сталь в целом состоит из однородной микроструктуры, сформированной главным образом из бейнита. Изобретение, которое раскрывается в PLT 5, нацелено на улучшение низкотемпературной жесткости зоны сварного шва и не рассматривает, как улучшить сопротивление воздействию кислой среды и сопротивление смятию.[0012] The invention disclosed in
[0013] Кроме того, в центральной части толщины листа прокатка благодаря контролируемой прокатке и скорость охлаждения благодаря контролируемому охлаждению становятся недостаточными. Следовательно, даже когда закаливаемость улучшается, при увеличении толщины листа становится трудно сделать толстолистовую сталь в целом однородной микроструктурой.[0013] Furthermore, in the central portion of the sheet thickness, rolling due to controlled rolling and cooling rate due to controlled cooling become insufficient. Therefore, even when hardenability improves, as the thickness of the sheet increases, it becomes difficult to make plate steel a generally uniform microstructure.
[0014] Кроме того, в прошлом толстолистовая сталь для магистральной трубы часто имела толщину листа 20 мм или меньше. Если прочность соответствовала классу X65 и т.п. по стандарту API, было возможно легко гарантировать различные характеристики, такие как сопротивление воздействию кислой среды, низкотемпературная вязкость и сопротивление смятию. Это было потому, что при горячей прокатке степень обжатия в достаточной степени гарантировалась, и эффективный размер зерна становился более мелким и, дополнительно к этому, разность в скорости охлаждения между поверхностными слоями и центральной частью толщины благодаря ускоренному охлаждению была малой, так что микроструктура становилась однородной. В этой связи, если толщина листа составляет 25 мм или больше, в частности 30 мм или больше, становится трудно удовлетворить одновременно все требования к сопротивлению воздействию кислой среды, к низкотемпературной жесткости и к сопротивлению смятию.[0014] Furthermore, in the past, plate steel for a main pipe often had a sheet thickness of 20 mm or less. If the strength corresponded to class X65, etc. according to the API standard, it was possible to easily guarantee various characteristics, such as resistance to acidic conditions, low temperature viscosity and resistance to collapse. This was because during hot rolling, the degree of compression was sufficiently guaranteed, and the effective grain size became smaller and, in addition, the difference in cooling rate between the surface layers and the central part of the thickness was small due to accelerated cooling, so that the microstructure became uniform . In this regard, if the sheet thickness is 25 mm or more, in particular 30 mm or more, it becomes difficult to simultaneously satisfy all the requirements for resistance to acidic conditions, low temperature stiffness and crushing resistance.
[0015] В частности, обеспечение сопротивления смятию и обеспечение низкотемпературной жесткости являются противоположными вещами. В предшествующем уровне техники не было разработано материала, который мог бы достичь одновременно сопротивления смятию и низкотемпературной жесткости.[0015] In particular, providing crush resistance and providing low temperature stiffness are opposed things. In the prior art, no material has been developed that can achieve both shear resistance and low temperature stiffness.
[0016] Настоящее изобретение, с учетом этой ситуации, имеет своей целью обеспечение толстостенной высокопрочной магистральной трубы, которая была бы оптимальной в качестве материала для магистральной трубы для транспортировки природного газа или сырой нефти и имела бы хороший баланс сопротивления воздействию кислой среды, сопротивления смятию и низкотемпературной жесткости, а также толстолистовой стали для толстостенной высокопрочной магистральной трубы.[0016] The present invention, in view of this situation, aims at providing a thick-walled high-strength main pipe that would be optimal as a material for the main pipe for transporting natural gas or crude oil and would have a good balance of resistance to acidic conditions, crushing resistance and low-temperature stiffness, as well as plate steel for thick-walled high-strength main pipe.
РЕШЕНИЕ ПРОБЛЕМЫSOLUTION
[0017] Авторы настоящего изобретения участвовали в интенсивных исследованиях, фокусирующихся на микроструктуре и размере кристаллического зерна в толстолистовой стали для магистральной трубы с тем, чтобы получить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, которая имела бы превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость. В результате они обнаружили, что в толстостенной магистральной трубе (также называемой «толстостенной стальной трубой») составы, микроструктуры, производственные процессы и т.д. для достижения (1) одновременно прочности и сопротивления воздействию кислой среды, (2) одновременно прочности и сопротивления смятию толстостенной стальной трубы, и (3) одновременно прочности и низкотемпературной жесткости толстостенной стальной трубы могут быть описаны следующим образом:[0017] The inventors of the present invention participated in intensive studies focusing on the microstructure and crystalline grain size in a steel plate for a main pipe, so as to obtain a steel plate for a thick-walled high-strength main pipe, which would have excellent acid resistance, shear resistance and low temperature viscosity. As a result, they found that in a thick-walled main pipe (also called a "thick-walled steel pipe") compositions, microstructures, production processes, etc. to achieve (1) both strength and resistance to acidic conditions, (2) both strength and shear resistance of thick-walled steel pipes, and (3) simultaneously strength and low-temperature stiffness of thick-walled steel pipes can be described as follows:
[0018] (1) Достижение одновременно прочности и сопротивления воздействию кислой среды[0018] (1) Achieving both strength and resistance to acidic conditions
Для того, чтобы повысить прочность магистральной трубы без ухудшения сопротивления воздействию кислой среды, эффективным является превратить микроструктуру основного материала магистральной трубы, то есть толстолистовой стали, в однородную структуру, состоящую из игольчатого феррита или бейнита. Кроме того, для того, чтобы улучшить сопротивление воздействию кислой среды, необходимо подавить упрочнение части центральной сегрегации. Далее будет объяснен механизм, обуславливающий растрескивание, которое происходит в кислой окружающей среде. Растрескивание в кислой окружающей среде, в частности, вызываемое водородом растрескивание (HIC), происходит именно благодаря водороду, который собирается вокруг удлиненных включений на основе MnS и других дефектов в стали, присутствующих в части центральной сегрегации толстолистовой стали. Таким образом, в кислой окружающей среде водород, который проникает через сталь, собирается вокруг этих дефектов и формирует газовые карманы. Когда давление превышает значение вязкости разрушения стали (KIC), происходит растрескивание. Кроме того, если часть центральной сегрегации стали, окружающая включения и т.д., является упрочненной, растрескивание легко распространяется. Следовательно, в магистральной трубе, которая используется в кислой окружающей среде, важно подавить формирование удлиненного MnS и формирование твердых фаз в части центральной сегрегации. В частности, эффективно остановить ускоренное охлаждение при несколько повышенной температуре, например, остановить ускоренное охлаждение после горячей прокатки так, чтобы температура части центральной сегрегации стали стала 400°C или больше. Следует отметить, что «часть центральной сегрегации» является частью в центральной части толщины листа толстолистовой стали, где марганец и другие компоненты концентрируются вследствие сегрегации при затвердевании во время отливки.In order to increase the strength of the main pipe without impairing the resistance to the acidic environment, it is effective to turn the microstructure of the main material of the main pipe, i.e. plate steel, into a homogeneous structure consisting of acicular ferrite or bainite. In addition, in order to improve the resistance to acidic conditions, it is necessary to suppress the hardening of part of the central segregation. Next, a mechanism causing cracking that occurs in an acidic environment will be explained. Cracking in an acidic environment, in particular hydrogen-induced cracking (HIC), occurs precisely due to hydrogen, which collects around elongated inclusions based on MnS and other defects in steel present in the central segregation section of plate steel. Thus, in an acidic environment, hydrogen that penetrates steel gathers around these defects and forms gas pockets. When the pressure exceeds the value of the steel fracture toughness (KIC), cracking occurs. In addition, if part of the central steel segregation surrounding the inclusions, etc., is hardened, cracking is easily propagated. Therefore, in the main pipe, which is used in an acidic environment, it is important to suppress the formation of elongated MnS and the formation of solid phases in the central segregation part. In particular, it is effective to stop accelerated cooling at a slightly elevated temperature, for example, to stop accelerated cooling after hot rolling so that the temperature of a portion of the central segregation of the steel becomes 400 ° C or more. It should be noted that the “central segregation part” is a part in the central part of the plate thickness of the plate, where manganese and other components are concentrated due to segregation during solidification during casting.
[0019] (2) Достижение одновременно прочности и сопротивления смятию толстостенной стальной трубы[0019] (2) Achieving both strength and collapse resistance of a thick-walled steel pipe
В случае толстостенной стальной трубы для того, чтобы одновременно гарантировать прочность и сопротивление смятию, эффективным является добавлять молибден и т.д. для повышения закаливаемости и использовать ускоренное охлаждение после горячей прокатки для того, чтобы вызвать формирование мартенсита или бейнита с их высокими плотностями дислокаций и способствовать деформационному старению. В частности, если управлять температурой остановки ускоренного охлаждения так, чтобы она стала несколько более низкой, например, так, чтобы температура поверхности толстолистовой стали стала равна 400°C или меньше, образуется мартенсит, и деформационное старение может облегчаться во время покрытия и обжига толстостенной стальной трубы (обработки путем нагревания и выдержки трубы при температуре около 200°C во время покрытия).In the case of a thick-walled steel pipe, in order to simultaneously guarantee strength and collapse resistance, it is effective to add molybdenum, etc. to increase hardenability and use accelerated cooling after hot rolling in order to cause the formation of martensite or bainite with their high dislocation densities and to promote deformation aging. In particular, if you control the stop temperature of accelerated cooling so that it becomes slightly lower, for example, so that the surface temperature of the plate becomes 400 ° C or less, martensite is formed, and strain aging can be facilitated during coating and firing of thick-walled steel pipes (processing by heating and holding the pipe at a temperature of about 200 ° C during coating).
[0020] (3) Достижение одновременно прочности и низкотемпературной жесткости толстостенной стальной трубы[0020] (3) Achieving both the strength and low temperature stiffness of a thick-walled steel pipe
В случае толстостенной стальной трубы, по сравнению с тонкостенной стальной трубой, предшествующие аустенитные зерна (аустенитные зерна перед преобразованием благодаря ускоренному охлаждению) становятся более крупными, и низкотемпературная вязкость падает. Кроме того, по сравнению со структурой из одного только бейнита, эффективный размер зерна структуры из одного только игольчатого феррита является более мелким. Даже в этом случае невозможно сказать, что низкотемпературная вязкость является достаточной. Поэтому для того, чтобы гарантировать низкотемпературную вязкость, эффективным является формирование многоугольного феррита. Однако многоугольный феррит вызывает падение прочности, поэтому для того, чтобы гарантировать прочность, эффективным является превращение структуры в композит из бейнита или игольчатого феррита.In the case of a thick-walled steel pipe, compared to a thin-walled steel pipe, the previous austenitic grains (austenitic grains before conversion due to accelerated cooling) become larger and the low temperature viscosity decreases. In addition, compared with the structure of bainite alone, the effective grain size of the structure of acicular ferrite alone is smaller. Even in this case, it is impossible to say that low temperature viscosity is sufficient. Therefore, in order to guarantee low temperature viscosity, the formation of polygonal ferrite is effective. However, polygonal ferrite causes a drop in strength, therefore, in order to guarantee strength, it is effective to turn the structure into a composite of bainite or needle ferrite.
[0021] Как было объяснено выше, было установлено, что трудно одновременно удовлетворить вышеупомянутые требования (1) - (3) с тем, чтобы одновременно обеспечить сопротивление воздействию кислой среды, низкотемпературную вязкость и сопротивление смятию. Например, для сопротивления смятию (2) мартенсит является эффективным, в то время как для сопротивления воздействию кислой среды (1) и низкотемпературной жесткости (3) мартенсит является вредным. Кроме того, для низкотемпературной жесткости (3) многоугольный феррит является эффективным, но сопротивление воздействию кислой среды (1) при этом падает, так как образование многоугольного феррита заставляет структуру становиться неравномерной. Кроме того, многоугольный феррит, который имеет низкую плотность дислокаций, вызывает падение сопротивления смятию. Поэтому авторы настоящего изобретения изучали способ использования толстостенности, то есть использования горячей прокатки и последующего ускоренного охлаждения для того, чтобы управлять структурой путем использования перепада температур между поверхностями и центральной частью благодаря толщине листа. Кроме того, они принимали во внимание тот факт, что в центральной части толщины листа чрезвычайно важным является обеспечение сопротивления воздействию кислой среды, в то время как в поверхностных слоях чрезвычайно важным является обеспечение сопротивления смятию. Кроме того, для того, чтобы гарантировать низкотемпературную вязкость, они изучали возможности уменьшения эффективного размера зерна.[0021] As explained above, it has been found that it is difficult to simultaneously satisfy the above requirements (1) to (3) in order to simultaneously provide resistance to an acidic environment, low temperature viscosity, and crushing resistance. For example, martensite is effective for crushing resistance (2), while martensite is harmful for resistance to acidic environment (1) and low temperature hardness (3). In addition, for low temperature hardness (3), polygonal ferrite is effective, but the resistance to acidic environment (1) decreases, since the formation of polygonal ferrite causes the structure to become uneven. In addition, polygonal ferrite, which has a low dislocation density, causes a drop in shear resistance. Therefore, the authors of the present invention have studied the method of using thick-walled, that is, the use of hot rolling and subsequent accelerated cooling in order to control the structure by using the temperature difference between the surfaces and the central part due to the thickness of the sheet. In addition, they took into account the fact that in the central part of the sheet thickness it is extremely important to provide resistance to an acidic environment, while in the surface layers it is extremely important to provide resistance to collapse. In addition, in order to guarantee low temperature viscosity, they studied the possibility of reducing the effective grain size.
[0022] Во-первых, было найдено, что для того, чтобы гарантировать сопротивление воздействию кислой среды, прочность и низкотемпературную вязкость в центральной части толщины, эффективным является подавление формирования деформированного феррита и смеси мартенсита и аустенита (называемой ниже «MA») с тем, чтобы задержать затвердевание и создать однородную структуру, состоящую из одного или обоих из игольчатого феррита и бейнита. Здесь, в центральной части толщины, марганец концентрируется благодаря сегрегации. Закаливаемость является высокой, и формирование феррита подавляется. Однако для того, чтобы гарантировать низкотемпературную вязкость, формирование феррита является эффективным. Необходимо создать такую микроструктуру, чтобы количество феррита увеличивалось в направлении к поверхностным слоям. С другой стороны, если вызвать формирование мягкого многоугольного феррита для того, чтобы гарантировать низкотемпературную вязкость, предел текучести поверхностных слоев при сжатии в круговом направлении упадет, и в результате упадет сопротивление смятию. Для того, чтобы решить эту проблему, авторы настоящего изобретения выдвинули идею вызывания формирования деформированного феррита в поверхностных слоях и повышения плотности дислокаций феррита с тем, чтобы способствовать деформационному старению и улучшить сопротивление смятию. Следовательно, они обнаружили, что структура поверхностных слоев должна быть такой структурой, в которой деформированный феррит должен быть сформирован с долей площади 5% или больше, так чтобы удовлетворить требованию к сопротивлению смятию, а формирование MA должно быть подавлено и остаток должен состоять из одного или обоих из многоугольного феррита и бейнита с тем, чтобы гарантировать низкотемпературную вязкость.[0022] Firstly, it was found that in order to guarantee resistance to acidic conditions, strength and low temperature viscosity in the central part of the thickness, it is effective to suppress the formation of deformed ferrite and a mixture of martensite and austenite (hereinafter referred to as “MA”) in order to delay solidification and create a homogeneous structure consisting of one or both of acicular ferrite and bainite. Here, in the central part of the thickness, manganese is concentrated due to segregation. Hardenability is high and ferrite formation is suppressed. However, in order to guarantee low temperature viscosity, the formation of ferrite is effective. It is necessary to create a microstructure so that the amount of ferrite increases in the direction of the surface layers. On the other hand, if soft polygonal ferrite is formed in order to guarantee low temperature viscosity, the yield strength of the surface layers during compression in the circular direction will drop, and as a result, the crushing resistance will drop. In order to solve this problem, the inventors of the present invention have put forward the idea of causing the formation of deformed ferrite in the surface layers and increasing the density of ferrite dislocations in order to promote strain aging and improve crushing resistance. Therefore, they found that the structure of the surface layers should be such that the deformed ferrite should be formed with an area fraction of 5% or more so as to satisfy the requirement for shear resistance, and the MA formation should be suppressed and the remainder should consist of one or both of polygonal ferrite and bainite in order to guarantee low temperature viscosity.
[0023] Если количество деформированного феррита является большим, прочность смятия увеличивается, но при этом ухудшается низкотемпературная вязкость. Для того, чтобы гарантировать низкотемпературную вязкость, необходимо до некоторой степени управлять количеством деформированного феррита. Таким образом, необходимо подходящим образом распределить части, поддерживающие прочность смятия, и части, поддерживающие низкотемпературную вязкость, в соответствии с толщиной листа. Таким образом, чем меньше толщина листа, тем меньше допустимое количество деформированного феррита в части поверхностного слоя, в то время как, чем больше толщина листа, тем больше допустимое количество деформированного феррита в части поверхностного слоя. Поэтому авторы настоящего изобретения исследовали зависимость между допустимым количеством деформированного феррита и толщиной листа, и обнаружили оптимальное соотношение. Настоящее изобретение было сделано на основе этих открытий и имеет своей сутью следующее:[0023] If the amount of deformed ferrite is large, shear strength increases, but low temperature viscosity deteriorates. In order to guarantee low temperature viscosity, it is necessary to some extent control the amount of deformed ferrite. Thus, it is necessary to appropriately distribute the parts supporting the crushing strength and the parts supporting the low temperature viscosity in accordance with the thickness of the sheet. Thus, the smaller the sheet thickness, the smaller the allowable amount of deformed ferrite in part of the surface layer, while the larger the sheet thickness, the greater the allowable amount of deformed ferrite in part of the surface layer. Therefore, the authors of the present invention investigated the relationship between the allowable amount of deformed ferrite and sheet thickness, and found the optimal ratio. The present invention was made on the basis of these discoveries and has as its essence the following:
[0024] [1] Листовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, представляющая собой:[0024] [1] Sheet steel for a thick-walled high-strength main pipe, which has excellent resistance to acidic conditions, shear resistance and low temperature viscosity, which is:
толстолистовую сталь с толщиной от 25 мм до 45 мм, содержащую:plate steel with a thickness of 25 mm to 45 mm, containing:
C: от 0,04 мас.% до 0,08 мас.%;C: from 0.04 wt.% To 0.08 wt.%;
Mn: от 1,2 мас.% до 2,0 мас.%;Mn: 1.2 wt.% To 2.0 wt.%;
Nb: от 0,005 мас.% до 0,05 мас.%;Nb: from 0.005 wt.% To 0.05 wt.%;
Ti: от 0,005 мас.% до 0,03 мас.%;Ti: from 0.005 wt.% To 0.03 wt.%;
Ca: от 0,0005 мас.% до 0,0050 мас.%, иCa: from 0.0005 wt.% To 0.0050 wt.%, And
N: от 0,001 мас.% до 0,008 мас.%, с ограничениями:N: from 0.001 wt.% To 0.008 wt.%, With limitations:
Si: 0,5 мас.% или меньше,Si: 0.5 wt.% Or less
Al: 0,05 мас.% или меньше,Al: 0.05 wt.% Or less
P: 0,03 мас.% или меньше,P: 0.03 wt.% Or less
S: 0,005 мас.% или меньше,S: 0.005 wt.% Or less
O: 0,005 мас.% или меньше, иO: 0.005 wt.% Or less, and
имеющую остаток, состоящий из железа и неизбежных примесей, в которойhaving a residue consisting of iron and inevitable impurities, in which
микроструктура части поверхностного слоя, расположенной от поверхности толстолистовой стали вниз в направлении толщины листа на 0,9 мм до 1,1 мм, ограничена в процентах площади следующим образом:the microstructure of the part of the surface layer located from the plate steel surface downward in the direction of sheet thickness from 0.9 mm to 1.1 mm, is limited in percentage of the area as follows:
деформированный феррит: 5% или больше и Sfe1%, определяемый по следующей формуле 1a, или меньше, иdeformed ferrite: 5% or more and S fe1 %, determined by the following formula 1a or less, and
смесь мартенсита и аустенита: 8% или меньше, иa mixture of martensite and austenite: 8% or less, and
имеет остаток, состоящий из одного или обоих из многоугольного феррита и бейнита, иhas a residue consisting of one or both of polygonal ferrite and bainite, and
микроструктура части, расположенной от центра толщины листа в направлении к передней и к задней сторонам толстолистовой стали в пределах 1 мм, составляющая центральную часть толщины, ограничена в процентах площади следующим образом:the microstructure of the part located from the center of the sheet thickness towards the front and rear sides of the steel plate within 1 mm, constituting the central part of the thickness, is limited in percentage of the area as follows:
деформированный феррит: 5% или меньше,deformed ferrite: 5% or less
смесь мартенсита и аустенита: 5% или меньше, иa mixture of martensite and austenite: 5% or less, and
имеет остаток, состоящий из одного или обоих из игольчатого феррита и бейнита, иhas a residue consisting of one or both of acicular ferrite and bainite, and
часть поверхностного слоя и центральная часть толщины имеют среднее значение эффективного размера зерна, измеренное дифракцией обратного рассеяния электронов, равное 20 мм или меньше,part of the surface layer and the central part of the thickness have an average value of the effective grain size, measured by electron backscattering diffraction, of 20 mm or less,
Sfe1=0,6552×TH-4,7826·формула 1a,S fe1 = 0.6552 × T H -4.7826 formula 1a,
где TH: толщина толстолистовой стали для толстостенной высокопрочной магистральной трубы.where T H : thickness of plate steel for a thick-walled high-strength main pipe.
[2] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с пунктом [1], дополнительно содержащая одно или больше из следующего:[2] Plate steel for a thick-walled high-strength main pipe having excellent acid resistance, shear resistance and low temperature viscosity in accordance with [1], further comprising one or more of the following:
Cu: 0,50 мас.% или меньше,Cu: 0.50 wt.% Or less
Ni: 0,50 мас.% или меньше,Ni: 0.50 wt.% Or less
Cr: 0,50 мас.% или меньше,Cr: 0.50 wt.% Or less
Mo: 0,50 мас.% или меньше,Mo: 0.50 wt.% Or less
W: 0,50 мас.% или меньше,W: 0.50 wt.% Or less
V: 0,10 мас.% или меньше,V: 0.10 wt.% Or less
Zr: 0,050 мас.% или меньше,Zr: 0.050 wt.% Or less
Ta: 0,050 мас.% или меньше,Ta: 0.050 wt.% Or less
B: 0,0020 мас.% или меньше,B: 0.0020 wt.% Or less
Mg: 0,010 мас.% или меньше,Mg: 0.010 wt.% Or less
REM: 0,0050 мас.% или меньше,REM: 0.0050 wt.% Or less
Y: 0,0050 мас.% или меньше,Y: 0.0050 wt.% Or less
Hf: 0,0050 мас.% или меньше, иHf: 0.0050 wt.% Or less, and
Re: 0,0050 мас.% или меньше.Re: 0.0050 wt.% Or less.
[3] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с пунктом [1] или [2], в которой содержание алюминия составляет 0,005 мас.% или меньше.[3] Plate steel for a thick-walled high-strength trunk pipe having excellent acid resistance, shear resistance and low temperature viscosity in accordance with [1] or [2], in which the aluminum content is 0.005 wt.% Or less.
[4] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[3], у которой предел прочности составляет от 500 до 700 МПа.[4] Plate steel for a thick-walled high-strength main pipe, which has excellent acid resistance, shear resistance and low temperature viscosity in accordance with any one of [1] to [3], in which the tensile strength is from 500 to 700 MPa.
[5] Толстолистовая сталь для толстостенной высокопрочной магистральной трубы, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[3], у которой предел текучести после формирования трубы составляет 440 МПа или больше, предел прочности составляет от 500 до 700 МПа, и напряжение пластического течения на 0,2% при сжатии в круговом направлении после старения при температуре 200°C составляет 450 МПа или больше.[5] Plate steel for a thick-walled high-strength main pipe, having excellent acid resistance, shear resistance and low temperature viscosity in accordance with any one of [1] to [3], wherein the yield strength after pipe formation is 440 MPa or more, the tensile strength is from 500 to 700 MPa, and the stress of plastic flow by 0.2% when compressed in a circular direction after aging at a temperature of 200 ° C is 450 MPa or more.
[6] Толстостенная высокопрочная магистральная труба, изготовленная путем формования толстолистовой стали для толстостенной высокопрочной магистральной трубы, обладающей превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью в соответствии с любым из пунктов [1]-[4], в трубу с последующей дуговой сваркой примыкающих концов, имеющая предел текучести 440 МПа или больше, предел прочности от 500 до 700 МПа и напряжение пластического течения на 0,2% при сжатии в круговом направлении после старения при температуре 200°C, равное 450 МПа или больше.[6] A thick-walled high-strength main pipe made by molding plate steel for a thick-walled high-strength main pipe with excellent acid resistance, shear resistance and low temperature viscosity in accordance with any one of [1] to [4], into a pipe followed by an arc by welding adjacent ends, having a yield strength of 440 MPa or more, a tensile strength of 500 to 700 MPa and a plastic flow stress of 0.2% when compressed in a circular direction after aging I at a temperature of 200 ° C equal to 450 MPa or more.
ПРЕИМУЩЕСТВА ИЗОБРЕТЕНИЯAdvantages of the Invention
[0025] В соответствии с настоящим изобретением возможно обеспечить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, обладающую превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, которая поэтому является оптимальной в качестве материала для магистральной трубы для транспортировки природного газа или сырой нефти. В частности, возможно обеспечить толстолистовую сталь для толстостенной высокопрочной магистральной трубы, которая имеет превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость, которая имеет толщину от 25 до 45 мм и которая после формирования в трубу имеет YS, равный 440 МПа или больше, TS от 500 до 700 МПа, площадь сдвига при испытании DWTT при температуре -10°C, равную 85% или больше, и прочность на сжатие в круговом направлении после старения при температуре 200°C (0,2% напряжение пластического течения) 450 МПа или больше. Вклад в промышленность является выдающимся.[0025] According to the present invention, it is possible to provide plate steel for a thick-walled high-strength main pipe having excellent acid resistance, shear resistance and low temperature viscosity, which is therefore optimal as a material for the main pipe for transporting natural gas or crude oil. In particular, it is possible to provide plate steel for a thick-walled high-strength main pipe that has excellent acid resistance, shear resistance and low temperature viscosity, which has a thickness of 25 to 45 mm and which, after being formed into the pipe, has a YS of 440 MPa or more, TS from 500 to 700 MPa, shear area when testing DWTT at -10 ° C, equal to 85% or more, and compressive strength in the circular direction after aging at 200 ° C (0.2% plastic flow stress) 450 MPa or more. Contribution to industry is outstanding.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙBRIEF DESCRIPTION OF THE DRAWINGS
[0026] Фиг. 1 представляет собой оптический микроснимок поперечного сечения поверхностной части слоя толстолистовой стали для толстостенной высокопрочной магистральной трубы по настоящему изобретению.[0026] FIG. 1 is an optical micrograph of a cross section of a surface portion of a plate of a steel plate for a thick-walled high-strength main pipe of the present invention.
Фиг. 2 представляет собой график, который предписывает верхний предел и нижний предел процента площади деформированного феррита в части поверхностного слоя толстолистовой стали для толстостенной высокопрочной магистральной трубы по настоящему изобретению.FIG. 2 is a graph that prescribes an upper limit and a lower limit on the percentage of area of deformed ferrite in a portion of a surface layer of steel plate for the thick-walled high-strength main pipe of the present invention.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯDESCRIPTION OF EMBODIMENTS OF THE INVENTION
[0027] Далее будет объяснена толстолистовая сталь для толстостенной высокопрочной магистральной трубы по настоящему изобретению, обладающая превосходными сопротивлением воздействию кислой среды, сопротивлением смятию и низкотемпературной вязкостью, (в дальнейшем также просто называемая «толстолистовой сталью для магистральной трубы» или «толстолистовой сталью») и способ ее изготовления. Далее будут объяснены причины ограничения компонентов в толстолистовой стали для толстостенной высокопрочной магистральной трубы настоящего варианта осуществления (основном материале магистральной трубы). Следует отметить, что символы % означают мас.%, если не указано иное.[0027] Next, plate steel for the thick-walled high-strength main pipe of the present invention having excellent acid resistance, shear resistance, and low temperature viscosity (hereinafter also simply referred to as "steel plate for the main pipe" or "plate steel") and method of its manufacture. Next, reasons for limiting components in the steel plate for the thick-walled high-strength main pipe of the present embodiment (main material of the main pipe) will be explained. It should be noted that the characters% mean wt.%, Unless otherwise indicated.
[0028] C: Углерод является элементом, который улучшает прочность толстолистовой стали. В данном варианте осуществления должно быть добавлено 0,04 мас.% углерода или больше. Предпочтительно углерод добавляется в количестве 0,05 мас.% или больше, более предпочтительно 0,055 мас.% или больше. С другой стороны, если добавляется более чем 0,08 мас.% углерода, низкотемпературная вязкость падает, так что верхний предел количества углерода устанавливается равным 0,08 мас.%. Предпочтительно верхний предел количества углерода устанавливается равным 0,07 мас.%, более предпочтительно верхний предел устанавливается равным 0,065 мас.%.[0028] C: Carbon is an element that improves the strength of plate steel. In this embodiment, 0.04 wt.% Carbon or more should be added. Preferably, carbon is added in an amount of 0.05 wt.% Or more, more preferably 0.055 wt.% Or more. On the other hand, if more than 0.08 wt.% Carbon is added, the low temperature viscosity drops, so that the upper limit of the amount of carbon is set to 0.08 wt.%. Preferably, the upper limit of the amount of carbon is set to 0.07 mass%, more preferably the upper limit is set to 0.065 mass%.
[0029] Mn: Марганец является элементом, который способствует улучшению прочности и жесткости толстолистовой стали. В данном варианте осуществления для того, чтобы обеспечить прочность толстолистовой стали, добавляется 1,2 мас.% или больше марганца. Предпочтительно марганец добавляется в количестве 1,4 мас.% или больше, более предпочтительно 1,5 мас.% или больше. С другой стороны, если марганец добавляется в чрезмерном количестве, часть листа, находящаяся в середине толщины, приобретает повышенную твердость, и стойкость к воздействию кислой среды ухудшается, так что верхний предел количества марганца устанавливается равным 2,0 мас.% или меньше. Предпочтительно верхний предел количества марганца устанавливается равным 1,8 мас.% или меньше, более предпочтительно 1,7 мас.% или меньше.[0029] Mn: Manganese is an element that helps to improve the strength and stiffness of plate steel. In this embodiment, in order to ensure the strength of the steel plate, 1.2 wt.% Or more of manganese is added. Preferably, manganese is added in an amount of 1.4 wt.% Or more, more preferably 1.5 wt.% Or more. On the other hand, if the manganese is added in an excessive amount, the part of the sheet located in the middle of the thickness acquires increased hardness, and the resistance to acidic conditions deteriorates, so that the upper limit of the amount of manganese is set to 2.0 wt.% Or less. Preferably, the upper limit of the amount of manganese is set to 1.8 wt.% Or less, more preferably 1.7 wt.% Or less.
[0030] Nb: Ниобий является элементом, который образует карбиды и нитриды и способствует улучшению прочности. Кроме того, он подавляет рекристаллизацию и способствует уменьшению зерна во время горячей прокатки. По этой причине нижний предел количества ниобия устанавливается равным 0,005 мас.% или больше. Предпочтительно нижний предел количества ниобия устанавливается равным 0,010 мас.% или больше, более предпочтительно 0,015 мас.% или больше. С другой стороны, если ниобий добавляется в чрезмерном количестве, прочность повышается чрезмерно, и низкотемпературная вязкость ухудшается, так что верхний предел количества ниобия устанавливается равным 0,05 мас.% или меньше. Предпочтительно верхний предел количества ниобия устанавливается равным 0,04 мас.% или меньше, более предпочтительно 0,03 мас.% или меньше.[0030] Nb: Niobium is an element that forms carbides and nitrides and helps to improve strength. In addition, it suppresses recrystallization and helps to reduce grain during hot rolling. For this reason, the lower limit of the amount of niobium is set equal to 0.005 wt.% Or more. Preferably, the lower limit of the amount of niobium is set to 0.010 wt.% Or more, more preferably 0.015 wt.% Or more. On the other hand, if niobium is added in an excessive amount, the strength increases excessively, and the low temperature viscosity deteriorates, so that the upper limit of the amount of niobium is set to 0.05 wt.% Or less. Preferably, the upper limit of the amount of niobium is set to 0.04 wt.% Or less, more preferably 0.03 wt.% Or less.
[0031] Ti: Титан является элементом, который образует нитриды и оказывает влияние на уменьшение зерна микроструктуры. Нижний предел количества титана устанавливается равным 0,005 мас.% или больше для того, чтобы сделать эффективный размер зерна меньше. Предпочтительно нижний предел количества титана устанавливается равным 0,008 мас.% или больше, более предпочтительно 0,01 мас.% или больше. С другой стороны, если титан добавляется в чрезмерном количестве, формируются грубые зерна TiN и низкотемпературная вязкость ухудшается, так что верхний предел количества титана устанавливается равным 0,03 мас.% или меньше. Предпочтительно верхний предел количества титана устанавливается равным 0,02 мас.% или меньше, более предпочтительно 0,015 мас.%.[0031] Ti: Titanium is an element that forms nitrides and affects the reduction of grain microstructure. The lower limit of the amount of titanium is set equal to 0.005 wt.% Or more in order to make the effective grain size smaller. Preferably, the lower limit of the amount of titanium is set to 0.008 wt.% Or more, more preferably 0.01 wt.% Or more. On the other hand, if titanium is added in an excessive amount, coarse TiN grains are formed and the low temperature viscosity deteriorates, so that the upper limit of the amount of titanium is set to 0.03 wt.% Or less. Preferably, the upper limit of the amount of titanium is set to 0.02 wt.% Or less, more preferably 0.015 wt.%.
[0032] Ca: Кальций является элементом, который управляет формой сульфидов и улучшает сопротивление воздействию кислой среды. В данном варианте осуществления для того, чтобы способствовать образованию CaS и подавить образование MnS, удлиненного в направлении прокатки, и обеспечить сопротивление воздействию кислой среды, нижний предел количества кальция устанавливается равным 0,0005 мас.% или больше. Предпочтительно нижний предел количества кальция устанавливается равным 0,0010 мас.%, более предпочтительно 0,0015 мас.%. С другой стороны, если кальций добавляется в чрезмерном количестве, образуются грубые оксиды и низкотемпературная вязкость ухудшается, так что верхний предел количества кальция устанавливается равным 0,0050 мас.%. Предпочтительно верхний предел количества кальция устанавливается равным 0,0040 мас.% или меньше, более предпочтительно 0,0030 мас.% или меньше.[0032] Ca: Calcium is an element that controls the form of sulfides and improves resistance to acidic conditions. In this embodiment, in order to promote the formation of CaS and suppress the formation of MnS elongated in the rolling direction and provide resistance to acidic conditions, the lower limit of the amount of calcium is set to 0.0005 wt.% Or more. Preferably, the lower limit of the amount of calcium is set to 0.0010 wt.%, More preferably 0.0015 wt.%. On the other hand, if calcium is added in an excessive amount, coarse oxides are formed and the low temperature viscosity deteriorates, so that the upper limit of the amount of calcium is set equal to 0.0050 wt.%. Preferably, the upper limit of the amount of calcium is set to 0.0040 wt.% Or less, more preferably 0.0030 wt.% Or less.
[0033] N: В данном варианте осуществления нитриды используются для того, чтобы сделать микроструктуру стали более мелкой, так что содержание азота устанавливается равным 0,001 мас.% или больше. Предпочтительно количество азота устанавливается равным 0,002 мас.% или больше, более предпочтительно 0,003 мас.% или больше. С другой стороны, если азот содержится в чрезмерном количестве, образуются грубые нитриды, и низкотемпературная вязкость ухудшается, так что верхний предел количества азота устанавливается равным 0,008 мас.%. Предпочтительно верхний предел количества азота устанавливается равным 0,007 мас.% или меньше, более предпочтительно 0,006 мас.% или меньше.[0033] N: In this embodiment, nitrides are used to make the microstructure finer, so that the nitrogen content is set to 0.001 wt.% Or more. Preferably, the amount of nitrogen is set to 0.002 wt.% Or more, more preferably 0.003 wt.% Or more. On the other hand, if nitrogen is contained in an excessive amount, coarse nitrides are formed and the low temperature viscosity deteriorates, so that the upper limit of the amount of nitrogen is set to 0.008 wt.%. Preferably, the upper limit of the amount of nitrogen is set to 0.007 wt.% Or less, more preferably 0.006 wt.% Or less.
[0034] Кремний и алюминий являются раскисляющими элементами. Если они добавляются с целью раскисления, достаточно использовать любой один из них, но также могут использоваться оба этих элемента. Следует отметить, что если кремний и алюминий добавляются в чрезмерном количестве, они ухудшают характеристики толстолистовой стали, так что в данном варианте осуществления верхние пределы содержания кремния и алюминия устанавливаются следующим образом:[0034] Silicon and aluminum are deoxidizing elements. If they are added for deoxidation, it is sufficient to use any one of them, but both of these elements can also be used. It should be noted that if silicon and aluminum are added in an excessive amount, they degrade the performance of plate steel, so in this embodiment, the upper limits of the silicon and aluminum content are set as follows:
[0035] Si: Если кремний добавляется в чрезмерном количестве, формируется твердый MA, в частности в зоне теплового воздействия (HAZ), и вязкость зоны роликового сварного шва стальной трубы падает, так что верхний предел количества кремния устанавливается равным 0,5 мас.% или меньше. Предпочтительно количество кремния устанавливается равным 0,3 мас.% или меньше, более предпочтительно 0,25 мас.% или меньше. Следует отметить, что, как объяснено выше, кремний является элементом, который используется для раскисления, а также является элементом, который способствует повышению прочности, так что предпочтительно, чтобы нижний предел количества кремния составлял 0,05 мас.% или больше, более предпочтительно 0,10 мас.% или больше.[0035] Si: If silicon is added in an excessive amount, solid MA is formed, in particular in the heat affected zone (HAZ), and the viscosity of the roll weld zone of the steel pipe falls, so that the upper limit of the amount of silicon is set to 0.5 wt.% or less. Preferably, the amount of silicon is set to 0.3 wt.% Or less, more preferably 0.25 wt.% Or less. It should be noted that, as explained above, silicon is an element that is used for deoxidation, and is also an element that helps to increase strength, so that it is preferable that the lower limit of the amount of silicon is 0.05 wt.% Or more, more preferably 0 10 wt.% Or more.
[0036] Al: Как объяснено выше, алюминий является полезным раскисляющим элементом. Предпочтительно нижний предел количества алюминия устанавливается равным 0,001 мас.% или больше, более предпочтительно 0,003 мас.% или больше. Однако, если алюминий добавляется чрезмерно, формируются грубые оксиды, и низкотемпературная вязкость падает, так что верхний предел количества алюминия устанавливается равным 0,05 мас.% или меньше. Предпочтительно верхний предел количества алюминия устанавливается равным 0,04 мас.% или меньше, более предпочтительно 0,03 мас.% или меньше. Кроме того, за счет ограничения количества алюминия величиной 0,005 мас.% или меньше может быть улучшена вязкость зоны теплового воздействия.[0036] Al: As explained above, aluminum is a useful deoxidizing element. Preferably, the lower limit of the amount of aluminum is set to 0.001 wt.% Or more, more preferably 0.003 wt.% Or more. However, if aluminum is added excessively, coarse oxides are formed and the low temperature viscosity drops, so that the upper limit of the amount of aluminum is set to 0.05 wt.% Or less. Preferably, the upper limit of the amount of aluminum is set to 0.04 wt.% Or less, more preferably 0.03 wt.% Or less. In addition, by limiting the amount of aluminum to 0.005 wt.% Or less, the viscosity of the heat affected zone can be improved.
[0037] P, S и O (кислород) содержатся в качестве неизбежных примесей. Если они содержатся в чрезмерном количестве, это вредит характеристикам толстолистовой стали, так что в данном варианте осуществления верхние пределы содержания фосфора, серы и кислорода устанавливаются следующим образом:[0037] P, S, and O (oxygen) are contained as unavoidable impurities. If they are contained in excessive quantities, this harms the characteristics of plate steel, so in this embodiment, the upper limits of the content of phosphorus, sulfur and oxygen are set as follows:
[0038] P: Фосфор является элементом, который вызывает хрупкость стали. Если в стали содержится более 0,03 мас.% фосфора, низкотемпературная вязкость стали ухудшается, так что верхний предел содержания фосфора устанавливается равным 0,03 мас.% или меньше. Предпочтительно верхний предел количества фосфора устанавливается равным 0,02 мас.% или меньше, более предпочтительно 0,01 мас.% или меньше.[0038] P: Phosphorus is an element that causes the brittleness of steel. If the steel contains more than 0.03 wt.% Phosphorus, the low temperature viscosity of the steel is deteriorated, so that the upper limit of the phosphorus content is set to 0.03 wt.% Or less. Preferably, the upper limit of the amount of phosphorus is set to 0.02 mass% or less, more preferably 0.01 mass% or less.
[0039] S: Сера является элементом, который формирует MnS и другие сульфиды. Если в стали содержится более 0,005 мас.% серы, низкотемпературная вязкость и сопротивление воздействию кислой среды падают, так что верхний предел содержания серы устанавливается равным 0,005 мас.% или меньше. Предпочтительно количество серы устанавливается равным 0,003 мас.% или меньше, более предпочтительно 0,002 мас.%.[0039] S: Sulfur is an element that forms MnS and other sulfides. If the steel contains more than 0.005 wt.% Sulfur, the low temperature viscosity and resistance to acidic conditions fall, so that the upper limit of the sulfur content is set to 0.005 wt.% Or less. Preferably, the amount of sulfur is set to 0.003 wt.% Or less, more preferably 0.002 wt.%.
[0040] O: Если кислород содержится в количестве более чем 0,005 мас.%, формируются крупнозернистые оксиды, и низкотемпературная вязкость стали падает, так что верхний предел содержания кислорода устанавливается равным 0,005 мас.% или меньше. Предпочтительно верхний предел количества кислорода устанавливается равным 0,003 мас.% или меньше, более предпочтительно 0,002 мас.% или меньше.[0040] O: If oxygen is contained in an amount of more than 0.005 wt.%, Coarse-grained oxides are formed and the low temperature viscosity of the steel falls, so that the upper limit of the oxygen content is set to 0.005 wt.% Or less. Preferably, the upper limit of the amount of oxygen is set to 0.003 wt.% Or less, more preferably 0.002 wt.% Or less.
[0041] Кроме того, в настоящем изобретении в качестве элементов, которые улучшают прочность или низкотемпературную вязкость, могут быть добавлены один или больше из Cu, Ni, Cr, Mo, W, V, Zr, Ta и B.[0041] Furthermore, in the present invention, one or more of Cu, Ni, Cr, Mo, W, V, Zr, Ta and B can be added as elements that improve strength or low temperature viscosity.
[0042] Cu: Медь является элементом, который эффективен для повышения прочности без уменьшения низкотемпературной жесткости. Предпочтительно добавляется 0,01 мас.% или больше меди, более предпочтительно 0,1 мас.% или больше. С другой стороны, медь является элементом, который облегчает возникновение растрескивания во время нагрева стального сляба или во время роликовой сварки стальной трубы, так что количество меди предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество меди устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.[0042] Cu: Copper is an element that is effective for increasing strength without reducing low temperature hardness. Preferably, 0.01 mass% or more of copper is added, more preferably 0.1 mass% or more. On the other hand, copper is an element that facilitates the occurrence of cracking during heating of the steel slab or during roller welding of the steel pipe, so that the amount of copper is preferably set to 0.50 wt.% Or less. More preferably, the amount of copper is set to 0.35 wt.% Or less, and even more preferably 0.2 wt.% Or less.
[0043] Ni: Никель является элементом, который эффективен для улучшения низкотемпературной жесткости и прочности. Предпочтительно добавляется 0,01 мас.% или больше никеля, более предпочтительно 0,1 мас.% или больше. С другой стороны, никель является дорогим элементом. С точки зрения экономики количество никеля предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество никеля устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.[0043] Ni: Nickel is an element that is effective for improving low temperature hardness and strength. Preferably, 0.01 mass% or more of nickel is added, more preferably 0.1 mass% or more. Nickel, on the other hand, is an expensive element. From an economic point of view, the amount of nickel is preferably set to 0.50 wt.% Or less. More preferably, the amount of nickel is set to 0.35 mass% or less, and even more preferably 0.2 mass% or less.
[0044] Cr: Хром является элементом, который улучшает прочность стали за счет дисперсионного упрочнения. Предпочтительно добавляется 0,01 мас.% или больше хрома, более предпочтительно 0,1 мас.% или больше. С другой стороны, если хром добавляется в чрезмерном количестве, иногда повышение прочности заставляет низкотемпературную вязкость падать, так что верхний предел количества хрома предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество хрома устанавливается равным 0,35 мас.% или меньше, и еще более предпочтительно - 0,2 мас.% или меньше.[0044] Cr: Chromium is an element that improves the strength of steel due to dispersion hardening. Preferably, 0.01 mass% or more of chromium is added, more preferably 0.1 mass% or more. On the other hand, if chromium is added in an excessive amount, sometimes an increase in strength causes the low temperature viscosity to drop, so that the upper limit of the amount of chromium is preferably set to 0.50 wt.% Or less. More preferably, the amount of chromium is set to 0.35 wt.% Or less, and even more preferably 0.2 wt.% Or less.
[0045] Mo: Молибден является элементом, который улучшает закаливаемость и который формирует карбонитриды, улучшающие прочность. Предпочтительно добавляется 0,01 мас.% или больше молибдена, более предпочтительно 0,05 мас.% или больше. С другой стороны, если молибден добавляется в чрезмерном количестве, иногда повышение прочности заставляет низкотемпературную вязкость падать, так что верхний предел количества молибдена предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество молибдена устанавливается равным 0,2 мас.% или меньше, и еще более предпочтительно - 0,15 мас.% или меньше.[0045] Mo: Molybdenum is an element that improves hardenability and which forms carbonitrides to improve strength. Preferably, 0.01 mass% or more of molybdenum is added, more preferably 0.05 mass% or more. On the other hand, if molybdenum is added in an excessive amount, sometimes an increase in strength causes the low temperature viscosity to drop, so that the upper limit of the amount of molybdenum is preferably set to 0.50 wt.% Or less. More preferably, the amount of molybdenum is set to 0.2 wt.% Or less, and even more preferably 0.15 wt.% Or less.
[0046] W: Вольфрам, как и молибден, является элементом, который улучшает закаливаемость и который формирует карбонитриды, улучшающие прочность. Предпочтительно добавляется 0,0001 мас.% или больше вольфрама, более предпочтительно 0,01 мас.% или больше, и еще более предпочтительно 0,05 мас.% или больше. С другой стороны, если вольфрам добавляется в чрезмерном количестве, иногда повышение прочности вызывает падение низкотемпературной жесткости, так что верхний предел количества вольфрама предпочтительно устанавливается равным 0,50 мас.% или меньше. Более предпочтительно количество вольфрама устанавливается равным 0,2 мас.% или меньше, и еще более предпочтительно - 0,15 мас.% или меньше.[0046] W: Tungsten, like molybdenum, is an element that improves hardenability and which forms carbonitrides that improve strength. Preferably, 0.0001 mass% or more of tungsten is added, more preferably 0.01 mass% or more, and even more preferably 0.05 mass% or more. On the other hand, if tungsten is added in an excessive amount, sometimes an increase in strength causes a drop in low-temperature hardness, so that the upper limit of the amount of tungsten is preferably set to 0.50 wt.% Or less. More preferably, the amount of tungsten is set to 0.2 wt.% Or less, and even more preferably 0.15 wt.% Or less.
[0047] V: Ванадий является элементом, который образует карбиды и нитриды и способствует улучшению прочности. Предпочтительно добавляется 0,001 мас.% или больше ванадия, более предпочтительно 0,005 мас.% или больше. С другой стороны, если добавляется более чем 0,10 мас.% ванадия, иногда это вызывает падение низкотемпературной жесткости, так что количество ванадия предпочтительно устанавливается равным 0,10 мас.% или меньше. Более предпочтительно количество ванадия устанавливается равным 0,05 мас.% или меньше, и еще более предпочтительно - 0,03 мас.% или меньше.[0047] V: Vanadium is an element that forms carbides and nitrides and contributes to the improvement of strength. Preferably, 0.001 wt.% Or more vanadium is added, more preferably 0.005 wt.% Or more. On the other hand, if more than 0.10 wt.% Vanadium is added, sometimes this causes a drop in low temperature hardness, so that the amount of vanadium is preferably set to 0.10 wt.% Or less. More preferably, the amount of vanadium is set to 0.05 wt.% Or less, and even more preferably 0.03 wt.% Or less.
[0048] Zr и Ta: Цирконий и тантал, как и ванадий, являются элементами, которые образуют карбиды или нитриды и способствуют улучшению прочности. Цирконий и тантал предпочтительно добавляются в количестве 0,0001 мас.% или больше, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,001 мас.% или больше. С другой стороны, если добавляется более чем 0,050 мас.% циркония или тантала, низкотемпературная вязкость иногда падает, так что верхние пределы количества циркония и количества тантала предпочтительно устанавливаются равными 0,050 мас.% или меньше. Более предпочтительно это количество составляет 0,030 мас.% или меньше.[0048] Zr and Ta: Zirconium and tantalum, like vanadium, are elements that form carbides or nitrides and contribute to improved strength. Zirconium and tantalum are preferably added in an amount of 0.0001 mass% or more, more preferably 0.0005 mass% or more, and even more preferably 0.001 mass% or more. On the other hand, if more than 0.050 wt.% Zirconium or tantalum is added, the low temperature viscosity sometimes drops, so that the upper limits of the amount of zirconium and the amount of tantalum are preferably set to 0.050 wt.% Or less. More preferably, this amount is 0.030 wt.% Or less.
[0049] B: Бор является элементом, который может вызвать улучшение закаливаемости при добавлении в небольшом количестве. Для того, чтобы повысить прочность, предпочтительно добавляется 0,0001 мас.% или больше бора. Предпочтительно добавляется 0,0003 мас.% или больше бора. С другой стороны, если бор добавляется в чрезмерном количестве, иногда формируются выделения бора, и низкотемпературная вязкость иногда ухудшается, так что количество бора предпочтительно устанавливается равным 0,0020 мас.% или меньше. Более предпочтительно количество бора устанавливается равным 0,0010 мас.% или меньше.[0049] B: Boron is an element that can cause an improvement in hardenability when added in small quantities. In order to increase strength, preferably 0.0001 mass% or more of boron is added. Preferably, 0.0003 wt.% Or more boron is added. On the other hand, if boron is added in an excessive amount, boron precipitates are sometimes formed, and the low temperature viscosity sometimes deteriorates, so that the amount of boron is preferably set to 0.0020 wt.% Or less. More preferably, the amount of boron is set equal to 0.0010 wt.% Or less.
[0050] Кроме того, в настоящем изобретении для управления формой включений, таких как сульфиды и оксиды, и улучшения низкотемпературной жесткости и сопротивления воздействию кислой среды, могут быть добавлены один или больше элементов из Mg, REM, Y, Hf и Re.[0050] In addition, in the present invention, one or more elements of Mg, REM, Y, Hf and Re can be added to control the shape of inclusions, such as sulfides and oxides, and to improve low temperature hardness and resistance to acidic conditions.
[0051] Mg: Магний является элементом, который способствует улучшению сопротивления воздействию кислой среды или низкотемпературной жесткости за счет управления формой сульфидов или формирования мелкозернистых оксидов. Предпочтительно добавляется 0,0001 мас.% или больше магния, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,001 мас.% или больше. С другой стороны, если добавляется более чем 0,010 мас.% магния, иногда легко формируются крупнозернистые оксиды, и вязкость зоны теплового воздействия ухудшается, так что количество магния предпочтительно устанавливается равным 0,010 мас.% или меньше. Более предпочтительно количество магния устанавливается равным 0,005 мас.% или меньше, и еще более предпочтительно - 0,003 мас.% или меньше.[0051] Mg: Magnesium is an element that contributes to the improvement of resistance to acidic conditions or low temperature hardness by controlling the shape of sulfides or the formation of fine-grained oxides. Preferably, 0.0001 mass% or more of magnesium is added, more preferably 0.0005 mass% or more, and even more preferably 0.001 mass% or more. On the other hand, if more than 0.010% by weight of magnesium is added, coarse-grained oxides are sometimes easily formed, and the viscosity of the heat affected zone deteriorates, so that the amount of magnesium is preferably set to be 0.010% or less. More preferably, the amount of magnesium is set to 0.005 wt.% Or less, and even more preferably 0.003 wt.% Or less.
[0052] REM, Y, Hf и Re: REM, Y, Hf и Re образуют сульфиды и, в частности, подавляют образование MnS, удлиненного в направлении прокатки, способствуя улучшению сопротивления воздействию кислой среды. REM, Y, Hf, и Re все предпочтительно добавляются в количестве 0,0001 мас.% или больше, более предпочтительно 0,0005 мас.% или больше, и еще более предпочтительно 0,0010 мас.% или больше. С другой стороны, если REM, Y, Hf или Re добавляются в количестве более чем 0,0050 мас.%, оксиды увеличиваются, что иногда вредит жесткости, так что верхний предел предпочтительно устанавливается равным 0,0050 мас.% или меньше. Более предпочтительно это количество устанавливается равным 0,0030 мас.% или меньше.[0052] REM, Y, Hf and Re: REM, Y, Hf and Re form sulfides and, in particular, inhibit the formation of MnS elongated in the rolling direction, contributing to an improvement in resistance to acidic conditions. REM, Y, Hf, and Re are all preferably added in an amount of 0.0001 mass% or more, more preferably 0.0005 mass% or more, and even more preferably 0.0010 mass% or more. On the other hand, if REM, Y, Hf or Re is added in an amount of more than 0.0050 wt.%, The oxides increase, which sometimes harms stiffness, so that the upper limit is preferably set to 0.0050 wt.% Or less. More preferably, this amount is set to 0.0030 wt.% Or less.
[0053] Кроме того, в данном варианте осуществления остаток, кроме вышеупомянутых элементов, по существу состоит из железа. Неизбежные примеси и другие элементы, которые не вредят действию или эффекту настоящего изобретения, также могут быть добавлены в следовых количествах. «Неизбежные примеси» означают компоненты, которые содержатся в сырье или которые входят в процесс изготовления, и относятся к компонентам, которые не включаются сознательно в сталь.[0053] In addition, in this embodiment, the residue, in addition to the above elements, essentially consists of iron. Inevitable impurities and other elements that do not harm the action or effect of the present invention can also be added in trace amounts. "Inevitable impurities" means components that are contained in the raw material or which are part of the manufacturing process, and refer to components that are not deliberately incorporated into steel.
[0054] В частности, могут быть упомянуты Si, Al, P, S, O, N, Sb, Sn, Co, As, Pb, Bi и H. Из этих элементов P, S, O и N, как было объяснено выше, должны контролироваться на следующих уровнях: Si: 0,5 мас.% или меньше, Al: 0,05 мас.% или меньше, P: 0,03 мас.% или меньше, S: 0,005 мас.% или меньше, O: 0,005 мас.% или меньше, и N: 0,008 мас.% или меньше.[0054] In particular, Si, Al, P, S, O, N, Sb, Sn, Co, As, Pb, Bi, and H may be mentioned. Of these, P, S, O, and N, as explained above. should be controlled at the following levels: Si: 0.5 wt.% or less, Al: 0.05 wt.% or less, P: 0.03 wt.% or less, S: 0.005 wt.% or less, O : 0.005 wt.% Or less, and N: 0.008 wt.% Or less.
[0055] Что касается других элементов, обычно Sb, Sn, Co и As могут содержаться в количестве 0,1 мас.% или меньше, фосфор и висмут могут содержаться в количестве 0,005 мас.% или меньше, и водород может содержаться в количестве 0,0005 мас.% или меньше, как неизбежные примеси. Однако, если они присутствуют в обычных диапазонах, они не обязаны особенно контролироваться.[0055] As for the other elements, typically Sb, Sn, Co and As may be contained in an amount of 0.1 wt.% Or less, phosphorus and bismuth can be contained in an amount of 0.005 wt.% Or less, and hydrogen can be contained in an amount of 0 , 0005 wt.% Or less, as inevitable impurities. However, if they are present in the usual ranges, they are not required to be particularly controlled.
[0056] Кроме того, опционально добавляемые элементы Cu, Ni, Cr, Mo, W, V, Zr, Ta, B, Mg, REM, Y, Hf и Re в толстолистовой стали для толстостенной высокопрочной магистральной трубы в соответствии с настоящим изобретением могут содержаться как неизбежные примеси, даже если они сознательно не включаются. Однако эти элементы не оказывают неблагоприятного воздействия на настоящее изобретение, даже если количество добавленных элементов становится ниже нижнего предела, до тех пор, пока количество добавленных элементов не превышает верхнего предела содержания в случае их преднамеренного включения, как объяснено выше, так что это не создает проблем.[0056] In addition, the optionally added elements Cu, Ni, Cr, Mo, W, V, Zr, Ta, B, Mg, REM, Y, Hf and Re in plate steel for a thick-walled high-strength main pipe in accordance with the present invention can contained as unavoidable impurities, even if they are not consciously turned on. However, these elements do not adversely affect the present invention, even if the number of added elements falls below the lower limit, as long as the number of added elements does not exceed the upper limit of the content if they are deliberately included, as explained above, so that this does not cause problems .
[0057] Кроме того, в настоящем изобретении для того, чтобы обеспечить закаливаемость для увеличения прочности и низкотемпературной жесткости, углеродный эквивалент Ceq, который вычисляется в соответствии со следующей (формулой 2) по содержаниям C, Mn, Ni, Cu, Cr, Mo и V (мас.%), предпочтительно составляет от 0,30 до 0,50. Нижний предел Ceq для увеличения прочности более предпочтительно составляет 0,32 или больше, и еще более предпочтительно 0,35 или больше. Кроме того, верхний предел Ceq для увеличения низкотемпературной жесткости более предпочтительно составляет 0,45 или меньше, и еще более предпочтительно 0,43 или меньше.[0057] In addition, in the present invention, in order to provide hardenability to increase strength and low temperature stiffness, the Ceq carbon equivalent, which is calculated in accordance with the following (formula 2) by the contents of C, Mn, Ni, Cu, Cr, Mo and V (wt.%) Is preferably from 0.30 to 0.50. The lower limit of Ceq for increasing strength is more preferably 0.32 or more, and even more preferably 0.35 or more. In addition, the upper limit of Ceq for increasing low temperature hardness is more preferably 0.45 or less, and even more preferably 0.43 or less.
[0058] Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5 (формула 2)[0058] Ceq = C + Mn / 6 + (Ni + Cu) / 15 + (Cr + Mo + V) / 5 (formula 2)
[0059] Также для того, чтобы обеспечить низкотемпературную вязкость толстолистовой стали и зоны теплового воздействия, параметр Pcm восприимчивости к растрескиванию, который вычисляется в соответствии со следующей (формулой 3) по содержаниям C, Si, Mn, Cu, Cr, Ni, Mo и V (мас.%), предпочтительно составляет от 0,10 до 0,20. Нижний предел Pcm увеличивает прочность, так что более предпочтительно он равен 0,12 или больше, и еще более предпочтительно 0,14 или больше. Кроме того, верхний предел Pcm увеличивает низкотемпературную вязкость, так что более предпочтительно он равен 0,19 или меньше, и еще более предпочтительно 0,18 или меньше.[0059] Also, in order to provide low temperature toughness of plate steel and heat affected zones, the cracking susceptibility parameter Pcm, which is calculated according to the following (formula 3) from the contents of C, Si, Mn, Cu, Cr, Ni, Mo and V (wt.%) Is preferably from 0.10 to 0.20. The lower limit of Pcm increases strength, so that more preferably it is 0.12 or more, and even more preferably 0.14 or more. In addition, the upper limit of Pcm increases the low temperature viscosity, so that more preferably it is 0.19 or less, and even more preferably 0.18 or less.
[0060] Pcm=C+Si/30+(Mn+Cu+Cr)/20+Ni/60+Mo/15+V/10 (формула 3)[0060] Pcm = C + Si / 30 + (Mn + Cu + Cr) / 20 + Ni / 60 + Mo / 15 + V / 10 (formula 3)
[0061] Следует отметить, что в случае, если выборочно содержащиеся элементы Ni, Cu, Cr, Mo и V преднамеренно не добавляются, они вычисляются как 0 в вышеприведенных (формуле 2) и (формуле 3).[0061] It should be noted that if the selectively contained elements Ni, Cu, Cr, Mo, and V are not intentionally added, they are calculated as 0 in the above (formula 2) and (formula 3).
[0062] Далее будет объяснена микроструктура толстолистовой стали по настоящему изобретению. Толстолистовая сталь по настоящему изобретению имеет толщину листа 25 мм или больше, более предпочтительно 30 мм или больше, и является подходящей в качестве толстолистовой стали для толстостенной магистральной трубы (от 25 мм до 45 мм). Кроме того, толстолистовая сталь по настоящему изобретению использует перепад температур горячей прокатки или разность скорости охлаждения ускоренного охлаждения в поверхностных слоях и средней части толщины для того, чтобы управлять структурой, и отличается по микроструктуре в поверхностных слоях и средней части толщины. Следует отметить, что в настоящем изобретении частью поверхностного слоя толстолистовой стали является часть от 0,9 мм до 1,1 мм от поверхности толстолистовой стали в направлении толщины (то есть область в пределах 0,1 мм в направлениях к передней и задней поверхностям, центр которой находится в положении 1 мм в направлении толщины от поверхности толстолистовой стали), в то время как центральной частью толстолистовой стали является область в пределах 1 мм в направлениях к передней и задней поверхностям от центра толщины листа.[0062] Next, the microstructure of the steel plate of the present invention will be explained. The plate steel of the present invention has a sheet thickness of 25 mm or more, more preferably 30 mm or more, and is suitable as plate steel for a thick-walled main pipe (25 mm to 45 mm). In addition, the steel plate of the present invention uses the hot rolling temperature difference or the difference in the cooling rate of accelerated cooling in the surface layers and the middle part of the thickness in order to control the structure, and differs in microstructure in the surface layers and the middle part of the thickness. It should be noted that in the present invention, part of the surface layer of plate steel is a portion of 0.9 mm to 1.1 mm from the surface of plate steel in the thickness direction (i.e., an area within 0.1 mm in the directions to the front and rear surfaces, center which is in the position of 1 mm in the thickness direction from the plate steel surface), while the central part of the plate steel is an area within 1 mm in the directions to the front and rear surfaces from the center of the sheet thickness.
[0063] В части поверхностного слоя для того, чтобы повысить сопротивление смятию, формируется 5% или больше площади деформированного феррита. «Деформированный феррит» является ферритом, который удлиняется при горячей прокатке в направлении прокатки. По сравнению с многоугольным ферритом, который формируется при охлаждении после прокатки, его плотность дислокаций является более высокой. Это является эффективным для улучшения сопротивления смятию. Оптический микроснимок поперечного сечения части поверхностного слоя толстолистовой стали по настоящему изобретению показан на Фиг. 1. Кроме того, темно-серые части являются деформированным ферритом. Такая часть показана стрелкой. Часть поверхностного слоя, которая показана на Фиг. 1, содержит 9,3% деформированного феррита.[0063] In part of the surface layer, in order to increase crush resistance, 5% or more of the area of the deformed ferrite is formed. "Deformed ferrite" is a ferrite that extends during hot rolling in the rolling direction. Compared to polygonal ferrite, which is formed upon cooling after rolling, its dislocation density is higher. It is effective for improving crush resistance. An optical micrograph of a cross section of a portion of the surface layer of the steel plate of the present invention is shown in FIG. 1. In addition, the dark gray parts are deformed ferrite. Such a part is shown by an arrow. The portion of the surface layer that is shown in FIG. 1, contains 9.3% deformed ferrite.
[0064] Кроме того, если деформированного феррита содержится много, прочность смятия увеличивается, но при этом низкотемпературная вязкость ухудшается. Следовательно, авторы настоящего изобретения обнаружили, что возможно подавить деформированный феррит в центральной части для того, чтобы повысить низкотемпературную вязкость. По мере того, как толщина толстолистовой стали становится больше, перепад температур между поверхностными слоями и центром толщины становится больше. По этой причине, по мере того, как толщина толстолистовой стали становится больше, количество деформированного феррита, который может быть образован в центральной части толщины листа, становится более малым, в то время как количество деформированного феррита, который может быть образован в части поверхностного слоя, становится больше. Следовательно, авторы настоящего изобретения исследовали соотношение толщины толстолистовой стали и количества деформированного феррита в части поверхностного слоя и обнаружили оптимальный диапазон.[0064] In addition, if there is a lot of deformed ferrite, the crushing strength increases, but the low temperature viscosity deteriorates. Therefore, the inventors of the present invention have found that it is possible to suppress deformed ferrite in the central part in order to increase the low temperature viscosity. As the thickness of the steel plate becomes larger, the temperature difference between the surface layers and the center of the thickness becomes larger. For this reason, as the thickness of the steel plate becomes larger, the amount of deformed ferrite that can be formed in the central part of the sheet thickness becomes smaller, while the amount of deformed ferrite that can be formed in part of the surface layer, getting bigger. Therefore, the authors of the present invention investigated the ratio of the thickness of plate steel and the amount of deformed ferrite in part of the surface layer and found the optimal range.
[0065] Фиг. 2 показывает соотношение между толщиной толстолистовой стали с толщиной от 25 мм до 45 мм и верхним пределом Sfe1 процента площади деформированного феррита в части поверхностного слоя.[0065] FIG. 2 shows the relationship between the thickness of plate steel with a thickness of 25 mm to 45 mm and the upper limit S fe1 percent of the area of the deformed ferrite in part of the surface layer.
[0066] Из Фиг. 2 было установлено, что для того, чтобы получить сопротивление смятию и низкотемпературную вязкость, которые являются оптимальными для магистральной трубы для транспортировки природного газа и сырой нефти, процент площади деформированного феррита в части поверхностного слоя толстолистовой стали должен быть равен или больше следующего значения нижнего предела и равен или меньше следующего значения верхнего предела.[0066] From FIG. 2, it was found that in order to obtain shear resistance and low temperature viscosity that are optimal for the main pipe for transporting natural gas and crude oil, the percentage of the area of deformed ferrite in the part of the surface layer of plate steel should be equal to or greater than the following lower limit value and equal to or less than the next upper limit value.
Значение нижнего предела процента площади деформированного феррита в части поверхностного слоя толстолистовой стали: 5%.The value of the lower limit of the percentage of the area of deformed ferrite in the part of the surface layer of plate steel: 5%.
Значение верхнего предела процента площади деформированного феррита в части поверхностного слоя толстолистовой стали: Sfe1=0,6552×TH-4,7826 формула 1aThe value of the upper limit of the percentage of the area of deformed ferrite in part of the surface layer of plate steel: S fe1 = 0.6552 × T H -4.7826 formula 1a
(где TH: толщина толстолистовой стали для толстостенной высокопрочной магистральной трубы).(where T H : plate thickness for thick-walled high-strength main pipe).
[0067] Кроме того, если процент площади деформированного феррита превышает значение Sfe1%, поверхностные слои упрочняются, и низкотемпературная вязкость ухудшается, так что процент площади деформированного феррита устанавливается равным Sfe1% или меньше. Кроме того, предпочтительно, чтобы верхний предел процента площади деформированного феррита в части поверхностного слоя толстолистовой стали удовлетворял следующей формуле 1b.[0067] Furthermore, if the percentage of the area of the deformed ferrite exceeds S fe1 %, the surface layers harden and the low temperature viscosity deteriorates, so that the percentage of the area of the deformed ferrite is set to S fe1 % or less. In addition, it is preferable that the upper limit of the percentage of the area of the deformed ferrite in part of the surface layer of plate steel satisfy the following formula 1b.
Более предпочтительное значение верхнего предела: Sfe2=0,8×TH-15·формула 1bMore preferred upper limit value: S fe2 = 0.8 × T H -15 · formula 1b
[0068] Как показано в вышеприведенных формуле 1a и формуле 1b, процент площади деформированного феррита для получения сопротивления воздействию кислой среды, сопротивления смятию и низкотемпературной жесткости, оптимальных для материала магистральной трубы для транспортировки природного газа или сырой нефти, зависит от толщины листа. Перепад температур при горячей прокатке между поверхностными слоями и центральной частью толщины и разность в скоростях охлаждения при ускоренном охлаждении сильно зависят от толщины листа, так что процент площади деформированного феррита должен иметь зависимость от толщины листа.[0068] As shown in the above formula 1a and formula 1b, the percentage of the area of the deformed ferrite to obtain resistance to acidic environment, shear resistance and low temperature stiffness, optimal for the material of the main pipe for transporting natural gas or crude oil, depends on the thickness of the sheet. The temperature difference during hot rolling between the surface layers and the central part of the thickness and the difference in cooling rates during accelerated cooling strongly depend on the thickness of the sheet, so that the percentage of the area of deformed ferrite should depend on the thickness of the sheet.
[0069] В части поверхностного слоя для того, чтобы повысить сопротивление смятию, предпочтительно сформировать MA, имеющий высокую плотность дислокаций, с процентом площади, равным 0,1% или больше. Однако, MA формирует начальные точки разрушения, и если он формируется в чрезмерном количестве, это ухудшает низкотемпературную вязкость. По этой причине MA в части поверхностного слоя ограничена процентом площади, равным 8% или меньше. Предпочтительно процент площади MA в части поверхностного слоя устанавливается равным 5% или меньше, более предпочтительно 3% или меньше.[0069] In the part of the surface layer, in order to increase shear resistance, it is preferable to form an MA having a high dislocation density with an area percentage of 0.1% or more. However, MA forms the starting points of failure, and if it is formed in excessive amounts, this degrades the low temperature viscosity. For this reason, MA in part of the surface layer is limited to a percentage of the area of 8% or less. Preferably, the percentage of the area MA in a portion of the surface layer is set to 5% or less, more preferably 3% or less.
[0070] В части поверхностного слоя остаток кроме вышеупомянутого деформированного феррита и MA является микроструктурой, составленной из одного или обоих из многоугольного феррита и бейнита. Многоугольный феррит является эффективным для улучшения низкотемпературной жесткости. Он легко формируется в части поверхностного слоя и постепенно уменьшается к центральной части толщины. Бейнит является эффективным для улучшения прочности. В отличие от многоугольного феррита его количество является небольшим в части поверхностного слоя и постепенно увеличивается к центральной части толщины. Это происходит потому, что в центральной части толщины, по сравнению с поверхностными слоями, температура прокатки при горячей прокатке и температура начала ускоренного охлаждения становятся более высокими.[0070] In part of the surface layer, the residue, in addition to the aforementioned deformed ferrite and MA, is a microstructure composed of one or both of polygonal ferrite and bainite. Polygonal ferrite is effective for improving low temperature hardness. It is easily formed in part of the surface layer and gradually decreases towards the central part of the thickness. Bainite is effective for improving strength. Unlike polygonal ferrite, its amount is small in part of the surface layer and gradually increases towards the central part of the thickness. This is because in the central part of the thickness, in comparison with the surface layers, the temperature of rolling during hot rolling and the temperature of the beginning of accelerated cooling become higher.
[0071] В центральной части толщины для того, чтобы гарантировать низкотемпературную вязкость и сопротивление воздействию кислой среды, необходимо подавить формирование деформированного феррита. Процент площади деформированного феррита ограничен величиной 5% или меньше. Процент площади деформированного феррита предпочтительно устанавливается равным 3% или меньше, более предпочтительно 0%. В центральной части толщины предпочтительным является подавить формирование MA, который действует в качестве начальных точек разрушения и подавляет упрочнение центральной части толщины. Для того чтобы гарантировать низкотемпературную вязкость, процент площади MA ограничен величиной 5% или меньше. Предпочтительно процент площади MA в центральной части толщины устанавливается равным 4% или меньше, более предпочтительно 2% или меньше.[0071] In the central part of the thickness, in order to guarantee low temperature viscosity and resistance to acidic conditions, it is necessary to suppress the formation of deformed ferrite. The percent area of deformed ferrite is limited to 5% or less. The percent area of the deformed ferrite is preferably set to 3% or less, more preferably 0%. In the central part of the thickness, it is preferable to suppress the formation of MA, which acts as the starting points of failure and suppresses the hardening of the central part of the thickness. In order to guarantee low temperature viscosity, the percent area MA is limited to 5% or less. Preferably, the percentage of area MA in the central portion of the thickness is set to 4% or less, more preferably 2% or less.
[0072] В центральной части толщины остаток, кроме деформированного феррита и MA, является микроструктурой, составленной из одного или обоих из игольчатого феррита и бейнита. Многоугольный феррит является эффективным для улучшения низкотемпературной жесткости, но ухудшает сопротивление воздействию кислой среды, так что в центральной части толщины микроструктура предпочтительно является однородной микроструктурой, составленной из одного или обоих из игольчатого феррита и бейнита.[0072] In the central portion of the thickness, the remainder, other than deformed ferrite and MA, is a microstructure composed of one or both of acicular ferrite and bainite. Polygonal ferrite is effective for improving low-temperature stiffness, but impairs resistance to acidic conditions, so that in the central part of the thickness, the microstructure is preferably a homogeneous microstructure composed of one or both of acicular ferrite and bainite.
[0073] Здесь микроструктуры вышеупомянутой части поверхностного слоя и центральной части толщины могут наблюдаться с помощью оптического микроскопа. В частности, проценты площади деформированного феррита и MA могут быть найдены с помощью анализа изображения структур на оптических микроснимках. Следует отметить, что для MA выполняется отражательное травление, и процент площади нецветных структур находится с помощью анализа изображения. Кроме того, многоугольный феррит, который образуется во время ускоренного охлаждения, является гранулированным. Деформированный феррит является удлиненным в направлении прокатки. Кроме того, деформированный феррит имеет высокую плотность дислокаций, поскольку он является более прочным по сравнению с многоугольным ферритом. Следовательно, деформированный феррит и многоугольный феррит могут быть дифференцированы по отношению продольной оси и короткой оси (соотношению сторон) или по твердости. Игольчатый феррит и бейнит являются перистыми структурами и могут быть дифференцированы с помощью деформированного феррита и многоугольного феррита.[0073] Here, the microstructures of the aforementioned part of the surface layer and the central part of the thickness can be observed with an optical microscope. In particular, the percent area of deformed ferrite and MA can be found by analyzing the image of structures in optical micrographs. It should be noted that for MA, reflective etching is performed, and the percentage of non-color structures is found by image analysis. In addition, the polygonal ferrite that is formed during accelerated cooling is granular. Deformed ferrite is elongated in the rolling direction. In addition, deformed ferrite has a high dislocation density because it is more durable than polygonal ferrite. Therefore, deformed ferrite and polygonal ferrite can be differentiated with respect to the longitudinal axis and the short axis (aspect ratio) or in hardness. Needle ferrite and bainite are pinnate structures and can be differentiated using deformed ferrite and polygonal ferrite.
[0074] Для того, чтобы гарантировать низкотемпературную вязкость толстолистовой стали, эффективным является увеличение границ кристаллического зерна, которые обеспечивают сопротивление распространению трещин, то есть уменьшение размеров кристаллического зерна. В настоящем изобретении размер области, окруженной границами зерна с высоким углом с разностью ориентации 15° или больше, то есть эффективный размер зерна уменьшается для того, чтобы улучшить низкотемпературную вязкость. Путем уменьшения среднего значения эффективных размеров зерна части поверхностного слоя и центральной части толщины, которые измеряются с помощью дифракции обратного рассеяния электронов (EBSD), до 20 мкм или меньше возможно гарантировать низкотемпературную вязкость. Чем меньше эффективный размер зерна, тем более устойчивой является получаемая высокая вязкость. Предпочтительно это значение составляет 10 мкм или меньше.[0074] In order to guarantee the low temperature viscosity of plate steel, it is effective to increase the boundaries of crystalline grains that provide resistance to crack propagation, that is, to reduce the size of crystalline grains. In the present invention, the size of the region surrounded by high angle grain boundaries with an orientation difference of 15 ° or more, i.e., the effective grain size is reduced in order to improve low temperature viscosity. By reducing the average effective grain size of part of the surface layer and the central part of the thickness, which are measured by electron backscattering diffraction (EBSD), to 20 μm or less, it is possible to guarantee low temperature viscosity. The smaller the effective grain size, the more stable is the resulting high viscosity. Preferably, this value is 10 μm or less.
[0075] Следует отметить, что низкотемпературная вязкость толстолистовой стали оценивается путем измерения эффективного размера зерна в центральной части толщины и вычисления среднего значения. Кроме того, в качестве средства для измерения эффективного размера зерна различных микроструктур используется дифракция обратного рассеяния электронов. Эффективный размер зерна определяется как эквивалентный диаметр окружности, находимый путем анализа структуры в продольном направлении толстолистовой стали после прокатки с помощью дифракции обратного рассеяния электронов. Следует отметить, что в части поверхностного слоя этот размер может быть сделан более мелким путем использования деформированного феррита или многоугольного феррита, но в центральной части толщины формирование деформированного феррита или многоугольного феррита подавляется, так что предшествующие аустенитные зерна могут быть сделаны более мелкими с помощью горячей прокатки.[0075] It should be noted that the low temperature viscosity of plate steel is estimated by measuring the effective grain size in the central part of the thickness and calculating the average value. In addition, electron backscattering diffraction is used as a means for measuring the effective grain size of various microstructures. The effective grain size is defined as the equivalent circle diameter found by analyzing the structure in the longitudinal direction of the plate steel after rolling by electron backscattering diffraction. It should be noted that in the part of the surface layer this size can be made smaller by using deformed ferrite or polygonal ferrite, but in the central part of the thickness, the formation of deformed ferrite or polygonal ferrite is suppressed, so that the previous austenitic grains can be made smaller by hot rolling .
[0076] Далее будут объяснены характеристики толстолистовой стали по настоящему изобретению. При увеличении давления транспортируемой сырой нефти или природного газа для улучшения эффективности транспортировки трубопроводов, магистральная труба должна иметь увеличенную прочность и увеличенную толщину для предотвращения разрыва трубы вследствие внутреннего давления. С этих точек зрения для того, чтобы избежать разрыва магистральной трубы вследствие внутреннего давления, толстолистовая сталь, которая используется для изготовления магистральной трубы, предпочтительно имеет толщину 25 мм или больше. Кроме того, эта толстолистовая сталь предпочтительно имеет предел прочности, равный 500 МПа или более. Кроме того, эта толстолистовая сталь после формирования трубы, то есть часть стальной трубы, отличающаяся от зоны сварного шва и зоны HAZ, например, часть стальной трубы от части шва до положений от 90° до 180° (положений от «3 час» до «6 час» от части шва) также предпочтительно имеет предел текучести, равный 440 МПа или больше, и предел прочности, равный 500-700 МПа или больше. Следует отметить, что для того, чтобы избежать разрыва, толщина толстолистовой стали более предпочтительно составляет 30 мм или больше, и еще более предпочтительно 35 мм или больше.[0076] Next, the characteristics of the steel plate of the present invention will be explained. When increasing the pressure of the transported crude oil or natural gas to improve the transportation efficiency of pipelines, the main pipe should have increased strength and increased thickness to prevent pipe rupture due to internal pressure. From these points of view, in order to avoid rupture of the main pipe due to internal pressure, the steel plate used for the manufacture of the main pipe preferably has a thickness of 25 mm or more. In addition, this plate steel preferably has a tensile strength of 500 MPa or more. In addition, this plate steel after the formation of the pipe, that is, a part of the steel pipe different from the weld zone and the HAZ zone, for example, a part of the steel pipe from the weld part to positions from 90 ° to 180 ° (positions from “3 hours” to “ 6 hours ”from the seam part) also preferably has a yield strength of 440 MPa or more, and a tensile strength of 500-700 MPa or more. It should be noted that in order to avoid tearing, the thickness of the steel plate is more preferably 30 mm or more, and even more preferably 35 mm or more.
[0077] При прокладке трубопровода в арктических областях также требуется низкотемпературная вязкость магистральной трубы. Низкотемпературная вязкость может быть оценена с помощью ударного испытания на разрыв (испытания DWT или просто DWTT). В настоящем изобретении площадь сдвига DWTT при температуре -10°C толстолистовой стали до формирования трубы предпочтительно составляет 85% или больше. Кроме того, при увеличенной толщине и более высокой прочности магистральной трубы обеспечение низкотемпературной жесткости становится затруднительным, так что толщина толстолистовой стали предпочтительно устанавливается равной 45 мм или меньше, а предел прочности толстолистовой стали предпочтительно устанавливается равным 700 МПа или меньше. При производстве стальной трубы путем холодной штамповки прочность толстолистовой стали после формирования трубы имеет тенденцию становиться более высокой, чем прочность толстолистовой стали до формирования трубы, но предел прочности стальной трубы после ее формирования также предпочтительно устанавливается равным 700 МПа или меньше.[0077] When laying a pipeline in the Arctic regions, the low temperature viscosity of the main pipe is also required. Low temperature toughness can be evaluated using an impact tensile test (DWT test or simply DWTT). In the present invention, the shear area of a DWTT at a temperature of −10 ° C. of a steel plate prior to pipe formation is preferably 85% or more. In addition, with increased thickness and higher strength of the main pipe, it is difficult to ensure low temperature stiffness, so that the thickness of the steel plate is preferably set to 45 mm or less, and the tensile strength of the steel plate is preferably set to 700 MPa or less. In the production of a steel pipe by cold stamping, the strength of the steel plate after the formation of the pipe tends to become higher than the strength of the steel plate before the formation of the pipe, but the tensile strength of the steel pipe after its formation is also preferably set to 700 MPa or less.
[0078] При прокладке трубопровода на дне океана необходимым является сопротивление магистральной трубы внешнему давлению (сопротивление смятию). Сопротивление смятию оценивается с помощью испытания на сжатие с использованием образцов для испытания, которые берутся из стальной трубы, так как существует эффект деформации, создаваемой во время холодной штамповки толстолистовой стали в стальную трубу. Для предотвращения смятия магистральной трубы внешним давлением прочность на сжатие в круговом направлении после старения при температуре 200°C (0,2% напряжение пластического течения) предпочтительно составляет 450 МПа или больше.[0078] When laying a pipeline on the ocean floor, it is necessary to resist the main pipe to external pressure (collapse resistance). Collapse resistance is evaluated using a compression test using test specimens taken from a steel pipe, since there is a deformation effect created during cold stamping of steel plate into a steel pipe. To prevent collapse of the main pipe by external pressure, the compressive strength in the circular direction after aging at a temperature of 200 ° C (0.2% plastic flow stress) is preferably 450 MPa or more.
[0079] Далее будет объяснен способ изготовления толстолистовой стали по настоящему изобретению.[0079] Next will be explained a method of manufacturing a plate steel of the present invention.
[0080] Толстолистовой стали в соответствии с настоящим изобретением придаются структуры, которые отличаются в поверхностных слоях и в центральной части толщины, путем выполнения одного или более проходов горячей прокатки в области температур, где микроструктура поверхностных слоев становится двухфазной, состоящей из феррита и аустенита (двухфазовая область), и дополнительного выполнения ускоренного охлаждения после горячей прокатки путем охлаждения водой или другими средствами при условиях, посредством которых температура поверхностей толстолистовой стали становится равной 400°C или меньше, и после остановки этого охлаждения тепло рекуперируется. Если толстолистовая сталь имеет большую толщину, температура поверхностных слоев во время горячей прокатки падает от температуры в центральной части толщины. В центральной части толщины формирование феррита подавляется по сравнению с поверхностными слоями. Кроме того, температура остановки ускоренного охлаждения становится более высокой в центральной части толщины, чем на поверхностях. Если задать условия ускоренного охлаждения так, чтобы температура поверхностей рекуперировалась после ускоренного охлаждения, температура центральной части толстолистовой стали после остановки ускоренного охлаждения может быть сделана равной 400°C или больше, упрочнение центральной части толщины может быть подавлено, и может быть обеспечено сопротивление воздействию кислой среды.[0080] Plate steel in accordance with the present invention gives structures that differ in the surface layers and in the central part of the thickness by performing one or more hot rolling passes in the temperature range where the microstructure of the surface layers becomes biphasic, consisting of ferrite and austenite (biphasic region), and additionally performing accelerated cooling after hot rolling by cooling with water or other means under conditions whereby the surface temperature th steel plate becomes 400 ° C or less, and after stopping of cooling, heat is recovered. If plate steel has a large thickness, the temperature of the surface layers during hot rolling drops from the temperature in the central part of the thickness. In the central part of the thickness, the formation of ferrite is suppressed in comparison with the surface layers. In addition, the stop temperature of accelerated cooling becomes higher in the central part of the thickness than on surfaces. If you set the conditions for accelerated cooling so that the surface temperature is recovered after accelerated cooling, the temperature of the central part of the plate after stopping the accelerated cooling can be made equal to 400 ° C or more, hardening of the central part of the thickness can be suppressed, and resistance to acidic conditions can be provided .
[0081] Кроме того, для обеспечения низкотемпературной жесткости средний эффективный размер зерна поверхностных слоев и центральной части толщины должен составлять 20 мкм или меньше. В поверхностном слое, благодаря образованию деформированного феррита и многоугольного феррита, эффективный размер зерна становится более мелким. С другой стороны, в центральной части толщины образование деформированного феррита и многоугольного феррита подавляется, так что предшествующие аустенитные зерна должны становиться более мелкими. Путем уменьшения среднего значения эффективного размера зерна, который измеряется в поверхностных слоях, и эффективного размера зерна, который измеряется в центральной части толщины, эффективный размер зерна толщины листа в целом становится более мелким, и может быть обеспечена низкотемпературная вязкость. По этой причине при горячей прокатке степень обжима в области рекристаллизации должна быть установлена равной 2,0 или больше, а степень обжима в области без рекристаллизации должна быть установлена равной 3,0 или больше.[0081] Furthermore, in order to provide low temperature hardness, the average effective grain size of the surface layers and the central portion of the thickness should be 20 μm or less. In the surface layer, due to the formation of deformed ferrite and polygonal ferrite, the effective grain size becomes smaller. On the other hand, in the central part of the thickness, the formation of deformed ferrite and polygonal ferrite is suppressed, so that the previous austenitic grains should become smaller. By reducing the average value of the effective grain size, which is measured in the surface layers, and the effective grain size, which is measured in the Central part of the thickness, the effective grain size of the sheet thickness as a whole becomes smaller, and low-temperature viscosity can be ensured. For this reason, during hot rolling, the compression ratio in the recrystallization region must be set to 2.0 or more, and the compression ratio in the non-recrystallization region must be set to 3.0 or more.
[0082] Как было объяснено выше, путем подходящего управления условиями горячей прокатки и последующего ускоренного охлаждения возможно получить не только прочность и низкотемпературную вязкость толстолистовой стали, но также и удовлетворительные композитные характеристики сопротивления воздействию кислой среды и сопротивления смятию после формирования трубы.[0082] As explained above, by appropriately controlling the conditions of hot rolling and subsequent accelerated cooling, it is possible to obtain not only the strength and low temperature viscosity of plate steel, but also satisfactory composite characteristics of resistance to acidic environment and shear resistance after pipe formation.
[0083] Далее будет объяснен процесс изготовления толстолистовой стали в соответствии с настоящим изобретением. Сначала сталь, содержащая вышеперечисленные компоненты, плавится в процессе изготовления стали, а затем отливается для получения стального сляба. Отливка может быть выполнена обычным способом, но с точки зрения производительности предпочтительной является непрерывная разливка. Затем полученный стальной сляб нагревается, подвергается горячей прокатке и охлаждается с помощью ускоренного охлаждения для того, чтобы произвести толстолистовую сталь. Следует отметить, что в данном варианте осуществления нагревание стального сляба, которое выполняется для горячей прокатки, также упоминается как «повторный нагрев», а температура нагрева стального сляба в это время также называется «температурой повторного нагрева».[0083] Next, a manufacturing process of plate steel in accordance with the present invention will be explained. First, the steel containing the above components is melted during the steelmaking process, and then cast to produce a steel slab. Casting can be carried out in the usual way, but from the point of view of productivity, continuous casting is preferred. Then, the resulting steel slab is heated, hot rolled, and cooled by means of accelerated cooling in order to produce plate steel. It should be noted that in this embodiment, heating the steel slab, which is performed for hot rolling, is also referred to as “reheating”, and the heating temperature of the steel slab at this time is also called “reheating temperature”.
[0084] Температура повторного нагрева горячей прокатки устанавливается равной 1000°C или больше для того, чтобы растворить карбиды, нитриды и т.д., которые формируются в стальном слябе. Кроме того, за счет задания температуры повторного нагрева равной 1000°C или больше становится возможной горячая прокатка в области рекристаллизации, которая находится выше 900°C (рекристаллизационная прокатка), и структура стали может быть сделана более тонкой. Следует отметить, что верхний предел температуры повторного нагрева не предписывается, но для того, чтобы подавить увеличение эффективного размера зерна, температура повторного нагрева предпочтительно устанавливается равной 1250°C или меньше. Кроме того, температура повторного нагрева более предпочтительно устанавливается равной 1200°C для того, чтобы гарантировать низкотемпературную вязкость, более предпочтительно 1150°C или меньше.[0084] The reheating temperature of the hot rolling is set to 1000 ° C or more in order to dissolve carbides, nitrides, etc. that form in the steel slab. In addition, by setting the reheating temperature to 1000 ° C or more, hot rolling in the recrystallization region that is higher than 900 ° C (recrystallization rolling) becomes possible, and the steel structure can be made thinner. It should be noted that the upper limit of the reheat temperature is not prescribed, but in order to suppress the increase in the effective grain size, the reheat temperature is preferably set to 1250 ° C or less. In addition, the reheat temperature is more preferably set to 1200 ° C in order to guarantee a low temperature viscosity, more preferably 1150 ° C or less.
[0085] Горячая прокатка в соответствии с данным вариантом осуществления состоит из процесса прокатки в области рекристаллизации, которая находится выше 900°C, прокатки в области без рекристаллизации, которая находится в области температур 900°C и ниже, и прокатки в температурной области, где температура на поверхности толстолистовой стали становится температурой, приводящей к двухфазной системе аустенита и феррита (двухфазовой области), в указанном порядке. Следует отметить, что горячая прокатка может быть начата сразу после извлечения из нагревательной печи, выполняющей повторный нагрев, так что начальная температура горячей прокатки особенно не предписывается.[0085] Hot rolling in accordance with this embodiment consists of a rolling process in a recrystallization region that is above 900 ° C, rolling in a non-recrystallization region that is in a temperature region of 900 ° C or lower, and rolling in a temperature region where the temperature on the surface of the steel plate becomes the temperature leading to a two-phase system of austenite and ferrite (two-phase region), in this order. It should be noted that hot rolling can be started immediately after being removed from the reheating heating furnace, so that the initial hot rolling temperature is not particularly prescribed.
[0086] Для того чтобы уменьшить эффективный размер зерна центральной части толщины толстолистовой стали, необходимо задать степень обжатия в области рекристаллизации, которая находится выше 900°C, равной 2,0 или больше, и ускорить рекристаллизацию. Здесь степень обжатия в области рекристаллизации является отношением толщины стального сляба к толщине листа при температуре 900°C.[0086] In order to reduce the effective grain size of the central portion of the plate thickness, it is necessary to set the compression ratio in the recrystallization region that is above 900 ° C to 2.0 or more and accelerate recrystallization. Here, the reduction ratio in the recrystallization region is the ratio of the thickness of the steel slab to the thickness of the sheet at a temperature of 900 ° C.
[0087] Затем горячая прокатка выполняется в области без рекристаллизации, которая находится в области температур 900°C и ниже (прокатка в области без рекристаллизации). Для того чтобы уменьшить эффективный размер зерна части поверхностного слоя толстолистовой стали после ускоренного охлаждения после горячей прокатки, необходимо задать степень обжатия при прокатке в области без рекристаллизации, равной 3,0 или больше, и ускорить преобразование с помощью ускоренного охлаждения. Более предпочтительно степень обжатия при прокатке в области без рекристаллизации устанавливается равной 4,0 или больше. Следует отметить, что в настоящем изобретении степень обжатия при прокатке в области без рекристаллизации является отношением толщины листа при температуре 900°C к толщине листа после завершения прокатки в области без рекристаллизации.[0087] Then, hot rolling is performed in the non-recrystallized region, which is in the temperature region of 900 ° C or lower (rolling in the non-recrystallized region). In order to reduce the effective grain size of part of the surface layer of plate steel after accelerated cooling after hot rolling, it is necessary to set the degree of compression during rolling in the area without recrystallization equal to 3.0 or more, and accelerate the conversion using accelerated cooling. More preferably, the rolling reduction ratio in the non-recrystallized region is set to 4.0 or more. It should be noted that in the present invention, the reduction ratio during rolling in the non-recrystallized region is the ratio of the sheet thickness at 900 ° C to the thickness of the sheet after completion of rolling in the non-recrystallized region.
[0088] При горячей прокатке прокатка (двухфазная прокатка) выполняется в той области (двухфазной области) температур поверхностей толстолистовой стали, в которой формируется двухфазная система аустенита и феррита. При двухфазной прокатке температура поверхности толстолистовой стали становится начальной температурой ферритового преобразования Ar3 или меньше, но во время периода времени от начала до конца двухфазной прокатки температура центральной части толщины толстолистовой стали поддерживается так, чтобы она была более высокой, чем температура поверхностей толстолистовой стали, и выше Ar3. Такое температурное распределение может быть реализовано, например, за счет выполнения ускоренного охлаждения в течение короткого промежутка времени и понижения температуры только в поверхностных слоях. При такой двухфазной прокатке количество проходов устанавливается равным 1 или больше, а степень обжатия устанавливается в диапазоне от 0,1 до 40%. В результате двухфазной прокатки начальная температура выполняемого позже ускоренного охлаждения также попадает в двухфазную область, так что упрочнение центральной части толщины может быть подавлено и низкотемпературная вязкость может быть улучшена. Кроме того, «степень обжатия» является величиной обжатия толстолистовой стали благодаря прокатке, то есть величиной, которая получается путем деления разности между толщиной толстолистовой стали перед прокаткой и толщиной толстолистовой стали после прокатки на толщину толстолистовой стали перед прокаткой и может выражаться в процентах (%) и т.д. Кроме того, в частях между поверхностными слоями и центральной частью толщины облегчается формирование многоугольного феррита. Это способствует улучшению низкотемпературной жесткости. Кроме того, значение Ar3 может быть вычислено по содержаниям C, Si, Mn, Ni, Cr, Cu и Mo (мас.%).[0088] In hot rolling, rolling (two-phase rolling) is performed in that region (two-phase region) of the surface temperatures of plate steel in which a two-phase austenite and ferrite system is formed. In two-phase rolling, the surface temperature of the plate becomes the initial temperature of the ferrite transformation Ar 3 or less, but during the period from the beginning to the end of two-phase rolling, the temperature of the central part of the thickness of the plate is maintained so that it is higher than the temperature of the surfaces of the plate, and higher than Ar 3 . Such a temperature distribution can be realized, for example, by performing accelerated cooling for a short period of time and lowering the temperature only in the surface layers. With this two-phase rolling, the number of passes is set to 1 or more, and the compression ratio is set in the range from 0.1 to 40%. As a result of two-phase rolling, the initial temperature of the accelerated cooling performed later also falls into the two-phase region, so that the strengthening of the central part of the thickness can be suppressed and the low-temperature viscosity can be improved. In addition, the “degree of reduction” is the amount of reduction in plate steel due to rolling, that is, the value obtained by dividing the difference between the thickness of plate steel before rolling and the thickness of plate steel after rolling by the thickness of plate steel before rolling and can be expressed as a percentage (%) etc. In addition, in the parts between the surface layers and the central part of the thickness, the formation of polygonal ferrite is facilitated. This helps to improve low temperature stiffness. In addition, the value of Ar 3 can be calculated from the contents of C, Si, Mn, Ni, Cr, Cu and Mo (wt.%).
[0089] Ar3=905-305C+33Si-92(Mn+Ni/2+Cr/2+Cu/2+Mo/2)[0089] Ar3= 905-305C + 33Si-92 (Mn + Ni / 2 + Cr / 2 + Cu / 2 + Mo / 2)
[0090] В вышеприведенной формуле C, Si, Mn, Ni, Cr, Cu и Mo означают содержание соответствующих элементов (мас.%). Кроме того, Ni, Cu, Cr и Mo являются элементами, которые выборочно добавляются в настоящем изобретении. Если они сознательно не добавляются, их содержание в формуле указывается как «0».[0090] In the above formula, C, Si, Mn, Ni, Cr, Cu and Mo mean the content of the corresponding elements (wt.%). In addition, Ni, Cu, Cr, and Mo are elements that are selectively added in the present invention. If they are not deliberately added, their content in the formula is indicated as "0".
[0091] Нижний предел степени обжатия при двухфазной прокатке устанавливается равным 0,1% или больше для того, чтобы вызвать образование деформированного феррита, удлиненного в направлении прокатки. Предпочтительно степень обжатия двухфазной прокатки устанавливается равной 1% или больше, более предпочтительно 2% или больше. С другой стороны, верхний предел степени обжатия при двухфазной прокатке устанавливается равным 40% или меньше, так как трудно гарантировать степень обжатия при низкой температуре, где сопротивление деформации становится более высоким. Предпочтительно степень обжатия при двухфазной прокатке устанавливается равной 30% или меньше, более предпочтительно 20% или меньше, и еще более предпочтительно менее 10%.[0091] The lower limit of the reduction ratio in two-phase rolling is set to 0.1% or more in order to cause the formation of deformed ferrite elongated in the rolling direction. Preferably, the compression ratio of the two-phase rolling is set to 1% or more, more preferably 2% or more. On the other hand, the upper limit of the compression ratio in two-phase rolling is set to 40% or less, since it is difficult to guarantee the compression ratio at low temperature, where the deformation resistance becomes higher. Preferably, the two-phase rolling reduction ratio is set to 30% or less, more preferably 20% or less, and even more preferably less than 10%.
[0092] Конечная температура двухфазной прокатки, то есть конечная температура горячей прокатки устанавливается равной 700°C или больше как температура поверхностей толстолистовой стали, так, чтобы деформированный феррит не образовывался в чрезмерном количестве. Если конечная температура горячей прокатки становится меньше чем 700°C, в центральной части толщины происходит ферритовое преобразование и, благодаря деформированному ферриту, низкотемпературная вязкость и сопротивление воздействию кислой среды иногда падают. Кроме того, если конечная температура горячей прокатки падает, формирование феррита иногда вызывает концентрирование углерода возле аустенита и облегчение формирования MA. С другой стороны, когда конечная температура горячей прокатки является слишком высокой, если конечная температура ускоренного охлаждения понижается, центральная часть толщины иногда упрочняется и низкотемпературная вязкость падает.[0092] The final temperature of the two-phase rolling, that is, the final hot rolling temperature, is set to 700 ° C or more as the temperature of the steel plate surfaces, so that the deformed ferrite does not form in an excessive amount. If the final temperature of hot rolling becomes less than 700 ° C, ferrite transformation occurs in the central part of the thickness and, due to deformed ferrite, low temperature viscosity and resistance to acidic conditions sometimes fall. In addition, if the final temperature of the hot rolling drops, the formation of ferrite sometimes causes the concentration of carbon near austenite and facilitates the formation of MA. On the other hand, when the final temperature of the hot rolling is too high, if the final temperature of the accelerated cooling decreases, the central part of the thickness sometimes hardens and the low temperature viscosity drops.
[0093] Затем, после завершения горячей прокатки, немедленно начинается ускоренное охлаждение. Однако после горячей прокатки допускается охлаждение воздухом в то время, как сталь переносится от выходной стороны прокатного стана к устройству ускоренного охлаждения. Конечная температура ускоренного охлаждения устанавливается равной температуре внутри температурного интервала от 200 до 400°C на поверхностях толстолистовой стали. Если остановить ускоренное охлаждение при температуре поверхности толстолистовой стали, превышающей 400°C, в центральной части толщины формируется многоугольный феррит, и сопротивление воздействию кислой среды падает. С другой стороны, если выполнять ускоренное охлаждение до тех пор, пока температура поверхностей толстолистовой стали не станет меньше чем 200°C, центральная часть толщины упрочняется и низкотемпературная вязкость падает. После ускоренного охлаждения охлаждение воздухом выполняется в этом состоянии. Если остановить ускоренное охлаждение при температуре поверхности толстолистовой стали в диапазоне от 200 до 400°C, то после этого температура поверхностных слоев толстолистовой стали восстанавливается во время воздушного охлаждения. Следовательно, температура центральной части толщины достигает 400°C или больше, твердость падает, и низкотемпературная вязкость и сопротивление воздействию кислой среды могут быть улучшены.[0093] Then, after the hot rolling is completed, accelerated cooling immediately begins. However, after hot rolling, air cooling is allowed while the steel is transferred from the output side of the rolling mill to the accelerated cooling device. The final temperature of accelerated cooling is set equal to the temperature inside the temperature range from 200 to 400 ° C on the surfaces of plate steel. If accelerated cooling is stopped at a surface temperature of plate steel exceeding 400 ° C, polygonal ferrite is formed in the central part of the thickness, and the resistance to an acidic environment decreases. On the other hand, if accelerated cooling is performed until the surface temperature of the steel plate becomes less than 200 ° C, the central part of the thickness hardens and the low temperature viscosity drops. After accelerated cooling, air cooling is performed in this state. If accelerated cooling is stopped at a surface temperature of the steel plate in the range of 200 to 400 ° C., then the temperature of the surface layers of the steel plate is restored during air cooling. Therefore, the temperature of the central portion of the thickness reaches 400 ° C or more, the hardness drops, and the low temperature viscosity and resistance to acidic conditions can be improved.
[0094] Вышеописанный процесс изготовления может использоваться для изготовления толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением. Кроме того, при использовании толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением в качестве материала возможно произвести стальную трубу для толстостенной высокопрочной магистральной трубы, имеющую превосходные сопротивление воздействию кислой среды, сопротивление смятию и низкотемпературную вязкость. Следует отметить, что при производстве стальной трубы предпочтительно использовать процесс UOE формования толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением путем C-прессования, U-прессования и O-прессования. В качестве альтернативы, для изготовления стальной трубы с использованием толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением может использоваться процесс JCOE. Толстостенная высокопрочная магистральная труба в соответствии с настоящим изобретением производится путем формования толстолистовой стали для высокопрочной магистральной трубы в соответствии с настоящим изобретением в форму трубы с последующей дуговой сваркой примыкающих концов. Для дуговой сварки с точек зрения жесткости сварочного металла и производительности предпочтительно используется электродуговая сварка под слоем флюса. Следует отметить, что сопротивление смятию толстостенной высокопрочной магистральной трубы в соответствии с настоящим изобретением может быть оценено путем взятия образцов для испытания на сжатие в круговом направлении из стальных труб, изготовленных с помощью вышеупомянутых способов.[0094] The above manufacturing process can be used to produce plate steel for a high strength main pipe in accordance with the present invention. In addition, when using plate steel for a high-strength main pipe in accordance with the present invention, it is possible to produce a steel pipe for a thick-walled high-strength main pipe having excellent acid resistance, shear resistance and low temperature viscosity as a material. It should be noted that in the production of the steel pipe, it is preferable to use the UOE process of forming steel plate for the high strength main pipe in accordance with the present invention by C-pressing, U-pressing and O-pressing. Alternatively, the JCOE process may be used for the manufacture of a steel pipe using plate steel for a high strength main pipe in accordance with the present invention. A thick-walled high-strength main pipe in accordance with the present invention is produced by molding plate steel for a high-strength main pipe in accordance with the present invention in the form of a pipe followed by arc welding of adjacent ends. For arc welding from the point of view of the stiffness of the weld metal and productivity, arc welding under a flux layer is preferably used. It should be noted that the shear resistance of a thick-walled high-strength main pipe in accordance with the present invention can be estimated by taking circular compression test specimens from steel pipes made using the above methods.
ПРИМЕРЫEXAMPLES
[0095] Далее будут объяснены примеры настоящего изобретения, но настоящее изобретение не ограничено условиями, которые используются в следующих примерах.[0095] Next, examples of the present invention will be explained, but the present invention is not limited to the conditions that are used in the following examples.
[0096] Стали, имеющие химические составы, приведенные в Таблице 1-1, Таблице 1-2, Таблице 2-1 и Таблице 2-2, были выплавлены и отлиты для того, чтобы получить стальные слябы. Столбец «Толщина сляба» в Таблице 3-1 и Таблице 3-2 показывает толщины полученных стальных слябов (мм). Стальные слябы были повторно нагреты и подвергнуты горячей прокатке в области рекристаллизации, которая находится выше 900°C. Кроме того, столбец «Температура нагрева» в Таблице 3-1 и в Таблице 3-2 показывает температуру повторного нагрева, а столбец «Толщина переноса» в Таблице 3-1 и Таблице 3-2 показывает толщину листа при температуре 900°C после горячей прокатки в области рекристаллизации и перед горячей прокаткой в области без рекристаллизации, которая характеризуется температурой 900°C или меньше. Кроме того, столбец «Степень обжатия в области рекристаллизации» в Таблице 3-1 и Таблице 3-2 показывает отношение толщины сляба к толщине переноса.[0096] Steels having the chemical compositions shown in Table 1-1, Table 1-2, Table 2-1, and Table 2-2 were smelted and cast in order to obtain steel slabs. The column "Slab thickness" in Table 3-1 and Table 3-2 shows the thickness of the obtained steel slabs (mm). The steel slabs were reheated and hot rolled in the recrystallization region, which is above 900 ° C. In addition, the “Heating Temperature” column in Table 3-1 and Table 3-2 shows the reheat temperature, and the “Transfer Thickness” column in Table 3-1 and Table 3-2 shows the sheet thickness at 900 ° C after hot rolling in the area of recrystallization and before hot rolling in the area without recrystallization, which is characterized by a temperature of 900 ° C or less. In addition, the “Compression ratio in the recrystallization region” column in Table 3-1 and Table 3-2 shows the ratio of slab thickness to transfer thickness.
[0097] Затем толстолистовая сталь, имеющая толщину переноса, подвергалась горячей прокатке в области без рекристаллизации, которая характеризуется температурой 900°C или меньше. Столбец «Толщина листа» в Таблице 3-1 и Таблице 3-2 показывает толщину листа после горячей прокатки в области без рекристаллизации и перед объясняемой позже двухфазной прокаткой, в то время как столбец «Степень обжатия в области без рекристаллизации» в Таблице 3-1 и Таблице 3-2 показывает значение, получаемое путем деления значения толщины переноса на толщину листа после завершения прокатки в области без рекристаллизации.[0097] Then, the steel plate having a transfer thickness was hot rolled in an area without recrystallization, which is characterized by a temperature of 900 ° C or less. The column “Thickness of the sheet” in Table 3-1 and Table 3-2 shows the thickness of the sheet after hot rolling in the area without recrystallization and before the two-phase rolling explained later, while the column “The degree of reduction in the area without recrystallization” in Table 3-1 and Table 3-2 shows the value obtained by dividing the transfer thickness by the thickness of the sheet after completion of rolling in the area without recrystallization.
[0098] После горячей прокатки в области без рекристаллизации перед ускоренным охлаждением выполнялся финишный процесс горячей прокатки. Температуру поверхности толстолистовой стали во время завершения финишного процесса горячей прокатки показывает столбец «Конечная температура финишной прокатки (°C)» в Таблице 3-1 и Таблице 3-2. Кроме того, количество операций прокатки, выполненных во время финишного процесса горячей прокатки, то есть количество проходов, показано в столбце «Кол-во α+γ проходов прокатки» в Таблице 3-1 и Таблице 3-2, в то время как степень обжатия толстолистовой стали в финишном процессе горячей прокатки показано в столбце «α+γ степень обжатия (%)» в Таблице 3-1 и Таблице 3-2.[0098] After hot rolling in the non-recrystallizing region, before the accelerated cooling, the hot rolling finishing process was performed. The surface temperature of the plate at the end of the hot rolling finish process is indicated by the column “Final Finish Rolling Temperature (° C)” in Table 3-1 and Table 3-2. In addition, the number of rolling operations performed during the final hot rolling process, that is, the number of passes, is shown in the column “Number of α + γ rolling passes” in Table 3-1 and Table 3-2, while the reduction ratio plate steel in the finishing process of hot rolling is shown in the column "α + γ degree of reduction (%)" in Table 3-1 and Table 3-2.
[0099] После финишного процесса горячей прокатки немедленно после транспортировки толстолистовой стали к зоне охлаждения выполнялось ускоренное охлаждение водой. Начальная температура и конечная температура ускоренного охлаждения, которое выполнялось в процессе изготовления толстолистовых сталей № 1-46, показаны в столбцах «Начальная температура водяного охлаждения (°C)» и «Конечная температура водяного охлаждения (°C)» в Таблице 3-1 и Таблице 3-2. Следующий процесс изготовления использовался для получения толстолистовых сталей № 1-46.[0099] After the hot rolling finish process, immediately after transporting the steel plate to the cooling zone, accelerated water cooling was performed. The initial temperature and the final temperature of accelerated cooling, which was carried out during the manufacturing process of plate steels No. 1-46, are shown in the columns "Initial water cooling temperature (° C)" and "Final water cooling temperature (° C)" in Table 3-1 and Table 3-2. The following manufacturing process was used to produce plate steels No. 1-46.
[0100] Образцы для испытания были взяты из части поверхностного слоя и центральной части толщины полученных толстолистовых сталей № 1-46. Эти образцы были исследованы для определения их структуры с помощью оптического микроскопа для того, чтобы определить процент площади деформированного феррита и процент площади MA и подтвердить структуру остатка. Структура остатка во всех толстолистовых сталях № 1-46 была микроструктурой, состоящей из одного или обоих из многоугольного феррита и бейнита в части поверхностного слоя, и микроструктурой, состоящей из одного или обоих из игольчатого феррита и бейнита в центральной части толщины. Следует отметить, что процент площади MA был измерен с использованием образца для испытания, подвергнутого отражательному травлению. Кроме того, средние значения эффективных размеров зерна в поверхностных слоях и центральной части толщины были найдены с помощью EBSD.[0100] Samples for testing were taken from part of the surface layer and the central part of the thickness of the obtained plate steels No. 1-46. These samples were examined to determine their structure using an optical microscope in order to determine the percentage of area of deformed ferrite and the percentage of area MA and confirm the structure of the residue. The residue structure in all plate steels No. 1-46 was a microstructure consisting of one or both of polygonal ferrite and bainite in part of the surface layer, and a microstructure consisting of one or both of acicular ferrite and bainite in the central part of the thickness. It should be noted that the percentage of MA area was measured using a specimen subjected to reflective etching. In addition, average values of effective grain sizes in the surface layers and the central part of the thickness were found using EBSD.
[0101] Измерение прочности толстолистовой стали[0101] Strength Measurement of Plate Steel
Кроме того, два образца для испытания полной толщины в соответствии со стандартом API 5L Американского Нефтяного Института (ниже называемым просто «API 5L»), имеющие направления длины, соответствующие направлению ширины толстолистовой стали, были взяты из центральной части ширины листа каждой полученной толстолистовой стали № 1-46. Образцы для испытания полной толщины были подвергнуты испытаниям на растяжение на основе стандарта API 2000 при комнатной температуре для того, чтобы найти пределы текучести и пределы прочности. Максимальные нагрузки при испытаниях на растяжение использовались в качестве базиса для определения пределов прочности.In addition, two full thickness test specimens in accordance with the American Petroleum Institute API 5L standard (hereinafter referred to simply as “API 5L”) having length directions corresponding to the plate width direction were taken from the central part of the sheet width of each plate obtained No. 1-46. Full thickness test specimens were subjected to tensile tests based on API 2000 at room temperature in order to find yield strengths and tensile strengths. Maximum tensile stress tests were used as a basis for determining tensile strengths.
[0102] Измерение площади сдвига при испытании DWTT толстолистовой стали[0102] Measurement of shear area when testing DWTT plate steel
Кроме того, образец полной толщины для испытания DWT, имеющий направление длины, соответствующее направлению ширины толстолистовой стали, был взят из центральной части ширины листа каждой из полученных толстолистовых сталей № 1-46. Испытание DWT также выполнялось на основе стандарта API 2000 при температуре -10°C для того, чтобы измерить площадь сдвига DWTT.In addition, a full thickness sample for DWT testing, having a length direction corresponding to the width direction of the plate, was taken from the central part of the sheet width of each of the obtained plate steels No. 1-46. The DWT test was also performed based on the API 2000 standard at -10 ° C in order to measure the shear area of the DWTT.
[0103] Измерение прочности стальной трубы и испытание на сжатие[0103] Measurement of the strength of the steel pipe and compression test
Полученные толстолистовые стали № 1-46 использовались для того, чтобы сформировать трубы с помощью процесса UOE, и были сварены на внутренних и внешних поверхностях при подводе тепла, показанном в Таблице 5-1 и Таблице 5-2, с помощью электродуговой сварки под слоем флюса для того, чтобы произвести стальные трубы с наружным диаметром от 30 до 36 дюймов (номера толстолистовых сталей и номера стальных труб соответствуют друг другу). Затем, образцы для испытания были взяты из стальных труб и были измерены для определения прочности, а также были подвергнуты испытаниям на сжатие. Образцы для испытания были вырезаны из положений стальных труб «3 час», где зоны роликового сварного шва были определены как «0 час», так что продольные направления образцов для испытания на растяжение соответствовали продольным направлениям стальных труб. Прочность стальных труб измерялась на основе стандарта ASTM E9-09 так, чтобы измерить пределы текучести и пределы прочности в продольных направлениях магистральных труб. Здесь недогруженный на 0,5% предел текучести определялся как предел текучести. Образцы для испытания на сжатие, которые использовались для испытания на сжатие стальной трубы, были получены путем взятия частей с диаметром 22 мм и длиной 66 мм ниже 3 мм от внутренних поверхностей стальных труб в положениях «6 час» стальных труб, где зоны роликового сварного шва были определены как «0 час». Испытание на сжатие проводилось на основе стандарта ASTM E9-09. Была найдена прочность на сжатие после старения при температуре 200°C в течение 10 минут (0,2% напряжение пластического течения).The resulting plate steels No. 1-46 were used to form pipes using the UOE process, and were welded on the internal and external surfaces by applying heat, shown in Table 5-1 and Table 5-2, using submerged arc welding in order to produce steel pipes with an outer diameter of 30 to 36 inches (plate steel numbers and steel pipe numbers correspond to each other). Then, test samples were taken from steel pipes and were measured to determine strength, and were also subjected to compression tests. The test specimens were cut from the positions of the steel pipes “3 o'clock”, where the zones of the roller weld were defined as “0 hour”, so that the longitudinal directions of the samples for tensile testing corresponded to the longitudinal directions of the steel pipes. The strength of steel pipes was measured based on ASTM E9-09 so as to measure the yield strengths and tensile strengths in the longitudinal directions of the main pipes. Here, the yield strength underloaded by 0.5% was defined as the yield strength. The compression test specimens that were used to test the compression of the steel pipe were obtained by taking parts with a diameter of 22 mm and a length of 66 mm below 3 mm from the inner surfaces of the steel pipes at the 6 o’clock positions of the steel pipes, where the areas of the roller weld were defined as "0 hour". The compression test was conducted based on ASTM E9-09. The compressive strength after aging was found at 200 ° C for 10 minutes (0.2% plastic flow stress).
[0104] Тест на водородное растрескивание стальных труб[0104] Test for hydrogen cracking of steel pipes
Кроме того, при условии определения зоны роликового сварного шва стальной трубы как «0 час», пробы для анализа водородного растрескивания с шириной 20 мм и длиной 100 мм были взяты из положений «3 час» и «6 час» стальной трубы. Образцы для теста на водородное растрескивание были взяты так, чтобы центральные части толщины стальных труб стали тестовыми положениями. Тест на водородное растрескивание был основан на стандарте TM0284 NACE (Национальной ассоциации инженеров-специалистов по коррозии) и был выполнен с использованием в качестве тестового раствора Раствора B. Для оценки использовалось отношение длины трещины (CLR).In addition, provided that the zone of the roller weld of the steel pipe was defined as “0 hour”, samples for analysis of hydrogen cracking with a width of 20 mm and a length of 100 mm were taken from the positions “3 hours” and “6 hours” of the steel pipe. Samples for the hydrogen cracking test were taken so that the central parts of the thickness of the steel pipes became test positions. The hydrogen cracking test was based on the TM0284 NACE (National Association of Corrosion Engineers) standard and was performed using Solution B as the test solution. For the evaluation, the crack length ratio (CLR) was used.
[0105] Характеристики толстолистовых сталей показаны в Таблице 4-1 и в Таблице 4-2, в то время как характеристики стальных труб показаны в Таблицах 5-1 и 5-2. Толстолистовые стали № 1-28 соответствуют примерам настоящего изобретения. Как ясно видно из Таблиц 4-1 и 4-2 и из Таблиц 5-1 и 5-2, стальные трубы, которые были изготовлены с использованием этих толстолистовых сталей, имеют пределы текучести, равные 440 МПа или больше, и пределы прочности в диапазоне от 500 до 700 МПа. Кроме того, как показано в Таблицах 4-1 и 4-2, толстолистовые стали имели пределы прочности, равные 500 МПа или больше, и имели площади сдвига при испытании DWTT при температуре -10°C, равные 85% или больше. Кроме того, как показано в Таблицах 5-1 и 5-2, стальные трубы, изготовленные путем формования этих толстолистовых сталей в форму трубы с последующей сваркой встык, показали хорошие результаты - CLR 10% или меньше после теста на водородное растрескивание и по результатам испытаний на сжатие 450 МПа или больше после деформационного старения при температуре 200°C.[0105] The characteristics of plate steel are shown in Table 4-1 and in Table 4-2, while the characteristics of steel pipes are shown in Tables 5-1 and 5-2. Plate steels No. 1-28 correspond to examples of the present invention. As can be clearly seen from Tables 4-1 and 4-2 and from Tables 5-1 and 5-2, steel pipes that were manufactured using these plate steels have yield strengths of 440 MPa or more, and tensile strengths in the range from 500 to 700 MPa. In addition, as shown in Tables 4-1 and 4-2, plate steels had tensile strengths of 500 MPa or more, and had shear areas when testing DWTT at −10 ° C. equal to 85% or more. In addition, as shown in Tables 5-1 and 5-2, steel pipes made by molding these plate steels into a pipe shape, followed by butt welding, showed good results —
[0106] С другой стороны, Стали № 29-46 являются сравнительными примерами. Стали № 29-40 имеют содержание химических компонентов вне диапазона настоящего изобретения, в то время как Стали № 41-46 имеют микроструктуры вне диапазона настоящего изобретения и имеют по меньшей мере одну более плохую характеристику из прочности, низкотемпературной жесткости, сопротивления смятию и сопротивления воздействию кислой среды. Сталь № 29 имеет небольшое количество углерода и пониженную прочность и сопротивление смятию. С другой стороны, Сталь № 30 имеет большое количество углерода, Сталь № 31 имеет большое количество кремния, и Сталь № 32 имеет большое количество марганца. В каждом сравнительном примере предел прочности чрезмерно повышается и низкотемпературная вязкость падает. Кроме того, температура точки Ar3 Стали № 30 составляет меньше чем 700°C, и толстолистовая сталь № 30 не прокатывается в двухфазной области в настоящем изобретении. Однако количество содержащегося углерода является большим, так что углерод концентрируется возле аустенита в центральной части толщины Стали № 30, формирование MA облегчается, и сопротивление воздействию кислой среды падает. Кроме того, Сталь № 32 имеет большое количество марганца - 3%, так что сопротивление воздействию кислой среды падает. Стали № 33, 34 и 40 имеют большое содержание примесей (фосфора, серы и кислорода), и низкотемпературная вязкость падает. Стали № 35-39 являются примерами, которые имеют большое содержание элементов, которые способствуют формированию карбидов, нитридов, оксидов, и сульфидов, и которые имеют пониженную низкотемпературную вязкость благодаря выделениям и включениям. Стали № 41 и 42 являются примерами, которые соответственно имеют недостаточную степень обжатия в области рекристаллизации, а также степень обжатия в области без рекристаллизации, в результате чего имеют большой эффективный размер зерна, и поэтому низкотемпературная вязкость падает. Сталь № 43 имеет конечную температуру горячей прокатки 700°C или больше, но низкое значение точки Ar3, и не прокатывается в двухфазной области в настоящем изобретении, так что деформированный феррит не образуется в поверхностном слое, центральная часть толщины упрочняется, и низкотемпературная вязкость падает. Сталь № 44 является примером, в котором конечная температура ускоренного охлаждения является высокой, деформированный феррит и MA формируются в чрезмерном количестве в центральной части толщины, и прочность падает. Кроме того, ускоренное охлаждение останавливается при температуре поверхности толстолистовой стали, превышающей 400°C, так что в центральной части толщины формируется многоугольный феррит и сопротивление воздействию кислой среды падает. Стали № 45 и 46 являются примерами, в которых конечные температуры прокатки являются низкими, деформированный феррит и MA формируются в чрезмерном количестве в части поверхностного слоя и в центральной части толщины, и низкотемпературная вязкость и сопротивление воздействию кислой среды падают.[0106] On the other hand, Steels No. 29-46 are comparative examples. Steels No. 29-40 have a content of chemical components outside the range of the present invention, while Steels No. 41-46 have microstructures outside the range of the present invention and have at least one poorer characteristic of strength, low temperature stiffness, shear resistance, and acid resistance Wednesday. Steel No. 29 has a small amount of carbon and reduced strength and resistance to collapse. On the other hand, Steel No. 30 has a large amount of carbon, Steel No. 31 has a large amount of silicon, and Steel No. 32 has a large amount of manganese. In each comparative example, the tensile strength increases excessively and the low temperature viscosity drops. In addition, the temperature of the Ar 3 point of Steel No. 30 is less than 700 ° C, and the plate steel No. 30 is not rolled in a two-phase region in the present invention. However, the amount of carbon contained is large, so that carbon is concentrated near austenite in the central part of the thickness of Steel No. 30, the formation of MA is facilitated, and the resistance to the acidic environment decreases. In addition, Steel No. 32 has a large amount of manganese - 3%, so that the resistance to acidic conditions decreases. Steels No. 33, 34 and 40 have a high content of impurities (phosphorus, sulfur and oxygen), and the low-temperature viscosity decreases. Steels No. 35-39 are examples that have a high content of elements that contribute to the formation of carbides, nitrides, oxides, and sulfides, and which have reduced low temperature viscosity due to precipitates and inclusions. Steels No. 41 and 42 are examples that, respectively, have an insufficient compression ratio in the recrystallization region, as well as a compression ratio in the non-recrystallization region, as a result of which they have a large effective grain size, and therefore the low temperature viscosity decreases. Steel No. 43 has a final hot rolling temperature of 700 ° C or more, but a low Ar 3 point and does not roll in a two-phase region in the present invention, so that deformed ferrite does not form in the surface layer, the central part of the thickness hardens, and the low temperature viscosity drops . Steel No. 44 is an example in which the final accelerated cooling temperature is high, deformed ferrite and MA are formed in an excessive amount in the central part of the thickness, and the strength decreases. In addition, accelerated cooling is stopped when the surface temperature of the steel plate exceeds 400 ° C, so that polygonal ferrite is formed in the central part of the thickness and the resistance to acidic conditions decreases. Steels Nos. 45 and 46 are examples in which the final rolling temperatures are low, deformed ferrite and MA are formed in excessive amounts in the part of the surface layer and in the central part of the thickness, and the low temperature viscosity and resistance to acidic conditions drop.
[0107][0107]

[0108][0108]
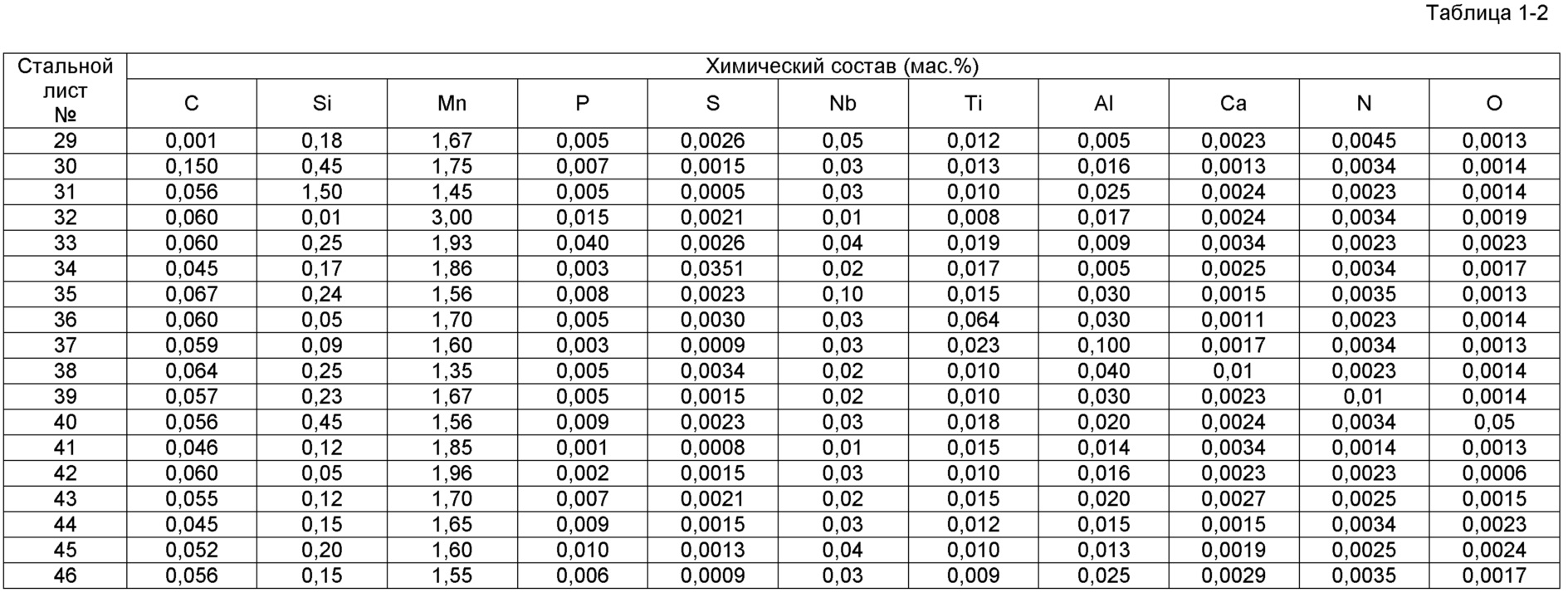
[0109][0109]
[0110][0110]
[0111][0111]
(мм)Slab thickness
(mm)
(мм)Transfer Thickness
(mm)
(мм)Sheet thickness
(mm)
(°C)Heating temperature
(° C)
финишной прокатки
(°C)Final temperature
finish rolling
(° C)
[0112][0112]
(мм)Slab thickness
(mm)
(мм)Transfer Thickness
(mm)
(мм)Sheet thickness
(mm)
(°C)Heating temperature
(° C)
финишной прокатки
(°C)Final temperature
finish rolling
(° C)
[0113][0113]
зерна кристалла (мкм)Effective size
crystal grains (μm)
[0114][0114]
зерна кристалла (мкм)Effective size
crystal grains (μm)
[0115][0115]
[0116][0116]
Claims (38)
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-180663 | 2013-08-30 | ||
| JP2013180663 | 2013-08-30 | ||
| PCT/JP2014/072833 WO2015030210A1 (en) | 2013-08-30 | 2014-08-29 | Steel sheet for thick-walled high-strength line pipe having exceptional souring resistance, crush resistance properties, and low-temperature ductility, and line pipe |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2016106920A RU2016106920A (en) | 2017-10-05 |
| RU2637202C2 true RU2637202C2 (en) | 2017-11-30 |
Family
ID=52586756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2016106920A RU2637202C2 (en) | 2013-08-30 | 2014-08-29 | Sheet steel for a thick-strengthen high-strengthening pipe threading with excellent resistance to acid environment, resistance to smoke and low-temperature viscosity and also a main pipe |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3042976B1 (en) |
| JP (1) | JP5776860B1 (en) |
| KR (1) | KR101730756B1 (en) |
| CN (1) | CN105143487B (en) |
| RU (1) | RU2637202C2 (en) |
| WO (1) | WO2015030210A1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2794306C1 (en) * | 2019-09-29 | 2023-04-14 | Баошань Айрон Энд Стил Ко., Лтд. | Steel for pipeline and method for its manufacture |
Families Citing this family (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101647226B1 (en) * | 2014-12-24 | 2016-08-10 | 주식회사 포스코 | Steel plate having excellent fracture resistance and yield ratio, and method for manufacturing the same |
| JP6354789B2 (en) * | 2015-05-29 | 2018-07-11 | Jfeスチール株式会社 | Manufacturing method of steel plate for high strength and high toughness steel pipe and steel plate for high strength and high toughness steel pipe |
| CN105441799B (en) * | 2015-11-25 | 2017-05-24 | 武汉钢铁(集团)公司 | High-toughness and low-yield-ratio quenched and tempered steel plate used in low-temperature environment and manufacturing method of high-toughness and low-yield-ratio quenched and tempered steel plate |
| JP6665515B2 (en) * | 2015-12-15 | 2020-03-13 | 日本製鉄株式会社 | Sour-resistant steel plate |
| CN105543680B (en) * | 2015-12-21 | 2018-01-05 | 秦皇岛首秦金属材料有限公司 | Micro- boron processing tensile strength 700MPa levels Wide and Thick Slab and manufacture method |
| CN106086641B (en) * | 2016-06-23 | 2017-08-22 | 江阴兴澄特种钢铁有限公司 | A kind of super-huge petroleum storage tank high-strength steel of hydrogen sulfide corrosion resistant and its manufacture method |
| JP6610520B2 (en) * | 2016-11-30 | 2019-11-27 | Jfeスチール株式会社 | Steel sheet pile and manufacturing method thereof |
| KR101917455B1 (en) * | 2016-12-22 | 2018-11-09 | 주식회사 포스코 | Extremely thick steel having excellent surface part naval research laboratory-drop weight test property |
| KR101908819B1 (en) * | 2016-12-23 | 2018-10-16 | 주식회사 포스코 | High strength steel having excellent fracture initiation resistance and fracture arrestability in low temperature, and method for manufacturing the same |
| EP3686303B1 (en) * | 2017-09-19 | 2021-12-29 | Nippon Steel Corporation | Steel pipe and steel plate |
| EP3702485B1 (en) * | 2017-10-26 | 2021-12-22 | Nippon Steel Corporation | Nickel-containing steel for low temperature |
| KR102045641B1 (en) * | 2017-12-22 | 2019-11-15 | 주식회사 포스코 | High strength steel for arctic environment having excellent resistance to fracture in low temperature, and method for manufacturing the same |
| KR101999015B1 (en) | 2017-12-24 | 2019-07-10 | 주식회사 포스코 | Steel for structure having superior resistibility of brittle crack arrestability and manufacturing method thereof |
| KR101999022B1 (en) | 2017-12-26 | 2019-07-10 | 주식회사 포스코 | High strength steel for structure having excellent fatigue crack arrestability and manufacturing method thereof |
| KR102045654B1 (en) | 2017-12-26 | 2019-11-15 | 주식회사 포스코 | Cold rolled steel sheet having excellent high temperature mechanical properties as well as room temperature workability and method of manufacturing the same |
| JP6901417B2 (en) * | 2018-02-21 | 2021-07-14 | 株式会社神戸製鋼所 | High-strength steel sheet and high-strength galvanized steel sheet, and their manufacturing method |
| CN108396256B (en) * | 2018-03-05 | 2020-04-24 | 白婷婷 | High-strength petroleum pipeline steel and preparation method thereof |
| EP3770289A4 (en) * | 2018-03-22 | 2021-11-10 | Nippon Steel Corporation | Wear-resistant steel and method for producing same |
| CN108646463B (en) * | 2018-03-26 | 2021-07-09 | 厦门天马微电子有限公司 | Backlight module, method for detecting reworking of backlight module and display device |
| JP6773154B2 (en) * | 2018-03-27 | 2020-10-21 | Jfeスチール株式会社 | Evaluation method of pressure resistance crushing characteristics of steel pipe |
| JP7155702B2 (en) * | 2018-07-19 | 2022-10-19 | 日本製鉄株式会社 | Thick steel plate for sour linepipe and its manufacturing method |
| CN108914005B (en) * | 2018-08-10 | 2020-11-10 | 宝武集团鄂城钢铁有限公司 | Super-thick corrosion-resistant steel plate with yield strength larger than 460MPa and excellent low-temperature toughness and production method thereof |
| KR102164107B1 (en) * | 2018-11-30 | 2020-10-13 | 주식회사 포스코 | High strength steel plate having superior elongation percentage and excellent low-temperature toughness, and manufacturing method for the same |
| JP7248885B2 (en) * | 2019-01-24 | 2023-03-30 | 日本製鉄株式会社 | Steel plate and steel plate manufacturing method |
| JP7473770B2 (en) | 2019-03-26 | 2024-04-24 | 日本製鉄株式会社 | High ductility steel plate for steel pipes having excellent toughness in welded heat affected zone and manufacturing method thereof, and structural steel pipes having excellent toughness in welded heat affected zone and manufacturing method thereof |
| KR102255818B1 (en) * | 2019-06-24 | 2021-05-25 | 주식회사 포스코 | High strength steel for a structure having excellent corrosion resistance and manufacturing method for the same |
| CN112575158B (en) * | 2019-09-29 | 2022-07-29 | 宝山钢铁股份有限公司 | High-plasticity thick-specification pipeline steel plate and manufacturing method thereof |
| KR102326109B1 (en) * | 2019-12-16 | 2021-11-16 | 주식회사 포스코 | Steel sheet having excellent resistance of sulfide stress cracking and method of manufacturing the same |
| EP4092149A4 (en) * | 2020-01-17 | 2023-05-03 | Nippon Steel Corporation | Steel sheet and steel pipe |
| JP7103514B2 (en) * | 2020-05-26 | 2022-07-20 | Jfeスチール株式会社 | Steel pipe crush strength prediction model generation method, steel pipe crush strength prediction method, steel pipe manufacturing characteristic determination method, and steel pipe manufacturing method |
| CN114134432B (en) * | 2021-05-06 | 2022-12-06 | 江阴兴澄特种钢铁有限公司 | High-strength steel plate with high tempering resistance and stability produced by TMCP (thermal mechanical control processing) process and manufacturing method thereof |
| CA3218133A1 (en) * | 2021-05-14 | 2022-11-17 | Akihide MATSUMOTO | High-strength hot rolled steel sheet and method for producing the same, and high-strength electric resistance welded steel pipe and method for producing the same |
| CN113564485B (en) * | 2021-09-24 | 2021-12-31 | 江苏省沙钢钢铁研究院有限公司 | Steel plate for wind power and production method thereof |
| KR20230094375A (en) * | 2021-12-21 | 2023-06-28 | 주식회사 포스코 | Steel plate having high strength and excellent low temperature impact toughness and method for manufacturing the same |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148544A (en) * | 1991-11-25 | 1993-06-15 | Nippon Steel Corp | Production of high-strength high-toughness steel plate having uniform hardness distribution in thickness direction |
| RU2136776C1 (en) * | 1995-02-03 | 1999-09-10 | Ниппон Стил Корпорейшн | High-strength steel for main pipelines with low yield factor and high low-temperature ductility |
| WO2009072753A1 (en) * | 2007-12-04 | 2009-06-11 | Posco | High-strength steel sheet with excellent low temperature toughness and manufacturing method thereof |
| JP2009127069A (en) * | 2007-11-21 | 2009-06-11 | Jfe Steel Corp | High toughness steel plate for line pipe, and its manufacturing method |
| JP2010235993A (en) * | 2009-03-31 | 2010-10-21 | Jfe Steel Corp | Method for manufacturing line pipe having high compressive strength |
| RU2427662C2 (en) * | 2006-11-30 | 2011-08-27 | Ниппон Стил Корпорейшн | High strength welded steel pipe for pipeline possessing excellent low temperature ductility and procedure for its fabrication |
| RU2427663C2 (en) * | 2006-12-04 | 2011-08-27 | Ниппон Стил Корпорейшн | High strength thick wall welded steel pipe for pipeline possessing excellent low temperature ductility and procedure for its fabrication |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05195057A (en) * | 1991-07-31 | 1993-08-03 | Kawasaki Steel Corp | Production of high cr steel type uoe steel sheet and high cr type atmosphere corrosion resisting steel sheet both excellent in ys characteristic in l direction |
| JP3116156B2 (en) * | 1994-06-16 | 2000-12-11 | 新日本製鐵株式会社 | Method for producing steel pipe with excellent corrosion resistance and weldability |
| JPH0841536A (en) | 1994-07-29 | 1996-02-13 | Kawasaki Steel Corp | Production of high tensile strength steel plate small in nonuniformity of hardness in plate thickness direction and excellent in dwtt property |
| US5755895A (en) * | 1995-02-03 | 1998-05-26 | Nippon Steel Corporation | High strength line pipe steel having low yield ratio and excellent in low temperature toughness |
| JPH10147845A (en) * | 1996-11-19 | 1998-06-02 | Nippon Steel Corp | Steel plate with high fatigue strength, and its production |
| JP5068645B2 (en) * | 2005-04-04 | 2012-11-07 | 新日本製鐵株式会社 | High-strength steel plate and high-strength welded steel pipe excellent in ductile fracture characteristics, and methods for producing them |
| JP5348383B2 (en) | 2008-09-30 | 2013-11-20 | Jfeスチール株式会社 | High toughness welded steel pipe with excellent crushing strength and manufacturing method thereof |
| JP5348382B2 (en) | 2008-09-30 | 2013-11-20 | Jfeスチール株式会社 | A steel plate for high toughness linepipe with a low yield stress reduction due to the Bauschinger effect and a method for producing the same. |
| WO2010052927A1 (en) * | 2008-11-06 | 2010-05-14 | 新日本製鐵株式会社 | Method for manufacturing steel plate and steel pipe for ultrahigh-strength line pipe |
| JP4853575B2 (en) * | 2009-02-06 | 2012-01-11 | Jfeスチール株式会社 | High strength steel pipe for low temperature excellent in buckling resistance and weld heat affected zone toughness and method for producing the same |
| JP5439889B2 (en) * | 2009-03-25 | 2014-03-12 | Jfeスチール株式会社 | Thick steel plate for thick and high toughness steel pipe material and method for producing the same |
| JP5857400B2 (en) | 2009-11-25 | 2016-02-10 | Jfeスチール株式会社 | Welded steel pipe for high compressive strength line pipe and manufacturing method thereof |
| JP5509897B2 (en) | 2010-02-10 | 2014-06-04 | セイコーエプソン株式会社 | Manufacturing method of conveyance roller |
-
2014
- 2014-08-29 EP EP14840842.0A patent/EP3042976B1/en active Active
- 2014-08-29 RU RU2016106920A patent/RU2637202C2/en active
- 2014-08-29 JP JP2015501254A patent/JP5776860B1/en active Active
- 2014-08-29 KR KR1020157031929A patent/KR101730756B1/en active IP Right Grant
- 2014-08-29 CN CN201480021680.3A patent/CN105143487B/en active Active
- 2014-08-29 WO PCT/JP2014/072833 patent/WO2015030210A1/en active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05148544A (en) * | 1991-11-25 | 1993-06-15 | Nippon Steel Corp | Production of high-strength high-toughness steel plate having uniform hardness distribution in thickness direction |
| RU2136776C1 (en) * | 1995-02-03 | 1999-09-10 | Ниппон Стил Корпорейшн | High-strength steel for main pipelines with low yield factor and high low-temperature ductility |
| RU2427662C2 (en) * | 2006-11-30 | 2011-08-27 | Ниппон Стил Корпорейшн | High strength welded steel pipe for pipeline possessing excellent low temperature ductility and procedure for its fabrication |
| RU2427663C2 (en) * | 2006-12-04 | 2011-08-27 | Ниппон Стил Корпорейшн | High strength thick wall welded steel pipe for pipeline possessing excellent low temperature ductility and procedure for its fabrication |
| JP2009127069A (en) * | 2007-11-21 | 2009-06-11 | Jfe Steel Corp | High toughness steel plate for line pipe, and its manufacturing method |
| WO2009072753A1 (en) * | 2007-12-04 | 2009-06-11 | Posco | High-strength steel sheet with excellent low temperature toughness and manufacturing method thereof |
| JP2010235993A (en) * | 2009-03-31 | 2010-10-21 | Jfe Steel Corp | Method for manufacturing line pipe having high compressive strength |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2794306C1 (en) * | 2019-09-29 | 2023-04-14 | Баошань Айрон Энд Стил Ко., Лтд. | Steel for pipeline and method for its manufacture |
| RU2797277C1 (en) * | 2020-04-01 | 2023-06-01 | Ниппон Стил Корпорейшн | Steel material |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2016106920A (en) | 2017-10-05 |
| WO2015030210A1 (en) | 2015-03-05 |
| CN105143487B (en) | 2017-03-08 |
| EP3042976A1 (en) | 2016-07-13 |
| CN105143487A (en) | 2015-12-09 |
| EP3042976A4 (en) | 2017-05-10 |
| JP5776860B1 (en) | 2015-09-09 |
| KR20150139950A (en) | 2015-12-14 |
| JPWO2015030210A1 (en) | 2017-03-02 |
| KR101730756B1 (en) | 2017-04-26 |
| EP3042976B1 (en) | 2020-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2637202C2 (en) | Sheet steel for a thick-strengthen high-strengthening pipe threading with excellent resistance to acid environment, resistance to smoke and low-temperature viscosity and also a main pipe | |
| US9089919B2 (en) | Welded steel pipe for linepipe with high compressive strength and manufacturing method thereof | |
| US9181609B2 (en) | Welded steel pipe for linepipe having high compressive strength and excellent sour gas resistance and manufacturing method thereof | |
| JP5776398B2 (en) | Low yield ratio high strength hot rolled steel sheet with excellent low temperature toughness and method for producing the same | |
| KR101247089B1 (en) | Steel plate for line pipes and steel pipes | |
| EP2505681B1 (en) | Welded steel pipe for linepipe with superior compressive strength and superior toughness, and process for producing same | |
| KR101333854B1 (en) | Thick high-tensile-strength hot-rolled steel sheet with excellent low-temperature toughness and process for production of same | |
| JP5353156B2 (en) | Steel pipe for line pipe and manufacturing method thereof | |
| KR101686257B1 (en) | Heavy gauge, high tensile strength, hot rolled steel sheet with excellent hic resistance and manufacturing method therefor | |
| JP5423324B2 (en) | Steel plate for high-strength line pipe and steel pipe for high-strength line pipe with excellent resistance to hydrogen-induced cracking | |
| JP5679114B2 (en) | Low yield ratio high strength hot rolled steel sheet with excellent low temperature toughness and method for producing the same | |
| WO2013147197A1 (en) | High-strength steel pipe for line pipe having excellent hydrogen-induced cracking resistance, high-strength steel pipe for line pipe using same, and method for manufacturing same | |
| JP6521197B2 (en) | High strength steel plate for sour line pipe, manufacturing method thereof and high strength steel pipe using high strength steel plate for sour line pipe | |
| JP7155702B2 (en) | Thick steel plate for sour linepipe and its manufacturing method | |
| WO2015022899A1 (en) | Electric-resistance-welded steel pipe with excellent weld quality and method for producing same | |
| JP4700740B2 (en) | Manufacturing method of steel plate for sour line pipe | |
| WO2014175122A1 (en) | H-shaped steel and method for producing same | |
| JP2010037567A (en) | Thick, high-tension hot-rolled steel sheet excellent in low-temperature toughness, and producing method therefor | |
| JP6008042B2 (en) | Steel plate for thick-walled steel pipe, method for producing the same, and thick-walled high-strength steel pipe | |
| CN113330125A (en) | Thick steel plate and method for producing same | |
| JP6390813B2 (en) | Low-temperature H-section steel and its manufacturing method | |
| KR101364392B1 (en) | High strength steel pipe and method for producing same | |
| JP6521196B1 (en) | High strength steel plate for sour line pipe, manufacturing method thereof and high strength steel pipe using high strength steel plate for sour line pipe | |
| JP6565890B2 (en) | Low yield ratio and high strength hot rolled steel sheet with excellent low temperature toughness | |
| JP7163777B2 (en) | Steel plate for line pipe |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PD4A | Correction of name of patent owner |