RU2572636C1 - Лист текстурированной электротехнической стали и способ его изготовления - Google Patents
Лист текстурированной электротехнической стали и способ его изготовления Download PDFInfo
- Publication number
- RU2572636C1 RU2572636C1 RU2014130094/02A RU2014130094A RU2572636C1 RU 2572636 C1 RU2572636 C1 RU 2572636C1 RU 2014130094/02 A RU2014130094/02 A RU 2014130094/02A RU 2014130094 A RU2014130094 A RU 2014130094A RU 2572636 C1 RU2572636 C1 RU 2572636C1
- Authority
- RU
- Russia
- Prior art keywords
- steel sheet
- domains
- irradiation
- regions
- sheet
- Prior art date
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/34—Methods of heating
- C21D1/38—Heating by cathodic discharges
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1294—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties involving a localized treatment
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2201/00—Treatment for obtaining particular effects
- C21D2201/05—Grain orientation
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties the heat treatment(s) being of interest
Abstract
Изобретение относится к области металлургии, а именно к листу из текстурированной электротехнической стали для сердечников трансформаторов. Лист после облучения поверхности лазерным или электронным пучком содержит области (X) замыкающих доменов, сформированные для разделения магнитных доменов в направлении прокатки, от одного конца до другого в направлении ширины стального листа, с обеспечением выполнения выражения 
, где t - толщина листа (мм); w - наименьшая ширина областей (X) (мкм), измеренных на передней и задней поверхностях стального листа с использованием метода Биттера; и s - среднее число областей (X), находящихся в одном кристаллическом зерне. Обеспечиваются низкие потери на гистерезис и низкая коэрцитивная сила. 2 н.п. ф-лы, 2 ил., 3 табл., 3 пр.
Description
Область техники, к которой относится изобретение
Настоящее изобретение относится к листу из текстурированной электротехнической стали для использования в качестве железного сердечника трансформатора или т.п. с низкими потерями на гистерезис и низкой коэрцитивной силой, и к способу его изготовления.
Уровень техники
В последние годы в контексте эффективного использования энергии вырос спрос в основном среди производителей трансформаторов и т.п. на лист из электротехнической стали с высокой магнитной индукцией и низкими потерями в железе и низким шумом.
Магнитная индукция может быть улучшена обеспечением ориентации кристаллов листа из электротехнической стали в соответствии с ориентацией Госса. JP 4123679 B2 (PTL 1), например, раскрывает способ изготовления листа текстурированной электротехнической стали, имеющей магнитную индукцию B8, превышающую 1,97 Т.
С другой стороны, потери в железе могут быть улучшены увеличением чистоты материала, степени ориентации, снижением толщины листа, добавлением Si и Al и измельчением магнитных доменов (см., например, "Recent progress in soft magnetic steels", 155th/156th Nishiyama Memorial Technical Seminar, The Iron and Steel Institute of Japan, Feb. 10, 1995 (NPL 1)). Кроме того, JP 3386727 B2 (PTL 2) раскрывает способ изготовления листа текстурированной стали, имеющего пониженную коэрцитивную силу, путем регулировки отжигового сепаратора, и имеющей улучшенные свойства потерь в железе.
Кроме того, шум может быть понижен уменьшением площади областей, называемых "замыкающими доменами" с магнитным моментом, ориентированным перпендикулярно направлению внешнего магнитного поля. Выполнено много исследований методов уменьшения таких замыкающих доменов, например, раскрытые в JP 4585101 B2 (PTL 3), при этом особое внимание должно уделяться, в частности, эффективности "соответствия ориентации <100> кристаллического зерна направлению прокатки стального листа" для улучшения магнитной индукции B8 и снижения потерь на гистерезис.
Однако с другой стороны известно, что когда ориентация <100> кристаллического зерна находится в соответствии с направлением прокатки, снижается магнитостатическая энергии и, следовательно, уширяется магнитный домен, что приводит к увеличению потерь на вихревые токи.
Таким образом, в качестве способа снижения потерь на вихревые токи были использованы некоторые способы измельчения магнитных доменов за счет улучшения пленочного растяжения и применения термической деформации. Способы улучшения пленочного растяжения, такие как раскрыты в JP Н02-8027 B2 (PTL 4), являются эффективными для устранения замыкающих доменов и, следовательно, предпочтительны для снижения шума. Однако существуют ограничения по величине напряжения, которое может быть приложено к стальному листу.
С другой стороны, измельчение магнитных доменов путем применения термической деформации осуществляется с помощью лазерного облучения, облучения электронным пучком и т.п., и имеет значительное влияние на снижение потерь на вихревые токи. Например, JP Н07-65106 B2 (PTL 5) раскрывает способ изготовления листа электротехнической стали с пониженными потерями в железе W17/50 до менее 0,8 Вт/кг путем облучения электронным пучком. Как видно из PTL 5, облучение электронным пучком является чрезвычайно полезным для снижения потерь в железе.
Кроме того, JP Н03-13293 B2 (PTL 6) раскрывает способ снижения потерь в железе с применением лазерного облучения стального листа.
Список цитированной литературы
Патентная литература
PTL 1: JP 4123679 B2
PTL2: JP 3386727 B2
PTL3: JP 4585101 B2
PTL 4: JP Н02-8027 B2
PTL5: JP Н07-65106 B2
PTL 6: JP Н03-13293 B2
PTL 7: JP 4091749 B2
PTL8: JP 4344264 B2
Непатентная литература
NPL 1: "Recent progress in soft magnetic steels," 155th/156th Nishiyama Memorial Technical Seminar, The Iron and Steel Institute of Japan, Feb. 10, 1995
Сущность изобретения
Техническая проблема
Тем не менее, облучение лазерным лучом, электронным пучком и т.п., которое может разукрупнять магнитные домены, чтобы уменьшить потери на вихревые токи, но увеличивает потери на гистерезис.
Например, JP 4091749 B2 (PTL 7) раскрывает: "Когда стальной лист облучают лазерным лучом, напряжение и деформации возникают в его поверхностном слое за счет реакционной силы при испарении покрытия или быстрого нагрева и быстрого охлаждения. Возникающие из-за деформации замыкающие домены формируются с такой же шириной, как деформация, при этом 180° магнитные домены разукрупняются для минимизации магнитостатической энергии. В результате потери на вихревые токи уменьшаются пропорционально ширине 180° магнитных доменов, что приводит к снижению потерь в железе. С другой стороны, потери на гистерезис возрастают при создании деформации. То есть снижение потерь в железе с помощью лазерного луча достигается за счет применения такого оптимального напряжения и деформации, чтобы минимизировать потери в железе, которые являются суммой потерь на вихревые токи, которые уменьшаются с увеличением деформации и потерь на гистерезис, которые возрастают с увеличением деформации, как схематически показано на фиг. 11. Таким образом, идеальным является достаточное уменьшение потерь на вихревые токи и минимизации увеличения потерь на гистерезис и, следовательно, существует потребность в таком листе текстурированной электротехнической стали, который может решить проблему".
Кроме того, JP 4344264 B2 (PTL 8) утверждает, что области упрочнения в стальном листе, образующиеся под действием лазерного облучения и т.п., предотвращают смещение границ доменов и увеличивают потери на гистерезис.
Считается также, что такие замыкающие домены увеличивают магнитострикцию, и, следовательно, получаемый стальной лист производит повышенный шум при возбуждении, когда используется в качестве железного сердечника трансформатора.
Чтобы решить вышеуказанные проблемы, PTL 8 раскрывает способ дальнейшего снижения потерь в железе путем регулировки выходной мощности лазера и диаметра светового пятна, чтобы тем самым уменьшить размер области, которая упрочняется лазерным облучением в направлении, перпендикулярном направлению лазерного сканирования, до 0,6 мм или менее, и, подавлением повышения потерь на гистерезис, вызванных облучением. Тем не менее, этот способ все еще не решает проблему в том, что минимизация потерь в железе посредством облучения лазерным лучом, электронным пучком и т.п. вызывает значительное увеличение потерь на гистерезис и шума, по сравнению с этими параметрами до облучения.
Настоящее изобретение разработано с учетом указанной ситуации, как описано выше. Таким образом, задачей настоящего изобретения является создание листа из текстурированной электротехнической стали, обладающего низкими потерями на гистерезис и низкой коэрцитивной силой, в котором эффективно ингибируется увеличение потерь на гистерезис из-за лазерного облучения или облучения электронным пучком, что является обычной проблемой.
Решение проблемы
Авторы настоящего изобретения провели интенсивные исследования для решения вышеуказанных проблем и установили, что и потери на вихревые токи и потери на гистерезис могут быть уменьшены за счет улучшения обработки по измельчению магнитных доменов с помощью лазерного луча, электронного луча и т.п.
Вышеуказанная обработка по измельчению магнитных доменов служит для создания замыкающих доменов в стальном листе, устраняя так называемые "ланцетные домены", присутствующие в стальном листе перед облучением. Ланцетный домен является областью, которая имеет магнитный момент в направлении толщины листа и формируется с целью снижения магнитостатической энергии возникающей, когда ориентация кристаллов (β угол) отклоняется от идеальной ориентации <100> на несколько градусов.
Хотя детали механизма этого явления точно не известны, изобретатели предвидят две возможности: замыкающие домены, вновь образованные при измельчении магнитных доменов, вместо ланцетных доменов, стабилизировали магнитостатическую энергию; или ланцетные домены устранялись посредством разрушения внутренним напряжением, возникающим в стальном листе при измельчении магнитных доменов.
Авторы настоящего изобретения получили новые данные о том, что потери на гистерезис и коэрцитивная сила могут быть дополнительно уменьшены по сравнению с характеристиками до облучения, путем увеличения доли замыкающих доменов (ланцетных доменов), которые должны быть удалены во всех замыкающих доменах, сформированных лазерным излучением, облучением электронным пучком и т.п. Настоящее изобретение было выполнено на основе этого решения.
Конкретно, основные признаки настоящего изобретения описаны ниже.
[1] Лист текстурированной электротехнической стали, включающий области X замыкающих доменов, сформированные для разделения магнитных доменов стального листа в направлении прокатки, от одного конца до другого в направлении ширины стального листа, в линейной или криволинейной форме, и периодически в направлении прокатки, при условии выполнения выражения (1):
где t - толщина листа в миллиметрах; w - меньшая ширина в микрометрах областей X, измеренных на передней и задней поверхностях стального листа с использованием метода Биттера соответственно; и s - среднее число областей X, находящихся в одном кристаллическом зерне.
[2] Способ изготовления листа из текстурированной электротехнической стали по п. [1], способ включает при облучении одной поверхности стального листа с помощью лазерного пучка или пучка электронов, регулировку в зависимости от среднего размера зерна стального листа по меньшей мере одного из следующих параметров: интервала L периодического облучения в направлении прокатки, энергии E облучения и диаметра а пучка, так чтобы формировались области X замыкающих доменов для разделения магнитных доменов стального листа в направлении прокатки, от одного конца до другого в направлении ширины стального листа, в линейной или криволинейной форме, и периодически в направлении прокатки.
Положительный эффект изобретения
В соответствии с настоящим изобретением, путем применения соответствующих записывающих доменов во время измельчения магнитных доменов, можно не только уменьшить потери на вихревые токи, но и потери на гистерезис могут быть уменьшены, хотя одновременное снижение обоих потерь обычно трудно достичь.
Кроме того, лист из текстурированной электротехнической стали в соответствии с настоящим изобретением имеет низкие потери на гистерезис, а также низкую коэрцитивную силу при возбуждении 1,7 Тл, и, следовательно, имеет преимущество в улучшении энергетической эффективности полученного трансформатора. Настоящее изобретение также может достичь снижения уровня шума из-за очень небольшого количества замыкающих доменов, которые отвечают за возникновение шума. Таким образом, настоящее изобретение является чрезвычайно полезным для промышленности.
Краткое описание чертежей
Настоящее изобретение будет дополнительно описано ниже со ссылкой на прилагаемые чертежи, на которых:
фиг. 1 иллюстрирует формирование области X замыкающих доменов; и
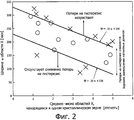
фиг. 2 представляет график, показывающей влияние ширины w областей X замыкающих доменов и среднего числа s областей X замыкающих доменов, присутствующих в одном кристаллическом зерне, на измельчение магнитных доменом и потери на гистерезис.
Осуществление изобретения
Настоящее изобретение будет подробно описано ниже.
Настоящее изобретение относится к листу из текстурированной электротехнической стали. Лист из текстурированной электротехнической стали может быть покрыт изолирующим покрытием и т.п., или иметь покрытие, частично удаленное с его поверхности, или даже без покрытия.
Кроме того, лист электротехнической стали согласно настоящему изобретению имеет области X замыкающих доменов, сформированные для разделения магнитных доменов стального листа от одного конца до другого в направлении ширины стального листа, в линейной или криволинейной форме, и периодически в направлении прокатки. Облучение в направлении ширины не обязательно может быть выполнено непрерывно и линейно, оно также может быть выполнено дискретно, например, одно на несколько сотен миллиметров. То есть, например, облучение может повторяться с интервалами с соответствующим сдвигом, как показано на фиг. 1. Следует отметить, что границы кристаллических зерен не включены в вышеуказанные области замыкающих доменов сформированных для разделения магнитных доменов в направлении прокатки.
Учитывая количественное изменение потерь в железе до и после выполнения областей X замыкающих доменов, как правило, считается, что снижение потерь на вихревые токи, соответствующее измельчению магнитных доменов, и увеличение потерь на гистерезис при увеличении замыкающих доменов, будет более выражено при большей ширине w областей X и при большем среднем числе s областей X присутствующих в одном кристаллическом зерне.
Однако авторы настоящего изобретения установили, что потери на гистерезис уменьшаются, когда вышеуказанные s и w, а также толщина t листа удовлетворяют определенному соотношению.
В описании среднее число s областей X, присутствующих в одном кристаллическом зерне, определяется как Σ(i=1, Ν) Si×ni, где Si - измеренная доля площади кристаллического зерна i, присутствующего в образце для магнитометрии (где i=1-Ν; N является общим числом кристаллических зерен), и n1 - измеренное число областей X, присутствующих в этом кристаллическом зерне. Хотя покрытие может быть удалено хлористоводородной кислотой, азотной кислотой и т.п., до возможности визуального обнаружения кристаллического зерна, если они не могут быть легко обнаружены через покрытие, чрезмерное отделение вызывает удаление стальной подложки и приводит к изменению ширины областей X по сравнению с подложкой с покрытием. Следовательно, ширину областей X предпочтительно измеряют заранее ширина областей X может отличаться, если измеряется на передней или задней поверхности стального листа, и, таким образом определяется меньшим значением, обозначаемым как w. Когда области X наблюдаются только на одной поверхности, w представляет ширину на этой поверхности. Когда w значительно колеблется в направлении ширины, ширина областей X определяется усреднением полученных результатов в направлении ширины.
Следует отметить, что ширину области X замыкающих доменов измеряют методом Биттера.
В описании метод Биттера используется для наблюдения доменных стенок и т.п. с помощью магнитных коллоидов, которые притягиваются к областям, где значительно изменяется состояние намагниченности.
Авторы настоящего изобретения экспериментально определили посредством оптимизации вышеуказанных w и s, условие, при котором магнитные домены могут быть разделены для уменьшения потерь на вихревые токи, и, кроме того, чтобы уменьшить потери на гистерезис по сравнению с характеристиками до облучения.
Фиг. 2 показывает результаты исследования, как w и s, в случае облучения электронным пучком, влияют на измельчение магнитных доменов и потери на гистерезис.
Как показано на фигуре, было установлено, что условие, при котором магнитные домены разукрупняются для уменьшения потерь на гистерезис по сравнению с состоянием до облучения определяется формулой
Следует отметить, что если w<-(500t-80)×s+230, то число замьпсающих доменов, которые первоначально присутствуют в стальном листе, не может быть уменьшено облучением и эффект уменьшения потерь на гистерезис недостаточен; или если -(500t-80)×s+330<w, то происходит слишком большое увеличение числа замыкающих доменов при облучении, чтобы получить снижение потерь на гистерезис.
Например, предположим, что вышеуказанная толщина t листа составляет 0,22 мм, условие, при котором потери на гистерезис становятся ниже, чем до облучения, определяется:
Следует отметить, что если w<-30×s+230, то число замыкающих доменов, которые первоначально присутствуют в стальном листе, не может быть уменьшено облучением и эффект уменьшения потерь на гистерезис недостаточен; или если -30×5+330<w, то слишком большое увеличение числа замыкающих доменов происходит при облучении, чтобы получить снижение потерь на гистерезис.
Кроме того, было установлено, что диапазон w, в котором могут быть снижены потери на гистерезис, сужается с увеличением t толщины листа. Предположительно, это происходит потому, лист небольшой толщины t обеспечивает малую энергию доменной стенки, что позволяет легко измельчить магнитный домен при облучении лазерным пучком, электронным пучком и т.п. и снизить магнитостатическую энергию, в результате чего ланцетные домены, которые иначе формировались бы для снижения магнитостатической энергии, больше не требуются и, следовательно, исключаются. Таким образом, с точки зрения максимального эффекта снижения потерь на гистерезис, толщина t листа предпочтительно составляет 0,27 мм или менее.
Авторы настоящего изобретения также установили, что существует тенденция в том, что при увеличении s, чрезмерно возрастают потери на гистерезис. Хотя детали механизма этого явления точно не известны, можно предположить, что это явление обусловлено тем, что почти все замыкающие домены, изначально присутствующие в зерне, будут удалены, даже если s остается небольшим, большая величина s обеспечивает большую зону термического воздействия и заканчивается большими потерями на гистерезис, несмотря на меньшую эффективность в уменьшении числа замыкающих доменов. С другой стороны, если s слишком мало, получаемый эффект снижения потерь на гистерезис является недостаточным.
Таким образом, среднее число s областей X, присутствующих в одном кристаллическом зерне, предпочтительно составляет около 0,3-10.
Кроме того, ширина w областей X замыкающих доменов предпочтительно составляет около 30-320 мкм.
Авторы настоящего изобретения также установили, что лист из текстурированной электротехнической стали с низкими потерями на гистерезис и низкой коэрцитивной силой, как описано выше, может быть получен путем облучения одной поверхности стального листа с помощью лазерного пучка или пучка электронов, с регулировкой, в зависимости от среднего размера зерна стального листа, по меньшей мере одного из следующих параметров: интервала L периодического облучения в направлении прокатки, энергии E облучения и диаметра а пучка, так чтобы формировались вышеуказанные области X замыкающих доменов.
Например, полагая, что средний размер D зерна стального листа в направлении прокатки определяется как D=Σ(i=1, Ν) Si×di, где di - максимальная длина в направлении прокатки iго кристаллического зерна, то для достаточно большого количества кристаллических зерен имеет место следующее выражение:
s=[D/L] или [D/L+1],
где [x] означает максимальное целое число, не превышающее x.
Из этого следует, что ширина w областей X и интервал L облучения могут быть скорректированы таким образом, чтобы s удовлетворяло выражению (1). Ширина w областей X, которая зависит в значительной степени от энергии E облучения и диаметра а пучка, увеличивается с большей E, и при облучении с той же энергией увеличивается при меньшем a. Таким образом, можно управлять w, регулируя E и a, при условии, что соотношение между w и E, а определяется заранее пробным облучением.
Кроме того, принимая во внимание, что отклонение измерений составляет около 0,002 Вт/кг потерь на гистерезис, при детектировании установки, что величина изменения, при которой потери на гистерезис определяются как сниженные за счет облучения: (потери на гистерезис до облучения) - (потери на гистерезис после облучения) ≥ 0,003 Вт/кг.
Области X могут наноситься, например, разметкой таким инструментом, как шариковая ручка, нож и т.п., облучением пучком тепловым/световым/частиц и т.д. Однако при нанесении областей X разметкой с помощью шариковой ручки, ножа и т.п., создается большая деформация и потери на гистерезис имеют тенденцию к увеличению. Таким образом, предпочтительным является облучение пучком тепловым/световым/частиц, таким как лазерное облучение, облучение электронным пучком и облучение плазменной струей.
Примеры
Пример 1
Материалом, используемым в данном эксперименте, были листы из текстурированной электротехнической стали, измеренная толщина каждого листа составляет 0,22 мм и магнитная индукция Be в направлении прокатки 1,85-1,95 Тл, и с двойным слоем покрытия на его поверхностях, включая стекловидное покрытие, которое в основном состоит из Mg2SiO4 и покрытие (покрытие на основе фосфата), которое формируется обжигом после обработки неорганическим раствором.
Облучение электронным пучком и лазерным излучением использовали для нанесения областей X замыкающих доменов. В каждой серии облучения, электронный пучок и лазерный пучок сканировали линейно по всей ширине листа таким образом, чтобы части облучения электронным пучком и части облучения лазером проходили по стальному листу в поперечном направлении (направлении, ортогональном направлению прокатки) стального листа.
При облучении электронным пучком облучение повторяли вдоль линии сканирования, так что длительное время (s1) облучения и короткое время (s2) облучения чередовались и интервалы расстояния (шаг точек) между повторениями облучения предпочтительно устанавливали равными 0,05-0,6 мм. Кроме того, поскольку s2, как правило, достаточно мало, чтобы не быть учтенным по сравнению с s1, обратную величину s1 можно рассматривать как частоту облучения, которую установили равной 10-250 кГц. Кроме того, скорость сканирования установили равной 4-80 м/с и интервал между повторениями облучения в направлении прокатки установили равным 3-50 мм. Следует отметить, что при облучении пучком электронов, кратчайшее расстояние от центра фокусирующей катушки до облучаемого материала установили равным 700 мм, и давление в рабочей камере установили равным 2 Па или менее.
С другой стороны, лазерное облучение проводили непрерывным облучением (шаг точек: 0) или импульсным облучением (интервал между импульсами: 0,3 мм), в котором скорость сканирования была равна 10 м/с и интервалы между повторениями облучения в направлении прокатки 3-50 мм. В качестве лазера использовали волоконный лазер для непрерывного облучения с длиной волны 1064 нм, и YAG лазер использовали для импульсного облучения, с длиной волны 1064 нм.
После создания областей X замыкающих доменов в соответствии с вышеуказанным способом, ширину областей X измеряли на передней и задней поверхностях каждого стального листа методом Биттера с использованием прибора оптической визуализации (MV-95, производства Sigma Hi-Chemical Inc.) для определения w. Затем измеряли потери в железе. Затем отделяли покрытие с помощью водного раствора, который получали смешиванием 500 мл 47% раствора фтористого водорода с водным раствором, полученным разбавлением 5 л 35% раствора хлористоводородной кислоты с 20 л воды, и водным раствором, который получен разбавлением 500 мл раствора 67,5% серной кислоты 10 л воды.
Области X, присутствующие в каждом кристаллическом зерне в каждом образце, с которого отделено покрытие, определяли и подсчитывали с использованием прибора оптической визуализации для определения s.
Таблица 1 показывает ширину w областей X замыкающих доменов и число s областей X замыкающих доменов.
В таблице 1 также приведены результаты измерения потерь на гистерезис до облучения Wh17/50, улучшение потерь на гистерезис после облучения ∆Wh17/50 (оценка потерь на гистерезис до облучения минус потери на гистерезис после облучения) и улучшение потерь на вихревые токи после облучения ΔWe17/50 (оценка до облучения минус после облучения).
Таблица 1 также показывает результаты измерения до облучения коэрцитивной силы Hc и улучшение коэрцитивной силы после облучения ∆Hc (оценка до облучения минус после облучения).
Следует отметить, что напряжение, созданное покрытием, обозначено как A, B или C в таблице 1, где A обозначает напряжение в диапазоне 10-15 МПа или менее, В обозначает напряжение в диапазоне 5-10 МПа или менее и C обозначает напряжение 5 МПа или менее.


Как видно из таблицы 1, потери на вихревые токи снижены и магнитные домены разделены во всех представленных случаях, но потери на гистерезис улучшены только в тех случаях, когда выполняется выражение (1). Понятно также, что коэрцитивная сила Не также снижена в последних случаях, что обеспечивает возбуждение небольшим внешним магнитным полем.
Также установлено, что улучшение потерь на гистерезис ∆Wh17/50 и улучшение коэрцитивной силы ∆Hc имеют тенденцию быть более выраженными при более низком напряжении покрытия. Предположительно, причина в том, что, при повышении напряжения покрытия, меньше присутствует ланцетных доменов до облучения электронным пучком или лазерным облучением, и, следовательно, более высокое напряжение покрытия приводит к менее значительному улучшению, достигаемому посредством облучения.
Пример 2
Облучение электронным пучком проводилось в тех же условиях, описанных в примере 1, за исключением того, что использовали листы текстурированной электротехнической стали с измеренной толщиной 0,18 мм, 0,19 мм и 0,24 мм.
Результаты измерений приведены в таблице 2.

Как видно из таблицы 2, стальные листы, имеющие толщину листа, отличающуюся от 0,22 мм и удовлетворяющие формуле (2), также демонстрируют улучшение потерь на гистерезис и коэрцитивной силы, что приводит к низким потерям на гистерезис и низкой коэрцитивной силе.
Пример 3
Кроме того, стальной лист шириной 100 мм, подвергнутый измельчению магнитных доменов, использовали для изготовления модельных трансформаторов, каждый из которых с внешним размером 500×500 мм и моделировал трехфазный трансформатор с железным сердечником броневого типа и измеряли шум полученных таким образом модельных трансформаторов.
Модельные трансформаторы шихтованы из стальных листов со снятой фаской, толщина пакета пластин около 15 мм и масса железного сердечника около 20 кг Трансформаторы возбуждались трехфазным током со сдвигом 120 градусов по фазе друг относительно друга, шум измеряли при возбуждении при 1,7 Тл, 50 Гц. Микрофон использовали для измерения шума в (двух) положениях, удаленных на 20 см от поверхности железного сердечника, уровень шума представляли в единицах дБА с частотной коррекцией по шкале A (JIS С 1509).
В таблице 3 приведены результаты измерений.

В случае стального листа №13, который представляет собой сравнительный пример, наблюдается увеличение шума после обработки по измельчению магнитных доменов. Предположительно, причина в том, что образовано слишком много замыкающих доменов в стальном листе и соответственно увеличена магнитная деформация.
В противоположность этому, стальные листы №22 и №27, которые являются примерами изобретения, демонстрируют снижение шума после обработки по измельчению магнитных доменов. Считается, что хотя замыкающие домены X, созданные облучением, вызывают, подобно ланцетным доменам, увеличение магнитной деформации, увеличение замыкающих доменов, созданных при облучении, больше, чем компенсируется уменьшением ланцетных доменов, приводя к благоприятному условию для снижения магнитной деформации в целом.
Claims (2)
1. Лист текстурированной электротехнической стали, включающий области X замыкающих доменов, сформированные для разделения магнитных доменов стального листа в направлении прокатки, от одного конца до другого в направлении ширины стального листа, в линейной или криволинейной форме, и периодически расположенные в направлении прокатки, при выполнении условия, определяемого выражением (1):

где t - толщина листа в миллиметрах; w - наименьшая ширина в микрометрах областей X, измеренных на передней и задней поверхностях стального листа, соответственно, с использованием метода Биттера; и s - среднее число областей X, находящихся в одном кристаллическом зерне.
где t - толщина листа в миллиметрах; w - наименьшая ширина в микрометрах областей X, измеренных на передней и задней поверхностях стального листа, соответственно, с использованием метода Биттера; и s - среднее число областей X, находящихся в одном кристаллическом зерне.
2. Способ изготовления листа текстурированной электротехнической стали по п. 1, включающий облучение одной поверхности стального листа лазерным пучком или пучком электронов, причем в зависимости от среднего размера зерна стального листа регулируют по меньшей мере один из следующих параметров, включающих интервал L периодического облучения в направлении прокатки, энергию Ε облучения и диаметр а пучка для формирования областей X замыкающих доменов для разделения магнитных доменов стального листа в направлении прокатки, от одного конца до другого в направлении ширины стального листа, в линейной или криволинейной форме, и периодически расположенные в направлении прокатки.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011-282271 | 2011-12-22 | ||
| JP2011282271 | 2011-12-22 | ||
| PCT/JP2012/008202 WO2013094218A1 (ja) | 2011-12-22 | 2012-12-21 | 方向性電磁鋼板およびその製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2572636C1 true RU2572636C1 (ru) | 2016-01-20 |
Family
ID=48668135
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2014130094/02A RU2572636C1 (ru) | 2011-12-22 | 2012-12-21 | Лист текстурированной электротехнической стали и способ его изготовления |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10020101B2 (ru) |
| EP (1) | EP2796583B1 (ru) |
| JP (1) | JP5761375B2 (ru) |
| KR (1) | KR101551782B1 (ru) |
| CN (1) | CN104011241B (ru) |
| IN (1) | IN2014MN01092A (ru) |
| RU (1) | RU2572636C1 (ru) |
| WO (1) | WO2013094218A1 (ru) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6010907B2 (ja) * | 2011-12-28 | 2016-10-19 | Jfeスチール株式会社 | 方向性電磁鋼板およびその製造方法 |
| KR101681822B1 (ko) | 2012-04-27 | 2016-12-01 | 신닛테츠스미킨 카부시키카이샤 | 방향성 전자 강판 및 그 제조 방법 |
| JP6015723B2 (ja) * | 2013-08-30 | 2016-10-26 | Jfeスチール株式会社 | 低騒音変圧器鉄心用方向性電磁鋼板の製造方法 |
| JP6160376B2 (ja) * | 2013-09-06 | 2017-07-12 | Jfeスチール株式会社 | 変圧器鉄心用方向性電磁鋼板およびその製造方法 |
| JP6060988B2 (ja) | 2015-02-24 | 2017-01-18 | Jfeスチール株式会社 | 方向性電磁鋼板及びその製造方法 |
| EP3409796B1 (en) * | 2016-01-25 | 2021-05-05 | JFE Steel Corporation | Grain-oriented electrical steel sheet and method for manufacturing same |
| JP2017106117A (ja) * | 2017-01-04 | 2017-06-15 | Jfeスチール株式会社 | 変圧器鉄心用方向性電磁鋼板およびその製造方法 |
| CA3086308C (en) * | 2018-01-31 | 2023-06-20 | Jfe Steel Corporation | Grain-oriented electrical steel sheet, wound transformer core using the same, and method for producing wound core |
| WO2019189859A1 (ja) * | 2018-03-30 | 2019-10-03 | Jfeスチール株式会社 | 変圧器用鉄心 |
| KR102162984B1 (ko) * | 2018-12-19 | 2020-10-07 | 주식회사 포스코 | 방향성 전기강판 및 그의 제조 방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2301839C2 (ru) * | 2003-03-19 | 2007-06-27 | Ниппон Стил Корпорейшн | Текстурированный лист из электротехнической стали с высокими электрическими характеристиками и способ его изготовления |
| RU2378395C1 (ru) * | 2006-05-24 | 2010-01-10 | Ниппон Стил Корпорейшн | Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике |
Family Cites Families (23)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5819440A (ja) | 1981-07-24 | 1983-02-04 | Nippon Steel Corp | 電磁鋼板の鉄損特性向上方法 |
| JPS58144424A (ja) * | 1982-02-19 | 1983-08-27 | Kawasaki Steel Corp | 低鉄損方向性電磁鋼板の製造方法 |
| JPS6092479A (ja) | 1983-10-27 | 1985-05-24 | Kawasaki Steel Corp | 歪取り焼鈍によつて特性が劣化しない低鉄損の方向性けい素鋼板およびその製造方法 |
| JPH0615694B2 (ja) * | 1987-04-17 | 1994-03-02 | 川崎製鉄株式会社 | 方向性けい素鋼板の鉄損低減方法 |
| JPH0659685B2 (ja) | 1988-06-28 | 1994-08-10 | キョーラク株式会社 | プラスチック中空体の成形方法 |
| JPH0765106B2 (ja) | 1988-10-26 | 1995-07-12 | 川崎製鉄株式会社 | 低鉄損一方向性けい素鋼板の製造方法 |
| JP2719832B2 (ja) | 1989-06-09 | 1998-02-25 | ユーホーケミカル株式会社 | はんだペースト |
| JPH0372026A (ja) * | 1989-08-11 | 1991-03-27 | Nippon Steel Corp | 鉄損の著しく優れた高磁束密度一方向性電磁鋼板の製造方法 |
| JPH0372027A (ja) * | 1989-08-11 | 1991-03-27 | Nippon Steel Corp | 鉄損の優れた高磁束密度一方向性電磁鋼板の製造方法 |
| JP3023242B2 (ja) | 1992-05-29 | 2000-03-21 | 川崎製鉄株式会社 | 騒音特性の優れた低鉄損一方向性珪素鋼板の製造方法 |
| JPH0765106A (ja) | 1993-08-25 | 1995-03-10 | Fuji Electric Co Ltd | バーコード読取り装置 |
| DE69835923T2 (de) * | 1997-01-24 | 2007-09-13 | Nippon Steel Corp. | Verfahren und vorrichtung zur herstellung von kornorientiertem stahlblech mit hervorragenden magnetischen eigenschaften |
| JP3386727B2 (ja) | 1998-09-29 | 2003-03-17 | 川崎製鉄株式会社 | 保磁力の低い低鉄損一方向性珪素鋼板の製造方法 |
| DE60139222D1 (de) | 2000-04-24 | 2009-08-27 | Nippon Steel Corp | Kornorientiertes Elektroblech mit ausgezeichneten magnetischen Eigenschaften |
| JP4091749B2 (ja) * | 2000-04-24 | 2008-05-28 | 新日本製鐵株式会社 | 磁気特性の優れた方向性電磁鋼板 |
| JP4123679B2 (ja) | 2000-04-25 | 2008-07-23 | Jfeスチール株式会社 | 方向性電磁鋼板の製造方法 |
| JP4216488B2 (ja) | 2000-05-12 | 2009-01-28 | 新日本製鐵株式会社 | 方向性電磁鋼板及びその製造方法 |
| JP4585101B2 (ja) | 2000-08-25 | 2010-11-24 | 新日本製鐵株式会社 | 低騒音トランス用電磁鋼板 |
| JP4344264B2 (ja) | 2004-03-08 | 2009-10-14 | 新日本製鐵株式会社 | 低鉄損一方向性電磁鋼板 |
| JP4616623B2 (ja) * | 2004-11-18 | 2011-01-19 | 新日本製鐵株式会社 | 方向性電磁鋼板の製造方法 |
| BR112013002087B1 (pt) * | 2010-07-28 | 2021-03-23 | Nippon Steel Corporation | Chapa de aço elétrico com grão orientado e método de produção da mesma |
| US9646749B2 (en) | 2011-12-27 | 2017-05-09 | Jfe Steel Corporation | Grain-oriented electrical steel sheet |
| JP6007501B2 (ja) * | 2012-02-08 | 2016-10-12 | Jfeスチール株式会社 | 方向性電磁鋼板 |
-
2012
- 2012-12-21 RU RU2014130094/02A patent/RU2572636C1/ru active
- 2012-12-21 IN IN1092MUN2014 patent/IN2014MN01092A/en unknown
- 2012-12-21 JP JP2013550134A patent/JP5761375B2/ja active Active
- 2012-12-21 WO PCT/JP2012/008202 patent/WO2013094218A1/ja active Application Filing
- 2012-12-21 US US14/367,654 patent/US10020101B2/en active Active
- 2012-12-21 CN CN201280063637.4A patent/CN104011241B/zh active Active
- 2012-12-21 KR KR1020147016938A patent/KR101551782B1/ko active IP Right Grant
- 2012-12-21 EP EP12860627.4A patent/EP2796583B1/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2301839C2 (ru) * | 2003-03-19 | 2007-06-27 | Ниппон Стил Корпорейшн | Текстурированный лист из электротехнической стали с высокими электрическими характеристиками и способ его изготовления |
| RU2378395C1 (ru) * | 2006-05-24 | 2010-01-10 | Ниппон Стил Корпорейшн | Лист текстурированной электротехнической стали с улучшенными характеристиками потерь в сердечнике |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2013094218A8 (ja) | 2014-06-05 |
| IN2014MN01092A (ru) | 2015-07-03 |
| US20150034211A1 (en) | 2015-02-05 |
| CN104011241B (zh) | 2016-06-29 |
| KR101551782B1 (ko) | 2015-09-09 |
| WO2013094218A1 (ja) | 2013-06-27 |
| JPWO2013094218A1 (ja) | 2015-04-27 |
| EP2796583A4 (en) | 2015-05-06 |
| EP2796583B1 (en) | 2017-03-29 |
| JP5761375B2 (ja) | 2015-08-12 |
| US10020101B2 (en) | 2018-07-10 |
| EP2796583A1 (en) | 2014-10-29 |
| CN104011241A (zh) | 2014-08-27 |
| KR20140103973A (ko) | 2014-08-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2572636C1 (ru) | Лист текстурированной электротехнической стали и способ его изготовления | |
| JP5613972B2 (ja) | 鉄損特性の優れた一方向性電磁鋼板 | |
| EP2602344B1 (en) | Oriented electromagnetic steel plate | |
| KR101345469B1 (ko) | 방향성 전자기 강판 및 그 제조 방법 | |
| RU2570250C1 (ru) | Текстурированный лист из электротехнической стали | |
| RU2509814C1 (ru) | Электротехническая листовая сталь с ориентированными зернами и способ ее производства | |
| JP4593678B2 (ja) | 低鉄損一方向性電磁鋼板及びその製造方法 | |
| RU2597190C1 (ru) | Лист электротехнической текстурированной стали для железного сердечника и способ его изготовления | |
| RU2611457C2 (ru) | Текстурированный лист электротехнической стали и способ его изготовления | |
| JP5771620B2 (ja) | 低鉄損高磁束密度の方向性電磁鋼板 | |
| RU2570591C1 (ru) | Текстурированный лист из электротехнической стали | |
| WO2013099281A1 (ja) | 方向性電磁鋼板およびその製造方法 | |
| JP4344264B2 (ja) | 低鉄損一方向性電磁鋼板 | |
| JP4719319B2 (ja) | 一方向性電磁鋼板及びその製造方法 | |
| JPWO2020158732A1 (ja) | 方向性電磁鋼板及びその製造方法 | |
| WO2016002043A1 (ja) | レーザ加工装置 | |
| JP2002356750A (ja) | 低鉄損、低騒音の方向性電磁鋼板及びその製造方法 | |
| RU2710496C1 (ru) | Текстурированный лист из электротехнической стали и способ производства такого листа | |
| JP4276618B2 (ja) | 低鉄損一方向性電磁鋼板 | |
| JP2002069594A (ja) | 低騒音トランス用電磁鋼板 | |
| EP4199015A1 (en) | Wound core | |
| RU2575271C1 (ru) | Текстурированный лист электротехнической стали и способ его изготовления | |
| JP2007277643A (ja) | 低鉄損一方向性電磁鋼板 | |
| JP2004197126A (ja) | 透磁率の高い方向性電磁鋼板および方向性電磁鋼板の透磁率を増加させる方法 |