RU2385373C1 - Поточная линия для сборки стрелочных переводов - Google Patents
Поточная линия для сборки стрелочных переводов Download PDFInfo
- Publication number
- RU2385373C1 RU2385373C1 RU2008146340/11A RU2008146340A RU2385373C1 RU 2385373 C1 RU2385373 C1 RU 2385373C1 RU 2008146340/11 A RU2008146340/11 A RU 2008146340/11A RU 2008146340 A RU2008146340 A RU 2008146340A RU 2385373 C1 RU2385373 C1 RU 2385373C1
- Authority
- RU
- Russia
- Prior art keywords
- bars
- track
- line
- rails
- trolleys
- Prior art date
Links
Images

Landscapes
- Warehouses Or Storage Devices (AREA)
Abstract
Изобретение относится к железнодорожному транспорту. Поточная линия для сборки стрелочных переводов, преимущественно с железобетонными брусьями, включает в свой состав транспортный конвейер, состоящий из тележек-спутников, использующий рабочий и возвратный пути, рабочие позиции с передвижными исполнительными агрегатами, выполняющими последовательно на позициях раскладку брусьев со снабжением их прокладками, подкладками, укладку на брусья рельсов, операции по вставлению сборок закладных и клеммных болтов. Каждая тележка-спутник выполнена в виде сплотки сменных тележек минимум с тремя продольными опорами под брусья каждая. В начале линии размещен склад сменных тележек с разным расположением продольных опор для разных типов стрелочных переводов. Линия снабжена передвижным агрегатом точной установки брусьев по эпюре и "шнуру" и передвижным агрегатом установки рельсов по колее и ординатам, снабженных программой позиционирования их рабочих устройств в зависимости от считываемого расстояния. Агрегат для вставления сборок закладных и клеммных болтов оборудован подъемными люльками, каждая из которых имеет возможность перемещаться в вертикальной плоскости и поперек колеи с помощью силовых цилиндров. В конце линии установлено поворотное устройство для разворота блоков стрелочного перевода. Достигается повышение эксплуатационных характеристик. 8 ил.
Description
Изобретение относится к области механизации путевого хозяйства железнодорожного транспорта и может быть использовано при сборке стрелочных переводов железнодорожного пути на производственных базах.
Известен стенд для сборки стрелочных переводов (журнал «Путь и путевое хозяйство», 2005 г., №8), на котором с помощью шаблонной линейки с нанесенными отметками оси бруса, боковых и торцевых упоров раскладывают брусья и рельсы краном. К недостаткам, при применении известного стенда, следует отнести необходимость применения ручного труда при точной раскладке брусьев и последовательное выполнение всех операций по сборке стрелочного перевода на одном месте, что снижает производительность.
Известны стенды для сборки стрелочных переводов, содержащие шаблоны для раскладки шпал по эпюре, например по а.с. СССР 317746, Е01В 7/00 шаблон для раскладки шпал по эпюре выполнен в виде многогранной рейки, установленной параллельно оси основного пути; по пат. РФ 2007507, Е01 В 29/24, Е01В 7/00 шаблоном служат штыри для попадания на них сквозных отверстий в брусьях под закладные болты. К недостаткам, при применении известных стендов, следует отнести необходимость применения ручного труда при точной раскладке брусьев, разноске всех элементов скреплений (прокладок, подкладок и прочих) и последовательное выполнение всех операций по сборке стрелочного перевода на одной позиции, что значительно снижает производительность. Кроме того, применение в обоих стендах шаблона позволяет производить сборку только одной марки стрелочного перевода. В случае ее изменения (правый перевод, левый или перекрестный перевод, марки 1/9, 1/11 и другие) требуется перестроить шаблон, на что требуется дополнительное время.
Известно «Устройство для сборки рельсошпальной решетки железнодорожного пути», а.с. СССР 1120050, Е01В 29/26, в котором брусья раскладывают по шаблону, а по объемлющему пути перемещается тележка, оборудованная устройствами для установки колеи и соединения рельсов с брусьями. Отметим некоторые недостатки известного устройства. Во-первых, применение ручного труда при установке на место каждого бруса и разноске всех элементов скреплений, во-вторых - сложность перенастройки шаблона при сборке стрелочного перевода другой марки или другого направления, в-третьих, - это крайне низкая производительность, так как все операции по сборке стрелочного перевода выполняются на одной и той же позиции, то есть время сборки каждого перевода определяется как сумма времен выполнения отдельных операций сборки.
Известна поточная линия для сборки звеньев железнодорожного пути (Пат. РФ 2260089, Е01В 29/24 // B65G 25/04. Поточная линия для сборки звеньев железнодорожного пути.), принятая за прототип, выполненная в виде замкнутого с помощью перегрузочных устройств контура с перемещающимися по приводным роликам тележками-спутниками, длина которых переменна за счет их стыковки друг с другом в сплотки, при длине одиночной тележки-спутника значительно меньше длины собираемого звена. Вдоль транспортной системы размещены стационарные и передвижные агрегаты технологического оборудования, выполняющие последовательно на позициях раскладку шпал со снабжением их прокладками, подкладками и вставлением закладных болтов, укладку на шпалы рельсов, операции по вставлению сборок закладных и клеммных болтов с завинчиванием гаек. Одновременное и независимое выполнение последовательных технологических операций обеспечивает высокопроизводительную и ритмичную работу линии.
Недостатками известной линии являются ее значительная длина, что затрудняет установку линии внутри цеха, также не решен вопрос с механизацией трудоемких операций, например вставление сборок закладных и клеммных болтов, кроме того, для обеспечения сборки стрелочных переводов на данной линии необходимы дополнительные устройства.
Предлагаемое изобретение решает задачу создания поточной линии для сборки стрелочных переводов, обеспечивающей сборку стрелочных переводов разных типов, марок и направлений без перенастройки линии на сборку стрелочного перевода другого вида. При этом сборка стрелочных переводов должна производиться одновременно на нескольких позициях при максимальной механизации операций на отдельных позициях, то есть операции по раскладке брусьев по эпюре, развозке элементов скреплений, вставление сборок закладных и клеммных болтов должны выполняться с минимумом ручного труда.
Задача решается за счет того, что в известной поточной линии для сборки стрелочных переводов, преимущественно с железобетонными брусьями, включающей в свой состав транспортный конвейер, состоящий из тележек-спутников, длина которых переменна за счет их состыковки друг с другом в сплотки, использующих рабочий и возвратный пути, рабочие позиции с передвижными исполнительными агрегатами, выполняющими последовательно на позициях раскладку брусьев со снабжением их прокладками, подкладками и вставлением закладных болтов, укладку на брусья рельсов, операции по вставлению сборок закладных и клеммных болтов, каждая тележка-спутник выполнена в виде сплотки сменных тележек минимум с тремя продольными опорами под брусья каждая, при этом в начале линии размещен склад сменных тележек с разным расположением продольных опор для разных типов стрелочных переводов, кроме того линия снабжена передвижным агрегатом точной установки брусьев по эпюре и шнуру и передвижным агрегатом установки рельсов по колее и ординатам, снабженных программой позиционирования их рабочих устройств в зависимости от считываемого расстояния, кроме этого агрегат для вставления сборок закладных и клеммных болтов оборудован подъемными люльками, каждая из которых имеет возможность перемещаться в вертикальной плоскости и поперек колеи с помощью силовых цилиндров, а в конце линии установлено поворотное устройство для разворота блоков стрелочного перевода.
Таким образом, решается задача поточной сборки стрелочных переводов разных типов, марок и направлений без перенастройки линии на сборку стрелочного перевода другого вида, при этом сборка стрелочных переводов производится одновременно на нескольких позициях при максимальной механизации операций на отдельных позициях.
Суть технического решения поточной линии поясняется чертежами.
Фиг.1 - общий вид поточной линии в плане (начало линии).
Фиг.2 - продолжение поточной линии в плане на фиг.1.
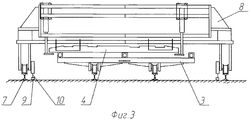
Фиг.3 - передвижной агрегат для точной установки брусьев.
Фиг.4 - передвижной агрегат, несущий бункера со скреплениями.
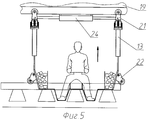
Фиг.5 - подъемная люлька для операторов в рабочем положении.
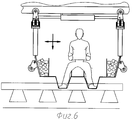
Фиг.6 - подъемная люлька для операторов в поднятом положении.
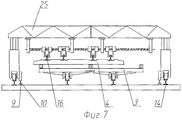
Фиг.7 - передвижной агрегат для установки рельсов по колее и ординатам.
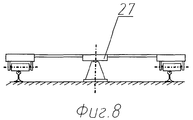
Фиг.8 - поворотное устройство.
На фиг.1 и фиг.2 показана схема расположения заявляемой поточной линии для сборки стрелочных переводов, на которой сборка стрелочных переводов осуществляется на пяти позициях (II-VI), а позиции I и VII - вспомогательные. На поз. I размещен на рельсовом пути 1 склад 2 сменных тележек 3 с разным расположением продольных опор для разных типов стрелочных переводов, из которых собирается сплотка тележек на определенный тип стрелочного перевода. Поз. II предназначена для размещения, например, сплотки тележек 3, на которую предварительно, в требуемой последовательности со сдвигом, раскладываются брусья 4 с помощью крана 5, перемещаемого на подкрановом пути 6. На поз. III расположен объемлющий путь 7 для перемещения по нему передвижного агрегата 8 (фиг.3), предназначенного для установки брусьев 4 по эпюре и "шнуру". Для позиционирования агрегата 8 используется, например, стационарно уложенная цепь 9 и перекатываемая по ней звездочка 10. Здесь же размещен передвижной агрегат 11 (фиг.4), несущий бункера с запасом элементов скреплений 12 и рабочие места операторов 13. Поз. III может быть размещена в цеховом помещении 14. Поз. IV предназначена для раскладки на железобетонные брусья 4 с помощью крана 5 или крана 15 тяжелых металлических элементов, крестовины (на черт. не показаны) и рельсов 16. На поз. V, которую также возможно разместить в цехе 17, на объемлющем пути 18 размещен передвижной бункер 19 сборок закладных и клеммных болтов с подъемными люльками 20 для операторов, предназначенными для удобства выполнения операций вставления сборок закладных и клеммных болтов (фиг.5, 6). Каждая подъемная люлька 20, которых может быть, например, две, размещена внутри рельсовой колеи стрелочного перевода, подвешена к бункеру 19 на подвесках 21 и имеет направляющие ролики 22 для упора в рельсы 16 стрелочного перевода при опускании люльки 20 в рабочее положение силовыми цилиндрами 23, которые предназначены и для подъема люльки 20 над рельсами 16 при ее перемещении вместе с бункером 19 к следующему брусу 4. Силовой цилиндр 24, закрепленный на бункере 19, предназначен для перемещения люльки 20 поперек колеи для ориентирования ее положения (места оператора) относительно обрабатываемого бруса 4. На поз. V на объемлющем пути 18 также размещены передвижной агрегат 25 (фиг.7) для установки рельсов по колее и ординатам, для позиционирования которого используется, например, стационарно уложенная цепь 9 и перекатываемая по ней звездочка 10, и передвижной агрегат 26 для завинчивания гаек клеммных и закладных болтов. Поз. VI предназначена для расстыковывания рельсов 16 при разделении собранного стрелочного перевода на блоки и их отгрузки (на черт. не показано). На поз. VII смонтировано поворотное устройство 27 типа карусель (фиг.8), предназначенное для разворота, при необходимости, блока стрелочного перевода в зависимости от направления его укладки в путь. Возвратный путь 28 предназначен для размещения освобожденной от стрелочного перевода сплотки тележек 3 с помощью крана 15, по которому сплотка тележек 3 возвращается на исходную позицию, где краном 5 устанавливается на рельсовый путь 1 к поз. II. Проходной путь 29 предназначен для подачи материалов собираемого стрелочного перевода и уборки готовых блоков собранного стрелочного перевода. В зависимости от путевого развития предназначение путей 28 и 29 может поменяться.
Работа поточной линии для сборки стрелочных переводов осуществляется следующим образом.
На поз. II с возвратного пути 28 подается сплотка тележек 3, перегруженная краном 5, перемещаемым на подкрановом пути 6, на рельсовый путь 1. Далее, если собирается такой же стрелочный перевод, краном 5 на сплотку тележек 3 предварительно раскладывают в требуемой последовательности, с некоторым забегом вперед, комплект железобетонных брусьев 4 для одного стрелочного перевода (на фиг.1 штрихом показано требуемое положение бруса 4). Затем сплотка тележек 3 с комплектом брусьев 4, предварительно разложенных в требуемой последовательности, перемещают на поз. III (привод перемещения на черт. не показан). В том случае, если необходимо собрать стрелочный перевод другого типа (правый, левый, симметричный, двойной перекрестный), часть тележек в сплотке тележек 3 заменяют сменными тележками со склада 2 на поз. I краном 5 и собирают новую сплотку тележек и уже на нее предварительно раскладывают в требуемой последовательности, с некоторым забегом вперед, комплект железобетонных брусьев 4 для одного стрелочного перевода и перемещают на поз. III. На освободившееся место на поз. II на рельсовый путь 1 краном 5 подается освободившаяся, например, сплотка тележек 3 с возвратного пути 28, или, в зависимости от типа собираемого стрелочного перевода, со склада 2 сменных тележек производят замену некоторых тележек на сменные, собирают новую сплотку тележек и предварительно раскладывают в требуемой последовательности комплект брусьев 4 для следующего стрелочного перевода. На поз. III, в это время (фиг.3), перемещаяется по объемлющему пути 7 по заданной программе позиционирования, считываемой с помощью, например, вала со звездочкой 10, перекатываемой по стационарно уложенной цепи 9, передвижной агрегат 8 точной установки брусьев по эпюре и "шнуру". Здесь же, на поз. III, по объемлющему пути 7 перемещается агрегат 11 (фиг.4), на котором размещены бункеры 12 с элементами скреплений и рабочие места операторов 13. Каждый железобетонный брус 4, при его ориентировании, поднимается на некоторую высоту для удобства выполнения работы операторов (на черт. не показан). Поз. III может быть размещена в цеховом помещении 14. Сплотку тележек 3 с точно установленными на ней брусьями 4 перемещают на поз. IV, где с помощью крана 5 или крана 15, перемещаемого на подкрановом пути 6, на брусья 4 раскладывают тяжелые металлические детали, крестовину и рельсы 16. После этого сплотка тележек 3 перемещается на поз. V, где рельсы 16 состыковывают и производят вставление сборок закладных и клеммных болтов. В связи с тем, что эту операцию, выполняемую вручную, сложно и неудобно выполнять, перешагивая через железобетонные брусья и рельсы, она производится операторами, находящимися на подъемных люльках 20 (фиг.5, 6). Каждая люлька 20, размещенная внутри рельсовой колеи стрелочного перевода, подвешена к бункеру 19 на подвесках 21. В рабочее положение подъемную люльку 20 опускают с помощью силовых цилиндров 23, направляющие ролики 22, упираясь в рельсы 16 стрелочного перевода, определяют положение люльки на рельсах 16. Ориентирование положения подъемной люльки 20 (места оператора) относительно обрабатываемого бруса 4 производят движениями поперек колеи с помощью силового цилиндра 24, закрепленного на бункере 19. По окончании операции по вставлению сборок закладных и клеммных болтов на брусе 4 люльки 20 поднимают силовыми цилиндрами 23 над рельсами 16 и перемещают вместе с бункером 19 к следующему брусу 4. Использование подъемных люлек 20 позволяет операторам занять удобную позу при вставлении сборок закладных и клеммных болтов, что улучшает условия труда операторов. Следом перемещается агрегат 25, с помощью которого рельсы 16 устанавливают по колее и ординатам в соответствии с программным устройством, например вала со звездочкой 10, перекатываемой по стационарно уложенной цепи 9 (фиг.7). Закрепляют рельсы 16 посредством завинчивания гаек клеммных и закладных болтов гайковертами, расположенными на передвижном агрегате 26. Поз. V также может быть размещена в закрытом помещении 17. Собранный стрелочный перевод перемещают на поз. VI, где рельсы 16 стрелочного перевода расстыковывают, разделяя тем самым стрелочный перевод на блоки (эта операция может выполняться и на поз. V). Блоки стрелочного перевода краном 15 перегружают на склад или на спецсостав на проходном пути 29. Освободившаяся сплотка тележек 3 также с помощью крана 15 переставляется на возвратный путь 28 и перемещается к поз. II. Для уменьшения количества сменных тележек и количества программ при сборке тех же типов и марок стрелочных переводов блоки стрелочного перевода обратного направления (четное - нечетное), подают на установленное в конце линии поворотное устройство 27, например, типа карусель, на котором поданный краном каждый блок перед отгрузкой разворачивают. Работа по сборке на всех позициях производится одновременно, поэтому время сборки стрелочного перевода равно времени выполнения операций на одной из позиций, наибольшей по времени.
Claims (1)
- Поточная линия для сборки стрелочных переводов, преимущественно с железобетонными брусьями, включающая в свой состав транспортный конвейер, состоящий из тележек-спутников, использующий рабочий и возвратный пути, рабочие позиции с передвижными исполнительными агрегатами, выполняющими последовательно на позициях раскладку брусьев со снабжением их прокладками, подкладками, укладку на брусья рельсов, операции по вставлению сборок закладных и клеммных болтов, завинчиванию гаек, отличающаяся тем, что каждая тележка-спутник выполнена в виде сплотки сменных тележек минимум с тремя продольными опорами под брусья каждая, при этом в начале линии размещен склад сменных тележек с разным расположением продольных опор для разных типов стрелочных переводов, кроме того линия снабжена передвижным агрегатом точной установки брусьев по эпюре и "шнуру" и передвижным агрегатом установки рельсов по колее и ординатам, снабженных программой позиционирования их рабочих устройств в зависимости от считываемого расстояния, кроме этого агрегат для вставления сборок закладных и клеммных болтов оборудован подъемными люльками, каждая из которых имеет возможность перемещаться в вертикальной плоскости и поперек колеи с помощью силовых цилиндров, а в конце линии установлено поворотное устройство для разворота блоков стрелочного перевода.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008146340/11A RU2385373C1 (ru) | 2008-11-24 | 2008-11-24 | Поточная линия для сборки стрелочных переводов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008146340/11A RU2385373C1 (ru) | 2008-11-24 | 2008-11-24 | Поточная линия для сборки стрелочных переводов |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2385373C1 true RU2385373C1 (ru) | 2010-03-27 |
Family
ID=42138411
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008146340/11A RU2385373C1 (ru) | 2008-11-24 | 2008-11-24 | Поточная линия для сборки стрелочных переводов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2385373C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2715318C1 (ru) * | 2019-07-01 | 2020-02-26 | Федеральное государственное казённое военное образовательное учреждение высшего образования "Военная академия материально-технического обеспечения им. генерала армии А.В. Хрулёва" Министерства обороны Российской Федерации | Способ обособленного длительного хранения элементов рельсошпальной решётки железнодорожного пути на деревянных шпалах |
| RU2724078C1 (ru) * | 2019-07-01 | 2020-06-19 | Федеральное государственное казённое военное образовательное учреждение высшего образования "Военная академия материально-технического обеспечения им. генерала армии А.В. Хрулёва" Министерства обороны Российской Федерации | Способ обособленного длительного хранения элементов одиночного железнодорожного стрелочного перевода на деревянных шпалах |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1093740A1 (ru) * | 1983-01-11 | 1984-05-23 | Донецкое Отделение Всесоюзного Проектного И Научно-Исследовательского Института Промышленного Транспорта | Стенд дл сборки стрелочных переводов |
| FR2546924A1 (fr) * | 1983-06-03 | 1984-12-07 | Matisa Materiel Ind Sa | Machine ferroviaire pour la pose et la depose de troncons ou d'appareils de voie montes |
| RU2007507C1 (ru) * | 1991-07-04 | 1994-02-15 | Проектно-конструкторско-технологическое бюро путевых машин Хабаровского института инженеров железнодорожного транспорта | Стенд для сборки стрелочных переводов |
-
2008
- 2008-11-24 RU RU2008146340/11A patent/RU2385373C1/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1093740A1 (ru) * | 1983-01-11 | 1984-05-23 | Донецкое Отделение Всесоюзного Проектного И Научно-Исследовательского Института Промышленного Транспорта | Стенд дл сборки стрелочных переводов |
| FR2546924A1 (fr) * | 1983-06-03 | 1984-12-07 | Matisa Materiel Ind Sa | Machine ferroviaire pour la pose et la depose de troncons ou d'appareils de voie montes |
| RU2007507C1 (ru) * | 1991-07-04 | 1994-02-15 | Проектно-конструкторско-технологическое бюро путевых машин Хабаровского института инженеров железнодорожного транспорта | Стенд для сборки стрелочных переводов |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2715318C1 (ru) * | 2019-07-01 | 2020-02-26 | Федеральное государственное казённое военное образовательное учреждение высшего образования "Военная академия материально-технического обеспечения им. генерала армии А.В. Хрулёва" Министерства обороны Российской Федерации | Способ обособленного длительного хранения элементов рельсошпальной решётки железнодорожного пути на деревянных шпалах |
| RU2724078C1 (ru) * | 2019-07-01 | 2020-06-19 | Федеральное государственное казённое военное образовательное учреждение высшего образования "Военная академия материально-технического обеспечения им. генерала армии А.В. Хрулёва" Министерства обороны Российской Федерации | Способ обособленного длительного хранения элементов одиночного железнодорожного стрелочного перевода на деревянных шпалах |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9428372B2 (en) | Support assembly | |
| CA2751533C (en) | Apparatus and method for the handling of railway sleepers | |
| RU2385373C1 (ru) | Поточная линия для сборки стрелочных переводов | |
| CN112878120A (zh) | 一种有砟道岔机械化换铺施工方法 | |
| US11976424B2 (en) | Railroad maintenance systems and methods | |
| US7370586B2 (en) | Rail track delivery and removal | |
| AU2014249695B2 (en) | System for guiding rails on a rail train | |
| RU2373319C1 (ru) | Поточная линия для сборки стрелочных переводов железнодорожного пути | |
| JP3985979B2 (ja) | トンネル補修拡幅装置 | |
| CA2707321C (en) | Method for the installation of slab tracks in twin tube tunnels | |
| RU2210654C2 (ru) | Поточная линия для ремонта звеньев рельсошпальной решетки железнодорожного пути | |
| CN119121709A (zh) | 一种护轮轨式无砟道床施工方法 | |
| RU185951U1 (ru) | Междупутное переводное и соединяющее устройство | |
| US6745452B1 (en) | Apparatus for assembling temporary road mats | |
| US2182057A (en) | Shifting carriage for rails and the like | |
| RU2382134C1 (ru) | Способ сборки стрелочных переводов | |
| RU2285080C1 (ru) | Автоматизированная линия сборки рельсошпальных решеток железнодорожного пути | |
| RU2374377C2 (ru) | Способ поточной сборки стрелочных переводов | |
| RU2307886C1 (ru) | Устройство для укладки рельсов на подкладки шпал преимущественно для звеносборочных линий | |
| RU2424392C1 (ru) | Способ сборки стрелочных переводов | |
| CN212375715U (zh) | 一种转向架更换系统 | |
| US3713396A (en) | Single turntable apparatus for positioning railroad ties | |
| RU2355843C1 (ru) | Передвижное устройство для установки железобетонных брусьев стрелочного перевода по эпюре и ординатам | |
| RU2304191C1 (ru) | Поточная линия для сборки звеньев железнодорожного пути | |
| RU2361032C1 (ru) | Линия для ремонта звеньев железнодорожного пути с железобетонными шпалами |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20111125 |