RU2377103C1 - Способ иглошевингования спироидных червяков - Google Patents
Способ иглошевингования спироидных червяков Download PDFInfo
- Publication number
- RU2377103C1 RU2377103C1 RU2008143035/02A RU2008143035A RU2377103C1 RU 2377103 C1 RU2377103 C1 RU 2377103C1 RU 2008143035/02 A RU2008143035/02 A RU 2008143035/02A RU 2008143035 A RU2008143035 A RU 2008143035A RU 2377103 C1 RU2377103 C1 RU 2377103C1
- Authority
- RU
- Russia
- Prior art keywords
- worm
- spiroid
- coil
- processed
- needle
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims abstract description 28
- 238000005520 cutting process Methods 0.000 claims abstract description 5
- 238000001467 acupuncture Methods 0.000 claims description 7
- 230000013011 mating Effects 0.000 claims 1
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 230000000694 effects Effects 0.000 abstract description 2
- 239000000126 substance Substances 0.000 abstract 1
- 239000000463 material Substances 0.000 description 8
- 230000007704 transition Effects 0.000 description 5
- 229910000831 Steel Inorganic materials 0.000 description 3
- 238000003801 milling Methods 0.000 description 3
- 238000005096 rolling process Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229910000906 Bronze Inorganic materials 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 2
- 239000010974 bronze Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 238000011089 mechanical engineering Methods 0.000 description 2
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 238000004049 embossing Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 230000012447 hatching Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images

Landscapes
- Gears, Cams (AREA)
Abstract
Способ включает сообщение обрабатываемой заготовке вращательного движения, а инструменту в виде иглошевера принудительного вращательного движения и продольной подачи, равной шагу обрабатываемого червяка за один его оборот. При этом иглошевер выполняют в виде диска с кольцевым витком на торце, причем на внешней боковой поверхности витка расположены режущие элементы, изготовленные из проволочного ворса и состоящие из большого числа проволочек, которые жестко закреплены в радиальных пазах витка. При этом толщину зуба профиля витка выбирают из условия его свободного расположения во впадине между зубьями обрабатываемого червяка. При этом средний диаметр кольцевого витка выполняют равным диаметру сопряженного спироидного колеса, образующего с обрабатываемым спироидным червяком спироидную передачу. Технический результат: повышение качества обработки, упрощение конструкции и снижение трудоемкости изготовления инструмента. 12 ил., 1 табл.
Description
Изобретение относится к технологии машиностроения, к зубообработке и может быть использовано для чистовой обработки зубьев червяков спироидных передач [1].
Известен способ чистовой отделочной обработки зубьев червячных колес червячным шевером, представляющим собой червяк, на вершине и боковых сторонах которого нанесено большое число узких незатылованных зубцов, а также известен шевер для чистовой отделочной обработки зубьев червяка [2].
Недостатком известного способа и инструмента является высокая трудоемкость, сложность и дороговизна его изготовления и применения, а также возможны погрешности формы и расположения пятна контакта, при этом способ и инструмент не позволяют обрабатывать червяки спироидной передачи (см. ГОСТ 22850-77).
Задачей изобретения является повышение качества чистовой отделочной зубообработки червяков спироидной передачи, упрощение конструкции и снижение трудоемкости изготовления инструмента путем использования иглошевера, имеющего на внешней боковой поверхности витка равномерно распределенные пучки проволочного ворса.
Поставленная задача решается предлагаемым способом иглошевингования спироидных червяков, включающим сообщение обрабатываемой заготовки вращательного движения, а инструменту - иглошеверу, принудительного вращательного движения и продольной подачи, равной шагу обрабатываемого червяка за один его оборот, при этом иглошевер выполнен в виде диска с кольцевым витком на торце, причем на внешней боковой поверхности витка расположены режущие элементы, изготовленные из проволочного ворса и состоящие из большого числа проволочек, которые жестко закреплены в радиальных пазах витка, при этом толщина зуба профиля витка такова, что позволяет свободно расположить его во впадине между зубьями обрабатываемого червяка, кроме того, средний диаметр кольцевого витка равен диаметру сопряженного спироидного колеса, образующего с обрабатываемым спироидным червяком спироидную передачу.
Особенности предлагаемого способа и конструкции иглошевера для обработки спироидного червяка поясняются чертежами.
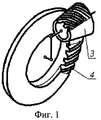
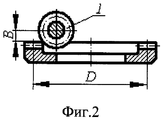
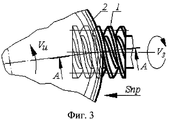
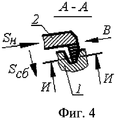
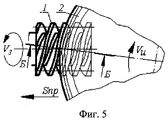
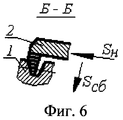
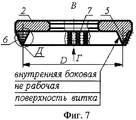
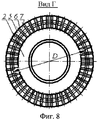
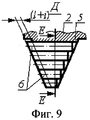
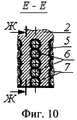
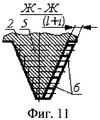
На фиг.1 показана коническая спироидная передача по ГОСТ 22850-77 с постоянным передаточным отношением и углом скрещивания осей червяка и колеса, равным 90°, общий вид; на фиг.2 - цилиндрическая спироидная передача по ГОСТ 22850-77, продольный разрез; на фиг.3 - схема зубоиглошевингования заготовки спироидного червяка его левой боковой поверхности зуба по методу обкатывания с продольной подачей, осуществляемой на зубофрезерном станке предлагаемым способом; на фиг.4 - сечение А-А на фиг.3; на фиг.5 - схема зубоиглошевингования спироидного червяка его правой боковой поверхности зуба по методу обкатывания с продольной подачей, осуществляемой на зубофрезерном станке предлагаемым способом; на фиг.6 - сечение Б-Б на фиг.5; на фиг.7 - вид по В на фиг.4, иглошевер, частичное продольное сечение; на фиг.8 - вид по Г на фиг.7, вид на торец с кольцевым витком; на фиг.9 - элемент Д на фиг.7; на фиг.10 - сечение Е-Е на фиг.9; на фиг.11 - сечение Ж-Ж на фиг.10; на фиг.12 - сечение И-И на фиг.4.
Предлагаемый способ предназначен для чистовой отделочной зубообработки спироидного червяка иглошевингованием методом обкатки. Метод обкатки предполагает воспроизведение зацепления червяка с колесом, где в качестве червяка используется обрабатываемая заготовка 1, а в качестве колеса - иглошевер 2 (см. фиг.3).
На практике находят применение конические (см. фиг.1) и цилиндрические (см. фиг.2) спироидные передачи. Цилиндрическая спироидная передача - это разновидность червячной передачи, у которой делительная поверхность червяка цилиндрическая, а делительная поверхность колеса - плоская.
На фиг.1 показана коническая спироидная передача, у которой делительные поверхности червяка 3 и колеса 4 конические, а червяк располагается ближе к межосевой линии передачи торцом меньшего диаметра.
Обработка по предлагаемому способу осуществляется иглошевером и включает принудительное вращательное движение VИ инструмента - иглошевера 2, и его продольную подачу SПР, равную шагу червяка за один оборот обрабатываемой заготовки, вращающейся со скоростью VЗ, червяка 1.
Иглошевер 2 выполнен в виде диска с кольцевым витком 5 на торце. На внешней боковой поверхности витка расположены режущие элементы 6, изготовленные из проволочного ворса и состоящие из большого числа проволочек. Пучки проволочного ворса 6 жестко закреплены в радиальных пазах 7 витка 5. Толщина зуба профиля витка 5 такова, что позволяет свободно расположить его во впадине между зубьями обрабатываемого червяка.
Средний диаметр кольцевого витка D равен диаметру сопряженного спироидного колеса, образующего с обрабатываемым спироидным червяком спироидную передачу.
Крепление пучков проволочного ворса 6 в радиальных пазах 7 витка 5 может быть осуществлено, например, точечной сваркой, пайкой (как показано на фиг.8), чеканкой или другими известными способами. Радиальные пазы 7 под пучки ворса 6 могут быть изготовлены с гладкими стенками с помощью дисковой прорезной фрезы, а также просверлены, как показано на фиг.10.
Чистовая отделка зубьев спироидного червяка с помощью данного иглошевера осуществляется после чистового зубофрезерования.
При изготовлении иглошевера после закрепления в витке проволочного ворса его шлифуют, например, на зубошлифовальном станке или на другом оборудовании и другими известными способами.
Данный иглошевер, работающий по предлагаемому способу, менее трудоемок, чем известный традиционный шевер [2], и несложен в изготовлении, его применяют для обработки ответственных спироидных передач.
При снятии мелкой стружки торцами большим количеством проволочек уменьшается параметр шероховатости поверхности на профилях зубьев и, таким образом, улучшаются антифрикционные свойства спироидной передачи.
Иглошевингование выполняют посредством сближения инструмента с заготовкой до достижения номинального удаления В (согласно ГОСТ 22850-77), где В - расстояние от межосевой линии спироидной передачи до плоскости вершин зубьев плоского спироидного колеса (см. фиг.2). Сближающую подачу SСБ (ступенчатую) принимаем равной 0,03…0,06 мм/дв.ход стола с заготовкой. Так как иглошевер работает только внешней поверхностью витка, то для создания рабочего натяга i производят подачу SН.
Припуски под иглошевингование приведены в таблице.
| Припуски (мм) на толщину зуба заготовок - спироидного червяка | |||
| Модуль, мм | Под зубоиглошевингование | Модуль, мм | Под зубоиглошевингование |
| 1 | 2 | 3 | 4 |
| До 2 | 0,1 | Св. 6 » 8 | 0,20-0,25 |
| Св. 2 до 4 | 0,1-0,15 | » 8 » 10 | 0,25-0,30 |
| » 4 » 6 | 0,15 - 0,20 | » 10 » 14 | 0,30-0,40 |
Операция иглошевингование данным иглошевером производится в два перехода. На первом переходе обрабатывают левую боковую поверхность витка заготовки червяка (фиг.3, 4), а на втором переходе - правую боковую поверхность витка заготовки червяка (фиг.5, 6), при этом производят переустановку инструмента относительно заготовки:
- на первом переходе инструмент расположен слева заготовки (согласно фиг.3),
- на втором переходе - справа (см. фиг.5).
При иглошевинговании заготовок спироидного червяка возможны погрешности формы и расположения пятна контакта. Иглошевер с завышенным диаметром D обеспечивает ограниченное пятно контакта в середине витка спироидного червяка. При использовании иглошевера с заниженным диаметром пятно контакта располагается на вершине витка заготовки червяка, что недопустимо. При расположении пятна контакта на головке или ножке витка заготовки червяка имеется разница в углах профиля иглошевера и заготовки из-за неправильной заточки иглошевера или неправильного изготовления профилей.
Пример. После чистового зубофрезерования заготовки спироидного червяка, имеющего один заход, m=6 мм, изготовленного из бронзы Бр А9ЖЗА, зубоиглошевинговали на модернизированном зубофрезерном станке мод. 53А20 В предлагаемым способом данным иглошевером. В качестве ворса применяли стальную пружинную проволоку диаметром 1,5…2,0 мм из стали 65Г. Для осуществления отделочной обработки иглошевером необходимо, чтобы твердость и предел прочности при растяжении материала проволочных элементов ворса были выше этих параметров материала обрабатываемой заготовки в 1,5…2 раза, соотношение l/I, где l - свободная длина проволочного элемента; I - наименьший радиус инерции поперечного сечения проволочных элементов, находилось в пределах 50…100, а коэффициент Кп плотности проволочного ворса в пределах 0,7…0,9. Твердость и предел прочности при растяжении материала обрабатываемой заготовки - бронзы Бр А9ЖЗА - составляет - 110…180 НВ, 55 кгс/мм2=550 МПа, ГОСТ 1628-72 соответственно; твердость и предел прочности при растяжении материала проволочных элементов ворса, изготовленных из стали 65Г, соответственно, составляют - 220НВ, 71 кгс/мм2 = 710 МПа ГОСТ 2500-71. Так как материал заготовки по твердости и прочности при растяжении примерно в 2 раза ниже этих параметров материала инструмента, для зачистки приняли натяг i=0,7…1,0 мм, для отделочной обработки резанием натяг составлял i=1,7…2,0 мм.
В каждом конкретном случае оптимальный натяг подбирается экспериментальной обработкой и в среднем должен составлять - i=0,7…2,5 мм [3]. В процессе обработки впадины заготовки червяка пучки ворса прижимаются к заготовке и прогибаются благодаря натягу i (фиг.12). На величину силового воздействия на обрабатываемую боковую поверхность зуба будет влиять длина вылета (l+i) проволочного элемента. Основное силовое воздействие на обрабатываемую поверхность осуществляется первыми по ходу вращения проволочными элементами, имеющими наибольшие свободную длину l и прогиб f. Соседние с ними проволочные элементы упруго поджимают их, несколько увеличивая сосредоточенное суммарное воздействие на обрабатываемые поверхности.
Обработка предлагаемым способом данным иглошевером показала, что усилие прижатия пучка к обрабатываемой поверхности заготовки составляла 200…600 Н на 10 мм ширины рабочей поверхности инструмента.
Для обработки предлагаемым способом необходимо соблюдать условие: p/σв=1,5…2,0, где р - давление при зубоиглошевинговании, МПа; σв - предел прочности материала обрабатываемой заготовки, МПа.
Выбор соответствующего давления р зависит от физико-механических свойств материала проволочного ворса, от жесткости и плотности последнего, а также от натяга i [3].
Режимы работы инструмента можно рекомендовать следующие. Окружная скорость для отделочной обработки VИ=2…5 м/с. Продольная подача SПР равна шагу червяка за один оборот обрабатываемой заготовки, вращающейся со скоростью VЗ, червяка.
При отделочной обработке металлов предлагаемым способом данным инструментом твердость обработанной поверхности не повышается, в результате улучшается качество обработки, шероховатость обрабатываемой поверхности, а также увеличивается производительность обработки и долговечность инструмента, упрощается его монтаж и демонтаж.
Достигаемая в процессе обработки предельная величина шероховатости составляет Ra=0,8 мкм, возможно снижение исходной шероховатости в 2,5 раза.
Зубоиглошевингование спироидных червяков предлагаемым способом улучшает качество и точность чистовой отделки зубьев, снижает ее себестоимость благодаря удешевлению изготовления инструмента.
Источники информации
1. ГОСТ 22850-77. Передачи спироидные. Термины, определения и обозначения. Издательство стандартов, группа ГОО, УДК 621.833; 1978.
2. Справочник технолога-машиностроителя. В 2-х т.Т. 1. Под ред. А.Г.Косиловой и Р.К.Мещерякова. - 4-е изд., перераб. и доп. - М.: Машиностроение. 1986. С.371-372.
3. Гавриленко И.Г. Способ совмещения предварительной и окончательной иглофрезерной зачистки цилиндрических деталей. // Автоматизация и современные технологии. - 1992. - №9. - С.27-30.
Claims (1)
- Способ иглошевингования спироидных червяков, характеризующийся тем, что обрабатываемой заготовке сообщают вращательное движение, а инструменту в виде иглошевера - принудительное вращательное движение и продольную подачу, равную шагу обрабатываемого червяка за один его оборот, при этом используют иглошевер, выполненный в виде диска с зубом в форме кольцевого витка на торце, причем на внешней боковой поверхности витка расположены режущие элементы, изготовленные из проволочного ворса и состоящие из большого числа проволочек, которые жестко закреплены в радиальных пазах витка, при этом толщина зуба профиля витка обеспечивает его свободное расположение во впадине между зубьями обрабатываемого червяка, а средний диаметр кольцевого витка равен диаметру сопрягаемого спироидного колеса, образующего с обрабатываемым спироидным червяком спироидную передачу.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008143035/02A RU2377103C1 (ru) | 2008-10-29 | 2008-10-29 | Способ иглошевингования спироидных червяков |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2008143035/02A RU2377103C1 (ru) | 2008-10-29 | 2008-10-29 | Способ иглошевингования спироидных червяков |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2377103C1 true RU2377103C1 (ru) | 2009-12-27 |
Family
ID=41642915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2008143035/02A RU2377103C1 (ru) | 2008-10-29 | 2008-10-29 | Способ иглошевингования спироидных червяков |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2377103C1 (ru) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2440217C1 (ru) * | 2010-05-05 | 2012-01-20 | Государственное образовательное учреждение высшего профессионального образования "Орловский государственный технический университет" (ОрелГТУ) | Зубоиглошевер |
| RU2446035C2 (ru) * | 2010-05-05 | 2012-03-27 | Государственное образовательное учреждение высшего профессионального образования "Орловский государственный технический университет" (ОрелГТУ) | Способ зубоиглошевингования зубчатых колес |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1756044A1 (ru) * | 1990-05-07 | 1992-08-23 | Ижевский механический институт | Способ изготовлени одного из элементов модифицированной зубчатой передачи |
-
2008
- 2008-10-29 RU RU2008143035/02A patent/RU2377103C1/ru not_active IP Right Cessation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1756044A1 (ru) * | 1990-05-07 | 1992-08-23 | Ижевский механический институт | Способ изготовлени одного из элементов модифицированной зубчатой передачи |
Non-Patent Citations (1)
| Title |
|---|
| СЕМЕНЧЕНКО И.И. и др. Проектирование металлорежущих инструментов. - М.: Машгиз, 1962, с.774-777. АРШИНОВ В.А. и др. Резание металлов и режущий инструмент. - М.: Машиностроение, 1975, с.337-339. * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2440217C1 (ru) * | 2010-05-05 | 2012-01-20 | Государственное образовательное учреждение высшего профессионального образования "Орловский государственный технический университет" (ОрелГТУ) | Зубоиглошевер |
| RU2446035C2 (ru) * | 2010-05-05 | 2012-03-27 | Государственное образовательное учреждение высшего профессионального образования "Орловский государственный технический университет" (ОрелГТУ) | Способ зубоиглошевингования зубчатых колес |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013000879A (ja) | 複数の異なるかさ歯車の予備歯切り方法および同一のフライス工具の使用方法 | |
| US10295039B2 (en) | Convex gear tooth edge break | |
| RU2377103C1 (ru) | Способ иглошевингования спироидных червяков | |
| RU2344025C1 (ru) | Иглошевер для червячных колес | |
| RU2344024C1 (ru) | Способ зубоиглошевингования | |
| WO2017163444A1 (ja) | スカイビング加工用カッタ及びこれを使用する歯車製造方法 | |
| RU2586185C1 (ru) | Способ обработки профиля зубьев шлицевых протяжек | |
| RU2377104C1 (ru) | Иглошевер для спироидного червяка | |
| RU2412027C1 (ru) | Червячная фреза для зубофрезерования и упрочнения червячных колес с использованием комбинированной подачи и заборного конуса | |
| RU2457085C1 (ru) | Комбинированная сборная упрочняющая червячная фреза | |
| RU2385798C1 (ru) | Способ иглофрезерования спироидных червяков с упрочнением | |
| RU2385797C1 (ru) | Иглофрезерно-упрочняющий инструмент для обработки спироидного червяка | |
| US3709015A (en) | Tool for the chipless working and deburring of gears | |
| JP2025534842A (ja) | 歯先及び/又は歯底修整を有する歯車の製造 | |
| CN104439539A (zh) | 具有双导程形式与变压力角的蜗杆式刀具及其操作方法 | |
| RU2446035C2 (ru) | Способ зубоиглошевингования зубчатых колес | |
| RU2410208C1 (ru) | Способ зубофрезерования и упрочнения червячных колес с использованием комбинированной подачи и заборного конуса | |
| RU2440217C1 (ru) | Зубоиглошевер | |
| JP2011218455A (ja) | 鼓形ウォームの歯面創成工具と、それを使用する鼓形ウォームの製造方法 | |
| JP2004105974A (ja) | 歯車軸および転造用平ダイス | |
| RU2443517C1 (ru) | Способ чистового долбления предварительно нарезанных зубчатых колес | |
| RU103084U1 (ru) | Сборный инструмент для снятия фасок и заусенцев с торцов зубьев зубчатых колес | |
| US20240424584A1 (en) | Manufacture of differential gears | |
| RU2457928C1 (ru) | Способ упрочняющего зубофрезерования | |
| CN201645335U (zh) | 用于加工双刃带螺旋槽刀具的砂轮及配合其使用的压辊 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20101030 |