RU2351413C1 - Способ производства рулонов горячекатаной стали - Google Patents
Способ производства рулонов горячекатаной стали Download PDFInfo
- Publication number
- RU2351413C1 RU2351413C1 RU2007132369/02A RU2007132369A RU2351413C1 RU 2351413 C1 RU2351413 C1 RU 2351413C1 RU 2007132369/02 A RU2007132369/02 A RU 2007132369/02A RU 2007132369 A RU2007132369 A RU 2007132369A RU 2351413 C1 RU2351413 C1 RU 2351413C1
- Authority
- RU
- Russia
- Prior art keywords
- rolling
- strip
- thickness
- group
- hot
- Prior art date
Links
Landscapes
- Metal Rolling (AREA)
Abstract
Изобретение предназначено для обеспечения заданного комплекса механических свойств в горячекатаном прокате широких горячекатаных полос толщиной 8-16 мм, предназначенных для последующего изготовления оцинкованных гнутых профилей для строительных конструкций. Способ включает нагрев сляба, его прокатку с температурой конца прокатки 780-840°С, дифференцированное охлаждение и смотку в рулон полученной полосы. Получение заданных механических свойств, а именно предела текучести σт не менее 355 Н/мм2 при относительном удлинении δ5 более 25%, обеспечивается за счет регламентации температурного режима горячей прокатки в черновой группе клетей и деформационного режима прокатки в чистовой группе клетей широкополосного стана в зависимости от конечной толщины полосы. При горячей прокатке широких полос толщиной 8-16 мм из стали с содержанием углерода 0,14-0,20% и кремния 0,15-0,25% регламентируют в зависимости от конечной толщины полосы температурный режим прокатки в черновой группе клетей, при этом температуру конца прокатки в черновой группе клетей поддерживают в диапазоне 1030-1100°С. При прокатке полосы в чистовой группе клетей широкополосного стана регламентируют величину единичных относительных обжатий по клетям в зависимости от конечной толщины полосы в диапазоне от 10 до 16%. 4 з.п. ф-лы, 1 табл.
Description
Изобретение относится к прокатному производству и может быть использовано при производстве широких горячекатаных полос, предназначенных для последующего изготовления оцинкованных гнутых профилей для строительных конструкций.
Известен способ горячей прокатки полос, включающий горячую прокатку полос на широкополосном стане с межклетевым охлаждением и охлаждением полос водой на отводящем рольганге перед последующей смоткой в рулон (см., например, Технология прокатного производства. В 2-х книгах. Кн.2. Справочник: Беняковский М.А., Богоявленский К.Н., Виткин А.И. и др. М.: Металлургия, 1991. - С.542, пат. РФ №2037536, БИ №17, 1995 г.).
Недостатком известного способа является сложность обеспечения требуемого уровня механических свойств горячекатаных полос при максимальной производительности широкополосного стана горячей прокатки.
Наиболее близким аналогом к заявляемому объекту является способ производства рулонов горячекатаной стали преимущественно с содержанием углерода не менее 0,11% и толщиной 8-13 мм, включающий нагрев сляба под горячую прокатку, прокатку его в черновой непрерывной группе клетей при температуре раската не более 1030°С, прокатку в чистовой группе клетей широкополосного стана с суммарным относительным обжатием не менее 70% при температуре конца прокатки 780-840°С. При этом на отводящем рольганге применяют дифференцированное охлаждение поверхности полосы. Температуру полосы перед смоткой устанавливают не менее 610°С (см. Патент РФ №2268793, В21В 1/26, опубл. 27.01.2006, бюл. №03).
Недостаток известного способа заключается в отсутствии регламентации температурного режима прокатки в черновой группе клетей и деформационного режима прокатки в чистовой группе клетей широкополосного стана в зависимости от конечной толщины полосы при содержании в стали углерода 0,14-0,20% и кремния 0,15-0,25%. Это приводит к невозможности сформировать требуемый комплекс механических свойств в готовом прокате различной толщины, предназначенном для последующей переработки в оцинкованную металлопродукцию.
Технической задачей, решаемой заявляемым изобретением, является обеспечение в горячекатаном прокате толщиной 8-16 мм заданного комплекса механических свойств, а именно предела текучести σт не менее 355 Н/мм2 при относительном удлинении δ5 более 25%.
Поставленная задача решается тем, что в известном способе производства рулонов горячекатаной стали преимущественно с содержанием углерода 0,14-0,20% и толщиной 8-16 мм, включающем нагрев сляба под горячую прокатку, прокатку его в черновой и чистовой непрерывной группах клетей широкополосного стана с температурой конца прокатки 780-840°С, дифференцированное охлаждение полосы водой на отводящем рольганге с последующей смоткой в рулон, согласно изобретению при содержании в стали кремния 0,15-0,25% температуру конца прокатки в черновой группе клетей в зависимости от конечной толщины полосы устанавливают равной 1050-1080°С, при этом прокатку в каждой клети чистовой группы стана в зависимости от конечной толщины полосы осуществляют с единичным относительным обжатием от 10 до 16%. Кроме того, для полос толщиной 8-10 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1060-1100°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 16%; для полос толщиной более 10-12 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1050-1090°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 14%; для полос толщиной более 12-14 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1040-1080°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 12%; для полос толщиной более 14-16 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1030-1070°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 10%.
Так как горячекатаная полоса предназначена для последующего изготовления гнутых профилей для строительных конструкций, то в ней на стадии горячей прокатки должен быть сформирован комплекс механических (прочностных и пластических) свойств, исключающих трещинообразование при последующем профилировании. При этом необходимо обеспечить в горячекатаной полосе значение предела текучести не менее 350 Н/мм2, относительное удлинение δ5 более 25%. Так как данный металлопрокат подвергается процессу горячего цинкования, то в связи с этим снижено содержание кремния до 0,15-0,25%, содержание которого выше заявляемого диапазона приводит к значительному ухудшению свойств оцинкованного проката.
В заявляемом техническом решении признак, характеризующий температуру конца прокатки в черновой группе клетей в диапазоне 1030-1100°С в зависимости от конечной толщины горячекатаной полосы, связан со следующим.
Температура конца горячей прокатки в черновой группе клетей стана определяется принципом - чем толще раскат, тем выше его теплоемкость, и соответственно необходима большая интенсивность охлаждения для создания требуемого комплекса механических свойств при температурах конца горячей прокатки в чистовой группе. Поэтому на более толстом раскате температура конца горячей прокатки в черновой группе ниже, чем на более тонком. Кроме того, для обеспечения заданного комплекса механических свойств в готовой горячекатаной полосе при температуре конца горячей прокатки полосы в диапазоне 780-820°С температура конца горячей прокатки в черновой группе клетей широкополосного стана должна соответствовать: для полос толщиной 8-10 мм включительно - 1060-1100°С; для полос толщиной более 10-12 мм включительно - 1050-1090°С; для полос толщиной более 12-14 мм включительно - 1040-1080°С; для полос толщиной более 14-16 мм включительно - 1030-1070°С.
Регламентация величины единичных обжатий в каждой клети чистовой группы стана в зависимости от конечной толщины горячекатаной полосы в диапазоне 10-16% выбрана из следующих соображений. При прокатке в чистовой группе клетей в готовой полосе формируется ферритная структура. При этом размер зерна феррита в готовом прокате тем мельче, чем меньше величина аустенитного зерна в полосе на момент окончания горячей прокатки. Форма и величина зерна аустенита зависит от скорости рекристаллизации при прокатке, а также от степени деформации в чистовой группе клетей стана. Так как в процессе горячей прокатки при температурах рекристаллизации формирование микроструктуры идет неравномерно по объему металла, что связано с особенностями охлаждения проката в условиях широкополосного стана, то в микроструктуре проката будут присутствовать зерна различной формы - от вытянутых до сфероидизированных. Как известно, при высоких степенях деформации скорость образования рекристаллизованных зародышей превышает скорость их роста, что предопределяет образование мелкого зерна. Кроме того, при уменьшении исходного зерна аустенита повышается критическая степень деформации и рекристаллизованное зерно (при данной степени деформации) становится мельче (см. Ю.М.Лахтин. Металловедение и термическая обработка металлов. - М.: Металлургия, 1977. - 407 С.). С другой стороны, для получения к моменту окончания горячей прокатки требуемой толщины готовой полосы, имеющей температуру конца прокатки для выбранных марок стали в диапазоне 780-840°С из раската, полученного в черновой группе клетей, необходима регламентация величины единичных относительных обжатий по проходам чистовой группы. Учитывая, что толщина раската при горячей прокатке на широкополосных станах для выбранного диапазона толщин обычно составляет 32-40 мм, то для формирования равнобалльного равномерно распределенного по объему горячекатаной полосы зерна феррита требуемое минимальное значение единичного относительного обжатия в каждой клети чистовой группы будет составлять: для полос толщиной 8-10 мм включительно - не менее 16%; для полос толщиной более 10-12 мм включительно - не менее 14%; для полос толщиной более 12-14 мм включительно - не менее 12%, а для полос толщиной более 14-16 мм включительно - не менее 10%. При меньших значениях величины единичного обжатия не будет осуществляться выкатываемость полос на требуемую толщину и, кроме того, не будет обеспечен требуемый уровень механических свойств.
Пример осуществления способа.
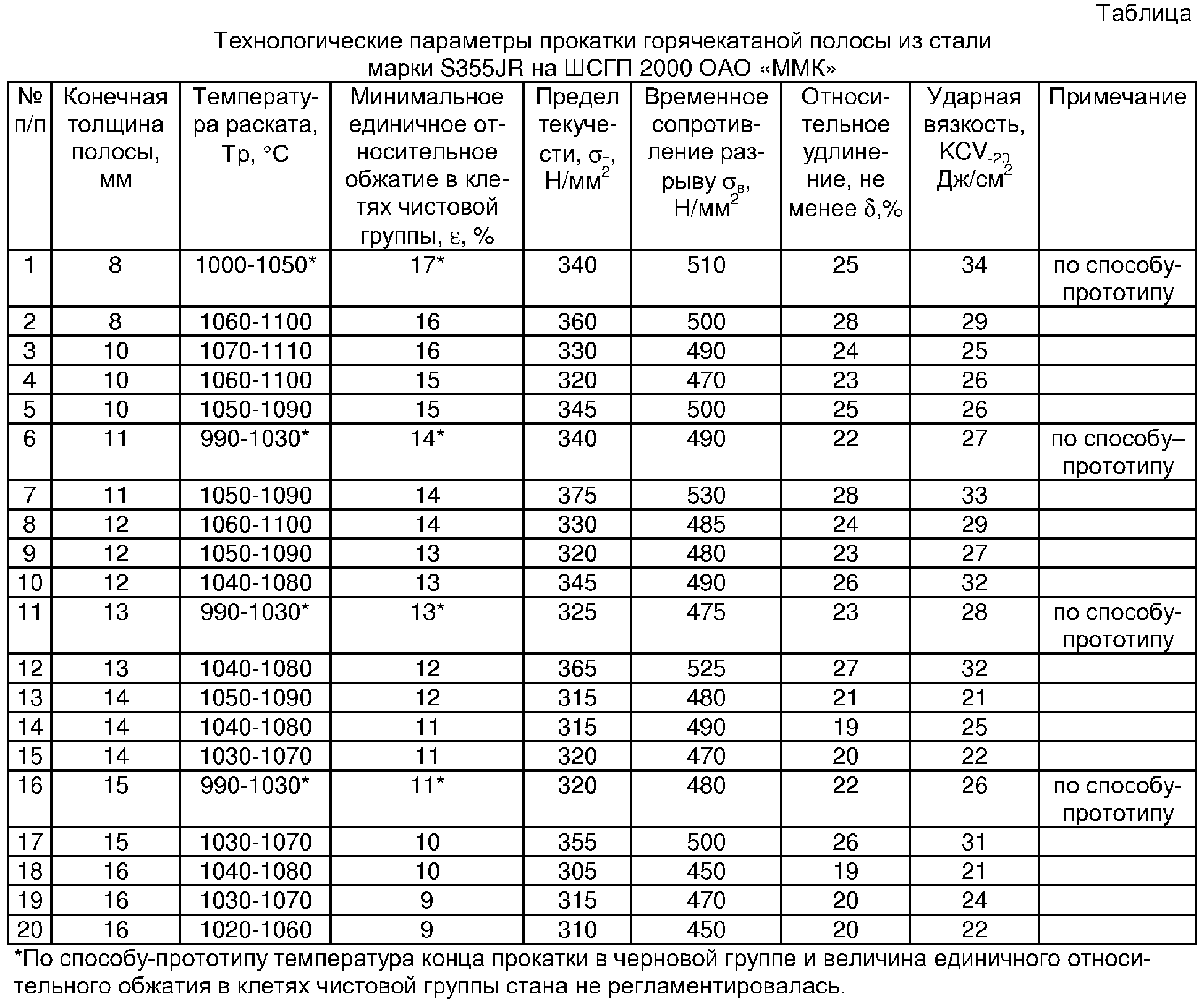
На широкополосном стане 2000 горячей прокатки ОАО «ММК» прокатывают полосу из стали марки S355JR размерами (толщина/ширина) 8 - 16/900 - 1830 мм. Данная марка стали содержит 0,14-0,20% углерода и 0,15-0,25% кремния.
Сляб, нагретый до требуемой температуры 1200±20°С, поступает на широкополосный стан 2000 горячей прокатки, имеющий в своем составе черновую непрерывную группу клетей, промежуточный рольганг, чистовой окалиноломатель, чистовую непрерывную группу клетей с устройствами межклетевого охлаждения, а также отводящий рольганг с охлаждающими секциями и две группы моталок. После прокатки в черновой группе клетей широкополосного стана с температурой 1030-1100°С раскат направляется по промежуточному рольгангу в чистовую непрерывную группу клетей. При этом в зависимости от требуемой конечной толщины полосы единичные относительные обжатия в каждой клети чистовой группы стана поддерживают в диапазоне не менее 10-16%. Температуру конца прокатки полосы в последнем чистовом проходе группы устанавливают в диапазоне 780-820°С. После этого горячекатаная полоса по отводящему рольгангу, на котором осуществляют дифференцированное охлаждение поверхности полосы душирующими устройствами, направляется к моталкам второй группы, где сматывается в рулон при температуре 530-570°С.
Варианты технологических параметров, по которым по заявляемому способу и способу-прототипу осуществлялась горячая прокатка полосы толщиной 8-16 мм из стали марки S355JR на широкополосном стане 2000 горячей прокатки ОАО «ММК», а также результаты исследований представлены в таблице.
Заявляемая технология производства рулонов горячекатаной стали на примере горячей прокатки стали марки S355JR позволяет обеспечить получение в горячекатаной полосе толщиной 8-16 мм следующих механических свойств: предел текучести σт - не менее 355 Н/мм2, временное сопротивление разрыву σв - не менее 490 Н/мм2, относительное удлинение δ5≥25%, ударная вязкость: KCV-20=29 Дж/см2, доля вязкой составляющей в изломе - не менее 70%.
На основании вышеизложенного можно сделать вывод, что заявляемый способ работоспособен и устраняет недостатки, имеющие место в прототипе.
Заявляемый способ может найти широкое применение при производстве широких горячекатаных полос из стали с содержанием углерода 0,14-0,20% и кремния 0,15-0,25% для последующего цинкования при обеспечении требуемых регламентируемых механических свойств.
Следовательно, заявляемый способ соответствует условию патентоспособности «промышленная применимость».
Claims (5)
1. Способ производства рулонов полос горячекатаной стали толщиной 8-16 мм с содержанием углерода 0,14-0,20%, кремния 0,15-0,25%, включающий нагрев сляба под горячую прокатку, прокатку его в черновой и чистовой непрерывной группах клетей широкополосного стана с температурой конца прокатки 780-840°С, дифференцированное охлаждение полосы водой на отводящем рольганге с последующей смоткой в рулон, при этом температуру конца прокатки в черновой группе клетей в зависимости от конечной толщины полосы устанавливают равной 1030-1100°С, а прокатку в каждой клети чистовой группы стана в зависимости от конечной толщины полосы осуществляют с единичным относительным обжатием от 10 до 16%.
2. Способ по п.1, отличающийся тем, что для полос толщиной 8-10 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1060-1100°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием 16%.
3. Способ по п.1, отличающийся тем, что для полос толщиной более 10-12 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1050-1090°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 14%.
4. Способ по п.1, отличающийся тем, что для полос толщиной более 12-14 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1040-1080°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 12%.
5. Способ по п.1, отличающийся тем, что для полос толщиной более 14-16 мм включительно температуру конца прокатки в черновой группе устанавливают равной 1030-1070°С, а прокатку в каждой клети чистовой группы стана осуществляют с единичным относительным обжатием не менее 10%.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007132369/02A RU2351413C1 (ru) | 2007-08-27 | 2007-08-27 | Способ производства рулонов горячекатаной стали |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2007132369/02A RU2351413C1 (ru) | 2007-08-27 | 2007-08-27 | Способ производства рулонов горячекатаной стали |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2351413C1 true RU2351413C1 (ru) | 2009-04-10 |
Family
ID=41014828
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2007132369/02A RU2351413C1 (ru) | 2007-08-27 | 2007-08-27 | Способ производства рулонов горячекатаной стали |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2351413C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2796664C1 (ru) * | 2022-06-24 | 2023-05-29 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Способ производства рулонного горячекатаного полосового стального проката толщиной 2-16 мм |
-
2007
- 2007-08-27 RU RU2007132369/02A patent/RU2351413C1/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2796664C1 (ru) * | 2022-06-24 | 2023-05-29 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Способ производства рулонного горячекатаного полосового стального проката толщиной 2-16 мм |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2268098C2 (ru) | Способ изготовления тонких плоских изделий и установка для его осуществления | |
| RU2450061C1 (ru) | Способ производства горячекатаного рулонного проката низколегированной стали | |
| RU2350412C2 (ru) | Способ горячей прокатки полос | |
| RU2516358C2 (ru) | Способ производства холоднокатаной ленты из низкоуглеродистой стали для вырубки монетной заготовки | |
| RU2351413C1 (ru) | Способ производства рулонов горячекатаной стали | |
| CA2456933A1 (en) | Hot rolling installation | |
| RU2449843C1 (ru) | Способ производства горячекатаных высокопрочных низколегированных листов | |
| RU2366730C1 (ru) | Способ производства if-стали | |
| RU2350411C2 (ru) | Способ производства рулонов горячекатаной трубной стали | |
| RU2389569C1 (ru) | Способ производства рулонов горячекатаной полосы трубных марок стали | |
| RU2312720C2 (ru) | Способ горячей прокатки низколегированной стали на непрерывном широкополосном стане с двумя группами моталок | |
| RU2350413C1 (ru) | Способ производства рулонов горячекатаной трубной стали | |
| RU2455088C2 (ru) | Способ производства рулонов горячекатаной низколегированной стали | |
| KR20170056668A (ko) | 중강판 제조 설비 및 제조 방법 | |
| RU2356658C1 (ru) | Способ производства рулонов горячекатаной трубной стали | |
| RU2360748C1 (ru) | Способ производства рулонов горячекатаной трубной стали | |
| RU2393933C1 (ru) | Способ производства рулонов горячекатаной полосы трубных марок стали | |
| RU2371263C1 (ru) | Способ производства подката для жести | |
| RU2289485C1 (ru) | Способ производства горячекатаного плоского проката | |
| RU2479641C1 (ru) | Способ производства холоднокатаной ленты из низкоуглеродистых марок стали | |
| RU2255990C1 (ru) | Способ производства тонколистовой горячекатаной стали | |
| RU2440425C1 (ru) | Способ производства горячекатаного проката трубной стали | |
| RU2396134C2 (ru) | Способ производства горячекатаных полос из низкоуглеродистой стали | |
| RU2457912C2 (ru) | Способ производства горячекатаных низколегированных листов | |
| KR20050021565A (ko) | 금속 스트립의 연속 제조 방법 및 장치 |