RU2307718C2 - Method and apparatus for controlled straightening and cooling of wide metallic strip, mainly steel strip at outlet of hot rolling mill - Google Patents
Method and apparatus for controlled straightening and cooling of wide metallic strip, mainly steel strip at outlet of hot rolling mill Download PDFInfo
- Publication number
- RU2307718C2 RU2307718C2 RU2004122098/02A RU2004122098A RU2307718C2 RU 2307718 C2 RU2307718 C2 RU 2307718C2 RU 2004122098/02 A RU2004122098/02 A RU 2004122098/02A RU 2004122098 A RU2004122098 A RU 2004122098A RU 2307718 C2 RU2307718 C2 RU 2307718C2
- Authority
- RU
- Russia
- Prior art keywords
- cooling
- rollers
- strip
- metal strip
- tension
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/54—Furnaces for treating strips or wire
- C21D9/56—Continuous furnaces for strip or wire
- C21D9/573—Continuous furnaces for strip or wire with cooling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0242—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0252—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment with application of tension
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/62—Quenching devices
- C21D1/667—Quenching devices for spray quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D11/00—Process control or regulation for heat treatments
- C21D11/005—Process control or regulation for heat treatments for cooling
Abstract
Description
Изобретение касается способа и устройства для контролируемой правки и охлаждения широкой металлической полосы, особенно стальной полосы или стального листа, выходящего из стана горячей прокатки, с применением отжимных роликов, установленных в направлении движения полосы позади тянущих двойных роликов, в результате действия которых создается натяжение, действующее в продольном направлении.The invention relates to a method and device for the controlled dressing and cooling of a wide metal strip, especially a steel strip or steel sheet exiting the hot rolling mill, using squeeze rollers installed in the direction of strip movement behind the pulling double rollers, which create tension acting in the longitudinal direction.
Описанный способ и устройство являются по существу известными из DE 3313024 A1. В данном документе речь идет о способе и устройстве для резкого охлаждения проходящих через ролики стальных листов, особенно толстых и средних стальных листов, при одновременной контролируемой правке, при которой стальные листы перед охлаждением в нагретом состоянии выправляются на одном уровне с помощью, по меньшей мере, двух последовательно установленных тянущих двойных роликов. Затем стальной лист протягивается через охлаждающее устройство при натяжении, контролируемом, по меньшей мере, одним двойным роликом. По этому способу предполагается осуществлять охлаждение проходящих стальных листов для достижения заранее определенных механических свойств, без деформации листов или появления коробления, причем одновременно с этим уже имеющиеся отклонения в плоскостности могут быть уменьшены. Несмотря на эти меры все равно проявляются отклонения в плоскостности стальных листов, которые обусловлены созданием недостаточных натяжений, ошибками в режиме охлаждения и другими неблагоприятно действующими обычными мерами. Охлаждающие устройства, применяющиеся на практике, которые по существу состоят из форсуночных элементов, или устройства вторичного охлаждения с использованием слоистых ламинарных завес едва ли могли бы еще быть усовершенствованы. Для ламинарных охлаждающих блоков в основном используются U-образные трубочки. С форсунками может быть реализован, разумеется, при выборе соответствующих параметров, самый высокий из достигаемых теплоотвод. Отрицательно сказываются также плохие характеристики управления и регулировки, вообще, и при низком расходе жидкости, в частности.The described method and device are essentially known from DE 3313024 A1. This document is about a method and apparatus for abrupt cooling of steel sheets passing through the rollers, especially thick and medium steel sheets, with simultaneous controlled dressing, in which steel sheets are straightened before being cooled in the heated state using at least two sequentially installed pulling double rollers. The steel sheet is then pulled through the cooling device under tension controlled by at least one double roller. According to this method, it is supposed to cool the passing steel sheets to achieve predetermined mechanical properties without deformation of the sheets or the appearance of warping, and at the same time, already existing deviations in flatness can be reduced. Despite these measures, deviations in the flatness of steel sheets, which are caused by the creation of insufficient tension, errors in the cooling mode, and other unfavorable conventional measures, nevertheless manifest themselves. Practical cooling devices, which essentially consist of nozzle elements, or secondary cooling devices using laminated laminar curtains could hardly be improved. For laminar cooling units, U-tubes are mainly used. With nozzles can be realized, of course, by choosing the appropriate parameters, the highest heat sink achieved. Poor control and adjustment characteristics, in general, and with a low flow rate, in particular, also adversely affect.
В основе изобретения лежит задача расширить область применения обычных систем охлаждения для стали с целью получения более высокой плоскостности стальных листов при интенсивном охлаждении.The basis of the invention is the task to expand the scope of conventional cooling systems for steel in order to obtain a higher flatness of steel sheets with intensive cooling.
В части способа контролируемой правки и охлаждения широкой металлической полосы, преимущественно стальной полосы или стального листа, выходящего из стана горячей прокатки, с использованием отжимных роликов, установленных в распылительном охлаждающем устройстве в направлении движения полосы позади тянущих двойных роликов, в результате действия которых создают натяжение, действующее в продольном направлении, задача решается тем, что осуществляют предварительную правку металлической полосы в машине (7) предварительной правки, при этом регулируют натяжение металлической полосы между машиной предварительной правки и распылительным охлаждающим устройством и внутри охлаждающего устройства (8) между следующими друг за другом парами отжимных роликов.In terms of the method of controlled dressing and cooling of a wide metal strip, mainly a steel strip or steel sheet exiting the hot rolling mill, using squeeze rollers installed in the spray cooling device in the direction of movement of the strip behind the pulling double rollers, as a result of which they create tension, acting in the longitudinal direction, the problem is solved by the fact that carry out preliminary dressing of the metal strip in the machine (7) preliminary dressing, while adjust the tension of the metal strip between the pre-dressing machine and the spray cooling device and inside the cooling device (8) between successive pairs of squeeze rollers.
Согласно изобретению достигается, что металлическая полоса или лист при определенных натяжениях перемещается посредством регулирования натяжения между машиной предварительной правки и распылительным охлаждающим устройством и охлаждается внутри упомянутого устройства между следующими одна за другой парами отжимных роликов, при этом дополнительно контролируется натяжение. Тем самым вызывается пластическая деформация непосредственно перед входом металлической полосы или листа в охлаждающее устройство. Пластическая деформация снижает исходное отклонение от плоскостности металлической полосы или листа. Дополнительное преимущество заключается в проведении процесса правки непосредственно перед охлаждением, из-за чего снижается повторное формирование внутренних напряжений растяжения и деформаций, обусловленных неравномерным остыванием поверхности металлической полосы или листа.According to the invention, it is achieved that the metal strip or sheet under certain tensions is moved by adjusting the tension between the pre-dressing machine and the spray cooling device and is cooled inside the said device between successive pairs of squeeze rollers, while the tension is further controlled. This causes plastic deformation immediately before the entrance of the metal strip or sheet into the cooling device. Plastic deformation reduces the initial deviation from the flatness of the metal strip or sheet. An additional advantage is that the straightening process is carried out immediately before cooling, which reduces the re-formation of internal tensile stresses and deformations due to uneven cooling of the surface of the metal strip or sheet.
Охлаждающее воздействие практически ограничено возникновением напряжений и связанными с ними деформациями в листе, обусловленными неравномерным охлаждающим действием охлаждающей среды (воды) по поверхности листа. Этот (отрицательный) эффект особенно появляется при интенсивном теплоотводе от тонких и одновременно широких листов. Критическим продуктом для установки является лист с минимальной толщиной при максимальной ширине и при одновременно заданной высокой интенсивности охлаждения. Интенсивность охлаждения определяется большой разностью температур начала и конца охлаждения при малом времени охлаждения. На практике отжимные ролики должны препятствовать этому эффекту деформации. Однако влияние этой формы компенсации ограничено. Расположение машины предварительной правки, согласно изобретению, перед охлаждением вызывает пластическую деформацию и снижает исходные деформации и напряжения непосредственно перед охлаждением.The cooling effect is practically limited by the occurrence of stresses and associated deformations in the sheet due to the uneven cooling effect of the cooling medium (water) over the surface of the sheet. This (negative) effect especially appears with intense heat removal from thin and at the same time wide sheets. A critical product for installation is a sheet with a minimum thickness at a maximum width and at the same time given a high cooling rate. The cooling intensity is determined by the large difference in the temperatures of the beginning and end of cooling with a short cooling time. In practice, squeezing rollers should prevent this deformation effect. However, the effect of this form of compensation is limited. The location of the pre-dressing machine according to the invention before cooling causes plastic deformation and reduces the initial deformations and stresses immediately before cooling.
Особенно эффективно можно бороться с деформацией при входе в охлаждающее устройство, при этом натяжение регулируется посредством переключения скорости, в зависимости от необходимости, следующего, предшествующего или несущего отжимного ролика при поступательном продвижении металлической полосы или листа.It is especially effective to combat deformation at the entrance to the cooling device, while the tension is controlled by switching the speed, depending on the need, of the next, previous or supporting squeezing roller during the progressive movement of the metal strip or sheet.
Один вариант выполнения заключается в том, что отжимные ролики установлены с определенным шагом, причем между двумя отжимными роликами в зависимости от шага формируется охлаждающий блок.One embodiment is that the squeeze rollers are installed with a certain step, and between the two squeeze rollers, depending on the step, a cooling unit is formed.
В дальнейшем развитии изобретения может предусматриваться то, что шаг устанавливается равным половине длины волны получающейся в результате собственной формы полосы или листа с минимальной толщиной при максимальной ширине и высокой интенсивности охлаждения.In a further development of the invention, it may be provided that the step is set equal to half the wavelength of the resultant intrinsic shape of a strip or sheet with a minimum thickness at a maximum width and a high cooling intensity.
Для решения поставленной задачи также предлагается устройство для контролируемой правки и охлаждения широкой металлической полосы, преимущественно стальной полосы или стального листа, выходящей из стана горячей прокатки, содержащее отжимные ролики, установленные в направлении движения полосы сзади тянущих двойных роликов, и установленный между ними охлаждающий блок, которое снабжено машиной предварительной правки, установленной перед распылительным охлаждающим устройством, имеющим пары отжимных роликов и охлаждающие блоки, предназначенные для формирования между ними действующего натяжения.To solve this problem, it is also proposed a device for controlled dressing and cooling of a wide metal strip, mainly a steel strip or steel sheet exiting the hot rolling mill, containing squeeze rollers installed in the direction of the strip moving behind the pulling double rollers, and a cooling unit installed between them which is equipped with a preliminary dressing machine installed in front of the spray cooling device having pairs of squeezing rollers and cooling blocks significant for the formation between them of the current tension.
Предлагаемое устройство для контролируемой правки и охлаждения широкой металлической полосы, особенно стальной полосы или стального листа, выходящего из стана горячей прокатки, оборудовано парами тянущих двойных роликов и следующими в направлении движения полосы парами отжимных роликов, между каждой парой которых установлено охлаждающее устройство.The proposed device for the controlled dressing and cooling of a wide metal strip, especially a steel strip or a steel sheet exiting the hot rolling mill, is equipped with pairs of pulling double rollers and the next in the direction of movement of the strip with pairs of squeeze rollers, between each pair of which a cooling device is installed.
Поставленная задача согласно изобретению решена в таком устройстве тем, что перед парами отжимных роликов с охлаждающими блоками, между которыми может устанавливаться контролируемое натяжение, устанавливается машина предварительной правки. Вследствие этого натяжение может передаваться перед охлаждением, из-за чего величина имеющихся деформаций уже здесь уменьшается. Затем производится еще более точное определение натяжений внутри охлаждающих блоков.The task according to the invention is solved in such a device by the fact that in front of the pairs of squeezing rollers with cooling units, between which a controlled tension can be set, a preliminary dressing machine is installed. As a result, the tension can be transmitted before cooling, due to which the magnitude of the existing deformations is already reduced here. Then, an even more accurate determination of the tension inside the cooling blocks is made.
Согласно другим признакам предусмотрено, что параметры охлаждающих блоков определяются в зависимости от необходимости для высоких и средних интенсивностей охлаждения.According to other features, it is provided that the parameters of the cooling units are determined depending on the need for high and medium cooling intensities.
Влияние охлаждения можно еще усилить тем, что при выходе металлической полосы предусмотрен охлаждающий блок с точно настраиваемыми охлаждающими элементами.The effect of cooling can be further enhanced by the fact that when the metal strip exits, a cooling unit with finely tuned cooling elements is provided.
Дальнейшее развитие охлаждающего устройства может предусматривать то, что параметры охлаждающего блока рассчитываются для высокого и/или среднего теплоотвода для заданного спектра изделий.Further development of the cooling device may include the fact that the parameters of the cooling unit are calculated for a high and / or average heat sink for a given range of products.
Усовершенствование изобретения заключается также в том, что между последними и несущими отжимными роликами или правильными роликами в конце металлической полосы или листа, а также отжимными роликами или правильными роликами в начале металлической полосы или листа также могут устанавливаться натяжения.An improvement of the invention also lies in the fact that tension can also be established between the last and supporting squeezing rollers or the right rollers at the end of the metal strip or sheet, as well as the squeezing rollers or the right rollers at the beginning of the metal strip or sheet.
На чертеже изображен пример выполнения изобретения, который ниже более детально прокомментирован.The drawing shows an example embodiment of the invention, which is described in more detail below.
На чертежах изображено:The drawings show:
Фиг.1 - системное изображение охлаждающего устройства с отжимными роликами и системы управления приводом с устанавливаемыми натяжениями.Figure 1 is a system image of a cooling device with squeeze rollers and a drive control system with adjustable tension.
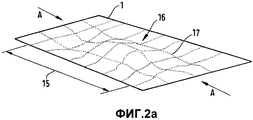
Фиг.2а - вид в перспективе стальной полосы или листа с отклонениями формы от срединных волн.Figure 2a is a perspective view of a steel strip or sheet with shape deviations from midwaves.
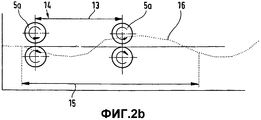
Фиг.2в - вид сбоку двух пар отжимных роликов, расположенных на расстоянии шага.Figv is a side view of two pairs of squeezing rollers located at a distance of a step.
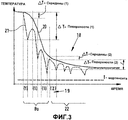
Фиг.3 - распределение охлаждающих устройств при соответствующей интенсивности охлаждения.Figure 3 - distribution of cooling devices with the corresponding cooling rate.
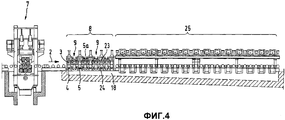
Фиг.4 - общий вид устройства для правки и охлаждения.Figure 4 is a General view of the device for dressing and cooling.
Металлическая, особенно стальная, полоса 1 или лист продвигается для контролируемого охлаждения и правки с применением отжимных роликов 5, установленных в направлении движения полосы 2 позади вертикальных двойных роликов 3 и 4, при действующем в продольном направлении (направление движения полосы 2) натяжении 6. При этом металлическая полоса 1 перемещается между машиной 7 предварительной правки и распылительным охлаждающим устройством 8 при определенных натяжениях 6 посредством регулирования натяжения (с помощью приводных двигателей для правильных роликов), внутри распылительного устройства 8 металлическая полоса 1 охлаждается между следующими друг за другом парами отжимных роликов 5а, дополнительно контролируется натяжение 6. Распылительное охлаждающее устройство 8 состоит из охлаждающих блоков 9, установленных между каждыми двумя парами отжимных роликов 5а (фиг.1). При прохождении металлической полосы 1 со скоростью рольганга 10 натяжение 6 контролируется по крутящему моменту 11 через систему 12 управления с обратной связью при контакте (А) полосы с отжимными роликами 5, обозначенными от (i) до (i+nc). Как только конец 1а полосы приходит в контакт (В) с отжимными роликами 5, обозначенными от (i+1) до (i+nc+1), соответствующее натяжение 6 передается на конец 1а полосы, и вне конца 1а полосы измеряется только эталонная (сравнительная) скорость без использования системы 12 управления с обратной связью. Как для конца 1а полосы, так и для начала 1b полосы натяжение 6 регулируется переключением скорости, в зависимости от необходимости, следующего, предыдущего или несущего отжимного ролика 5 при поступательном продвижении металлической полосы 1 (см. фиг.1).The metal, especially steel,
Отжимные ролики 5 располагаются с определенным шагом 13, причем в зависимости от шага 13 между двумя отжимными роликами 5 формируется охлаждающий блок 9. Так, например, шаг 13 может быть соотнесен с половиной 14 получающейся в результате длины 15 волны для металлической полосы 1 с минимальной толщиной при максимальной ширине и высокой интенсивностью охлаждения. В стальной полосе 11 устанавливается типичная длина 15 волны (фиг.2а).The
Параметры охлаждающих блоков 9 рассчитываются, в зависимости от необходимости, для высокой или средней интенсивности охлаждения (фиг.2в), причем шаг 13 соответствует половине длины 15 волны (см. фиг.2в). Ход 16 волны отчетливо показан на фиг.2а и 2в пунктирной линией 17.The parameters of the
Фиг.3 иллюстрирует охлаждающее действие отдельных различных видов охлаждающих блоков 9. На температурно-временной диаграмме показана сплошная линия 20 изменения температуры в середине полосы или листа и штриховая линия 21 температуры поверхности. На участках (1) вводятся в действие распылительные охлаждающие блоки 8 а. На выходе 18 стальной полосы 1 предусмотрены охлаждающие блоки 9, состоящие из блоков 22 в виде U-образных трубочек.Figure 3 illustrates the cooling effect of individual different types of
На основании перепада температуры заготовки на охлаждающем блоке, ΔТ-середины (1), определяют температуру в середине стального листа 1, т.е. температуру ΔТ-середины (2).Based on the temperature difference of the workpiece on the cooling unit, ΔТ-mid (1), determine the temperature in the middle of the
Температура ΔТ-поверхности устанавливается еще в зоне распылительных охлаждающих блоков 8а. При использовании блоков 22 в виде U-образных трубочек необходимая температура конца охлаждения достигается малыми шагами с помощью блоков 22 U-образных трубочек. Возникновение мартенситной структуры вследствие переохлаждения поверхности предотвращается при установке температуры выше температуры Т-мартенсит.The temperature ΔT-surface is set still in the area of the spray cooling units 8a. When using
Между последними и несущими отжимными роликами 5 или правильными роликами 23 в конце 1а металлической полосы 1 или листа, а также отжимными роликами 5 или правильными роликами 24 в начале 1b металлической полосы 1 может одинаковым способом создаваться натяжение 6.Between the last and the bearing
На фиг.4 изображен общий вид устройства, в котором в направлении движения полосы 2 после машины предварительной правки 7 расположено распылительное охлаждающее устройство 8 с парами отжимных роликов 5а и охлаждающими блоками 9 и затем следует ламинарное охлаждающее устройство 25.Figure 4 shows a General view of the device in which in the direction of movement of the
На чертежах позициями обозначены:In the drawings, the positions indicated:
1 - металлическая полоса, стальная полоса или стальной лист;1 - metal strip, steel strip or steel sheet;
1а - конец полосы;1a - the end of the strip;
1b - начало полосы;1b is the beginning of the strip;
2 - направление движения полосы;2 - the direction of movement of the strip;
3 - тянущий ролик;3 - pulling roller;
4 - тянущий ролик;4 - pulling roller;
5 - отжимной ролик;5 - squeezing roller;
5а - пара отжимных роликов;5a - a pair of squeezing rollers;
6 - натяжение;6 - tension;
7 - машина предварительной правки;7 - preliminary dressing machine;
8 - распылительное охлаждающее устройство;8 - spray cooling device;
9 - распылительный охлаждающий блок;9 - spray cooling unit;
10 - скорость рольганга;10 - roller conveyor speed;
11 - крутящий момент;11 - torque;
12 - система управления с обратной связью;12 - feedback control system;
13 - шаг;13 - step;
14 - половина длины волны;14 - half the wavelength;
15 - полученная в результате длина волны;15 - the resulting wavelength;
16 - ход волны;16 - wave progress;
17 - пунктирная линия;17 - dashed line;
18 - выход;18 - exit;
19 - охлаждающий элемент;19 - cooling element;
20 - середина полосы или листа;20 - the middle of the strip or sheet;
21 - температура поверхности;21 - surface temperature;
22 - блоки U-образных трубочек;22 - blocks of U-shaped tubes;
23 - правильный ролик;23 - the correct roller;
24 - правильный ролик;24 - the correct roller;
25 - ламинарное охлаждающее устройство.25 - laminar cooling device.
Claims (9)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE10163070A DE10163070A1 (en) | 2001-12-20 | 2001-12-20 | Method and device for the controlled straightening and cooling of wide metal strip, in particular steel strip or sheet metal, emerging from a hot strip rolling mill |
| DE10163070.0 | 2001-12-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2004122098A RU2004122098A (en) | 2005-03-27 |
| RU2307718C2 true RU2307718C2 (en) | 2007-10-10 |
Family
ID=7710240
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2004122098/02A RU2307718C2 (en) | 2001-12-20 | 2002-11-21 | Method and apparatus for controlled straightening and cooling of wide metallic strip, mainly steel strip at outlet of hot rolling mill |
Country Status (13)
| Country | Link |
|---|---|
| US (2) | US20050016643A1 (en) |
| EP (1) | EP1456421B1 (en) |
| JP (1) | JP4440643B2 (en) |
| CN (1) | CN100402672C (en) |
| AT (1) | ATE328123T1 (en) |
| AU (1) | AU2002350708A1 (en) |
| BR (1) | BR0214598A (en) |
| CA (1) | CA2469073C (en) |
| DE (2) | DE10163070A1 (en) |
| ES (1) | ES2261757T3 (en) |
| RU (1) | RU2307718C2 (en) |
| UA (1) | UA77241C2 (en) |
| WO (1) | WO2003054236A1 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2456109C1 (en) * | 2010-12-16 | 2012-07-20 | Валерий Никитич Гринавцев | Strip straightening machine |
| RU2463122C2 (en) * | 2010-12-16 | 2012-10-10 | Валерий Никитич Гринавцев | Method of strip straightening |
| RU2474623C1 (en) * | 2011-10-31 | 2013-02-10 | Валентин Николаевич Никитин | Method of producing high-strength martensitic sheet steel and thermal strain complex to this end |
| RU2552804C2 (en) * | 2009-09-24 | 2015-06-10 | ЭйТиАй ПРОПЕРТИЗ, ИНК. | Methods decreasing flatness distortion in products out of alloys |
| RU2562565C2 (en) * | 2010-02-26 | 2015-09-10 | Сименс Акциенгезелльшафт | Method of metal plates cooling at cooling site of rolling mill, cooling site of rolling mill, and cooling control device at cooling site of rolling mill |
| RU2623520C2 (en) * | 2012-10-19 | 2017-06-27 | Бвг Бергверк-Унд Вальцверк-Машиненбау Гмбх | Device and method of metal band continuous processing |
| RU2744406C1 (en) * | 2017-11-21 | 2021-03-09 | Смс Груп Гмбх | Chilled beam and cooling process with a variable cooling rate for steel sheets |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4315951B2 (en) * | 2005-12-26 | 2009-08-19 | 株式会社神戸製鋼所 | Steel plate for welding |
| JP2011042814A (en) * | 2009-08-19 | 2011-03-03 | Chugai Ro Co Ltd | Apparatus and method for cooling metallic strip |
| CN102548679B (en) | 2009-10-07 | 2014-11-05 | 新日铁住金株式会社 | Cooling apparatus and cooling method for hot rolling |
| EP2353742A1 (en) * | 2010-02-05 | 2011-08-10 | Siemens Aktiengesellschaft | Heat rolling train for rolling hot rolled strips, method for operating same to roll hot rolled strips, control and/or regulating device |
| CN101993995B (en) * | 2010-11-26 | 2012-05-30 | 首钢总公司 | Water quenching and cooling method and device for ultrahigh-strength strip steel |
| KR101376565B1 (en) * | 2011-12-15 | 2014-04-02 | (주)포스코 | Method and apparatus for controlling the temperature of strip in the rapid cooling section of continuous annealing line |
| CN105483343B (en) * | 2014-09-17 | 2017-06-23 | 宝山钢铁股份有限公司 | Medium and Heavy Plate Rolling Production linear velocity control method for improving steel plate flatness |
| CN104451117A (en) * | 2014-09-23 | 2015-03-25 | 中冶赛迪工程技术股份有限公司 | Quenching plate shape control method and device |
| DE102017118244A1 (en) * | 2017-08-10 | 2019-02-14 | Thyssenkrupp Ag | Apparatus and method for producing a hot strip |
| CN114959201B (en) * | 2022-06-27 | 2023-10-27 | 江西省科学院应用物理研究所 | Metal material classified annealing cooling device |
| CN117621423A (en) * | 2023-11-07 | 2024-03-01 | 东莞市首誉电子材料有限公司 | Preparation control method, device, equipment and medium of screen optical film |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3604696A (en) * | 1968-12-10 | 1971-09-14 | Dorn Co The Van | Continuous quench apparatus |
| FR2217425A1 (en) * | 1972-11-15 | 1974-09-06 | Creusot Loire | Quenching metal sheet under tension - average or thick sheet is rapidly cooled without warping |
| JPS5792141A (en) * | 1980-11-27 | 1982-06-08 | Kawasaki Steel Corp | Continuous hardening device for steel plate |
| US4813652A (en) * | 1981-11-26 | 1989-03-21 | Union Siderurgique Du Nord Et De L'est De La France (Usinor) | Plant for effecting the controlled cooling of metal sheets |
| DE3313024A1 (en) * | 1983-04-12 | 1984-10-18 | Babcock-BSH AG vormals Büttner-Schilde-Haas AG, 4150 Krefeld | Method and device for quenching passing steel sheets, in particular thick or medium sheets, with simultaneously controlled alignment |
| EP0159774B1 (en) * | 1984-02-24 | 1987-12-09 | Van Dorn Company | Method and apparatus for heat treating steel plates |
| US4826138A (en) * | 1984-02-24 | 1989-05-02 | Van Dorn Company | Apparatus for heat treating steel plates |
| JPS611420A (en) * | 1984-06-12 | 1986-01-07 | Kobe Steel Ltd | Forced cooling method of hot-rolled thick steel plate and its device |
| CN1042348C (en) * | 1992-12-09 | 1999-03-03 | 王德明 | Method for mfg. of water-hardened steel conveyer belt by using non-hardened and tempered belt steel |
| DE4437872C1 (en) * | 1994-10-22 | 1996-03-14 | Bwg Bergwerk Walzwerk | Method for producing metal sheets, in particular large-sized metal sheets, and device |
| EP1210993B2 (en) * | 2000-03-01 | 2016-07-06 | JFE Steel Corporation | Device and method for cooling hot rolled steel band and method of manufacturing the hot rolled steel band |
-
2001
- 2001-12-20 DE DE10163070A patent/DE10163070A1/en not_active Withdrawn
-
2002
- 2002-11-21 RU RU2004122098/02A patent/RU2307718C2/en active
- 2002-11-21 CA CA2469073A patent/CA2469073C/en not_active Expired - Fee Related
- 2002-11-21 UA UA20040705923A patent/UA77241C2/en unknown
- 2002-11-21 AT AT02785402T patent/ATE328123T1/en active
- 2002-11-21 AU AU2002350708A patent/AU2002350708A1/en not_active Abandoned
- 2002-11-21 BR BR0214598-7A patent/BR0214598A/en not_active IP Right Cessation
- 2002-11-21 JP JP2003554935A patent/JP4440643B2/en not_active Expired - Lifetime
- 2002-11-21 CN CNB028257057A patent/CN100402672C/en not_active Expired - Lifetime
- 2002-11-21 DE DE50207037T patent/DE50207037D1/en not_active Expired - Lifetime
- 2002-11-21 EP EP02785402A patent/EP1456421B1/en not_active Expired - Lifetime
- 2002-11-21 US US10/498,652 patent/US20050016643A1/en not_active Abandoned
- 2002-11-21 ES ES02785402T patent/ES2261757T3/en not_active Expired - Lifetime
- 2002-11-21 WO PCT/EP2002/013035 patent/WO2003054236A1/en active IP Right Grant
-
2011
- 2011-10-11 US US13/270,842 patent/US20120024435A1/en not_active Abandoned
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2552804C2 (en) * | 2009-09-24 | 2015-06-10 | ЭйТиАй ПРОПЕРТИЗ, ИНК. | Methods decreasing flatness distortion in products out of alloys |
| US9822422B2 (en) | 2009-09-24 | 2017-11-21 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| US10260120B2 (en) | 2009-09-24 | 2019-04-16 | Ati Properties Llc | Processes for reducing flatness deviations in alloy articles |
| RU2562565C2 (en) * | 2010-02-26 | 2015-09-10 | Сименс Акциенгезелльшафт | Method of metal plates cooling at cooling site of rolling mill, cooling site of rolling mill, and cooling control device at cooling site of rolling mill |
| RU2456109C1 (en) * | 2010-12-16 | 2012-07-20 | Валерий Никитич Гринавцев | Strip straightening machine |
| RU2463122C2 (en) * | 2010-12-16 | 2012-10-10 | Валерий Никитич Гринавцев | Method of strip straightening |
| RU2474623C1 (en) * | 2011-10-31 | 2013-02-10 | Валентин Николаевич Никитин | Method of producing high-strength martensitic sheet steel and thermal strain complex to this end |
| RU2623520C2 (en) * | 2012-10-19 | 2017-06-27 | Бвг Бергверк-Унд Вальцверк-Машиненбау Гмбх | Device and method of metal band continuous processing |
| RU2744406C1 (en) * | 2017-11-21 | 2021-03-09 | Смс Груп Гмбх | Chilled beam and cooling process with a variable cooling rate for steel sheets |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1456421B1 (en) | 2006-05-31 |
| CN1606630A (en) | 2005-04-13 |
| AU2002350708A1 (en) | 2003-07-09 |
| US20050016643A1 (en) | 2005-01-27 |
| ES2261757T3 (en) | 2006-11-16 |
| DE10163070A1 (en) | 2003-07-03 |
| UA77241C2 (en) | 2006-11-15 |
| DE50207037D1 (en) | 2006-07-06 |
| JP4440643B2 (en) | 2010-03-24 |
| BR0214598A (en) | 2004-11-03 |
| RU2004122098A (en) | 2005-03-27 |
| CN100402672C (en) | 2008-07-16 |
| CA2469073A1 (en) | 2003-07-03 |
| WO2003054236A1 (en) | 2003-07-03 |
| ATE328123T1 (en) | 2006-06-15 |
| JP2005512816A (en) | 2005-05-12 |
| US20120024435A1 (en) | 2012-02-02 |
| CA2469073C (en) | 2011-10-11 |
| EP1456421A1 (en) | 2004-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2307718C2 (en) | Method and apparatus for controlled straightening and cooling of wide metallic strip, mainly steel strip at outlet of hot rolling mill | |
| KR940003628A (en) | Hot Rolled Metal Strip Manufacturing Equipment and Manufacturing Method | |
| US4704167A (en) | Method and apparatus for cooling steel strip | |
| JP2005512816A5 (en) | ||
| KR100424528B1 (en) | Method and installation for production of ferritic hot-rolled strip | |
| JP4337157B2 (en) | Steel plate cooling method and apparatus | |
| US4067220A (en) | Rolling of billets | |
| US4111025A (en) | Straightening mill for section steel | |
| US4070884A (en) | Process and device for de-scaling elongated metallic bars during continuous forming | |
| US5638714A (en) | Process for making a strip from a rod | |
| JP3345776B2 (en) | Method and apparatus for cooling U-shaped sheet pile | |
| JP3119692B2 (en) | Continuous hot strip rolling equipment and rolling method | |
| JP3482338B2 (en) | Uniform cooling method for rolled steel sheet | |
| EP0531755B1 (en) | Method for producing hot wide strip | |
| JP2786551B2 (en) | Steel plate cooling system | |
| JPH11319945A (en) | Manufacture of steel plate and its device | |
| JPH08206724A (en) | Scale stripping device | |
| JPH11226642A (en) | Manufacturing line for steel plate and manufacture of steel plate | |
| SU1123752A1 (en) | Method of cooling hot-rolled flat products | |
| JPH10314826A (en) | Method for cooling high-temperature steel sheet | |
| US20050016242A1 (en) | Continous hot-rolling facility | |
| JPH10192909A (en) | Hot rolling equipment and hot rolling method | |
| JPH04231108A (en) | Method for constraining/cooling flange of h-shape steel | |
| JP3265966B2 (en) | Method and apparatus for cooling section steel | |
| JP2002336908A (en) | Hot-rolling equipment and hot-rolling method |