RU2139373C1 - Способ формирования выступа типа острия - Google Patents
Способ формирования выступа типа острия Download PDFInfo
- Publication number
- RU2139373C1 RU2139373C1 RU98113601A RU98113601A RU2139373C1 RU 2139373 C1 RU2139373 C1 RU 2139373C1 RU 98113601 A RU98113601 A RU 98113601A RU 98113601 A RU98113601 A RU 98113601A RU 2139373 C1 RU2139373 C1 RU 2139373C1
- Authority
- RU
- Russia
- Prior art keywords
- melt
- tip
- gas
- condition
- interface
- Prior art date
Links
Images

Landscapes
- Crystals, And After-Treatments Of Crystals (AREA)
Abstract
Использование: при изготовлении широкого класса полевых эмиссионных приборов, для создания зондов сканирующих микроскопов зондового типа, в устройствах сверхплотной записи и считывания информации, при разработке и создании различного рода датчиков, для декорирования поверхностей и т.д. Изобретение позволяет стабильно и управляемо получать одиночное коническое острие и совокупность таких острий на широком классе материалов с использованием широкого класса источников разогрева. Сущность: острие формируют на поверхности материала с ρж/ρт>1, где ρж и ρт - плотность материала при температуре плавления в жидком и твердом агрегатном состояниях соответственно, путем нагрева зоны граничащего с газом поверхностного слоя материала до получения расплава с последующим его охлаждением до затвердевания, при этом расплав получают с односвязной границей раздела с газовой средой, характерный размер D границы раздела выбирают из условия D≤D0, где Do= 3{σ/[(ρж-ρг)g]}1/2; σ -коэффициент поверхностного натяжения расплава; g - ускорение свободного падения; ρг - плотность газовой среды, максимальную глубину расплава h выбирают из условия h/D ≥ 0,05, охлаждение расплава осуществляют до его кристаллизации при сохранении односвязной границы раздела, при этом время Тк кристаллизации сформированного расплава выбирают из условия Тк > Т0, где Т0 - период первой гармоники собственных капиллярных колебаний границы раздела сформированного расплава. 10 з.п. ф-лы, 4 ил.
Description
Изобретение относится к технологии обработки поверхности твердого тела, точнее к технологии формирования рельефа определенного типа - типа острия. (Под острием мы понимаем выступ поверхности с малым по отношению к его высоте минимальным радиусом кривизны поверхности вблизи вершины). Оно может быть использовано при изготовлении широкого класса полевых эмиссионных приборов, для создания зондов сканирующих микроскопов зондового типа, в устройствах сверхплотной записи и считывания информации, при разработке и создании различного рода датчиков, для декорирования поверхностей и т.д.
Существующие в настоящее время методы получения выступов на поверхности с малым радиусом кривизны при вершине используют сложную и многоступенчатую технологию. Это травление граней монокристаллического материала, управляемое травление аморфных оптических волокон либо поликристаллических металлических проволок, выращивание монокристаллов из газовой фазы и т.д. Однако все эти процессы сложны, многостадийны и требуют много времени для получения острия, а управление их параметрами в широком диапазоне значений затруднительно.
Известен способ лазерной обработки материалов [В.В. Баженов и др. Письма в ЖТФ, 1987, т. 13, вып.20, с. 1235- 1239], в котором лазерным излучением осуществляют разогрев материала, в расплавленном состоянии обладающего повышенным коэффициентом отражения, в том числе материала с ρж/ρт> 1, где ρж и ρт - плотность материала при температуре плавления в жидком и твердом агрегатном состояниях, соответственно. При этом нагрев осуществляют выше температуры, соответствующей началу процесса неоднородного плавления, но не выше температуры формирования сплошного расплава на поверхности. Результатом обработки является получение рельефа, представляющего собой совокупность нерегулярно локализованных выступов на поверхности материала. Недостатком данного способа является невозможность получения острия.
Известен также способ обработки поверхности германия [D.C. Emmony, N.J. Phillips, J.H.Toyer, L.J. Willis. The topography of laser irradiated germanium J. Phys.D.: Appl. Phys., 1975, 8, pp. 1472-1479), в котором осуществляют разогрев поверхности германия, для которого ρж/ρт> 1, до формирования мелкой ванны расплава (глубина ванны много меньше ее ширины). При остывании созданной ванны расплава и перераспределении материала за счет различия плотностей жидкой и твердой фаз в центральной части ванны формируется цилиндрический выступ рельефа с существенно скругленной формой, вершины. Недостатками данного способа являются формирование гладкой вершины выступа, его малая, высота, т.е. невозможность получения острия.
Наиболее близким по достигаемому результату к предлагаемому изобретению является выбранный нами в качестве прототипа способ обработки поверхности кремния [Е. Van de Riet, C. J.C.M. Nillesen, J. Dieleman. J. of Applied Physics, 1993, v.74(3), pp. 2008-2012] путем разогрева участка его поверхности серией импульсов излучения эксимерного лазера в вакууме с плотностью мощности не ниже пороговой для формирования расплава с последующим охлаждением до затвердевания. Способ позволяет получать хаотически расположенные микроострия со значительным разбросом геометрических параметров. Эффект наблюдался на кремнии. Этот способ, как и другие, не позволяет сформировать отдельное острие, управлять его размерами и пространственной локализацией.
Быстрое расширение областей применения острий делает необходимым разработку технологии оперативного и управляемого формирования на поверхности твердого тела острий с различными параметрами.
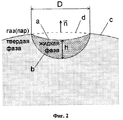
Нами теоретически обосновано и экспериментально подтверждено, что расплав, обладающий к моменту начала кристаллизации строго определенными свойствами и параметрами, в результате кристаллизации при определенных условиях охлаждения обеспечивает формирование острия типа конуса или гребня. Это происходит вследствие действия обнаруженного нами эффекта квазиподобия геометрии расплава, заключающегося в том, что расплав с некоторого момента времени t0 после начала кристаллизации в последующие моменты времени t (t>t0) остается геометрически квазиподобным себе в момент времени t0 (см. фиг. 1).
Предложенное нами изобретение позволяет стабильно и управляемо получать одиночное острие и совокупность таких острий на широком классе материалов с использованием широкого класса источников разогрева.
Заявленный нами технический эффект достигнут путем нагрева граничащей с газом зоны поверхностного слоя материала с ρж/ρт> 1, где ρж и ρт - плотность материала при температуре плавления в жидком и твердом агрегатном состояниях, соответственно, до получения расплава с последующим его охлаждением до затвердевания. Новым в способе является то, что расплав получают с односвязной границей раздела с газовой средой (односвязной областью на поверхности называют такую область, что любой замкнутый контур, расположенный в ней, ограничивает извне множество, состоящее сплошь из точек этой области), характерный размер D границы раздела выбирают из условия D ≤ D0, где Do= 3{σ/[(ρж-ρг)g]}1/2, σ - коэффициент поверхностного натяжения расплава, g - ускорение свободного падения, ρг - плотность газовой среды, максимальную глубину h расплава выбирают из условия h/D ≥ 0,05, охлаждение расплава осуществляют до кристаллизации при сохранении односвязной границы раздела, при этом время Тк кристаллизации сформированного расплава выбирают из условия Tк>Т0, где T0 - период первой гармоники собственных капиллярных колебаний границы раздела сформированного расплава.
Для получения острия типа гребня (лезвия) формируют динамическую ванну расплава (под ванной здесь понимается граница раздела расплав - твердая фаза): ванну расплава перемещают вдоль поверхности материала по заданной траектории, перемещая источник нагрева относительно поверхности материала (см. п. 2).
Если процесс осуществляют в вакууме, то из-за низкого теплоотвода в вакуум уменьшается вероятность образования очагов кристаллизации на свободной поверхности расплава и тем самым обеспечивается ее сохранение. При достаточно высоком вакууме обеспечивается почти полное отсутствие гетерогенных химических реакций, продукты которых могут иметь более высокую температуру плавления и, следовательно, образовывать прочную твердую пленку на поверхности расплава, граничащей с газом, уменьшая тем самым подвижность поверхности раздела расплав-газ, что приводит к увеличению радиуса кривизны вершины и уменьшению высоты острия. Осуществление способа в высоком вакууме обеспечивает получение малой величины радиуса кривизны поверхности вблизи вершины острия (см. п. 3).
При осуществлении способа в атмосфере химически инертного по отношению к расплаву газа также обеспечивается полное отсутствие нежелательных химических реакций и, как следствие, получение радиуса кривизны вершины острия малой величины (см. п. 4).
При осуществлении способа в химически активной атмосфере, происходит искажение границы раздела расплав-газ, формируемой силами поверхностного натяжения, реактивным давлением паров продукта реакции и градиентом сил поверхностного натяжения, возникающим за счет растворения или присутствия на поверхности продукта реакции, изменяющего поверхностное натяжение. В результате в химически активной атмосфере по сравнению с инертной изменяются высота и радиус кривизны вершины острия (см. п.5).
При осуществлении способа в атмосфере легирующего газа за счет того, что время существования расплава к моменту формирования вершины острия максимально, а также за счет сегрегации легирующей примеси при кристаллизации, достигается повышенная концентрация легирующей примеси вблизи вершины острия (см. п. 6).
Из числа материалов с ρж/ρт> 1 многие полупроводники при плавлении приобретают металлический характер проводимости (расплав материала приобретает свойства проводника). В электрическом поле на поверхность проводника действует давление, направленное по внешней нормали к поверхности и пропорциональное квадрату напряженности поля у поверхности. При осуществлении способа в электрическом поле это приводит к увеличению высоты острия (см. п. 7).
Повышение напряженности электрического поля на стадии формирования выпуклой поверхности раздела расплав-газ приводит к увеличению высоты острия (см. п. 8).
Предварительный нагрев материала до температуры меньшей температуры плавления приводит к увеличению времени существования расплава, что ведет к получению острий с более гладкой поверхностью (см. п. 9).
Предварительное охлаждение материала позволяет увеличить скорость кристаллизации и сократить время технологического цикла (см. п. 10).
Осуществление способа на материале, поверхностный слой которого толщиной меньше h является аморфным, позволяет получать монокристаллическое или поликристаллическое острие (см. п. 11).
На фиг. 1 схематически изображены два сечения острия на стадии автомодельного роста в процессе кристаллизации в моменты времени t0(а) и t(б), где t>t0, O - вершина формирующегося острия.
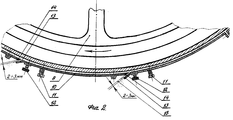
На фиг. 2 представлено схематическое изображение сечения сформированного расплава, граничащего со своей твердой фазой и газом (паром), где а - искривленная поверхность раздела жидкость-газ (мениск), b - поверхность раздела твердой и жидкой фазы (ванна), с - поверхность раздела твердой фазы с газом, d - разрушенный в результате плавления участок поверхности с, n - вектор внешней нормали к поверхности с, усредненный по поверхности d, h - максимальная глубина расплава в ванне (максимальное расстояние между ванной и мениском в направлении вектора n), D - характерный размер мениска а, измеряемый минимальным расстоянием между двумя параллельными плоскостями, касательными к нему и параллельными n.
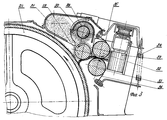
На фиг. 3 представлена фотография острия, сформированного на поверхности монокристаллического кремния в вакууме под действием импульса свободной генерации лазера на неодимовом стекле. Угол наблюдения, отсчитываемый от вектора внешней нормали к исходной поверхности материала, близок к 80o (пример 1).
На фиг. 4 представлены фотографии острий, сформированных на шлифованной поверхности поликристаллического германия в воздухе (а) и в азоте (б) под действием импульса свободной генерации лазера на неодимовом стекле. Угол наблюдения, отсчитываемый от вектора внешней нормали к исходной поверхности материала, близок к 80o (пример 4).
Предложенный способ формирования выступа поверхности типа острия осуществляют следующим образом.
Материалам с ρж/ρт> 1 являются материалы типа германия, кремния, галлия, висмута, льда, антимонида индия и др. Путем разогрева при поверхностной области материала формируют ванну расплава с односвязной (сплошной) границей раздела расплав-газ (см. фиг. 2), который затем охлаждают да завершения его кристаллизация при сохранении односвязной границы раздела. Моментом времени окончания формирования такого расплава и начала его кристаллизации считаем момент начала уменьшения объема расплава за счет его кристаллизации. Характерный размер D границы раздела расплав-газ (мениска) сформированного расплава выбирают из условия D≤D0, где Do= 3{σ/[(ρж-ρг)g]}1/2. Это условие выбора D обеспечивает преобладающее влияние капиллярных сил по сравнению, с гравитационными на формирование поверхности раздела расплав-газ и, следовательно, обеспечивает возможность ее сильного искривления и существенного перераспределения жидкофазного материала. Охлаждение расплава осуществляют, в основном, за счет теплопроводности в граничащую с ним твердую фазу, а также, в меньшей степени, за счет конвективного отвода тепла в газ, теплового излучения. Граница расплав-газ сформированного расплава приобретает форму вогнутого мениска (см. фиг. 2), так как при плавлении объем материала уменьшается ρж/ρт> 1 и стенки ванны расплава образованы твердофазным материалом, смачиваемым расплавом (расплав, сманивает материал, из твердой фазы которого он образован). Такая форма мениска обеспечивает, на первых этапах кристаллизации, фиксацию понижения уровня поверхности твердофазного материала (относительно исходной поверхности) вблизи границы мениска сформированного расплава, что на последующих этапах кристаллизации в силу сохранения массы материала приводит к повышению уровня (формированию выступа) поверхности твердофазного материала вблизи центра мениска.
Если ванну расплава формируют в результате длительного разогрева (т.е. когда (aτ)1/2≫ D/2, где a - температуропроводность твердофазного материала, τ - время формирования расплава), то одновременно с формированием расплава происходит разогрев окружающего твердофазного материала. Поэтому при остывании расплава за счет отвода тепла в твердую фазу фронт кристаллизации (стенка ванны) вследствие низкого градиента температуры и, соответственно, переохлаждения, движется медленно. При этом расплав в ванне перераспределяется таким образом, что его поверхность, раздела с газом успевает приобретать квазиравновесную форму под действием сил поверхностного натяжения. В этом случае существование односвязной поверхности расплав-газ в процессе кристаллизации обычно обеспечивают за счет формирования расплава, глубина которого с увеличением расстояния от центра ванны преимущественно уменьшается. Если ванну с расплавом формируют импульсным источником разогрева, то время кристаллизации расплава может быть настолько малым, что расплав в ванне не успеет перераспределиться. Для обеспечения достаточного перераспределения материала расплава время кристаллизации сформированного расплава выбирают из условия Tк>T0, T0- период первой гармоники собственных капиллярных колебаний границы раздела расплав-газ сформированного расплава. Кроме того, для получения острия заметной по отношению к D высоты максимальную глубину расплава h выбирают из условия h/D≥0,05.
При выполнении вышеназванных условий процесс кристаллизации при остывании происходит следующим образом. Кристаллизация расплава, сформированного с выбранными размерами D и h, начинается и далее идет на границе раздела с твердой фазой, где реализуется максимальное переохлаждение и уже присутствует кристаллическая фаза. При этом за счет увеличения объема материала при кристаллизации (ρж/ρт> 1) и действия сил поверхностного натяжения происходит вытеснение и перераспределение жидкой фазы, динамическое изменение кривизны поверхности раздела расплав-газ, которая стремится принять равновесную форму. Кристаллизация уменьшает объем расплава и характерный размер мениска, что приводит к более быстрому затуханию капиллярных колебаний поверхности расплава. В центре зоны плавления постепенно формируется выступ жидкости (выпуклый мениск) и затем, с некоторого момента времени, реализуется механизм автомодельной геометрии поверхности расплава, т.е. происходит рост высоты выступа при формировании в отдельные моменты времени квазиподобных выпуклых менисков с уменьшающимися с течением времени радиусами кривизны (см. фиг. 1). Данный механизм обеспечивает формирование острия по окончании кристаллизации.
По предлагаемому способу нами была проведена большая серия работ на образцах различных материалов с ρж/ρт> 1 при различных характерных размерах D мениска и глубинах h расплава. В качестве источника нагрева использовали излучение свободной генерации лазера на стекле с неодимом (длительность импульса 10-3 с, длина волны λ = 1,06 мкм) или непрерывного CO2 лазера (λ = 10,6 мкм). Мы стабильно получали острия с варьируемыми в зависимости от параметров расплава геометрическими размерами в различных газовых средах (воздух, азот, гелий, вакуум, кислород, PCl3). Определение формы острия, измерение его высоты h0 относительно основания и радиуса кривизны r0 поверхности при вершине острия производили с помощью оптического микроскопа МБИ-6 и горизонтального микроскопа, входящего в комплект оптической, скамьи ОСК-З. Высоту рельефа и профиля острия определяли, методом наблюдения острий в направлении исходной плоской поверхности образца. Для случая формирования острий малых размеров измерение их геометрических параметров производилось с использованием сканирующего электронного микроскопа. При этом изображение получали при углах наблюдения, близких к скользящим.
Состав поверхностного сдоя острия при легировании исследовался, на растровом электронном микроскопе с рентгеновским спектральным микроанализатором "Camebax".
В примерах конкретного выполнения для удобства работы размеры зоны плавления были много меньше размеров образца материала. Плотность энергии, облучения Q выбирали не выше порога, выноса частиц расплава градиентом давления паров за пределы зоны формирования расплава.
Время кристаллизации сформированного расплава Tк отсчитываемое от момента времени, окончания формирования расплава в примерах конкретного выполнения определяли по формуле (см. [1])
Tк ≅ h2/(4b2a), (1)
где a - температуропроводность твердофазного материала, b - решение уравнения c(Tm-T)/(Lmπ1/2) = b(exp(b2)), где c - удельная теплоемкость твердофазного материала, Tm - температура плавления материала, T - исходная температура твердофазного материала, Lm - удельная теплота кристаллизации.
Tк ≅ h2/(4b2a), (1)
где a - температуропроводность твердофазного материала, b - решение уравнения c(Tm-T)/(Lmπ1/2) = b(exp(b2)), где c - удельная теплоемкость твердофазного материала, Tm - температура плавления материала, T - исходная температура твердофазного материала, Lm - удельная теплота кристаллизации.
Период T0 собственных капиллярных колебаний границы раздела сформированного расплава с газом в сформированной ванне находили по формуле (см. [2])
To≅ 2π/(ω2-γ2)1/2, (2)
где ω2= (2μg/D+8σμ3/(ρжD3))th(2μh/D), γ2= 8μ2ν/D2, ν - кинематическая вязкость расплава, μ = 3,832 - первый корень функции Бесселя первого порядка, g ≅ 980 см/с2.
To≅ 2π/(ω2-γ2)1/2, (2)
где ω2= (2μg/D+8σμ3/(ρжD3))th(2μh/D), γ2= 8μ2ν/D2, ν - кинематическая вязкость расплава, μ = 3,832 - первый корень функции Бесселя первого порядка, g ≅ 980 см/с2.
Примеры конкретного выполнения
Пример 1. В качестве образца брали полированную пластину (0,2 х 1,0 х 1,0 см3) монокристаллического кремния (ρж/ρт≅ 1,1) n-типа с удельным сопротивлением 40 Ом•см. Пластину с начальной температурой T=293 К помещали в вакуум при остаточном давлении воздуха 2•10-3 мм рт.ст. Нагрев зоны поверхностного слоя осуществляли путем фокусировки импульсного излучения неодимового лазера в круглое пятно диаметром d на поверхности образца при близком к однородному распределении плотности энергии облучения Q. Параметры расплава D=90 мкм и h=35 мкм выбирали исходя из условий D<D0 (для кремния D0=1,8 см), h/D>0,05 и выполнения условия Tк>T0. Согласно формуле (1) время кристаллизации расплава Tк= 3,0•10-5 с (для кремния c ≅ 20 Дж/(К•моль), Lm=39600 Дж/моль, Tm= 1683 К, a=0,82 см2/с). По формуле (2) получили T0=1,4•10-5 с (для кремния σ = 860 дин/см, ρж 2,53 г/см2, ν = 0,0027 см2/с). Следовательно, критерий Tк>T0 выполнялся. Подходы к получению расплава заданной глубины с использованием лазерного излучения известны. Ванну расплава с выбранными параметрами D (в данном примере D является диаметром поверхности расплава) и h формировали импульсом лазерного излучения с Q=170 Дж/см2 и d= 90 мкм. Такой режим нагрева обеспечил формирование односвязной (сплошной) границы раздела расплава с паром. Остывание зоны расплава обеспечивалось в основном за счет теплопроводности в твердофазный материал. Сохранение односвязной поверхности расплав-газ обеспечивалось за счет выполнения условий h/D>0,05, Tк>T0 и уменьшения глубины ванны сформированного расплава в направлении от центра к его периферии.
Пример 1. В качестве образца брали полированную пластину (0,2 х 1,0 х 1,0 см3) монокристаллического кремния (ρж/ρт≅ 1,1) n-типа с удельным сопротивлением 40 Ом•см. Пластину с начальной температурой T=293 К помещали в вакуум при остаточном давлении воздуха 2•10-3 мм рт.ст. Нагрев зоны поверхностного слоя осуществляли путем фокусировки импульсного излучения неодимового лазера в круглое пятно диаметром d на поверхности образца при близком к однородному распределении плотности энергии облучения Q. Параметры расплава D=90 мкм и h=35 мкм выбирали исходя из условий D<D0 (для кремния D0=1,8 см), h/D>0,05 и выполнения условия Tк>T0. Согласно формуле (1) время кристаллизации расплава Tк= 3,0•10-5 с (для кремния c ≅ 20 Дж/(К•моль), Lm=39600 Дж/моль, Tm= 1683 К, a=0,82 см2/с). По формуле (2) получили T0=1,4•10-5 с (для кремния σ = 860 дин/см, ρж 2,53 г/см2, ν = 0,0027 см2/с). Следовательно, критерий Tк>T0 выполнялся. Подходы к получению расплава заданной глубины с использованием лазерного излучения известны. Ванну расплава с выбранными параметрами D (в данном примере D является диаметром поверхности расплава) и h формировали импульсом лазерного излучения с Q=170 Дж/см2 и d= 90 мкм. Такой режим нагрева обеспечил формирование односвязной (сплошной) границы раздела расплава с паром. Остывание зоны расплава обеспечивалось в основном за счет теплопроводности в твердофазный материал. Сохранение односвязной поверхности расплав-газ обеспечивалось за счет выполнения условий h/D>0,05, Tк>T0 и уменьшения глубины ванны сформированного расплава в направлении от центра к его периферии.
В результате кристаллизации на поверхности кремния получали острие высотой 11 мкм над исходной плоской поверхностью пластины иди h0 ≅ 12 мкм относительно основания острия. Верхняя часть острия (см. фиг. 3.) имела форму прямого кругового конуса с углом раствора ≅ 90o. Радиус кривизны поверхности вблизи вершины составлял 50 нм.
Опыт воспроизводили 6 раз, облучая каждый раз свежий участок поверхности пластины. Разброс отклонений высот получаемых острий от приведенного составлял ≈7% и был связан с нестабильностью энергии в импульсе лазерного излучения (до 7%).
Пример 2. В качестве материала брали лед (ρж/ρт≅ 1,09) в виде прямоугольного параллелепипеда объемом 400 см3 (20x5x4 см3). Образец с начальной температурой T ≅ 260 К помещали в воздух при давлении 760 мм рт.ст. Разогрев прилегающего к поверхности слоя материала и формование движущейся ванны расплава осуществляли излучением непрерывного CO2 лазера. Пятно облучения на поверхности материала диаметром d и близким к однородному распределением плотности мощности q перемещали по прямолинейной траектории вдоль горизонтальной поверхности льда со скоростью v. В случае движущейся как целое ванны параметры D и h сформированного расплава определялись в поперечном сечении расплава (сечении расплава неподвижной относительно твердофазного материала плоскостью, перпендикулярной траектории). Момент времени окончания формирования области расплава в данном поперечном сечении и начала в нем кристаллизации совпадают с моментом времени начала уменьшения площади области расплава за счет кристаллизации. Для получения в результате кристаллизации острия типа гребня область расплава в поперечном сечении формируют со сплошной линией раздела с газом и процесс кристаллизации ведут при ее сохранении. Параметры расплава D=0,4 см и h=0,15 см выбирали исходя из условий D<D0 (для льда D0= 0,8 см), h/D>0,05 и выполнения условия Tк>T0. Согласно формуле (1) время кристаллизации расплава, которым в данном случае является время кристаллизации расплава в некотором неподвижном поперечном сечении, Tк≅ 120 с (для льда с=2,1 Дж/(К•г), Lm=334. Дж/г, Tm=273 К, a=0,011 см2/с). По формуле (2) получили T0 ≅ 10-2 с (для воды σ = 73 дин/см, ρж= 1,0 г/см2, v=0,017 см2/с). Следовательно, критерий Tк>T0 выполнялся. Подходы к получению расплава заданной глубины с использованием движущегося теплового источника известны. Ванну расплава с выбранными параметрами D и h формировали при плотности мощности облучения q=200 Вт/см2, диаметре пятна облучения d=0,4 см и скорости сканирования v= 0,8 см/с. Выбранный режим нагрева обеспечивал получение односвязной границы раздела расплав-газ и сплошной линии раздела расплав-газ в поперечном сечении расплава. Сохранение, в процессе кристаллизации сплошной линии раздела расплав-газ обеспечивалось за счет выполнения требований h/D>0,05, Tк>T0 и уменьшения глубины ванны сформированного расплава в направлении от центра к его периферии (в поперечном сечении). В результате кристаллизации на поверхности вдоль линии максимальной глубины плавления формировалось острие типа гребня высотой 170 мкм относительно основания и минимальным радиусом кривизны при вершине не более 5 мкм. Опыт: повторялся: три раза. Результат стабильно воспроизводился.
Пример 3. В качестве образца, брали полированную пластину (0,8 x3x3 см3) монокристаллического кремния с удельным сопротивлением 1,2 кОм•см. Нагрев осуществлялся в атмосфере газа PCl3 при давлении газа 15 тор. Далее формирование острия осуществлялось в полном соответствии с примером N1. В результате получали острие высотой 11 мкм, углом раствора конуса 90o и минимальным радиусом кривизны при вершине не более 50 нм.
Материал острия имел проводимость n-типа. Поверхностный слой материала глубиной ≈1 мкм содержал атомы фосфора, измеренная концентрация которых у основания острия составляла ≈2,0•1015 см-3, а концентрация вблизи вершины острия была в 1,4 раз выше. Опыт воспроизводим
Пример 4. Брали шлифованную пластину (толщина 0,3 см и диаметр 3,0 см) поликристаллического германия (ρж/ρт≅ 1,069) с сопротивлением 0,5 Ом см. Образец при начальной температуре 290 К помещали в воздух (химически активная среда) при давлении 760 мм рт.ст. Нагрев зоны поверхностного слоя осуществляли путем фокусировки импульсного излучения неодимового лазера круглое пятно диаметром d на поверхности образца при близком к однородному распределении плотности энергии облучения Q. Параметры расплава D=0,1 см и h=200 мкм выбирали исходя из условий D<D0 (для германия D0 ≅ 1,0 см), h/D>0,05 и выполнения условия Tк>T0. Согласно формуле (1) время кристаллизации расплава составляет Tк ≅ 2,9•10-3 с (для германия с=23.3 Дж/(К•моль), Lm=34700 Дж/моль, Tm= 1211 К, a=0,35 см2/с). По формуле (2) получили T0= 1,0•10-3 с (для германия σ = 600 дин/см, ρж= 5,49 г/см2, ν = 0,00135 см2/с). Следовательно, критерий Tк>T0 выполнялся. Ванну расплава с выбранными параметрами D (в данном примере D является диаметром поверхности расплава) и h формировали импульсом лазерного излучения при Q ≅ 120 Дж/см2 и d ≅ 0,1 см. Такой нагрев обеспечивал формирование односвязной поверхности, раздела расплава, с паром. Остывание зоны расплава обеспечивалось в основном за счет теплопроводности в твердофазный материал. Сохранение сплошной поверхности расплав-газ обеспечивалось за счет выполнения, условий h/D>0,05, Tк>T0 и уменьшения глубины ванны расплава в направлении от центра к периферии расплава.
Пример 4. Брали шлифованную пластину (толщина 0,3 см и диаметр 3,0 см) поликристаллического германия (ρж/ρт≅ 1,069) с сопротивлением 0,5 Ом см. Образец при начальной температуре 290 К помещали в воздух (химически активная среда) при давлении 760 мм рт.ст. Нагрев зоны поверхностного слоя осуществляли путем фокусировки импульсного излучения неодимового лазера круглое пятно диаметром d на поверхности образца при близком к однородному распределении плотности энергии облучения Q. Параметры расплава D=0,1 см и h=200 мкм выбирали исходя из условий D<D0 (для германия D0 ≅ 1,0 см), h/D>0,05 и выполнения условия Tк>T0. Согласно формуле (1) время кристаллизации расплава составляет Tк ≅ 2,9•10-3 с (для германия с=23.3 Дж/(К•моль), Lm=34700 Дж/моль, Tm= 1211 К, a=0,35 см2/с). По формуле (2) получили T0= 1,0•10-3 с (для германия σ = 600 дин/см, ρж= 5,49 г/см2, ν = 0,00135 см2/с). Следовательно, критерий Tк>T0 выполнялся. Ванну расплава с выбранными параметрами D (в данном примере D является диаметром поверхности расплава) и h формировали импульсом лазерного излучения при Q ≅ 120 Дж/см2 и d ≅ 0,1 см. Такой нагрев обеспечивал формирование односвязной поверхности, раздела расплава, с паром. Остывание зоны расплава обеспечивалось в основном за счет теплопроводности в твердофазный материал. Сохранение сплошной поверхности расплав-газ обеспечивалось за счет выполнения, условий h/D>0,05, Tк>T0 и уменьшения глубины ванны расплава в направлении от центра к периферии расплава.
В результате кристаллизации на поверхности германия получали конусообразное поликристаллическое острие высотой 288 мкм над исходной плоской поверхностью пластины, углом раствора конуса 45o и радиусом кривизны вершины острия 5 мкм (см. фиг. 4a). После остывания на поверхности, острия и в окрестности зоны облучения наблюдалось образование пленки, окислов германия. Высота сформированного острия, угол раствора конуса и радиус кривизны вершины острия при близких условиях (Q= 127 Дж/см2), но в азоте (760 мм рт.ст.) составили, соответственно, 126 мкм, ≈100o и ≈6 мкм (см. фиг. 46). Таким образом, в окислительной атмосфере, по сравнению с инертной, существенно возрастала величина высоты острия и уменьшался радиус кривизны вершины острия. Опыт воспроизводим.
Пример 5. В качестве материала выбирали монокристаллический кремний. Полированная пластина имела следующие геометрические размеры: диаметр 4 см, толщина 0,6 см. Образец, размещенный в вакуумной камере, помещался на управляемый от ПЭВМ двухкоординатный стол. Задавалась дискретность линейных последовательных перемещений, равная 120 мкм. (Минимальная дискретность перемещений столика составляла 1 мкм). После каждого последовательного перемещения образца вдоль прямой линии (на расстояние 120 мкм) формировалось острие в полном соответствии с примером конкретного выполнения, описанном в примере 1 для кремния. Путем последовательных перемещений образца и формирования конусообразных острий получали систему из 5 острий, высота каждого из которых составляла 10 мкм, а расстояние между вершинами соседних острий было равно 120 мкм. При использовании скоростей перемещения образца v= 10-2см/с результат практически не зависел от того, производился разогрев с остановкой образца, либо без, поскольку типичная величина смещения образцы за время действия импульса лазерного излучения Δx = vτ = 10-5 см << D = 10-2 см.
Таким образом, предлагаемый способ формирования выступа поверхности типа острия позволяет быстро и воспроизводимо получать острия на поверхности широкого класса технологических материалов.
Величины характерных размеров этих выступов перекрывают большой диапазон значений, начиная с долей сантиметров и включая субмикронный уровень (область микро- и нанотехнологии). Способ позволяет варьировать их геометрические параметры: высоту, угол раствора конуса, размер основания, радиус кривизны вершины.
Особую ценность представляет возможность получения величин радиуса кривизны вершины острия в нанометровой области.
Данное изобретение превосходит возможности фотолитографии, методов химического и электрохимического травления, а также методов вытягивания острий из кварцевого стекла. Оно позволяет успешно решать задачу воспроизводимого и быстрого формирования острий заданного размера и пространственной конфигурации. Важным достоинством способа является его осуществимость на кремнии и германии - материалах, широко применяемых в микроэлектронике.
Технологическая база для реализации способа разработана: рынок предлагает высокостабильные источники импульсного и непрерывного лазерного излучения с необходимыми энергетическими параметрами и временными характеристиками, прецизионные программно-управляемые столы и т.д. Основные материалы для реализации способа производятся в достаточном объеме.
В заключение отметим, что область новых применений острий, микро- и наноострий неуклонно расширяется.
Литература
1. Рыкалин Н.Н., Углов А.А., Кокора А.Н. Лазерная обработка материалов. М., Машиностроение, 1975, 296 с.
1. Рыкалин Н.Н., Углов А.А., Кокора А.Н. Лазерная обработка материалов. М., Машиностроение, 1975, 296 с.
2. М. И. Трибельский. О форме поверхности жидкой фазы при плавлении сильнопоглощающих сред лазерным излучением. Квантовая электроника, т.5, N 4, с. 804-812, 1978.
Claims (11)
1. Способ формирования выступа типа острия на поверхности материала ρж/ρт> 1, где ρж и ρт - плотность материала при температуре плавления в жидком и твердом агрегатном состояниях сооответственно, включающий нагрев зоны граничащего с газом поверхностного слоя материала до получения расплава с последующим его охлаждением до затвердевания, отличающийся тем, что расплав получают с односвязной границей раздела с газовой средой, характерный размер D границы раздела выбирают из условия D≤D0, где Do= 3{σ/[(ρж-ρг)g]}1/2; σ - коэффициент поверхностного натяжения расплава, g - ускорение свободного падения; ρг - плотность газовой среды, максимальную глубину расплава h выбирают из условия h/D≥0,05, охлаждение расплава осуществляют до его кристаллизации при сохранении односвязной границы раздела, при этом время Тк кристаллизации сформированного расплава выбирают из условия Тк > Т0, где Т0 - период первой гармоники собственных капиллярных колебаний границы раздела сформированного расплава.
2. Способ по п.1, отличающийся тем, что расплав получают в динамической ванне, движущейся вдоль поверхности материала по заданной траектории.
3. Способ по пп.1 и 2, отличающийся тем, что его осуществляют в вакууме.
4. Способ по пп.1 и 2, отличающийся тем, что его осуществляют в атмосфере химически инертного газа.
5. Способ по пп.1 и 2, отличающийся тем, что его осуществляют в атмосфере химически активного газа.
6. Способ по пп.1 и 2, отличающийся тем, что его осуществляют в атмосфере легирующего газа.
7. Способ по пп.1 и 2, отличающийся тем, что его осуществляют в электрическом поле.
8. Способ по п.7, отличающийся тем, что используют электрическое поле с изменяющейся напряженностью.
9. Способ по пп.1 и 2, отличающийся тем, что до нагрева поверхностного слоя материала до получения расплава проводят его предварительный нагрев до температуры, меньшей температуры плавления.
10. Способ по пп.1 и 2, отличающийся тем, что до нагрева поверхностного слоя материала до получения расплава проводят его предварительное охлаждение.
11. Способ по пп.1-10, отличающийся тем, что выбирают материал с аморфным поверхностным слоем толщиной меньше h.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU98113601A RU2139373C1 (ru) | 1998-07-07 | 1998-07-07 | Способ формирования выступа типа острия |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU98113601A RU2139373C1 (ru) | 1998-07-07 | 1998-07-07 | Способ формирования выступа типа острия |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2139373C1 true RU2139373C1 (ru) | 1999-10-10 |
Family
ID=20208495
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU98113601A RU2139373C1 (ru) | 1998-07-07 | 1998-07-07 | Способ формирования выступа типа острия |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2139373C1 (ru) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2658839A1 (fr) * | 1990-02-23 | 1991-08-30 | Thomson Csf | Procede de croissance controlee de cristaux aciculaires et application a la realisation de microcathodes a pointes. |
| WO1996015298A1 (en) * | 1994-11-10 | 1996-05-23 | Jyosuke Nakata | Process for producing spherical crystal |
| RU2099808C1 (ru) * | 1996-04-01 | 1997-12-20 | Евгений Инвиевич Гиваргизов | Способ выращивания ориентированных систем нитевидных кристаллов и устройство для его осуществления (варианты) |
-
1998
- 1998-07-07 RU RU98113601A patent/RU2139373C1/ru not_active IP Right Cessation
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2658839A1 (fr) * | 1990-02-23 | 1991-08-30 | Thomson Csf | Procede de croissance controlee de cristaux aciculaires et application a la realisation de microcathodes a pointes. |
| WO1996015298A1 (en) * | 1994-11-10 | 1996-05-23 | Jyosuke Nakata | Process for producing spherical crystal |
| RU2099808C1 (ru) * | 1996-04-01 | 1997-12-20 | Евгений Инвиевич Гиваргизов | Способ выращивания ориентированных систем нитевидных кристаллов и устройство для его осуществления (варианты) |
Non-Patent Citations (1)
| Title |
|---|
| E. Van de Riet et al. J. of Applied Physics, 1993, у.74 (3), pp. 2008-2012. * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Cockayne et al. | Growth striations in vertically pulled oxide and fluoride single crystals | |
| Bonse et al. | Femtosecond laser ablation of silicon–modification thresholds and morphology | |
| Lim et al. | Enhancement of flow boiling heat transfer by laser-induced periodic surface structures using femtosecond laser | |
| KR20000016136A (ko) | 플라즈마 제트로 제품을 처리하는 방법 | |
| Eizenkop et al. | Single pulse excimer laser nanostructuring of thin silicon films: Nanosharp cones formation and a heat transfer problem | |
| Tang et al. | Growth of barium metaborate (BaB2O4) single crystal fibers by the laser-heated pedestal growth method | |
| Wysocki et al. | Near-field optical nanopatterning of crystalline silicon | |
| Schwabe et al. | Particle accumulation structures in time-dependent thermocapillary flow in a liquid bridge under microgravity | |
| Pedraza et al. | Laser ablation and column formation in silicon under oxygen-rich atmospheres | |
| Kim | Morphological instability under constitutional supercooling during the crystal growth of InSb from the melt under stabilizing thermal gradient | |
| Eizenkop et al. | Single-pulse excimer laser nanostructuring of silicon: A heat transfer problem and surface morphology | |
| RU2139373C1 (ru) | Способ формирования выступа типа острия | |
| RU2752821C1 (ru) | Способ получения наноструктурированной поверхности металлической заготовки лазерной обработкой | |
| Lu et al. | Wet-chemical etching of Mn-Zn ferrite by focused Ar+-laser irradiation in H3PO4 | |
| Moening et al. | Formation of conical silicon tips with nanoscale sharpness by localized laser irradiation | |
| Salihoglu et al. | Femtosecond laser crystallization of amorphous Ge | |
| Haessner et al. | Laser-induced dislocation structures in copper single crystals | |
| Toro et al. | Anisotropic nanostructure formation by vapor etching of ion tracks in α-quartz | |
| Reconstruction of vicinal SiC surfaces in liquid silicon at high temperature | ||
| Glebovsky et al. | The characteristic features of growth and the real structure of tungsten tube crystals | |
| Weishart et al. | Morphological stability during GaAs solution growth: liquid phase epitaxy versus the travelling heater method | |
| JP3989424B2 (ja) | 微粒子の製造方法 | |
| Khomich et al. | Formation of surface micro and nanostructures when exposed to laser UV and VUV radiation of nanosecond duration | |
| Pestov et al. | Laser-induced formation of conical bumps on the surface of superrefractory metals | |
| RU2756777C1 (ru) | Способ получения микроструктур на поверхности полупроводника |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20110708 |
|
| RZ4A | Other changes in the information about an invention | ||
| MM4A | The patent is invalid due to non-payment of fees |
Effective date: 20140708 |