RU2015081C1 - Method and cardboard container for packing of storage-stable liquid foodstuffs not saturated with carbon oxide - Google Patents
Method and cardboard container for packing of storage-stable liquid foodstuffs not saturated with carbon oxide Download PDFInfo
- Publication number
- RU2015081C1 RU2015081C1 SU894613689A SU4613689A RU2015081C1 RU 2015081 C1 RU2015081 C1 RU 2015081C1 SU 894613689 A SU894613689 A SU 894613689A SU 4613689 A SU4613689 A SU 4613689A RU 2015081 C1 RU2015081 C1 RU 2015081C1
- Authority
- RU
- Russia
- Prior art keywords
- container
- flaps
- temperature
- pasteurization
- containers
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23C—DAIRY PRODUCTS, e.g. MILK, BUTTER OR CHEESE; MILK OR CHEESE SUBSTITUTES; MAKING THEREOF
- A23C3/00—Preservation of milk or milk preparations
- A23C3/02—Preservation of milk or milk preparations by heating
- A23C3/023—Preservation of milk or milk preparations by heating in packages
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L2/00—Non-alcoholic beverages; Dry compositions or concentrates therefor; Their preparation
- A23L2/02—Non-alcoholic beverages; Dry compositions or concentrates therefor; Their preparation containing fruit or vegetable juices
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L2/00—Non-alcoholic beverages; Dry compositions or concentrates therefor; Their preparation
- A23L2/42—Preservation of non-alcoholic beverages
- A23L2/46—Preservation of non-alcoholic beverages by heating
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS, OR NON-ALCOHOLIC BEVERAGES, NOT COVERED BY SUBCLASSES A21D OR A23B-A23J; THEIR PREPARATION OR TREATMENT, e.g. COOKING, MODIFICATION OF NUTRITIVE QUALITIES, PHYSICAL TREATMENT; PRESERVATION OF FOODS OR FOODSTUFFS, IN GENERAL
- A23L3/00—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs
- A23L3/10—Preservation of foods or foodstuffs, in general, e.g. pasteurising, sterilising, specially adapted for foods or foodstuffs by heating materials in packages which are not progressively transported through the apparatus
-
- C—CHEMISTRY; METALLURGY
- C12—BIOCHEMISTRY; BEER; SPIRITS; WINE; VINEGAR; MICROBIOLOGY; ENZYMOLOGY; MUTATION OR GENETIC ENGINEERING
- C12H—PASTEURISATION, STERILISATION, PRESERVATION, PURIFICATION, CLARIFICATION OR AGEING OF ALCOHOLIC BEVERAGES; METHODS FOR ALTERING THE ALCOHOL CONTENT OF FERMENTED SOLUTIONS OR ALCOHOLIC BEVERAGES
- C12H1/00—Pasteurisation, sterilisation, preservation, purification, clarification, or ageing of alcoholic beverages
- C12H1/12—Pasteurisation, sterilisation, preservation, purification, clarification, or ageing of alcoholic beverages without precipitation
- C12H1/16—Pasteurisation, sterilisation, preservation, purification, clarification, or ageing of alcoholic beverages without precipitation by physical means, e.g. irradiation
- C12H1/18—Pasteurisation, sterilisation, preservation, purification, clarification, or ageing of alcoholic beverages without precipitation by physical means, e.g. irradiation by heating
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Food Science & Technology (AREA)
- Polymers & Plastics (AREA)
- Nutrition Science (AREA)
- Organic Chemistry (AREA)
- General Engineering & Computer Science (AREA)
- Zoology (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- Genetics & Genomics (AREA)
- Toxicology (AREA)
- Wood Science & Technology (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Packages (AREA)
- Food Preservation Except Freezing, Refrigeration, And Drying (AREA)
- Cartons (AREA)
- Non-Alcoholic Beverages (AREA)
- Closing Of Containers (AREA)
- Package Closures (AREA)
Abstract
Description
Изобретение касается способа упаковки устойчивых при хранении ненасыщенных оксидом углерода пищевых продуктов, преимущественно цитрусовых и овощных соков, не содержащих патогенных и термофильных микроорганизмов, с рН 3,0-4,6, а также соответствующей упаковки в виде картонной коробки для указанных продуктов. The invention relates to a method of packaging food storage products, preferably citrus and vegetable juices, which are free of pathogenic and thermophilic microorganisms that are not saturated with carbon monoxide unsaturated with carbon monoxide, with a pH of 3.0-4.6, and the corresponding packaging in the form of a cardboard box for these products.
Известен способ упаковки продуктов указанного выше типа, предусматривающий пастеризацию, заливку в картонные контейнеры с двухскатной крышкой со створками, которые вскрываются вручную для образования сливного отверстия, имеющие термопластичное покрытие, закупорку и охлаждение. A known method of packaging products of the above type, involving pasteurization, pouring into cardboard containers with a gable lid with sashes that are opened manually to form a drain hole, having a thermoplastic coating, clogging and cooling.
Однако упакованный таким образом продукт указанного типа не может длительное время храниться на полке (т.е. без охлаждения) и требует либо помещения его в холодильник, либо добавления консервантов. И то, и другое создает неудобства потребителю. However, a product of this type packaged in this way cannot be stored on a shelf for a long time (i.e., without cooling) and requires either placing it in a refrigerator or adding preservatives. Both that, and another creates inconvenience to the consumer.
Поэтому цель изобретения состоит в том, чтобы увеличить срок хранения продукта указанного типа на полке (в естественных условиях) без добавления консервантов. Therefore, the aim of the invention is to increase the shelf life of a product of the indicated type on a shelf (in vivo) without the addition of preservatives.
Это достигается согласно изобретению тем, что, в способе упаковки ненасыщенных оксидом углерода жидких пищевых продуктов, преимущественно цитрусовых и овощных соков, не содержащих патогенных и термофильных микроорганизмов, с рН 3,0-4,6, включающем пастеризацию, заливку в картонные контейнеры с двухскатной крышкой со створками, которые вскрываются вручную для образования сливного отверстия, имеющие термопластичное покрытие, например, из полиэтилена, имеющего температуру размягчения 79оС, закупорку и охлаждение, заливку контейнеров осуществляют при атмосферном давлении и температуре менее 27оС, закупоривание контейнера осуществляют посредством легко открываемого уплотнения, размещенного в центре верхней части концевой створки, а пастеризацию проводят после закупорки контейнера нагреванием его до температуры в интервале от 71оС до температуры размягчения пластика, после чего продукт выдерживают при этой температуре в течение заданного времени пастеризации для получения устойчивого при хранении жидкого пищевого продукта. This is achieved according to the invention in that, in the method of packaging carbon monoxide-unsaturated liquid food products, mainly citrus and vegetable juices that do not contain pathogenic and thermophilic microorganisms, with a pH of 3.0-4.6, including pasteurization, pouring into cardboard containers with a gable a lid with sashes that are opened manually to form a drain hole, having a thermoplastic coating, for example, polyethylene having a softening temperature of 79 ° C, blocking and cooling, filling containers is carried out they are poured at atmospheric pressure and a temperature of less than 27 ° C, the container is closed by means of an easily openable seal located in the center of the upper part of the end leaf, and pasteurization is carried out after the container is closed by heating it to a temperature in the range from 71 ° C to the plastic softening temperature, after which the product is kept at this temperature for a predetermined pasteurization time to obtain storage stable liquid food product.
Жидкие пищевые продукты, к которым применим способ по данному изобретению, включают в себя некорбонатные фруктовые продукты типа цитрусовых продуктов или продуктов со вкусом цитрусовых, фруктовые продукты, овощные соки и овощные коктейли, о которых говорилось выше. Карбонация должна быть устранена, поскольку в ином случае давления, которые создаются в процессе изготовления, окажутся слишком высокими. Другим требованием к пищевым продуктам является отсутствие патогенных и термофильных бактерий. Большинство соков и напитков имеют рН в пределах от 2,8 до 4,0, но не более рН 4,6. При рН более 4,6 имеется потенциальная проблема патогенных бактерий. При рН ниже 4,6 проблемами являются дрожжи, плесень и бактерии. Liquid food products to which the method of this invention is applicable include non-carbonate fruit products such as citrus products or citrus-flavored products, fruit products, vegetable juices, and vegetable smoothies mentioned above. Carbonation must be eliminated, because otherwise the pressures created during the manufacturing process will be too high. Another requirement for food products is the absence of pathogenic and thermophilic bacteria. Most juices and drinks have a pH ranging from 2.8 to 4.0, but not more than pH 4.6. At pH greater than 4.6, there is a potential problem of pathogenic bacteria. Below pH 4.6, yeast, mold, and bacteria are problems.
Если рН больше 4,6, что может быть у таких продуктов, как молоко, то необходимо произвести предварительную обработку сверхвысокой температурой в диапазоне от 115оС до 126оС в течение 15-20 с для уничтожения патогенных организмов с последующим охлаждением до комнатной температуры. Предварительная обработка сверхвысокой температурой желательна для некоторых продуктов на основе овощей типа помидор из-за первоначального высокого содержания термофильной плесени. If the pH is greater than 4.6, which may be in products such as milk, then it is necessary to pre-treat with an ultrahigh temperature in the range from 115 ° C to 126 ° C for 15-20 s in order to kill pathogens and then cool to room temperature. Ultra-high temperature pretreatment is desirable for some tomato-based vegetable products due to the initial high content of thermophilic mold.
Соки и напитки, для которых применим этот процесс, находятся в емкости при комнатной температуре в диапазоне от 4 до 24оС и обрабатываются предварительно, как это описано выше, если в этом есть необходимость. Затем они подаются на наполнительную установку, где в контейнеры подается сок или напиток. Juices and drinks for which this process is applicable are located in containers at room temperature in the range from 4 to 24 ° C and are processed in advance, as described above, if necessary. Then they are fed to the filling unit, where juice or drink is fed into the containers.
Хотя это и не является существенным, но может оказаться полезной установка брызгового вливного клапана в линии между емкостью и наполнительной установкой. Брызговой вливной клапан применяется для добавления до 8 г/см2 азота или двуокиси углерода, предпочтительно около 1 г/см2. Цель разбрызгивания заключается в создании небольшого положительного давления для противодействия попаданию каких-либо бактерий в контейнер после наполнения. Although this is not essential, it may be useful to install a spray infusion valve in the line between the container and the filling unit. The spray infusion valve is used to add up to 8 g / cm2 of nitrogen or carbon dioxide, preferably about 1 g / cm2. The purpose of the spray is to create a small positive pressure to prevent any bacteria from entering the container after filling.
Для этого предпочтительно использовать двуокись углерода. Продукт, разбрызгиваемый с двуокисью углерода, будет содержать такое малое количество двуокиси углерода, что его нельзя будет классифицировать как карбонатный продукт. For this, it is preferable to use carbon dioxide. A product sprayed with carbon dioxide will contain such a small amount of carbon dioxide that it cannot be classified as a carbonate product.
На наполнительной установке обычного типа отдельные контейнеры наполняются холодными. Температура жидкого пищевого продукта должна быть меньше 27оС и желательно, чтобы она была ниже 21оС для получения нейтрального или положительного давления после наполнения. Это может контрастировать с температурами горячего наполнения порядка 82оС. Максимальная температура, которая может применяться, зависит от условий, включая положительное давление от разбрызгиваемого газа и усилие уплотнения, которое в некоторых случаях может воспринимать небольшой вакуум. Однако, как указывалось выше, вакуум является нежелательным. После наполнения и закрывания коробок создается давление от нейтрального до небольшого положительного. In a conventional filling unit, individual containers are filled with cold. The temperature of the liquid food product should be less than 27 ° C and it is desirable that it be below 21 ° C to obtain a neutral or positive pressure after filling. This may contrast with hot filling temperatures of the order of 82 ° C. The maximum temperature that can be applied depends on the conditions, including the positive pressure from the spray gas and the sealing force, which in some cases can absorb a small vacuum. However, as indicated above, vacuum is undesirable. After filling and closing the boxes, pressure is created from neutral to small positive.
Другие предпочтительные режимы и приемы способа показаны в зависимых пунктах формулы изобретения. Other preferred modes and techniques of the method are shown in the dependent claims.
Далее изобретение станет более понятно на примерах выполнения способа, не ограничивающих объем изобретения. Further, the invention will become more clear on examples of the method, not limiting the scope of the invention.
Картонные коробки указанного типа заполняют холодным (ненагретым) соком и передают установку для пастеризации, содержащую три зоны - зону предварительного нагрева, зону выдержки и зону охлаждения. Cardboard boxes of the indicated type are filled with cold (unheated) juice and a pasteurization unit is transferred containing three zones — a pre-heating zone, a holding zone and a cooling zone.
Эта установка может быть выполнена в виде непрерывной движущейся линии, на которой помещают ряды коробок, разнесенных, так чтобы по бокам коробок могла стекать вода для нагрева или охлаждения содержимого. Температура воды составляет от 82 до 85оС. После некоторого промежутка времени, который варьирует в зависимости от размеров коробки, жидкий продукт внутри контейнеров достигает заданной температуры пастеризации. Предпочтительно, температура пастеризации составляет около 68оС, которая достигается за время порядка 13-19 мин в случае однолитровой коробки. Двухлитровые коробки позволяют достичь этой температуры за 20-24 мин, а для 250-миллилитровых коробок достаточно 4-7 мин. This installation may be in the form of a continuous moving line on which rows of boxes spaced are placed so that water can drain on the sides of the boxes to heat or cool the contents. Water temperature is from 82 to 85 ° C. After a certain period of time, which varies depending on the size of the box, the liquid product inside the containers reaches the set pasteurization temperature. Preferably, the pasteurization temperature is about 68 ° C, which is achieved over a period of about 13-19 minutes in the case of a one liter box. Two-liter boxes allow you to reach this temperature in 20-24 minutes, and for 250-milliliter boxes 4-7 minutes are enough.
В зоне выдержки продукт выдерживают при заданной температуре пастеризации в течение заданного времени для обеспечения полного уничтожения микроорганизмов. Соответствующее время при различных температурах пастеризации может быть взято из соответствующих справочников. Период выдержки в 10 мин рекомендуется для предпочтительной температуры 68оС. Температура не должна быть больше 84оС (при которой выдержка составит около 4 мин), в ином случае могут появиться проблемы с размягчением пластика, когда контейнер содержит полиэтиленовый слой, и может произойти отслоение его от картона. Немного более высокая температура может применяться с пластиком, имеющим более высокую точку размягчения, типа полипропилена. При более низких температурах время выдержки является достаточно длительным. Например, при 71оС оно составит около 25 мин. In the holding zone, the product is kept at a given pasteurization temperature for a predetermined time to ensure the complete destruction of microorganisms. The appropriate time at various pasteurization temperatures can be taken from the respective reference books. A holding time of 10 minutes is recommended for a preferred temperature of 68 ° C. The temperature should not be more than 84 ° C (at which the shutter speed will be about 4 minutes), otherwise there may be problems with softening the plastic when the container contains a plastic layer, and it may peel off from the cardboard. A slightly higher temperature can be used with plastic having a higher softening point, such as polypropylene. At lower temperatures, the exposure time is quite long. For example, at 71 ° C it will be about 25 minutes.
В зоне охлаждения после выдержки в течение заданного времени коробки подают в зону охлаждения, где они остывают до температуры от 32 до 40оС. Эта температура является предпочтительной для быстрого испарения излишков влаги на поверхности контейнера. Температура охлаждающей воды может быть от 1,7 до 15оС. Затем коробки покидают установку и упаковываются в ящики. In the cooling zone, after holding for a predetermined time, the boxes are fed into the cooling zone, where they cool to a temperature of 32 to 40 ° C. This temperature is preferred for the rapid evaporation of excess moisture on the surface of the container. The temperature of the cooling water can be from 1.7 to 15 ° C. Then the boxes leave the installation and are packed in boxes.
П р и м е р 1. Этот пример относится к производству 4546 л готового к употреблению апельсинового сока. 615 л апельсинового сока с концентрацией 65 брикс (% растворимых твердых веществ) дополняют 585 л воды и смешивают в течение 10 мин. PRI me R 1. This example relates to the production of 4546 liters of ready-to-drink orange juice. 615 L of orange juice with a concentration of 65 Brix (% soluble solids) is supplemented with 585 L of water and mixed for 10 minutes.
Затем с помощью насосов, создающих положительное давление, эта смесь подается через линию к наполнителю. Линия содержит смесительную форсунку для вбрызгивания двуокиси углерода и придания конечному продукту давления газа порядка 0,1 фунта/кв.дюйм (8 г/см2). В наполнителе СО2 вводят при температуре около 21оС в литровые коробки с покатыми крышками, которые запечатываются горячим прессованием. Коробки нагревают до температуры 75оС за 14 мин и выдерживают при этой температуре в течение 10 мин. Затем их охлаждают водой при 4,5оС в течение 12 мин для придания на выходе температуры 32оС. Апельсиновый сок имеет срок хранения три месяца и максимально рекомендуется хранить его шесть месяцев. Вкус апельсинового сока заметно лучше, чем в случае применения способа горячего наполнения. Then, using positive pressure pumps, this mixture is fed through a line to the filler. The line contains a mixing nozzle to spray carbon dioxide and give the final product a gas pressure of the order of 0.1 psi (8 g / cm2). In the filler, CO2 is introduced at a temperature of about 21 ° C into liter boxes with sloping lids, which are sealed by hot pressing. The boxes are heated to a temperature of 75 ° C in 14 minutes and kept at this temperature for 10 minutes. Then they are cooled with water at 4.5 ° C for 12 minutes to give a 32 ° C temperature at the outlet. Orange juice has a shelf life of three months and it is recommended that it be stored for a maximum of six months. The taste of orange juice is noticeably better than when using the hot filling method.
П р и м е р 2. Пастеризуют коктейль из сока моллюсков. Партию в 4546 л приготавливают из 454,6 л томатной пасты (32-34 брикс), 253 г соли, 27,1 кг глютамата натрия, 316 кг твердой глюкозы, 13,5 кг специй и 45, 46 кг бульона из моллюсков. Она подается к пастеризатору, где продукт доводится до температуры 121оС на 10-20 с и поддерживается при этой температуре в течение 48-52 с, охлаждается до 21оС, а затем заливается и обрабатывается, как описано в примере 1. PRI me R 2. Pasteurized cocktail of clam juice. A batch of 4546 l is prepared from 454.6 l of tomato paste (32-34 brix), 253 g of salt, 27.1 kg of monosodium glutamate, 316 kg of hard glucose, 13.5 kg of spices and 45, 46 kg of clam broth. It is fed to the pasteurizer, where the product is brought to a temperature of 121 ° C for 10-20 s and maintained at this temperature for 48-52 s, cooled to 21 ° C, and then poured and processed, as described in example 1.
Как отмечалось выше, данное изобретение также относится к картонной коробке с остроконечным верхом улучшенной конструкции. As noted above, the present invention also relates to an improved point-top cardboard box.
Коробки с остроконечным верхом обычно используются для упаковки жидких пищевых продуктов типа молока, соков, цитрусовых продуктов и овощных коктейлей. Когда продукт должен быть заморожен, как в случае с молоком, прочность уплотнения не является критической. Достаточно предотвратить расплескивание, а из-за короткого срока хранения на полке практически не возникает проблем с порчей ввиду попадания в коробку загрязнений. Поэтому в этом известном случае несложно создать покрытие, которое легко открывается без больших усилий потребителя. Напротив, когда подлежащий упаковке продукт относится к другому типу, например типу апельсинового или овощного сока, желательно, чтобы он имел достаточно длительный срок хранения без необходимости его замораживания. Если закупорка негерметична, то бактерии, плесень и дрожжи могут загрязнить продукт и привести к порче. Также, если воздух проходит в контейнер, он может вызвать скисание. Pointed-top boxes are commonly used to pack liquid foods such as milk, juices, citrus products, and vegetable smoothies. When the product must be frozen, as is the case with milk, the strength of the seal is not critical. It is enough to prevent splashing, and due to the short shelf life on the shelf, there is practically no problem with spoilage due to contamination entering the box. Therefore, in this well-known case, it is not difficult to create a coating that can be easily opened without much effort by the consumer. On the contrary, when the product to be packaged is of a different type, for example, the type of orange or vegetable juice, it is desirable that it has a sufficiently long shelf life without the need for freezing. If the plug is leaky, bacteria, mold and yeast can contaminate the product and lead to spoilage. Also, if air passes into the container, it can cause souring.
Поэтому в данном случае необходимо обеспечить очень надежное уплотнение. Вся крышка запечатывается горячим прессованием в соответствии с существующей практикой, и давление на нее осуществляют обычно в виде вертикальных линий, горизонтальной линии и центральной точки. Однако результат выражается в том, что контейнер не является легкооткрываемым с точки зрения среднего потребителя. Therefore, in this case, it is necessary to provide a very reliable seal. The entire lid is sealed by hot pressing in accordance with existing practice, and pressure on it is usually carried out in the form of vertical lines, a horizontal line and a center point. However, the result is that the container is not easy to open from the point of view of the average consumer.
Это создает трудности в создании приемлемого контейнера с покатой крышкой. Использовались разные приемы в попытке решить эту проблему, включая ослабленную линию разрыва, но это не оказалось полностью удовлетворительным. This creates difficulties in creating an acceptable container with a sloping lid. Various techniques were used in an attempt to solve this problem, including a weakened line of discontinuity, but this was not completely satisfactory.
Картонная коробка по изобретению, выполненная из покрытого термопластом картона и имеющая закупориваемый путем тепловой герметизации остроконечный верх, который состоит из расположенных одна против другой боковых панелей с отходящими от них склеенными вместе верхними створками и двух противоположных загнутых внутрь концевых панелей с концевыми створками, отходящими от панелей на меньшую высоту, чем верхние створки боковых панелей, и прикрепленными к нижней части верхних створок, на боковых и концевых панелях выполнены линии перегиба для облегчения открывания и закрывания, а в центре верхней части концевой створки имеется область ослабленного сцепления, оставленная незапечатанной или слабозапечатанной, отличается от известных коробок такого типа тем, что в нижней центральной части верхних створок выполнено точечное углубление, вдавленное одновременно в обе верхние створки и скрепляющие смежные, загнутые внутрь концевые створки. Cardboard box according to the invention, made of thermoplastic coated cardboard and having a pointed top corked by thermal sealing, which consists of side panels located opposite one another with the upper leaves glued together and two opposite end panels bent inward with end leaves extending from the panels a lower height than the upper flaps of the side panels, and attached to the lower part of the upper flaps, bend lines are made on the side and end panels to facilitate opening and closing, and in the center of the upper part of the end leaf there is an area of weakened adhesion left unsealed or poorly sealed, it differs from the known boxes of this type in that in the lower central part of the upper leaves there is a point recess, pressed simultaneously into both upper leaves and fastening adjacent inwardly curved end leaves.
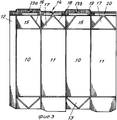
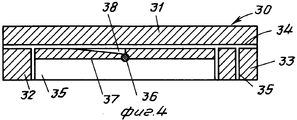
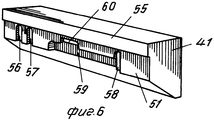
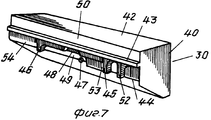
На фиг. 1 показана аксонометрия коробки с покатой крышкой по изобретению; на фиг. 2 - открывание коробки, изображенной на фиг. 1, при этом часть крышки удалена; на фиг. 3 - коробка, изображенная на фиг. 1, открытая для показа областей, которые подлежат запечатыванию; на фиг. 4 - вид сверху штампа, который может использоваться для запечатывания коробки, показанной на фиг. 1-3; на фиг. 5 - аксонометрия коробки с покатой крышкой в соответствии с другим примером реализации данного изобретения, где показано открывание коробки; на фиг. 6 - аксонометрия на виде сбоку охватывающей части штампа для изготовления примера, показанного на фиг. 5; на фиг. 7 - аксонометрия на виде сбоку охватываемой части штампа для изготовления примера, показанного на фиг. 5. In FIG. 1 shows a perspective view of a sloping box according to the invention; in FIG. 2 - opening the box shown in FIG. 1, while part of the cover is removed; in FIG. 3 - the box shown in FIG. 1, open to display areas to be sealed; in FIG. 4 is a plan view of a stamp that can be used to seal the box of FIG. 1-3; in FIG. 5 is a perspective view of a box with a sloping lid in accordance with another example implementation of the present invention, which shows the opening of the box; in FIG. 6 is a perspective view in side view of the female part of the stamp for the manufacture of the example shown in FIG. 5; in FIG. 7 is a perspective view in side view of the male part of the stamp for the manufacture of the example shown in FIG. 5.
Изображенная коробка имеет в основном обычную конструкцию. Она содержит противоположные пары боковых стенок 10 и 11, соединенных пятой панелью 12 (показана на фиг. 3). The box shown is basically of a conventional design. It contains opposite pairs of
Имеется нижняя крышка 13 и покатая крышка, в основном обозначенная позицией 14. Покатая крышка содержит пару боковых панелей 15, имеющих линии изгиба 16 для облегчения открывания, и пару торцевых панелей (створок) 17, имеющих линии изгиба 18. Пара верхних створок 19 представляет собой продолжение боковых панелей (створок) 20, которые являются продолжением панелей 17. Створки 19 запечатываются в горячем состоянии лицом к лицу, как показано на фиг. 1. Створки 20 запечатываются в горячем состоянии к внутренней стороне нижних частей створок 19, как показано на фиг. 2. Обычно делают пару стоечных линий 21 на торце, который не должен открываться и который совпадает с пятой панелью. На другом торце имеется стоечная линия 21а. Также имеется горизонтальная стоечная линия 22. Стоечные линии в основном предназначены для придания большей надежности запечатыванию. Имеется также стоечная точка (область) 23, которая сжимает вместе, проходит до упора и запечатывает смежные торцы загнутых вовнутрь торцевых створок 17. Все, о чем говорилось выше, является обычным с точки зрения конструкции. There is a
Отличие от обычной структуры в соответствии с данным изобретением заключается в области запечатывания между створкой 19 и створкой 20. В соответствии с обычной практикой в случае горячего наполнения вся внутренность створки 20 запечатывается к створке 19. В соответствии с данным изобретением область предпочтительно в виде перевернутого треугольника 25 остается незапечатанной вверху в центре створки 20, как показано в выбранной части на фиг. 2. Остальная запечатанная область показана затшрихованной и обозначена позицией 24. The difference from the conventional structure in accordance with this invention lies in the sealing area between the
На фиг. 3 незапечатанная область показана позициями 23а и 23в, которые комбинируются, создавая область 23, когда коробка закрыта. Установлено, что особенно, когда имеется место стоечной точки 23 на вершине треугольника 25, обеспечивается эффективное запечатывание вместо этой незапечатанной области. Незапечатанная область в верхней центре позволяет потребителю начать открывание коробки, а также приводит к тому, что в том месте, где потребителю необходимо приложить наименьшее усилие, остается меньше запечатанного и подлежащего разделению. In FIG. 3, the unsealed area is shown at 23a and 23b, which combine to form
На фиг. 4 показана охватываемая губка подходящего штампа 30, включающая в себя переднюю часть 31 штампа для сжатия вместе верхней части створок 19, передние части 32 и 33 штампа для торцов и горизонтальных стоечных линий 34 насечки, вертикальных стоечных линий 35 насечки и выступ 36 насечки для стоечной точки. Лицевая часть 37 штампа, которая соединяет створки 19 и 20, вырезана в точке 38, оставляя треугольную незапечатанную область. Это может быть использовано с подгоночном охватывающим штампом. In FIG. 4 shows a male sponge of a
Другие возможные варианты для создания заданной незапечатанной области должны включать в себя применение кремния в качестве разделяющего агента для предотвращения прилипания в области 25. Другой вариант в случае, когда применяется связующее вместо горячего запечатывания, заключается в том, что пренебрегают связующим в области 25. Однако горячее запечатывание является предпочтительным способом закрывания, когда коробка покрыта термопластичной смолой. Предпочтительный структурный материал состоит из пяти слоев, а именно внутреннее покрытие из полиэтилена, перегородка из алюминиевой фольги, слой полиэтилена, скрепляющий фольгу, слой картона и наружный слой из полиэтилена. Могут использоваться другие термопластичные покрытия приемлемого типа для пищевых продуктов типа виниловых смол, например поливинилхлорида. Other options for creating a given unsealed area should include the use of silicon as a release agent to prevent adhesion in region 25. Another option when using a binder instead of hot sealing is to neglect the binder in region 25. However, hot sealing is the preferred method of closing when the box is coated with a thermoplastic resin. A preferred structural material consists of five layers, namely, an inner coating of polyethylene, a partition of aluminum foil, a layer of polyethylene, a bonding foil, a layer of cardboard and an outer layer of polyethylene. Other thermoplastic coatings of an acceptable type may be used for food products such as vinyl resins, such as polyvinyl chloride.
На фиг. 5 показана улучшенная структура, которая подобна тому, что показано на фиг. 1-4, но только здесь показана незапечатанная или немного запечатанная область на вершине створки 20 непосредственно над стоечной точкой 23 в виде треугольника 25а вместо треугольника, показанного на фиг. 2, а также показана незапечатанная или слегка запечатанная область 25b, проходящая между стоечной точкой 23 и стоечной линией 21а. Области 25а и 25b оставляют незапечатанными или они оказываются слегка запечатанными за счет создания штампа, который не создает давления или создает небольшое давление на эти области. In FIG. 5 shows an improved structure that is similar to that shown in FIG. 1-4, but only here is shown an unsealed or slightly sealed area on top of the
Конструкция подходящего штампа 30 показана на фиг. 7, где приведена матрица 41, и на фиг. 6, где показан пуансон 40. Как показано на фиг. 7, пуансон 40 имеет штамповочную поверхность 42, имеющую поднятый продольный буртик (ребро) 43, создающий горизонтальную стоечную линию, и вертикальные буртики (перепонки) 44 и 45, создающие стоечные линии на стороне контейнера, которая должна оставаться запечатанной, и вертикальное ребро (перепонку) 46, создающее стоечную линию со стороны контейнера, которая должна быть открыта. Пуансон 40 имеет посадочный винт 47, обеспечивающий центральную стоечную точку 23. Имеющая в основном прямоугольный рельеф область 25а на фиг. 5 снабжена сжимаемой областью 48 непосредственно над установочным винтом 47, смещенной в направлении стороны коробки, которая должна быть открыта. Рельефная область 49 также выполнена выступающей от установочного винта 47, обеспечивая стоечную точку 23 для перепонки 46, которая создает стоечную линию 21а. Пуансон 40 также содержит область (часть) 50 для запечатывания верхних створок 19 контейнера и области 52, 53 и 54 для запечатывания остальной части створок 20. A
Матрица 41, показанная на фиг. 6, имеет верхнюю область 55, которая сопрягается с частью 50 пуансона, и немного подрезанную область 51, верхняя кромка которой располагается с возможностью совпадения с ребром 43. Штамп имеет прорези 56 и 57 для совпадения с перепонками 44 и 45 и прорезь 58 для совпадения с перепонкой 46. В ней имеются также вдавленная область 59 для ослабления давления, совмещаемая с областью 49 пуансона, и в основном прямоугольная область 60 ослабления давления, совмещаемая с областью 48 пуансона. The
Claims (8)
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA000561264A CA1291092C (en) | 1988-03-11 | 1988-03-11 | Easy opening gable top carton |
| CA561206 | 1988-03-11 | ||
| CA561264 | 1988-03-11 | ||
| CA000561206A CA1290972C (en) | 1988-03-11 | 1988-03-11 | Method of providing shelf stable liquid food products |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2015081C1 true RU2015081C1 (en) | 1994-06-30 |
Family
ID=25671764
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU894613689A RU2015081C1 (en) | 1988-03-11 | 1989-03-10 | Method and cardboard container for packing of storage-stable liquid foodstuffs not saturated with carbon oxide |
Country Status (16)
| Country | Link |
|---|---|
| KR (1) | KR960007820B1 (en) |
| AP (1) | AP107A (en) |
| AR (1) | AR247364A1 (en) |
| DK (1) | DK117189A (en) |
| EG (1) | EG18618A (en) |
| FI (1) | FI96915C (en) |
| HU (2) | HU211389B (en) |
| IE (1) | IE62510B1 (en) |
| IL (1) | IL89474A0 (en) |
| IN (1) | IN176871B (en) |
| MX (1) | MX169744B (en) |
| MY (1) | MY104413A (en) |
| NO (1) | NO891041L (en) |
| PH (1) | PH26443A (en) |
| PT (1) | PT89974B (en) |
| RU (1) | RU2015081C1 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2461499C2 (en) * | 2006-11-21 | 2012-09-20 | КРАФТ ФУДЗ ГЛОБАЛ БРЭНДС ЭлЭлСи | Loose sealing structure (versions), loose seal, and packing system |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3464835A (en) * | 1968-05-29 | 1969-09-02 | Peregrino Mario Del Pilar Cast | Process for pasteurizing liquid products in a continuous line of plastic sachets |
| GB2062441A (en) * | 1979-11-06 | 1981-05-28 | Stainless Fabrications Ltd | Sterilising foodstuffs |
| AR243127A1 (en) * | 1984-12-19 | 1993-07-30 | Tetra Pak Internat Ab | Package for liquids and device for making it |
| US4712727A (en) * | 1987-04-10 | 1987-12-15 | Minnesota Mining And Manufacturing Company | Gable-top container closure system |
-
1989
- 1989-03-03 MY MYPI89000263A patent/MY104413A/en unknown
- 1989-03-03 IL IL89474A patent/IL89474A0/en not_active IP Right Cessation
- 1989-03-06 IN IN212DE1989 patent/IN176871B/en unknown
- 1989-03-06 PH PH38291A patent/PH26443A/en unknown
- 1989-03-09 MX MX015205A patent/MX169744B/en unknown
- 1989-03-09 FI FI891134A patent/FI96915C/en not_active IP Right Cessation
- 1989-03-10 RU SU894613689A patent/RU2015081C1/en active
- 1989-03-10 IE IE78589A patent/IE62510B1/en not_active IP Right Cessation
- 1989-03-10 DK DK117189A patent/DK117189A/en not_active Application Discontinuation
- 1989-03-10 PT PT89974A patent/PT89974B/en not_active IP Right Cessation
- 1989-03-10 AP APAP/P/1989/000116A patent/AP107A/en active
- 1989-03-10 HU HU891191A patent/HU211389B/en not_active IP Right Cessation
- 1989-03-10 HU HU913147A patent/HUT59879A/en unknown
- 1989-03-10 NO NO89891041A patent/NO891041L/en unknown
- 1989-03-11 KR KR89002987A patent/KR960007820B1/en active IP Right Grant
- 1989-03-12 EG EG122/89A patent/EG18618A/en active
-
1991
- 1991-08-19 AR AR91320435A patent/AR247364A1/en active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2461499C2 (en) * | 2006-11-21 | 2012-09-20 | КРАФТ ФУДЗ ГЛОБАЛ БРЭНДС ЭлЭлСи | Loose sealing structure (versions), loose seal, and packing system |
Also Published As
| Publication number | Publication date |
|---|---|
| HU211389B (en) | 1995-11-28 |
| AR247364A1 (en) | 1994-12-29 |
| AP8900116A0 (en) | 1989-04-30 |
| PT89974A (en) | 1989-11-10 |
| IE890785L (en) | 1989-09-11 |
| IN176871B (en) | 1996-09-28 |
| DK117189D0 (en) | 1989-03-10 |
| NO891041L (en) | 1989-09-12 |
| HUT52352A (en) | 1990-07-28 |
| MY104413A (en) | 1994-03-31 |
| KR890014026A (en) | 1989-10-21 |
| HUT59879A (en) | 1992-07-28 |
| IL89474A0 (en) | 1989-09-10 |
| PH26443A (en) | 1992-07-15 |
| HU913147D0 (en) | 1992-01-28 |
| DK117189A (en) | 1989-09-12 |
| NO891041D0 (en) | 1989-03-10 |
| AP107A (en) | 1990-12-13 |
| PT89974B (en) | 1994-03-31 |
| IE62510B1 (en) | 1995-02-08 |
| FI891134A (en) | 1989-09-12 |
| FI96915B (en) | 1996-06-14 |
| KR960007820B1 (en) | 1996-06-12 |
| FI891134A0 (en) | 1989-03-09 |
| FI96915C (en) | 1996-09-25 |
| EG18618A (en) | 1993-08-30 |
| MX169744B (en) | 1993-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5242701A (en) | Method for shelf stable packaging of liquid food in hermetically sealed easy-to-open gable top cartons | |
| AU644584B2 (en) | Packaging perishable liquids in gable top cartons | |
| US4946041A (en) | Easy opening gable top carton | |
| US5494691A (en) | Process for packaging liquid food products | |
| US4989736A (en) | Packing container and blank for use in the manufacture thereof | |
| US3360382A (en) | Method of packaging meat | |
| US5860461A (en) | Container, a container sealing cap, a process and a machine for cold-aseptic filling with beverages | |
| US5321930A (en) | Die for manufacturing a shelf-stable cable top carton | |
| CN1026858C (en) | Method of providing shelf stable liquid food products | |
| US4712249A (en) | Valves | |
| RU2015081C1 (en) | Method and cardboard container for packing of storage-stable liquid foodstuffs not saturated with carbon oxide | |
| CA1056567A (en) | Hermetic, heat-sealed closure | |
| CA1336147C (en) | System for packaging perishable liquids in gable top cartons | |
| JP3020104B2 (en) | Method for manufacturing PET bottle with contents | |
| JPH04114872A (en) | Sealing of glass container, and cap | |
| JPH0439165Y2 (en) | ||
| JPS6315148Y2 (en) | ||
| JPH0721550U (en) | Easy-open packaging bag | |
| CA2025182A1 (en) | Gable top carton |