RU190332U1 - Вант - Google Patents
Вант Download PDFInfo
- Publication number
- RU190332U1 RU190332U1 RU2018129555U RU2018129555U RU190332U1 RU 190332 U1 RU190332 U1 RU 190332U1 RU 2018129555 U RU2018129555 U RU 2018129555U RU 2018129555 U RU2018129555 U RU 2018129555U RU 190332 U1 RU190332 U1 RU 190332U1
- Authority
- RU
- Russia
- Prior art keywords
- fixing material
- hardener
- guy
- guy according
- filler
- Prior art date
Links
- 239000000463 material Substances 0.000 claims abstract description 56
- 239000000945 filler Substances 0.000 claims abstract description 50
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 42
- 239000010959 steel Substances 0.000 claims abstract description 42
- 239000004848 polyfunctional curative Substances 0.000 claims abstract description 35
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 claims abstract description 24
- 238000002844 melting Methods 0.000 claims abstract description 24
- 238000005266 casting Methods 0.000 claims abstract description 22
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 18
- 239000000956 alloy Substances 0.000 claims abstract description 18
- 230000008018 melting Effects 0.000 claims abstract description 18
- 239000003822 epoxy resin Substances 0.000 claims abstract description 15
- 229920000647 polyepoxide Polymers 0.000 claims abstract description 15
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims abstract description 11
- 229920001225 polyester resin Polymers 0.000 claims abstract description 11
- 239000004645 polyester resin Substances 0.000 claims abstract description 11
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 11
- 239000011701 zinc Substances 0.000 claims abstract description 11
- 229920006337 unsaturated polyester resin Polymers 0.000 claims abstract description 10
- 150000001875 compounds Chemical class 0.000 claims abstract description 9
- 229920005989 resin Polymers 0.000 claims description 8
- 239000011347 resin Substances 0.000 claims description 8
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 8
- 150000004985 diamines Chemical class 0.000 claims description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 claims description 3
- 239000011707 mineral Substances 0.000 claims description 3
- 239000010453 quartz Substances 0.000 claims description 3
- 150000004760 silicates Chemical class 0.000 claims description 3
- 239000006004 Quartz sand Substances 0.000 claims description 2
- 150000001244 carboxylic acid anhydrides Chemical class 0.000 claims description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 claims 1
- 239000003795 chemical substances by application Substances 0.000 claims 1
- 238000009434 installation Methods 0.000 claims 1
- 238000010168 coupling process Methods 0.000 description 16
- 238000005859 coupling reaction Methods 0.000 description 16
- 230000008878 coupling Effects 0.000 description 15
- 229910001297 Zn alloy Inorganic materials 0.000 description 9
- 238000004519 manufacturing process Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 8
- 239000002184 metal Substances 0.000 description 8
- 239000000047 product Substances 0.000 description 5
- 150000001735 carboxylic acids Chemical class 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 102220562239 Disintegrin and metalloproteinase domain-containing protein 11_F16P_mutation Human genes 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000000725 suspension Substances 0.000 description 3
- 238000005452 bending Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000006227 byproduct Substances 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 2
- 238000003780 insertion Methods 0.000 description 2
- 230000037431 insertion Effects 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 238000007789 sealing Methods 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- WZCQRUWWHSTZEM-UHFFFAOYSA-N 1,3-phenylenediamine Chemical compound NC1=CC=CC(N)=C1 WZCQRUWWHSTZEM-UHFFFAOYSA-N 0.000 description 1
- 241000976924 Inca Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 150000008064 anhydrides Chemical class 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000005056 compaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 125000005442 diisocyanate group Chemical group 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000008030 elimination Effects 0.000 description 1
- 238000003379 elimination reaction Methods 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 230000008014 freezing Effects 0.000 description 1
- 238000007710 freezing Methods 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical class O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 229920002601 oligoester Polymers 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 230000008447 perception Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 229920000768 polyamine Polymers 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004576 sand Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 238000009827 uniform distribution Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G11/00—Means for fastening cables or ropes to one another or to other objects; Caps or sleeves for fixing on cables or ropes
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Ropes Or Cables (AREA)
Abstract
Полезная модель относится к области подъемно-транспортного машиностроения, в частности к конструкции вант, и может быть использована в различных отраслях промышленности, например, для крепления стрелового, вантового, подъемного, тягового, напорного, напор-возвратного каната экскаваторов, драглайнов (шагающих экскаваторов), используемых в различных температурных и климатических условиях, агрессивных средах.Технический результат - создание ванта с возможностью регулировать в процессе эксплуатации вытяжку каната за счет хода резьбового соединения внутреннего корпуса заливной муфты, а также с возможностью повторного использования концевых участков ванта, содержащих, внешней корпус заливной муфты с контактными средствами для подъема, опускания или удержания груза.Технический результат достигается также тем, что вант содержит стальной канат, по крайней мере одна часть которого расплетена и жестко закреплена в заливной муфте, состоящей из соединенных между собой посредством резьбового соединения внешнего корпуса с контактными средствами для подъема, опускания или удержания груза и внутреннего корпуса, имеющего внутреннее сквозное отверстие для заливки фиксирующего материала в виде усеченного конуса, меньшее основание которого является входным отверстием для расплетенного конца стального каната и соответствует диаметру стального каната, внутренний корпус расположен в цилиндрическом установочном отверстии внешнего корпуса с внутренней резьбой, а на внешней поверхности внутреннего корпуса выполнена резьба, соответствующая внутренней резьбе цилиндрического установочного отверстия внешнего корпуса, внутреннее сквозное отверстие для заливки фиксирующего материала выполнено длиной не менее 3,5⋅D, где D - диаметр стального каната и имеет конусность 8÷20°. В качестве фиксирующего используют один следующих материалов: полиэфирная смола, смешанная с отвердителем; ненасыщенная полиэфирная смола, растворенная в стироле или ненасыщенная полиэфирная смола, растворенная в стироле с отвердителем и/или ускорителем; компаунд; эпоксидная смола с отвердителем или с отвердителем и наполнителем; сплав на основе свинца, имеющий температуру плавления порядка 240°С и температуру разливки не менее 340°С; сплав на основе цинка, имеющий температуру плавления порядка 426°С и температуру разливки не менее 440°С; цинк с минимальной чистотой по массе 99,9%, температурой плавления порядка 419°С и температурой разливки не более 540°С; баббит. 20 з.п. ф-лы; 7 фиг.
Description
Полезная модель относится к области подъемно-транспортного машиностроения, в частности, к конструкции вант и может быть использована в различных отраслях промышленности, например, для крепления стрелового, вантового, подъемного, тягового, напорного, напор-возвратного каната экскаваторов, драглайнов (шагающих экскаваторов), используемых в различных температурных и климатических условиях, агрессивных средах.
Известен несущий трос моста, содержащий трос, концевые части которого расплетены и жестко закреплены в заливных муфтах, заполненных цинковым сплавом (CN 102535342, МПК E01D 19/16, E01D 21/00, 12.01.2012 г.).
Известна вантовая оттяжка, содержащая металлический трос, по крайней мере, одна концевая часть которого расплетена и жестко закреплена в заливной муфте, при этом заливная муфта заполнена полиэфирной смолой или эпоксидной смолой с отвердителем и наполнителем в виде порошка или зернистого материала (Патент РФ 149680, МПК F16G 11/00, 26.08.2014 г.).
Стальные канаты удлиняются во время эксплуатации, особенно когда вант подвергается динамической нагрузке, возникающей, например, при многократном подъеме и опускании грузов, или при раскачивании груза. Использование несущего троса и вантовой оттяжки указанных конструкций не позволяет компенсировать возникающую при эксплуатации вытяжку троса. Также в случаях одновременного использования нескольких вант, например, при закреплении стрелы карьерного экскаватора, необходимо соблюдать размерность всех вант для обеспечения равномерного распределения нагрузки между ними. Что не представляется возможным при использовании вант известных конструкций.
Известна концевая заделка каната с помощью муфты, содержащей внешний корпус со средством для подъема, опускания или удержания груза и внутренний корпус для приема стального каната с внутренним отверстием конической формы, при этом внешний и внутренний корпус соединены между собой посредством резьбового соединения, при этом внутренний корпус имеет внешнюю резьбу, а внешний корпус имеет внутреннюю резьбу, которая соответствует внешней резьбе внутреннего корпуса. Внешний корпус имеет по меньшей мере одно отверстие в форме продолговатого отверстия для вставки штифта, а внутренний корпус на верхнем крае имеет один или несколько стопоров или проушин, при этом вставленный штифт со стопором или проушиной предотвращает полный поворот внутреннего корпуса во внешнем корпусе. (ЕР 2805083, МПК F16G 11/04, F16G 11/02, 13.01.2013 г.)
Недостатки концевой заделки каната известной конструкции заключаются в том, что штифт исключает частичный оборот внутреннего корпуса во внешнем корпусе, что является ограничивающим фактором при монтаже изделия, т.к. необходимо соблюдение параллельности концевых муфт с обеих сторон изделия, а также изготовление специальных пазов и штифта приводят к удорожанию стоимости концевой муфты и усложняют процесс изготовления конечного изделия (ванта).
Технический результат заключается в создании ванта с возможностью регулировать в процессе эксплуатации вытяжку каната за счет хода резьбового соединения внутреннего корпуса заливной муфты, а также с возможностью повторного использования концевых участков ванта, содержащих, внешней корпус заливной муфты с контактными средствами для подъема, опускания или удержания груза.
Указанный технический результат достигается тем, что вант содержит стальной канат, заливную муфту, состоящую из соединенных между собой посредством резьбового соединения внешнего корпуса с контактными средствами для подъема, опускания или удержания груза и внутреннего корпуса, имеющего внутреннее сквозное отверстие для заливки фиксирующего материала в виде усеченного конуса, меньшее основание которого является входным отверстием для расплетенного конца стального каната и соответствует диаметру стального каната, внутренний корпус расположен в цилиндрическом установочном отверстии внешнего корпуса с внутренней резьбой, а на внешней поверхности внутреннего корпуса выполнена резьба, соответствующая внутренней резьбе цилиндрического установочного отверстия внешнего корпуса, согласно предложению внутреннее сквозное отверстие для заливки фиксирующего материала выполнено длиной не менее 3,5⋅D, где D - диаметр стального каната, и имеет конусность 8÷20°.
Технический результат достигается также тем, что в качестве фиксирующего используют один из следующих материалов полиэфирная смола, смешанная с отвердителем, или ненасыщенная полиэфирная смола, растворенная в стироле, или ненасыщенная полиэфирная смола, растворенная в стироле с отвердителем и/или ускорителем, или компаунд, или эпоксидная смола с отвердителем, или эпоксидная смола с отвердителем и наполнителем, или сплав на основе свинца, имеющий температуру плавления порядка 240°C и температуру разливки не менее 340°C, или сплав на основе цинка, имеющий температуру плавления порядка 426°C и температуру разливки не менее 440°C, или цинк с минимальной чистотой по массе 99,9%, температурой плавления порядка 419°C и температурой разливки не более 540°C, или баббит.
Технический результат достигается также тем, что при использовании в качестве фиксирующего материала полиэфирной смолы, смешанной с отвердителей, или ненасыщенной полиэфирной смолы, растворенной в стироле, или ненасыщенной полиэфирной смолы, растворенной в стироле с отвердителем и/или ускорителем, смола имеет динамическую вязкость 0,3-0,4 Па⋅с, предел термостойкости 100-120°C, предел прочности при изгибе не менее 9 МПа, модуль изгиба 3600-4400 МПа, твердость по Барколу 35-60 ед.
Технический результат достигается также тем, что при использовании в качестве фиксирующего материала эпоксидной смолы с отвердителем соотношение содержания отвердителя к эпоксидной смоле составляет (0,4÷1):(1÷2,5).
Технический результат достигается также тем, что при использовании в качестве фиксирующего материала эпоксидной смолы с отвердителем и наполнителем содержание наполнителя не должно превышать 50% масс, при этом в качестве наполнителя может быть использован кварц пылевидный, кварцевый песок или тонковолокнистые минералы из класса силикатов с фракцией порядка 1 мм.
Технический результат достигается также тем, что в качестве отвердителя используют карбоновые кислоты, или ангидриды карбоновых кислот, или диамины карбоновых кислот.
Технический результат достигается также тем, что расплетена и жестко закреплена в заливной муфте одна концевая часть стального каната.
Технический результат достигается также тем, что расплетены и жестко закреплены в заливной муфте обе концевые части стального каната. Сущность полезной модели поясняется чертежами.
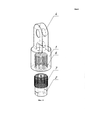
На фигуре 1 представлен внешний вид заливной муфты (открытого типа) в изометрии.
На фигуре 2 представлен внешний вид заливной муфты (закрытого типа) в изометрии.
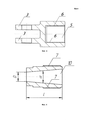
На фигуре 3 представлен внешний корпус заливной муфты (открытого типа) в разрезе.
На фигуре 4 представлен внутренний корпус заливной муфты в разрезе.
На фигуре 5 представлен вант предлагаемой конструкции с различными вариантами заливных муфт в изометрии.
На фигуре 6 представлен вант предлагаемой конструкции в разрезе в начальный момент использования.
На фигуре 7 представлен вант предлагаемой конструкции в разрезе после устранения образовавшейся в работе вытяжки каната.
Заливная муфта выполнена из двух частей: внешнего корпуса 1 и внутреннего корпуса 2 (фиг. 1, 2). Внешний корпус 1 в верхней части имеет контактные средства для подъема, опускания или удержания груза. Контактные средства для подъема, опускания или удержания груза могут быть выполнены в виде, например, U-образных (вилкообразных) концевых зажимов 3 для заливных муфт открытого типа (фиг. 1) или проушин 4 для заливных муфт закрытого типа (фиг. 2).
Внешний корпус 1 имеет цилиндрическое установочное отверстие 5 (фиг. 3), в которое устанавливается внутренний корпус 2. На поверхности цилиндрического установочного отверстия 5 выполнена внутренняя резьба 6 (фиг. 3). Внутренний корпус 2 в свою очередь имеет внешнюю резьбу 7 (фиг. 4), соответствующую внутренней резьбе 6, и, таким образом, создает с внешним корпусом 1 разъемное соединение, путем ввинчивания его в цилиндрическое установочное отверстие 5. Путем вращения внутреннего корпуса 2 в цилиндрическом установочном отверстии 5 внешнего корпуса 1 или посредством любого вращения внешнего и внутреннего корпусов 1, 2 относительно друг друга, можно отрегулировать осевое положение внутреннего корпуса 2 в цилиндрическом установочном отверстии 5 внешнего корпуса 1. Благодаря этому возможно компенсировать вытяжку каната 8 (фиг. 6, 7), соединенного с заливной муфтой путем завинчивания внутреннего корпуса 2 дальше в установочное отверстие 5 внешнего корпуса 2.
Комбинация из двух резьбовых соединений (внутренней 6 и внешней 7 резьбы) является оптимальной для восприятия ожидаемого усилия. Кроме того, наличие резьбового соединения позволяет производить особо точную регулировку осевого положения установочных отверстий 5 внешних корпусов 2, расположенных на противоположных концах стального каната 8.
Для фиксации стального каната 8 и заливки фиксирующего материала 9 (фиг. 6, 7) во внутреннем корпусе 2 выполнено внутреннее сквозное отверстие 10 в виде усеченного конуса (фиг. 4).
Наименьший диаметр внутреннего сквозного отверстия 10 со стороны, предусмотренной для введения расплетенного конца стального каната 8, соответствует диаметру стального каната D, при этом длина L внутреннего сквозного отверстия 10 должна соответствовать не менее 3,5⋅D (фиг. 4), а конусность а составлять 8÷20°.
При длине внутреннего сквозного отверстия 10 менее 3,5⋅D количество фиксирующего материала для заливки будет недостаточно для удержания расплетенного конца стального каната 8 во внутреннем корпусе 2 заливной муфты.
Конусность α внутреннего сквозного отверстия 10 менее 8° является недостаточной для удержания фиксирующего материала 9 во внутреннем сквозном отверстии 10 и может привести к выскакиванию расплетенного конца стального каната 8 через входное отверстие (равное диаметру стального каната D) сквозного отверстия 10. При этом изготовление внутреннего сквозного отверстия 10 с конусностью α более 20° является нецелесообразным, т.к. это значительно увеличивает размеры и стоимость внутреннего корпуса 2 заливной муфты, так и самого ванта в целом.
Согласно предлагаемой конструкции ванта в заливной муфте может быть закреплена одна концевая часть стального каната 8 или обе концевые части стального каната 8. В случае, если одна концевая часть стального каната 8 закреплена в заливной муфте, то другая концевая часть стального каната 8 навита на барабан лебедки.
Вант предлагаемой конструкции содержит стальной канат 8, концевые части (не обозначены на чертежах) которого расплетены и жестко закреплены в заливной муфте 11 открытого типа и заливной муфте 12 закрытого типа (фиг. 5). Конструкции заливной муфты 11 и заливной муфты 12 представлены на фиг. 1, 2.
Заливные муфты 11 и 12 могут быть заполнены различными фиксирующими материалами.
Заделка концов каната с помощью фиксирования (заливки) муфт композицией на основе смолы или легкоплавким металлом (сплавом на основе легкоплавкого металла) является наиболее надежным и прочным способом заделки концов каната.
При указанном способе заделки концов каната муфты фиксируются при помощи легкоплавкого металла (его сплава), либо специально подготовленной полимерной композицией на основе полиэфирной (в том числе ненасыщенной) или эпоксидной смол. Из всех видов заделок данный вид имеет наибольший коэффициент эффективности, при этом в результате заливки получается монолитное соединение, отличающееся высокой прочностью.
К преимуществам данного вида заделки относятся ее универсальность: можно использовать канат любой конструкции, возможность использования больших диаметров канатов, что невозможно на других видах концевой заделки. Прочность полученного соединения «канат-муфта» достигает прочности каната.
Вид фиксирующего материала для заливки и его характеристики выбирается исходя из области применения ванта и зависит от характеристик стального каната и размеров заливной муфты. Также параметры любого фиксирующего материала должны обеспечивать оптимальную степень адгезии фиксирующего материала с поверхностью внутреннего сквозного отверстия для заливки фиксирующего материала в виде усеченного конуса и расплетенным концом стального каната для заполнения многочисленных углублений на поверхности металла.
Наиболее широкое распространение в качестве фиксирующего материала в последние годы приобретает фиксирующий материал на основе полиэфирных смол (в том числе и ненасыщенных).
Фиксирующие материалы на основе полиэфирных смол (в том числе и ненасыщенных) обладают высокой прочностью, твердостью, износостойкостью, отличными диэлектрическими
свойствами, высокой химической стойкостью, экологической безопасностью, т.к. в процессе эксплуатации не выделяют вредных элементов.
Полиэфирные смолы отверждаются при комнатной температуре без приложения давления, без выделения летучих и других побочных продуктов с небольшой усадкой. Поэтому для изготовления изделий не требуются ни специализированного оборудования, ни тепловая энергия, что позволяет быстро освоить как малотоннажное, так и крупнотоннажное производство изделий. Достоинством полиэфирных смол так же является их низкая стоимость, которая ниже стоимости эпоксидных смол.
Основой смолы такого вида является полиэфир, для застывания материала, используют отвердители, растворители, ускорители. В некоторых источниках информации отвердители -компоненты, способствующие более быстрому сгущению и отвердеванию материала, называются «катализаторами». Далее по тексту описания будет использовано понятие «отвердитель».
Отвердитель выступает источником внутреннего теплообразования, за счет которого происходит отверждение, а ускоритель делает этот процесс возможным при естественной температуре без применения внешних источников тепла. В результате процесса полимеризации (затвердевания) не образуется никаких побочных продуктов. Соотношение содержания отвердители и ускорители определяет ход отверждения (время желатинизации) и время, необходимое для превращения фиксирующего материала на основе полиэфирной смолы в твердое состояние.
Отвердитель может использоваться в жидком виде, в виде пасты или порошка.
В качестве растворителя широко применяется стирол. При этом полученный фиксирующий материал практически не дает усадки, т.к. в процессе отверждения стирол не улетучивается, а полимеризуется с растворенной смолой.
Полиэфирная смола (в том числе и ненасыщенная) должна обладать следующими свойствами: динамическая вязкость 0,3-0,4 Па⋅с, предел термостойкости 100-120°C, предел прочности при изгибе не менее 9 МПа, модуль изгиба 3600-4400 МПа, твердость по Барколу 35-60 ед.
Отклонение параметров смолы от указанных значений повышает вероятность разрушения монолитного соединения «стальной канат-фиксирующий материал-внутреннее сквозное отверстие в виде усеченного конуса», полученного при заливке, при нагрузках, превышающих расчетные.
Так при динамической вязкости менее 0,3 Па⋅с смола обладает повышенной текучестью, в тоже время при динамической вязкости более 0,4 Па⋅с смола обладает повышенной хрупкостью, что может негативно отразиться на прочности монолитного соединения «стальной канат-фиксирующий материал-внутреннее сквозное отверстие в виде усеченного конуса» и привести к его разрушению при повышенных нагрузках.
Компаунды также широко используются в качестве фиксирующего материала при производстве вант. В состав компаунда могут входить связующее (полимер, олигомер или мономер) вещества для синтеза полиуретанов (олигоэфир и диизоцианат), пластификатор, модификатор, отвердитель, наполнитель, краситель и другие.
Компаунды имеют высокую термическую и окислительную стабильность, низкую испаряемость, обладают отличными разделительными свойствами, высокой адгезией к поверхностям, не вымываются водой и являются эффективным барьером при защите от влаги, не имеют цвета и запаха физиологически безопасны.
В качестве основы фиксирующего материала при производстве вант может использоваться и эпоксидная смола, т.к. она имеет высокие адгезионные свойства, что обеспечивает хорошее уплотнение.
Реакция отверждения у фиксирующих материалов на основе эпоксидных смол проходит с участием отвердителя, который вводят непосредственно перед заливкой.
Соотношение содержания отвердителя к эпоксидной смоле должно составлять (0,4÷1):(1÷2,5). Если количество отвердителя будет менее рекомендуемого соотношения, полученный фиксирующий материал не застынет совсем или останется липким. Это связано с тем, что из-за недостатка одного элемента второй вступит в реакцию не полностью и останется несвязанным. Если, наоборот, увеличить количество отвердителя, то при небольшом превышении фиксирующий материал может отвердеть, но уменьшится прочность. Кроме того, при излишний компонент после застывания может выделиться на поверхность, и его придется удалять. Это также скажется на качестве готового изделия.
В качестве отвердителя предпочтительно использовать карбоновые кислоты, их ангидриды или диамины. Это обусловлено их невысокой стоимостью и быстрым отверждение при низкой температуре. В настоящее время при производстве вант широкое распространение получили фталевый и малеиновый ангидриды карбоновых кислот и следующие диамины: полиэтиленполиамин, метафенилендиамин, гексаметилендиамин.
В некоторых случаях для повышения прочности, адгезии и снижение усадки и стоимости в состав фиксирующего материала вводятся наполнители в виде кварца пылевидного, кварцевого песка или тонковолокнистых минералов из класса силикатов. При этом содержание наполнителя не должно превышать 50% масс. Увеличение содержания наполнителя более 50% масс. значительно ухудшает такие характеристики фиксирующего материала как прочность на разрыв и изгиб.
Фракция материала наполнителя не должна превышать 1 мм, в противном случае не будет обеспечено равномерное распределение наполнителя внутри фиксирующего материала, что приведет к ухудшению качества соединения «стальной канат-фиксирующий материал-внутреннее сквозное отверстие в виде усеченного конуса», при этом прочность полученного соединения будет менее прочности стального каната.
Среди легкоплавких металлов или их сплавов наиболее распространена заливка муфт цинком и цинковыми сплавами в связи с высокой надежностью получаемого соединения и относительной простотой способа заливки. Кроме того, цинк и цинковые сплавы обладают хорошими литейными свойствами, а высокая жидкотекучесть цинка и цинковых сплавов в горячем состоянии позволяет применять их при производстве вант методом заливки в глубокие конические отверстия муфт.
Предпочтительно в качестве фиксирующего материала использовать чистый цинк с минимальной чистотой по массе 99,9%, температурой плавления порядка 419°C и температурой разливки не более 540°C, либо сплав на основе цинка, имеющий температуру плавления порядка 426°C и температуру разливки не менее 440°C.
При температурах разливки близких к температурам плавления цинка будет быстро переходить в твердое состояние и повышается возможность возникновения раковин в заливке, что может существенно снизить надежность заделки. Цинковые сплавы с меньшей температурой плавления имеют в составе большое количество олова, что может существенно снижать их прочностные характеристики.
В качестве другого варианта фиксирующего материала может быть использован сплав на основе свинца, имеющий температуру плавления порядка 240°C и температуру разливки не менее 340°C. Сплавы на основе свинца отличаются высокой жидкотекучестью, твердостью и малой усадкой при кристаллизации. Более низкие температуры плавления по сравнению с цинковыми сплавами позволяют производить экстренную заливку на месте эксплуатации грузоподъемной техники. Но при этом данные сплавы имеют меньшую прочность, чем сплавы цинка.
Температура плавления сплавов на основе свинца используемых для заливки муфт составляет не менее 24СГС
При температурах разливки близких к температурам плавления сплав на основе свинца будет быстро переходить в твердое состояние и повышается возможность возникновения раковин в заливке, что может существенно снизить надежность заделки.
Еще одним вариантом фиксирующего материала может выступать баббит. Наравне со сплавами на основе свинца баббит имеет более низкие температуры плавления по сравнению с цинковыми сплавами, что также позволяет производить экстренную заливку на месте эксплуатации грузоподъемной техники. Но при этом баббит имеет меньшую прочность, чем сплавы цинка.
Заливка муфт легкоплавкими металла или их сплавами состоит из следующих операций. Протяжка свободного конца каната через внутреннее сквозное отверстие для заливки фиксирующего материала в виде усеченного конуса во внутреннем корпусе. Оплетка стального каната мягкой вязальной проволокой ниже основания внутреннего сквозное отверстие для заливки фиксирующего материала. Роспуск свободного конца стального каната. Обезжиривание распушенного конца стального канта и внутреннего сквозного отверстия для заливки фиксирующего материала. Нагрев подготовленного к заливке внутреннего сквозного отверстия для заливки фиксирующего материала и распущенного конца стального каната. Заливка расплавленного легкоплавкого металла или их сплавов.
Вант, снабженный заливной муфтой составной конструкции согласно формуле полезной модели, может быть заменен частично путем приобретения только его центральной части, содержащей стальной канат с закрепленными на его концах внутренними корпусам с внешней резьбой, соответствующей внутренней резьбе внешнего корпуса заливной муфты от уже использованного ванта. При этом значительно снижается стоимость закупки.
Примеры использования ванта с заливной муфтой предлагаемой конструкции.
Вант предлагаемой конструкции может быть применен в составе одноковшового карьерного экскаватора, у которого верхняя часть стрелы соединена шарниром с нижней и подвешивается на стреловых канатах или вантах.
Стрелы прямых лопат удерживаются в рабочем положении с помощью вант. Подвеска стрелы экскаваторов состоит из двух-четырех вант, двух подкосов, соединяющих среднюю часть стрелы с двуногой стойкой, которая передает нагрузки от стрелы на поворотную платформу.
При вантовой подвеске стрела удерживается в рабочем положении несколькими канатами (вантами) постоянной длины, имеющими на концах заливные муфты составной конструкции, которые позволяют компенсировать технологическую вытяжку каната, возникшую в процессе эксплуатации, путем регулировки посредством резьбового соединения и выдерживать угол наклона стрелы экскаватора заложенную производителем, таким образом, что общая ванта будет равна исходной общей длине ванта до вытяжки стального каната (фиг. 7).
Также ванты предлагаемой конструкции могут быть применены в составе устройства для подъема вышки, в подвесных и висячих мостах и др.
Claims (21)
1. Вант, содержащий стальной канат, заливную муфту, состоящую из соединенных между собой посредством резьбового соединения внешнего корпуса с контактными средствами для подъема, опускания или удержания груза и внутреннего корпуса, имеющего внутреннее сквозное отверстие для заливки фиксирующего материала в виде усеченного конуса, меньшее основание которого является входным отверстием для расплетенного конца стального каната и соответствует диаметру стального каната, внутренний корпус расположен в цилиндрическом установочном отверстии внешнего корпуса с внутренней резьбой, а на внешней поверхности внутреннего корпуса выполнена резьба, соответствующая внутренней резьбе цилиндрического установочного отверстия внешнего корпуса, отличающийся тем, что внутреннее сквозное отверстие для заливки фиксирующего материала выполнено длиной не менее 3,5⋅D, где D - диаметр стального каната, и имеет конусность 8÷20°.
2. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют полиэфирную смолу, смешанную с отвердителем.
3. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют ненасыщенную полиэфирную смолу, растворенную в стироле.
4. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют ненасыщенную полиэфирную смолу, растворенную в стироле с отвердителем.
5. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют ненасыщенную полиэфирную смолу, растворенную в стироле с ускорителем.
6. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют ненасыщенную полиэфирную смолу, растворенную в стироле с отвердителем и ускорителем.
7. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют компаунд.
8. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют эпоксидную смолу с отвердителем.
9. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют эпоксидную смолу с отвердителем и наполнителем.
10. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют сплав на основе свинца, имеющий температуру плавления порядка 240°C и температуру разливки не менее 340°C.
11. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют сплав на основе цинка, имеющий температуру плавления порядка 426°C и температуру разливки не менее 440°C.
12. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют цинк с минимальной чистотой по массе 99,9%, температурой плавления порядка 419°C и температурой разливки не более 540°C.
13. Вант по п. 1, отличающийся тем, что в качестве фиксирующего материала используют баббит.
14. Вант по любому из пп. 2-6, отличающийся тем, что смола имеет динамическую вязкость 0,3-0,4 Па⋅с, предел термостойкости 100-120°C, предел прочности при изгибе не менее 9 МПа, модуль изгиба 3600-4400 МПа, твердость по Барколу 35-60 ед.
15. Вант по п. 8, отличающийся тем, что соотношение содержания отвердителя к эпоксидной смоле составляет (0,4÷1):(1÷2,5).
16. Вант по п. 9, отличающийся тем, что содержание наполнителя не должно превышать 50% масс., при этом в качестве наполнителя может быть использован кварц пылевидный, кварцевый песок или тонковолокнистые минералы из класса силикатов с фракцией порядка 1 мм.
17. Вант по любому из пп. 15-16, отличающийся тем, что в качестве отвердителя используют карбоновые кислоты.
18. Вант по любому из пп. 15-16, отличающийся тем, что в качестве отвердителя используют ангидриды карбоновых кислот.
19. Вант по любому из пп. 15-16, отличающийся тем, что в качестве отвердителя используют диамины.
20. Вант по п. 1, отличающийся тем, что расплетена и жестко закреплена в заливной муфте одна концевая часть стального каната.
21. Вант по п. 1, отличающийся тем, что расплетены и жестко закреплены в заливной муфте обе концевые части стального каната.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2018129555U RU190332U1 (ru) | 2018-08-14 | 2018-08-14 | Вант |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2018129555U RU190332U1 (ru) | 2018-08-14 | 2018-08-14 | Вант |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU190332U1 true RU190332U1 (ru) | 2019-06-26 |
Family
ID=67002960
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2018129555U RU190332U1 (ru) | 2018-08-14 | 2018-08-14 | Вант |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU190332U1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU203750U1 (ru) * | 2020-12-09 | 2021-04-20 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Вант |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1737185A1 (ru) * | 1989-02-27 | 1992-05-30 | Государственный Макеевский Научно-Исследовательский Институт По Безопасности Работ В Горной Промышленности | Устройство дл концевой заделки каната |
| GB2255354A (en) * | 1991-05-03 | 1992-11-04 | Bridon Plc | Strand anchorage |
| RU149680U1 (ru) * | 2014-08-26 | 2015-01-20 | Алексей Васильевич Соболев | Вантовая оттяжка (варианты) |
| EP2805083B1 (de) * | 2012-01-17 | 2016-03-02 | E.V.A. GmbH | Seilendverbindung und seilhülse für eine seilendverbindung |
-
2018
- 2018-08-14 RU RU2018129555U patent/RU190332U1/ru active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1737185A1 (ru) * | 1989-02-27 | 1992-05-30 | Государственный Макеевский Научно-Исследовательский Институт По Безопасности Работ В Горной Промышленности | Устройство дл концевой заделки каната |
| GB2255354A (en) * | 1991-05-03 | 1992-11-04 | Bridon Plc | Strand anchorage |
| EP2805083B1 (de) * | 2012-01-17 | 2016-03-02 | E.V.A. GmbH | Seilendverbindung und seilhülse für eine seilendverbindung |
| RU149680U1 (ru) * | 2014-08-26 | 2015-01-20 | Алексей Васильевич Соболев | Вантовая оттяжка (варианты) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU203750U1 (ru) * | 2020-12-09 | 2021-04-20 | Публичное акционерное общество "Северсталь" (ПАО "Северсталь") | Вант |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2011293086B2 (en) | System for anchoring a load | |
| CN1620345A (zh) | 复合抗张部件和制造这种部件的方法 | |
| RU190332U1 (ru) | Вант | |
| EP3662122A1 (de) | Fundament für ein bauwerk | |
| CN102619226A (zh) | 一种压力分散型让压锚索 | |
| CN108797898A (zh) | 用于frp筋的复合式连接器及其组装方法 | |
| CA2662258A1 (en) | Termination assembly for a steel tube umbilical | |
| CN102099536B (zh) | 通过由多个段制成的芯元件而被强化的轻重量的承载结构 | |
| CN114319109B (zh) | Frp构件的粘结型夹具及其安装方法 | |
| RU2178082C2 (ru) | Канатный анкер | |
| US8327506B2 (en) | Socketing material and speltered assembly for terminating tension member | |
| US20100196696A1 (en) | Method and apparatus for anchoring an elongate subsea structure to a termination and a filler material therefor | |
| CN109853527A (zh) | 预制桩、预制桩的连接结构及连接结构的施工方法 | |
| RU149680U1 (ru) | Вантовая оттяжка (варианты) | |
| EP1259679B1 (de) | Verankerung für ein vorgespanntes und/oder belastetes zugelement und ankerbüchse | |
| RU189373U1 (ru) | Вант | |
| CN209291784U (zh) | 一种可自动调整吊点位置的叠合梁/板吊装装置 | |
| US3468569A (en) | Terminal fitting for wire ropes | |
| RU190219U1 (ru) | Вант | |
| RU189375U1 (ru) | Вант | |
| Oshima et al. | Highly durable ultra-high strength prestressing strand system with large diameter | |
| US20020031399A1 (en) | Termination of tension member | |
| JP3903192B2 (ja) | 高強度繊維複合材ケーブルの交差部構造 | |
| CN108756948A (zh) | 一种大跨度隧道预应力锚网支岩壳自承载支护结构 | |
| KR102702855B1 (ko) | 구조용 케이블 시스템 및 이에 사용되는 정착 구조체 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| QB9K | Licence granted or registered (utility model) |
Free format text: LICENCE FORMERLY AGREED ON 20200110 Effective date: 20200110 |