KR870000478B1 - 광학적 윤곽측정방법 - Google Patents
광학적 윤곽측정방법 Download PDFInfo
- Publication number
- KR870000478B1 KR870000478B1 KR1019830002632A KR830002632A KR870000478B1 KR 870000478 B1 KR870000478 B1 KR 870000478B1 KR 1019830002632 A KR1019830002632 A KR 1019830002632A KR 830002632 A KR830002632 A KR 830002632A KR 870000478 B1 KR870000478 B1 KR 870000478B1
- Authority
- KR
- South Korea
- Prior art keywords
- point
- angle
- detecting
- view
- light
- Prior art date
Links
Images







Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/02—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness
- G01B11/04—Measuring arrangements characterised by the use of optical techniques for measuring length, width or thickness specially adapted for measuring length or width of objects while moving
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/24—Measuring arrangements characterised by the use of optical techniques for measuring contours or curvatures
Abstract
내용 없음.
Description
제1도는 본 발명에 따라 용광로내 장입물의 상부 윤곽을 측정하는 방법을 나타내는 개략도.
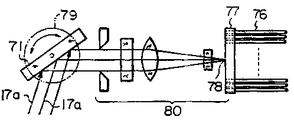
제2도는 제1도의 실제 배치에 대한 부분 파단사시도.
제3도는 제2도에 도시한 광송신기의 도면.
제4도는 제2도에 도시한 광수신기의 도면.
제5도는 삼각측량법의 원리를 나타내는 개략도.
제6도는 본 발명에 의하여, 용광로내 장입물의 정부 표면으로부터 반사된 광선의 이동에 따르는 광수신기의 추적방법을 나타내는 개략도.
제7도는 본 발명에 따르는 광수신기의 시야를 나타내는 제6도의 유사도면.
제8도는 시야의 중심으로부터 반사된 비임(beam)의 비임점(beam spot)의 편차에 의하여 반사된 비임의 광수신각을 얻는 방법을 나타내는 개략도.
제9도와 10도는 본 발명에 따르는 광수신기의 추적방법에 대한 여러가지 구체예를 나타내는 개략도.
제11도는 본 발명에 따라서 감시기상에 나타난 표면윤곽의 실험결과를 나타내는 사진.
본 발명은 레이저비임을 사용하여 용기에 담겨진 물질의 표면윤곽(profile)을 측정하는 방법에 관한 것으로, 더욱 상세히 말하면 용광로 내장입물의 상부 표면윤곽을 광학적으로 측정하는 방법에 관한 것이나 전적으로 이에만 국한되는 것은 아니다.
용광로에서 코우크스와 철광석은 노(furance)의 상부로부터 노내에 교대로 장입된다. 따라서 노내 장입물의 상부 표면은 일반적으로 오목한 형상이 된다.
이 표면윤곽은 노에서 소모되는 연료의 관점에서 볼때 대단히 중요하다. 이것은 특히 자원보존 필요성의 관점에서 대단히 의외를 갖는다.
연료가 최적으로 소모되도록 상부표면 윤곽을 제어하기 위하여는 정밀한 측정이 필수적이다. 이와같은 측정에 있어서는 노내부의 온도와 압력이 극히 높기 때문에 원격 제어가 필요하다.
레이저 비임을 이용하여 용광로 내장입물의 상부표면을 측정하는 광학 표면윤곽 측정기가 공지되어 있다.
상기의 윤곽측정기는 광방사기와 광수신기를 갖고 있다. 광방사기는 용광로내 장입물의 상부 표면에 레이저 비임을 방사하고, 광수신기는 장입물의 상부 표면에 의하여 반사된 레이저 비임을 수신한다. 장입물의 표면 윤곽은 삼각측량법에 의한 광방사각(투영각)과 광수신각(수신각)으로부터 측정한다.
종래에는 넓은 시야를 갖는 광수신기가 사용되었다. 넓은 시야를 갖는 광수신기를 사용하면 가동성(movable) 수신기의 필요성을 배제할 수 있다. 왜냐하면 이 수신기는 한 장소에 고정되어 있지만 광범위한 반사각에 걸쳐서 반사된 광비임(light beams)을 수신할 수 있기 때문이다.
환언하면 이 수신기는 반사된 광선의 반사각 변화를 따르거나 추적할 필요가 없기 때문이다. 이점은 정확하고 간단한 추적을 행하는 것이 기술적으로 어렵다는 관점에서 볼때 중요한 사항이다.
그러나 넓은 시야를 갖는 광수신기는 분해능(resolving power)이 낮다는 결점을 갖고 있다. 분해 능이 낮으므로 다음에 용광로 내장입물의 표면윤곽에 대한 정확한 측정이 불가능하다.
예컨대 넓은 시야를 갖는 광수신기의 단위 시야당분해능이 전체 시야의 1/100이면 전체의 분해능은 다만 전체시야의 1/100에 불과하다.
이와 반대로 좁은 시야를 갖는 수신기의 단위시야당 분해능이 전체시야의 1/100인 경우 그의 단위시야가 전체시야의 1/10이라고 가정하면, 전체 분해능은 전체시야의 1/1000일 것이다.
따라서 높은 분해능이 필요할때, 즉 용광로내 장입물의 상부표면 윤곽을 정밀하게 측정하고져 하는 경우에는 좁은 시야를 갖는 광수신기를 사용하여야 한다. 그러나 이와같은 수신기는 장입물 상부표면으로부터 반사된 광선의 반사각 변화에 따라서 움직이도록 제작되어야 한다. 이 점은 상기한 바와같이 기술적으로 곤란하다.
따라서 본 발명의 주목적은 예컨대 용광로내 장입물의 상부 윤곽을 신속하고 정확하게 측정할 수 있는 새롭고 개량된 광수신기 추적 시스템을 사용하는 광학적인 윤곽 측정방법을 제공하는 것이다.
본 발명의 일개특징에 따라서, 상기한 본 발명의 목적을 달성하기 위하여, 각도 추적이 가능하고 좁은 시야의 광수신기를 갖는 광학검지기(즉 광수신기)를 사용함으로써 용기에 담겨진 물질의 표면윤곽을 측정하는 방법이 제공되는데, 이 방법은 물질표면상의 제1지점을 검지하는 제1단계와, 이와같이 검지된 제1지점에 인접하는 물질표면상의 제2지점을 검지하는 제2단계와, 제2단계를 반복함으로써 물질표면상의 연속되는 n(n은 2이상의 양외정수)지점 (즉 20개지점)을 연속적으로 검지하는 제3단계로 구성된다.
상기의 제1단계는 측정될 물질 표면상의 한지점에 예정된 광방사위치로부터 광방사각 α1으로 레이져 비임을 방사하는 단계와, 물질표면의 상기한 점에서 반사되고 광수신기의 좁은 시야 중심에 촛점을 갖는 레이저비임의 광수신각 β1을 검지하여, 수신기의 각이동을 유발시킴으로써 광방사 위치로부터 거리 L에 위치하는 예정된 광수신 위치에서 비임점을 형성하는 단계와, 두개의 각 α1과 β1및 거리 L로부터 3각 측량을 함으로써 상기한 지점을 기지의 제1지점으로서 검지하는 단계로 구성된다.
상기 제2단계는 제1지점에 인접하는 물질표면상의 제2지점에 레이저비임이 입사하도록 광방사각을 작은각에 의하여 α2로 변화시키는 단계와, 제1지점에서 반사된 광선의 비임점이 형성되는 시야의 중심으로부터 광수신기상에 형성된 제2지점에서 반사되는 레이저 비임의 비임점 편차를 검지하는 단계와, 물질표면 상의 상기한 제2지점에서 반사된 레이저비임의 광수신 각 β2를 상기한 편차에 의하여 예정된 광수신위치에서 검지하는 단계와, 두개의 각 α2와 β2및 거리 L로부터 삼각측량에 의하여 상기한 제2지점을 기지의 제2지점으로서 검지하는 단계와, 제2지점에서 반사된 광선의 비임점이 광수신기의 시야중심에 오도록(β2-β1)와 동일한 작은 각 β만큼 광수신기를 이동시키는 단계로 구성된다.
β만큼 광수신기를 이동시키는 단계로 구성된다.
연속되는 단계에서, 광방사각은 한번에 작은 각 만큼씩 변화한다.
본 발명의 또 하나의 특징에 의하면, 제2단계에서 제2지점은 제1지점으로부터 수평 및/또는 수직방향으로 예정된 짧은 거리에 위치하는 가상지점과 동일하도록 미리, 일시적으로 결정되며, 따라서 가상지점에서 반사된 광선의 광수신각을 미리 알 수 있다.
제2단계에 있어서는 광방사각이 α2로 변화한 후, 수신각이 β2가 되도록 광수신기는 작은 각 β'만큼 이동된다, 수신각이 β2'일때 가상점에서 반사된 광비임의 비임점은 시야중심에 오게 될 것이다. 제2지점은 광수신기상에 형성된 제2지점으로부터 반사된 비임의 비임점 편차에 의하여 수신기의 시야중심으로부터 검지할 수 있다.
β'만큼 이동된다, 수신각이 β2'일때 가상점에서 반사된 광비임의 비임점은 시야중심에 오게 될 것이다. 제2지점은 광수신기상에 형성된 제2지점으로부터 반사된 비임의 비임점 편차에 의하여 수신기의 시야중심으로부터 검지할 수 있다.
본 발명의 바람직한 구체예를 도면에 따라 설명하면 다음과 같다.
제1도와 2도를 참조하면, 본 발명이 적용된 용광로(10)의 상부가 개략적으로 도시되어 있다.
코우크스와 철광석이 용광로(10)에 교대로 장입되어 장입물(12)의 상부 표면이 오목한 형상으로 되어 있다.
장입물(122)의 상부표면 윤곽은 상기와 같은 오목한 형상에만 국한되는 것이 아니고, 예컨대 M형상등으로도될 수 있다.
용광로체는 철제노벽(11)과 이 외벽(11)에 마련된 내화벽돌(15)로 구성되어 있다. 노벽(11)의 상부(13)는 원추형이다. 경사진 상부(13) 위에는 광방사창(14)과 광수신창(16)이 정반대로 설치되어 있다. 대향창(14와 16)은 수평방향에서 이들 사이의 거리가 L이 되도록 (제1도) 설치된다.
노(10)의 외부에는 광원으로서의 역할을 하는 거대 펄스레이 저장치(51)를 구비한 광송신기(50)가 설치되어 있으며, 이 송신기는 예컨대 거대펄스를 발생시킬 수 있는 이트륨-알루미늄-석류석(石榴石)(YAG) 레이저일 수 있다.
송신기(50)는 또한 제2도에 도시한 바와같이 레이저 공진기(53)와 송신주사기(scanner)(55)를 갖고 있다.
레이저공진기(53)와 송신주사기(55)는 단일 유니트로 통합되어 있다.
레이저(17)는 거울과 렌즈조립체(콜리메이터)(57)를 통하여 (제3도) 주사기(55)에 송신된다. 주사기는 예컨대 회전프리즘(19)을 이용한다.
레이저 광선은 프리즘에 의하여 전부 반사되어 창(14)을 통하여 용광로내로 송신된다. 주사기 스텝모우터(59)에 의하여 원격제어방식으로 구동되어 장입물(12)의 상부표면을 충분히 주사하며, 그의 각도는 회전 인코우더(encoder, 도시되지 않았음)에 의하여 검지된다. 송신기(50) 그 자체는 공지되어 있다.
광수신기(70)는 수신주사기(71)와 수신망원경(80)과 신호변환기(75)를 갖고 있다. 주사기(71)와 망원경(80)은 단일 유니트로 합쳐져서 창(16)에 인접하여 설치되어 있다. 수신기(70)는 제4도에 도시되어 있다.
주사기(71)는 예컨대 스텝모우터(79)에 의하여 회전될 수 있는 알루미늄이 피복된 거울이다. 수신기(70)의 시야 각도는 예컨대 약 5.5 이지만, 이것은 주사기를 회전시켜서 평면상에 있는 장입물(12)의 상부표면 모두를 커버한다.
이지만, 이것은 주사기를 회전시켜서 평면상에 있는 장입물(12)의 상부표면 모두를 커버한다.
망원경(80)의 영상면(77)에는 신호 변환기(75)에 광을 송신하는 광학섬유속(光學纖維束)(76)이 있다. 섬유속은 예컨대 32개의 채널로 분할된다.
신호변환기(75)는 예컨대 초고감도의 광검지기인 32개의 광전자 증배관 고속의 아날로그-대-디지탈(AD) 변환기의 32개 채널을 구비하고 있다.
광전자증배관(photomultiplier)에 공급되는 고전압은 시스템제어기(90)에 의하여 제어된다. 광전자증배관의 출력은 증폭되고, 공지된 A/D변환기에 의하여 아날로그 신호로부터 디지탈신호로 변환된다.
환언하여 수신기는 초고감도를 갖춘 32채널선형의 배열수신기이다.
시스템제어기(90)는 미니 컴퓨터(93)와 음극선과(CRT) 디스플레이(91)를 갖고 있다. 미니 컴퓨터(93)는 송신기와 수신기를 제어하여 윤곽을 계산한다.
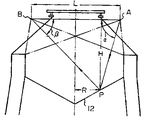
CRT(91)는 측정결과를 그래프로 나타낸다. 제5도에 도시한 바와같이, 선명한 레이저비임이 창(14)를 통하여 전송지점 A에 있는 송신기로부터 장입물(12)의 상부표면상에 투사되면, 노의 직경을 포함하는 수직평면상에 위치하는 다른쪽의 수신기는 수신위치 B에서 장입물(12)의 표면상에 있는 광점을 포착한다. 광송신창(14)을 통하여 장입물(12)의 상부표면에 대한 광입사의 수평방향에 대한 광방사각은 α이고, 상부표면으로부터 창(16)내로 반사된 광의 수평방향에 대한 광수신각은 β이다. 각 β를 갖는 광선이 시야중심에 오게되는 정확한 각 위치를 광수신기가 포착하면 장입물(12)의 상부표면상에 있는 입사점의 비임점은 시야중심에 즉 광학섬유 배열의 중심(78) (제4도)에 집중되어 영상을 이루게 된다. 광송신위치 A와 광수신위치 B에서의 광방사 및 수신각 α와 β와, 두위치 A,B 사이의 거리 L을 알면 장입물(12) 상부표면상의 입사점 P는 삼각측량법에 의하여 알 수 있다.
이 경우 조명지점 P의 위치는 다음 방정식을 사용하여 산출된다.
상기식에서, α : 투사각(광방사각) [rad]
β : 수신각(광수신각) [rad]
L : 두위치 A와 B 사이의 거리 [m]
H : 위치 A와 B를 연결하는 수평선으로부터의 수직거리 [m]
R : 노중심으로부터의 반경거리 [m]
광송신창(14)을 통한 입사광의 각 α를 연속적으로 변화시킴으로써 장입물(12)의 상부표면 윤곽은 삼각 측량에 의한 유사한 방법으로 검지될 수 있다.
종래에는 전술한 것과 같은 넓은 시야를 갖는 광수신기가 사용되었다. 제1도에 도시한 배열에서는 광검지기가 이동 불가능하기 때문에 시야가 노(10)의 직경을 모두 커버해야 한다.
예컨대 노(10)의 직경은 일반적으로 약 6500mm이다. 따라서 광수신기의 분해능이 1/100이면 수평선상에서의 그의 분해한계는 65mm이며, 이것은 불충분하다.
한편, 본 발명에서와 같이 좁은 시야를 갖는 수신기가 사용되면 수신기의 시야가 노 직경의 1/10이라고 가정할때, 좁은 시야가 650mm이다. 분해능이 1/100이면 수평선상에서의 그외 분해한계는 종래의 것보다 높은 6.5mm이다.
좁은 시야를 갖는 수신기를 사용하면 그외에도 여러가지 이점이 있다. 넓은 시야의 경우에는 수신기에 의하여 수신된 광으로부터 유효광을 추출 또는 선택하기 위하여 다량의 신호를 진행시켜야 한다.
좁은 시야의 경우에는 진행될 신호의 양이 상당히 적다. 따라서 신호진행의 관점에서 볼때 좁은 시야의 것이 더욱 유리하다. 이점은 상관처리가 필요한 경우 특히 사실이다. 이와같은 경우에는 진행될 신호의 양이 시야의 평방에 비례하여 증대하기 때문에 좁은 시야가 상당히 유리하다.
더우기 넓은 시야의 경우, 광검지기(수신기)는 시야의 범위내에서 산란된 강한 레이저광선을 수신 또는 포착하기가 쉽게 된다. 따라서 관검지기(18)의 가동범위를 크게할 필요가 있으며, 그렇지 않으면 산란광 비임의 가신호강도에 대하여 불규칙하게 반사된 유효광비임(17a)의 신호강도가 작게되고, 결과적으로 신호대잡음비(S/N)가 감소된다.
상술한 바에 부가하여, 넓은 시야는 장입물(12)의 상부표면 전체를 커버해야 한다. 그러나 일반적으로 시야 전체에 대하여 집속을 수행하는 것은 대단히 곤란하다. 이와 반대로 좁은 시야에 대해서는 예컨대 F수가 2인 고속렌즈가 사용되는 경우일지라도 각 개개시야에 대하여 집속이 이루어질 수 있다. 따라서 각시야에 대하여 최적 촛점을 얻을 수 있다.
상기한 바로부터 알 수 있는 바와같이, 좁은 시야를 갖는 광학검지기(광수신기)를 채용하는 것이 대단히 유리하다. 그러나 전술한 바와같이 추적방법은 기술적으로 어렵다.
본 발명에 따르는 광학검지기의 추적방법을 설명하고져 한다.
레이저비입(17)은 상기한 바와같이 주사기(19)를 이동시킴에 의하여 어떠한 광방사각 α(즉 α=90 )로도 창 (14)를 통하여 장입물(12)의 상부표면에 입사시킬 수 있다.
)로도 창 (14)를 통하여 장입물(12)의 상부표면에 입사시킬 수 있다.
설명을 명확히 하기위하여, 레이저비임이 주사기(19)에 의하여 장입물(12)의 상부표면에 입사되고, 주사기는 제5도에 도시한 지점 A주위에 회전할 수 있으며, 광수신기(70)는 좁은 시야를 갖고 있고, 예컨대 스텝모우터에 의하여 각운동 또는 추적을 수행할 수 있도록 지점 B주위로 회전할 수 있다고 가정한다. 수신기(70)의 각 추적은 지점B주위로 수신기 자체를 회전시킴에 의하여 수행될 수 있다.
또 달리는 수식기가 광비임을 반사하는 주사기 거울(71)(제4도)와 같은 광수식거울을 그 내부에 갖고 있으면, 각도추적은 지점 B주위에 대한 거울의 각 운동에 의하여 수행될 수 있다. 장입물(12)의 상부표면 윤곡은 검지가 완결되기 전에는 미지임으로 상부표면상의 지점 P1이 우선 검지되어야 한다. 공전송지점 A에서의 레이저비임의 광방사각은 α1으로 고정되어 있고, 이것은 예컨대 제6도에서는 90 이다. 다음에 수식기(70)는 일정한 각 속도로 전체시야(이것은 설명되는 구체예에서는 노의 직경에 대응한다)를 주사하기 위해 각 운동을 수행한다. 광학섬유 배열이 시야 중심에 대응하는 그의 중심에서 지점 P1의 비임점을 포착할때 수식기(70)[즉 주사기(71)]의 이동 또는 추적은 정지된다.
이다. 다음에 수식기(70)는 일정한 각 속도로 전체시야(이것은 설명되는 구체예에서는 노의 직경에 대응한다)를 주사하기 위해 각 운동을 수행한다. 광학섬유 배열이 시야 중심에 대응하는 그의 중심에서 지점 P1의 비임점을 포착할때 수식기(70)[즉 주사기(71)]의 이동 또는 추적은 정지된다.
이와같이하여 광수식지점 B에서의 반사된 레이저 비임(17a)의 광수식각 β1이 검지된다. 지점 P1은 상기한 바와같이 삼각측량법에 의하여 두지점 A와 B 사이의 거리 L과 두각 α1과 β1으로부터 검지될 수 있다.
이와같이 지점 P1이 얻어진후, 장입물(12)의 상부표면상의 연속된 점 P2P3……,Pn이 검지된다. 이론적으로는 상부표면상의 어떠한 지점 Pi(i는 1이상의 양의 정수이다)도 제1지점 P1을 얻는 동일한 방법에 의하여 검지될 수 있다. 그러나 수식기는 지점 Pi를 검지할때마다 노의 직경을 커버하는 넓은 각도로 주사하여야 하기 때문에 이것은 긴시간을 요한다. 따라서 제1지점 P1에서와 동일한 방법으로 Pi를 검지하는 것을 실용적인 것이 되지 못하였다.
제1지점 P1에 인접하는 제2지점 P2를 검지하기 위하여는 공방사각 α가 α2( α=α2-α1)가 되도록, 주사기(19)에 의하여 광방사각 α를 작은 각도
α=α2-α1)가 되도록, 주사기(19)에 의하여 광방사각 α를 작은 각도 α만큼 변화시킨다.
α만큼 변화시킨다.
제6도에 도시한 본 발명의 제1구체예에 따르면 α가 대단히 적기 때문에 지점 P2로부터 사된 비임의 광수식각 β2는 공지된 지점 P1으로부터 반사된 비임의 각도(β1)과 동일하다고 가정될 수 있다.
α가 대단히 적기 때문에 지점 P2로부터 사된 비임의 광수식각 β2는 공지된 지점 P1으로부터 반사된 비임의 각도(β1)과 동일하다고 가정될 수 있다.
즉 제2지점 P2는 지점 A와 P2를 연결하는 선과 지점 P1과 B를 연결하는 선상에 위치하는 가상지점 P2'와 동일한 것으로 일시적으로 가정된다.
따라서 이 상태에서는 수식각 β를 변화시킬 필요가 없다. 그러나 장입물(12)의 상부표면상에 있는 실질적인 지점 P2는 가정된 지점 P2'와는 상이하다. 따라서 수식기(70)의 영상면(77)(제4도)상의 비임점은 시야의 중심으로부터 편차되어 있다.
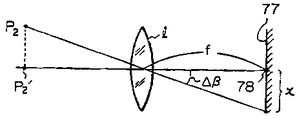
이와같은 편차 때문에 지점(P2)로부터 반사된 광비임의 실제 광수식각 β2는 지점 P1(과P2')으로부터 반사된 광비임의 광수식각 β1과는 대단히 적은 각 β 약간 상이한 것으로써, 제8도에 도시한 공지된 광학원리에 의하여 수학적으로 용이하게 알 수 있다.
β 약간 상이한 것으로써, 제8도에 도시한 공지된 광학원리에 의하여 수학적으로 용이하게 알 수 있다.
즉 제8도에서 영상면(77)(제4도를 역시 참조)상에 형성된 지점(P2)의 비임점이 편차 X만큼 영상면의 중심(78)(제4도참조)으로부터 편차되면, 각도 β는 다음 방정식에 의해 근사적으로 주어지게 된다.
β는 다음 방정식에 의해 근사적으로 주어지게 된다.
상기식에서 f는 렌즈 1의 촛점거리이다.
따라서 편차 x를 알면 각도 β2를 얻을 수 있다.
(β2=β2+ β)
β)
다음에 두개의 각도 α2와 β2와, 두지점 A와 B사이의 거리 L로부터 제2지점 P2를 검지할 수 있다. 그 다음에 주사기(71)를 소각도 β만큼 회전시켜서 제2지점 P2의 비임점이 시야의 중심에 오도록한다. 이와 유사하게 연속되는 지점 P3P4…Pn은 투사각 α를 한번에
β만큼 회전시켜서 제2지점 P2의 비임점이 시야의 중심에 오도록한다. 이와 유사하게 연속되는 지점 P3P4…Pn은 투사각 α를 한번에 α만큼 변화시킴으로써 검지할 수 있다.
α만큼 변화시킴으로써 검지할 수 있다.
즉 제2지점 P2에 인접하는 제3지점 P3가 검지될때 제3지점 P3로부터 반사된 광비임의 수식각 β3는 제2지점 P2로부터 반사된 광비임의 수식각도와 동일한 것으로 가정된다.
즉, 제3점 P3는 지점 A와 P3를 연결하는 선과 지점 B와 P2를 연결하는 선상에 위치하는 가상지점 P3'와 동일한 것으로 가정된다. 제3지점 P3에 입사하는 광비임의 투사각 α3는 α2로부터 소각도 α(
α( α=α2-α3)만큼 상이하다.
α=α2-α3)만큼 상이하다.
투사각 α에 있어서의 한번에 면화하는 양은, 제6도에 도시한 구체예에 있어서 연속되는 지점 P2P3P4…Pn이 검지될때마다 α와 보통 동일하다는 것을 유의하여야 한다.
α와 보통 동일하다는 것을 유의하여야 한다.
제7도를 참조하면, 수식기의 작은 시야가 각도 r로 표기되고, 광수식각도 β의 작은 각 변화는 광방사각이 작은 변화량 α만큼 변화할때
α만큼 변화할때 β로 표기된다면, 작은 각변화
β로 표기된다면, 작은 각변화 β는 다음에 설명하는 이유에 의하여 다음 관계를 만족시키도록 선택되는 것이 바람직하다.
β는 다음에 설명하는 이유에 의하여 다음 관계를 만족시키도록 선택되는 것이 바람직하다.
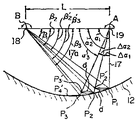
제9도에 도시한 본 발명의 또 다른 구체예에 의하면, 제1지점 P1에 인접한 제2지점 P2는 수직위치에서 제1지점 P1과 동일한 지점 P2'로 가정되고 또한 수평방향에서 d를 통하여 제1지점 P1과는 상이하다고 가정된다.
광방사각 α2는 레이저비임(17)이 지점 P2'를 통과하도록 결정된다. 환언하면 광방사각 α2는 수평거리 d에 대응하여 값 α1만큼 변위된다. 본 구체예에서 수평거리 d는 항상 일정하다.
α1만큼 변위된다. 본 구체예에서 수평거리 d는 항상 일정하다.
제2, 제3의 …n 지점 P2P3…Pn이 검지되면, 제1구체예에서와 유사하게 지점 P2'를 알 수 있으므로 광수식각 β2'는 삼각측량법에 의하여 수학적으로 얻는다. 다음에 주사기(71)는 광수신각이 β2'와 동일하도록 각운동을 수행한다. 이와같은 각 운동은 각 β2'가 이미 아는 것이기 때문에 대단히 짧은 시간내에 수행될 수 있다.
여기에서 유의할점은 P2'가 실제의 광조명지점 P2와는 상이하다는 점이다. 따라서 지점 P2로부터 반사된 비임의 비임점은 시야의 중심으로부터 편차되어 있다.
상기점이 시야의 중심으로부터 편차되어 있음으로 실제의 광수신각 β2는 제1구체예와 유사하게 수학적으로 얻을 수 있다. 두개의 각도 α2와 β2및 두지점 A와 B 사이의 거리 L로부터 지점 P2는 상기한 바와같이 삼각측량에 의하여 검지할 수 있다.
상기한 과정을 반복하여 연속된 지점 P3P4…Pn을 검지한다. 즉 제2지점 P2를 검지한 후, 레이저비임(17)이 제2지점 P2에 인접하는 제3지점 P3'를 통과하도록 광방사각 α2를 수평거리 d에 대응하여 α2만큼 변위시킨다.
α2만큼 변위시킨다.
제3지점 P3를 검지하기전 지점 P3는 수직위치에서 지점 P2와 동일하고 수평방향에서는 거리 d만큼 지점 P2로부터 이격된 지점 P3'으로 가정한다. 다음에 제2가정 지점 P2'에 대하여 사용된 동일한 방법으로 가정지점 P3'에 대응하는 광수신각 β3를 얻는다. 수신기는 광수신각이 β3'와 동일하게 되도록 각 운동을 유발한다.
다음에 제3지점 P3에서 반사되는 광비임의 비임점이 편차함으로 시야의 중심으로부터 제3지점 P3에 대응하는 실제의 광수신각 β3를 얻을 수 있다. 최종적으로 제3지점 P3는 두개의 각 α3와 β3및 거리 L로부터 삼각측량법에 의하여 검지된다.
변화량 α1,α2…은 일반적으로 서로 동일하지 않음을 알 수 있다.
α1,α2…은 일반적으로 서로 동일하지 않음을 알 수 있다.
상기한 검지방법에 의하여 모든 지점 P1P2P3…Pn을 검지할 수 있으며, 따라서 장입물(12)의 상부표면을 검지할 수 있다.
수신기의 시야가 직경 D를 갖는 원이라고 가정한다면 일정거리 d는 제7도에 도시한 경우와 유사하게 다음의 관계를 만족시키는 것이 바람직하다. 즉 d D/4
D/4
물론 거리 d는 장입물(12)의 상부표면의 불규칙한 정도를 고려하여 결정되다. 거리 d는 최소화시킬 수 있다.
왜냐하면 거리 d가 가능한한 작더라도 비임점이 시야밖으로 나와서 광수신기의 각 운동이 없게될 가능성이 전연없기 때문이다. 그러나 거리 d가 극히 작다하더라도 윤곽의 측정은 긴시간이 걸린다. 이와 반대로 거리 d가 크면 비임점은 장입물 상부표면의 불규칙성 때문에 시야내에 들어도지 못하게 되고, 결과적으로 광학검지기(광수신기)의 각 추적을 할 수 없게 된다. 그러나 각추적에 실패하더라도 장입물 상부표면의 모든 점은 제1지점 P1을 검지하는데 사용된 방법과 동일한 방법으로 검지될 수 있다.
이와는 달리, 장입물(12)의 상부표면 윤곽을 대체로 미리알고 있으면 지점 P2'가 지점 P2와 동일한 수직 위치를 갖는다고 가정하는 방법대신에 또다른 검지방법을 적용할 수 있다. 즉 제10도에 도시한 바와같이 지점 P2'보다 지점 P2에 더욱 인접하는 상이한 한개의 지점 Q2'를 가정할 수 있다. 즉 지점 Q2'는 두개의 지점 A와 P2를 연결하는 선상에 있고 지점 P2에 더욱 인접하여 있다. 지점 R2'의 가정상의 과오는 지점 P2'의 그보다 작다는 것을 용이하게 알 수 있다.
제10도에 도시한 구체예에서는 변화량 α1,
α1, α2'…가 해체로 서로 상이하다.
α2'…가 해체로 서로 상이하다.
제10도에 도시한 배열에 의하면, 거리 d가 제9도에 도시한 배열과 비교하여 크더라도 각 추적이 실패할 가능성은 상당히 적다. 환언하면, 제10도에 도시한 배열에 의하면 각 추적에 실패할 염려없이 거리 d를 증가시킬 수 있다.
일반적으로 동일한 수직평면내에 있고, 노의 직경을 포함하는 것이 바람직한 20개 또는 30개의 측정지점 P1,P2…P20또는 P30을 검지하여 용광로내 장입물의 상부표면윤곽을 측정하는 것이다. 또한 소정의 간격으로 상부표면 윤곽의 측정을 반복한다. 따라서 제10도에 도시한 구체예에서 대체로 미리 알려진 윤곽과 같은 직접 이전의 측정치 결과를 사용하는 것이 가능하고 또한 바람직하다.
즉 가상지점 Q2',Q3'는 이전의 측정에 의하여 검지된 윤곽위에 위치한다.
제11도는 CRT디스플레이(91)(제2도)상에 나타난 광석을 장입한 직후의 윤곽에 한 실예를 나타내는 사진이다. 디스플레이상의 종축은 mm 단위로의 깊이를 나타내고, 횡축은 직경에 따른 위치를 나타낸다. 두개의 인접하는 수평선 사이의 거리는 1m33이다. 디스플레이내 상부수평선상에는 장입물의 종류, 측정 개시시간, 측정정지시간, 장치의 상태와 같은 자료가 나타난다. 두개의 하부 수평선상에는 33개의 숫자 윤곽데이타가 mm단위로 나타난다.
상술한 바로부터 알 수 있는 바와같이 본 발명에 따르면, 작은 시야를 갖는 광학검지기를 사용하면 그의 분해능을 증가시켜서 용광로내 장입물 상부표면의 윤곽을 정밀하게 측정할 수 있게 한다.
특히 본 발명은 레이저 윤곽계기와 함께 사용하면 유리하다. 왜냐하면 종래방법 및 전술한 것과 같은 넓은 시야를 갖는 광학검지기에 수반된 결점을 제거할 수 있기 때문이다.
모든 장치가 용광로 외부에 설치되기 때문에, 본 장치는 노내의 극한 조건에 의한 영향을 받지 않아서 간수하기가 용이하다.
상술한 것은 다만 공방사각 α의 적은 변화량의 증가에 대한 것이지만, 본발명은 그것의 감소에 대하여도 유사하게 응용할 수 있음을 유의하여야 한다. 더우기 본 발명에 따르면 장입물 상부표면상 연속된 점의 검지는 이전의 측정결과로부터 시작할 수 있음으로, 제1지점을 검지한후에 제1지점을 검지할때 사용된 원래의 광방사각과 광수신각을 수학적으로 얻을 필요가 없어서, 결과적으로 장입물 상부 표면의 윤곽을 신속하고 용이하게 측정할 수 있다.
Claims (7)
- 각도추적이 가능하고 좁은 시야의 광수신기구를 갖는 광학검지기를 사용하여 용기내에 함유된 물질의 표면윤곽을 측정하는 방법에 있어서 : 측정될 물질표면상의 제1지점 P1상에, 소정의 광방사 위치로부터 광방사각 α1으로 레이저비임을 방사하는 단계, 광학검지기가 그의 좁은 시야의 중심에서 제1지점으로부터 반사된 광의 비임점을 포착할 때까지 광학검지기의 각 운동을 유발하여서 물질표면의 상기한 지점에서 반사되는 레이저비임의 광수신 각 β1을 광방사위치로부터 거리 L에 위치하는 소정의 광수신위치에서 검지하는 단계 및 두개의 각 α1과 β1및 거리 L로부터 상기한 지점을 기지 지점으로서 검지하는 단계로 구성되는 물질표면상의 제1지점을 검지하는 제1단계 ; 레이저비임이 제1지점 P1에 인접하는 물질표면상의 제2지점 P2에 입사되도록 광방사각을 작은 각α에 의하여 α2로 변화시키는 단계, 물질표면상의 상기한 제2지점에서 반사되고 광학검지기내에서 이의 작은 시야 중심으로부터 편차된 지점에서 비임점을 형성하는 레이저비임의 광수신 각 β2를 편차에 의하여 소정의 광수신위치에서 검지하는 단계 및 두개의 각 α2와 β2및 거리 L로부터 상기한 제2지점을 가지의 제2지점으로서 검지하는 단계로 구성되어, 상기한 바와같이 검지된 제1지점에 인접하는 물질표면상의 제2지점을 검지하는 제2단계 ; 및 제2단계를 반복함으로써 물질표면상의 연속되는 지점을 연속적으로 검지하는 계속적인 단계로 구성되는 것을 특징으로 하는 용기에 함유된 물질의 표면 윤곽을 측정하는 방법.

- 제1항에 있어서, 제2지점을 검지할때 제2지점으로부터 반사된 비임의 광수신각이 제1지점으로부터 반사된 비임의 광수신각과 동일하도록 미리, 일시적으로 결정되고, 또한 제2지점으로부터 반사된 비임의 비임점 편차에 의하여 광학검지기의 시야중심으로부터 제2지점을 검지하는 단계를 더욱 포함하는 것을 특징으로 하는 용기에 함유된 물질의 표면윤곽을 측정하는 방법.
- 제2항에 있어서, 광방사각은 제1지점 다음의 지점들이 검지될때마다 한번에 동일한 값α만큼씩 변화하며 광방사각의 변화는 직접적인 이전의 광방사각으로부터 시작되는 것을 특징으로 하는 용기에 함유된 물질의 표면 윤곽을 측정하는 방법.

- 제1항에 있어서, 제2지점을 검지할 때, 제2지점으로부터 반사된 비임의 광수신각이 제1지점으로부터 작은 거리 d만큼 수평방향으로 이격되어 있으며 또한 수직위치에서는 제1지점과 동일한 일지점으로부터 반사된 비임의 광수신각과 동일하도록 미리, 일시적으로 결정되고, 또한 제2지점으로부터 반사된 비임의 비임점의 편차에 의하여 광학검지기의 시야중심으로부터 제2지점을 검지하는 단계를 더욱 포함하는 것을 특징으로하는 용기에 함유된 물질의 표면윤곽을 측정하는 방법.
- 제4항에 있어서, 제2지점 다음의 지점을 검지할때에 연관지점으로부터 반사된 비임의 광수신각은 이전의 지점으로부터 수평방향으로 작은 거리 d만큼 이격되어 있으며 또한 수직위치에서는 이전지점과 동일한 지점으로부터 반사된 비임의 광수신각과 동일하도록 미리, 일시적으로 결정되고, 또한 연관지점으로부터 반사된 비임의 비임점 편차에 의하여 광학검지기의 시야중심으로부터 연관지점을 검지하는 단계를 포함하는 것을 특징으로 하는 용기에 함유된 물질의 표면윤곽을 측정하는 방법.
- 제4항에 있어서, 미리 일시적으로 결정된 지점들은 미리 알 수 있고 또한 실제의 표면윤곽에 극히 유사한 대체적인 표면윤곽상에 있거나 또는 그에 더욱 인접하는 지점들인 것을 특징으로 하는 용기에 함유된 물질의 표면은 곽을 측정하는 방법.
- 제5항에 있어서, 미리 일시적으로 결정된 지점들은 미리 알 수 있고 또한 실제의 표면윤곽에 극히 유사한 대체적인 표면윤곽상에 있거나 또는 그에 더욱 인접하는 지점들인 것을 특징으로 하는 용기에 함유된 물질의 표면윤곽을 측정하는 방법.
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP10164882A JPS5915806A (ja) | 1982-06-14 | 1982-06-14 | 受光器トラツキング方法 |
| JP57-101648 | 1982-06-14 | ||
| JP101648 | 1982-06-14 | ||
| JP4725183A JPS59173707A (ja) | 1983-03-23 | 1983-03-23 | 受光器トラツキング方法 |
| JP58-47251 | 1983-03-23 | ||
| JP47251 | 1983-03-23 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR840005210A KR840005210A (ko) | 1984-11-05 |
| KR870000478B1 true KR870000478B1 (ko) | 1987-03-11 |
Family
ID=26387413
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019830002632A KR870000478B1 (ko) | 1982-06-14 | 1983-06-14 | 광학적 윤곽측정방법 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US4588297A (ko) |
| KR (1) | KR870000478B1 (ko) |
| DE (1) | DE3321287A1 (ko) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2710879B2 (ja) * | 1991-08-07 | 1998-02-10 | 尚武 毛利 | レーザ測定方法及び装置 |
| DE4303213C2 (de) * | 1992-07-08 | 1995-05-11 | Abb Patent Gmbh | Verfahren und Anordnung zur Bestimmung des Auftreffgebietes eines Schüttgut-Massenstromes mittels Bildauswertung |
| US5870199A (en) * | 1992-09-02 | 1999-02-09 | Betriebsforschungsinstitut Vdeh Institut Fur Angewandte Forschung Gmbh | Method and apparatus for highly accurate distance measurement with respect to surfaces |
| DE4240094C2 (de) * | 1992-11-28 | 1995-10-26 | Abb Patent Gmbh | System zur Überwachung eines Fördergutstromes einer Förderanlage mit Gurtbandförderer |
| FI97083C (fi) * | 1993-12-31 | 1996-10-10 | Neste Oy | Menetelmä ja laite öljyn stabiilisuuden mittaamiseksi |
| US5847294A (en) * | 1996-04-09 | 1998-12-08 | Amherst Process Instruments, Inc. | Apparatus for determining powder flowability |
| US5748321A (en) * | 1996-05-07 | 1998-05-05 | The United States Of America As Represented By The Department Of Energy | Position and orientation tracking system |
| US6115111A (en) * | 1998-10-05 | 2000-09-05 | Korah; John K. | Semiconductor laser based sensing device |
| KR101244103B1 (ko) * | 2004-01-16 | 2013-03-25 | 칼 짜이스 에스엠테 게엠베하 | 광 영상화 시스템의 파면 측정 장치 및 방법 그리고마이크로리소그래피 투사 노출기 |
| DE102005007163C5 (de) * | 2005-02-16 | 2009-12-10 | Schalker Eisenhütte Maschinenfabrik Gmbh | Verkokungsverfahren zur Herstellung von Koks und Koksofenbedienungseinrichtung |
| DE102008024731B4 (de) | 2008-05-19 | 2020-08-20 | BAM Bundesanstalt für Materialforschung und -prüfung | Verfahren und Vorrichtung zur Sinterung eines Objektes unter Bestimmung des geometrischen Oberflächenprofils des Objekts |
| DE102008064142A1 (de) | 2008-12-19 | 2010-07-01 | Z & J Technologies Gmbh | Messvorrichtung und Messverfahren für einen Hochofen, Hochofen mit einer derartigen Vorrichtung und Schwenkvorrichtung für wenigstens eine Messsonde |
| FI2564141T4 (fi) * | 2010-04-26 | 2024-02-02 | Hatch Ltd | Metallurgisen uunin täyttötason mittaus |
| CN102312031B (zh) * | 2010-06-29 | 2013-09-04 | 鞍钢股份有限公司 | 无料钟高炉炉顶料面测量装置及方法 |
| CN102382918B (zh) * | 2011-10-11 | 2014-08-27 | 高征铠 | 一种在线测量高炉料面的系统和方法 |
| DE102014210672A1 (de) * | 2014-06-05 | 2015-12-17 | BSH Hausgeräte GmbH | Gargerät mit Lichtmusterprojektor und Kamera |
| CN107153426B (zh) * | 2017-05-26 | 2020-06-26 | 江苏大学 | 一种基于光纤导光的太阳跟踪传感器 |
| CN107312900B (zh) * | 2017-07-17 | 2019-02-15 | 北京科技大学 | 一种测距和测温结合的高炉料面检测方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3633010A (en) * | 1970-05-04 | 1972-01-04 | Geosystems Inc | Computer-aided laser-based measurement system |
| JPS5465059A (en) * | 1977-11-02 | 1979-05-25 | Toshiba Corp | Profile measuring apparatus |
| US4226536A (en) * | 1979-02-23 | 1980-10-07 | Dreyfus Marc G | Electro-optical contour measuring system |
| JPS56107108A (en) * | 1980-01-30 | 1981-08-25 | Toshiba Corp | Measuring device for profile |
| DE3222462A1 (de) * | 1982-06-15 | 1983-12-15 | KE Morander AB, 44302 Lerum | Einrichtung zur bestimmung des realen oder des virtuellen abstandes einer lichtquelle von einer messebene |
-
1983
- 1983-06-08 US US06/502,112 patent/US4588297A/en not_active Expired - Fee Related
- 1983-06-13 DE DE19833321287 patent/DE3321287A1/de active Granted
- 1983-06-14 KR KR1019830002632A patent/KR870000478B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| DE3321287A1 (de) | 1983-12-15 |
| KR840005210A (ko) | 1984-11-05 |
| US4588297A (en) | 1986-05-13 |
| DE3321287C2 (ko) | 1988-06-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR870000478B1 (ko) | 광학적 윤곽측정방법 | |
| US4311392A (en) | Thickness measuring apparatus for non-metallic sheet-shaped bodies | |
| US3610754A (en) | Method for determining distances | |
| US3787700A (en) | Automatic system for measuring selected dimensions | |
| US5118954A (en) | Method and device for the geometrical characterization of transparent tubes | |
| JPH0954278A (ja) | 環状光線拡がり角制御光学装置 | |
| JP6767107B2 (ja) | 角度検出装置及び測量装置 | |
| US4622462A (en) | Method and apparatus for three-dimensional scanning | |
| CN108827186A (zh) | 一种狭长腔体的内膛轮廓测量方法 | |
| GB1400841A (en) | Apparatus for determining the profile of a plane or cylindrical surface | |
| JPH01253607A (ja) | 材料面の表面あらさ検出装置 | |
| US6285451B1 (en) | Noncontacting optical method for determining thickness and related apparatus | |
| US4521113A (en) | Optical measuring device | |
| US4853541A (en) | Device for detecting the spatial orientation of excessively heated points | |
| GB2100424A (en) | Methods and apparatus for scanning an object | |
| JPS632322B2 (ko) | ||
| JPH11230699A (ja) | 弾丸の標的到達位置計測装置 | |
| JPS6151722B2 (ko) | ||
| SU487364A1 (ru) | Фотоэлектрический датчик | |
| JPS61231407A (ja) | 三角測距装置 | |
| SU1260683A1 (ru) | Устройство дл дистанционного измерени толщины и рассто ний | |
| JPH0829131A (ja) | 光学式測定装置 | |
| CN115685140A (zh) | 测量装置 | |
| JPS6218001B2 (ko) | ||
| SU934219A2 (ru) | Устройство дл контрол качества обработки отверстий деталей |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 19960311 Year of fee payment: 10 |
|
| LAPS | Lapse due to unpaid annual fee |