KR20220157504A - 압력 배관용 강관 - Google Patents
압력 배관용 강관 Download PDFInfo
- Publication number
- KR20220157504A KR20220157504A KR1020227038419A KR20227038419A KR20220157504A KR 20220157504 A KR20220157504 A KR 20220157504A KR 1020227038419 A KR1020227038419 A KR 1020227038419A KR 20227038419 A KR20227038419 A KR 20227038419A KR 20220157504 A KR20220157504 A KR 20220157504A
- Authority
- KR
- South Korea
- Prior art keywords
- steel pipe
- residual stress
- self
- pressure
- stress
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/02—Rigid pipes of metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23P—METAL-WORKING NOT OTHERWISE PROVIDED FOR; COMBINED OPERATIONS; UNIVERSAL MACHINE TOOLS
- B23P9/00—Treating or finishing surfaces mechanically, with or without calibrating, primarily to resist wear or impact, e.g. smoothing or roughening turbine blades or bearings; Features of such surfaces not otherwise provided for, their treatment being unspecified
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D7/00—Modifying the physical properties of iron or steel by deformation
- C21D7/02—Modifying the physical properties of iron or steel by deformation by cold working
- C21D7/10—Modifying the physical properties of iron or steel by deformation by cold working of the whole cross-section, e.g. of concrete reinforcing bars
- C21D7/12—Modifying the physical properties of iron or steel by deformation by cold working of the whole cross-section, e.g. of concrete reinforcing bars by expanding tubular bodies
-
- C21D8/105—
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/14—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes wear-resistant or pressure-resistant pipes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M55/00—Fuel-injection apparatus characterised by their fuel conduits or their venting means; Arrangements of conduits between fuel tank and pump F02M37/00
- F02M55/02—Conduits between injection pumps and injectors, e.g. conduits between pump and common-rail or conduits between common-rail and injectors
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2221/00—Treating localised areas of an article
- C21D2221/10—Differential treatment of inner with respect to outer regions, e.g. core and periphery, respectively
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M2200/00—Details of fuel-injection apparatus, not otherwise provided for
- F02M2200/90—Selection of particular materials
- F02M2200/9053—Metals
- F02M2200/9061—Special treatments for modifying the properties of metals used for fuel injection apparatus, e.g. modifying mechanical or electromagnetic properties
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M37/00—Apparatus or systems for feeding liquid fuel from storage containers to carburettors or fuel-injection apparatus; Arrangements for purifying liquid fuel specially adapted for, or arranged on, internal-combustion engines
- F02M37/0011—Constructional details; Manufacturing or assembly of elements of fuel systems; Materials therefor
- F02M37/0017—Constructional details; Manufacturing or assembly of elements of fuel systems; Materials therefor related to fuel pipes or their connections, e.g. joints or sealings
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Organic Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- General Engineering & Computer Science (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Combustion & Propulsion (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Articles (AREA)
- Rigid Pipes And Flexible Pipes (AREA)
- Fuel-Injection Apparatus (AREA)
Abstract
Description
도 2는, 다변수 함수의 도출 방법을 설명하기 위한 도면이다.
도 3은, 다변수 함수의 도출 방법을 설명하기 위한 도면이다.
도 4는, 다변수 함수의 도출 방법을 설명하기 위한 도면이다.
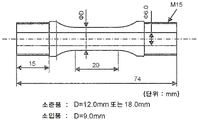
도 5는, 내압 피로 시험편의 형상을 설명하기 위한 도면이다.

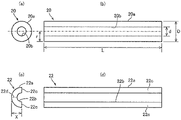
20b: 내면 22: 반할 시료
22a: 외면 22b: 내면
22c: 절단면 22d: 중심부
40: 해석 모델 40a, 40b: 단부
40c: 내면 40d: 외면
Claims (1)
- 자긴(自緊) 처리가 실시된 압력 배관용 강관으로서,
상기 강관의 외경을 D(mm), 내경을 d(mm), 항복 응력을 σy(MPa)로 하고,
자긴 처리 후의 상기 강관의 외면의 잔류 응력의 실측값을 σo1(MPa), 자긴 처리 후 또한 반할(半割) 후의 상기 강관의 외면의 잔류 응력의 실측값을 σo2(MPa), 자긴 처리 후 또한 반할 후의 상기 강관의 내면의 잔류 응력의 실측값을 σi2(MPa)로 한 경우에,
D/d가 1.2 이상이며,
하기 (i)식~(iv)식에 의해 구해지는, 자긴 처리 후의 상기 강관의 내면의 잔류 응력의 추정값 σi1(MPa)가 하기 (v)식을 만족하는,
압력 배관용 강관.
σi1=(-σi2)/(A×(t/T)2-1) …(i)
t/T=((σo2-σo1)/(A×(σo2-σo1)-C×σi2))1/2 …(ii)
A=3.9829×exp(0.1071×(D/d)2) …(iii)
C=-3.3966×exp(0.0452×(D/d)2) …(iv)
1.1×F×σy≤σi1≤0.8×F×σy …(v)
단, 상기 (v)식 중의 F는 계수이며,
1.2≤D/d≤3.0의 경우는, F=(0.3×(3-D/d)2-1),
D/d>3.0의 경우는, F=-1로 한다.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020069080 | 2020-04-07 | ||
| JPJP-P-2020-069080 | 2020-04-07 | ||
| PCT/JP2021/014435 WO2021206034A1 (ja) | 2020-04-07 | 2021-04-05 | 圧力配管用鋼管 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220157504A true KR20220157504A (ko) | 2022-11-29 |
| KR102686612B1 KR102686612B1 (ko) | 2024-07-19 |
Family
ID=78023229
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227038419A Active KR102686612B1 (ko) | 2020-04-07 | 2021-04-05 | 압력 배관용 강관 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230140650A1 (ko) |
| EP (1) | EP4134578A4 (ko) |
| JP (1) | JP7495636B2 (ko) |
| KR (1) | KR102686612B1 (ko) |
| CN (1) | CN115398136A (ko) |
| WO (1) | WO2021206034A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102020133779A1 (de) * | 2020-12-16 | 2022-06-23 | Sandvik Materials Technology Deutschland Gmbh | Hochdruckrohr und Verfahren zu dessen Herstellung |
| CN116162849B (zh) * | 2021-11-25 | 2024-11-12 | 宝山钢铁股份有限公司 | 一种油缸管及其制造方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4417459A (en) * | 1981-07-30 | 1983-11-29 | National Distillers And Chemical Corporation | Autofrettage process |
| JPH0957329A (ja) | 1995-08-28 | 1997-03-04 | Nkk Corp | ディーゼルエンジン燃料噴射管用鋼管の製造方法 |
| KR20040020843A (ko) * | 2002-09-02 | 2004-03-09 | 우수이 고쿠사이 산교 가부시키가이샤 | 디젤 엔진용 커먼 레일 |
| WO2007119734A1 (ja) | 2006-04-13 | 2007-10-25 | Usui Kokusai Sangyo Kaisha, Ltd. | 燃料噴射管用鋼管 |
| WO2009008281A1 (ja) | 2007-07-10 | 2009-01-15 | Usui Kokusai Sangyo Kaisha, Ltd. | 燃料噴射管用鋼管およびその製造方法 |
| WO2015129617A1 (ja) | 2014-02-25 | 2015-09-03 | 臼井国際産業株式会社 | 燃料噴射管用鋼管およびそれを用いた燃料噴射管 |
| WO2016203924A1 (ja) | 2015-06-17 | 2016-12-22 | 臼井国際産業株式会社 | 燃料噴射管用鋼管およびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005201254A (ja) * | 2003-12-16 | 2005-07-28 | Usui Kokusai Sangyo Kaisha Ltd | ディーゼルエンジン用高圧燃料配管 |
| JP7124744B2 (ja) * | 2019-02-08 | 2022-08-24 | 日本製鉄株式会社 | 残留応力推定装置、残留応力推定方法、プログラムおよび品質管理方法 |
| CN116829862B (zh) * | 2021-02-04 | 2026-03-31 | 日本制铁株式会社 | 压力配管用钢管及钢管坯料 |
-
2021
- 2021-04-05 CN CN202180025909.0A patent/CN115398136A/zh active Pending
- 2021-04-05 EP EP21785003.1A patent/EP4134578A4/en active Pending
- 2021-04-05 US US17/906,408 patent/US20230140650A1/en active Pending
- 2021-04-05 KR KR1020227038419A patent/KR102686612B1/ko active Active
- 2021-04-05 JP JP2022514052A patent/JP7495636B2/ja active Active
- 2021-04-05 WO PCT/JP2021/014435 patent/WO2021206034A1/ja not_active Ceased
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4417459A (en) * | 1981-07-30 | 1983-11-29 | National Distillers And Chemical Corporation | Autofrettage process |
| JPH0957329A (ja) | 1995-08-28 | 1997-03-04 | Nkk Corp | ディーゼルエンジン燃料噴射管用鋼管の製造方法 |
| KR20040020843A (ko) * | 2002-09-02 | 2004-03-09 | 우수이 고쿠사이 산교 가부시키가이샤 | 디젤 엔진용 커먼 레일 |
| JP2004092551A (ja) * | 2002-09-02 | 2004-03-25 | Usui Kokusai Sangyo Kaisha Ltd | ディーゼルエンジン用コモンレール |
| WO2007119734A1 (ja) | 2006-04-13 | 2007-10-25 | Usui Kokusai Sangyo Kaisha, Ltd. | 燃料噴射管用鋼管 |
| WO2009008281A1 (ja) | 2007-07-10 | 2009-01-15 | Usui Kokusai Sangyo Kaisha, Ltd. | 燃料噴射管用鋼管およびその製造方法 |
| WO2015129617A1 (ja) | 2014-02-25 | 2015-09-03 | 臼井国際産業株式会社 | 燃料噴射管用鋼管およびそれを用いた燃料噴射管 |
| WO2016203924A1 (ja) | 2015-06-17 | 2016-12-22 | 臼井国際産業株式会社 | 燃料噴射管用鋼管およびその製造方法 |
| US11203793B2 (en) * | 2015-06-17 | 2021-12-21 | Usui Co., Ltd. | Steel pipe for fuel injection pipe and method for producing the same |
Non-Patent Citations (2)
| Title |
|---|
| 나카야마 에이스케, 미야하라 미츠오, 오카무라 카즈오, 후지모토 히로키, 후쿠이 키요유키, 「초소형 시험편에 의한 자동차용 박판 스폿 용접 이음매의 피로 강도 예측」, 재료, 2004년 10월, 제53권, 제10호, p.1136-1142 |
| 사단법인 일본재료학회 편찬, 「X선 응력 측정법 표준(2002년판) -철강편」, 2002년 3월 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102686612B1 (ko) | 2024-07-19 |
| WO2021206034A1 (ja) | 2021-10-14 |
| US20230140650A1 (en) | 2023-05-04 |
| CN115398136A (zh) | 2022-11-25 |
| JPWO2021206034A1 (ko) | 2021-10-14 |
| JP7495636B2 (ja) | 2024-06-05 |
| EP4134578A4 (en) | 2023-09-20 |
| EP4134578A1 (en) | 2023-02-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Hassani-Gangaraj et al. | Finite element approach toward an advanced understanding of deep rolling induced residual stresses, and an application to railway axles | |
| JP6530069B2 (ja) | 燃料噴射管用鋼管およびその製造方法 | |
| US20200240487A1 (en) | Helical compression spring and method for producing same | |
| KR20220157504A (ko) | 압력 배관용 강관 | |
| Gerin et al. | Influence of surface integrity on the fatigue behaviour of a hot-forged and shot-peened C70 steel component | |
| Lyasota et al. | Identification of the tensile damage of degraded carbon steel and ferritic alloy-steel by acoustic emission with in situ microscopic investigations | |
| Odenberger et al. | Tool development based on modelling and simulation of hot sheet metal forming of Ti–6Al–4V titanium alloy | |
| Trzepiecinski et al. | Experimental and numerical analysis of industrial warm forming of stainless steel sheet | |
| Azadi et al. | Failure analysis of an intake valve in a gasoline engine | |
| JP7602151B2 (ja) | 圧力配管用鋼管および鋼管素材 | |
| Hu et al. | Computer modeling and optimization of swage autofrettage process of a thick-walled cylinder incorporating Bauschinger effect | |
| Togasaki et al. | Effect of UIT on fatigue life in web-gusset welded joints | |
| Zanni et al. | Development and validation of a probabilistic model for notch fatigue strength prediction of tool steels based on surface defects | |
| Easton et al. | Residual stress in case hardened steel gears | |
| US20240035593A1 (en) | Threaded steel pipe or tube and production method therefor | |
| Gerin et al. | Effect of cold forming on the high cycle fatigue behaviour of a 27MnCr5 steel | |
| Wada et al. | Fatigue crack growth behavior of autofrettaged hydrogen pressure vessel made of low alloy steel | |
| JP7516303B2 (ja) | 鋼材中の最大介在物のサイズの予測方法 | |
| Freborg | Investigating and understanding the role of transformation induced residual stress to increase fatigue life of high strength steel used in transmission gears | |
| Salehnasab et al. | Journal of Design Against Fatigue | |
| Hussain et al. | Defence Technology | |
| Salehnasab et al. | A predictive approach for thermal fatigue crack growth behaviour of shot peened Ni75 alloy | |
| Karanjule et al. | Determination of the optimal reduction ratio for least springback during cold drawing of seamless tubes | |
| Behrens et al. | Adjusting Mechanical Properties of Forging Dies Produced by Ausforming | |
| Jha et al. | Metallurgical investigation of cracked stainless steel plumbing tubes used in engine gimbal control system of satellite launch vehicle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |