KR20220131303A - 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법 - Google Patents
광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법 Download PDFInfo
- Publication number
- KR20220131303A KR20220131303A KR1020227028878A KR20227028878A KR20220131303A KR 20220131303 A KR20220131303 A KR 20220131303A KR 1020227028878 A KR1020227028878 A KR 1020227028878A KR 20227028878 A KR20227028878 A KR 20227028878A KR 20220131303 A KR20220131303 A KR 20220131303A
- Authority
- KR
- South Korea
- Prior art keywords
- cross
- optical fibers
- end surfaces
- section
- discharge
- Prior art date
Links
- 239000013307 optical fiber Substances 0.000 title claims abstract description 123
- 230000004927 fusion Effects 0.000 title claims abstract description 75
- 238000007526 fusion splicing Methods 0.000 title claims abstract description 53
- 238000000034 method Methods 0.000 title claims description 30
- 238000010891 electric arc Methods 0.000 claims description 16
- 239000000835 fiber Substances 0.000 claims description 16
- 230000007547 defect Effects 0.000 description 18
- 230000005856 abnormality Effects 0.000 description 9
- 238000010586 diagram Methods 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 230000002159 abnormal effect Effects 0.000 description 3
- 238000007599 discharging Methods 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000005286 illumination Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000005540 biological transmission Effects 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
Images













Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2553—Splicing machines, e.g. optical fibre fusion splicer
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2552—Splicing of light guides, e.g. by fusion or bonding reshaping or reforming of light guides for coupling using thermal heating, e.g. tapering, forming of a lens on light guide ends
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B6/00—Light guides; Structural details of arrangements comprising light guides and other optical elements, e.g. couplings
- G02B6/24—Coupling light guides
- G02B6/255—Splicing of light guides, e.g. by fusion or bonding
- G02B6/2555—Alignment or adjustment devices for aligning prior to splicing
Landscapes
- Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Plasma & Fusion (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Coupling Of Light Guides (AREA)
Abstract
광섬유의 융착 접속기(10)는 화상 취득부(9)와, 조건 설정부(14)와, 융착 접속부(3)를 구비한다. 화상 취득부(9)는 접속 대상인 제 1 및 제 2 광섬유(F1, F2)의 단면(F1a, F2a)끼리가 대향 배치된 상태에서 제 1 및 제 2 광섬유(F1, F2)의 각 단면(F1a, F2a)을 포함하는 화상을 취득한다. 조건 설정부(14)는 화상에 기초하여 각 단면(F1a, F2a)의 상태를 파악하고, 각 단면(F1a, F2a)의 상태에 따라 접속 조건을 설정한다. 융착 접속부(3)는, 조건 설정부에 의해 설정된 접속 조건에 따라, 한 쌍의 전극봉(3b) 사이의 방전에 의해 제 1 및 제 2 광섬유(F1, F2)를 서로 융착 접속한다. 접속 조건은, 방전 개시 전의 각 단면(F1a, F2a)의 위치(X1, X2), 방전 개시 전의 각 단면(F1a, F2a)끼리의 간격(D), 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다.
Description
본 개시는 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법에 관한 것이다. 본 출원은, 2020년 2월 13일 출원의 일본 출원 제 2020-022287 호에 기초한 우선권을 주장하고, 상기 일본 출원에 기재된 모든 기재 내용을 원용한다.
특허문헌 1에는, 광섬유의 융착 접속기에 관한 기술이 개시되어 있다. 이 문헌에 기재된 융착 접속기는 2개의 광섬유를 서로 융착 접속하기 위한 장치이다. 이 장치는 촬상 수단, 정보 추출 수단, 기억 수단, 선택 수단, 방전 수단 및 제어 수단을 구비한다. 촬상 수단은 2개의 광섬유의 단부의, 투과광에 의한 투과광 화상을 얻는다. 정보 추출 수단은 투과광 화상의 휘도 분포를 이용하여 2개의 광섬유의 단면(端面) 정보를 각각 추출한다. 기억 수단은 미리 복수의 접속 조건을 기억한다. 선택 수단은 복수의 접속 조건 중에서 단면 정보에 대응한 접속 조건을 선택한다. 방전 수단은 2개의 광섬유의 접속 단면에 조사되는 아크 방전을 발생한다. 제어 수단은 선택 수단에 의해 선택된 접속 조건에 따라서 아크 방전의 방전 에너지량을 제어한다.
본 개시의 일 형태에 따른 광섬유의 융착 접속기는 화상 취득부와, 조건 설정부와, 융착 접속부를 구비한다. 화상 취득부는 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득한다. 조건 설정부는 화상에 기초하여 각 단면의 상태를 파악하고, 각 단면의 상태에 따라 접속 조건을 설정한다. 융착 접속부는, 조건 설정부에 의해 설정된 접속 조건에 따라, 한 쌍의 전극봉 사이의 방전에 의해 제 1 및 제 2 광섬유를 서로 융착 접속한다. 접속 조건은, 방전 개시 전의 각 단면의 위치, 방전 개시 전의 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다.
본 개시의 일 형태에 따른 광섬유를 융착 접속하는 방법은 화상 획득 단계와, 조건 설정 단계와, 융착 접속 단계를 포함한다. 화상 취득 단계는 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득한다. 조건 설정 단계는 화상에 기초하여 각 단면의 상태를 파악하고, 각 단면의 상태에 따라 접속 조건을 설정한다. 융착 접속 단계는, 조건 설정 단계에 의해 설정된 접속 조건에 따라, 한 쌍의 전극봉 사이의 방전에 의해 제 1 및 제 2 광섬유를 서로 융착 접속한다. 접속 조건은, 방전 개시 전의 각 단면의 위치, 방전 개시 전의 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다.
도 1은 일 실시형태에 따른 광섬유의 융착 접속기의 외관을 나타내는 사시도이다. 도 1은 방풍 커버가 닫혀 있는 상태의 외관을 나타낸다.
도 2는 일 실시형태에 따른 광섬유의 융착 접속기의 외관을 나타내는 사시도이다. 도 2는 방풍 커버가 열려서 융착 접속기의 내부 구조가 보이는 상태의 외관을 나타낸다.
도 3은 융착 접속기가 구비하는 내부 시스템의 구성을 나타내는 기능 블록도이다.
도 4는 융착 제어부의 하드웨어 구성의 예를 나타내는 블록도이다.
도 5는 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 6은 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 7은 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 8은 광섬유의 단면을 광축 방향에서 본 도면이다.
도 9는 어느 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 10은 광섬유의 단면을 광축 방향에서 본 도면이다.
도 11은 어느 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 12는 광섬유의 단면을 광축 방향에서 본 도면이다.
도 13은 다른 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 14는 방전 개시 전의 각 단면의 위치를 모식적으로 나타내는 도면이다.
도 15는 일 실시형태에 따른 융착 접속 방법을 나타내는 흐름도이다.
도 2는 일 실시형태에 따른 광섬유의 융착 접속기의 외관을 나타내는 사시도이다. 도 2는 방풍 커버가 열려서 융착 접속기의 내부 구조가 보이는 상태의 외관을 나타낸다.
도 3은 융착 접속기가 구비하는 내부 시스템의 구성을 나타내는 기능 블록도이다.
도 4는 융착 제어부의 하드웨어 구성의 예를 나타내는 블록도이다.
도 5는 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 6은 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 7은 일 실시형태의 융착 접속기의 동작을 나타내는 도면이다.
도 8은 광섬유의 단면을 광축 방향에서 본 도면이다.
도 9는 어느 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 10은 광섬유의 단면을 광축 방향에서 본 도면이다.
도 11은 어느 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 12는 광섬유의 단면을 광축 방향에서 본 도면이다.
도 13은 다른 방향으로부터 촬상하는 카메라에서 얻어진 화상을 모식적으로 나타내는 도면이다.
도 14는 방전 개시 전의 각 단면의 위치를 모식적으로 나타내는 도면이다.
도 15는 일 실시형태에 따른 융착 접속 방법을 나타내는 흐름도이다.
[본 개시가 해결하고자 하는 과제]
광섬유의 융착 접속을 행할 때에는, 방전 파워 및 광섬유의 선단의 위치 등의 접속 조건을 설정한다. 이 접속 조건에 따라, 융착 접속의 품질이 변화하고, 융착 부분에 있어서의 전송 손실의 증가량(접속 손실)이 증감한다. 바람직한 접속 조건은 광섬유의 단면의 상태에 따라 변화한다.
[본 개시의 효과]
본 개시에 의하면, 융착 접속의 품질을 높일 수 있는 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법을 제공하는 것이 가능해진다.
[본 개시의 실시형태의 설명]
최초로, 본 개시의 실시형태를 열거하여 설명한다. 일 실시형태에 따른 광섬유의 융착 접속기는 화상 취득부, 조건 설정부 및 융착 접속부를 구비한다. 화상 취득부는 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득한다. 조건 설정부는 화상에 기초하여 각 단면의 상태를 파악하고, 각 단면의 상태에 따라 접속 조건을 설정한다. 융착 접속부는, 조건 설정부에 의해 설정된 접속 조건에 따라, 한 쌍의 전극봉 사이의 방전에 의해 제 1 및 제 2 광섬유를 서로 융착 접속한다. 접속 조건은, 방전 개시 전의 각 단면의 위치, 방전 개시 전의 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다. 여기서, 「단면을 포함하는 화상」은, 단면을 직접 촬상한 화상에 한정되는 것은 아니고, 단면이 직접 화상에 나타나지 않고 광섬유의 단부를 포함하는 부분을 측면으로부터 촬상한 화상도 포함한다.
일 실시형태에 따른 광섬유를 융착 접속하는 방법은 화상 획득 단계, 조건 설정 단계 및 융착 접속 단계를 포함한다. 화상 취득 단계는 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득한다. 조건 설정 단계는 화상에 기초하여 각 단면의 상태를 파악하고, 각 단면의 상태에 따라 접속 조건을 설정한다. 융착 접속 단계는 조건 설정 단계에 의해 설정된 접속 조건에 따라 한 쌍의 전극봉 사이의 방전에 의해 제 1 및 제 2 광섬유를 서로 융착 접속한다. 접속 조건은, 방전 개시 전의 각 단면의 위치, 방전 개시 전의 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다. 여기서, 「단면을 포함하는 화상」은, 단면을 직접 촬상한 화상에 한정되는 것은 아니고, 단면이 직접 화상에 나타나지 않고 광섬유의 단부를 포함하는 부분을 측면으로부터 촬상한 화상도 포함한다.
이들 융착 접속기 및 융착 접속 방법에서는, 각 단면의 상태에 따라 설정되는 접속 조건이, 방전 개시 전의 각 단면의 위치, 방전 개시 전의 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 각 단면끼리가 접한 후의 압입량, 및 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다. 이 경우, 예컨대 특허문헌 1에 기재된 장치와 같이 방전 에너지량(방전 파워)만을 제어하는 경우와 비교하여, 광섬유의 단면의 상태에 따라 보다 바람직한 접속 조건을 설정할 수 있다. 따라서, 융착 접속의 품질을 더욱 높여서 접속 손실을 저감할 수 있다.
상기 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법에 있어서, 접속 조건은 상기 위치, 상기 간격, 예비 방전 시간, 본 방전 시간, 상기 압입량 및 상기 복귀량 중 적어도 3개를 포함할 수도 있다. 이 경우, 융착 접속의 품질을 한층 더 높여서, 접속 손실을 더욱 저감할 수 있다.
상기 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법에 있어서, 상기 위치는, 예비 방전의 개시 시점에 있어서의, 한 쌍의 전극봉의 중심축을 잇는 선을 기준으로 한 각 단면의 위치일 수도 있다. 예비 방전 시간은, 아크 방전을 개시하고 나서, 각 단면끼리를 맞붙이기 위해 제 1 및 제 2 광섬유의 상대적인 이동을 개시할 때까지의 시간일 수도 있다. 본 방전 시간은, 각 단면끼리가 맞붙고 나서 한 쌍의 전극봉에의 전압의 인가를 정지할 때까지의 시간일 수도 있다. 압입량은, 각 단면끼리가 맞붙고 나서, 방전 중에 다시 동일한 방향으로 제 1 및 제 2 광섬유를 상대적으로 이동시킬 때의 이동 거리일 수도 있다. 복귀량은, 각 단면끼리가 맞붙은 후, 또한 각 단면을 압입하고 나서, 융착 접속 중에 각 단면끼리가 멀어지는 방향으로 제 1 및 제 2 광섬유를 상대적으로 이동시킬 때의 이동 거리일 수도 있다.
상기 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법에 있어서, 각 단면의 상태는, 각 단면의 함몰의 발생 위치 및 깊이를 포함할 수도 있다. 각 단면의 상태는 각 단면의 가장자리 부분의 돌출의 발생 위치 및 높이를 포함할 수도 있다. 각 단면의 상태는 각 단면의 경사의 방향 및 각도를 포함할 수도 있다.
[본 개시의 실시형태의 상세]
본 개시의 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법의 구체예를, 이하에 도면을 참조하면서 설명한다. 또한, 본 발명은 이들 예시에 한정되는 것은 아니며, 특허청구범위에 의해 나타내고, 특허청구범위와 균등한 의미 및 범위 내에서의 모든 변경이 포함되는 것으로 의도된다. 이하의 설명에서는, 도면의 설명에 있어서 동일한 요소에는 동일한 부호를 붙이고, 중복되는 설명을 생략한다.
도 1 및 도 2는 본 실시형태에 따른 광섬유의 융착 접속기(이하, 간단히 융착 접속기라고 함)(10)의 외관을 나타내는 사시도이다. 도 1은 방풍 커버가 닫혀 있는 상태의 외관을 나타낸다. 도 2는 방풍 커버가 열려서 융착 접속기(10)의 내부 구조가 보이는 상태의 외관을 나타낸다. 융착 접속기(10)는 방전에 의해 광섬유끼리를 융착 접속하기 위한 장치이다. 도 1 및 도 2에 도시하는 바와 같이, 융착 접속기(10)는 박스형의 케이싱(2)을 구비하고 있다. 케이싱(2)의 상부에는 광섬유끼리를 융착하기 위한 융착 접속부(3)와, 가열기(4)가 마련되어 있다. 가열기(4)는 광섬유의 융착 개소에 덮인 섬유 보강 슬리브를 가열하여 수축시킨다. 융착 접속기(10)는 모니터(5), 방풍 커버(6), 전원 스위치(7) 및 접속 개시 스위치(8)를 추가로 구비하고 있다. 모니터(5)는 다양한 정보를 표시한다. 다양한 정보는, 예컨대, 케이싱(2)의 내부에 배치된 카메라에 의해 촬상된 광섬유끼리의 융착 접속 상황을 포함한다. 방풍 커버(6)는 융착 접속부(3)로의 바람의 진입을 막는다. 전원 스위치(7)는 사용자의 조작에 따라 융착 접속기(10)의 전원의 온/오프를 전환하기 위한 푸시 버튼이다. 접속 개시 스위치(8)는 사용자의 조작에 따라 광섬유끼리를 융착하기 위한 동작을 개시시키기 위한 푸시 버튼이다.
도 2에 도시하는 바와 같이, 융착 접속부(3)는 한 쌍의 섬유 위치 결정부(3a)와, 한 쌍의 전극봉(3b)과, 한 쌍의 광섬유 홀더(3c)를 탑재 가능한 홀더 탑재부를 갖는다. 융착 대상인 광섬유 각각은 광섬유 홀더(3c)에 보지(保持) 및 고정되고, 광섬유 홀더(3c)는 각각 홀더 탑재부에 탑재되어 고정된다. 섬유 위치 결정부(3a)는 한 쌍의 광섬유 홀더(3c) 사이에 배치되고, 광섬유 홀더(3c)의 각각에 보지된 광섬유의 선단부를 위치 결정한다. 전극봉(3b)은 한 쌍의 섬유 위치 결정부(3a) 사이에 배치되고, 아크 방전에 의해 각 광섬유의 선단을 연화시킨다.
도 3은 융착 접속기(10)가 구비하는 내부 시스템의 구성을 나타내는 기능 블록도이다. 도 3에 도시하는 바와 같이, 융착 접속기(10)는, 전술한 융착 접속부(3)에 더하여, 융착 제어부(12), 카메라(9) 및 모니터(5)를 구비한다. 카메라(9)는 본 실시형태에 있어서의 화상 취득부의 예이다. 카메라(9)는 케이싱(2)의 내부에 배치된다. 카메라(9)는 접속 대상인 2개의 광섬유의 단면끼리가 대향 배치된 상태에서 각 단면을 포함하는 화상을 취득하고, 화상 데이터를 생성한다.
도 4는 융착 제어부(12)의 하드웨어 구성의 예를 나타내는 블록도이다. 도 4에 도시하는 바와 같이, 융착 제어부(12)는 CPU(12a), RAM(12b), ROM(12c)을 포함하는 컴퓨터로서 구성될 수도 있다. 융착 제어부(12)는 ROM(12c)에 미리 기억된 프로그램을 판독하여 실행하면서, CPU(12a)의 제어 하에 RAM(12b) 및 ROM(12c)에 대한 데이터의 읽기 및 쓰기를 행한다. 융착 제어부(12)는 이에 의해 융착 제어부(12)의 각 기능을 실현할 수 있다. 융착 제어부(12)의 동작 상황은 융착 접속기(10)의 동작 중에 항상 모니터(5)에 표시된다. 융착 제어부(12)는 접속 개시 스위치(8)와 전기적으로 접속되어 있다. 융착 제어부(12)는 접속 개시 스위치(8)로부터의 전기 신호를 받는다.
도 3에 도시하는 바와 같이, 융착 제어부(12)는 기본 제어부(13) 및 조건 설정부(14)를 포함하여 구성되어 있다. 기본 제어부(13)는 융착 접속부(3)의 동작을 제어한다. 기본 제어부(13)는, 사용자에 의한 접속 개시 스위치(8)의 조작을 받아, 융착 접속부(3)에 있어서의 광섬유의 선단끼리의 맞붙임 동작 및 아크 방전을 제어한다. 광섬유의 선단끼리의 맞붙임 동작에는 섬유 위치 결정부(3a)에 의한 광섬유의 위치 결정 처리, 즉 각 광섬유의 선단 위치의 제어가 포함된다. 아크 방전의 제어에는, 방전 파워, 방전 개시 타이밍 및 방전 종료 타이밍의 제어가 포함된다. 광섬유의 선단 위치 및 방전 파워 등의 각종 접속 조건은, 예컨대 ROM(12c)에 저장되어 있다. 그리고, 접속 조건의 설정은 조건 설정부(14)에 의해 행해진다. 조건 설정부(14)는 카메라(9)에 의해 취득된 화상에 기초하여 2개의 광섬유의 각 단면의 상태를 파악하고, 각 단면의 상태에 따라 접속 조건을 설정한다. 접속 조건을 설정함에 있어서는, 복수의 접속 조건을 미리 준비해 두고, 각 단면의 상태에 따라 이들 접속 조건 중 어느 것을 선택할 수도 있다. 또는 각 단면의 상태에 따라 구한 특정 수치를 이용하여, 미리 설정된 소정의 근사식으로부터 계산하여 접속 조건을 설정할 수도 있다. 또는 양자를 조합할 수도 있다. 즉, 미리 준비된 기준이 되는 접속 조건을 설정하는 동시에, 각 단면의 상태에 따라 구한 특정 수치를 이용하여 소정의 근사식으로부터, 기준이 되는 접속 조건으로부터 변화시킬 양을 계산하여 설정하는 것으로 해도 좋다.
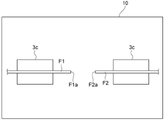
이상의 구성을 구비한 본 실시형태의 융착 접속기(10)의 동작은 다음과 같다. 우선, 도 5에 도시하는 바와 같이, 사용자가 접속 대상인 광섬유(F1)(제 1 광섬유)와 광섬유(F2)(제 2 광섬유)를 각각 광섬유 홀더(3c)에 보지시킨다. 그리고, 광섬유 홀더(3c)를 홀더 탑재부에 탑재한다. 이때, 광섬유(F1)의 단면(F1a)과 광섬유(F2)의 단면(F2a)이 서로 대향하여 배치된다. 다음으로, 사용자가 융착 접속기(10)에 융착 접속의 개시를 지시한다. 이 지시는 접속 개시 스위치(8)를 거쳐서 행해진다. 이 지시를 받아서, 도 6에 도시하는 바와 같이, 기본 제어부(13)가 접속 조건으로서 설정된 단면(F1a, F2a)의 위치에 기초하여 광섬유(F1, F2)의 위치 결정을 행한다. 그 후, 도 7에 도시하는 바와 같이, 기본 제어부(13)가 한 쌍의 전극봉(3b) 사이의 아크 방전을 개시한다.
아크 방전의 개시 직후에는, 단면(F1a, F2a)이 서로 떨어져 있다. 이때, 아크 방전은 단면(F1a, F2a)을 융착 전에 미리 연화시키기 위한 예비 방전에 해당한다. 아크 방전이 개시되면, 기본 제어부(13)는 섬유 위치 결정부(3a)의 위치를 제어함으로써 단면(F1a, F2a)을 서로 접근시켜서 서로 맞붙인다. 그리고, 아크 방전을 계속함으로써(본 방전), 단면(F1a, F2a)이 더욱 연화되어, 서로 융착된다.
여기서, 접속 조건을 설정하기 위한 판단 재료인, 2개의 광섬유(F1, F2)의 각 단면(F1a, F2a)의 상태의 예에 대해 설명한다. 도 8은 일방의 광섬유(F2)의 단면(F2a)을 정면(광축 방향)에서 본 도면이다. 도면 중의 화살표 MSX 및 MSY는 각각 카메라(9)에 의한 관찰 방향을 나타내고 있다. 즉, 이 예에서는 카메라(9)가 적어도 2대 설치되고, 2대의 카메라(9)가 서로 직교하는 방향(MSX, MSY)으로부터 각 단면(F1a, F2a)을 촬상한다. 방향(MSX, MSY)은 광섬유(F1, F2)의 광축 방향과 교차하고, 일 예에서는 직교한다. 광섬유(F1, F2)를 사이에 두고 카메라(9)와 대향하는 위치에는 광섬유(F1, F2)를 조명하기 위한 광원(11)이 배치된다.
이제, 단면(F2a)에서, 도 8에 도시하는 위치에 흠결(함몰)(A)이 생긴 것으로 한다. 그러면, 도 9에 도시하는 바와 같이, 방향(MSY)으로부터 촬상하는 카메라(9)에서 얻어지는 화상(PY)에는, 단면(F2a)의 흠결(A)이 명료하게 나타난다. 단면(F2a)에 있어서의 흠결(A)의 발생 위치 및 크기(깊이)는, 방향(MSX, MSY)으로부터 각각 촬상하는 2대의 카메라(9)로부터 얻어지는 2개의 화상에 기초하여 해석될 수 있다. 도 9에 도시하는 바와 같이, 이들 화상에서, 광섬유(F1, F2)의 위치 및 형상은 코어(CR) 및 클래드(CL) 중 적어도 일방의 윤곽에 의해 확인된다. 화상에서, 코어(CR)는 광원(11)으로부터의 조명광에 의해 밝아지고, 클래드(CL)는 광원(11)으로부터의 조명광의 굴절에 의해 어두워진다.
도 10은 일방의 광섬유(F2)의 단면(F2a)을 정면(광축 방향)에서 본 도면이다. 단면(F2a)에 있어서, 도 10에 도시하는 위치에 가장자리 부분의 돌출(립)(B)이 생긴 것으로 한다. 그러면, 도 11에 도시하는 바와 같이, 방향(MSY)으로부터 촬상하는 카메라(9)에서 얻어지는 화상(PY)에는 단면(F2a)의 가장자리 부분으로부터 돌출된 립(B)이 명료하게 나타난다. 단면(F2a)에 있어서의 립(B)의 발생 위치 및 크기(높이)는 방향(MSX, MSY)으로부터 각각 촬상하는 2대의 카메라(9)로부터 얻어지는 2개의 화상에 기초하여 해석될 수 있다.
도 12는 일방의 광섬유(F2)의 단면(F2a)을 정면(광축 방향)에서 본 도면으로서, 광축 방향에 있어서의 단면(F2a)의 경사를 색의 농담으로 나타내고 있다. 즉, 색이 짙은 영역일수록, 대향하는 단면(F1a)에 멀고, 옅은 영역일수록, 대향하는 단면(F1a)으로부터 가깝다. 이와 같이, 단면(F2a)에 있어서, 도 12에 도시하는 방향의 경사가 생긴 것으로 한다. 그러면, 도 13에 도시하는 바와 같이, 방향(MSX)으로부터 촬상하는 카메라(9)에서 얻어지는 화상(PX)에는 단면(F2a)의 경사가 명료하게 나타난다. 단면(F2a)의 경사의 방향 및 크기(각도)는 방향(MSX, MSY)으로부터 각각 촬상하는 2대의 카메라(9)로부터 얻어지는 2개의 화상에 기초하여 해석될 수 있다.
다음으로, 광섬유(F1, F2)의 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건에 대해 상세하게 설명한다. 본 실시형태에서, 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건은, (1) 방전 개시 전의 각 단면(F1a, F2a)의 위치, (2) 방전 개시 전의 각 단면(F1a, F2a)끼리의 간격, (3) 예비 방전 시간, (4) 본 방전 시간, (5) 각 단면(F1a, F2a)끼리가 접한 후의 압입량, 및 (6) 각 단면(F1a, F2a)끼리를 압입한 후의 복귀량 중 적어도 하나, 보다 바람직하게는 3개 이상을 포함한다.
(1) 방전 개시 전의 각 단면(F1a, F2a)의 위치
방전 개시 전의 각 단면(F1a, F2a)의 위치란, 도 14에 도시된 상태, 즉 예비 방전의 개시 시점에 있어서의, 한 쌍의 전극봉(3b)의 중심축을 잇는 선(방전 중심축)(E)을 기준으로 한 각 단면(F1a, F2a)의 위치(X1, X2)를 말한다. 이들 단면 위치(X1, X2)에 따라, 방전 중심과 각 단면(F1a, F2a)과의 거리가 변화함으로써 가열량(용융량)이 증감한다. 또한, 이들 단면 위치(X1, X2)에 따라, 단면(F1a, F2a)끼리가 맞붙을 때까지의 이동에 필요한 시간이 변화한다.
도 9에 도시하는 흠결(A)의 깊이가 소정 값(예컨대 10㎛) 이상인 경우에는, 예컨대 소정의 단면 기준 위치, 즉 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 단면 위치(X1, X2)의 최적값과 비교하여, 흠결(A)을 갖는 단면(F1a 또는 F2a)을 방전 중심축(E)에 접근하게 한다. 환언하면, 방전 중심축(E)을 기준으로 하는 단면 위치(X1 또는 X2)를 작게 한다. 이때, 단면 위치(X1 또는 X2)를, 예컨대 단면 기준 위치의 70% 정도로 한다. 이에 의해, 접속 손실을 저감할 수 있다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 방전 중심축(E)을 기준으로 하는 단면 위치(X1, X2)를 산출한다. 또한, 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에는, 예컨대 립(B) 또는 경사를 갖는 단면(F1a 또는 F2a)의 단면 위치(X1 또는 X2)의 최대값 Xa와 최소값 Xb의 차이의 중앙값을 소정의 단면 기준 위치와 일치시킨다. 이에 의해, 접속 손실을 저감할 수 있다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 최대값 Xa와 최소값 Xb에 기초하여 소정의 계산식에 의해 단면 위치(X1 또는 X2)를 산출한다.
(2) 방전 개시 전의 각 단면(F1a, F2a)끼리의 간격
방전 개시 전의 각 단면(F1a, F2a)끼리의 간격이란, 도 6에 도시된 상태, 즉 예비 방전의 개시 시점에서의 단면(F1a, F2a)끼리의 간격(D)을 말한다. 이 간격(D)에 따라, 단면(F1a, F2a)끼리가 맞붙을 때까지의 이동에 필요한 시간이 변화한다. 도 9에 도시하는 흠결(A)의 깊이가 소정 값(예컨대, 10㎛) 이상인 경우에는, 예컨대 소정의 단면 간격 기준값보다도 간격(D)을 작게 함으로써, 접속 손실을 저감할 수 있다. 단면 간격 기준값이란, 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 간격(D)의 최적값이다. 간격(D)은, 예컨대 단면 간격 기준값의 70% 정도로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 간격(D)을 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에는, 예컨대, 단면(F1a, F2a)끼리의 최대 간격(Da)과 최소 간격(Db)의 차이의 중앙값을 소정의 단면 간격 기준값과 일치시킨다. 이에 의해, 접속 손실을 저감할 수 있다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 최대 간격(Da)과 최소 간격(Db)의 차이에 기초하여 소정의 계산식에 의해 간격(D)을 산출한다.
(3) 예비 방전 시간
예비 방전 시간이란, 도 6에 도시된 상태에서 아크 방전을 개시하고 나서, 단면(F1a, F2a)끼리를 맞붙이기 위해서 광섬유(F1, F2)의 상대적인 이동을 개시할 때까지의 시간을 말한다. 도 9에 도시하는 흠결(A)의 깊이가 소정 값(예컨대, 10㎛) 이상인 경우에는, 예컨대 소정의 기준 시간보다 예비 방전 시간을 길게 함으로써, 단면(F1a, F2a)이 서로 맞붙을 때 흠결(A)을 작게(얕게) 하여, 접속 손실을 저감할 수 있다. 기준 시간이란, 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 예비 방전 시간의 최적 길이이다. 예비 방전 시간은, 예컨대 기준 시간의 1.3배 이상 2배 이하로 된다. 이 경우, 조건 설정부(14)는, 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여, 소정의 계산식에 의해 예비 방전 시간을 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에도, 예컨대 소정의 기준 시간보다 예비 방전 시간을 길게 한다. 따라서, 단면(F1a, F2a)이 서로 맞붙을 때에 립(B) 또는 경사를 작게 하여, 접속 손실을 저감할 수 있다. 이때, 예비 방전 시간은, 예컨대 기준 시간의 1.3배 이상 2배 이하로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 립(B)의 돌출량 또는 경사의 각도에 기초하여 소정의 계산식에 의해 예비 방전 시간을 산출한다.
(4) 본 방전 시간
본 방전 시간이란, 단면(F1a, F2a)끼리가 맞붙고 나서, 아크 방전을 종료할 때까지의 시간을 말한다. 즉, 본 방전 시간이란, 단면(F1a, F2a)끼리가 맞붙고 나서 한 쌍의 전극봉(3b)에의 전압의 인가를 정지할 때까지의 시간이다. 예비 방전과 본 방전은 시간적으로 연속하여 행해진다. 도 9에 도시하는 흠결(A)이 단면(F1a 또는 F2a)에 존재하는 경우, 흠결(A)을 기점으로 하여 융착 접속 중에 축 어긋남이 진행된다. 따라서, 예컨대 소정의 기준 시간보다 본 방전 시간을 짧게 함으로써, 축 어긋남량을 작게 하여 접속 손실을 저감할 수 있다. 기준 시간이란, 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 본 방전 시간의 최적 길이이다. 본 방전 시간은, 예컨대 기준 시간의 30% 이상 70% 이하로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 본 방전 시간을 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에도, 상대측의 단면으로부터 가장 먼, 환언하면, 그 단면에서 가장 후퇴한 외연부를 기점으로 하여, 융착 접속 중에 축 어긋남이 진행된다. 따라서, 예컨대 소정의 기준 시간보다 본 방전 시간을 짧게 함으로써, 축 어긋남량을 작게 하여 접속 손실을 저감할 수 있다. 본 방전 시간은, 예컨대 기준 시간의 30% 이상 70% 이하로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 립(B)의 돌출량 또는 경사의 각도에 기초하여 소정의 계산식에 의해 본 방전 시간을 산출한다.
(5) 각 단면(F1a, F2a)끼리가 접한 후의 압입량
각 단면(F1a, F2a)끼리가 접한 후의 압입량이란, 도 6에 도시된 상태로부터 광섬유(F1, F2)를 상대적으로 이동시켜서 단면(F1a, F2a)끼리를 맞붙이고 나서, 방전 중에 다시 동일한 방향으로 광섬유(F1, F2)를 상대적으로 이동시킬 때의 이동 거리를 말한다. 도 9에 도시하는 흠결(A)이 단면(F1a 또는 F2a)에 존재하는 경우, 흠결(A)을 기점으로 하여 융착 접속 중에 축 어긋남이 진행된다. 따라서, 예컨대 소정의 기준 압입량보다 압입량을 크게 함으로써, 융착 접속 중의 축 어긋남의 진행을 억제하여, 접속 손실을 저감할 수 있다. 기준 압입량이란, 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 압입량의 최적값이다. 압입량은, 예컨대 기준 시간의 150% 이상으로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 압입량을 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우, 단면 내에서 간격(D)에 변동이 존재한다. 따라서, 예컨대 압입량을 기준 압입량보다 크게 함으로써, 간격(D)의 면내 변동의 영향을 억제하여, 접속 손실을 저감할 수 있다. 이때, 압입량은, 예컨대 기준 압입량의 120% 이상으로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 립(B)의 돌출량 또는 경사의 각도에 기초하여 소정의 계산식에 의해 압입량을 산출한다. 산출되는 압입량에는, 압입량이 제로인 경우, 즉 압입을 행하지 않는 경우도 포함된다.
(6) 각 단면(F1a, F2a)끼리를 압입한 후의 복귀량
각 단면(F1a, F2a)끼리를 압입한 후의 복귀량이란, 단면(F1a, F2a)끼리를 맞붙인 후, 또한 단면(F1a, F2a)을 압입하고 나서, 융착 접속 중에 역방향, 즉 단면(F1a, F2a)끼리가 멀어지는 방향으로 광섬유(F1, F2)를 상대적으로 이동시킬 때의 이동 거리를 말한다. 도 9에 도시하는 흠결(A)이 단면(F1a 또는 F2a)에 존재하는 경우, 전술한 압입량이 광섬유(F1, F2)의 중심축과 직교하는 단면 내에서 불균일해질 우려가 있다. 불균일해진 경우에는 코어부가 변형되어 접속 손실이 증대되는 경우가 있다. 따라서, 예컨대, 압입량의 20% 이상의 복귀를 실시함으로써, 접속 손실을 저감할 수 있다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 복귀량을 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에도, 전술한 압입량이 단면 내에서 불균일해질 우려가 있다. 불균일해진 경우에는 코어부의 변형에 의해 접속 손실이 증대되는 경우가 있다. 따라서, 예컨대, 압입량의 20% 이상의 복귀를 실시함으로써, 접속 손실을 저감할 수 있다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 립(B)의 돌출량 또는 경사의 각도에 기초하여 소정의 계산식에 의해 복귀량을 산출한다. 산출되는 복귀량에는, 복귀량이 0인 경우, 즉, 복귀를 행하지 않는 경우도 포함된다.
또한, 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건에는 하기의 (7) 예비 방전 파워가 포함될 수도 있다.
(7) 예비 방전 파워
예비 방전 파워란, 도 6에 도시된 상태에서 아크 방전을 개시하고 나서, 단면(F1a, F2a)끼리를 맞붙이기 위해 광섬유(F1, F2)의 상대적인 이동을 개시할 때까지의 기간에 있어서의 아크 방전 파워를 말한다. 도 9에 도시하는 흠결(A)의 깊이가 소정 값(예컨대, 10㎛) 이상인 경우에는, 예컨대 소정의 예비 방전 파워의 기준값보다 예비 방전 파워를 크게 한다. 이에 의해, 단면(F1a, F2a)의 연화 정도가 커지므로, 서로 맞붙을 때에 흠결(A)을 작게(얕게) 하여, 접속 손실을 저감할 수 있다. 예비 방전 파워의 기준값이란, 단면(F1a, F2a)에 이상이 없는 것으로서 미리 정해진 예비 방전 파워의 최적값이다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 흠결(A)의 깊이에 기초하여 소정의 계산식에 의해 예비 방전 파워를 산출한다. 도 11에 도시하는 립(B) 및 도 13에 도시하는 단면(F2a)의 경사 중 어느 것이 존재하는 경우에는, 예컨대 예비 방전 파워를 기준값보다 크게 한다. 이에 의해, 단면(F1a, F2a)이 서로 맞붙을 때에 립(B) 또는 경사를 작게 하여 접속 손실을 저감할 수 있다. 이때, 예비 방전 파워는, 예컨대 기준값의 1.3배 이상 2배 이하로 된다. 이 경우, 조건 설정부(14)는 화상으로부터 구해지는 립(B)의 돌출량 또는 경사의 각도에 기초하여 소정의 계산식에 의해 예비 방전 파워를 산출한다.
이상 설명한 바와 같이, 본 실시형태에 따른 융착 접속기(10)의 동작에서는, 2개의 광섬유(F1, F2)의 각 단면(F1a, F2a)의 상태를 각각의 관찰 화상을 기초로 해석하여 파악한다. 그리고, 각 단면(F1a, F2a)의 상태에 따라 접속 조건을 설정한다. 즉, 각 단면(F1a, F2a)의 상태를 해석한 결과, 단면(F1a, F2a) 중 어느 것에도 이상이 없는 경우는, 기준이 되는 소정의 접속 조건을 설정한다. 각 단면(F1a, F2a)의 상태를 해석한 결과, 단면(F1a, F2a) 중 어느 일방 또는 양방에 이상이 있는 경우는, 이상이 있는 단면의 상태에 따라, 기준이 되는 소정의 접속 조건과는 다른 접속 조건을 설정한다.
도 15는 본 실시형태에 따른 융착 접속 방법을 나타내는 흐름도이다. 이 융착 접속 방법은 상술한 융착 접속기(10)를 이용하여 적절하게 실현될 수 있다. 우선, 화상 취득 단계(S1)로서, 접속 대상인 광섬유(F1, F2)의 단면(F1a, F2a)끼리가 대향 배치된 상태(도 6 참조)에서, 각 단면(F1a, F2a)을 포함하는 화상을 카메라(9)에 의해 취득한다. 다음으로, 조건 설정 단계(S2)로서, 취득한 화상에 기초하여 각 단면(F1a, F2a)의 상태, 예컨대 흠결(A), 립(B), 및 단면 경사 중 적어도 하나의 유무 및 그 크기를 파악한 후, 각 단면(F1a, F2a)의 상태에 따라 접속 조건을 설정한다. 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건은, 상술한 바와 같이, (1) 방전 개시 전의 각 단면(F1a, F2a)의 위치, (2) 방전 개시 전의 각 단면(F1a, F2a)끼리의 간격, (3) 예비 방전 시간, (4) 본 방전 시간, (5) 각 단면(F1a, F2a)끼리가 접한 후의 압입량, 및 (6) 각 단면(F1a, F2a)끼리를 압입한 후의 복귀량 중 적어도 하나, 보다 바람직하게는 3개 이상을 포함한다. 접속 조건은, 상기의 (7) 예비 방전 파워를 더 포함할 수도 있다. 이어서, 융착 접속 단계(S3)로서, 단계(S2)에 의해 설정된 접속 조건에 따라, 한 쌍의 전극봉(3b) 사이의 아크 방전에 의해 단면(F1a, F2a)끼리를 서로 융착 접속한다.
이상 설명한 바와 같이, 본 실시형태에 따른 융착 접속 방법에서는, 2개의 광섬유(F1, F2)의 각 단면(F1a, F2a)의 상태를 각각의 관찰 화상을 기초로 해석하여 파악한다. 그리고, 각 단면(F1a, F2a)의 상태에 따라 접속 조건을 설정한다. 즉, 각 단면(F1a, F2a)의 상태를 해석한 결과, 단면(F1a, F2a) 중 어느 것에도 이상이 없는 경우에는, 기준이 되는 소정의 접속 조건을 설정한다. 각 단면(F1a, F2a)의 상태를 해석한 결과, 단면(F1a, F2a) 중 어느 일방 또는 양방에 이상이 있는 경우에는, 이상이 있는 단면의 상태에 따라, 기준이 되는 소정의 접속 조건과는 다른 접속 조건을 설정한다.
이상 설명한 본 실시형태에 따른 융착 접속기(10) 및 융착 접속 방법에 의해 얻어지는 효과에 대해 설명한다. 본 실시형태에 의한 융착 접속기(10) 및 융착 접속 방법에서는, 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건이, (1) 방전 개시 전의 각 단면(F1a, F2a)의 위치, (2)) 방전 개시 전의 각 단면(F1a, F2a)끼리의 간격, (3) 예비 방전 시간, (4) 본 방전 시간, (5) 각 단면(F1a, F2a)끼리가 접한 후의 압입량, 및 (6) 각 단면(F1a, F2a)끼리를 압입한 후의 복귀량 중 적어도 하나를 포함한다. 이 경우, 예컨대 특허문헌 1에 기재된 장치와 같이 방전 에너지량(방전 파워)만을 제어하는 경우와 비교하여, 광섬유(F1, F2)의 단면(F1a, F2a)의 상태에 따라 보다 바람직한 접속 조건을 설정할 수 있다. 따라서, 융착 접속의 품질을 더욱 높여서 접속 손실을 저감할 수 있다.
각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건은 상기 (1) 내지 (6) 중 적어도 3개를 포함할 수도 있다. 이 경우, 융착 접속의 품질을 한층 더 높여서, 접속 손실을 더욱 저감할 수 있다.
본 개시에 따른 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법은 상술한 실시형태에 한정되는 것은 아니며, 그 밖에 여러 가지 변형이 가능하다. 예컨대, 상기 실시형태에서는 광섬유의 단면 상태로서 흠결, 립 및 경사의 3개를 예시했지만, 접속 조건을 설정할 때의 판단 재료가 되는 광섬유의 단면 상태에는, 이들 이외의 여러 가지 상태가 포함될 수도 있다. 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건은 상기 (1) 내지 (6) 중 적어도 하나에 더하여, 다른 조건을 포함할 수도 있다. 다른 조건이란, 예컨대, 광섬유(F1, F2)의 상대적인 축 어긋남량, 간헐적으로 방전할 때의 각 방전 사이의 시간 간격 등이다. 본 방전 파워는 접속 조건에 포함되어도 좋고, 또는 광섬유의 단면 상태에 관계 없이 일정할 수도 있다. 광섬유(F1, F2)의 각 단면(F1a, F2a)의 상태에 따라 설정되는 접속 조건은, 기준이 되는 접속 조건과 함께, 각 단면(F1a, F2a)의 상태에 따라, 기준이 되는 접속 조건으로부터의 변화량를 설정하는 것을 포함한다.
2: 케이싱
3: 융착 접속부
3a: 섬유 위치 결정부 3b: 전극봉
3c: 광섬유 홀더 4: 가열기
5: 모니터 6: 방풍 커버
7: 전원 스위치 8: 접속 개시 스위치
9: 카메라 10: 융착 접속기
12: 융착 제어부 12a: CPU
12b: RAM 12c: ROM
13: 기본 제어부 14: 조건 설정부
A: 흠결 B: 립
CL: 클래드 CR: 코어
D: 간격 Da: 최대 간격
Db: 최소 간격 F1: 제 1 광섬유
F1a: 단면 F2: 제 2 광섬유
F2a: 단면 MSX, MSY: 방향
PX, PY: 화상
3a: 섬유 위치 결정부 3b: 전극봉
3c: 광섬유 홀더 4: 가열기
5: 모니터 6: 방풍 커버
7: 전원 스위치 8: 접속 개시 스위치
9: 카메라 10: 융착 접속기
12: 융착 제어부 12a: CPU
12b: RAM 12c: ROM
13: 기본 제어부 14: 조건 설정부
A: 흠결 B: 립
CL: 클래드 CR: 코어
D: 간격 Da: 최대 간격
Db: 최소 간격 F1: 제 1 광섬유
F1a: 단면 F2: 제 2 광섬유
F2a: 단면 MSX, MSY: 방향
PX, PY: 화상
Claims (12)
- 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서, 상기 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득하는 화상 취득부와,
상기 화상에 기초하여 상기 각 단면의 상태를 파악하고, 상기 각 단면의 상태에 따라 접속 조건을 설정하는 조건 설정부로서, 상기 접속 조건은 방전 개시 전의 상기 각 단면의 위치, 방전 개시 전의 상기 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 상기 각 단면끼리가 접한 후의 압입량, 및 상기 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함하는, 조건 설정부와,
상기 조건 설정부에 의해 설정된 상기 접속 조건에 따라, 한 쌍의 전극봉 사이의 방전에 의해 상기 제 1 및 제 2 광섬유를 서로 융착 접속하는 융착 접속부를 포함하는
광섬유의 융착 접속기. - 제 1 항에 있어서,
상기 접속 조건은 상기 위치, 상기 간격, 상기 예비 방전 시간, 상기 본 방전 시간, 상기 압입량 및 상기 복귀량 중 적어도 3개를 포함하는
광섬유의 융착 접속기. - 제 1 항 또는 제 2 항에 있어서,
상기 접속 조건은 상기 위치를 포함하고,
상기 위치는, 예비 방전의 개시 시점에 있어서의, 상기 한 쌍의 전극봉의 중심축을 잇는 선을 기준으로 한 상기 각 단면의 위치인
광섬유의 융착 접속기. - 제 1 항 내지 제 3 항 중 어느 한 항에 있어서,
상기 접속 조건은 상기 예비 방전 시간을 포함하고,
상기 예비 방전 시간은, 아크 방전을 개시하고 나서, 상기 각 단면끼리를 맞붙이기 위해 상기 제 1 및 제 2 광섬유의 상대적인 이동을 개시할 때까지의 시간인
광섬유의 융착 접속기. - 제 1 항 내지 제 4 항 중 어느 한 항에 있어서,
상기 접속 조건은 상기 본 방전 시간을 포함하고,
상기 본 방전 시간은, 상기 각 단면끼리가 맞붙고 나서, 상기 한 쌍의 전극봉에의 전압의 인가를 정지할 때까지의 시간인
광섬유의 융착 접속기. - 제 1 항 내지 제 5 항 중 어느 한 항에 있어서,
상기 접속 조건은 상기 압입량을 포함하고,
상기 압입량은, 상기 각 단면끼리가 맞붙고 나서, 방전 중에 다시 동일한 방향으로 상기 제 1 및 제 2 광섬유를 상대적으로 이동시킬 때의 이동 거리인
광섬유의 융착 접속기. - 제 1 항 내지 제 6 항 중 어느 한 항에 있어서,
상기 접속 조건은 상기 복귀량을 포함하고,
상기 복귀량은, 상기 각 단면끼리가 맞붙은 후, 또한 상기 각 단면을 압입하고 나서, 융착 접속 중에 상기 각 단면끼리가 멀어지는 방향으로 상기 제 1 및 제 2 광섬유를 상대적으로 이동시킬 때의 이동 거리인
광섬유의 융착 접속기. - 제 1 항 내지 제 7 항 중 어느 한 항에 있어서,
상기 각 단면의 상태는 상기 각 단면의 함몰의 발생 위치 및 깊이를 포함하는
광섬유의 융착 접속기. - 제 1 항 내지 제 8 항 중 어느 한 항에 있어서,
상기 각 단면의 상태는 상기 각 단면의 가장자리 부분의 돌출의 발생 위치 및 높이를 포함하는
광섬유의 융착 접속기. - 제 1 항 내지 제 9 항 중 어느 한 항에 있어서,
상기 각 단면의 상태는 상기 각 단면의 경사의 방향 및 각도를 포함하는
광섬유의 융착 접속기. - 접속 대상인 제 1 및 제 2 광섬유의 단면끼리가 대향 배치된 상태에서, 상기 제 1 및 제 2 광섬유의 각 단면을 포함하는 화상을 취득하는 단계와,
상기 화상에 기초하여 상기 각 단면의 상태를 파악하고, 상기 각 단면의 상태에 따라 접속 조건을 설정하는 단계로서, 상기 접속 조건은 방전 개시 전의 상기 각 단면의 위치, 방전 개시 전의 상기 각 단면끼리의 간격, 예비 방전 시간, 본 방전 시간, 상기 각 단면끼리가 접한 후의 압입량, 및 상기 각 단면끼리를 압입한 후의 복귀량 중 적어도 하나를 포함하는, 단계와,
상기 접속 조건을 설정하는 단계에 의해 설정된 상기 접속 조건에 따라, 한 쌍의 전극봉 사이의 방전에 의해 상기 제 1 및 제 2 광섬유를 서로 융착 접속하는 단계를 포함하는
광섬유를 융착 접속하는 방법. - 제 11 항에 있어서,
상기 접속 조건은 상기 위치, 상기 간격, 상기 예비 방전 시간, 상기 본 방전 시간, 상기 압입량, 및 상기 복귀량 중 적어도 3개를 포함하는
광섬유를 융착 접속하는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020022287 | 2020-02-13 | ||
| JPJP-P-2020-022287 | 2020-02-13 | ||
| PCT/JP2021/001470 WO2021161724A1 (ja) | 2020-02-13 | 2021-01-18 | 光ファイバの融着接続機及び光ファイバを融着接続する方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220131303A true KR20220131303A (ko) | 2022-09-27 |
Family
ID=77293053
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227028878A KR20220131303A (ko) | 2020-02-13 | 2021-01-18 | 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230038405A1 (ko) |
| EP (1) | EP4105697A4 (ko) |
| JP (1) | JPWO2021161724A1 (ko) |
| KR (1) | KR20220131303A (ko) |
| CN (1) | CN115039005A (ko) |
| BR (1) | BR112022014014A2 (ko) |
| WO (1) | WO2021161724A1 (ko) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005031439A (ja) | 2003-07-14 | 2005-02-03 | Fujikura Ltd | 光ファイバ端面処理方法及びその装置並びに光ファイバ融着接続方法及びその装置 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0820576B2 (ja) * | 1987-01-30 | 1996-03-04 | 日本電信電話株式会社 | 多心光ファイバテープ心線の融着接続方法 |
| EP0853246A3 (de) * | 1997-01-10 | 2000-08-09 | Siemens Aktiengesellschaft | Verfahren sowie Vorrichtung zum thermischen Verschweissen mindestens zweier Lichtleitfaserenden |
| DE19737358A1 (de) * | 1997-08-27 | 1999-03-04 | Siemens Ag | Verfahren sowie Vorrichtung zum thermischen Verschweißen von Lichtleitfasern |
| SE0302696D0 (sv) * | 2003-10-10 | 2003-10-10 | Future Instr Fiber Optics Ab | Automatic current selection for single fiber splicing |
| EP2669725B1 (en) * | 2011-01-24 | 2015-12-30 | Fujikura Ltd. | Fusion splicing apparatus and fusion splice method |
| CN107632344B (zh) * | 2017-11-02 | 2020-03-06 | 一诺仪器(中国)有限公司 | 光纤熔接机的光纤端面推进控制方法及系统 |
| JP7124530B2 (ja) | 2018-08-01 | 2022-08-24 | 株式会社デンソー | 電力変換装置 |
| JP2020020997A (ja) * | 2018-08-02 | 2020-02-06 | 古河電気工業株式会社 | 融着接続システム、融着接続機及び光ファイバ種判別方法 |
-
2021
- 2021-01-18 US US17/760,210 patent/US20230038405A1/en active Pending
- 2021-01-18 BR BR112022014014A patent/BR112022014014A2/pt unknown
- 2021-01-18 EP EP21753988.1A patent/EP4105697A4/en active Pending
- 2021-01-18 KR KR1020227028878A patent/KR20220131303A/ko active Search and Examination
- 2021-01-18 WO PCT/JP2021/001470 patent/WO2021161724A1/ja unknown
- 2021-01-18 JP JP2022500284A patent/JPWO2021161724A1/ja active Pending
- 2021-01-18 CN CN202180012309.0A patent/CN115039005A/zh active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005031439A (ja) | 2003-07-14 | 2005-02-03 | Fujikura Ltd | 光ファイバ端面処理方法及びその装置並びに光ファイバ融着接続方法及びその装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4105697A4 (en) | 2023-08-02 |
| US20230038405A1 (en) | 2023-02-09 |
| BR112022014014A2 (pt) | 2022-10-11 |
| JPWO2021161724A1 (ko) | 2021-08-19 |
| EP4105697A1 (en) | 2022-12-21 |
| WO2021161724A1 (ja) | 2021-08-19 |
| CN115039005A (zh) | 2022-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US5570446A (en) | Alignment and control in splicing optical fibers | |
| EP0707226B1 (en) | Method of splicing polarization-maintaining optical fibers | |
| US9086538B2 (en) | Method for fusion splicing optical fibers | |
| EP0803721A2 (en) | Method and apparatus for observing tip portion of optical fibers butting each other | |
| JPH11119049A (ja) | 光ファイバの熱融着接続方法及び装置 | |
| KR20220131303A (ko) | 광섬유의 융착 접속기 및 광섬유를 융착 접속하는 방법 | |
| US5897803A (en) | Optical fiber attenuator made by fusion splicing offset fiber ends with extended heating after fusing | |
| JP2000249864A (ja) | 光ファイバ融着接続装置 | |
| EP0379938A2 (en) | Joining optical fibers by fusion | |
| KR20230003501A (ko) | 광파이버를 위한 융착 접속 시스템, 융착 접속기, 모델 작성 장치, 및 광파이버를 융착 접속하는 방법 | |
| CN112711095A (zh) | 熔接机 | |
| CN217034314U (zh) | 光开关模块及设备 | |
| CN216285811U (zh) | 光纤熔接机 | |
| KR20210069638A (ko) | 광파이버 융착 접속부의 보강 장치 및 그를 구비한 융착 접속기 | |
| JP3022132B2 (ja) | 石英系ガラス導波路素子と光ファイバとの融着接続方法 | |
| WO2021210161A1 (ja) | 融着接続機、融着接続システム、及び光ファイバを融着接続する方法 | |
| JP3287700B2 (ja) | 光ファイバ融着接続装置 | |
| EP3982178A1 (en) | Optical fiber fusion splicing device, and fusion splicing method for optical fiber | |
| JP3607642B2 (ja) | 光ファイバの融着接続機 | |
| CA2139789A1 (en) | Apparatus for splicing optical fibers and method for the same | |
| CN204515186U (zh) | 一种光纤熔接机 | |
| JPH08227023A (ja) | 光ファイバの融着接続方法 | |
| SE9002725D0 (sv) | Splice loss estimation | |
| JPH095207A (ja) | 異径コア光ファイバの融着接続部の評価方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |