KR20220116036A - 다중 슬릿 장력 활성화식 확장 시트 - Google Patents
다중 슬릿 장력 활성화식 확장 시트 Download PDFInfo
- Publication number
- KR20220116036A KR20220116036A KR1020227025369A KR20227025369A KR20220116036A KR 20220116036 A KR20220116036 A KR 20220116036A KR 1020227025369 A KR1020227025369 A KR 1020227025369A KR 20227025369 A KR20227025369 A KR 20227025369A KR 20220116036 A KR20220116036 A KR 20220116036A
- Authority
- KR
- South Korea
- Prior art keywords
- slit
- slits
- tension
- pattern
- row
- Prior art date
Links
Images













































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/03—Wrappers or envelopes with shock-absorbing properties, e.g. bubble films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D5/00—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles
- B31D5/0039—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads
- B31D5/0065—Multiple-step processes for making three-dimensional articles ; Making three-dimensional articles for making dunnage or cushion pads including slitting and expanding flat material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B11/00—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material
- B65B11/004—Wrapping, e.g. partially or wholly enclosing, articles or quantities of material, in strips, sheets or blanks, of flexible material in blanks, e.g. sheets precut and creased for folding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B55/00—Preserving, protecting or purifying packages or package contents in association with packaging
- B65B55/20—Embedding contents in shock-absorbing media, e.g. plastic foam, granular material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/02—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage
- B65D81/05—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents specially adapted to protect contents from mechanical damage maintaining contents at spaced relation from package walls, or from other contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D2205/00—Multiple-step processes for making three-dimensional articles
- B31D2205/0005—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads
- B31D2205/0011—Multiple-step processes for making three-dimensional articles for making dunnage or cushion pads including particular additional operations
- B31D2205/0058—Cutting; Individualising the final products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B31—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER; WORKING PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER
- B31D—MAKING ARTICLES OF PAPER, CARDBOARD OR MATERIAL WORKED IN A MANNER ANALOGOUS TO PAPER, NOT PROVIDED FOR IN SUBCLASSES B31B OR B31C
- B31D3/00—Making articles of cellular structure, e.g. insulating board
- B31D3/02—Making articles of cellular structure, e.g. insulating board honeycombed structures, i.e. the cells having an essentially hexagonal section
- B31D3/0207—Making articles of cellular structure, e.g. insulating board honeycombed structures, i.e. the cells having an essentially hexagonal section of particular shape or construction
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Buffer Packaging (AREA)
Abstract
본 발명은, 대체적으로, 다중 슬릿 패턴을 포함하는 장력 활성화식 확장 물품, 필름 및 시트에 관한 것이다. 일부 실시 형태에서, 이들 물품, 필름 및/또는 시트는 완충 필름 및/또는 패키징 재료로서 사용된다. 본 발명은, 또한, 이들 장력 활성화식 확장 물품, 필름 및 시트의 제조 방법 및 사용 방법에 관한 것이다.
Description
본 발명은, 대체적으로, 다중 슬릿 패턴을 포함하는 장력 활성화식(tension-activated) 확장 물품 및 재료에 관한 것이다. 일부 실시 형태에서, 이들 물품은 완충 필름 및/또는 패키징 재료로서 사용된다. 본 발명은, 또한, 이들 장력 활성화식 확장 물품의 제조 방법 및 사용 방법에 관한 것이다.
2016년에, 소비자는 매장에서보다 온라인으로 더 많은 제품을 구입하였다. (Consumers Are Now Doing Most of their Shopping Online, Fortune Magazine, June 8, 2016). 구체적으로, 소비자는 그의 구매의 51%를 온라인으로 그리고 49%를 오프라인 매장(brick-and-mortar store)에서 하였다. Id. 소비자 행동의 이러한 변화의 한 가지 결과는, 매일 우송되고 배달되는 패키지의 수가 증가하고 있다는 것이다. 매년 134억 개 초과의 패키지가 전 세계의 가정 및 사업체에 배달된다(미국 우정 공사에 의해 약 52억 개, Fed Ex에 의해 약 33억 개, 그리고 UPS에 의해 약 49억 개). 비패키지 메일의 배달은 매년 감소하고 있지만, 패키지 배달은 매년 약 8%의 비율로 증가하고 있다. 이러한 증가는, 미국 우정 공사의 사업의 25%가 패키지 배달이 되게 하였다. (Washington Examiner, "For every Amazon package it delivers, the Postal Service loses $1.46," September 1, 2017). Amazon은 하루에 약 300만 개의 패키지를 배송하고, Alibaba는 하루에 약 1,200만 개의 패키지를 배송한다.
그는 단지 패키지를 배송하는 사업체만이 아니다. 성장하는 메이커 문화(Maker culture)는, 개인이 그의 핸드메이드 제품을 Etsy™와 같은 웹사이트를 통해 전 세계에 배송할 기회를 만든다. 추가로, 지속성에 대한 증가된 초점은, 많은 소비자가 중고 제품을 매립지에 버리기보다는 그를 eBay™와 같은 사이트에서 재판매하게 한다. 예를 들어, 2,500만 명 초과의 사람들이 eBay™에서 상품을 판매하고, 1억 7,100만 명 초과의 사람들이 이러한 상품을 구입한다.
이들 상품을 배송하는 개인 및 사업체는, 종종, 그들을 배송될 제품, 완충재 및 공기를 포함하는 배송 컨테이너, 전형적으로 박스로 배송한다. 박스는, 예를 들어 박스가 똑바로 서 있을 수 있는 것, 그가 경량인 것, 그가 평평하게 보관되는 것, 그가 재활용가능한 것, 및 그가 비교적 낮은 비용인 것을 포함한 많은 이점을 갖는다. 그러나, 박스는, 종종 배송되는 물품의 크기와 매칭되지 않는 표준 크기로 제공되며, 따라서, 사용자는, 배송되는 물품이 너무 큰 박스 내에서 이리저리 부딪치고 손상되지 않도록 보호하려고 하기 위해 많은 양의 충전재 또는 완충 재료로 박스를 충전하여야 한다.
패키지 완충 재료는 배송 동안 물품을 보호한다. 배송 및 로딩(loading)/언로딩(unloading) 동안의 진동 및 충돌 충격은 완충 재료에 의해 제어되어 제품 손상의 가능성을 감소시킨다. 완충 재료들은 종종 배송 컨테이너 내측에 배치되며, 여기에서 그들은, 예를 들어 파쇄 및 변형에 의해, 그리고/또는 진동을 감쇠시키거나 충격 및 진동을 배송되는 물품보다는 완충 재료로 전달함으로써 충격을 흡수한다. 다른 경우에, 패키징 재료는, 또한, 완충 이외의 기능에, 예를 들어 상자 내의 배송될 물품을 움직이지 못하게 하고 그를 제자리에 고정시키는 데 사용된다. 대안적으로, 패키징 재료는, 또한, 예컨대, 예를 들어 배송될 물품보다 상당히 더 큰 박스가 사용될 때, 공극을 충전하는 데 사용된다.
일부 예시적인 패키징 재료는 플라스틱 Bubble Wrap™, 버블 필름(bubble film), 쿠션 랩(cushion wrap), 에어 필로우(air pillow), 파쇄된 종이, 주름 종이, 파쇄된 아스펜, 질석, 크래들(cradle), 및 파형 버블 필름을 포함한다. 이들 패키징 재료들 중 많은 것은 재활용가능하지 않다.
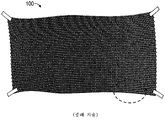
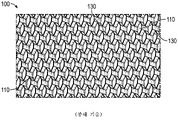
하나의 예시적인 패키징 재료가 도 1a 및 도 1b에 도시되어 있다. 필름(100)은 일종의 단일 슬릿 패턴인 "스킵 슬릿 패턴(skip slit pattern)"으로 종종 지칭되는 복수의 컷(cut)들 또는 슬릿들(110)의 패턴을 포함하는 종이 시트로 제조된다. 필름(100)이 장력 활성화될 때(컷 또는 슬릿(110)에 실질적으로 수직인 장력 축(T)을 따라 당겨질 때), 복수의 빔(130)이 형성되고, 빔(130)은 슬릿들의 인접한 동축 행들 사이의 영역이다. 슬릿(110)에 의해 형성된 빔(130)은 집합적으로 어느 정도의 상향 및 하향 이동을 겪는다(예를 들어, 도 1b 및 도 1d 참조). 이러한 상향 및 하향 이동은, 도 1a의 2차원 물품(실질적으로 평평한 시트)이 장력 활성화될 때 도 1b 및 도 1d의 3차원 물품이 되는 결과를 가져온다. 이러한 필름이 패키징 재료로서 사용될 때, 3차원 구조물은 2차원의 평평한 구조물에 비해 어느 정도의 완충을 제공한다.
필름(100)의 컷 또는 슬릿 패턴은 도 1c에 도시되어 있고, 미국 특허 제4,105,724호(Talbot) 및 제5,667,871호(Goodrich 등)에 기재되어 있다. 이러한 패턴은 다수의 개별 선형 슬릿들(110)의 복수의 실질적으로 평행한 행(112)을 포함한다. 주어진 행(112) 내의 개별 선형 슬릿들(110) 각각은, 바로 인접하고 실질적으로 평행한 행(112) 내의 개별 선형 슬릿들(110) 각각과 위상이 다르다. 도 1a 내지 도 1c의 특정 구성에서, 인접한 행들(112)은 수평 간격의 1/2만큼 위상이 다르다. 이러한 패턴은 슬릿들(110)과 행들(112)의 어레이를 형성하고, 어레이는 어레이에 걸쳐 규칙적인 반복 패턴을 갖는다. 슬릿들(110)의 바로 인접한 행들(112) 사이에는 재료의 빔(130)이 형성된다.
도 2a는, 도 1a 내지 도 1c의 필름(100)의 컷 또는 슬릿 패턴이 90° 회전된 것을 도시한다. 각각의 선형 슬릿(110)은, 제1 종단 단부(114)와 제2 종단 단부(116) 사이에서 연장되는 길이(L)를 갖는다. 각각의 선형 슬릿(110)은, 또한, 제1 종단 단부(114)와 제2 종단 단부(116) 사이의 중간에 있는 중간점(118)을 갖는다. 중간점(118)은 도 2a의 각각의 슬릿(110) 상의 점에 의해 도시되어 있다. 평행하고 정렬된 슬릿(110)의 중간점(118)은 서로 실질적으로 정렬된다. 다시 말해서, 개별 선형 슬릿(110)의 중간점(118)은 장력 축(T)을 따른 바로 인접한 빔(130) 상의 개별 선형 슬릿(110)의 중간점(118)과 실질적으로 정렬된다. 그러한 슬릿(110)은 바로 인접한 슬릿 행들(112) 내에 있지 않으며; 대신에, 그는 교번하는 행들(112) 상에 있다. 추가로, 개별 슬릿(110)의 중간점(118)은 장력 축(T)을 따른 바로 인접한 슬릿들 또는 컷들(110)의 종단 단부들(114, 116) 사이에 있다. 슬릿들(110)의 행(112) 내의 2개의 바로 인접한 슬릿(110)의 중심들 사이의 거리는 횡방향 간격(H)으로서 식별된다. 빔(130)의 두께 또는 인접한 선형 슬릿들(110)의 2개의 인접한 행들(112) 사이의 거리는 축방향 간격(V)으로서 식별된다.
더 구체적으로, 도 2a의 실시 형태에서, 슬릿(110A)의 중간점(118A)은 슬릿(110B)의 중간점(118B)과 축방향으로 정렬되며, 이는 중간점(118A, 118B)이 축방향으로 연장되는 축을 따라 정렬된다는 것을 의미한다. 슬릿(110B)은, 슬릿(110A)이 놓이는 빔(130A)에 바로 인접한 빔(130B) 상에 있다. 또한, 슬릿(110A)의 중간점(118A)은 슬릿(110C)의 종단 단부(114C)와 슬릿(110D)의 종단 단부(114D) 사이에 있다. 슬릿(110C, 110D)은 횡방향으로 슬릿(110A)에 바로 인접한다. 도 2a는, 또한, 횡방향으로 인접한 중간점들(118) 사이의 횡방향 피치(H), 축방향 피치(V) 또는 빔(130) 높이, 슬릿 길이(L), 및 빔(130)의 상향 및 하향 이동을 제공하기 위해 장력이 그를 따라 전개될 수 있는 장력 축(T)을 도시한다.
도 2b는, 도 2a의 슬릿 패턴을 포함하는 물품이 장력 축(T)을 따른 장력으로 전개될 때 형성된 주 장력 라인(예컨대, 가장 높은 인장 응력 경로에 근사한 라인)을 도시한다. 도 2b는, 가장 큰 인장 응력이 발생할 위치인 주 장력 라인(140)을 (적색) 점선으로 도시한다. 장력 라인은, 장력이 장력 축을 따라 재료에 인가될 때 가장 큰 하중을 전달하는, 재료를 통한 가상 경로이다. 장력이 장력 축(T)을 따라 인가될 때, 주 장력 라인(140)은 적용된 장력 축(T)과 정렬되도록 더 가깝게 이동하여, 시트가 왜곡되게 한다. 단일 슬릿 패턴이 전개될 때, 주 장력 라인(140)을 따른 장력의 활성화는, 패턴의 실질적으로 모든 영역이 어느 정도의 인장 또는 압축(인장 응력 또는 압축 응력)을 겪게 한 다음에 원래의 2차원 필름의 평면 밖으로 좌굴되고 구부러지게 한다. 일부 실시 형태에서, 필름이 완전히 전개되고/되거나 장력이 원하는 정도로 인가될 때, 시트의 원래 평면에 평행한 상태로 유지되는 영역이 필름에 실질적으로 존재하지 않는다.
예시적인 이중 슬릿 패턴화된 재료가 미국 특허 제8,613,993호("'993 특허")에 개시되었으며, 도 3a 및 도 3b에 도시되어 있다. '993 특허는, 도 3a 및 도 3b의 재료를 사용하여 한 품목의 농산물(특히, 여러 포기의 상추) 위에 배치될 랩의 단일 층을 형성하는 것을 설명하고 있으며, 이는 맑고 투명한 탄성 플라스틱 래퍼(wrapper)로 형성된다. "이중 슬릿 패턴"은 복수의 개별 슬릿을 포함한다. 복수의 슬릿 내의 각각의 슬릿은, 교차하거나 자체 교차하지 않는 단일 연속 컷에 의해 형성될 수 있다. 패턴은 슬릿들의 복수의 행을 포함하고, 제1 행 내의 개별 슬릿은 바로 인접한 제2 행 내의 개별 슬릿과 실질적으로 정렬된다. 패턴의 서로 반대편인 측부들 상에 있는, 즉 슬릿의 방향에 수직인 시트의 대각 코너는 결속되기 전에 분리되어 주위 및 아래로 통과한다. 재료는, 도 3b에 도시된 바와 같이, 슬릿이 만들어진 시트가 슬릿에 수직인 방향으로 신장될 때 표면으로부터 "튀어나올" 루프를 형성하는 일련의 슬릿 쌍들을 포함한다. 패턴은 슬릿이 없는 실질적인 경계를 포함하고, 경계에 의해 경계지어지는 별개의 크기로 만들어진다.
본 발명의 발명자들은 신규한 이중 슬릿 장력 활성화식 확장 재료 및/또는 물품을 발명하였다. 일부 실시 형태에서, 이중 슬릿 장력 활성화식 확장 재료 및/또는 물품은 배송 및 패키징 응용에 사용된다. 그러나, 이중 슬릿 장력 활성화식 확장 재료 및/또는 물품은 또한 많은 다른 용도 또는 응용에 사용될 수 있다. 따라서, 본 발명은, 단지 하나의 예시적인 용도 또는 응용인 배송 또는 패키징 재료 응용으로 제한되는 것으로 의도되지 않는다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 각각의 슬릿은 제1 종단 단부 및 제2 종단 단부를 포함하며, 가상 직선이 행 내의 복수의 슬릿 내의 슬릿들 각각의 제1 종단 단부와 제2 종단 단부를 연결하고, 슬릿들의 행과 관련된 가상 직선은 모두 서로 동일 선상에 있지만 슬릿과는 동일 선상에 있지 않은, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 재료는 사전인장된(pretensioned) 형태에서 실질적으로 평면형이지만, 다중 슬릿 패턴은, 장력 축을 따라 장력이 인가될 때 재료의 적어도 일부분들이 사전인장된 형태에서의 재료의 평면으로부터 45도 이상 회전할 수 있게 하는, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 각각의 슬릿은 제1 종단 단부 및 제2 종단 단부를 포함하며, 제1 종단 단부 또는 제2 종단 단부 중 적어도 하나는 만곡되는, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 각각의 슬릿은 제1 종단 단부 및 제2 종단 단부를 포함하며, 복수의 슬릿 내의 슬릿들 각각은 2개 이상의 극값(extremum)들을 포함하는, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 각각의 슬릿은 후크, 루프, 사인파, 구형파(square-wave), 삼각파 또는 다른 유사하게 형상화된 특징부 중 적어도 하나를 포함하는, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 복수의 슬릿 내의 슬릿들 각각은 하나 이상의 다중빔을 포함하는, 확장 재료에 관한 것이다.
일부 실시 형태는, 확장 재료로서, 다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 슬릿 패턴은 재료의 에지들 중 하나 이상을 통해 연장되는, 확장 재료에 관한 것이다.
이들 실시 형태들 중 일부에서, 재료는, 종이, 골판지, 플라스틱, 탄성 재료, 비탄성 재료, 폴리에스테르, 아크릴, 폴리설폰, 열경화성 수지, 열가소성 수지, 생분해성 중합체 및 이들의 조합 중 적어도 하나를 포함한다. 일부 실시 형태에서, 재료는 종이이고, 두께는 약 0.003 인치(0.076 mm) 내지 약 0.010 인치(0.25 mm)이다. 일부 실시 형태에서, 재료는 플라스틱이고, 두께는 약 0.005 인치(0.13 mm) 내지 약 0.125 인치(3.2 mm)이다. 일부 실시 형태에서, 재료는 본 명세서에서 설명되는 상호로킹 시험을 통과한다. 일부 실시 형태에서, 슬릿은 장력 축에 대체적으로 수직이다. 일부 실시 형태에서, 슬릿은, 반원형, u자형, v자형, 오목형, 볼록형, 곡선형, 선형 또는 이들의 조합 중 적어도 하나인 슬릿 형상을 갖는다. 일부 실시 형태에서, 복수의 슬릿 내의 슬릿은 슬릿의 횡방향 길이의 75% 이하만큼 인접한 행들에서 서로 오프셋된다. 일부 실시 형태에서, 슬릿은 일정 슬릿 형상 및 슬릿 배향을 갖고, 슬릿 형상 및/또는 배향은 슬릿들의 행 내에서 변한다. 일부 실시 형태에서, 슬릿은 일정 슬릿 형상 및 슬릿 배향을 갖고, 슬릿 형상 및/또는 배향은 인접한 행들에서 변한다. 일부 실시 형태에서, 재료는 약 0.001 인치(0.025 mm) 내지 약 5 인치(127 mm)의 두께를 갖는다. 일부 실시 형태에서, 슬릿 패턴은 재료의 에지들 중 하나 이상을 통해 연장된다. 일부 실시 형태에서, 복수의 슬릿 내의 각각의 슬릿은 일정 슬릿 길이를 갖고, 슬릿 길이는 상이하거나 동일하다. 일부 실시 형태에서, 복수의 슬릿 내의 각각의 슬릿은 약 0.25 인치(6.4 mm) 내지 약 3 인치(76.2 mm)인 슬릿 길이를 갖는다. 일부 실시 형태에서, 복수의 슬릿 내의 각각의 슬릿은 일정 슬릿 길이를 갖고, 재료는 일정 재료 두께를 가지며, 슬릿 길이 대 재료 두께의 비는 약 50 내지 약 1000이다. 일부 실시 형태에서, 슬릿의 적어도 일부분은 제1 종단 단부와 제2 종단 단부를 연결하는 가상 직선을 통과한다.
일부 실시 형태는 본 명세서에서 설명되는 슬릿 패턴들 중 임의의 슬릿 패턴을 형성할 수 있는 다이에 관한 것이다.
일부 실시 형태는 본 명세서에서 설명되는 확장 재료들 중 임의의 확장 재료로 형성되는 패키징 재료에 관한 것이다.
일부 실시 형태는, 본 명세서에서 설명되는 확장 재료들 중 임의의 확장 재료를 제조하는 방법으로서, 압출, 성형, 레이저 커팅, 워터 젯팅(water jetting), 기계가공, 스테레오리소그래피(stereolithography) 또는 다른 3D 인쇄 기법, 레이저 절제, 포토리소그래피(photolithography), 화학적 에칭, 회전 다이 커팅, 스탬핑(stamping), 다른 적합한 음각 또는 양각 가공 기법 또는 이들의 조합 중 적어도 하나에 의해 재료 내에 단일 슬릿 패턴을 형성하는 단계를 포함하는, 방법에 관한 것이다. 일부 그러한 실시 형태에서, 본 방법은, 장력 축을 따라 확장 재료에 장력을 인가하여 재료가 확장되게 하는 단계를 추가로 포함한다. 일부 실시 형태에서, 장력의 인가는, (1) 슬릿이 개방부를 형성하게 하는 것 및 (2) 슬릿에 인접한 재료가 플랩을 형성하게 하는 것 중 하나 이상을 야기한다. 일부 실시 형태에서, 장력은 손에 의해 또는 기계로 인가된다. 일부 실시 형태에서, 장력 축을 따라 확장 재료에 장력을 인가하는 단계는, 재료가 2차원 구조로부터 3차원 구조로 변화하게 한다. 일부 실시 형태에서, 장력 축을 따른 장력에 노출될 때, (1) 확장 재료 내의 슬릿의 종단 단부가 서로를 향해 당겨져, 확장 재료의 플랩이 재료의 사전인장된 상태에서의 재료의 평면에 대해 상향으로 이동하거나 좌굴되게 하는 것 및/또는 (2) 확장 재료의 빔의 일부분이 재료의 사전인장된 상태에서의 재료의 평면에 대해 하향으로 이동하거나 좌굴되어 개방 부분을 형성하는 것 중 적어도 하나이다. 일부 실시 형태에서, 플랩은, 스케일 형상(scale-shaped), 곡선형, 직사각형, 뾰족한 형상(pointed), 커스프형(cusp-shaped) 또는 이들의 조합 중 적어도 하나인 플랩 형상을 갖는다.
일부 실시 형태는, 추가로, 본 명세서에서 설명되는 확장 재료들 중 임의의 확장 재료를 물품 주위에 래핑(wrapping)하는 것에 관한 것이다. 일부 실시 형태에서, 확장된 재료는 적어도 2개의 완전 랩으로 물품 주위에 래핑되어서, 제1 층 또는 랩 상의 플랩, 개방부 및/또는 상호로킹 특징부 중 적어도 하나가 제2 층 또는 랩 상의 플랩, 개방부 및/또는 상호로킹 특징부 중 적어도 하나와 상호로킹되게 한다.
도 1a는 종래 기술의 패키징 재료를 형성하는 데 사용되는 단일 슬릿 패턴의 평면 선도(top view line drawing)이다.
도 1b는, 재료 내에 형성되고 장력 축을 따른 장력의 인가에 의해 전개된 도 1a의 패턴의 사시도이다.
도 1c는 도 1b의 재료의 근접한 거의 평면도이다.
도 2a는 예시적인 단일 슬릿 패턴의 평면 선도이다.
도 2b는 주 장력 라인을 도시하는 도 2a의 단일 슬릿 패턴의 평면 선도이다.
도 3a는 종래 기술의 이중 슬릿 패턴화된 재료의 평면 선도이다.
도 3b는 장력에 노출되었을 때의 도 3a의 종래 기술의 재료의 개략적인 평면도이다.
도 4a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 4b는 장력에 노출되었을 때의, 도 4a에 도시된 이중 슬릿 패턴의 주 장력 라인의 개략 평면도이다.
도 5a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 5b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 5a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 5c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 5a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 6a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 6b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 6a에 도시된 패턴의 사시도 사진이다.
도 6c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 6a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 6d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 6a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 7a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 7b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 7a에 도시된 패턴의 사진으로부터의 사시도이다.
도 7c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 7a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 7d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 7a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 8a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 8b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 8a에 도시된 패턴의 사시도 사진이다.
도 8c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 8a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 8d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 8a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 9a는 상호로킹 특징부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 9b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 9a에 도시된 패턴의 사시도 사진이다.
도 9c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 9a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 9d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 9a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 10a는 상호로킹 특징부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 10b는 도 10a의 확대된 부분이다.
도 10c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 10a에 도시된 패턴의 사시도 사진이다.
도 10d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 10a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 10e는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 10a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 11a는 다중빔 슬릿을 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 11b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 11a에 도시된 패턴의 사진으로부터의 거의 측면도이다.
도 12a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 12b는 도 12a의 확대된 부분이다.
도 12c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 12a에 도시된 패턴의 사진으로부터의 사시도이다.
도 12d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 12a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 12e는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 12a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 13a는 만곡된 종단 단부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 13b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 13a에 도시된 패턴의 거의 평면도 사진이다.
도 13c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 13a의 이중 슬릿 패턴의 사시도 사진이다.
도 13d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 13a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 14a는 만곡된 종단 단부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 14b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 14a에 도시된 패턴의 사시도 사진이다.
도 14c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 14a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 15a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 15b는 도 15a의 확대된 부분이다.
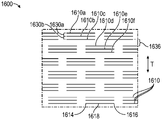
도 16은 예시적인 삼중 슬릿 패턴의 개략 평면도이다.
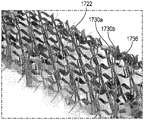
도 17a는 예시적인 삼중 슬릿 패턴의 개략 평면도이다.
도 17b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 17a에 도시된 삼중 슬릿 패턴의 사시도 사진이다.
도 17c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 17a의 삼중 슬릿 패턴의 거의 평면도 사진이다.
도 17d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 17a의 삼중 슬릿 패턴의 거의 측면도 사진이다.
도 18은 예시적인 사중 슬릿 패턴의 개략 평면도이다.
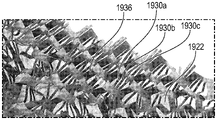
도 19a는 예시적인 사중 슬릿 패턴의 개략 평면도이다.
도 19b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 19a에 도시된 사중 슬릿 패턴의 사시도 사진이다.
도 19c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 19a의 사중 슬릿 패턴의 거의 평면도 사진이다.
도 19d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 19a의 사중 슬릿 패턴의 거의 측면도 사진이다.
도 20은 본 명세서에 개시된 기술과 일관되는 재료를 제조하기 위한 예시적인 시스템이다.
도 1b는, 재료 내에 형성되고 장력 축을 따른 장력의 인가에 의해 전개된 도 1a의 패턴의 사시도이다.
도 1c는 도 1b의 재료의 근접한 거의 평면도이다.
도 2a는 예시적인 단일 슬릿 패턴의 평면 선도이다.
도 2b는 주 장력 라인을 도시하는 도 2a의 단일 슬릿 패턴의 평면 선도이다.
도 3a는 종래 기술의 이중 슬릿 패턴화된 재료의 평면 선도이다.
도 3b는 장력에 노출되었을 때의 도 3a의 종래 기술의 재료의 개략적인 평면도이다.
도 4a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 4b는 장력에 노출되었을 때의, 도 4a에 도시된 이중 슬릿 패턴의 주 장력 라인의 개략 평면도이다.
도 5a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 5b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 5a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 5c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 5a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 6a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 6b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 6a에 도시된 패턴의 사시도 사진이다.
도 6c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 6a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 6d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 6a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 7a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 7b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 7a에 도시된 패턴의 사진으로부터의 사시도이다.
도 7c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 7a의 이중 슬릿 패턴의 사진으로부터의 거의 평면도이다.
도 7d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 7a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 8a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 8b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 8a에 도시된 패턴의 사시도 사진이다.
도 8c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 8a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 8d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 8a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 9a는 상호로킹 특징부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 9b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 9a에 도시된 패턴의 사시도 사진이다.
도 9c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 9a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 9d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 9a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 10a는 상호로킹 특징부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 10b는 도 10a의 확대된 부분이다.
도 10c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 10a에 도시된 패턴의 사시도 사진이다.
도 10d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 10a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 10e는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 10a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 11a는 다중빔 슬릿을 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 11b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 11a에 도시된 패턴의 사진으로부터의 거의 측면도이다.
도 12a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 12b는 도 12a의 확대된 부분이다.
도 12c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 12a에 도시된 패턴의 사진으로부터의 사시도이다.
도 12d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 12a의 이중 슬릿 패턴의 거의 평면도 사진이다.
도 12e는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 12a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 13a는 만곡된 종단 단부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 13b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 13a에 도시된 패턴의 거의 평면도 사진이다.
도 13c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 13a의 이중 슬릿 패턴의 사시도 사진이다.
도 13d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 13a의 이중 슬릿 패턴의 사진으로부터의 거의 측면도이다.
도 14a는 만곡된 종단 단부를 포함하는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 14b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 14a에 도시된 패턴의 사시도 사진이다.
도 14c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 14a의 이중 슬릿 패턴의 거의 측면도 사진이다.
도 15a는 예시적인 이중 슬릿 패턴의 개략 평면도이다.
도 15b는 도 15a의 확대된 부분이다.
도 16은 예시적인 삼중 슬릿 패턴의 개략 평면도이다.
도 17a는 예시적인 삼중 슬릿 패턴의 개략 평면도이다.
도 17b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 17a에 도시된 삼중 슬릿 패턴의 사시도 사진이다.
도 17c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 17a의 삼중 슬릿 패턴의 거의 평면도 사진이다.
도 17d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 17a의 삼중 슬릿 패턴의 거의 측면도 사진이다.
도 18은 예시적인 사중 슬릿 패턴의 개략 평면도이다.
도 19a는 예시적인 사중 슬릿 패턴의 개략 평면도이다.
도 19b는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된, 도 19a에 도시된 사중 슬릿 패턴의 사시도 사진이다.
도 19c는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 19a의 사중 슬릿 패턴의 거의 평면도 사진이다.
도 19d는, 종이 시트 내에 형성되고 장력 축을 따른 장력에 노출된 도 19a의 사중 슬릿 패턴의 거의 측면도 사진이다.
도 20은 본 명세서에 개시된 기술과 일관되는 재료를 제조하기 위한 예시적인 시스템이다.
본 발명의 다양한 실시 형태는 다중 슬릿 패턴, 및 이러한 다중 슬릿 패턴을 포함하는 물품에 관한 것이다. "슬릿"은 본 명세서에서 적어도 2개의 종단 단부를 갖는, 직선형 또는 곡선형일 수 있는 적어도 하나의 라인을 형성하는, 물품을 통한 좁은 컷으로 정의된다. 본 명세서에서 설명되는 슬릿은 이산적이며, 이는 개별 슬릿이 다른 슬릿과 교차하지 않는다는 것을 의미한다. 슬릿은 일반적으로 컷아웃(cut-out)이 아니며, 여기에서 "컷아웃"은, 슬릿이 자체 교차할 때 시트로부터 제거되는 시트의 표면 영역으로 정의된다. 그러나, 실제로, 많은 형성 기법은 본 출원의 목적을 위해 "컷아웃"으로 간주되지 않는 시트의 일부 표면 영역의 제거를 야기한다. 특히, 많은 커팅 기술은 "커프(kerf)", 또는 어느 정도의 물리적 폭을 갖는 컷을 생성한다. 예를 들어, 레이저 커터는 시트의 일부 표면 영역을 절제하여 슬릿을 생성할 것이고, 라우터(router)는 재료의 일부 표면 영역을 잘라내어 슬릿을 생성할 것이며, 심지어 파쇄 커팅은 재료의 에지 상에 어느 정도의 변형을 생성하여 재료의 표면 영역에 걸쳐 물리적 갭을 형성한다. 게다가, 성형 기법은 슬릿의 서로 반대편인 면들 사이에 재료를 필요로 하여, 슬릿에 갭 또는 커프를 생성한다. 다양한 실시 형태에서, 슬릿의 갭 또는 커프는 재료의 두께 이하일 것이다. 예를 들어, 두께가 .007"인 종이 내에 커팅된 슬릿 패턴은 대략 .007" 이하인 갭을 갖는 슬릿을 가질 수 있다. 그러나, 슬릿의 폭은 재료의 두께보다 몇 배 더 큰 양으로 증가될 수 있고 본 명세서에 개시된 기술과 일관될 수 있는 것으로 이해된다.
본 명세서에서 사용되는 바와 같이, 용어 "단일 슬릿 패턴"은, 각각이 횡방향으로 시트를 가로질러 연장되는 개별 행들을 형성하는 개별 슬릿들의 패턴을 지칭하며, 여기에서 행은 시트의 축방향 길이를 따라 개별 행들의 반복 패턴을 형성하고, 각각의 행 내의 슬릿들의 패턴은 바로 인접한 행들 내의 슬릿들의 패턴과는 상이하다. 예를 들어, 하나의 행 내의 슬릿은 바로 인접한 행들 내의 슬릿과 축방향으로 오프셋되거나 위상이 다를 수 있다.
용어 "다중 슬릿 패턴"은 본 명세서에서 시트의 횡방향(y)을 가로질러 제1 세트의 인접한 행들을 형성하는 개별 슬릿들의 패턴으로 정의되며, 여기에서 제1 세트의 인접한 행들 내의 개별 슬릿은 횡방향(y)으로 정렬된다. 다중 슬릿 패턴에서, 제1 세트의 인접한 행들은 시트의 축방향 길이를 따라 적어도 제2 행과 반복 패턴을 형성하며, 여기에서 제1 세트의 인접한 동일한 행들 내의 슬릿은 횡방향(y)으로 제2 행 내의 슬릿으로부터 오프셋된다. 용어 "다중 슬릿 패턴"은 이중 슬릿 패턴, 삼중 슬릿 패턴, 사중 슬릿 패턴 등을 포함한다.
본 명세서에서 사용되는 바와 같이, 용어 "이중 슬릿 패턴"은 복수의 개별 슬릿들의 패턴을 지칭한다. 패턴은 슬릿들의 복수의 행을 포함하고, 제1 행 내의 개별 슬릿은 바로 인접한 제2 행 내의 개별 슬릿과 실질적으로 정렬된다. 제2 행 내의 슬릿과 실질적으로 정렬되는 제1 행 내의 슬릿으로 이중 슬릿이 구성된다. 함께, 이들 2개의 실질적으로 정렬된 슬릿은 이중 슬릿 패턴을 형성한다.
본 명세서에서 사용되는 바와 같이, 용어 "삼중 슬릿 패턴"은 복수의 개별 슬릿들의 패턴을 지칭한다. 패턴은 슬릿들의 복수의 행을 포함하고, 제1 행 내의 개별 슬릿은 바로 인접한 제2 행 내의 개별 슬릿과 실질적으로 정렬된다. 제2 행 내의 슬릿은 바로 인접한 제3 행 내의 개별 슬릿과 실질적으로 정렬된다. 제1 행 내의 슬릿, 이와 실질적으로 정렬되는 제2 행 내의 슬릿, 및 이들 둘 모두와 실질적으로 정렬되는 제3 행 내의 슬릿으로 삼중 슬릿이 구성된다. 함께, 이들 3개의 실질적으로 정렬된 슬릿은 삼중 슬릿을 형성한다.
본 명세서에서 사용되는 바와 같이, 용어 "사중 슬릿 패턴"은 복수의 개별 슬릿들의 패턴을 지칭한다. 패턴은 슬릿들의 복수의 행을 포함하고, 제1 행 내의 개별 슬릿은 바로 인접한 제2 행 내의 개별 슬릿과 실질적으로 정렬된다. 제2 행 내의 슬릿은 바로 인접한 제3 행 내의 개별 슬릿과 실질적으로 정렬된다. 제3 행 내의 슬릿은 바로 인접한 제4 행 내의 개별 슬릿과 실질적으로 정렬된다. 제1 행 내의 슬릿, 이와 실질적으로 정렬되는 제2 행 내의 슬릿, 이들 둘 모두와 실질적으로 정렬되는 제3 행 내의 슬릿, 및 이들 셋 모두와 실질적으로 정렬되는 제4 행 내의 슬릿으로 사중 슬릿이 구성된다. 함께, 이들 4개의 실질적으로 정렬된 슬릿은 사중 슬릿을 형성한다.
용어 "다중 슬릿 패턴"은 이중 슬릿 패턴, 삼중 슬릿 패턴, 사중 슬릿 패턴 등을 포함한다. 추가로, 용어 "다중 슬릿 패턴"은, 각각 상이한 바로 인접한 행들 내에 있는 2개 이상의 슬릿이 그들의 종단 단부가 실질적으로 정렬되도록 서로 실질적으로 정렬되는 임의의 슬릿 패턴을 포함하도록 의도된다. 정렬된 다중 슬릿의 종단 단부의 실질적인 정렬은, 다중 슬릿의 2개의 인접한 슬릿들 내의 2개의 정렬된 종단 단부들 사이에 가상선을 그리는 경우, 정렬 축(행(들)에 수직인 축)에 대한 가상선의 각도가 +/-20도 이하임을 의미한다. 일부 실시 형태에서, 다중 슬릿을 형성하는 각각의 슬릿의 길이는 가장 긴 또는 가장 짧은 슬릿의 총 길이의 +/-20% 이하만큼 상이하다. 일부 실시 형태에서, 슬릿들이 선형인 경우, 그들은 서로 실질적으로 평행하다. 슬릿이 선형이 아닌 일부 실시 형태에서, 정렬된 다중 슬릿은 모두 +/-20도 내에서 장력 축에 평행하게 실질적으로 정렬된다.
횡방향 빔(430)의 섹션의 중간점(432)은 (도 4a에 도시된 바와 같이) 횡방향 빔의 그 섹션의 기하학적 중심으로 지칭될 수 있다. 일부 실시 형태에서, 행 내의 개별 슬릿은 1개 초과 및 100만 개 미만의 바로 인접한 행들 내의 개별 슬릿과 실질적으로 정렬된다. 일부 실시 형태에서, 슬릿은 장력 축(T)에 실질적으로 수직이다.
이중, 삼중, 사중, 또는 다중 슬릿 패턴은 장력 축을 따른 장력에 노출될 때 단일 슬릿 패턴보다 상당히 더 많은 평면외 기복을 생성한다. 재료의 이러한 평면외 기복은 많은 응용에 대해 큰 가치를 갖는다. 예를 들어, 이들 평면외 기복 영역은, 재료의 일부분들이 서로 인접하게 배치되거나 함께 래핑될 때 평면외 재료 또는 루프의 다른 영역과 상호로킹할 수 있는 평면외 재료 또는 루프를 생성한다. 이와 같이, 다중 슬릿 패턴은 본질적으로 상호로킹되고/되거나 상호로킹 특징부를 포함한다. 일단 장력 활성화되면, 이들 특징부 및 패턴은 상호로킹되어 재료를 실질적으로 제자리에 유지한다.
상호로킹은 하기의 시험 방법에 의해 측정될 수 있다. 길이가 36 인치(0.91 m)이고 폭이 7.5 인치(19 cm)인 샘플을 얻었다. 샘플을 인열 없이 완전히 전개시킨 다음에, 매끄러운 PVC 파이프(예를 들어, 외경(OD)이 3.15 인치(8 cm)이고 길이가 23 인치(58.4 cm)인 것)에 바로 인접하게 배치하여, 샘플이 롤링 동안 완전히 전개된 상태로 유지되는 것을 보장하였다. 샘플을 파이프 위에 래핑(wrapping)하여, 각각의 연속 층이 이전 층 바로 위에 배치되고 샘플이 파이프의 (길이를 따른) 중심에 배치되는 것을 보장하였다. 이는 파이프 주위의 최소 2개의 완전한 랩을 제공할 것이다. 모든 샘플이 파이프 주위에 래핑되었을 때, 샘플을 해제하였고, 샘플이 폴딩해제/래핑해제되는지 여부를 관찰하였다. 1분 대기 후 샘플이 폴딩해제/래핑해제되지 않은 경우, 샘플을 파이프로부터 테이블 상판과 같은 매끄러운 표면 상으로 활주시켰다. 이어서, 샘플의 후미 에지를 들어올려, 샘플이 롤링해제/래핑해제되는지 또는 그의 형상을 유지하는지를 확인하였다.
샘플이 해제된 지 1분 내에, 그를 파이프로부터 활주시키는 동안, 또는 그의 후미 에지를 들어 올릴 때, 펴지거나/래핑해제된 경우, 샘플은 "상호로킹되지 않은" 것으로 간주되었다. 샘플이 그를 파이프로부터 활주시키는 동안 및 그 후에 그리고 그의 후미 에지를 들어 올릴 때 그의 튜브형 형상을 유지한 경우, 그는 상호로킹된 것으로 간주되었다. 이러한 시험을 각각의 샘플에 대해 10회 반복하였다.
기복은, 또한, 상당한 소성 변형 없이 스프링 유사 방식으로 에너지를 흡수할 수 있는 구조물을 생성한다. 이중 슬릿 패턴이 (예를 들어, 종이와 같은) 2차원 물품 내에 커팅되고 장력이 장력 축(T)을 따라 물품에 인가될 때, 2차원 물품의 일부분들은 z축(2차원 물품의 원래의 평면에 수직인 축)으로 기복하거나 이동하여, 3차원 물품의 형성을 야기한다. 일부 실시 형태에서, 본 명세서에서 설명되는 슬릿 또는 플랩 형상은 도 1a 내지 도 3b의 종래 기술의 슬릿 형상 및/또는 배향과 비교하여 재료 또는 물품의 평면외 운동을 증폭시킨다. 일부 실시 형태에서, 이중 슬릿 패턴이 형성되는 재료는 실질적으로 비신장성이다. 일부 실시 형태에서, 이중 슬릿 패턴은 중단 또는 변경 없이 재료의 적어도 하나의 에지를 통해 계속되고 그에 의해 절단된다. 생성된 재료 및/또는 물품은 매우 다양한 이점을 제공한다.
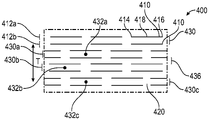
도 4a는 예시적인 이중 슬릿 패턴의 개략도이다. 패턴(400)은 복수의 슬릿(410)을 슬릿들의 행(412) 내에 포함한다. 각각의 슬릿(410)은 제1 종단 단부(414)와 제2 종단 단부(416) 사이의 중간점(418)을 포함한다. 슬릿들(410)의 제1 행(412a) 및 슬릿들(410)의 제2 행(412b) 각각은 서로 이격되는 복수의 슬릿(410)을 포함한다. 횡방향 빔(430)의 인접한 부분들과 조합된 행(412) 내의 바로 인접한 슬릿들(410) 사이의 축방향 공간은 행(412) 내의 인접한 슬릿들(410) 사이의 축방향 빔(420)을 형성할 수 있다. 도 4a의 예시적인 실시 형태에서, 직선형 가상선이 종단 단부들(414, 416) 사이에서 연장되고 그들을 연결한다. 이러한 예시적인 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 동일한 행 내의 바로 인접한 제2 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 단일 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
함께, 슬릿들(410)의 행(412a, 412b)은 횡방향 빔(430)을 형성한다. 횡방향 빔(430)은 슬릿(410)에 의해 축방향으로 경계지어진다. 중첩 빔(436)이 각각의 횡방향 빔(430)에 바로 인접하고 이러한 실시 형태에서 그의 양 측부 상에 있다. 중첩 빔(436)은 비정렬된 슬릿에 의해 축방향으로 경계지어진다. 횡방향 빔(430)의 에지 또는 측부를 형성하는 각각의 바로 인접한 행(412a, 412b) 내의 슬릿들은, 그들이 실질적으로 평행하고 그들의 종단 단부(414, 416)가 행의 축에 수직으로 그리고 서로 등거리로 실질적으로 정렬되도록 서로 실질적으로 정렬된다. 일부 실시 형태에서, 정렬된 슬릿은 실질적으로 동일한 슬릿 길이 및 피치(피치는 장력 축에 대한 것임)를 갖는다.
2개의 평행하고 실질적으로 정렬된 슬릿(410)에 의해 경계지어지는 횡방향 빔(430)의 각각의 섹션은, (1) 횡방향 빔(430)의 측부를 형성하는 슬릿(410)의 제1 종단 단부(414)와 제2 종단 단부(416) 사이의 (횡방향으로의) 중간점에 그리고 (2) 횡방향 빔(430)의 측부를 형성하는 2개의 슬릿들(410) 사이의 (축방향으로의) 중간점에 있는 중간점(432)을 포함한다. 횡방향 빔(430a)의 제1 섹션의 중간점(432a)은 바로 인접한 횡방향 빔(430b)의 바로 인접한 섹션의 중간점(432b)과 위상이 다르다. 도 4a의 실시 형태에서, 횡방향 빔(430a)의 제1 섹션의 중간점(432a)은 횡방향 빔(430a)으로부터의 제2 바로 인접한 횡방향 빔인 횡방향 빔(430c)의 제1 섹션의 중간점(432c)과 축방향으로 실질적으로 정렬된다.
도 4a는, 또한, 도 4a의 실시 형태에서, 축방향에 실질적으로 평행하고 횡방향 및 슬릿들의 행의 방향에 실질적으로 수직인 장력 축(T)을 도시한다. 장력 축(T)은, 패턴(400)이 형성된 재료를 전개하기 위해 장력이 그를 따라 제공될 수 있는 축이며, 장력은 횡방향 빔(430)의 상향 및 하향 이동과 중첩 빔(436)의 회전을 일으킨다.
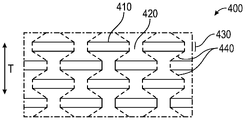
도 4b는, 도 4a의 슬릿 패턴을 포함하는 물품이 장력 축(T)을 따른 장력으로 전개될 때 형성된 주 장력 라인(440)(예컨대, 가장 높은 인장 응력 경로에 근사한 라인)을 도시한다. 도 4b는, 가장 큰 인장 응력이 발생할 위치인 주 장력 라인(440)을 파선으로 도시한다. 장력 라인은, 장력이 장력 축을 따라 재료에 인가될 때 가장 큰 하중을 전달하는, 재료를 통한 가상 경로이다. 장력이 장력 축(T)을 따라 인가될 때, 주 장력 라인(440)은 적용된 장력 축과 정렬되도록 더 가깝게 이동하여, 시트가 왜곡되게 한다. 다중 슬릿 패턴이 전개될 때, 주 장력 라인(440)을 따른 장력의 활성화는, 패턴의 실질적으로 모든 영역이 어느 정도의 인장 또는 압축(인장 응력 또는 압축 응력)을 겪게 하고, 이어서 영역들 중 많은 것이 원래의 2차원 필름의 평면 밖으로 좌굴되고 구부러진다.
장력이 이중 슬릿 패턴을 포함하는 재료, 시트 또는 필름에 인가될 때, 정렬된 슬릿들(410)의 쌍들 사이의 횡방향 빔(430)의 일부분들은 주로 압축 응력을 겪으며, 이는, 빔(430)이 시트의 원래 평면 밖으로 좌굴되어 기복부 또는 루프 형상을 형성하면서 장력 축에 공칭적으로 평행하게 유지되게 한다. 중첩 빔(436)은, 그가 이들 인장력을 겪음에 따라 원래 재료 또는 시트의 평면 밖으로 좌굴되고 구부러진다. 횡방향 빔(430)에서, 축방향 빔(420)으로 불리우는 슬릿 쌍들 사이의 영역만이 장력(및 인장 응력)을 겪고, 그를 슬릿들(410)의 다음 행(412)으로 전달한다. 횡방향 빔(430)의 인접한 부분들과 조합된 단일 행(412) 내의 바로 인접한 슬릿들(410) 사이의 축방향 빔(420)은 가장 큰 응력이 발생하는 에지 상에 파선으로 표시된다. 이들 장력 지지 영역은, 장력이 인가될 때 비교적 평평한 상태로 그리고 재료 또는 시트의 사전인장된 평면에 평행한 상태로 유지된다. 이들 장력 지지 영역은 회전하지 않는데, 그 이유는 그들을 통한 장력 라인이 주 장력 축(T)에 실질적으로 평행하기 때문이다.
이중 슬릿 패턴의 일례가 도 4a에 도시된 것과 유사한 이중 슬릿 패턴을 포함하는 재료의 개략 평면도인 도 5a에 도시되어 있다. 재료(500)는 슬릿(510a, 510b, 510c, 510d)을 포함한다. 함께, 슬릿(510a, 510b)은 이중 슬릿을 형성한다. 또한, 함께, 슬릿(510c, 510d)은 다른 이중 슬릿을 형성한다. 슬릿(510a, 510b)은 제1 횡방향 빔(530a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(510b, 510c)은 중첩 빔(536)의 일부분의 측부 또는 에지를 형성한다. 슬릿(510c, 510d)은 제2 횡방향 빔(530b)의 일부분의 측부 또는 에지를 형성한다. 제1 횡방향 빔(530a)이 중첩 빔(536)에 바로 인접한다. 중첩 빔(536)은 제2 횡방향 빔(530b)에 바로 인접한다. 슬릿(510a, 510b)은 서로 실질적으로 정렬된다. 슬릿(510c, 510d)은 서로 실질적으로 정렬된다. 슬릿(510b, 510c)은 서로 정렬되지 않는다. 대신에, 슬릿(510b, 510c)은 서로 위상 분리되거나 이격된다. 도 5a의 실시 형태에서, 슬릿(510)은 장력 축 (T)에 실질적으로 수직이다.
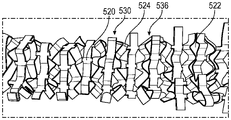
도 5b 및 도 5c는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 5a의 슬릿 패턴을 포함하는 재료의 도면이다. 재료(500)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(500)의 일부분들은, 재료(500)가 그의 비인장된 형태에서의 재료(500)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 종단 단부(514, 516)는 압축을 겪고 서로를 향해 당겨져, 재료(500)의 플랩 영역(550)이 재료의 사전인장된 상태(도 5a)에서의 재료(500)의 평면에 대해 상향으로 이동 또는 좌굴되게 하여서, 플랩(524)을 생성한다. 바로 실질적으로 정렬된 인접한 빔들 사이에 있는 횡방향 빔(530)의 일부분들은 재료의 사전인장된 상태(도 5a)에서의 재료(500)의 원래 평면 밖으로 기복하여 루프를 형성하면서, 장력 축에 공칭적으로 평행하게 유지된다. 횡방향 빔(530)의 인접한 부분들과 조합된 행(512) 내의 인접한 슬릿들(510) 사이의 축방향 빔(520)은 재료의 사전인장된 상태(도 5a)에서의 재료(500)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(536)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 횡방향 빔(530)의 기복과 조합된 플랩 영역(550)의 운동은 개방 부분(522)을 생성한다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(500)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 횡방향 빔(530) 및/또는 플랩(524)은 서로 그리고/또는 개방 부분(522)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
다른 이중 슬릿 패턴의 하나의 예시적인 실시 형태가 도 6a에 개략적으로 도시되어 있다. 이중 슬릿 패턴은 재료(600) 내에 형성되고, 제1 종단 단부(614), 제2 종단 단부(616) 및 중간점(618)을 각각 포함하는 복수의 슬릿(610)을 포함한다. 복수의 개별 슬릿(610)이 장력 축(T)에 대체적으로 수직인 행(612)을 형성하도록 정렬된다. "대체적으로 수직"은 본 명세서에서 5도의 오차 범위 또는 3도의 오차 범위 내의 각도를 포함하는 것으로 정의된다. 축방향 빔(620)을 한정하는 재료가 횡방향 빔(630)의 인접한 부분들과 조합하여 행(612) 내의 인접한 슬릿들(610) 사이에 존재한다. 도 6a의 예시적인 실시 형태에서, 슬릿(610)은 (도 5a의 슬릿 패턴의 슬릿(510)과 같은) 직선이 아니라, 대신에, 2개의 최고점(602, 604) 및 하나의 최저점(606)을 포함하는 만곡된 슬릿이다. 최고점 및 최저점은 극값의 예이며, 여기에서 극값은 축방향 피크(peak)(602, 604) 또는 축방향 밸리(valley)(606)를 한정하는 슬릿의 영역으로 정의된다. 최고점(602, 604) 및 최저점(606)은 종단 단부들(614, 616) 사이에서 연장되는 가상 직선으로부터 이격된다. 플랩 영역(626)은, 대체적으로, 종단 단부들(614, 616) 사이의 가상 직선과 슬릿(610)의 경로에 의해 둘러싸인 영역이다.
재료(600)는 슬릿(610a, 610b, 610c, 610d)을 포함한다. 슬릿(610a, 610b)은 제1 횡방향 빔(630a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(610b, 610c)은 중첩 빔(636)의 일부분의 측부 또는 에지를 형성한다. 슬릿(610c, 610d)은 제2 횡방향 빔(630b)의 일부분의 측부 또는 에지를 형성한다. 제1 횡방향 빔(630a)이 중첩 빔(636)에 바로 인접한다. 중첩 빔(636)은 제2 횡방향 빔(630b)에 바로 인접한다. 슬릿(610a, 610b)은 서로 실질적으로 정렬된다. 슬릿(610c, 610d)은 서로 실질적으로 정렬된다. 슬릿(610b, 610c)은 서로 정렬되지 않는다. 대신에, 슬릿(610b, 610c)은 서로 위상 분리되거나 이격된다. 도 6a의 실시 형태에서, 슬릿(610)은 장력 축 (T)에 실질적으로 수직이다.
이러한 예시적인 실시 형태에서, 슬릿은 정확히 2개의 종단 단부를 갖는 슬릿으로 본 명세서에서 정의되는 "단순 슬릿"이다. 일부 다른 실시 형태에서, 슬릿들 중 적어도 일부는 2개 초과의 종단 단부를 갖는 슬릿인 "복합 슬릿"일 수 있다. 현재 예에서, 직선형 가상선이 이들 종단 단부들 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 동일한 행 내의 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 단일 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
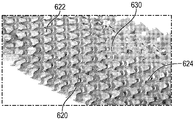
도 6b 및 도 6c는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 6a의 슬릿 패턴을 포함하는 재료를 도시한다. 재료(600)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(600)의 일부분들은, 재료(600)가 그의 비인장된 형태에서의 재료(600)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 종단 단부(614, 616)는 압축을 겪고 서로를 향해 당겨져, 재료(600)의 플랩 영역(626)이 재료의 사전인장된 상태(도 6a)에서의 재료(600)의 평면에 대해 상향으로 이동 또는 좌굴되게 하여서, 플랩(624)을 생성한다. 횡방향 빔(630)의 일부분들은 재료의 사전인장된 상태(도 6a)에서의 재료(600)의 원래 평면 밖으로 기복하여 루프를 형성하면서, 장력 축에 공칭적으로 평행하게 유지된다. 횡방향 빔(630)의 인접한 부분들과 조합된 행(612) 내의 인접한 슬릿들(610) 사이의 축방향 빔(620)은 재료의 사전인장된 상태(도 6a)에서의 재료(600)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(636)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 횡방향 빔(630)의 기복과 조합된 플랩 영역(626)의 운동은 개방 부분(622)을 생성한다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 도 6a에 도시된 곡률의 정도 및 슬릿 길이는 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(600)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 빔(630) 및/또는 플랩(624)은 서로 그리고/또는 개방 부분(622)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
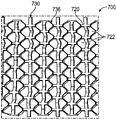
재료(700)의 시트 내의 다른 이중 슬릿 패턴의 하나의 예시적인 실시 형태가 도 7a에 개략적으로 도시되어 있다. 재료(700)의 시트는 축방향(x) 및 횡방향(y)을 한정하며, 여기에서 축방향은 장력 축(T)에 평행하다. 도 7a의 슬릿 패턴은, 상이한 행이 상이하게 위치된 슬릿을 가질 수 있음을 보여준다. 이러한 대체적인 개념의 구현예를 일례로 구체적으로 참조하면, 도 7a의 단일 슬릿 패턴은, 제1 형상 및 위치의 슬릿(710)을 포함하는 제1 세트의 행들(712a), 및 동일한 슬릿 형상을 포함하지만 슬릿(710)이 상이하게 위치되고(이 경우에, 반전됨) 축방향(x)으로 오프셋되는 제2 세트의 행들(712b)을 포함한다. 제1 세트의 행들(712a) 및 제2 세트의 행들(712b) 둘 모두에서의 슬릿 형상은 반전을 제외하고는 실질적으로 동일하다. 상이하게 위치되는 것에 더하여, 도 7a의 슬릿은, 인접한 행들 내의 슬릿(710)의 종단 단부가 횡축을 따라 정렬되도록, 또는 하나의 행 내의 슬릿(710)이 인접한 행 내의 슬릿(710)의 종단 단부에 의해 한정되는 축을 지나 연장되어 네스팅된 배열을 생성하도록 네스팅된다.
이중 슬릿 패턴은 재료(700) 내에 형성되고, 제1 종단 단부(714), 제2 종단 단부(716) 및 중간점(718)을 각각 포함하는 복수의 슬릿(710)을 포함한다. 복수의 개별 슬릿(710)이 장력 축(T)에 대체적으로 수직인 행(712)을 형성하도록 정렬된다. 축방향 빔(720)을 형성하는 재료가 횡방향 빔(730)의 인접한 부분(들)과 조합하여 행(712) 내의 인접한 슬릿들(710) 사이에 존재한다. 도 7a의 예시적인 실시 형태에서, 슬릿(710)은 (도 6a의 슬릿 패턴의 슬릿(610)과 같은) 이산된 직선이 아니라, 대신에, 장력 축(T)에 대체적으로 평행하고 장력 축(T)에 대체적으로 수직인 대체적으로 횡방향인 부분(725)에 연결되는 2개의 대체적으로 축방향인 부분(721, 723)을 포함한다. 이러한 실시 형태에서, 슬릿(710)은 대체적으로 u자형이고, 축방향 부분(721, 723)과 대체적으로 횡방향인 부분(725)의 교차점은 서로 대체적으로 수직이다.
시트(700)를 통한 복수의 슬릿(710)은 시트의 축방향 길이를 따라 열로 배열되는 복수의 축방향 연장 빔(720)을 한정한다. 복수의 슬릿(710)은 제1 열(702a)을 형성하는 제1 복수의 축방향 빔(720a)을 형성한다. 복수의 슬릿들(710) 중 하나의 슬릿의 횡방향 부분(725)이 빔들(720a) 사이에 축방향으로 배치된다. 이전에 설명된 예와는 달리, 이러한 예에서, 각각의 빔은 슬릿(710)의 횡방향 부분(725)에 의해 분리되지 않는다. 오히려, 제1 열(702a) 내의 각각의 일련의 2개의 빔(720a)은 열 내의 대응하는 슬릿(710)의 일련의 2개의 횡방향 부분(725)과 교번한다. 이와 같이, 제1 열(702a)은 제1 복수의 빔(720a) 내의 빔들 사이에 축방향으로 있는 횡방향 부분(725a)을 각각 갖는 제1 그룹의 슬릿들(740a)을 갖는다.
복수의 슬릿(710)은, 또한, 축방향(x)으로 연장되는 제2 복수의 빔(720b)을 한정한다. 제2 복수의 빔(720b)은 축방향(x)으로 시트(700)를 가로질러 연장되는 제2 열(702b)을 형성한다. 제2 복수의 빔(720b)은 횡방향(y)으로 제1 복수의 빔(720a)으로부터 이격된다. 축방향(x)으로 빔들(720b) 사이에는 복수의 슬릿들(710) 중 제2 그룹의 슬릿들(740b) 내의 하나의 슬릿의 횡방향 부분(725)이 있다. 제1 열(702a)과 유사하게, 이러한 예에서, 제2 열(702b)에서는, 열(702b)의 길이를 따라 슬릿의 2개의 연속 횡방향 부분(725)과 교번하는 일련의 2개의 연속 빔(720b)이 있다.
제1 복수의 빔(720a)과 제2 복수의 빔(720b)은 축방향 및 횡방향으로 엇갈리게 배치된다. 현재 예에서, 제1 그룹의 슬릿들(740a) 내의 각각의 슬릿은 제2 복수의 빔들(720b) 중 하나의 빔을 한정하는 축방향 부분(721)(제1 축방향 부분(721))을 갖는다. 복수의 슬릿들(710) 중 제2 그룹의 슬릿들(740b) 내의 각각의 슬릿은 제1 복수의 빔들(720a) 중 하나의 빔을 한정하는 축방향 부분(723)(제2 축방향 부분(723))을 갖는다. 제1 복수의 빔들(720a) 중 각각의 빔은 제2 복수의 빔들(720b) 중 하나의 빔의 종단부(724b)에 의해 한정되는 축(일례로서, i1)과 정렬된다.
현재 실시 형태에서, 재료(700)의 시트는, 제1 열(702a) 내의 제1 복수의 빔(720a) 및 제2 열(702b) 내의 제2 복수의 빔(720b)을 한정하는 복수의 슬릿(710)을 한정한다. 제1 열(702a)과 제2 열(702b)은 횡방향(y)으로 시트의 폭을 가로질러 교번한다. 다시 말해서, 제1 복수의 빔(720a)과 제2 복수의 빔(720b)은 재료(700)의 시트의 횡방향 폭에 걸쳐 빔들의 반복 패턴을 형성한다. 일부 실시 형태에서, 복수의 슬릿(710)은, 유사하게, 시트의 폭을 가로질러 제1 열(702a) 및 제2 열(702b)과 교번하는 제3 열을 한정하는 제3 복수의 빔을 한정할 수 있다. 일부 실시 형태에서, 복수의 슬릿(710)은, 유사하게, 시트의 폭을 가로질러 제1 열(702a), 제2 열(702b) 및 제3 열과 교번하는 제4 열을 한정하는 제4 복수의 빔을 한정할 수 있다.
재료(700)는 제1 슬릿(710a), 제2 슬릿(710b), 제3 슬릿(710c) 및 제4 슬릿(710d)을 포함하며, 이들 각각은 대응하는 제1 행(712a), 제2 행(712b), 제3 행(712c) 및 제4 행(712d)을 각각 형성한다. 슬릿들의 각각의 행은 횡방향(y)으로 재료(700)의 시트의 폭을 가로질러 연장된다. 제1 행(712a), 제2 행(712b), 제3 행(712c) 및 제4 행(712d)은 재료(700)의 시트의 축방향 길이를 따라 행들의 반복 패턴을 형성한다. 현재 예에서, 제2 슬릿(710b)은 제3 슬릿(710c)과 네스팅되고, 제1 슬릿(710a)은 제4 슬릿(710d)과 네스팅된다. 이와 같이, 제2 복수의 슬릿(710b) 내의 각각의 슬릿의 제1 종단 단부(714)를 한정하는 제1 종단 단부 세그먼트(제1 축방향 부분(721)에 대응함)가 제3 복수의 슬릿들(710c) 중 하나의 슬릿의 종단 단부들(714, 716)을 연결하는 가상선(i1)과 교차한다. 더 구체적으로, 제2 복수의 슬릿(710b) 내의 각각의 슬릿의 제1 종단 단부(714)가 제3 복수의 슬릿들(710c) 중 하나의 슬릿의 종단 단부들(714, 716)을 연결하는 가상선(i1)과 정렬된다. 유사하게, 제1 복수의 슬릿(710a) 내의 각각의 슬릿의 제1 종단 단부(714)를 한정하는 제1 종단 단부 세그먼트(제1 축방향 부분(721)에 대응함)가 제4 복수의 슬릿들(710d) 중 하나의 슬릿의 종단 단부들(714, 716)을 연결하는 가상선(i2)과 교차한다. 특히, 제1 복수의 슬릿(710a) 내의 각각의 슬릿의 제1 종단 단부(714)가 제4 복수의 슬릿들(710d) 중 하나의 슬릿의 종단 단부들(714, 716)을 연결하는 가상선(i2)과 정렬된다.
제1 슬릿(710a)과 제2 슬릿(710b)은 제1 횡방향 빔(730a)의 일부분의 횡방향 측부 또는 에지를 형성한다. 제1 횡방향 빔(730a)은 재료(700)의 횡방향 폭을 가로질러 연장된다. 재료의 폭에 걸친 제1 횡방향 빔(730a)의 길이는 개재 슬릿에 의해 중단되지 않는다. 제2 슬릿(710b)과 제3 슬릿(710c)은 폴딩 벽 영역(736)을 형성한다. 제3 슬릿(710c)과 제4 슬릿(710d)은 제2 횡방향 빔(730b)의 일부분의 횡방향 측부 또는 에지를 형성한다. 횡방향 빔(730a)은 폴딩 벽 영역(736)에 바로 인접한다. 폴딩 벽 영역(736)은 제2 횡방향 빔(730b)에 바로 인접한다. 폴딩 벽 영역은, 대체적으로, 인접한 슬릿들(710b, 710c) 사이의 축방향 빔(720)을 제외한, 제2 슬릿(710b) 및 제3 슬릿(710b)에 의해 둘러싸인 모든 영역을 포함한다. 횡방향 빔(730a, 730b)은 폴딩 벽 영역(736)에 바로 인접한다. 특히, 폴딩 벽 영역(736)은 제1 횡방향 빔(730a)과 제2 횡방향 빔(730b) 사이에 있다. 슬릿(710a, 710b)은 서로 실질적으로 정렬된다. 슬릿(710c, 710d)은 서로 실질적으로 정렬된다. 슬릿(710b, 710c)은 서로 정렬되지 않는다. 대신에, 슬릿(710b, 710c)은 서로 위상 분리되거나 이격된다. 도 7a의 실시 형태에서, 슬릿(710)은 장력 축 (T)에 실질적으로 수직이다.
슬릿(710)이 바로 인접한 행들에서 서로에 대해 반전될 때, 이는, 슬릿(710)의 종단 단부들(714, 716) 중 하나 이상이 바로 인접한 행 내의 슬릿(710)의 종단 단부(714, 716)와 횡축(T)을 따라 정렬되도록 슬릿이 서로 정렬되거나 서로를 지나 이동할 기회를 만든다. 이들 고유한 패턴은 고유한 빔 폭, 크기 및 형상을 생성한다. 바로 인접한 행들(712a, 712b) 내의 슬릿(710)의 종단 단부(714, 716)가 장력 축(T)에 수직인, 본질적으로 직선형인 단일 가상선에 근접하도록 횡방향으로 정렬되기 때문에, 빔의 크기 및 형상은 본 명세서에서 이전에 설명된 실시 형태와는 다르다. 대체적으로 횡방향인 부분들(725)(이는 장력 축(T)에 실질적으로 수직임) 사이의 연속 횡방향 영역은 횡방향 빔(730)을 형성한다. 이러한 빔은 횡방향으로 정렬된 바로 인접한 행들(712a, 712b)의 모든 2개의 세트들 사이에서 한 번만 나타난다. 횡방향으로 정렬된 바로 인접한 행들(712a, 712b)은, 바로 인접한 횡방향으로 정렬된 행 내의 슬릿(710)의 종단 단부들(714, 716) 사이에 연속 횡방향 영역이 없도록 배열된다. 인접한 슬릿들(710) 사이의 축방향 빔(720)을 뺀, 횡방향으로 정렬된 종단 단부(714, 716)를 갖는 슬릿(710)이 그 내로 연장되는 재료(700)의 영역은 폴딩 벽 영역(736)을 포함한다. 폴딩 벽 영역(736)은 2개의 대체적으로 직사각형인 영역(731, 733)을 갖는 것으로 추가로 설명될 수 있으며, 여기에서 직사각형 영역(731)은 (1) 장력 축에 수직인 슬릿(710)의 바로 인접한 대체적으로 횡방향인 부분들(725) 및 (2) 바로 인접한 서로 반대편인 슬릿들(710) 상의 인접한 축방향 부분들(721, 723)에 의해 경계지어진다. 축방향 빔(720)은 단일 행(712) 내의 인접한 슬릿들(710) 사이에 존재한다. 빔(720) 및 대체적으로 횡방향인 부분(725)에 의해 축방향(x)으로 경계지어지고 2개의 대체적으로 직사각형인 영역(731)에 의해, 더 구체적으로는 인접한 축방향 부분들(721, 723)의 축방향 연장부에 의해 횡방향(y)으로 경계지어지는 폴딩 벽 영역(736) 내의 나머지 재료인 영역(733)이 축방향 빔(720)에 바로 인접한다.
이러한 예시적인 실시 형태에서, 슬릿은 2개의 종단 단부를 갖는다. 직선형 가상선이 이들 종단 단부들 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 단일 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
도 7b 내지 도 7d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 7a의 슬릿 패턴을 포함하는 재료를 도시한다. 재료(700)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(700)의 일부분들은, 재료가 그의 비인장된 형태에서의 재료(700)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 횡방향 빔(730)은, 종단 단부(714, 716)를 재료의 사전인장된 상태에서의 재료(700)의 원래 평면에 평행한 단일 평면 내에 대략 유지하면서 인접한 슬릿들 사이의 축방향 빔(720)을 동일한 행 내의 인접한 빔(720)에 더 가깝게 하도록 기복하는 형상으로 구부러진다. 기복하는 횡방향 빔(730)은 장력 축에 평행하며, 구체적으로는, 사전인장된 상태에서 횡방향 빔(730) 상에 장력 축에 평행하게 그려진 임의의 선은 인장된 상태에서 여전히 장력 축에 실질적으로 평행할 것이다. 다시 말해서, 각각의 기복하는 슬릿 표면은, 실질적으로, 장력 축을 따라 연장된 단일 곡선이다. 폴딩 벽 영역(736)은, 2개의 대체적으로 직사각형인 영역(731) 및 영역(733) 모두가 공칭적으로 평평하고 모든 인접한 대체적으로 직사각형인 영역(731)과 영역(733) 사이에 폴딩부를 가지며, 모든 평평한 표면이 재료의 사전인장된 상태에서의 재료(700)의 원래 평면에 공칭적으로 직교하도록, 아코디언 유사 형상으로 회전하고 폴딩된다. 행(712) 내의 인접한 슬릿들(710) 사이의 축방향 빔(720)의 일부는, 주로, 장력 축(T)과 정렬된 장력을 받고, 이러한 장력은 동일한 횡방향 빔(730)에 인접해 있는 빔(720)의 인접한 일부에 의해 균형을 이루며, 따라서 이러한 영역 또는 구역은 평평하게 그리고 재료의 사전인장된 상태에서의 재료(700)의 원래 평면에 평행하게 유지되는 경향이 있다. 재료(700)에서의 이들 이동은, 도 7d에서 볼 수 있는 바와 같이, 2개의 별개의 폴딩된 빔, 즉 1) 장력 축에 평행한 기복하는 빔(730), 및 2) 재료의 사전인장된 상태에서의 재료(700)의 원래 평면에 직교하는 폴딩 벽 영역(736)을 형성한다.
도 7a 내지 도 7d의 특정 구현예와 같은 실시 형태는 고유한 이점을 갖는다. 예를 들어, 도 7a 내지 도 7d는, 전개되거나 장력 활성화될 때 재료의 일부분들이 법선 축(재료의 사전인장된 상태에서의 재료(700)의 원래 평면에 대해 실질적으로 90°이거나 그에 직교함)까지 회전하는 한 세트의 실시 형태들을 예시한다. 추가적으로, 이들 실시 형태들 중 일부는 파쇄되지 않고서 다른 다중 슬릿 패턴화된 구조물에 비해 법선 축에서 인가되는 더 큰 하중에 대한 노출을 견딜 수 있다. 이는, 그들이 배송되는 패키지 및 다른 응용과 같은 물건에 대한 증가되거나 향상된 보호를 제공할 수 있다는 것을 의미한다. 도 7a 내지 도 7d에 도시된 특정 구현예와 같은 다중 슬릿 패턴에 대한 다른 이점은, 일단 구성이 그의 (장력의 인가를 통한) 전개된 위치에 있으면, 장력이 더 이상 인가되지 않더라도 구성이 그의 연장된/인장된 위치로 실질적으로 유지된다는 것이다. 이러한 특징은 더 안정적인 구성을 제공할 수 있다. 이들 이점들 중 일부는 폴딩된 벽 기하학적 구조의 증가된 강도의 결과이다. 폴딩된 벽, 또는 아코디언 형상의 벽, 또는 회전/폴딩 빔은 전개된 물품(장력 또는 힘의 인가를 통해 전개됨)에서 큰 면적 관성 모멘트(면적 모멘트 또는 2차 관성 모멘트로도 불리움)를 가지며, 여기에서 면적 관성 모멘트는 원래 시트의 평면 내에 있다. 면적 관성 모멘트는, 폴딩부가 없는 직선형 수직 벽에 비해 증가된다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 슬릿들의 하나의 행의 종단 단부는, 슬릿들의 인접한 행의 종단 단부와 동일 선상에 있는 대신에, 슬릿들의 인접한 행의 종단 단부를 지나 이동하여, 슬릿들의 네스팅된 또는 중첩 패턴을 생성할 수 있다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 곡률의 정도 및 슬릿 길이가 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 추가로, 패턴은 2개의 행, 3개의 행, 4개의 행 등에서 교번할 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(700)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 기복하는 빔(730) 및/또는 폴딩 벽 영역(736)은 서로 그리고/또는 개방 부분(722)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
다른 이중 슬릿 패턴의 하나의 예시적인 실시 형태가 도 8a에 개략적으로 도시되어 있다. 도 8a의 패턴은, 슬릿이 행 내에서 위치 또는 형상이 변할 수 있음을 보여준다. 다시 말해서, 단일 행 내의 슬릿은 형상 및/또는 위치가 변하지만, 패턴은 인접한 행들에서 반복된다. 이러한 대체적인 개념의 구현예를 일례로 구체적으로 참조하면, 도 8a의 슬릿 패턴은, 제1 형상 및 위치와 제2 (반전된) 형상 및 위치의 슬릿(810)을 포함하는 제1 세트의 행들(812)을 포함한다. 단일 행 내의 슬릿들(810)은 제1 형상 또는 위치의 슬릿이 제2 형상 또는 위치의 슬릿 옆에 있도록 그들의 형상/위치가 교번하며, 이러한 패턴은 행을 따라 반복된다. 슬릿 형상은 반전을 제외하고는 실질적으로 동일하다.
이중 슬릿 패턴은 재료(800) 내에 형성되고, 제1 종단 단부(814), 제2 종단 단부(816) 및 중간점(818)을 각각 포함하는 복수의 슬릿(810)을 포함한다. 복수의 개별 슬릿(810)이 장력 축(T)에 대체적으로 수직인 행(812)을 형성하도록 정렬된다. 축방향 빔(820)을 형성하는 재료가 횡방향 빔(830a, 830b)의 인접한 부분들과 조합하여 행(812) 내의 인접한 슬릿들(810) 사이에 존재한다. 도 8a의 예시적인 실시 형태에서, 슬릿(810)은 (도 5a의 슬릿 패턴의 슬릿(510)과 같은) 직선이 아니라, 대신에 대체적으로 v자형 또는 커스프형이다. 슬릿(810)은, 대체적으로 장력 축(T)에 대해 45도 각도에 있고 대체적으로 사각으로 만곡된 제2 부분(823)과 연결되는 만곡된 제1 부분(821)을 포함한다. 제1 부분(821)과 제2 부분(823)은 중간점(818)에서 연결된다.
재료(800)는 슬릿(810a, 810b, 810c, 810d)을 포함한다. 슬릿(810a, 810b)은 제1 횡방향 빔(830a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(810b, 810c)은 제1 중첩 빔(836a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(810c, 810d)은 제2 횡방향 빔(830b)의 일부분의 측부 또는 에지를 형성한다. 제1 횡방향 빔(830a)은 제1 중첩 빔(836a) 및 제2 중첩 빔(836b)에 바로 인접한다. 제1 중첩 빔(836a) 및 제2 중첩 빔은 제2 횡방향 빔(830b)에 바로 인접한다. 제1 횡방향 빔(830a) 및 제2 횡방향 빔(830b)은 중첩 빔(836a, 836b)에 바로 인접한다. 슬릿(810a, 810b)은 서로 실질적으로 정렬된다. 슬릿(810c, 810d)은 서로 실질적으로 정렬된다. 슬릿(810b, 810c)은 서로 정렬되지 않는다. 대신에, 슬릿(810b, 810c)은 서로 위상 분리되거나 이격된다. 도 8a의 실시 형태에서, 슬릿(810)은 장력 축 (T)에 실질적으로 수직이다.
커스프형 슬릿들(810) 사이의 연속 횡방향 영역은 횡방향 빔(830)을 형성한다. 이러한 빔은 모든 2개의 인접한 행들(812, 812) 사이에서 한 번 나타난다. 중첩 빔(836a, 836b)은 행(812) 내의 인접한 슬릿들(810) 사이의 영역을 포함한다. 축방향 빔(820)이 횡방향 빔(830)의 인접한 부분들과 조합하여 단일 행(812) 내의 인접한 슬릿들(810) 사이에 존재한다.
이러한 예시적인 실시 형태에서, 슬릿은 2개의 종단 단부를 갖는다. 직선형 가상선이 이들 종단 단부들 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 단일 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
도 8b 내지 도 8d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 8a의 슬릿 패턴을 포함하는 재료를 도시한다. 재료(800)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(800)의 일부분들은, 재료(800)가 그의 비인장된 형태에서의 재료(800)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 종단 단부(814, 816)는 압축을 겪고 서로를 향해 당겨져, 횡방향 빔(830)의 일부분이 재료의 사전인장된 상태(도 8a)에서의 재료(800)의 원래 평면 밖으로 기복하여 루프를 형성하면서 장력 축에 공칭적으로 평행하게 유지되게 한다. 횡방향 빔(830)의 인접한 부분들과 조합된 행(812) 내의 인접한 슬릿들(810) 사이의 재료(820)는 재료의 사전인장된 상태(도 8a)에서의 재료(800)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(836)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 횡방향 빔(830)의 기복과 조합된 중첩 빔(836)의 운동은 개방 부분(822)을 생성한다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 슬릿들의 하나의 행의 종단 단부는, 슬릿들의 인접한 행의 종단 단부와 동일 선상에 있는 대신에, 슬릿들의 인접한 행의 종단 단부를 지나 이동하여, 슬릿들의 네스팅된 또는 중첩 패턴을 생성할 수 있다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 도 8a에 도시된 곡률의 정도 및 슬릿 길이는 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 추가로, 패턴은 2개의 행, 3개의 행, 4개의 행 등에서 교번할 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(800)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 루프 및 기복부는 서로 그리고/또는 개방 부분(822)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
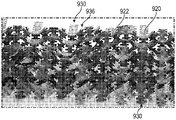
슬릿이 선형 슬릿인 것 대신에 향상된 상호로킹 구조물 또는 특징부를 포함하는 것을 제외하고는 도 5a에 도시된 것과 유사한 이중 슬릿 패턴을 포함하는 재료의 개략 평면도인 도 9a에 이중 슬릿 패턴의 다른 예가 도시되어 있다. 더 구체적으로, 재료(900)는 슬릿(910a, 910b, 910c, 910d)을 포함한다. 슬릿(910a, 910b)은 제1 횡방향 빔(930a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(910b, 910c)은 중첩 빔(936)의 일부분의 측부 또는 에지를 형성한다. 슬릿(910c, 910d)은 제2 횡방향 빔(930b)의 일부분의 측부 또는 에지를 형성한다. 제1 횡방향 빔(930a)이 중첩 빔(936)에 바로 인접한다. 중첩 빔(936)은 제2 횡방향 빔(930b)에 바로 인접한다. 슬릿(910a, 910b)은 서로 실질적으로 정렬된다. 슬릿(910c, 910d)은 서로 실질적으로 정렬된다. 슬릿(910b, 910c)은 서로 정렬되지 않는다. 대신에, 슬릿(910b, 910c)은 서로 위상 분리되거나 이격된다. 도 9a의 실시 형태에서, 슬릿(910)은 장력 축(T)에 실질적으로 수직이다. 도 9a의 특정 실시 형태에서, 슬릿(910)은 슬릿(910)의 상부 부분 및 슬릿(910)의 하부 부분에 직사각형 후크를 포함하거나 형성한다. 이들 구형파 후크 특징부 - 및 그들을 슬릿의 상부 부분 및 하부 부분 둘 모두에 포함하는 것 - 는 우수한 상호로킹을 가져올 수 있다. 이들 특징부는, 또한, 상부 부분 또는 하부 부분 중 하나에만 포함되면서 여전히 우수한 상호로킹을 제공할 수 있다.
추가로, 이러한 예시적인 실시 형태에서, 슬릿은 2개의 종단 단부를 갖는다. 직선형 가상선이 이들 종단 단부들 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다. 슬릿의 단부는 만곡된다.
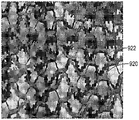
도 9b 내지 도 9d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 9a의 슬릿 패턴을 포함하는 재료의 사진이다. 재료(900)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(900)의 일부분들은, 재료(900)가 그의 비인장된 형태에서의 재료(900)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 종단 단부(914, 916)는 압축을 겪고 서로를 향해 당겨진다. 횡방향 빔(930)의 일부분들은 재료의 사전인장된 상태(도 9a)에서의 재료(900)의 원래 평면 밖으로 기복하여 루프를 형성하면서, 장력 축에 공칭적으로 평행하게 유지된다. 횡방향 빔(930)의 인접한 부분들과 조합된 행(912) 내의 인접한 슬릿들(910) 사이의 축방향 빔(920)을 형성하는 재료는 재료의 사전인장된 상태(도 9a)에서의 재료(900)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(936)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 횡방향 빔(930)의 기복과 조합된 중첩 빔(936)의 운동은 개방 부분(922)을 생성한다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(900)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(922)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
슬릿이 선형 슬릿인 것 대신에 향상된 상호로킹 구조물 또는 특징부를 포함하는 것을 제외하고는 도 5a에 도시된 것과 유사한 이중 슬릿 패턴을 포함하는 재료의 개략 평면도인 도 10a 및 도 10b에 이중 슬릿 패턴의 다른 예가 도시되어 있다. 더 구체적으로, 재료(1000)는 슬릿(1010a, 1010b, 1010c, 1010d)을 포함한다. 슬릿(1010a, 1010b)은 제1 횡방향 빔(1030a)의 일부분의 측부 또는 에지를 형성한다. 슬릿(1010b, 1010c)은 중첩 빔(1036)의 일부분의 측부 또는 에지를 형성한다. 슬릿(1010c, 1010d)은 제2 횡방향 빔(1030b)의 일부분의 측부 또는 에지를 형성한다. 제1 횡방향 빔(1030a)이 중첩 빔(1036)에 바로 인접한다. 중첩 빔(1036)은 제2 횡방향 빔(1030b)에 바로 인접한다. 슬릿(1010a, 1010b)은 서로 실질적으로 정렬된다. 슬릿(1010c, 1010d)은 서로 실질적으로 정렬된다. 슬릿(1010b, 1010c)은 서로 정렬되지 않는다. 대신에, 슬릿(1010b, 1010c)은 서로 위상 분리되거나 이격된다. 도 10a의 실시 형태에서, 슬릿(1010)은 장력 축(T)에 실질적으로 수직이다. 도 10a의 특정 실시 형태에서, 슬릿(1010)은 슬릿(1010)의 상부 부분 및 슬릿(1010)의 하부 부분에 앵커형(anchor-shaped) 후크를 포함하거나 형성한다. 이들 앵커형 후크 특징부 - 및 그들을 슬릿의 상부 부분 및 하부 부분 둘 모두에 포함하는 것 - 는 우수한 상호로킹을 가져올 수 있다. 이들 특징부는, 또한, 상부 부분 또는 하부 부분 중 하나에만 포함되면서 여전히 우수한 상호로킹을 제공할 수 있다.
추가로, 이러한 예시적인 실시 형태에서, 슬릿은 2개의 종단 단부를 갖는다. 직선형 가상선이 이들 종단 단부들 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다. 슬릿의 단부는 만곡된다.
도 10c 내지 도 10e는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 10a의 슬릿 패턴을 포함하는 재료의 사진이다. 재료(1000)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(1000)의 일부분들은, 재료(1000)가 그의 비인장된 형태에서의 재료(1000)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 장력 축을 따른 장력에 노출될 때, 종단 단부(1014, 1016)는 압축을 겪고 서로를 향해 당겨진다. 횡방향 빔(1030)의 일부분들은 재료의 사전인장된 상태(도 10a)에서의 재료(1000)의 원래 평면 밖으로 기복하여 루프를 형성하면서, 장력 축에 공칭적으로 평행하게 유지된다. 횡방향 빔(1030)의 인접한 부분들과 조합된 행(1012) 내의 인접한 슬릿들(1010) 사이의 축방향 빔(1020)이 재료의 사전인장된 상태(도 10a)에서의 재료(1000)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(1036)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 횡방향 빔(1030)의 기복과 조합된 중첩 빔(1036)의 운동은 개방 부분(1022)을 생성한다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴 및 재료에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 예를 들어, 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(1000)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(1022)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
슬릿이 다중빔 슬릿을 포함하는 것을 제외하고는 도 5a에 도시된 것과 유사한 이중 슬릿 패턴을 포함하는 재료의 개략 평면도인 도 11a에 이중 슬릿 패턴의 다른 예가 도시되어 있다. "다중빔 슬릿"은 단일 슬릿 또는 다중 슬릿 패턴에서 2개의 인접한 슬릿들 사이에 형성된 하나 이상의 단순 슬릿(슬릿이 2개 이하의 종단 단부를 가짐을 의미함)으로 정의되며, 여기에서 2개의 인접한 슬릿들은 동일한 행 또는 인접한 행들 내에 있다. 빔 영역, 및 더 구체적으로는 도 11a의 단부(1116a, 1114a)와 같은 인접한 행들 내의 2개의 인접한 슬릿들의 가장 가까운 종단 단부들 사이의 직접 경로는, 단일 슬릿 패턴화된 재료에 장력이 인가될 때 가장 높은 힘의 집중을 겪는다. 이와 같이, 이들 빔 영역은 재료의 전개(또는 장력 인가 또는 활성화) 동안 가장 큰 응력 집중을 겪는다. 이러한 높은 응력 집중은 전개 동안 재료의 인열을 초래할 수 있다. 인접한 행들 내의 가장 가까운 종단 단부들 사이의 직접 경로를 통해 가로지르는, 이러한 영역에 추가된 추가 슬릿은, 재료의 최대 힘 지지 용량을 증가시킬 수 있는 추가 응력 집중 종단 단부를 갖는 하나 이상의 추가 힘 전달 경로 또는 추가 빔을 생성할 수 있다. 다중빔 슬릿 패턴을 포함하는 재료 또는 물품은, 동일한 패턴의 빔들을 갖지만 다중빔이 없는 재료 또는 물품과 비교하여 더 큰 최대 장력을 갖는다. 본 명세서에서 사용되는 바와 같이, 용어 "최대 장력"은, 슬릿 패턴화된 재료의 샘플이 인열되기 전에 그에 인가될 수 있는 최대 인장력을 지칭한다. 대체적으로, 최대 장력은 슬릿 패턴화된 재료가 인열되기 직전에 발생한다. 최대 장력을 측정하기 위한 시험 방법은, 그 전체가 본 명세서에 참고로 포함되는, 본 양수인에게 양도된 미국 특허 출원 제62/953042호에 기재되어 있다. 최대 장력(예컨대, 인열력)은, 샘플이 신장됨에 따라 로드 셀에 의해 측정되는 최대 힘이다. 이는, 전형적으로, 재료가 인열되기 시작하기 직전이다. 일부 실시 형태에서, 다중빔 슬릿 패턴을 포함하는 재료 또는 물품은, 다중빔이 없는 것을 제외하고는 동일한 패턴을 갖는 재료 또는 물품과 비교하여 인열 없이 더 큰 장력을 견딜 수 있다.
일부 실시 형태에서, 다중빔 슬릿 패턴을 갖는 재료 또는 물품은 동일하거나 더 낮은 전개력을 갖는다. 본 명세서에서 사용되는 바와 같이, 용어 "전개력"은 패턴화된 시트를 실질적으로 전개하는 데 필요한 힘을 지칭한다.
일부 실시 형태에서, 최대 장력(장력 축(T)을 따른 전개 또는 인장 동안 슬릿 패턴화된 재료를 인열하는 데 필요한 장력)을 전개력(샘플을 전개하는 데 필요한 힘)보다 크게 하는 것이 유리하다. Max-Deploy Ratio는 최대 장력을 전개력으로 나눈 비이다. 일부 실시 형태에서, 그 비는 패턴화된 시트를 전개하기 위해 인가되는 힘이 시트가 견딜 수 있는 최대 힘보다 훨씬 더 낮도록 가능한 한 큰 것이 유리하다. 이는, 시트의 사용자가 재료를 전개할 때 그를 우발적으로 인열하는 것을 방지한다.
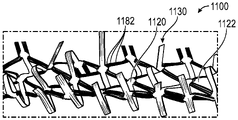
도 11a는 도 11a의 실시예가 다중빔을 포함하는 것을 제외하고는 도 5a에 도시된 실시예와 실질적으로 동일하기 때문에, 도 5a의 설명이 여기에서 반복된다. 다중빔 슬릿(1180)(이 실시 형태에서, 2개의 다중빔 슬릿)이 중첩 빔(1136) 내에 형성된다. 이들 다중빔 슬릿(1180)은, 재료(1100)가 장력 축을 따른 장력에 노출될 때 다중빔의 형성을 가능하게 할 것이다. 도 11a의 다중빔 슬릿(1180) 및 생성된 다중빔은 실질적으로 선형이다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 다중빔 슬릿 및/또는 다중빔의 수, 형상, 크기 등이 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 11b는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 11a의 슬릿 패턴을 포함하는 재료의 도면이다. 재료(1100)가 장력 축(T)을 따라 장력 활성화되거나 전개될 때, 재료(1100)의 일부분들은, 재료(1100)가 그의 비인장된 형태에서의 재료(1100)의 원래 평면 밖으로 이동하게 하는 인장 및/또는 압축을 겪는다. 횡방향 빔(1130)의 일부분들은 재료의 사전인장된 상태(도 11a)에서의 재료(1100)의 원래 평면 밖으로 기복하여 루프를 형성하면서, 장력 축에 공칭적으로 평행하게 유지된다. 횡방향 빔(1130)의 인접한 부분들과 조합된 행(1112) 내의 인접한 슬릿들(1110) 사이의 축방향 빔(1120)은 재료의 사전인장된 상태(도 11a)에서의 재료(1100)의 원래 평면에 실질적으로 평행하게 유지된다. 중첩 빔(1136)은 원래 재료 또는 시트의 평면 밖으로 좌굴 및 회전한다. 2개의 다중빔 슬릿(1180)의 추가 때문에, 각각의 중첩 빔(1136)은, 각각 장력을 전달하고 서로 공칭적으로 평행하게 유지되며 그룹으로서 이동 또는 회전하는 3개의 별개의 다중빔(1182)으로 커팅된다. 횡방향 빔(1130)의 기복과 조합된 중첩 빔(1136)의 운동은 개방 부분(1122)을 생성한다. 이와 같이, 재료(1100)는, 다중빔(1182)이 형성되는 것을 제외하고는, 실질적으로 도 5a의 패턴과 관련하여 설명된 바와 같이 전개된다.
장력 활성화식 재료(1100)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 루프 및 기복부는 서로 그리고/또는 개방 부분(1122)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
다중빔을 포함하는 슬릿 패턴의 예시적인 실시 형태가 도 12a 내지 도 12e에 도시되어 있다. 도 12a는, 도 12a의 실시예가 다중빔을 포함하는 것을 제외하고는 도 8a에 도시된 실시 형태와 실질적으로 동일하다. 이와 같이, 도 8a의 설명이 여기에서 반복된다. 도 12b는 도 12a의 확대된 부분이다. 다중빔 슬릿(1280)(이 실시 형태에서, 하나의 다중빔 슬릿)이 중첩 빔(836) 내에 형성된다. 이들 다중빔 슬릿(1280)은, 재료(1200)가 장력 축을 따른 장력에 노출될 때 다중빔의 형성을 가능하게 할 것이다. 도 12a의 다중빔 슬릿(1280) 및 생성된 다중빔은, 슬릿(810)의 곡률을 따르거나 모사하도록 만곡된다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 다중빔 슬릿 및/또는 다중빔의 수, 형상, 크기 등이 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 12c 내지 도 12e는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 12a 및 도 12b의 슬릿 패턴을 포함하는 재료를 도시한다. 재료는, 다중빔(1282)이 형성되는 것을 제외하고는, 실질적으로 도 8a의 패턴과 관련하여 설명된 바와 같이 전개된다.
장력 활성화식 재료(1200)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(1222)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
만곡된 단부를 포함하는 슬릿 패턴의 예시적인 실시 형태가 도 13a 내지 도 13d에 도시되어 있다. 도 13a는, 슬릿(510)의 종단 단부가 만곡된 것 - 이는 슬릿의 종단 단부를 형성하는 슬릿의 단부 영역이 슬릿의 인접한 부분과 구별되는 곡률 반경을 갖는다는 것을 의미함 - 을 제외하고는 도 5a에 도시된 실시 형태와 실질적으로 동일하다. 단부 영역은, 대체적으로 슬릿의 총 길이의 10% 미만인 길이를 갖는다. 이와 같이, 도 5a의 설명이 여기에서 반복된다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 종단 단부의 곡률의 정도가 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 13b 내지 도 13d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 13a의 슬릿 패턴을 포함하는 재료의 사진 및 사진으로부터의 도면이다. 재료는, 실질적으로 도 5a의 패턴과 관련하여 설명된 바와 같이 전개된다. 슬릿(1310)의 만곡된 단부는, 재료가 인열 없이 겪을 수 있는 최대 장력을 증가시킨다.
장력 활성화식 재료(1300)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(522)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
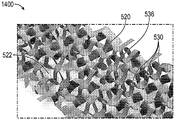
만곡된 에지를 포함하는 슬릿 패턴의 예시적인 실시 형태가 도 14a 내지 도 14c에 도시되어 있다. 도 14a는, 슬릿(1410)의 종단 단부가 만곡된 것을 제외하고는 도 5a에 도시된 실시 형태와 실질적으로 동일하다. 이와 같이, 도 5a의 설명이 여기에서 반복된다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 종단 단부의 곡률의 정도가 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 14b 및 도 14c는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 14a의 슬릿 패턴을 포함하는 재료의 사진이다. 재료는, 실질적으로 도 5a의 패턴과 관련하여 설명된 바와 같이 전개된다. 슬릿(1410)의 만곡된 단부는, 재료가 인열 없이 겪을 수 있는 최대 장력을 증가시킨다.
장력 활성화식 재료(1400)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(522)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
상호로킹 특징부 및 다중빔을 포함하는 슬릿 패턴의 예시적인 실시 형태가 도 15a 및 도 15b에 도시되어 있다. 도 15a는, 패턴이 중첩 빔(1036)에 다중빔 슬릿(1580)을 포함하는 것을 제외하고는 도 10a에 도시된 실시 형태와 실질적으로 동일하다. 이와 같이, 도 10a의 설명이 여기에서 반복된다. 도 15b는 도 15a의 확대된 섹션을 도시한다. 재료는, 도 15a의 슬릿 패턴을 포함하는 재료가 장력 축을 따른 장력에 노출될 때 다중빔 슬릿이 다중빔을 생성하는 것을 제외하고는, 실질적으로 도 10a의 패턴과 관련하여 설명된 바와 같이 전개된다. 다중빔들은 재료가 인열 없이 겪을 수 있는 최대 장력을 증가시키고, 그들은, 또한, 재료를 전개하는 데 필요한 장력의 양을 감소시킨다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 종단 단부의 곡률의 정도가 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
장력 활성화식 재료(1500)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 루프 및 기복부는 서로 그리고/또는 개방 부분(1022)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
도 16은 예시적인 삼중 슬릿 패턴을 포함하는 재료의 개략도이다. 이러한 삼중 슬릿 패턴은, 그가 이중 슬릿 대신에 삼중 슬릿을 포함하는 것을 제외하고는 도 5a에 도시된 것과 유사하다. 재료(1600)는 삼중 슬릿을 함께 형성하는 슬릿(1610a, 1610b, 1610c)을 포함한다. 재료(1600)는, 또한, 다른 삼중 슬릿을 형성하는 슬릿(1610d, 1610e, 1610f)을 포함한다. 각각의 삼중 슬릿은 2개의 횡방향 빔(1630a, 1630b)을 포함한다. 제1 횡방향 빔(1630a)은 슬릿(1610a, 1610b)에 의해 형성되고, 제2 횡방향 빔(1630b)은 슬릿(1610b, 1610c)에 의해 형성된다. 슬릿(1610c, 1610d)은 중첩 빔(1636)의 일부분의 측부 또는 에지를 형성한다. 횡방향 빔(1630b)은 중첩 빔(1636)에 바로 인접한다. 슬릿(1610a, 1610b, 1610c)은 서로 실질적으로 정렬된다. 슬릿(1610a, 1610b, 1610c)의 종단 단부(1614, 1616)는 서로 실질적으로 정렬된다. 슬릿(1610d, 1610e, 1610f)은 서로 실질적으로 정렬된다. 슬릿(1610d, 1610e, 1610f)의 종단 단부(1614, 1616)는 서로 실질적으로 정렬된다. 슬릿(1610a, 1610b, 1610c)은 슬릿(1610d, 1610e, 1610f)과 정렬되지 않는다. 대신에, 슬릿(1610a, 1610b, 1610c)은 슬릿(1610d, 1610e, 1610f)으로부터 위상 분리되거나 이격된다. 다시 말해서, 슬릿(1610a, 1610b, 1610c)을 포함하는 삼중 슬릿은 슬릿(1610d, 1610e, 1610f)을 포함하는 삼중 슬릿으로부터 위상 분리된다. 도 16의 실시 형태에서, 슬릿(1610)은 장력 축 (T)에 실질적으로 수직이다.
각각의 슬릿(1610)은 2개의 종단 단부(1614, 1616), 및 2개의 종단 단부들(1614, 1616) 사이의 중간점(1618)을 갖는다. 직선형 가상선이 이들 종단 단부들(1614, 1616) 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 횡방향으로 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
도 17a는 예시적인 삼중 슬릿 패턴을 포함하는 재료의 개략도이다. 이러한 삼중 슬릿 패턴은, 각각의 삼중 슬릿 내의 슬릿들이 길이가 다른 것을 제외하고는 도 16a에 도시된 것과 유사하다. 재료(1700)는 삼중 슬릿을 함께 형성하는 슬릿(1710a, 1710b, 1710c)을 포함한다. 재료(1700)는, 또한, 다른 삼중 슬릿을 함께 형성하는 슬릿(1710d, 1710e, 1710f)을 포함한다. 슬릿(1710b, 1010e)은 슬릿(1710a, 1710c, 1710d, 1710f)보다 길다. 그러나, 이러한 구현예에서, 슬릿들(1710a, 1710b) 각각의 중간점(1718)은 실질적으로 정렬되고, 슬릿들(1710c, 1710d, 1710e, 1710f) 각각의 중간점(1718)은 실질적으로 정렬된다. 각각의 삼중 슬릿은 2개의 횡방향 빔(1730a, 1730b)을 포함한다. 제1 횡방향 빔(1730a)은 슬릿(1710a, 1710b)에 의해 형성되고, 제2 횡방향 빔(1730b)은 슬릿(1710b, 1710c)에 의해 형성된다. 슬릿(1710c, 1710d)은 중첩 빔(1736)의 일부분의 측부 또는 에지를 형성한다. 횡방향 빔(1730b)은 중첩 빔(1736)에 바로 인접한다. 슬릿(1710a, 1710c)의 대응하는 종단 단부(1714, 1716)는 서로 실질적으로 정렬된다. 슬릿(1710d, 1710f)의 대응하는 종단 단부(1714, 1716)는 서로 실질적으로 정렬된다. 슬릿(1710a, 1710b, 1710c)은 슬릿(1710d, 1710e, 1710f)과 정렬되지 않는다. 대신에, 슬릿(1710a, 1710b, 1710c)은 슬릿(1710d, 1710e, 1710f)으로부터 위상 분리되거나 이격된다. 다시 말해서, 슬릿(1710a, 1710b, 1710c)을 포함하는 삼중 슬릿은 슬릿(1710d, 1710e, 1710f)을 포함하는 삼중 슬릿으로부터 위상 분리된다. 도 17a의 실시 형태에서, 슬릿(1710)은 장력 축 (T)에 실질적으로 수직이다.
각각의 슬릿(1710)은 2개의 종단 단부(1714, 1716), 및 2개의 종단 단부들(1714, 1716) 사이의 중간점(1718)을 갖는다. 직선형 가상선이 각각의 슬릿(1710)의 종단 단부들(1714, 1716) 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 횡방향으로 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 종단 단부의 곡률의 정도가 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 17b 내지 도 17d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 17a의 슬릿 패턴을 포함하는 재료의 사진이다. 재료는, 실질적으로 도 5a의 패턴과 관련하여 설명된 바와 같이 전개된다. 그러나, 이제는, 이전에 단일 기복 횡방향 빔(530)이 있었던 곳에 2개의 횡방향 빔(1730a, 1730b)이 있다.
장력 활성화식 재료(1700)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(1722)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
도 18은 예시적인 사중 슬릿 패턴을 포함하는 재료의 개략도이다. 이러한 사중 슬릿 패턴은, 그가 이중 또는 삼중 슬릿 대신에 사중 슬릿을 포함하는 것을 제외하고는 도 5a 또는 도 16에 도시된 것과 유사하다. 재료(1800)는 사중 슬릿을 함께 형성하는 슬릿(1810a, 1810b, 1810c, 1810d)을 포함한다. 재료(1800)는, 또한, 다른 사중 슬릿을 형성하는 슬릿(1810e, 1810f, 1810g, 1810h)을 포함한다. 각각의 사중 슬릿은 3개의 횡방향 빔(1830a, 1830b, 1830c)을 포함한다. 제1 횡방향 빔(1830a)은 슬릿(1810a, 1810b)에 의해 형성된다. 제2 횡방향 빔(1830b)은 슬릿(1810b, 1810c)에 의해 형성된다. 제3 횡방향 빔(1830c)은 슬릿(1810c, 1810d)에 의해 형성된다. 슬릿(1810d, 1810e)은 중첩 빔(1836)의 일부분의 측부 또는 에지를 형성한다. 횡방향 빔(1830c)은 중첩 빔(1836)에 바로 인접한다. 슬릿(1810a, 1810b, 1810c, 1810d)은 서로 실질적으로 정렬된다. 슬릿(1810e, 1810f, 1810g, 1810h)은 서로 실질적으로 정렬된다. 슬릿(1810a, 1810b, 1810c, 1810d)의 종단 단부(1814, 1816)는 서로 실질적으로 정렬된다. 슬릿(1810e, 1810f, 1810g, 1810h)의 종단 단부(1814, 1816)는 서로 실질적으로 정렬된다. 슬릿(1810a, 1810b, 1810c, 1810d)은 슬릿(1810e, 1810f, 1810g, 1810h)과 정렬되지 않는다. 대신에, 슬릿(1810a, 1810b, 1810c, 1810d)은 슬릿(1810e, 1810f, 1810g, 1810h)으로부터 위상 분리되거나 이격된다. 다시 말해서, 슬릿(1810a, 1810b, 1810c, 1810d)을 포함하는 삼중 슬릿은 슬릿(1810e, 1810f, 1810g, 1810h)을 포함하는 삼중 슬릿으로부터 위상 분리된다. 도 18의 실시 형태에서, 슬릿(1810)은 장력 축 (T)에 실질적으로 수직이다.
각각의 슬릿(1810)은 2개의 종단 단부(1814, 1816), 및 2개의 종단 단부들(1814, 1816) 사이의 중간점(1818)을 갖는다. 직선형 가상선이 이들 종단 단부들(1814, 1816) 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 횡방향으로 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
도 19a는 예시적인 사중 슬릿 패턴을 포함하는 재료의 개략도이다. 이러한 사중 슬릿 패턴은, 각각의 사중 슬릿 내의 슬릿들이 길이가 다른 것을 제외하고는 도 18에 도시된 것과 동일하다. 재료(1900)는 사중 슬릿을 함께 형성하는 슬릿(1910a, 1910b, 1910c, 1910d)을 포함한다. 재료(1900)는, 또한, 다른 사중 슬릿을 형성하는 슬릿(1910e, 1910f, 1910g, 1910h)을 포함한다. 슬릿(1910b, 1910c, 1910f, 1910g)은 슬릿(1910a, 1910d, 1910e, 1910h)보다 길다. 슬릿(1910b, 1910c, 1910f, 1910g)은 모두 실질적으로 동일한 길이이다. 이러한 구현예에서, 슬릿들(1910a, 1910b, 1910c, 1910d) 각각의 중간점은 모두 실질적으로 정렬된다. 각각의 사중 슬릿은 3개의 횡방향 빔(1930a, 1930b, 1930c)을 포함한다. 제1 횡방향 빔(1930a)은 슬릿(1910a, 1910b)에 의해 형성된다. 제2 횡방향 빔(1930b)은 슬릿(1910b, 1910c)에 의해 형성된다. 제3 횡방향 빔(1930c)은 슬릿(1910c, 1910d)에 의해 형성된다. 슬릿(1910d, 1910e)은 중첩 빔(1936)의 일부분의 측부 또는 에지를 형성한다. 횡방향 빔(1930c)은 중첩 빔(1936)에 바로 인접한다. 슬릿(1910a, 1910d)의 대응하는 종단 단부(1914, 1916)는 서로 실질적으로 정렬되고, 슬릿(1910b, 1910c)의 대응하는 종단 단부(1914, 1916)는 서로 실질적으로 정렬된다. 슬릿(1910e, 1910h)의 종단 단부(1914, 1916)는 서로 실질적으로 정렬되고, 슬릿(1910f, 1910g)의 종단 단부(1914, 1916)는 서로 실질적으로 정렬된다. 슬릿(1910a, 1910b, 1910c, 1910d)은 슬릿(1910e, 1910f, 1910g, 1910h)과 정렬되지 않는다. 대신에, 슬릿(1910a, 1910b, 1910c, 1910d)은 슬릿(1910e, 1910f, 1910g, 1910h)으로부터 위상 분리되거나 이격된다. 다시 말해서, 슬릿(1910a, 1910b, 1910c, 1910d)을 포함하는 사중 슬릿은 슬릿(1910e, 1910f, 1910g, 1910h)을 포함하는 사중 슬릿으로부터 위상 분리된다. 도 19a의 실시 형태에서, 슬릿(1910)은 장력 축 (T)에 실질적으로 수직이다.
각각의 슬릿(1910)은 2개의 종단 단부(1914, 1916), 및 2개의 종단 단부들(1914, 1916) 사이의 중간점(1918)을 갖는다. 직선형 가상선이 이들 종단 단부들(1914, 1916) 사이에서 연장되고 그들을 연결한다. 이러한 실시 형태에서, 제1 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선은, 횡방향으로 바로 인접한 슬릿의 종단 단부들 사이에서 연장되고 그들을 연결하는 직선형 가상선과 실질적으로 동일 선상에 있다. 이러한 예시적인 실시 형태에서, 행 내의 슬릿 종단 단부들 사이에서 연장되고 그들을 연결하는 모든 직선형 가상선은 대략 동일 선상에 있다.
당업자는, 여전히 본 발명의 범주 내에 속하면서 패턴에 대해 많은 변경이 이루어질 수 있다는 것을 인식할 것이다. 일부 실시 형태에서, 다중 슬릿 패턴은 이중 슬릿 패턴 대신에 삼중 슬릿, 사중 슬릿, 또는 다른 다중 슬릿일 것이다. 대안적으로, 슬릿 길이, 슬릿 크기, 슬릿 두께, 슬릿 형상, 행 크기 또는 형상, 횡방향 빔 크기 또는 형상, 및/또는 중첩 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 슬릿, 행, 또는 빔 피치가 달라질 수 있다. 장력 축과 슬릿 사이의 각도가 달라질 수 있다. 종단 단부의 곡률의 정도가 달라질 수 있다. 대안적으로, 행 크기 또는 형상 및 빔 크기 또는 형상이 달라질 수 있다. 추가로, 오프셋 또는 위상 오프셋의 정도가 도시된 것과는 다를 수 있다. 이들 변경들 중 많은 것이 전개 패턴을 변경할 수 있다.
도 19b 내지 도 19d는 장력 축(T)을 따른 장력에 노출되었을 때의, 도 19a의 슬릿 패턴을 포함하는 재료의 사진이다. 재료는, 실질적으로 도 5a의 패턴과 관련하여 설명된 바와 같이 전개된다. 그러나, 이제는, 이전에 단일 기복 횡방향 빔(530)이 있었던 곳에 3개의 횡방향 빔(1930a, 1930b, 1930c)이 있다.
장력 활성화식 재료(1900)가 물품 주위에 래핑되거나 그 자체에 바로 인접하게 배치될 때, 플랩, 루프 및 기복부는 서로 그리고/또는 개방 부분(1922)과 상호로킹되어 상호로킹 구조물을 생성한다. 상호로킹은 위에서 설명된 상호로킹 시험에서 언급된 바와 같이 측정될 수 있다.
일반 정보
본 명세서에 도시된 슬릿 패턴들 중 대부분은, 장력이 인가될 때 시트의 원래 평면에 대해 상향 또는 하향으로 이동하거나 좌굴되는 것으로 설명되는 영역을 갖는다. 상향 운동과 하향 운동의 구별은 첨부 도면과 실질적으로 매칭되도록 명확성을 위해 사용되는 임의의 설명이다. 샘플은 모두 뒤집혀 하향 운동을 상향 운동으로 그리고 그 반대로 전환할 수 있다. 게다가, 이전 영역에서 상향으로 이동한 유사한 특징부가 이제 하향으로 이동하고 있고 그 반대도 가능하도록 샘플의 영역이 뒤집힐 경우 가끔 반전이 발생하는 것이 정상적이며 예상된다. 이들 반전은 단일 슬릿만큼 작은 영역 또는 재료의 많은 부분에 대해 발생할 수 있다. 이들 반전은 무작위적이고 자연적이며, 그들은 재료, 제조 및 인가되는 힘의 자연적인 변화의 결과이다. 반전이 없는 재료의 영역을 나타내기 위한 일부 노력이 이루어졌지만, 모든 샘플은 이들 자연적인 변화가 존재하는 상태에서 시험되었으며, 성능은 반전의 수 또는 위치에 의해 크게 영향을 받지 않는다.
본 명세서에 도시된 모든 슬릿 패턴은 장력 축에 대체적으로 수직인 것으로 도시되어 있다. 많은 실시 형태에서, 이는 우수한 성능을 제공할 수 있지만, 본 명세서에 도시되거나 설명되는 슬릿 패턴들 중 임의의 것은 장력 축에 대해 일정 각도로 회전될 수 있다. 장력 축으로부터 45도 미만의 각도가 바람직하다.
추가로, 본 명세서에 도시된 모든 슬릿 패턴은 바로 인접한 슬릿들 사이의 횡방향 간격의 대략 1/2(또는 횡방향 간격의 50%)만큼 서로 위상이 다른 단일 슬릿을 포함한다. 그러나, 패턴은, 예를 들어 횡방향 간격의 1/3, 횡방향 간격의 1/4, 횡방향 간격의 1/6, 횡방향 간격의 1/8 등을 포함하는 임의의 원하는 양만큼 위상이 다를 수 있다. 일부 실시 형태에서, 위상 오프셋은 행 내의 바로 인접한 슬릿들의 횡방향 간격의 1 미만 또는 3/4 미만, 또는 1/2 미만이다. 일부 실시 형태에서, 위상 오프셋은 행 내의 바로 인접한 슬릿들의 횡방향 간격의 1/50 초과, 또는 1/20 초과, 또는 1/10 초과이다.
일부 실시 형태에서, 최소 위상 오프셋은, 교번하는 행들 내의 슬릿의 종단 단부가 인접한 행들 내의 슬릿의 종단 단부를 통해 장력 축에 평행한 선과 교차하도록 한다. 일부 실시 형태에서, 최대 위상 오프셋은 재료의 연속 경로의 생성에 의해 유사하게 제한된다. 장력 축에 직교하는 슬릿의 폭이 모든 슬릿에 대해 일정하고 일정 값 w를 가지며, 장력 축에 직교하는 슬릿들 사이의 갭이 일정하고 일정 값 g를 갖는 경우, 최소 위상 오프셋 및 최대 위상 오프셋은 다음과 같다:
물품. 본 발명은, 또한, 본 명세서에서 설명되는 슬릿 패턴들 중 임의의 것을 포함하는 하나 이상의 물품 또는 재료에 관한 것이다. 본 명세서에서 설명되는 슬릿 패턴이 형성될 수 있는 일부 예시적인 재료는, 예를 들어, 종이(판지, 골판지, 코팅지 또는 비코팅지, 크라프트지(kraft paper), 코튼 본드지(cotton bond), 재생지를 포함함); 플라스틱; 직조 재료 및/또는 직물 및 부직 재료 및/또는 직물; 탄성 재료(천연 고무, 합성 고무, 니트릴 고무, 실리콘 고무, 우레탄 고무, 클로로프렌 고무, 에틸렌 비닐 아세테이트 또는 EVA 고무와 같은 고무를 포함함); 비탄성 재료(폴리에틸렌 및 폴리카보네이트를 포함함); 폴리에스테르; 아크릴; 및 폴리설폰을 포함한다. 물품은, 예를 들어, 재료, 시트, 필름, 또는 임의의 유사한 구성일 수 있다.
사용될 수 있는 열가소성 재료의 예는, 폴리올레핀(예컨대, 폴리에틸렌(고밀도 폴리에틸렌(HDPE), 중밀도 폴리에틸렌(MDPE), 저밀도 폴리에틸렌(LDPE), 선형 저밀도 폴리에틸렌(LLDPE)), 메탈로센 폴리에틸렌 등, 및 이들의 조합), 폴리프로필렌(예컨대, 어택틱 및 신디오택틱 폴리프로필렌), 폴리아미드(예컨대, 나일론), 폴리우레탄, 폴리아세탈(예를 들어, 미국 델라웨어주 윌밍턴 소재의 DuPont으로부터 입수가능한 DELRIN), 폴리아크릴레이트, 및 폴리에스테르(예를 들어, 폴리에틸렌 테레프탈레이트(PET), 폴리에틸렌 테레프탈레이트 글리콜(PETG), 및 지방족 폴리에스테르, 예를 들어 폴리락트산), 불소수지(예를 들어, 미국 미네소타주 세인트 폴 소재의 3M Company로부터 입수가능한 THV 시리즈), 및 이들의 조합 중 하나 이상을 포함한다. 열경화성 재료의 예는, 폴리우레탄, 실리콘, 에폭시, 멜라민, 페놀-포름알데히드 수지, 및 이들의 조합 중 하나 이상을 포함할 수 있다. 생분해성 중합체의 예는, 폴리락트산(PLA), 폴리글리콜산(PGA), 폴리(카프로락톤), 락타이드와 글리콜라이드의 공중합체, 폴리(에틸렌 석시네이트), 폴리하이드록시부티레이트, 및 이들의 조합 중 하나 이상을 포함할 수 있다.
단일 슬릿 패턴이 형성되는 재료는 임의의 원하는 두께의 것일 수 있다. 일부 실시 형태에서, 재료는 약 0.001 인치(0.025 mm) 내지 약 5 인치(127 mm)의 두께를 갖는다. 일부 실시 형태에서, 재료는 약 0.01 인치(0.25 mm) 내지 약 2 인치(51 mm)의 두께를 갖는다. 일부 실시 형태에서, 재료는 약 0.1 인치(2.5 mm) 내지 약 1 인치(25.4 mm)의 두께를 갖는다. 일부 실시 형태에서, 두께는 0.001 인치, 또는 0.01 인치, 또는 0.05 인치, 또는 0.1 인치, 또는 0.5 인치, 또는 1 인치, 또는 1.5 인치, 또는 2 인치, 또는 2.5 인치, 또는 3 인치(76.2 mm) 초과이다. 일부 실시 형태에서, 두께는 5 인치 또는 4 인치, 또는 3 인치(76.2 mm), 또는 2 인치, 또는 1 인치, 또는 0.5 인치, 또는 0.25 인치(6.4 mm), 또는 0.1 인치 미만이다.
일부 실시 형태에서, 재료가 종이인 경우, 두께는 약 0.003 인치(0.076 mm) 내지 약 0.010 인치(0.25 mm)이다. 재료가 플라스틱인 일부 실시 형태에서, 두께는 약 0.005 인치(0.13 mm) 내지 약 0.125 인치(3.2 mm)이다.
일부 실시 형태에서, 슬릿 또는 컷 패턴은 시트, 필름 또는 재료의 에지들 중 하나 이상을 통해 연장된다. 일부 실시 형태에서, 이는, 특히 비신장성 재료로 제조될 때, 재료가 무제한의 길이의 것이도록 그리고 또한 장력에 의해 전개되도록 허용한다. "비신장성" 재료는, 대체적으로, 응집성 순수 구성(슬릿이 없음)에 있을 때 극한 연신율 값이 25% 미만, 10% 이하 또는 일부 실시 형태에서 5% 이하인 재료로 정의된다.
일부 실시 형태에서, 슬릿 또는 컷 패턴은 시트, 필름 또는 재료의 에지들 중 하나 이상을 통해 연장된다. 일부 실시 형태에서, 이는, 특히 비신장성 재료로 제조될 때, 재료가 무제한의 길이의 것이도록 그리고 또한 장력에 의해 전개되도록 허용한다. 에지 재료의 양은, 단일 슬릿 패턴을 둘러싸고 그를 포함하지 않는 재료의 면적이다. 일부 실시 형태에서, 에지 재료 또는 다운 웨브(down-web) 경계의 양은, 장축이 장력 축에 평행하고 재료만큼 길 수 있으며 어떠한 슬릿과도 중첩되거나 접촉하지 않고서 기재 상에 그려질 수 있는 직사각형의 폭으로 정의될 수 있다. 일부 실시 형태에서, 에지 재료의 양은 .010 인치(.25 mm) 미만 또는 .001 인치(.025 mm) 미만이다. 일부 실시 형태에서, 다운 웨브 경계의 폭은 .010 인치(.25 mm) 미만 또는 .001 인치(.025 mm) 미만이다. 일부 실시 형태에서, 에지 재료의 양은 기재의 두께의 5배 미만이다. 일부 실시 형태에서, 다운 웨브 경계의 폭은 기재의 두께의 5배 미만이다.
크로스 웨브 슬래브(cross-web slab)는, 장축이 장력 축에 수직이고 재료만큼 길 수 있으며 폭이 어떤 유한수이고 어떠한 슬릿 또는 컷과도 중첩되거나 접촉하지 않고서 기재 상에 그려질 수 있는 직사각형을 갖는 직사각형 영역으로 정의될 수 있다. 일부 실시 형태에서, 임의의 폭의 크로스 웨브 슬래브는 패턴의 일체형 부분으로서 물품 내에 이미 존재할 수 있다. 일부 실시 형태에서, 임의의 폭의 크로스 웨브 슬래브가 물품을 전개하기 더 용이하게 만들기 위해 유한 길이 물품의 단부에 추가될 수 있다. 일부 실시 형태에서, 임의의 폭의 크로스 웨브 슬래브가 연속적으로 패턴화된 물품에 단속적으로 추가될 수 있다.
일부 실시 형태에서, 단일 슬릿의 종단 단부들 사이의 거리(슬릿 길이로도 지칭됨)는 약 0.25 인치(6.4 mm) 길이 내지 약 3 인치(76.2 mm) 길이, 또는 약 0.5 인치 내지 약 2 인치, 또는 약 1 인치 내지 약 1.5 인치이다. 일부 실시 형태에서, 단일 슬릿의 종단 단부들 사이의 거리(슬릿 길이로도 지칭됨)는 기재 두께의 50배 내지 기재 두께의 1000배, 또는 기재 두께의 100배 내지 500배이다. 일부 실시 형태에서, 슬릿 길이는 기재 두께의 1000배 미만, 또는 기재 두께의 900배 미만, 또는 800배 미만, 또는 700배 미만, 또는 600배 미만, 또는 500배 미만, 또는 400배 미만, 또는 300배 미만, 또는 200배 미만, 또는 100배 미만이다. 일부 실시 형태에서, 슬릿 길이는 기재 두께의 50배 초과, 또는 기재 두께의 100배 초과, 또는 200배 초과, 또는 300배 초과, 또는 400배 초과, 또는 500배 초과, 또는 600배 초과, 또는 700배 초과, 또는 800배 초과, 또는 900배 초과이다.
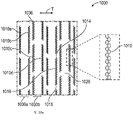
제조 방법. 본 명세서에서 설명되는 슬릿 패턴 및 물품은 다수의 상이한 방식으로 제조될 수 있다. 예를 들어, 슬릿 패턴은 압출, 성형, 레이저 커팅, 워터 젯팅(water jetting), 기계가공, 스테레오리소그래피(stereolithography) 또는 다른 3D 인쇄 기법, 레이저 절제, 포토리소그래피(photolithography), 화학적 에칭, 회전 다이 커팅, 스탬핑(stamping), 다른 적합한 음각 또는 양각 가공 기법, 또는 이들의 조합에 의해 형성될 수 있다. 특히, 도 20을 참조하면, 종이 또는 다른 시트 재료(30)가 회전 다이(20) 및 앤빌(anvil)(10)로 구성된 닙(nip) 내로 공급될 수 있다. 이러한 예에서, 재료(30)는, 중심 코어를 포함할 수 있거나 생략할 수 있는 중심 축을 중심으로 재료가 롤링되는 롤 구성으로 보관된다. 회전 다이(20)는 그 상에 시트 재료(30) 내에 커팅될 원하는 슬릿 패턴에 대응하는 커팅 표면(22)을 갖는다. 다이(20)는 원하는 장소에서 재료(30)를 통해 커팅하고, 본 명세서에서 설명되는 슬릿 패턴을 형성한다. 동일한 공정이 플랫 다이 및 플랫 앤빌과 함께 사용될 수 있다.
사용 방법. 본 명세서에서 설명되는 물품 및 재료는 다양한 방식으로 사용될 수 있다. 일 실시 형태에서, 2차원 시트, 재료 또는 물품은 장력 축을 따라 인가되는 장력을 가지며, 이는, 슬릿이 본 명세서에서 설명되는 개방부 및/또는 플랩 및/또는 운동을 형성하게 한다. 일부 실시 형태에서, 장력은 손에 의해 또는 기계로 인가된다.
용도. 본 발명은, 평평한 시트로서 시작하지만 힘/장력의 인가 시에 3차원 구성으로 전개되는 물품을 설명한다. 일부 실시 형태에서, 그러한 구성은 에너지 흡수 구조물을 형성한다. 본 명세서에서 설명되는 패턴, 물품 및 구성은 많은 잠재적인 용도를 가지며, 이들 중 적어도 일부가 본 명세서에서 설명된다.
하나의 예시적인 용도는 배송 또는 보관을 위해 물체를 보호하는 것이다. 위에서 언급된 바와 같이, 기존의 배송 재료는, 예를 들어 그가 사용 전에 보관될 때 너무 많은 공간을 차지하고(예컨대, 버블 랩(bubble wrap), 패킹 피넛(packing peanut)) 그에 따라 배송 비용을 증가시키는 것; 그가 제조를 위해 특수 장비를 필요로 하는 것(예컨대, 팽창식 에어백); 그가 항상 효과적이지는 않은 것(예컨대, 구겨진 종이); 및/또는 그가 널리 재활용가능하지 않은 것(예컨대, 버블 랩, 패킹 피넛, 팽창식 에어백)을 포함하는 다양한 단점을 갖는다. 본 명세서에서 설명되는 장력 활성화식 확장 필름, 시트 및 물품은 위의 단점들 중 어느 것도 없이 배송 중에 물품을 보호하는 데 사용될 수 있다. 지속가능한 재료로 제조될 때, 본 명세서에서 설명되는 물품은 효과적이고 지속가능하다. 본 명세서에서 설명되는 물품은 제조, 배송, 판매 및 보관될 때 평평하고, 사용자에 의한 장력/힘으로 활성화될 때에만 3차원이 되기 때문에, 이러한 물품은, 보관 공간을 최대한 활용하고 배송/운송/패키징 비용을 최소화하는 데 더 효과적이고 효율적이다. 소매업자와 사용자는 원래 크기의 10배 또는 20배 또는 30배 또는 40배 이상으로 확장될 제품을 수용하는 데 비교적 적은 공간을 사용할 수 있다. 추가로, 본 명세서에서 설명되는 물품은 사용하기에 간단하고 매우 직관적이다. 사용자는, 단지, 제품을 롤로부터 떼어내거나 제품의 평평한 시트를 취하고, 장력 축을 따라 물품을 가로질러 장력을 인가하며(이는 손에 의해 또는 기계로 행해질 수 있음), 이어서 제품을 배송될 물품 주위에 래핑한다. 많은 실시 형태에서, 상호로킹 특징부가 제품으로 하여금 그 자체의 다른 층과 상호로킹될 수 있게 하기 때문에, 테이프가 필요하지 않다.
일부 실시 형태에서, 본 명세서에서 설명되는 슬릿 패턴은 기존의 제공물에 비해 이점을 제공하는 패키징 재료 및/또는 완충 필름을 생성한다. 예를 들어, 일부 실시 형태에서, 본 발명의 패키징 재료 및/또는 완충 필름은 향상된 완충 또는 제품 보호를 제공한다. 일부 실시 형태에서, 본 발명의 패키징 재료 및/또는 완충 필름은 기존의 제공물과 비교할 때 유사하거나 향상된 완충 또는 제품 보호를 제공하지만, 재활용가능하고/하거나 기존의 제공물보다 더 지속가능하거나 환경 친화적이다. 일부 실시 형태에서, 본 발명의 패키징 재료 및/또는 완충 필름은 기존의 제공물과 비교할 때 유사하거나 향상된 완충 또는 제품 보호를 제공하지만, 확장되고 배송될 물품 주위에 래핑될 수 있다. 일단 장력이 인가되면 형상을 유지하는 구성이 바람직할 수 있는데, 그 이유는, 그가 많은 응용에 대해 재료를 제자리에 유지시키기 위한 테이프의 필요성을 제거할 수 있기 때문이다.
본 명세서에서, 단수 형태("a" 또는 "an")의 용어는 특허 문헌에서 통상적인 바와 같이, "적어도 하나" 또는 "하나 이상"의 임의의 다른 사례 또는 사용에 관계없이, 하나 또는 하나보다 많은 것을 포함하도록 사용된다. 본 명세서에서, 용어 "또는"은 달리 지시되지 않는 한, 비배타적인 것 또는 "A 또는 B"가 "A이지만 B는 아닌 것", "B이지만 A는 아닌 것", 및 "A 및 B"를 포함하도록 하는 것을 지칭하도록 사용된다. 본 명세서에서, 용어 "구비하는" 및 "이 경우(in which)"는 각각의 용어 "포함하는" 및 "여기서(wherein)"의 평이한 동등어(plain-English equivalent)로서 사용된다. 또한, 하기의 청구범위에서, 용어 "구비하는" 및 "포함하는"은 개방적(open-ended)인데, 즉 청구항에서 그러한 용어 뒤에 열거되는 것에 추가되는 요소를 포함하는 시스템, 장치, 물품, 조성물, 제형, 또는 과정이 여전히 그 청구항의 범주 내에 속하는 것으로 여겨진다. 게다가, 하기의 청구범위에서, 용어 "제1", "제2" 및 "제3" 등은 단지 라벨(label)로서 사용되며, 그의 대상에 대한 수치적 요건을 부과하는 것으로 의도되지 않는다.
위의 설명은 제한이 아니라 예시적인 것으로 의도된다. 예를 들어, 전술된 실시 형태(또는 그의 하나 이상의 태양)는 서로 조합되어 사용될 수 있다. 요약서는 독자가 기술적 개시 내용의 특성을 신속하게 확인하는 것을 허용하도록 37 C.F.R. §1.72(b)를 준수하여 제공된다. 그것은 청구범위의 범주 또는 의미를 해석하거나 제한하는 데 사용되지 않을 것이라는 이해를 갖고서 제출된다. 또한, 위의 상세한 설명에서, 다양한 특징이 개시 내용을 간소화하기 위해 함께 그룹화될 수 있다. 이는 청구되지 않은 개시된 특징이 임의의 청구항에 필수적이라는 의도로서 해석되어서는 안 된다. 오히려, 본 발명의 발명 요지는 특정한 개시된 실시 형태의 모든 특징보다 적은 것에 있을 수 있다. 따라서, 하기의 청구범위는 이로써 상세한 설명에 예 또는 실시 형태로서 포함되며, 이때 각각의 청구항은 별개의 실시 형태로서 단독으로 독립적이고, 그러한 실시 형태가 다양한 조합 또는 치환으로 서로 조합될 수 있는 것이 고려된다. 본 명세서에 도시되거나 설명되는 실시 형태들 중 임의의 것은, 본 명세서에 도시되거나 설명되는 임의의 특정 특징부, 형상, 구조 또는 개념이 본 명세서에 도시되거나 설명되는 다른 특정 특징부, 형상, 구조 또는 개념과 조합될 수 있다는 것을 포함하여, 본 명세서에 도시되거나 설명되는 다른 실시 형태와 조합될 수 있다. 본 발명의 범주는 첨부된 청구범위가 부여되는 등가물의 전체 범주와 함께 그러한 첨부된 청구범위를 참조하여 결정될 수 있다.
종점에 의한 모든 수치 범위의 언급은 그 범위 내에 포함되는 모든 수를 포함하도록 의도된다(즉, 범위 1 내지 10은, 예를 들어 1, 1.5, 3.33, 및 10을 포함한다).
상세한 설명 및 청구범위에서 용어 '제1', '제2', '제3' 등은 유사한 요소들을 구별하기 위해 사용되며, 반드시 순차적 또는 발생적 순서를 설명하기 위한 것은 아니다. 그렇게 사용되는 용어들은 적절한 상황 하에서 상호교환 가능하며 본 명세서에 기술된 본 발명의 실시 형태는 본 명세서에 기술되거나 예시된 것 이외의 순서로 작용할 수 있는 것으로 이해되어야 한다.
더욱이, 상세한 설명 및 청구범위에서 용어 '상부', '하부', '위', '아래' 등은 설명적인 목적으로 사용되며 반드시 상대적인 위치를 설명하기 위한 것은 아니다. 그렇게 사용되는 용어들은 적절한 상황 하에서 상호교환 가능하며 본 명세서에 기재된 본 발명의 실시 형태는 본 명세서에 기재되거나 예시된 것 이외의 배향으로 작용할 수 있는 것으로 이해되어야 한다.
당업자는 전술된 실시 형태 및 구현 형태의 기본 원리로부터 벗어남이 없이 그러한 실시 형태 및 구현 형태의 상세 사항에 대해 많은 변경이 이루어질 수 있음을 이해할 것이다. 또한, 본 발명의 다양한 변형 및 변경이 본 발명의 사상 및 범주로부터 벗어나지 않고서 당업자에게 명백해질 것이다. 그러므로, 본 출원의 범주는 오직 하기의 청구범위 및 이의 등가물에 의해서만 결정되어야 한다.
Claims (41)
- 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고, 각각의 슬릿은 제1 종단 단부 및 제2 종단 단부를 포함하며,
가상 직선이 행 내의 상기 복수의 슬릿 내의 상기 슬릿들 각각의 제1 종단 단부와 제2 종단 단부를 연결하고, 슬릿들의 행과 관련된 상기 가상 직선은 모두 서로 동일 선상에 있지만 상기 종단 단부들 사이의 상기 슬릿들 각각의 영역과는 동일 선상에 있지 않은, 확장 재료. - 사전인장된(pretensioned) 평면을 한정하는 사전인장된 상태를 갖는 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고, 상기 재료는 장력 축을 한정하며,
상기 재료는 사전인장된 형태에서 실질적으로 평면형이지만, 상기 다중 슬릿 패턴은, 상기 장력 축을 따라 장력이 인가될 때 상기 재료의 적어도 일부분들이 상기 사전인장된 평면으로부터 45도 이상 회전할 수 있게 하는, 확장 재료. - 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고, 각각의 슬릿은 제1 종단 단부 및 제2 종단 단부를 포함하며,
상기 슬릿은 상기 제1 종단 단부 및 상기 제2 종단 단부 중 적어도 하나를 향해 곡선을 형성하는, 확장 재료. - 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고,
상기 복수의 슬릿 내의 상기 슬릿들 각각은 2개 이상의 극값(extremum)들을 포함하는, 확장 재료. - 장력 활성화식(tension-activated) 확장 시트로서,
종이를 포함하고, 상기 종이는 다중 슬릿 패턴을 형성하는 복수의 슬릿을 갖고, 상기 복수의 슬릿은 행으로 배열되는, 장력 활성화식 확장 시트. - 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고,
각각의 슬릿은 후크, 루프, 사인파, 구형파(square-wave) 또는 삼각파 중 적어도 하나를 포함하는, 확장 재료. - 확장 재료로서,
다중 슬릿 패턴을 형성하는 복수의 슬릿을 포함하는 재료를 포함하고, 상기 복수의 슬릿은 행으로 배열되고,
상기 슬릿 패턴은 상기 재료의 에지들 중 하나 이상을 통해 연장되는, 확장 재료. - 제1항 내지 제4항, 제6항 및 제7항 중 어느 한 항에 있어서, 상기 재료는, 종이, 골판지, 플라스틱, 탄성 재료, 비탄성 재료, 폴리에스테르, 아크릴, 폴리설폰, 열경화성 수지, 열가소성 수지, 생분해성 중합체, 직조 재료, 부직 재료 및 이들의 조합 중 적어도 하나를 포함하는, 확장 재료.
- 제1항 내지 제4항, 제6항 및 제7항 중 어느 한 항에 있어서, 상기 재료는 비신장성이고, 종이, 폴리에스테르 및 아크릴 중 적어도 하나를 포함하는, 확장 재료.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 재료는 종이이고, 두께는 약 0.003 인치(0.076 mm) 내지 약 0.010 인치(0.25 mm)인, 확장 재료.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 재료는 플라스틱이고, 두께는 약 0.005 인치(0.13 mm) 내지 약 0.125 인치(3.2 mm)인, 확장 재료.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 재료는 본 명세서에서 설명되는 상호로킹 시험을 통과하는, 확장 재료.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 슬릿들 각각은 상기 장력 축에 대체적으로 수직인 슬릿 길이를 갖는, 확장 재료.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 슬릿은, 반원형, u자형, v자형, 오목형, 볼록형, 곡선형, 선형 또는 이들의 조합 중 적어도 하나인 슬릿 형상을 갖는, 확장 재료.
- 제1항 내지 제14항 중 어느 한 항에 있어서, 상기 복수의 슬릿은 슬릿들의 복수의 행으로 배열되고, 제1 행의 슬릿들 내의 슬릿은 상기 제1 행의 슬릿들 내의 각각의 슬릿의 횡방향 길이의 75% 이하만큼 인접한 행의 슬릿들 내의 슬릿으로부터 오프셋되는, 확장 재료.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 상기 슬릿들 각각은 일정 슬릿 형상 및 슬릿 배향을 갖고, 상기 슬릿 형상, 상기 슬릿 배향, 또는 상기 슬릿 형상 및 상기 슬릿 배향 둘 모두는 슬릿들의 행 내에서 변하는, 확장 재료.
- 제1항 내지 제16항 중 어느 한 항에 있어서, 상기 슬릿들 각각은 일정 슬릿 형상 및 슬릿 배향을 갖고, 상기 슬릿 형상, 상기 슬릿 배향, 또는 상기 슬릿 형상 및 상기 슬릿 배향 둘 모두는 인접한 행들에서 변하는, 확장 재료.
- 제1항 내지 제9항 및 제12항 내지 제17항 중 어느 한 항에 있어서, 상기 재료는 약 0.001 인치(0.025 mm) 내지 약 5 인치(127 mm)의 두께를 갖는, 확장 재료.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 상기 슬릿 패턴은 상기 재료의 에지들 중 하나 이상을 통해 연장되는, 확장 재료.
- 제1항 내지 제19항 중 어느 한 항에 있어서, 상기 복수의 슬릿 내의 각각의 슬릿은 일정 슬릿 길이를 갖고, 상기 복수의 슬릿 내의 제1 그룹의 슬릿들 내의 슬릿은 상기 복수의 슬릿 내의 제2 그룹의 슬릿들 내의 슬릿의 슬릿 길이와는 상이한 슬릿 길이를 갖는, 확장 재료.
- 제1항 내지 제20항 중 어느 한 항에 있어서, 상기 복수의 슬릿 내의 상기 각각의 슬릿은 약 0.25 인치(6.4 mm) 내지 약 3 인치(76.2 mm)인 슬릿 길이를 갖는, 확장 재료.
- 제1항 내지 제21항 중 어느 한 항에 있어서, 상기 복수의 슬릿 내의 각각의 슬릿은 일정 슬릿 길이를 갖고, 상기 재료는 일정 재료 두께를 가지며, 슬릿 길이 대 재료 두께의 비는 약 50 내지 약 1000인, 확장 재료.
- 제1항 내지 제22항 중 어느 한 항에 있어서, 상기 슬릿의 적어도 일부분은 상기 제1 종단 단부와 상기 제2 종단 단부를 연결하는 가상 직선을 통과하는, 확장 재료.
- 제1항 내지 제23항 중 어느 한 항에 있어서, 상기 다중 슬릿은, 이중 슬릿, 삼중 슬릿 또는 사중 슬릿 중 적어도 하나인, 확장 재료.
- 제1항 내지 제24항 중 어느 한 항에 있어서, 상기 재료는 사전인장된 형태에서 실질적으로 평면형이지만, 상기 다중 슬릿 패턴은, 상기 장력 축을 따라 장력이 인가될 때 상기 재료의 적어도 일부분들이 상기 사전인장된 형태의 상기 평면으로부터 60도 이상 회전할 수 있게 하는, 확장 재료.
- 제1항 내지 제25항 중 어느 한 항에 있어서, 상기 재료는 사전인장된 형태에서 실질적으로 평면형이지만, 상기 다중 슬릿 패턴은, 상기 장력 축을 따라 장력이 인가될 때 상기 재료의 적어도 일부분들이 상기 사전인장된 형태의 상기 평면으로부터 90도 이상 회전할 수 있게 하는, 확장 재료.
- 제1항 내지 제26항 중 어느 한 항의 다중 슬릿 패턴을 형성할 수 있는 다이.
- 제1항 내지 제26항 중 어느 한 항의 확장 재료들 중 임의의 확장 재료로 형성되는 패키징 재료.
- 제28항에 있어서, 상기 확장 재료는 롤 구성으로 보관되는, 패키징 재료.
- 제28항에 있어서, 상기 확장 재료는 하나 이상의 개별 시트인, 패키징 재료.
- 제30항에 있어서, 상기 확장 재료가 내부에 배치되는 엔벨로프(envelope)를 추가로 포함하는, 패키징 재료.
- 제1항 내지 제26항 중 어느 한 항의 확장 재료들 중 임의의 확장 재료를 제조하는 방법으로서,
압출, 성형, 레이저 커팅, 워터 젯팅(water jetting), 기계가공, 스테레오리소그래피(stereolithography), 레이저 절제, 포토리소그래피(photolithography), 화학적 에칭, 회전 다이 커팅, 스탬핑(stamping) 또는 이들의 조합 중 적어도 하나에 의해 상기 재료 내에 상기 다중 슬릿 패턴을 형성하는 단계를 포함하는, 방법. - 제1항 내지 제26항 중 어느 한 항의 확장 재료들 중 임의의 확장 재료를 사용하는 방법으로서, 장력 축을 따라 상기 확장 재료에 장력을 인가하여 상기 재료가 확장되게 하는 단계를 포함하는, 방법.
- 제33항에 있어서, 상기 장력의 인가는, (1) 상기 슬릿이 개방부를 형성하게 하는 것 및 (2) 상기 슬릿에 인접한 상기 재료가 기복부를 형성하게 하는 것 중 하나 이상을 야기하는, 방법.
- 제33항 또는 제34항에 있어서, 상기 장력은 손에 의해 또는 기계로 인가되는, 방법.
- 제33항 내지 제35항 중 어느 한 항에 있어서, 상기 장력 축을 따라 상기 확장 재료에 장력을 인가하는 단계는, 상기 재료가 2차원 구조로부터 3차원 구조로 변화하게 하는, 방법.
- 제33항 내지 제36항 중 어느 한 항에 있어서, 상기 장력 축을 따른 장력에 노출될 때, (1) 상기 확장 재료 내의 상기 슬릿의 종단 단부가 서로를 향해 당겨져, 상기 확장 재료의 빔이 상기 재료의 사전인장된 상태에서의 상기 재료의 평면에 대해 상향으로 기복하게 하는 것 및 (2) 상기 확장 재료의 빔의 일부분이 상기 재료의 사전인장된 상태에서의 상기 재료의 평면에 대해 하향으로 기복하여 개방 부분을 형성하는 것 중 적어도 하나인, 방법.
- 제30항 또는 제31항에 있어서, 상기 장력의 인가는 플랩의 형성을 야기하고, 상기 플랩은, 스케일 형상(scale-shaped), 곡선형, 직사각형, 뾰족한 형상(pointed), 커스프형(cusp-shaped) 또는 이들의 조합 중 적어도 하나인 플랩 형상을 갖는, 방법.
- 제37항에 있어서, 상기 상향 및 하향 기복은 하나 이상의 루프를 생성하는, 방법.
- 제33항 내지 제39항 중 어느 한 항에 있어서,
상기 확장된 재료를 물품 주위에 래핑(wrapping)하는 단계를 추가로 포함하는, 방법. - 제40항에 있어서, 상기 확장된 재료는, 플랩, 개방부 및 상호로킹 특징부 중 하나 이상을 한정하고, 상기 확장된 재료는 적어도 2개의 전체 층을 형성하도록 상기 물품 주위에 래핑되어서, 제1 층 상의 상기 플랩, 루프, 개방부 및 상호로킹 특징부 중 적어도 하나가 제2 층 상의 상기 플랩, 루프, 개방부 및 상호로킹 특징부 중 적어도 하나와 상호로킹되게 하는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962952806P | 2019-12-23 | 2019-12-23 | |
| US62/952,806 | 2019-12-23 | ||
| PCT/IB2020/062149 WO2021130628A1 (en) | 2019-12-23 | 2020-12-17 | Multi-slit tension-activated, expanding sheets |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220116036A true KR20220116036A (ko) | 2022-08-19 |
Family
ID=74194784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227025369A KR20220116036A (ko) | 2019-12-23 | 2020-12-17 | 다중 슬릿 장력 활성화식 확장 시트 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230017683A1 (ko) |
| EP (1) | EP4081467A1 (ko) |
| JP (1) | JP2023507844A (ko) |
| KR (1) | KR20220116036A (ko) |
| CN (1) | CN114901564A (ko) |
| WO (1) | WO2021130628A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11702261B2 (en) | 2017-06-26 | 2023-07-18 | David Paul Goodrich | Expanded slit sheet cushioning products with novel reduced dimension slit patterns |
| US11401090B2 (en) | 2017-06-26 | 2022-08-02 | David Paul Goodrich | Expanded slit sheet cushioning products with novel slit pattern and paper properties |
| USD1004290S1 (en) * | 2020-07-29 | 2023-11-14 | 3M Innovative Properties Company | Sheet with slits |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH511706A (de) * | 1968-03-26 | 1971-08-31 | Breveteam Sa | Geschlitztes nichttextiles Flächengebilde, bei dem eine oder beide Oberflächen mit einer Klebstoffschicht versehen sind und mindestens eine Oberfläche rutschhemmende Eigenschaften aufweist |
| US3762629A (en) * | 1971-07-27 | 1973-10-02 | Mario Manetti | Latticed produce wrapper |
| GB1470196A (en) | 1974-11-13 | 1977-04-14 | Cooling Dev Ltd | Contact packing |
| JPH0450647U (ko) * | 1990-09-04 | 1992-04-28 | ||
| US5667871A (en) | 1992-03-16 | 1997-09-16 | Geopax Ltd. | Slit sheet packing material |
| US7122238B2 (en) * | 2004-07-14 | 2006-10-17 | Unilever Home & Personal Care Usa, Division Of Conopco, Inc. | Cleansing article for personal care |
| US7740928B2 (en) * | 2007-01-22 | 2010-06-22 | Building Materials Investment Corporation | Peel and stick stretch wrap |
| US8486507B2 (en) * | 2009-06-26 | 2013-07-16 | Cryovac, Inc. | Expandable foam sheet that locks in expanded configuration |
| US8613993B2 (en) | 2009-11-12 | 2013-12-24 | Kucharco Corporation | Expandable web material |
| JP5696812B2 (ja) * | 2013-03-11 | 2015-04-08 | 三菱レイヨン株式会社 | 積層基材およびその製造方法 |
| WO2018045316A1 (en) * | 2016-09-01 | 2018-03-08 | 3M Innovative Properties Company | Reticulated reflective material |
-
2020
- 2020-12-17 EP EP20845221.9A patent/EP4081467A1/en active Pending
- 2020-12-17 US US17/785,983 patent/US20230017683A1/en active Pending
- 2020-12-17 JP JP2022538718A patent/JP2023507844A/ja active Pending
- 2020-12-17 WO PCT/IB2020/062149 patent/WO2021130628A1/en unknown
- 2020-12-17 CN CN202080089207.4A patent/CN114901564A/zh active Pending
- 2020-12-17 KR KR1020227025369A patent/KR20220116036A/ko unknown
Also Published As
| Publication number | Publication date |
|---|---|
| US20230017683A1 (en) | 2023-01-19 |
| WO2021130628A1 (en) | 2021-07-01 |
| JP2023507844A (ja) | 2023-02-27 |
| EP4081467A1 (en) | 2022-11-02 |
| CN114901564A (zh) | 2022-08-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20220116036A (ko) | 다중 슬릿 장력 활성화식 확장 시트 | |
| US20230020226A1 (en) | Tension-activated, expanding sheets with compound slits | |
| US20230022987A1 (en) | Single slit patterned, tension-activated, expanding articles | |
| US5667871A (en) | Slit sheet packing material | |
| US9963283B2 (en) | Cushioning wrap material and apparatus and methods of making same | |
| JP6422578B2 (ja) | 拡張梱包製品を形成するためにスリットシート材を拡張するための装置及び方法 | |
| US5688578A (en) | Composite packaging material having an expanded sheet with a separator sheet | |
| JPH08507025A (ja) | クッション用変換機と共に用いるための扇子状に折り畳まれたストック材料 | |
| US20220379575A1 (en) | Tension-activated, expanding articles with multibeam slits | |
| JP2759846B2 (ja) | 物品の保護方法及びその方法により保護された物品 | |
| WO2015103251A1 (en) | Universal feedstock of strand packing material with cohesive | |
| US20220379576A1 (en) | Tension-activated, expanding articles with curved terminal edges | |
| US20220380107A1 (en) | Tension-activated, expanding sheets | |
| CN219488299U (zh) | 具有张力轴线的扩展材料、模具和包装材料 | |
| WO2024018422A1 (en) | Expandable sheet with shifted arrangements of slits | |
| CN115500075A (zh) | 含有胶粘剂的制品 |