KR20210130163A - 필라멘트 접착제 분배기 - Google Patents
필라멘트 접착제 분배기 Download PDFInfo
- Publication number
- KR20210130163A KR20210130163A KR1020217027954A KR20217027954A KR20210130163A KR 20210130163 A KR20210130163 A KR 20210130163A KR 1020217027954 A KR1020217027954 A KR 1020217027954A KR 20217027954 A KR20217027954 A KR 20217027954A KR 20210130163 A KR20210130163 A KR 20210130163A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- filament
- barrel
- dispensing head
- dispensing
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/001—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work incorporating means for heating or cooling the liquid or other fluent material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/005—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes
- B05C17/00523—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes provided with means to heat the material
- B05C17/00526—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes provided with means to heat the material the material being supplied to the apparatus in a solid state, e.g. rod, and melted before application
- B05C17/0053—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes provided with means to heat the material the material being supplied to the apparatus in a solid state, e.g. rod, and melted before application the driving means for the material being manual, mechanical or electrical
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0208—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles
- B05C5/0212—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles
- B05C5/0216—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work for applying liquid or other fluent material to separate articles only at particular parts of the articles by relative movement of article and outlet according to a predetermined path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C5/00—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work
- B05C5/02—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work
- B05C5/0225—Apparatus in which liquid or other fluent material is projected, poured or allowed to flow on to the surface of the work the liquid or other fluent material being discharged through an outlet orifice by pressure, e.g. from an outlet device in contact or almost in contact, with the work characterised by flow controlling means, e.g. valves, located proximate the outlet
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B13/00—Conditioning or physical treatment of the material to be shaped
- B29B13/02—Conditioning or physical treatment of the material to be shaped by heating
- B29B13/022—Melting the material to be shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/40—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft
- B29B7/42—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix
- B29B7/421—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with single shaft with screw or helix with screw and additionally other mixing elements on the same shaft, e.g. paddles, discs, bearings, rotor blades of the Banbury type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/58—Component parts, details or accessories; Auxiliary operations
- B29B7/72—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/80—Component parts, details or accessories; Auxiliary operations
- B29B7/82—Heating or cooling
- B29B7/826—Apparatus therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/02—Small extruding apparatus, e.g. handheld, toy or laboratory extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/266—Means for allowing relative movements between the apparatus parts, e.g. for twisting the extruded article or for moving the die along a surface to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/288—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules
- B29C48/2888—Feeding the extrusion material to the extruder in solid form, e.g. powder or granules in band or in strip form, e.g. rubber strips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/50—Details of extruders
- B29C48/505—Screws
- B29C48/565—Screws having projections other than the thread, e.g. pins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0097—Glues or adhesives, e.g. hot melts or thermofusible adhesives
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Health & Medical Sciences (AREA)
- Clinical Laboratory Science (AREA)
- Coating Apparatus (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
필라멘트 접착제를 위한 분배 장치 및 방법이 제공된다. 분배 장치는 하나 이상의 가열 요소를 포함하는 배럴, 및 배럴 내에 수용되고 선택적으로 적어도 하나의 혼합 요소를 포함하는 회전가능 스크루를 사용한다. 필라멘트 접착제를 수용하기 위해 배럴의 측부를 통해 입구가 연장되고, 입구는 필라멘트 접착제가 배럴 내로 당겨질 때 필라멘트 접착제의 파단을 방지하기 위한 경사진 닙 지점을 포함한다. 필라멘트 접착제를 용융된 형태로 분배하기 위해 배럴의 말단부에 출구가 있다. 제공된 분배 장치를 사용하여 그리고 선택적으로 컴퓨터의 보조에 의해, 접착제는 기재 상의 미리 결정된 위치에 정밀하게 적용될 수 있다.
Description
필라멘트 접착제를 위한 분배기와 함께 그의 시스템 및 방법이 제공된다. 제공된 분배기는, 예를 들어 접합 표면에 감압 접착제(pressure-sensitive adhesive)를 배치함에 있어서, 유용할 수 있다.
감압 접착제들은 압력의 인가 시에 기재(substrate)에 부착되는 재료들이다. 이들은 접착제 접합을 제공하기 위해 용제, 물, 또는 열을 필요로 하지 않는다. 최신 기술의 감압 접착제는 매우 높은 접합 성능을 달성할 수 있으며, 많은 산업적 응용에서 전통적인 기계적 체결구를 대체할 수 있다. 이들 접합 해결책은 또한 경제적이고 사용이 용이하다.
종래의 감압 접착제는 얇고 평평하며, 일반적으로 시트(sheet) 또는 롤 형태로 분배된다. 그러나, 소정 응용에서, 감압 접착제가 현장에서 형성되는 것이 유리할 수 있다. 자동차 접합 응용에서, 예를 들어 부품의 접합 표면은 증가된 기계적 보유를 제공하기 위해 비평면일 수 있다. 일부 부품은, 적절한 접합 강도를 얻기 위해, 리브 형성된(ribbed) 구조체 내로의 감압 접착제의 상당한 침투를 필요로 하는 리브 형성된 접합 표면을 가질 수 있다.
또한, 사용되는 가장 통상적인 플라스틱은 폴리프로필렌과 유사한 저 표면 에너지 플라스틱인 열가소성 올레핀(thermoplastic olefin)("TPO", 때때로 "PP/EPDM"으로 지칭됨)이다. 통상의 감압 접착제는 이들 및 유사한 플라스틱 상에서 고도의 "웨트 아웃(wet out)"을 달성하지 않아, 접착제와 기재 사이에서 감소된 표면적을 초래한다. 프라이머 및 다른 표면 처리가 "웨트 아웃"을 개선하기 위해 사용될 수 있지만, 이들은 접합의 복잡성 및 비용을 증가시킨다. 이러한 이유로, 비평면의 저-표면-에너지 기재에 대한 접합은 어려운 기술적 문제를 남긴다.
필라멘트 접착제를 혼합 및 분배하기 위한 장치(device), 키트(kit) 및 조립체가 본 명세서에 제공된다. 필라멘트 접착제는, 고온 용융(hot melt) 형태로 분배되고 이어서 냉각되어 감압 접착제를 제공하는 접착제를 포함하는, 코어(core)/시스(sheath) 구성을 사용하는 것을 포함한다. 제공된 분배 장치를 사용하여 그리고 선택적으로 컴퓨터의 보조에 의해, 이들 접착제는 기재 상의 미리 결정된 위치에 정밀하게 적용될 수 있다. 감압 접착제의 크기 및 형상을 맞춤하는 능력은 제조자를 위한 개선된 다양성을 제공한다.
감압 접착제 코어를 갖는 코어-시스 접착제(즉, 코어-시스 PSA)는 몇몇 방식으로 종래의 필라멘트와 구별된다. 하나의 경우, 감압 접착제는 비교적 부드러운 점탄성 주도(consistency)를 갖는 경향이 있으며, 이는 감압 접착제를 많은 전통적인 FFF(용합 필라멘트 제작(fused filament fabrication)) 프린트헤드에 대해 어렵게 만든다. 이들 재료는 용융 구역 내로 밀어 넣어질 때 좌굴되고/되거나 막히는(jam) 경향이 있다. 일부 FFF 프린트헤드는 고무계(rubber-based) 필라멘트의 공급을 허용하는 추가된 공급 튜브 또는 안내체를 갖는다. 그러나, 이들 필라멘트는, 전형적인 감압 접착제 재료의 것보다 상당히 더 높은 쇼어(Shore) D 듀로미터(durometer)를 갖기 때문에, 주로 성공적으로 공급될 수 있다.
다른 기술적 난제는 필라멘트 접착제 치수와 관련된다. 대부분의 산업적 응용을 위한 허용가능 처리량을 얻기 위해, 제공되는 필라멘트의 직경은 대체로 대략 6 밀리미터 이상으로 충분히 높을 필요가 있다. 이는 3D 프린터에 사용되는 전통적인 필라멘트의 직경보다 수 배 더 클 수 있다. 대규모 제조 공정에서 요구되는 재료 처리량을 수용하기 위해 더 큰 직경의 필라멘트가 요구된다.
코어-시스 PSA는 또한 전통적인 고온 용융 접착제와는 상이하게 거동한다. 전통적인 고온 용융 재료와는 달리, 코어-시스 PSA는 가열될 때 높은 용융 점도를 보유한다. 이는 기재 상에서의 분배된 접착제의 치수 안정성을 위해 바람직하다. 심지어 용융된 경우에도, 이들 재료는 이들이 배치된 곳으로부터 적하하거나 늘어지거나 달리 이동하지 않을 것이다.
본 발명은 경량으로 제조될 수 있고 여전히 코어-시스 PSA와 같은 필라멘트 접착제를 분배가능할 수 있는 분배 헤드를 기술한다. 적합한 기재는 불규칙한 표면, 복잡한 기하학적 구조, 및 가요성 매체를 포함하지만 이로 한정되지 않는다. 이러한 감압 접착제의 추가적인 용도는 밀봉, 조밀한 공간에서의 접합, 패턴화된 접착제 배치, 및 소비자 전자장치 접합을 포함한다.
제1태양에서, 필라멘트 접착제를 위한 분배 헤드가 제공된다. 분배 헤드는 하나 이상의 가열 요소를 포함하는 배럴; 필라멘트 접착제를 수용하기 위해 배럴의 측부를 통해 연장되는 입구 - 입구는 필라멘트 접착제가 배럴 내로 당겨질 때 필라멘트 접착제의 파단을 방지하기 위한 경사진 닙 지점(beveled nip point)을 포함함 -; 필라멘트 접착제를 용융된 형태로 분배하기 위해 배럴의 말단부(distal end)에 있는 출구; 및 배럴 내에 수용되고 선택적으로 적어도 하나의 혼합 요소를 포함하는 회전가능 스크루(screw)를 포함한다.
제2 태양에서, 분배 헤드 및 필라멘트 접착제를 포함하는 분배 시스템이 제공된다.
제3태양에서, 회전 스크루를 수용하는 가열식 배럴을 포함하는 분배 헤드로부터 필라멘트 접착제를 분배하기 위한 방법이 제공된다. 본 방법은 가열식 배럴의 입구를 통해 필라멘트 접착제를 공급하는 단계 - 입구는 필라멘트 접착제가 가열식 배럴 내로 당겨질 때 필라멘트 접착제의 절단 또는 파단을 감소시키는 경사진 닙 지점을 포함함 -; 및 가열식 배럴 내에서 필라멘트 접착제를 용융시켜 용융된 접착제를 제공하는 단계; 선택적으로 회전 스크루 상에 위치된 적어도 하나의 혼합 요소를 사용하여, 용융된 접착제를 혼합하는 단계; 및 용융된 접착제를 가열식 배럴의 말단부에 있는 출구를 통해 분배하는 단계를 포함한다.
도 1은 필라멘트 접착제의 사시도.
도 2는 하나의 예시적인 실시 형태에 따른 도 1의 필라멘트 접착제를 분배하기 위한 분배 헤드의 측단면도.
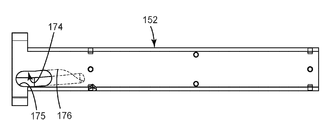
도 3은 소정의 내부 표면들을 점선으로 나타내는, 도 2의 분배 헤드의 배럴 구성요소의 측면도.
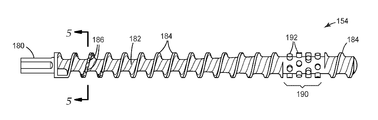
도 4는 도 2의 분배 헤드의 스크루 구성요소의 측면도.
도 5는 도 4의 구성요소의 정단면도.
도 6은 도 1의 필라멘트 접착제 및 각각 도 2 및 도 3의 분배 헤드를 포함하는 시스템의 사시도.
도 7은 분배 헤드의 말단부에 부착된 액세서리의 부분 사시도.
도 8은 다른 예시적인 실시 형태에 따른 분배 헤드의 부분 사시도.
본 명세서 및 도면에서 도면 부호의 반복되는 사용은 본 발명의 동일하거나 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변형 및 실시 형태가 당업자에 의해 안출될 수 있음을 이해하여야 한다. 도면은 축척대로 도시되지 않을 수 있다.
정의
본 명세서에 사용되는 바와 같이,
"주위 조건"은 25℃의 온도 및 1 기압(약 100 킬로파스칼)의 압력을 의미한다.
"주위 온도"는 25℃의 온도를 의미한다.
"공칭 스크루 길이"는 압출 스크루의 플라이트 형성된 부분(flighted portion)(통상적으로 압출물과 접촉하게 되는 부분)의 길이를 지칭한다.
"비점착성"은, 재료를 파손(fracturing)하지 않으면서 재료를 그 자체로부터 박리하는 데 필요한 힘이 미리 결정된 최대 임계량 이하인, "자가-접착 시험"에 합격한 재료를 지칭한다. 자가-접착 시험은 하기에 기재되어 있으며, 전형적으로 시스가 비점착성인지 아닌지를 결정하기 위해 시스 재료의 샘플에 대해 수행된다.
"감압 접착제"는 보통 실온에서 점착성이고, 약한 손가락 압력을 가함으로써 표면에 부착될 수 있으며, 따라서 감압성이 아닌 다른 유형의 접착제와 구별될 수 있는 재료를 지칭한다. 감압 접착제에 대한 일반적인 설명은 문헌[Encyclopedia of Polymer Science and Engineering, Vol. 13, Wiley-Interscience Publishers (New York, 1988)]에서 찾을 수 있다. 감압 접착제의 추가적인 설명은 문헌[Encyclopedia of Polymer Science and Technology, Vol. 1, Interscience Publishers (New York, 1964)]에서 찾을 수 있다. 본 명세서에 사용되는 바와 같이, "감압 접착제" 또는 "PSA"는 하기 특성을 갖는 점탄성 재료를 지칭한다: (1) 강력하고 영구적인 점착성, (2) 손가락 압력 이하의 압력으로 플루오로열가소성 필름 이외의 기재에 대한 접착성, 및 (3) 기재로부터 깨끗하게 이형되기에 충분한 응집 강도. 감압 접착제는 또한 문헌[Handbook of Pressure-Sensitive Adhesive Technology, D. Satas, 2nd ed., page 172 (1989)]에 기재된 달퀴스트(Dahlquist) 기준을 충족시킬 수 있다. 이 기준에 따르면 감압 접착제는 사용 온도에서(예를 들어, 15℃ 내지 35℃ 범위의 온도에서) 1 × 10-6 ㎠/dyne보다 큰 1초 크리프 컴플라이언스(one-second creep compliance)를 갖는 것으로서 정의된다.
도 2는 하나의 예시적인 실시 형태에 따른 도 1의 필라멘트 접착제를 분배하기 위한 분배 헤드의 측단면도.
도 3은 소정의 내부 표면들을 점선으로 나타내는, 도 2의 분배 헤드의 배럴 구성요소의 측면도.
도 4는 도 2의 분배 헤드의 스크루 구성요소의 측면도.
도 5는 도 4의 구성요소의 정단면도.
도 6은 도 1의 필라멘트 접착제 및 각각 도 2 및 도 3의 분배 헤드를 포함하는 시스템의 사시도.
도 7은 분배 헤드의 말단부에 부착된 액세서리의 부분 사시도.
도 8은 다른 예시적인 실시 형태에 따른 분배 헤드의 부분 사시도.
본 명세서 및 도면에서 도면 부호의 반복되는 사용은 본 발명의 동일하거나 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변형 및 실시 형태가 당업자에 의해 안출될 수 있음을 이해하여야 한다. 도면은 축척대로 도시되지 않을 수 있다.
정의
본 명세서에 사용되는 바와 같이,
"주위 조건"은 25℃의 온도 및 1 기압(약 100 킬로파스칼)의 압력을 의미한다.
"주위 온도"는 25℃의 온도를 의미한다.
"공칭 스크루 길이"는 압출 스크루의 플라이트 형성된 부분(flighted portion)(통상적으로 압출물과 접촉하게 되는 부분)의 길이를 지칭한다.
"비점착성"은, 재료를 파손(fracturing)하지 않으면서 재료를 그 자체로부터 박리하는 데 필요한 힘이 미리 결정된 최대 임계량 이하인, "자가-접착 시험"에 합격한 재료를 지칭한다. 자가-접착 시험은 하기에 기재되어 있으며, 전형적으로 시스가 비점착성인지 아닌지를 결정하기 위해 시스 재료의 샘플에 대해 수행된다.
"감압 접착제"는 보통 실온에서 점착성이고, 약한 손가락 압력을 가함으로써 표면에 부착될 수 있으며, 따라서 감압성이 아닌 다른 유형의 접착제와 구별될 수 있는 재료를 지칭한다. 감압 접착제에 대한 일반적인 설명은 문헌[Encyclopedia of Polymer Science and Engineering, Vol. 13, Wiley-Interscience Publishers (New York, 1988)]에서 찾을 수 있다. 감압 접착제의 추가적인 설명은 문헌[Encyclopedia of Polymer Science and Technology, Vol. 1, Interscience Publishers (New York, 1964)]에서 찾을 수 있다. 본 명세서에 사용되는 바와 같이, "감압 접착제" 또는 "PSA"는 하기 특성을 갖는 점탄성 재료를 지칭한다: (1) 강력하고 영구적인 점착성, (2) 손가락 압력 이하의 압력으로 플루오로열가소성 필름 이외의 기재에 대한 접착성, 및 (3) 기재로부터 깨끗하게 이형되기에 충분한 응집 강도. 감압 접착제는 또한 문헌[Handbook of Pressure-Sensitive Adhesive Technology, D. Satas, 2nd ed., page 172 (1989)]에 기재된 달퀴스트(Dahlquist) 기준을 충족시킬 수 있다. 이 기준에 따르면 감압 접착제는 사용 온도에서(예를 들어, 15℃ 내지 35℃ 범위의 온도에서) 1 × 10-6 ㎠/dyne보다 큰 1초 크리프 컴플라이언스(one-second creep compliance)를 갖는 것으로서 정의된다.
본 명세서에 사용되는 바와 같이, 용어 "바람직한" 및 "바람직하게는"은 소정의 상황 하에서 소정의 이점을 제공할 수 있는, 본 명세서에 기재된 실시 형태를 지칭한다. 그러나, 동일한 상황 또는 다른 상황 하에서, 다른 실시 형태가 또한 바람직할 수 있다. 또한, 하나 이상의 바람직한 실시 형태의 언급은 다른 실시 형태가 유용하지 않다는 것을 암시하지 않으며, 본 발명의 범주로부터 다른 실시 형태를 배제하고자 하는 것은 아니다.
본 명세서 및 첨부된 청구범위에서 사용된 바와 같이, 단수형("a," "an," 및 "the")은 그 내용이 명백하게 달리 지시하지 않는 한 복수의 지시 대상을 포함한다. 따라서, 예를 들어, 단수형의 구성요소에 대한 언급은 하나 이상의 구성요소와 당업자에게 공지된 그의 균등물들을 포함할 수 있다. 또한, 용어 "및/또는"은 열거된 요소들 중 하나 또는 전부, 또는 열거된 요소들 중 임의의 둘 이상의 조합을 의미한다.
용어 "포함하다" 및 이의 변형은 이러한 용어들이 수반된 기술 내용에 나타내는 제한적인 의미를 갖지 않는다는 것에 유의하여야 한다. 더욱이, 단수형, "적어도 하나" 및 "하나 이상"은 본 명세서에서 상호교환 가능하게 사용된다. 좌측, 우측, 전방, 후방, 상단, 하단, 측부, 상부, 하부, 수평, 수직 등과 같은 상대적인 용어가 본 명세서에서 사용될 수 있으며, 만일 그렇다면, 특정 도면에서 관찰된 조망으로부터 기인된다. 이들 용어는 단지 설명을 단순화하기 위하여 사용되지만 임의의 방식으로 본 발명의 범주를 제한하기 위해 사용되는 것은 아니다.
본 명세서 전체에 걸쳐 "일 실시 형태", "소정 실시 형태", "하나 이상의 실시 형태" 또는 "실시 형태"에 대한 언급은 그 실시 형태와 관련하여 기술된 특정 특징, 구조, 재료, 또는 특성이 본 발명의 적어도 하나의 실시 형태에 포함된다는 것을 의미한다. 따라서, 본 명세서 전체에 걸쳐 다양한 곳에서의 "하나 이상의 실시 형태에서", "소정 실시 형태에서", "일 실시 형태에서" 또는 "실시 형태에서"와 같은 어구의 표현은 반드시 본 발명의 동일한 실시 형태를 언급하는 것은 아니다. 적용가능한 경우, 상표명은 모두 대문자로 표기되어 있다.
본 명세서에 기술된 조립체 및 방법은 접착제를 용융된 형태로 기재 상으로 분배하는 데 유용하다. 분배되는 접착제는 선택적으로 감압 접착제이다. 일부 실시 형태에서, 분배되는 접착제는 기재 상에의 프라이머의 사전 적용을 불필요하게 하는 조성물을 갖는다. 프라이밍 단계의 제거는 시간 및 비용을 절감하며, 사용자에게 매우 편리하다.
유리하게는, 제공된 조립체 및 방법은 필라멘트 접착제를 사용할 수 있다. 필라멘트 접착제는 연속 실-유사(thread-like) 구성으로 제공되는 접착제이다. 필라멘트 접착제는 바람직하게는 균일한 단면을 갖는다. 유리하게는, 필라멘트 접착제는 스풀로부터 분배 헤드와 같은 분배 기기(apparatus) 내로 연속적으로 공급될 수 있다.
특히 유용한 필라멘트 접착제는 공계류 중인 미국 가특허 출원 제62/633,140호(냐리보(Nyaribo) 등)에 기술된 바와 같은 코어-시스 필라멘트 구성을 갖는다. 코어-시스 필라멘트 재료는 제1 재료(즉, 코어)가 제2 재료(즉, 시스)에 의해 둘러싸이는 구성을 갖는다. 바람직하게는, 코어 및 시스는 동심이며, 공통 길이방향 축을 공유한다. 코어의 단부들은 시스에 의해 둘러싸일 필요가 없다.
예시적인 필라멘트 접착제가 도 1에 도시되어 있으며, 이하에서 도면 부호 100으로 지칭된다. 코어-시스 필라멘트 접착제(100)는 접착제 코어(102) 및 비점착성 시스(104)를 포함한다. 접착제 코어(102)는 주위 온도에서 감압 접착제이다. 도시된 바와 같이, 코어(102)는 원통형 외측 표면(106)을 갖고, 시스(104)는 코어(102)의 외측 표면(106) 둘레에서 연장된다. 코어-시스 필라멘트 접착제(100)는 여기에 도시된 바와 같이 대체로 원형인 단면을 갖지만, 다른 단면 형상(예컨대, 정사각형, 육각형, 또는 다엽형(multi-lobed) 형상)이 또한 가능하다는 것이 이해될 것이다.
유리하게는, 비점착성 시스(104)는 필라멘트 접착제(100)가 그 자체에 점착되는 것을 방지하여, 스풀 상에서의 필라멘트 접착제(100)의 편리한 저장 및 취급을 가능하게 한다.
코어-시스 필라멘트의 직경은 특별히 제한되지 않는다. 필라멘트 직경의 선택에 영향을 주는 요인에는 접착제 분배기에 대한 크기 제약, 요구되는 접착제 처리량(throughput), 및 접착제 적용을 위한 정밀 요건이 포함된다. 코어-시스 필라멘트는 1 밀리미터 내지 20 밀리미터, 3 밀리미터 내지 13 밀리미터, 6 밀리미터 내지 12 밀리미터의 평균 직경, 또는 일부 실시 형태에서 1 밀리미터, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 또는 20 밀리미터보다 작거나 이와 같거나 이보다 큰 평균 직경을 포함할 수 있다. 필라멘트 접착제(100)는 스톡(stock) 아이템일 수 있고, 적용에 적절한 임의의 길이로 제공될 수 있다.
본 명세서에 기술된 분배 방법은 적어도 일부가 예상되지 않은 많은 잠재적인 기술적 이점을 제공한다. 이러한 기술적 이점은, 분배 후 접착 특성의 보유, 저 휘발성 유기 화합물(VOC) 특성, 다이 커팅(die cutting)의 회피, 설계 융통성, 복잡한 비평면 접합 패턴의 달성, 얇고/얇거나 섬세한 기재 상에서의 인쇄, 및 불규칙하고/하거나 복잡한 토폴로지(topology) 상에서의 인쇄를 포함한다.
본 발명에 따른 코어 시스 필라멘트 접착제는 임의의 공지된 방법을 사용하여 제조될 수 있다. 예시적인 실시 형태에서, 이들 필라멘트 접착제는 용융된 중합체들을 동축 다이를 통해 압출함으로써 제조된다. 전술된 코어 시스 필라멘트 접착제에 관한 기술적 상세 사항, 선택사양 및 이점이 미국 가특허 출원 제62/633,140호(냐리보 등)에 기술되어 있다.
도 2는 도 1의 필라멘트 접착제(100)를 수용, 용융, 혼합 및 분배하기 위한 구성을 갖는 분배 헤드(150)를 도시한다. 분배 헤드(150)는 배럴(152) 및 그 내부에 수용되는 회전가능 스크루(154)를 포함한다. 기어 박스(156) 및 모터(158)가 스크루(154)에 작동식으로 결합되고, 모터 구동될 수 있는 정렬 휠(160)이 배럴(152)의 측부에 부착되며, 이를 통해 필라멘트가 분배 헤드(150) 내로 안내된다. 이들 구성요소 각각에 관한 추가의 상세 사항은 아래에 있다.
배럴(152)은 단축 압출기(single screw extruder)에 사용되는 배럴의 구성을 갖는다. 배럴(152)은 원통형이고 둘러싸는 관계로 스크루(154)와 맞물리는 내측 표면(170)을 갖는다. 내측 표면(170)은 배럴(152)의 말단부에서 출구(172)로 종료된다. 출구(172)는 대체로 원형이지만, 또한 직사각형일 수 있거나 임의의 다른 적합한 형상을 가질 수 있다. 배럴(152)은 분배 작업 동안 내측 표면(170)을 가열하고 필라멘트 접착제를 용융시키기 위한 하나 이상의 매립된 가열 요소(보이지 않음)를 포함한다. 선택적으로, 배럴(152)의 내측 표면(170)은 배럴(152)과 압출되는 접착제 사이의 마찰을 증가시키기 위해 홈 형성되거나 달리 텍스처화될 수 있다.
다시 도 2를 참조하면, 입구(174)가 필라멘트 접착제를 수용하기 위해 배럴의 상부 측을 통해 연장된다. 추가로 도시된 바와 같이, 입구(174)는 전방 측벽(176)을 포함하고, 전방 측벽은 전방 측벽(176)이 스크루(154)의 외측 표면과 만나는 경사진 닙 지점을 한정한다. 유리하게는, 경사진 닙 지점은 필라멘트 접착제가 배럴(152) 내로 당겨질 때 필라멘트 접착제의 파단을 방지한다. 경사진 닙 지점은, 작업자 참여에 대한 필요성 없이 필라멘트 접착제가 배럴(152) 내로 연속적으로 공급될 수 있게 하는 강건한 공급 기구의 일부이다.
분배 헤드(150)를 위한 구동 기구(drive mechanism)가 기어 박스(156) 및 모터(158)에 의해 제공된다. 일부 실시 형태에서, 분배 헤드(150)는 회전가능 스크루(154)의 속도 및/또는 토크의 조절을 허용하는 제어부를 포함한다. 일부 실시 형태에서, 모터(158)는 서보 모터이다. 서보 모터들은 이들이 광범위한 회전 속도에 걸쳐 높은 정도의 토크를 제공할 수 있기 때문에 유리하다.
도시된 바와 같이, 입구(174)는 일반적으로 역 깔때기의 형상을 가지며, 여기서 입구(174)의 횡방향 단면적은 스크루(154)에의 근접이 증가함에 따라 증가한다. 입구(174)는 하나 이상의 측벽, 예를 들어 도시된 바와 같은 전방 측벽(176)을 갖는다. 전방 측벽(176)은 평면 또는 곡면일 수 있다. 횡방향으로부터 볼 때, 전방 측벽(176)의 적어도 일부분은 스크루(154)의 길이방향 축에 대해 예각으로 연장된다. 필라멘트 접착제의 공급을 용이하게 하는 예각은 10도 내지 70도, 18도 내지 43도, 23도 내지 33도일 수 있거나, 일부 실시 형태에서, 10도, 13, 15, 17, 20, 22, 25, 27, 30, 32, 35, 37, 40, 42, 45, 47, 50, 53, 55, 57, 60, 65, 또는 70도보다 작거나 이와 같거나 이보다 클 수 있다.
도 3은 입구(174)의 형상에 관한 추가의 상세 사항을 나타내는, 배럴(152)의 평면도를 도시한다. 입구(174)는 외측 진입구(175), 및 외측 진입구(175)로부터 연장되고 점선으로 도시된 가려진 표면들을 포함한다. 도 3으로부터 알 수 있는 바와 같이, 전방 측벽(176)은 평면이 아니라 복잡한 복합적인 곡률을 갖는다. 전방 측벽(176)을 포함하는 입구(174)의 만곡된 표면들은 필라멘트 접착제가 공급되고 있을 때 필라멘트 접착제를 수용하기 위해 배럴(152)의 내측 표면(170) 내에 리세스(recess)를 집합적으로 한정한다. 전체적으로, 입구(174)는 공칭 스크루 길이의 10% 내지 40%, 15% 내지 35%, 20% 내지 30%를 따라 연장될 수 있거나, 일부 실시 형태에서, 10%, 12, 15, 17, 20, 22, 25, 27, 30, 32, 35, 37, 또는 40%보다 작거나 이와 같거나 이보다 크게 연장될 수 있다.
입구(174)에 의해 한계가 정해지는 리세스는, 여기에서처럼, 스크루(154)에 대해 축방향 및 원주 방향 둘 모두를 따라 연장될 수 있다. 필라멘트 접착제가 배럴(152) 내에서 이동하기 위한 공간을 제공함으로써, 리세스는 회전가능 스크루(154)의 플라이트들이 분배 헤드(150)의 작동 동안에 필라멘트 접착제를 절단할 가능성을 감소시킨다. 이는 불편한데, 그 이유는 필라멘트 파단은 분배 공정을 중단시키고, 공정을 재개하기 전에 조작자가 필라멘트 접착제를 분배 헤드(150) 내로 수동으로 재삽입할 것을 필요로 하기 때문이다.
도 4 및 도 5는 스크루(154)의 특징부들을 더 상세히 도시한다. 스크루(154)는 구동 기구에 결합하기 위해 일 단부에서 섕크(shank)(180)를 포함한다. 섕크(180)는 길이를 따라 점진적으로 증가하는 직경을 갖는 샤프트(182)에 연결된다. 스크루(154)가 배럴(152) 내에서 회전함에 따라 용융된 재료를 전방 방향으로 이송하기 위한 나선형 플라이트(184)들이 샤프트(182) 둘레에서 연장되고 있다.
필라멘트 접착제가 분배 헤드(150) 내로 공급되는 곳에 근접하여, 도 5의 단면도에 또한 도시된 바와 같이, 파지 러그(gripping lug)(186)들을 제공하기 위해 나선형 플라이트(184)들 내에 노치(188)들이 제공된다. 파지 러그(186)들은 연속적인 필라멘트 접착제를 파지하고 입구(174)를 통해 배럴(152) 내로 능동적으로 당기는 것을 돕는 추가의 에지들을 제공한다. 이는, 필라멘트 접착제의 좌굴(buckling) 및 뒤틀림(kinking)을 유발할 수 있는, 접착제가 공급 구역 내로 밀어 넣어질 것을 필요로 하는 공급 기구에 비해 상당한 이점이다. 파지 러그(186)들은 공칭 스크루 길이의 1% 내지 30%, 3% 내지 25%, 5% 내지 20%에 걸쳐 연장될 수 있거나, 일부 실시 형태에서, 1%, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 22, 25, 27, 또는 30%보다 작거나 이와 같거나 이보다 크게 연장될 수 있다.
스크루(154)의 반대편 단부 상에 혼합 섹션(190)이 위치된다. 혼합 섹션(190)은 복수의 혼합 요소 - 여기서, 원통형 지주(post)(192) - 를 포함한다. 그러나, 혼합 섹션(190)은 도 4에 도시되지 않은 다른 구성으로 나타내어질 수 있다. 혼합 요소로서 채용될 수 있는 다른 스크루 특징부들은 (매독(Maddock) 혼합기에서 보여지는 바와 같은) 종홈 형성된(fluted) 실린더, (색스턴(Saxton) 혼합기에서 보여지는 바와 같은) 크로스컷(crosscut)을 갖는 조밀하게 플라이트 형성된 스크루 섹션, 또는 파인애플 혼합기에 사용되는 것들을 비롯한 다양한 공지된 지주 패턴 중 임의의 것을 포함한다. 선택적으로, 지주 또는 핀(pin)은 배럴(152)의 내부 측벽 상에 배치되고 혼합 공정을 보조할 수 있으며; 그러한 경우, 간섭을 피하기 위해 스크루(154)의 플라이트들 내에 크로스컷들이 존재할 수 있다. 배럴 내에서 접착제 조성물을 분산시키거나 분포시키는 역할을 하는 개구들이 또한 존재할 수 있으며, 이들은 또한 혼합 요소로서 작용할 수 있다.
혼합 섹션(190)의 길이는 특별히 제한되지 않으며, 압출되는 접착제 조성물 및 필라멘트 접착제의 공급 속도를 비롯한 다양한 인자에 좌우될 수 있다. 혼합 섹션(190)은 공칭 스크루 길이의 5% 내지 30%, 7% 내지 25%, 8% 내지 20%일 수 있거나, 일부 실시 형태에서, 5%, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 17, 18, 19, 20, 22, 25, 25, 27, 30, 또는 35%보다 작거나 이와 같거나 이보다 클 수 있다.
비교적 소형인 인클로저(enclosure) 내에서의 필라멘트 접착제의 효과적인 용융, 혼합 및 분배를 위해, 공칭 스크루 길이와 스크루 직경의 비는 8:1 내지 8:1, 9:1 내지 17:1, 10:1 내지 14:1일 수 있거나, 일부 실시 형태에서, 8:1, 9:1, 10:1, 11:1, 12:1, 13:1, 14:1, 15:1, 16:1, 17:1, 18:1, 19:1, 또는 20:1보다 작거나 이와 같거나 이보다 클 수 있다.
제공된 분배 헤드(150)는 상당한 처리량을 나타낼 수 있다. 바람직한 실시 형태에서, 분배 헤드는 3 ㎏/hr 이상, 4 ㎏/hr 이상, 5 ㎏/hr 이상, 6 ㎏/hr 이상, 7 ㎏/hr 이상, 또는 8 ㎏/hr 이상의 처리량으로 접착제 조성물을 분배할 수 있다.
도 6은 가동 아암(230)의 단부에 부착하기 위한 장착부가 갖춰진 분배 헤드(250)를 포함하는 분배 시스템(228)의 개략도를 나타낸다. 분배 헤드(250)는 전술된 바와 같이 분배 헤드(150)의 특징부와 유사한 특징부를 가질 수 있다. 가동 아암(230)은 테이블(232)에 부착되고, 분배 헤드(250)가 최대 6 자유도로 병진 및 회전되게 하기 위해 임의의 개수의 조인트를 가질 수 있다. 가동 아암(230)은 분배 헤드(250)가 정밀성 및 재현성을 가지고 테이블(232)에 대한 광범위한 위치들에 걸쳐 접착제 조성물을 분배하게 한다.
선택적으로 그리고 도시된 바와 같이, 분배 시스템(228)은 도 6에 도시된 바와 같이 분배 헤드(250) 내로 연속적으로 공급하기 위한 필라멘트 접착제(234)를 추가로 포함한다. 필라멘트 접착제(234)는 도시된 바와 같이 스풀(236)로부터 연속적으로 권취해제될 수 있다. 분배 시스템(228)의 다른 구성요소에 대한 스풀(236)의 위치가 중요하지 않으며 편리한 곳에 장착될 수 있다는 것이 이해될 것이다. 스풀(236)은 테이블(232) 또는 그 상의 구조체에 고정될 수 있다.
다양한 실시 형태에서, 필라멘트 접착제(234)와 접촉하는 스풀(236)의 부분은 필라멘트 접착제(234)의 이송을 돕는 구조적 특징부들을 가질 수 있다. 예를 들어, 스풀(236)의 그 부분은 스파이크 형성된(spiked) 영역, 점착성 표면, 또는 필라멘트 접착제(234)의 권취해제를 돕는 임의의 다른 특징부를 포함할 수 있다. 도 6에 예시되지 않았지만, 필라멘트 접착제(234)는 또한 스풀(236)과 분배 헤드(250) 사이에서 연장되는 채널 또는 파이프를 따라 안내될 수 있다. 채널 또는 파이프는 이동을 용이하게 하고 그 내부에서의 필라멘트 접착제(234)의 뒤틀림을 방지하기 위해 저마찰(예컨대, 플루오로중합체) 표면을 포함할 수 있다.
도 6의 분배 헤드(250)는 접착제 조성물(238)을 고온 용융된 형태로 기재(240)의 접합 표면 상으로 분배하는 것으로 도시되어 있다. 기재(240)는 제한될 필요가 없으며, 예를 들어 조립체에 접착 결합되는 산업용 부품일 수 있다. 선택사양으로서, 기재(240)는 테이블(232) 상에 장착됨으로써, 분배 헤드(250)의 위치설정을 위한 공간 기준점을 제공할 수 있다. 이는, 분배 헤드(250)의 위치 및 배향을 제어하기 위해 컴퓨터가 사용되는 자동 공정에 특히 유용할 수 있다.
접착제 조성물(238)의 분배는 자동화되거나 반자동화되어서, 인간 조작자에 의한 중재를 거의 또는 전혀 필요로 하지 않을 수 있다. 제공된 방법의 하나의 이점은 컴퓨터에 의해 제공되는 명령에 따라 그리고 미리 결정된 패턴에 기초하여 접착제 조성물(238)을 기재(240) 상으로 분배하는 가능성이다. 미리 결정된 패턴은 (평면 표면을 따라) 2차원이거나 (비평면 표면을 따라) 3차원일 수 있다. 미리 결정된 패턴은 컴퓨터 상의 디지털화된 모델에 의해 표현되어, 미리 결정된 패턴이 다양한 상이한 기재들 중 임의의 것에 대해 맞춤될 수 있게 할 수 있다.
여기서, 접착제 조성물(238)은 열가소성 탄성중합체여서, 그것이 분배된 후에 계속 유동하게 한다. 소정 응용들에서, 용융된 접착제는 증가된 기계적 보유를 위한 기재(240)의 돌출된 또는 만입된 특징부들의 형상에 정합한다. 선택적으로, 돌출된 또는 만입된 특징부들은 접합 강도를 추가로 개선하기 위해 하나 이상의 언더컷(undercut)을 가질 수 있다.
도 6에서, 기재(240)의 접합 표면은 리브 형성된 구성을 가져, 접착제 조성물(238)이 유동하여 리브들 사이의 만입된 영역들 내로 침투할 수 있게 한다. 접합을 위한 증가된 표면적을 제공함으로써, 이러한 구성은 평면 접합 구성과 비교하여 상당히 더 강한 접합을 제공한다. 접착제 조성물(238)을 주위 온도로 냉각할 때, 그의 응집 강도가 증가하고, 재료는 감압 접착제로서 거동한다.
일부 실시 형태에서, 접착제-배킹된(backed) 기재(240)는 대응하는 물품 또는 조립체와 접촉하여 즉시 배치되어 접합을 끝낸다. 그러한 작동은 수동일 수 있거나 반자동화될 수 있거나 완전 자동화될 수 있다. 접착제-배킹된 기재(240)가 접합될 준비가 되지 않은 경우, 분배된 접착제의 노출된 표면은 그의 점착성을 보존하기 위해 이형 라이너(release liner)에 의해 덮일 수 있다. 응용에 따라, 접착제-배킹된 기재는 이어서 패키징되거나 보관되거나 후속 제조 공정으로 운반될 수 있다.
추가의 개선이 또한 가능하다. 도면에 명시적으로 도시되지 않았지만, 하나 이상의 추가의 가열 요소가 제공되어, 필라멘트 접착제가 분배 헤드의 가열된 배럴로 진입하기 전에 필라멘트 접착제를 예비 가열할 수 있다. 필라멘트 접착제를 예비 가열하는 것은 스크루/배럴이 단축되게 할 수 있는데, 이는 예비 가열된 접착제를 용융시키는 데 더 적은 열이 필요하기 때문이다. 추가의 가열 요소는 주변 구성요소 상에 또는 분배 헤드 자체의 일부 상에 위치될 수 있다. 일부 실시 형태에서, 정렬 휠(160)은 추가의 가열 요소를 포함한다.
분배되는 접착제는 또한 다른 접착 물품에 적용될 수 있다. 예를 들어, 이는 폼(foam) 테이프 상의 피부 접착제를 제조하는 데 사용될 수 있다. 분배되는 재료는 포밍되거나(foamed) 포밍되지 않을 수 있다. 포밍되지 않은 접착제 조성물들이 때때로 바람직한데, 그 이유는 이들이 성능의 손실 없이 더욱 용이하게 재작업되기 때문이다. 다른 한편으로, 포밍된 접착제는 비용 효과적이며, 거칠거나 달리 고르지 않은 표면에의 접합에 유용할 수 있다. 선택적으로, 필라멘트 접착제는 유리 버블 또는 다른 포밍 성분을 필라멘트 접착제 조성물 내로 혼입시킴으로써 포밍된다.
제공된 분배 헤드에 대한 잠재적인 응용이 본 개시 내용에서의 것들을 넘어 확장될 수 있으며, 일부가 공계류 중이고 본 출원과 동일자로 출원된 미국 가특허 출원 제62/810,221호(나피에랄라(Napierala) 등)에 기술되어 있다.
제공된 분배 헤드를 사용한 감압 접착제의 분배에 많은 이점이 있다. 분배 시스템에서의 그의 전개(deployment)는 롤 상품으로서의 스풀링된 필라멘트 접착제를 사용하여, 특히 자동화된 공정에서, 소모성 재료의 로딩 및 교체를 보다 용이하게 만든다. 제공된 스크루 구성은 또한, 비교적 부드러운 점탄성 주도를 갖고 종래의 분배기 내로 공급하기 어려운 PSA 필라멘트 접착제를 사용하기에 매우 적합하다. 종래의 분배기와는 달리, 제공된 분배 헤드는 필라멘트 접착제를 공급하기 위한 안내 구조체를 필요로 하지 않는다.
제공된 분배 헤드는 또한 모듈화되어, 분배 헤드가 다양한 맞춤된 노즐들 중 임의의 것과 함께 사용될 수 있게 하여, 접착제 배치에 있어서 원하는 정밀도를 제공한다. 제공된 분배 헤드는 접착제가 맞춤된 방식으로 분배되게 할 수 있다. 예를 들어, 접착제를 도트(dot), 스트라이프(stripe), 또는 다른 불연속적인 패턴으로 기재 상으로 분배하는 것이 가능하다. 앞서 언급된 바와 같이, 적합한 코팅 패턴은 평면일 필요는 없으며, 복잡하고 불규칙적인 접합 표면 상에 위치될 수 있다. 이들 목적을 위한 유용한 노즐은 미국 오하이오주 웨스트레이크 소재의 노드슨 코포레이션(Nordson Corporation)을 포함한 다양한 공급처로부터 구매가능하다.
일부 실시 형태에서, 분배 헤드는 노즐을 포함하는데, 노즐은 접착제 조성물이 노즐로부터 정상적으로 토출될 개구에서 또는 그 부근에서 접착제 조성물의 유동을 조절 또는 저지할 수 있는 적어도 하나의 액추에이터를 포함한다. 그러한 액추에이터는 수동으로 또는 자동으로 작동될 수 있고, 노즐의 내부 또는 외부에 있을 수 있다. 외부에 위치된 경우, 그러한 액추에이터는 유동을 조절 또는 저지할 수 있을 뿐만 아니라 노즐의 토출 개구를 와이핑하는 역할을 하는 구조체를 포함할 수 있다.
도 7은 압력을 유지하도록 유동을 차단하고 또한 분배 작동이 중단될 때 다이 흘림(drool)을 피하는 것을 돕는 구성을 갖는 선회식 아암 와이퍼 블레이드(472)를 사용하는 단부 액추에이터(470)를 도시한다.
일부 실시 형태에서, 액추에이터는 내부 압력이 소정의 최소 값을 초과하는 경우에만 접착제 조성물의 유동을 허용하는 스프링 기구를 갖는다. 이러한 특징은, 대체로 바람직하지 않은, 분배기를 온 및 오프 상태로 스위칭할 때의 유량의 길고 점진적인 변화를 피하고 압력을 관리함에 있어서 유용할 수 있다.
도 8은 분배 헤드(350)가 배럴(352)의 원통형 내측 벽들의 외부에 위치된 2차 유동 경로(360)를 가짐으로써, 용융된 접착제 조성물이 배럴(352)을 따라 상류측 위치로 다시 보내질 수 있는 또 다른 실시 형태를 도시한다. 이로부터 도출되는 이점은 노즐을 통한 유동이 중단되는 때에도 분배기를 계속 작동시킴으로써 배럴 내에서 정상(steady) 내부 압력을 유지하는 능력이다. 필라멘트 접착제의 공급은, 재순환 모드에서 배럴을 통한 일관된 접착제 유동을 관리하기 위해, 당업자에 따라 점점 줄어들 수 있다.
재순환 특징은 분배 헤드 내에서 재순환을 개시 및/또는 중단시키는 것을 도울 수 있는 수동, 반자동 또는 자동 액추에이터에 의해 용이하게 될 수 있다. 선택적으로 그리고 도시된 바와 같이, 분배 헤드는 분배 헤드의 출구로부터 2차 유동 경로로 유동을 방향전환시키는 기계식, 전기기계식, 유압식 또는 공압식 밸브를 포함할 수 있다.
2차 유동 경로는 배럴의 원통형 내측 벽의 외부에 있을 필요는 없다. 예를 들어, 스크루 자체는, 접착제 조성물이 출구를 통해 유동할 수 없을 때 스크루의 회전하는 플라이트들 둘레에서 접착제 조성물의 재순환을 가능하게 하는 구성을 가질 수 있다. 이때, 재순환을 온 및 오프 상태로 스위칭하기 위해 출구 액추에이터가 사용될 수 있다.
제공된 분배 헤드는 매우 효율적이고 경량이다. 일부 실시 형태에서, 분배 헤드는 10 ㎏ 이하, 8 ㎏ 이하, 또는 6 ㎏ 이하인 전체 중량을 갖는다. 분배 헤드의 작동예는 제조 설비에서 현재 사용되는 경부하 로봇 아암(light duty robotic arm)에 장착되기에 충분히 경량이고 소형이다. 스크루 및 배럴은 용융 구역에서 짧은 체류 시간 내에 우수한 혼합을 제공하도록 구성되기 때문에, 또한 접착제의 열적 열화의 위험이 최소가 되고 낭비가 감소된다.
망라하는 것으로 의도되지 않지만, 제공된 필라멘트 접착제 분배기, 시스템 및 방법의 추가의 실시 형태들이 하기에 제공된다:
1.
필라멘트 접착제를 위한 분배 헤드로서, 하나 이상의 가열 요소를 포함하는 배럴; 필라멘트 접착제를 수용하기 위해 배럴의 측부를 통해 연장되는 입구 - 입구는 필라멘트 접착제가 배럴 내로 당겨질 때 필라멘트 접착제의 파단을 방지하기 위한 경사진 닙 지점을 포함함 -; 필라멘트 접착제를 용융된 형태로 분배하기 위해 배럴의 말단부에 있는 출구; 및 배럴 내에 수용되고 선택적으로 적어도 하나의 혼합 요소를 포함하는 회전가능 스크루를 포함하는, 분배 헤드.
2.
실시 형태 1의 분배 헤드로서, 경사진 닙 지점은 회전가능 스크루의 길이방향 축에 대해 예각으로 연장되는 입구의 전방 측벽 표면에 의해 부분적으로 한정되는, 분배 헤드.
3.
실시 형태 2의 분배 헤드로서, 예각은 13도 내지 53도인, 분배 헤드.
4.
실시 형태 3의 분배 헤드로서, 예각은 18도 내지 43도인, 분배 헤드.
5.
실시 형태 4의 분배 헤드로서, 예각은 23도 내지 33도인, 분배 헤드.
6.
실시 형태 2 내지 실시 형태 5 중 어느 한 실시 형태의 분배 헤드로서, 입구는 회전가능 스크루의 공칭 스크루 길이의 10% 내지 40%를 따라 연장되는, 분배 헤드.
7.
실시 형태 6의 분배 헤드로서, 입구는 회전가능 스크루의 공칭 스크루 길이의 15% 내지 35%를 따라 연장되는, 분배 헤드.
8.
실시 형태 7의 분배 헤드로서, 입구는 회전가능 스크루의 공칭 스크루 길이의 20% 내지 30%를 따라 연장되는, 분배 헤드.
9.
실시 형태 1 내지 실시 형태 8 중 어느 한 실시 형태의 분배 헤드로서, 적어도 하나의 혼합 요소는 회전가능 샤프트 상에 배치되는 복수의 지주들을 포함하는, 분배 헤드.
10.
실시 형태 1 내지 실시 형태 9 중 어느 한 실시 형태의 분배 헤드로서, 회전가능 스크루는 입구에 인접한 공급 요소를 더 포함하고, 공급 요소는 복수의 파지 러그들을 포함하는, 분배 헤드.
11.
실시 형태 1 내지 실시 형태 10 중 어느 한 실시 형태의 분배 헤드로서, 회전가능 스크루는 8:1 내지 20:1의 길이:직경 비를 갖는, 분배 헤드.
12.
실시 형태 11의 분배 헤드로서, 회전가능 스크루는 9:1 내지 17:1의 길이:직경 비를 갖는, 분배 헤드.
13.
실시 형태 12의 분배 헤드로서, 회전가능 스크루는 10:1 내지 14:1의 길이:직경 비를 갖는, 분배 헤드.
14.
실시 형태 1 내지 실시 형태 13 중 어느 한 실시 형태의 분배 헤드로서, 회전가능 스크루에 작동식으로 결합된 구동 기구를 더 포함하는, 분배 헤드.
15.
실시 형태 1 내지 실시 형태 14 중 어느 한 실시 형태의 분배 헤드로서, 입구는 필라멘트 접착제를 수용하기 위한 리세스를 제공하는 적어도 하나의 측벽 표면을 포함하고, 리세스는 회전가능 스크루에 대해 축방향 및 원주방향 둘 모두를 따라 연장되는, 분배 헤드.
16.
실시 형태 1 내지 실시 형태 15 중 어느 한 실시 형태의 분배 헤드로서, 분배 헤드의 전체 중량은 10 ㎏ 이하인, 분배 헤드.
17.
실시 형태 1 내지 실시 형태 16 중 어느 한 실시 형태의 분배 헤드 및 필라멘트 접착제를 포함하는 분배 시스템.
18.
실시 형태 17의 분배 시스템으로서, 필라멘트 접착제는 코어-시스 접착제를 포함하는, 분배 시스템.
19.
실시 형태 18의 분배 시스템으로서, 코어-시스 접착제는 주위 온도에서 점탄성인 감압 접착제 코어를 포함하는, 분배 시스템.
20.
실시 형태 18 또는 실시 형태 19의 분배 시스템으로서, 코어-시스 접착제는 주위 온도에서 비점착성인 시스를 포함하는, 분배 시스템.
21.
실시 형태 18 내지 실시 형태 20 중 어느 한 실시 형태의 분배 시스템으로서, 코어-시스 접착제는 1 밀리미터 내지 20 밀리미터의 직경을 갖는, 분배 시스템.
22.
실시 형태 21의 분배 시스템으로서, 코어-시스 접착제는 직경이 3 밀리미터 내지 13 밀리미터인, 분배 시스템.
23.
실시 형태 22의 분배 시스템으로서, 코어-시스 접착제는 6 밀리미터 내지 12 밀리미터의 직경을 갖는, 분배 시스템.
24.
실시 형태 17 내지 실시 형태 23 중 어느 한 실시 형태의 분배 시스템으로서, 분배 헤드는 테이블에 결합되고, 분배 헤드 또는 테이블 중 어느 하나는 다른 하나에 대해 이동가능한, 분배 시스템.
25.
실시 형태 24의 분배 시스템으로서, 테이블에 결합된 가동 아암을 더 포함하며, 분배 헤드는 가동 아암의 말단부에 결합되는, 분배 시스템.
26.
실시 형태 24 또는 실시 형태 25의 분배 시스템으로서, 분배 헤드 또는 테이블의 이동은 컴퓨터에 의해 제어가능한, 분배 시스템.
27.
실시 형태 17 내지 실시 형태 26 중 어느 한 실시 형태의 분배 시스템으로서, 필라멘트 접착제가 입구 내에 수용되기 전에 필라멘트 접착제를 예비 가열하기 위한 하나 이상의 외부 가열 요소를 더 포함하는, 분배 시스템.
28.
실시 형태 17 내지 실시 형태 27 중 어느 한 실시 형태의 분배 시스템으로서, 출구에 제거가능하게 결합되는 형상화 다이(shaping die)를 더 포함하는, 분배 시스템.
29.
실시 형태 17 내지 실시 형태 28 중 어느 한 실시 형태의 분배 시스템으로서, 출구로부터의 용융된 필라멘트 접착제의 유동을 조절할 수 있는 노즐 액추에이터를 더 포함하는, 분배 시스템.
30.
회전 스크루를 수용하는 가열식 배럴을 포함하는 분배 헤드로부터 필라멘트 접착제를 분배하는 방법으로서, 가열식 배럴의 입구를 통해 필라멘트 접착제를 공급하는 단계 - 입구는 필라멘트 접착제가 가열식 배럴 내로 당겨질 때 필라멘트 접착제의 파단을 피하는 경사진 닙 지점을 포함함 -; 및 가열식 배럴 내에서 필라멘트 접착제를 용융시켜 용융된 접착제를 제공하는 단계; 선택적으로 회전 스크루 상에 위치된 적어도 하나의 혼합 요소를 사용하여, 용융된 접착제를 혼합하는 단계; 및 용융된 접착제를 가열식 배럴의 말단부에 있는 출구를 통해 분배하는 단계를 포함하는, 방법.
31.
실시 형태 30의 방법으로서, 필라멘트 접착제는 코어-시스 필라멘트 접착제인, 방법.
32.
실시 형태 30 또는 실시 형태 31의 방법으로서, 용융된 접착제는 주위 온도에서 감압 접착제인, 방법.
33.
실시 형태 30 내지 실시 형태 32 중 어느 한 실시 형태의 방법으로서, 필라멘트 접착제가 가열식 배럴에 진입하기 전에 필라멘트 접착제를 예비 가열하는 단계를 더 포함하는, 방법.
34.
실시 형태 30 내지 실시 형태 33 중 어느 한 실시 형태의 방법으로서, 출구로부터 용융된 접착제의 유동을 조절하기 위해 출구에 결합된 노즐 액추에이터를 사용하는 단계를 더 포함하는, 방법.
35.
실시 형태 30 내지 실시 형태 34 중 어느 한 실시 형태의 방법으로서, 용융된 접착제는 기재 상으로 분배되는, 방법.
36.
실시 형태 35의 방법으로서, 분배 헤드는 기재에 대해 이동가능하고/하거나 기재는 분배 헤드에 대해 이동가능함으로써, 용융된 접착제가 기재 상의 미리 결정된 위치들에서 분배될 수 있는, 방법.
37.
실시 형태 35 또는 실시 형태 36의 방법으로서, 분배 헤드 또는 기재의 이동은 컴퓨터에 의해 제어되는, 방법.
38.
실시 형태 35 내지 실시 형태 37 중 어느 한 실시 형태의 방법으로서, 분배 헤드는 기재에 직접적으로 또는 간접적으로 결합된 가동 아암의 말단부에 결합되는, 방법.
39.
실시 형태 30 내지 실시 형태 38 중 어느 한 실시 형태의 방법으로서, 용융된 접착제는 시간당 2 ㎏ 이상의 속도로 분배되는, 방법.
40.
실시 형태 39의 방법으로서, 용융된 접착제는 시간당 3 ㎏ 이상의 속도로 분배되는, 방법.
41.
실시 형태 40의 방법으로서, 용융된 접착제는 시간당 4 ㎏ 이상의 속도로 분배되는, 방법.
실시예
본 발명의 목적 및 이점이 하기의 비제한적인 실시예에 의해 추가로 예시되지만, 이들 실시예에 인용된 특정 재료 및 그 양뿐만 아니라 기타 조건 및 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안 된다.
달리 언급되지 않는 한, 실시예 및 본 명세서의 나머지 부분에서의 모든 부, 백분율, 비 등은 중량 기준이다.
[표 1]

시험 방법:
90° 박리 강도 시험: 샘플 접착제의 12.5 밀리미터 폭 × 1.5 밀리미터 두께 × 125 밀리미터 길이의 스트립(strip)을 기재 상으로 직접 분배하였다. 샘플 접착제를 10분 동안 실온(25℃)으로 냉각되게 하였다. 다음으로, 6.8 킬로그램 강 롤러를 각각의 방향으로 2회 통과시켜 알루미늄 포일을 노출된 샘플 접착제 표면에 수동으로 라미네이팅하였다. 접합된 샘플을 4시간 동안 25℃ 및 50% 습도에서 휴지되게 하였다. 30.5 센티미터/분의 분리 속도로 실온에서 50 킬로뉴턴 로드 셀이 구비된 인장 시험기를 사용하여 박리 시험을 수행하였다. 평균 박리력을 기록하고, 이를 사용하여 뉴턴/센티미터 단위의 평균 박리 접착 강도를 계산하였다.
정적 전단 강도 시험: 샘플 접착제의 12.5 밀리미터 폭 × 1.5 밀리미터 두께 × 25.4 밀리미터 길이의 스트립을 알루미늄 쿠폰 상으로 직접 분배하였는데, 스트립의 길이는 알루미늄 쿠폰의 폭에 걸쳐 있었다. 알루미늄 플라크(plaque) 재료(미국 일리노이주 일리노이 스트림우드 소재의 로렌스 앤드 프레더릭 인크(Lawrence & Frederick Inc)로부터 입수된 1.6 mm 두께, 101.6 mm 폭, 304.8 mm 길이의 양극처리된 알루미늄 5005-H34 코드 990MX)를, 접합된 샘플을 시험 후크 상으로 매달기 위해 좁은 에지 상에 중심을 둔 6 밀리미터 구멍을 갖는 25.4 밀리미터 폭 × 50 밀리미터 길이의 단편들로 절단함으로써 생성하였다. 10분 동안 실온으로 냉각한 후에, 6.8 킬로그램 강 롤러를 각각의 방향으로 수동으로 2회 통과시켜 25.4 밀리미터 폭 × 120 밀리미터 길이의 알루미늄 포일 스트립을 노출된 샘플 접착제 표면에 부착시켰다. 포일의 미부(tail)를 루프로 만들고 스테이플링하였다. 접합된 샘플들을 25℃ 및 50% 상대 습도에서 4시간 동안의 휴지 시간을 받게 하였다. 시험 패널을 실온에서 후크 상에 수직으로 장착하고, 250 그램의 추를 알루미늄 포일에서의 루프에 부착하였다. 샘플이 플라스틱 기재로부터 떨어지는 현수 시간(hanging time)을 기록하였다. 파괴가 일어나지 않았다면, 72시간 후에 시험을 중단하였다.
자가-접착 시험: 코어-시스 필라멘트들이 보관 동안 함께 융합 또는 블록화되지 않는 것이 바람직하다. 시스 재료는 코어 접착제를 덮는 비접착 표면을 제공한다. 순수한 시스 재료의 필름 상에서 자가-접착 시험을 행하여, 후보 시스 재료가 "비점착성"이라는 요건을 충족시키는지 여부를 결정하였다. 쿠폰(25 밀리미터 × 75 밀리미터 × 0.8 밀리미터)을 절단하였다. 각각의 재료에 대해, 2개의 쿠폰을 서로 적층하고, 오븐 내의 편평한 표면 상에 놓았다. 750 그램 추(43 밀리미터 직경, 편평한 저부)를 2개의 쿠폰 위에 배치하였으며, 추를 필름 위에 중심에 두었다. 오븐을 50℃로 가열하고, 샘플을 그 조건에 4시간 동안 두고, 이어서 실온으로 냉각하였다. 정적 T-박리 시험을 사용하여 합격/불합격을 평가하였다. 하나의 쿠폰의 단부를 고정형 프레임에 고정시키고, 250 g 추를 다른 쿠폰의 상응하는 단부에 부착하였다. 필름이 가요성이어서 박리되기 시작한 경우, 필름은 T-형상을 형성하였다. 제2 쿠폰에 중량을 가한지 3분 이내에 2개의 쿠폰이 정적 250 그램 하중에 의해 분리될 수 있다면, 이는 합격으로 간주되었고 비점착성이었다. 그렇지 않고, 2개의 쿠폰이 접착된 채로 남아 있다면, 이는 불합격으로 간주되었다.
실시예 1 (EX1):
단계 1: 아크릴 수지 제조
비닐 아세테이트 함량이 6%이고 두께가 0.0635 밀리미터(0.0025 인치)인 에틸렌/비닐 아세테이트 필름의 2개의 시트(미국 일리노이주 샴버그 소재의 콘솔리데이티드 써모플라스틱스 컴퍼니(Consolidated Thermoplastics Co.)로부터 입수됨)를 액체 형태 충전 및 밀봉 기계를 사용하여 시트들의 측방향 에지들 및 저부 상에서 열 밀봉하여 5 cm(1.97 인치) 폭의 직사각형 튜브를 형성하였다. 이어서, 튜브를 89.8% EHA, 10% AA, 0.05% IOTG, 및 0.15% Irg651의 단량체 혼합물로 충전하였다. 이어서, 충전된 튜브를 횡방향으로 튜브의 길이를 따라 상단에서 그리고 주기적인 간격으로 열 밀봉하여 18 cm × 5 cm로 측정되는 개별 파우치를 형성하였고, 각각은 26그램의 조성물을 수용한다. 파우치를 약 21℃ 내지 32℃로 유지된 수조에 넣고, 8.3분 동안 약 4.5 밀리와트/제곱센티미터의 강도로 먼저 한 면을 자외선에 노출시키고 이어서 반대쪽 면을 자외선에 노출시켜 조성물을 경화시켰다. 방사선을 300 내지 400 나노미터(nm)에서 약 90%의 방출(emission)을 갖는 램프로부터 공급하였다.
단계 2: 샘플 접착제 조성물의 생성
아크릴 수지(단계 1에서 생성됨) 및 뉴크렐을 동축으로 공압출하여 코어-시스 필라멘트를 형성하였다. 뉴크렐은 외측 시스 재료였고, 전체 접착제 조성물의 6.5 질량%였다. 필라멘트 직경은 8 밀리미터였다. 아크릴 수지를 200 RPM으로 회전하는 40 밀리미터 트윈 스크루를 통해 163℃에서 동축 다이 내로 공급하였다. 뉴크렐을 9 RPM으로 회전하는 19 mm 트윈 스크루로부터 193℃에서 다이 내로 공급하였다. 필라멘트 접착제를 롤 상에 권취하고 분배를 위해 보관하였다. 뉴크렐은 자가-접착 시험을 받았고 합격하였다.
단계 3: 샘플 접착제의 분배
분배 온도는 180℃였다. 시험 샘플을 위한 스크루 속도는 시험 시편의 제조를 위해 300 RPM이었고, 표 3에 나타낸 바와 같이 처리량 측정을 위해 변화되었다.
[표 2]

재료를 60초 동안 수집하고 분배된 재료를 칭량함으로써 분배기의 처리량들을 측정하였다.
처리량 측정에 더하여, 접착제 EX1을 사용하여 접착제 접합 성능을 평가하였다. 분배 헤드 아래에서 초당 25 밀리미터로 기재들을 수동으로 이동시킴으로써 기재들을 코팅하였다. 기재와 노즐 사이의 간극은 분배 동안 1 밀리미터였다. 알루미늄(미국 일리노이주 일리노이 스트림우드 소재의 로렌스 앤드 프레더릭 인크로부터 입수된 1.6 mm 두께, 101.6 mm 폭, 304.8 mm 길이의 양극처리된 알루미늄 5005-H34 코드 990MX) 및 목재(S4S 포플러(Poplar) 12.7 두께, 76.2 mm 폭, 300 mm 길이) 기재들을 임의의 추가적인 세정 또는 프라이밍 단계 없이 입수한 대로 박리 강도를 시험하였다. 이어서, 접합된 시험 시편들을 90° 박리 강도 및 정적 전단 강도에 대해 평가하였다. 결과가 표 3에 나타나 있다.
비교예 1 (CE1)
비교할 만한 조성물을 갖는 아크릴 폼 테이프를 EX1과의 비교를 위해 선택하였다. 아크릴 폼 테이프에 대해 권고되는 그리고 권고되지 않는 기재들을 대표하는 기재들로서 알루미늄 및 목재를 선택하였다. 다공성의 불규칙적인 목재 기재는 일반적으로 제한된 접합 성능으로 인해 아크릴 폼 테이프 접합에 대해 권고되지 않는다. 미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니(3M Company)로부터 입수된 아크릴 폼 테이프 5665를 후술된 크기들로 절단하였고, 전술된 바와 같은 90° 박리 강도 및 정적 전단 강도 시험을 받게 하였다. 다음과 같이 한정된 샘플들의 제조와 관련된 시험 방법들에 대한 약간의 변경에 의해, 12.5 밀리미터 폭 × 125 밀리미터 길이의 스트립을 알루미늄 포일 스트립에 접착하였으며, 이때 비-라이너 면은 알루미늄 스트립에 부착하였다. 이형 라이너를 제거하였고, 6.8 킬로그램 강 롤러를 각각의 방향으로 수동으로 2회 통과시켜 라이너 면을 관심대상의 기재에 부착하였다. 알루미늄(미국 일리노이주 일리노이 스트림우드 소재의 로렌스 앤드 프레더릭 인크로부터 입수된 1.6 mm 두께, 101.6 mm 폭, 304.8 mm 길이의 양극처리된 알루미늄 5005-H34 코드 990MX) 및 목재(S4S 포플러 12.7 두께, 76.2 mm 폭, 300 mm 길이) 기재들을 임의의 추가적인 세정 또는 프라이밍 단계 없이 입수한 대로 박리 강도를 시험하였다. 결과가 표 3에 나타나 있다.
[표 3]

스크루 제작:
도 4에 나타낸 바와 같은, 직경이 1.91 cm(0.75 인치)인 25.4 cm(10.0 인치) 헤드 스크루(154)를 컴퓨터 수치 제어(computer numerical controlled, CNC) 3축 수직 엔드밀(endmill)에서 기계가공하였다. 기계가공 공정을 2개의 작업을 사용하여 알루미늄의 고체 블록에 대해 수행하였다. 제1 단계에서, 스크루 축을 따라 내려다볼 때, 스크루의 상부 절반부를 기계가공하였다. 부분적으로 밀링된 블록을 뒤집고, 이어서 스크루의 다른 절반부를 기계가공하였다.
배럴 제작:
도 2에 나타낸 바와 같은, 22.9 cm(9.0 인치) × 5.08 cm(2.0 인치) × 5.08 cm(2.0 인치) 배럴(152)을 CNC 3축 수직 엔드밀에서 기계가공하였다. 기계가공 공정을 알루미늄의 고체 블록에 대해 수행하였다. 중심 공동을 먼저 드릴 비트로 드릴링하고, 이어서 1.92 cm(0.7574 인치)로 리밍(reaming)하였다. 경사진 입구(174)를 배럴 축에 직각으로 초기에 밀링하였고, 이어서 배럴 축의 평행으로부터 오프셋된 28도의 각도로 제2 밀링 작업을 수행하였다.
로봇 장착 브래킷(Bracket) 제작:
두께가 1.27 cm(0.5 인치)인 로봇 장착 브래킷을 알루미늄으로부터 기계가공하였다. 로봇 마운팅 브래킷은 정렬 휠 모터를 장착하기 위한 태핑된(tapped) 구멍들을 특별히 포함하였다. 관통 구멍들의 2개의 세트를 배치하여 기어 박스(156) 장착 브래킷 및 배럴 장착 브래킷에 연결하였다. 게다가, 미국 미네소타주 에덴 프레리 소재의 브라스 코포레이션(Braas Corp)으로부터의 UR-10 로봇 아암에 장착하기 위한 구멍들 및 원형 함몰부를 생성하였다.
기어 박스 장착 브래킷 제작:
두께가 1.27 cm(0.5 인치)인 기어 박스(156) 장착 브래킷을 알루미늄으로부터 기계가공하였다. 기어 박스(156) 장착 브래킷은 기어 박스의 면에 연결하기 위한 구멍들을 특별히 포함하였다.
배럴 장착 브래킷 제작:
두께가 1.27 cm(0.50 인치)인 배럴(152) 장착 브래킷을 알루미늄으로부터 기계가공하였다. 배럴(152) 장착 브래킷은 기어 박스(156)의 면에 연결하기 위한 구멍들을 특별히 포함하였다.
분배 노즐 제작:
나사 형성된 단부(threaded end)를 갖는 분배 노즐(172)을 기계가공하였다. 나사 형성된 단부는 0.1 cm(3.94E-2 인치) × 1.27 cm(0.5 인치) 슬롯 개구에 연결되는 0.64 cm(0.25 인치) 구멍을 가졌다.
정렬 휠 제작:
연결된 샤프트를 갖는 2.54 cm(1.00 인치)두께의 정렬 휠(160)을 알루미늄으로부터 기계가공하였다. 정렬 휠의 외부의 곡률 반경은 0.5 cm(0.196 인치)였다.
정렬 휠 가열 블록 제작:
1.20 cm 두께의 정렬 휠(160) 가열 블록을 알루미늄으로부터 기계가공하였다. 블록은 미국 일리노이주 엘름허스트 소재의 맥마스터-카르(McMaster-Carr)로부터 입수된 삽입 가열 카트리지들을 장착하기 위한 2개의 슬롯을 가졌다.
열 차폐체 제작:
4개의 0.16 cm 두께의 열 차폐체(좌측, 우측, 상부 및 하부)를 미국 일리노이주 엘름허스트 소재의 맥마스터-카르로부터 입수된 유리-운모 세라믹 플레이트들로부터 기계가공하였다.
헤드 조립체의 분배:
미국 조지아주 커밍 소재의 오토메이션 다이렉트(Automation Direct)로부터 입수된 SVL-204 서보 모터(158)를 10:1 기어 박스에 연결하였다. 스크루(154)를 배럴(152) 내로 삽입하고, 각각의 측에 와셔를 갖는 스러스트 베어링(thrust bearing)을 스크루 샤프트 상에 놓았다. 이어서, 배럴 및 스크루 조립체를 배럴(152) 장착 브래킷을 통해 삽입하였는데, 이때 스러스트 베어링 및 와셔들은 배럴 장착 브래킷 내에 안착되어 있다. 기어 박스(156)를 기어 박스 브래킷 상에 장착하였다. 기어 박스(156)의 샤프트 및 스크루(154)를 모터 샤프트 커플러로 연결하였다. 배럴(152) 브래킷 및 기어 박스(156) 브래킷 둘 모두를 모터 장착 브래킷에 연결하였다. 분배 헤드를 로봇 아암 상에 장착하였다. 노즐을 배럴 내로 나사 결합시켰다. 모든 전기 접속을 이루었다. 배럴을 배럴 내에 매립된 3개의 100 와트 가열 카트리지로 가열하였다. 온도를 타입 J 열전쌍으로 모니터링하였다. 배럴은 배럴의 외부에 체결된 세라믹 플레이트들로 절연시켰다.
특허증을 위한 상기 출원에서의 모든 인용된 참고 문헌, 특허, 및 특허 출원은 전체적으로 일관된 방식으로 본 명세서에 참고로 포함된다. 본 출원과 포함되는 참고 문헌의 부분들 사이에 불일치 또는 모순이 있는 경우, 전술한 설명에서의 정보가 우선할 것이다. 당업자가 청구되는 발명을 실시할 수 있게 하기 위해 주어진 전술한 설명은, 청구범위 및 그에 대한 모든 등가물에 의해 한정되는 본 발명의 범주를 제한하는 것으로 해석되지 않아야 한다.
Claims (15)
- 필라멘트 접착제를 위한 분배 헤드로서,
하나 이상의 가열 요소를 포함하는 배럴;
필라멘트 접착제를 수용하기 위해 배럴의 측부를 통해 연장되는 입구 - 입구는 필라멘트 접착제가 배럴 내로 당겨질 때 필라멘트 접착제의 파단을 방지하기 위한 경사진 닙 지점(beveled nip point)을 포함함 -;
필라멘트 접착제를 용융된 형태로 분배하기 위해 배럴의 말단부(distal end)에 있는 출구; 및
배럴 내에 수용되고 선택적으로 적어도 하나의 혼합 요소를 포함하는 회전가능 스크루(screw)
를 포함하는, 분배 헤드. - 제1항에 있어서, 경사진 닙 지점은 회전가능 스크루의 길이방향 축에 대해 예각으로 연장되는 입구의 전방 측벽 표면에 의해 부분적으로 한정되는, 분배 헤드.
- 제2항에 있어서, 예각은 13도 내지 53도인, 분배 헤드.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 입구는 회전가능 스크루의 공칭 스크루 길이의 10% 내지 40%를 따라 연장되는, 분배 헤드.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 적어도 하나의 혼합 요소는 회전가능 샤프트 상에 배치되는 복수의 지주(post)들을 포함하는, 분배 헤드.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 회전가능 스크루는 입구에 인접한 공급 요소를 더 포함하고, 공급 요소는 복수의 파지 러그(gripping lug)들을 포함하는, 분배 헤드.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 회전가능 스크루는 8:1 내지 20:1의 길이:직경 비를 갖는, 분배 헤드.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 회전가능 스크루에 작동식으로 결합된 구동 기구(drive mechanism)를 더 포함하는, 분배 헤드.
- 제1항에 있어서, 분배 헤드의 전체 중량은 10 ㎏ 이하인, 분배 헤드.
- 제1항 내지 제9항 중 어느 한 항의 분배 헤드 및 필라멘트 접착제를 포함하는 분배 시스템.
- 제10항에 있어서, 필라멘트 접착제는 코어-시스(core-sheath) 접착제를 포함하는, 분배 시스템.
- 제11항에 있어서, 코어-시스 접착제는 주위 온도에서 점탄성인 감압 접착제(pressure-sensitive adhesive) 코어를 포함하는, 분배 시스템.
- 제11항 또는 제12항에 있어서, 코어-시스 접착제는 주위 온도에서 비점착성인 시스를 포함하는, 분배 시스템.
- 회전 스크루를 수용하는 가열식 배럴을 포함하는 분배 헤드로부터 필라멘트 접착제를 분배하는 방법으로서,
가열식 배럴의 입구를 통해 필라멘트 접착제를 공급하는 단계 - 입구는 필라멘트 접착제가 가열식 배럴 내로 당겨질 때 필라멘트 접착제의 전단(shearing)을 감소시키는 경사진 닙 지점을 포함함 -; 및
가열식 배럴 내에서 필라멘트 접착제를 용융시켜 용융된 접착제를 제공하는 단계;
선택적으로 회전 스크루 상에 위치된 적어도 하나의 혼합 요소를 사용하여, 용융된 접착제를 혼합하는 단계; 및
용융된 접착제를 가열식 배럴의 말단부에 있는 출구를 통해 분배하는 단계
를 포함하는, 방법. - 제14항에 있어서, 용융된 접착제는 시간당 4 ㎏ 이상의 속도로 분배되는, 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201962810248P | 2019-02-25 | 2019-02-25 | |
| US62/810,248 | 2019-02-25 | ||
| PCT/IB2020/051602 WO2020174394A1 (en) | 2019-02-25 | 2020-02-25 | Filament adhesive dispenser |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210130163A true KR20210130163A (ko) | 2021-10-29 |
Family
ID=69784482
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217027954A KR20210130163A (ko) | 2019-02-25 | 2020-02-25 | 필라멘트 접착제 분배기 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220118473A1 (ko) |
| EP (1) | EP3930917A1 (ko) |
| JP (1) | JP2022521104A (ko) |
| KR (1) | KR20210130163A (ko) |
| CN (1) | CN113474089A (ko) |
| WO (1) | WO2020174394A1 (ko) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220134652A1 (en) * | 2019-02-25 | 2022-05-05 | 3M Innovative Properties Company | Filament adhesive dispenser system |
| WO2021033084A1 (en) | 2019-08-19 | 2021-02-25 | 3M Innovative Properties Company | Core-sheath filaments including crosslinkable and crosslinked adhesive compositions and methods of making the same |
| WO2022208200A1 (en) | 2021-03-30 | 2022-10-06 | 3M Innovative Properties Company | Dispensing device and methods thereof |
| WO2023057830A1 (en) | 2021-10-04 | 2023-04-13 | 3M Innovative Properties Company | Extrudable polyurethane articles and compositions and methods of making and printing same |
| WO2024064281A1 (en) | 2022-09-21 | 2024-03-28 | 3M Innovative Properties Company | Systems and techniques for workpiece modification |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3317368A (en) * | 1963-12-20 | 1967-05-02 | United Shoe Machinery Corp | Composite thermoplastic adhesives |
| US3283890A (en) * | 1964-06-22 | 1966-11-08 | United Shoe Machinery Corp | Thermoplastic adhesive rods or strips |
| US3868046A (en) * | 1970-12-03 | 1975-02-25 | Cities Service Co | Extruder |
| US3750905A (en) * | 1972-08-23 | 1973-08-07 | Hardman Inc | Hand-held extruding apparatus |
| ZA733093B (en) * | 1972-12-15 | 1974-04-24 | Thiokol Chemical Corp | Curable materials and dispensing apparatus therefor |
| US3911173A (en) * | 1973-02-05 | 1975-10-07 | Usm Corp | Adhesive process |
| US3953006A (en) * | 1974-02-04 | 1976-04-27 | Thiokol Corporation | Portable conversion and dispensing apparatus for curable elastomeric compounds |
| CH614401A5 (ko) * | 1975-10-24 | 1979-11-30 | Toyo Soda Mfg Co Ltd | |
| GB8808107D0 (en) * | 1988-04-07 | 1988-05-11 | Meyer P | Method & means for improving uniformity-performance of cold feed rubber extruders |
| US5005731A (en) * | 1989-06-08 | 1991-04-09 | Hardman Incorporated | Hand-held extruder |
| ITMI20131748A1 (it) * | 2013-10-18 | 2015-04-19 | Enrico Bianchi | Dispositivo erogatore di colla termofusibile |
| US9339975B2 (en) * | 2013-12-31 | 2016-05-17 | Nike, Inc. | 3D printer with native spherical control |
| US9920222B2 (en) * | 2014-11-04 | 2018-03-20 | Nordson Corporation | System and method for dispensing hot melt adhesives |
| KR101842560B1 (ko) * | 2017-03-28 | 2018-03-27 | 주식회사 엔터봇 | 토출량 조절이 가능한 디스펜서 |
-
2020
- 2020-02-25 EP EP20710596.6A patent/EP3930917A1/en active Pending
- 2020-02-25 JP JP2021549591A patent/JP2022521104A/ja active Pending
- 2020-02-25 KR KR1020217027954A patent/KR20210130163A/ko unknown
- 2020-02-25 US US17/432,448 patent/US20220118473A1/en active Pending
- 2020-02-25 CN CN202080016134.6A patent/CN113474089A/zh active Pending
- 2020-02-25 WO PCT/IB2020/051602 patent/WO2020174394A1/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3930917A1 (en) | 2022-01-05 |
| WO2020174394A1 (en) | 2020-09-03 |
| JP2022521104A (ja) | 2022-04-05 |
| CN113474089A (zh) | 2021-10-01 |
| US20220118473A1 (en) | 2022-04-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20210130163A (ko) | 필라멘트 접착제 분배기 | |
| KR20210131351A (ko) | 필라멘트 접착제 분배기 시스템 | |
| US6357941B1 (en) | Production method of linerless label | |
| DE19955575A1 (de) | Verfahren und Vorrichtung zum Anhaften eines Deckmaterials an Werkstückoberflächen von fortlaufend bewegten oder stationär angeordneten platten- oder leistenförmigen Werkstücken | |
| CN101616803A (zh) | 施加标签的设备和方法 | |
| US20230357602A1 (en) | Extrudable pressure-sensitive adhesive | |
| WO1999055517A1 (en) | Clear or opaque labels | |
| CN114787055A (zh) | 胶带涂布器 | |
| JP7565935B2 (ja) | フィラメント接着剤ディスペンサシステム | |
| CN114570608B (zh) | 一种电子加速器辐射固化型丙烯酸酯压敏胶黏剂涂布机 | |
| KR20220116476A (ko) | 필라멘트 접착제를 적용하는 방법 | |
| WO1996030210A1 (en) | Improvements in and relating to lamination of sheet materials | |
| EP3409493B1 (en) | A method of re-inking a tape | |
| AU681833B2 (en) | Web winding system | |
| WO2014080986A1 (ja) | シール塗布装置及びシール塗布方法 | |
| JP2001347715A (ja) | ライナレス印刷用シートの印刷装置 | |
| CN110181826B (zh) | 用于不干胶制品加工的墙贴贴膜工艺 | |
| JPH0721248Y2 (ja) | 塗工装置 | |
| GB2299298A (en) | Lamination of sheet materials | |
| JPH10217626A (ja) | 印刷装置 | |
| CN115258744A (zh) | 贴膜机及其膜卷更换装置 | |
| GB2299297A (en) | Lamination of sheet materials |