KR20200098656A - 2-컴포넌트 피스톤 제조 방법, 2-컴포넌트 피스톤을 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지 - Google Patents
2-컴포넌트 피스톤 제조 방법, 2-컴포넌트 피스톤을 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지 Download PDFInfo
- Publication number
- KR20200098656A KR20200098656A KR1020207020691A KR20207020691A KR20200098656A KR 20200098656 A KR20200098656 A KR 20200098656A KR 1020207020691 A KR1020207020691 A KR 1020207020691A KR 20207020691 A KR20207020691 A KR 20207020691A KR 20200098656 A KR20200098656 A KR 20200098656A
- Authority
- KR
- South Korea
- Prior art keywords
- piston
- mold
- cover
- component
- piston body
- Prior art date
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/005—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes
- B05C17/00576—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes characterised by the construction of a piston as pressure exerting means, or of the co-operating container
- B05C17/00579—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes characterised by the construction of a piston as pressure exerting means, or of the co-operating container comprising means for allowing entrapped air to escape to the atmosphere
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/315—Pistons; Piston-rods; Guiding, blocking or restricting the movement of the rod or piston; Appliances on the rod for facilitating dosing ; Dosing mechanisms
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M5/00—Devices for bringing media into the body in a subcutaneous, intra-vascular or intramuscular way; Accessories therefor, e.g. filling or cleaning devices, arm-rests
- A61M5/178—Syringes
- A61M5/31—Details
- A61M5/315—Pistons; Piston-rods; Guiding, blocking or restricting the movement of the rod or piston; Appliances on the rod for facilitating dosing ; Dosing mechanisms
- A61M5/31511—Piston or piston-rod constructions, e.g. connection of piston with piston-rod
- A61M5/31513—Piston constructions to improve sealing or sliding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C—APPARATUS FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05C17/00—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces
- B05C17/005—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes
- B05C17/00553—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes with means allowing the stock of material to consist of at least two different components
- B05C17/00559—Hand tools or apparatus using hand held tools, for applying liquids or other fluent materials to, for spreading applied liquids or other fluent materials on, or for partially removing applied liquids or other fluent materials from, surfaces for discharging material from a reservoir or container located in or on the hand tool through an outlet orifice by pressure without using surface contacting members like pads or brushes with means allowing the stock of material to consist of at least two different components the different components being stored in coaxial chambers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14008—Inserting articles into the mould
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/1418—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles the inserts being deformed or preformed, e.g. by the injection pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1657—Making multilayered or multicoloured articles using means for adhering or bonding the layers or parts to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C45/1676—Making multilayered or multicoloured articles using a soft material and a rigid material, e.g. making articles with a sealing part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D81/00—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents
- B65D81/32—Containers, packaging elements, or packages, for contents presenting particular transport or storage problems, or adapted to be used for non-packaging purposes after removal of contents for packaging two or more different materials which must be maintained separate prior to use in admixture
- B65D81/325—Containers having parallel or coaxial compartments, provided with a piston or a movable bottom for discharging contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D83/00—Containers or packages with special means for dispensing contents
- B65D83/0005—Containers or packages provided with a piston or with a movable bottom or partition having approximately the same section as the container
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0025—Preventing defects on the moulded article, e.g. weld lines, shrinkage marks
- B29C2045/0027—Gate or gate mark locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/1601—Making multilayered or multicoloured articles the injected materials not being adhered or bonded to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/16—Making multilayered or multicoloured articles
- B29C2045/1682—Making multilayered or multicoloured articles preventing defects
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/04—Polymers of ethylene
- B29K2023/06—PE, i.e. polyethylene
- B29K2023/0608—PE, i.e. polyethylene characterised by its density
- B29K2023/065—HDPE, i.e. high density polyethylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/006—PBT, i.e. polybutylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/748—Machines or parts thereof not otherwise provided for
- B29L2031/7494—Pistons
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Hematology (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Pistons, Piston Rings, And Cylinders (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
본 발명은 2-컴포넌트 피스톤을 제조하는 방법에 관한 것으로, 2-컴포넌트 피스톤은 제1 컴포넌트로서 피스톤 커버 및 제2 컴포넌트로서 피스톤 몸체를 포함하며, 여기서 피스톤 커버는 피스톤 몸체에 인접하게 배치되고 피스톤 몸체에 대해 이동되도록 구성되어 있다. 본 발명은 또한 2-컴포넌트 피스톤을 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지에 관한 것이다.
Description
본 발명은 제1 컴포넌트로서 피스톤 커버 및 제2 컴포넌트로서 피스톤 몸체를 포함하는 2-컴포넌트 피스톤을 제조하는 방법에 관한 것으로서, 여기서 피스톤 커버는 피스톤 몸체에 인접하게 배치되어 있으며 또한 피스톤 몸체에 대하여 이동되도록 구성되어 있다. 본 발명은 또한 2-컴포넌트 피스톤를 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지에 관한 것이다.
카트리지로부터 매스(mass)를 분배하는 매우 다양한 방식이 선행 기술에서 알려져 있다. 매스는 소위 단일-컴포넌트 매스일 수 있으며, 이는 적용 위치의 주위에 존재하는 자외선 또는 열과 같은 외부 에너지 소스에 의하여 또는 예를 들어 습기 등으로 인하여 야기되는 화학 반응을 통해 예를 들어, 경화되는 단일 컴포넌트 재료를 의미한다. 단일 컴포넌트 재료의 전형적인 적용은, 예를 들어 치과 분야에서 또는 창문과 콘크리트 요소와 같은 제품들을 접합하기 위해 또는 상이한 컴포넌트들 간의 밀봉을 제공하기 위해 건축 산업에서 찾아볼 수 있다
또 다른 공지된 유형의 매스는 다중-컴포넌트 매스이다. 분배될 재료는 전형적으로 매트릭스 재료(matrix material) 및 경화제(hardener)이다. 충진된 카트리지들은 1:1, 2:1, 4:1 및 10:1 등으로 지칭되는 상이한 비율로 제공되며, 이 숫자들은 분배될 두 재료의 각각의 양의 비율을 명시한다. 이 상이한 비율에 대한 이유는 매우 다양한 상이한 조성물이 혼합되고 분배되는 것을 허용하기 위한 것이다. 예를 들어, 일부 조성물은 더 많은 경화제를 필요로 하며, 일부는 더 적은 경화제를 필요로 한다. 또한, 일부 조성물은 더 많은 혼합을 요구한다. 혼합 팁(tip)은 선행 기술로부터 알려져 있으며, 이는 카트리지에서 나옴에 따라 조성물을 혼합하도록 조정된다
2-컴포넌트 재료(two-component material)는 전형적으로 치과 분야에서 예를 들어, 치과 인상(dental impression)의 형성에서 인상 재료로서, 보철 회복(prosthetic restoration)을 위한 시멘트 재료로서, 시험 접합 회복을 위한 또는 접합 임시 크라운을 위한 임시 시멘트(cement)로서 사용된다. 2-컴포넌트 재료의 추가 적용은 컴포넌트 재료가, 예를 들어 시간이 지나면 부식되는 기계식 조인트를 위한 대체물로 사용되는 건축 산업에 존재한다. 접착 접합은 창문과 콘크리트 요소와 같은 제품을 접합하기 위해 사용될 수 있다. 예를 들어, 습기 차단제, 방식 처리제 및 슬립 방지 코팅부 형태의 보호 코팅부로서의 다중-컴포넌트 재료의 사용은 또한 점점 더 보편화되고 있다. 사용될 수 있는 유동성 재료의 예는, 예를 들어 상품명 AFFINIS®을 사용하는 Coltene 사에 의하여 또는 상품명 PermaCem을 사용하는 DMG 사에 의하여 유통되었다. 단일-컴포넌트 및 다중 컴포넌트 재료는 흔히 매우 비싸며, 따라서 특히 카트리지 및 재료가 단지 일회 사용이 아닌, 예를 들어 며칠, 몇 주 또는 심지어 몇 달의 상당한 시간 주기에 걸쳐 여러 번 사용될 수 있도록 설계된다면 이 재료의 보관 수명(storage life)을 증가시키는 것이 바람직하다.
컴포넌트의 보관 시간을 증가시키기 위하여, 충진될 카트리지는 그 내부에 보관될 매스와 반응하지 않는 재료로 만들어져야 한다. 더욱이, 카트리지는 특히 단일 컴포넌트 매스의 보관과 관련하여 깨끗해야 하며, 즉, 카트리지는 임의의 물 잔류물 등을 포함하지 않아야 한다. 카트리지를 충진하는 중에, 카트리지는 전형적으로 카트리지에 이미 위치된 피스톤으로 그의 유출구를 통해 충진되거나, 카트리지는 피스톤의 설치 이전에 피스톤이 보통 수신되는 말단으로부터 충진된다. 둘 모두의 경우에서, 공기는 피스톤과 피스톤 내에 보관될 재료 사이에 가두어질 수 있다. 이 공기는 카트리지 내에 존재하는 재료의 반응으로 이어질 수 있으며, 따라서 카트리지 내에 존재하는 재료의 보관 수명을 감소시킬 수 있다.
더욱이, 피스톤 몸체와 분리된 피스톤 커버를 포함하는 2-컴포넌트 피스톤을 제조하는 동안, 때때로 피스톤의 사용시 문제가 발생한다.
이러한 문제 중 일부는 피스톤 몸체에서의 피스톤 커버의 불충분한 부착으로 인하여 발생하며, 이는 불충분한 밀봉이 피스톤 커버와 피스톤 몸체 사이에 존재하는 것으로 이어진다. 불충분한 밀봉은 공기가 카트리지 내에 도달하는 것을 허용할 수 있으며, 따라서 카트리지 내에 보관된 컴포넌트의 수명을 단축시킬 수 있다.
더욱이, 피스톤은 전형적으로 사출 성형 공정에서 형성된다. 피스톤 커버의 및/또는 피스톤 몸체의 성형 동안, 스프루 마크(sprue marks)는 사출 성형 재료의 주입 지점에 남아 있는다. 사출 몰드의 제조의 단순함을 위하여, 이 주입 지점은 피스톤의 일 측부에, 즉 밸브에 접근할 수 있는 측부에 존재한다. 피스톤 커버의 경우, 이는 스프루 마크가 밸브 핀의 말단의 영역에 존재한다는 것을 의미하며, 피스톤 몸체와 관련하여 이 스프루 마크는 피스톤을 카트리지 내에서 구동하기 위해 사용되는 플런저의 부착 영역에 존재한다. 이 스프루 마크는 크기가 자연스럽게 변할 수 있으며, 그의 크기와 배향에 따라 밸브 핀의 작동을 방해할 수 있다 (즉, 피스톤 커버의 후방 측 상에서 핀을 누름).
밸브 핀이 정확하게 작동하지 않으면, 충진 후에 피스톤 커버 영역 내의 카트리지 내에 존재하는 잔류 공기는 충진된 카트리지에서 정확하게 통기될 수 없다. 이러한 잔류 공기는 또한 카트리지 내에 보관된 컴포넌트의 수명을 단축시킬 수 있다.
위의 사항을 고려하여, 본 발명의 목적은 결과적인 피스톤이, 충진된 카트리지 내에 보관된 재료의 개선된 보관 수명을 가능하게 하는, 피스톤을 제조하는 개선된 방법을 제공하는 것이다. 본 발명의 다른 목적은 결과적인 피스톤이 종래 기술과 비교하여 사용 면에서 개선된, 피스톤을 제조하는 개선된 방법을 제공하는 것이다.
이 목적은 제1항에 따른 방법에 의하여 만족된다.
제1 컴포넌트로서 피스톤 커버 그리고 제2 컴포넌트로서 피스톤 몸체를 포함하되 피스톤 커버는 피스톤 몸체에 인접하게 배치되고 피스톤 몸체에 대하여 이동되도록 구성된 2-컴포넌트 피스톤을 제조하는 이러한 방법은,
- 피스톤 커버를 형성하는 단계, 및 그 후에
- 피스톤 커버에 피스톤 몸체를 형성하는 단계를 포함한다.
피스톤 커버를 먼저 형성함으로써, 피스톤 커버는 예를 들어 피스톤 몸체의 몰드로서 사용될 수 있으며, 그에 의하여 피스톤 몸체에서의 피스톤 커버의 개선된 부착을 보장한다. 피스톤 몸체가 바람직하게는 피스톤 커버에 직접 형성되기 때문에, 피스톤 몸체로의 피스톤 커버의 부착과 관련된 문제는 방지될 수 있다.
바람직하게는, 피스톤 몸체는 피스톤 커버에 해제 가능하지 않게 형성된다. 피스톤 커버에 해제 가능하지 않는 방식으로 피스톤 몸체를 형성함으로써, 피스톤 몸체로의 피스톤 커버의 부착이 개선되며 피스톤 몸체에서의 피스톤 커버의 부착과 관련된 문제가 방지될 수 있다.
이렇게 하여, 카트리지 내에 보관된 컴포넌트의 보관 수명을 더 개선시킬 수 있는 피스톤이 이용 가능하다.
피스톤 커버는 구멍을 포함하고, 피스톤 몸체는 웹을 포함하며, 웹은 피스톤 몸체의 재료의 웹이 구멍을 통하여 연장되도록 피스톤 커버에서 피스톤 몸체를 형성하는 동안 형성된다. 이렇게 하여, 피스톤 몸체를 형성할 때 피스톤 몸체에서의 피스톤 커버의 확실한 부착이 보장된다.
유리하게는, 피스톤 커버는 전방 측과 후방 측을 가지며, 후방 측은 피스톤 몸체에 인접하게 배치되고, 피스톤 커버는 피스톤 커버의 전방 측에 존재하는 위치로부터 시작하여 형성되며, 바람직하게는 피스톤 커버는 중앙 영역을 갖고, 피스톤 커버는 중앙 영역에 존재하는 위치로부터 시작하여 형성된다.
피스톤의 전방 측에서 시작하여 피스톤 커버를 형성하는 것은 피스톤 커버가 결과적인 피스톤 커버의 전방 측에 스프루 마크를 갖는다는 것을 의미한다. 결과적으로 이러한 피스톤은 밸브 핀에 통기 작용을 간섭할 수 있는 스프루 마크를 포함하지 않는다. 전방 측에 스프루 마크를 갖는 피스톤은 종래 기술의 피스톤보다 더 효과적으로 통기될 수 있다.
피스톤 몸체는 전방 말단, 후방 말단 및 전방 말단과 후방 말단 사이에서 피스톤 몸체 주위에서 주변적으로 연장되는 벽면을 갖는 것이 바람직하며, 여기서 피스톤 몸체는 벽면에 존재하는 위치로부터 시작하여 형성되고, 바람직하게는 벽면은 리세스(recess)를 가지며 피스톤 몸체는 리세스에 존재하는 위치로부터 시작하여 형성된다.
따라서, 2-컴포넌트 피스톤을 제조하는 방법에서, 종래 기술의 몰드와 비교하여, 피스톤 커버에 대한 그리고 피스톤 몸체에 대한 스프루 마크는 이동된다. 종래 기술의 공정에서, 플라스틱은 핀의 최하부로부터 주입되었으며, 이는 (핀을 재료 측의 방향으로 가압함으로써) 밸브가 작동되는 위치이기도 하다. 형성된 스프루 마크의 크기를 최소화하기 위해, 스프루 마크를 제어 하에서 유지하기 위해 양호한 주의를 기울일 필요가 있었다. 이는 상당히 고가인 핫 러너(hot runner) 용 니들 밸브의 사용을 필요로 하였으며, 이러한 니들 밸브의 사용은 2-컴포넌트 피스톤을 제조하는 본 방법에서 방지될 수 있다.
바람직하게는, 피스톤 몸체는 피스톤 몸체와 피스톤 커버 사이에 존재하는 해제 가능하지 않은 연결부에 의하여 피스톤 커버에 해제 가능하지 않게 형성되며, 여기서 해제 가능하지 않은 연결부는 피스톤 커버의 부착 부분을 통해 연장되도록 형성된 피스톤 몸체의 부분에 의해 생성된다. 피스톤 몸체의 일부를 피스톤 커버의 부착 부분을 통해 돌출시키도록 형성함으로써, 피스톤 몸체에서의 피스톤 커버의 정확한 부착을 보장하는 피스톤 커버와 피스톤 몸체 사이의 개선된 연결부가 달성된다.
해제 가능하지 않은 연결부의 설계로 인하여 피스톤 몸체에 대한 피스톤 커버의 부착이 개선되며 또한 피스톤 몸체에서의 피스톤 커버의 부착과 관련된 문제가 방지될 수 있다.
이렇게 하여, 카트리지 내에 보관된 컴포넌트의 보관 수명을 추가로 개선할 수 있는 피스톤이 이용 가능하다.
유리하게는, 부착 부분은 피스톤 몸체를 형성하는 단계가 완료된 후 피스톤 몸체 내에 적어도 부분적으로, 바람직하게는 완전히 수용된다. 피스톤 몸체 내에 수용되도록 부착 부분을 형성한다는 것은 피스톤의 사용시에 부착 부분이 피스톤 커버의 전방 측을 방해하지 않는다는 것을 의미한다.
부착 부분을 통해 연장되는 피스톤 몸체의 부분은 부착 부분을 통해, 바람직하게는 부착 부분의 구멍을 통해 연장되는 재료의 웹에 의해 형성되는 것이 바람직하며, 재료의 웹은 피스톤 몸체의 2개의 부분에 해제 가능하지 않게 연결되어 있다. 이 유형의 설계는 제조가 간단하고 사용하기에 효과적인 해제 가능하지 않은 연결부의 콤팩트한 실현을 보장한다. 더욱이, 구멍의 사용은 피스톤 몸체의 일부가 피스톤 커버를 통해 연장되는 것을 가능하게 하며 따라서 피스톤 몸체로의 피스톤 커버의 부착을 용이하게 한다.
바람직하게는, 피스톤 커버와 피스톤 몸체 중 적어도 하나는 사출 성형 공정에서 형성된다. 사출 성형 공정은 비용 효율적이며 소형 부품의 대량 생산에 적합하다.
한편, 2-컴포넌트 피스톤이 제1 측부와 충진된 카트리지 내에 보관된 재료 사이에서 피스톤의 제1 측부에 존재하는 공기의 통기를 가능하게 할 수 있기 때문에 2-컴포넌트 피스톤은 유리하게 사용된다.
바람직하게는 피스톤 몸체와 피스톤 커버는 상이한 재료로 형성되며, 따라서 피스톤 몸체와 피스톤 커버는 각 컴포넌트의 특정 용도에 맞춰질 수 있다. 예를 들어, 피스톤 커버는 피스톤 몸체의 재료보다 단단한 재료로 만들어질 수 있으며, 이 재료는 또한 카트리지 내에 보관된 컴포넌트와 반응할 가능성이 더 작다. 이는 피스톤의 수명을 연장시킬 수 있으며 이 이유로 피스톤 내에 보관된 컴포넌트의 보관 수명을 연장시킬 수 있다. 동시에, 예를 들어 밀봉 립을 포함하는 피스톤 몸체는 사용된 재료로 인하여 피스톤과 카트리지 벽면 사이의 밀봉을 확실하게 보장하는, PE (폴리에틸렌)와 같은 연질 재료로 제조될 수 있다.
피스톤 커버 및 피스톤 몸체는 사출 성형 공정에 의하여 사출 몰드에서 형성되는 것이 바람직하며, 본 방법은
- 피스톤 커버를 제1 몰드 내에서 형성하는 단계;
- 피스톤 캐비티를 적어도 부분적으로, 바람직하게는 완전히 경화시킨 후, 피스톤 커버의 후방 측에 특정한 제1 몰드의 부분을 사출 몰드에서 선택적으로 제거하는 단계; 및
- 피스톤 몸체를 위한 제2 몰드의 일부로서 피스톤 커버를 사용하는 단계를 포함한다.
이들은 비용 효율적이고 용이하며 신속한 방식으로 피스톤 커버와 각각의 피스톤을 형성하기 위해 수행될 수 있는 유리한 단계이다.
유리하게는, 본 방법은
- 피스톤 커버를 제2 몰드의 일부로서 사출 몰드 내에 유지시키는 단계; 또는
- 피스톤 커버를 제2 몰드 내로 도입하는 단계;
- 피스톤 몸체에 특정한 제2 몰드의 다른 부분을 선택적으로 도입하는 단계;
- 피스톤 몸체에 특정한 제2 몰드의 다른 부분을 피스톤 커버에 대하여 선택적으로 배치하는 단계;
- 피스톤 몸체를 제2 몰드 내에 형성하는 단계;
- 피스톤 몸체를 제2 몰드 내에서 적어도 부분적으로, 바람직하게는 완전히 경화시키는 단계; 및
- 2-컴포넌트 피스톤을 제2 몰드로부터 제거하는 단계를 더 포함한다.
이들은 피스톤 커버에 피스톤 몸체를 그리고 따라서 피스톤을 형성하기 위해 비용 효율적이고 용이하며 신속한 방식으로 수행될 수 있는 유리한 단계이다.
피스톤 커버용 사출 성형 재료를 위한 제1 주입 지점은 피스톤 커버의 전방 측을 성형하도록 구성된 제1 몰드의 일부에 존재하는 것이 바람직하다. 피스톤 커버의 후방 측보다 피스톤 커버의 전방 측에 사출 성형 재료를 주입하는 것은 후방 측에 스프루 마크가 형성되지 않는다는 것을 의미한다.
유리하게는, 피스톤 커버는 전방 측에 중심 영역을 갖도록 형성되며, 제1 주입 지점은 중심 영역의 크라운, 즉 중심을 성형하도록 구성된 제1 몰드의 일부에 존재한다. 피스톤 커버의 중심, 특히 기하학적 중심으로부터 피스톤 커버를 사출 성형하는 것은 피스톤 커버의 균일한 형성을 보장하며, 이는 고품질 피스톤 커버의 형성을 보장하는 균질한 방식으로 사출 성형 재료가 이 중심으로부터 확산될 수 있기 때이다
바람직하게는, 피스톤 몸체는 피스톤의 제1 측부로부터 피스톤의 제2 측부로 연장되는 외부 측방향 벽면을 갖도록 형성되며, 제2 몰드는 피스톤 몸체의 외부 측방향 벽면을 위하여 구성된 제2 몰드의 일부의 영역에 존재하는 피스톤 몸체용 사출 성형 재료를 위한 제2 주입 지점을 포함하고, 바람직하게는 피스톤 몸체의 외부 측방향 벽면은 리세스를 포함하며, 제2 주입 지점은 리세스를 위해 구성된 제2 몰드의 일부의 부근에 존재한다. 이렇게 하여, 피스톤 몸체의 스프루 마크는 종래 기술의 피스톤의 스프루 마크에서 변경되며, 카트리지로부터 재료를 분배하기 위해 플런저와 상호 작용하도록 구성된 피스톤 몸체의 제2 측부의 영역에서는 더 이상 존재하지 않는다.
다른 양태에서, 본 발명은 2-컴포넌트 피스톤을 위한 사출 몰드에 관한 것으로서 2-컴포넌트 피스톤은 제1 컴포넌트로서 피스톤 커버 및 제2 컴포넌트로서 피스톤 몸체를 포함하며, 피스톤 커버는 피스톤 몸체에 인접하게 배치되고, 사출 몰드는 피스톤 커버를 위한 제1 몰드를 포함하며, 제1 몰드는 피스톤 커버용 사출 성형 재료를 위한 제1 주입 지점을 형성하는 제1 주입 채널을 갖고, 제1 주입 지점은 피스톤 커버의 전방 측을 성형하기 위하여 제1 몰드의 일부에 존재하며, 사출 몰드는 피스톤 몸체를 위한 제2 몰드를 더 포함하고, 피스톤 커버는 제2 몰드의 일부를 형성한다.
종래 기술의 몰드에서, 플라스틱은 밸브 핀의 최하부로부터 주입되며, 이는 (밸브 핀을 재료 측의 방향으로 가압함으로써) 밸브가 작동되는 위치이기도 하다. 형성된 스프루 마크의 크기를 최소화하기 위해, 스프루 마크를 제어 하에서 유지하기 위해 양호한 주의를 기울일 필요가 있었다. 이는 상당히 고가인 핫 러너(hot runner)용 니들 밸브의 사용을 필요로 하였다. 따라서, 본 발명에 따른 사출 몰드는, 니들 밸브가 필요하지 않음에 따라 보다 비용 효과적인 방식으로 제조될 수 있다. 더욱이, 스프루 마크를 제어 하에서 유지하기 위해 더 적은 주의가 필요하다는 사실로 인하여, 불량품(rejects)의 수를 감소시킬 수 있고, 이러한 이유로 사출 몰드는 피스톤의 피스톤 커버들 각각의 보다 경제적인 제조를 위해 사용될 수 있다.
유리하게는, 제2 몰드는 피스톤 몸체용 사출 성형 재료를 위한 제2 주입 지점을 포함하며, 제2 주입 지점은 피스톤 몸체의 외부 측방향 벽면을 위한 제2 몰드의 일부의 영역에 존재한다.
따라서, 2-컴포넌트 피스톤을 제조하기 위해 사용되는 몰드에서, 피스톤 커버를 위한 그리고 피스톤 몸체를 위한 스프루 마크는 종래 기술의 몰드와 비교하여 이동, 즉 피스톤의 밸브의 작동을 간섭하지 않는 위치로 이동된다.
다른 양태에 따르면, 본 발명은 본 명세서에 제공된 교시에 따른 방법에 의하여 또는 본 명세서에 제공된 교시에 따른 사출 몰드에 의하여 획득 가능한 카트리지용 2-컴포넌트 피스톤에 관한 것으로서, 이 2-컴포넌트 피스톤은 제1 컴포넌트로서 피스톤 커버 및 제2 컴포넌트로서 피스톤 몸체를 포함하고 있으며, 피스톤 커버는 피스톤 몸체에 대해 이동되도록 구성되고, 피스톤 커버는 피스톤 몸체에 해제 가능하지 않게 연결되어 있으며, 피스톤 몸체와 피스톤 커버 사이의 해제 가능하지 않은 연결부는 피스톤 커버의 부착 부분을 통해 연장되는 피스톤 몸체의 일부에 의하여 생성된다.
피스톤 몸체의 일부를 피스톤 커버의 부착 부분을 통해 돌출되도록 형성함으로써 피스톤 몸체에서의 피스톤 커버의 정확한 부착을 보장하는, 피스톤 커버와 피스톤 몸체 사이의 개선된 연결부가 이루어질 수 있다.
해제 가능하지 않은 연결부의 설계로 인하여, 피스톤 몸체로의 피스톤 커버의 부착이 개선되며 피스톤 몸체에서의 피스톤 커버의 부착과 관련된 문제는 방지될 수 있다.
이렇게 하여, 카트리지 내에 보관된 컴포넌트의 보관 수명을 추가로 개선시킬 수 있는 피스톤이 이용 가능하다.
2-컴포넌트 피스톤이 제1 측부와 충진된 카트리지 내에 보관된 재료 사이에서 피스톤의 제1 측부에 존재하는 공기의 통기를 가능하게 할 수 있기 때문에 2-컴포넌트 피스톤은 유리하게 사용된다.
다른 양태에 따르면, 본 발명은 유출구, 적어도 하나의 챔버 및 적어도 하나의 챔버의 각각에 배치된, 본 명세서에 제공된 교시에 따른 적어도 하나의 피스톤을 포함하는 카트리지에 관한 것이며, 이 카트리지는 바람직하게는 적어도 하나의 챔버의 각각에 배치된 각각의 유동성 매스를 더 포함하고 있다.
카트리지 내에서 본 명세서에서 논의된 바와 같은 피스톤을 사용하는 것은 챔버 내에 존재하는 컴포넌트와 피스톤 사이의 카트리지의 챔버 내에 존재하는 공기를 제거하여 그 챔버 내에 존재하는 컴포넌트의 더 긴 보관 수명을 얻을 수 있는 것을 보장하는 개선된 방식으로 카트리지가 통기될 수 있다는 것을 의미한다.
카트리지가 적어도 하나의 챔버의 각각에 배열된 각각의 유동성 매스를 포함하고 있다면 이는 바람직하다. 전형적인 분배 시스템은 2.5 ㎖, 5 ㎖, 10 ㎖, 20 ㎖, 50 ㎖ 및 100 ㎖, 500 ㎖ 및 2,500 ㎖를 포함하는 체적의 범위에서 선택된 유동성 매스를 위한 체적을 가지며, 이 체적은 카트리지의 양 챔버들을 위한 조합된 체적이다. 따라서, 바람직한 실시예에서, 분배 시스템은 1 내지 2,500 ㎖, 보다 바람직하게는 1 내지 500 ㎖의 범위의 체적을 갖는다.
본 발명이 도면을 참조하여 실시예를 통해 이하에서 상세히 설명될 것이다.
도 1은 카트리지의 실시예의 컴포넌트의 분해도이다.
도 2는 카트리지의 다른 실시예의 컴포넌트의 다른 분해도이다.
도 3의 피스톤의 실시예의 도면이다.
도 4는 도 3의 피스톤을 관통한 단면도이다.
도 5a는 피스톤 커버의 제1 측면도이다.
도 5b는 도 5a의 피스톤 커버의 제2 측면도이다.
도 5c는 도 5a의 피스톤 커버의 평면도이다.
도 6a는 사출 성형 툴의 제1 몰드를 관통한 개략적인 단면도이다.
도 6b는 사출 성형 툴의 제2 몰드를 관통한 개략적인 단면도이다.
도 1은 카트리지의 실시예의 컴포넌트의 분해도이다.
도 2는 카트리지의 다른 실시예의 컴포넌트의 다른 분해도이다.
도 3의 피스톤의 실시예의 도면이다.
도 4는 도 3의 피스톤을 관통한 단면도이다.
도 5a는 피스톤 커버의 제1 측면도이다.
도 5b는 도 5a의 피스톤 커버의 제2 측면도이다.
도 5c는 도 5a의 피스톤 커버의 평면도이다.
도 6a는 사출 성형 툴의 제1 몰드를 관통한 개략적인 단면도이다.
도 6b는 사출 성형 툴의 제2 몰드를 관통한 개략적인 단면도이다.
동일하거나 유사한 기능을 갖는 특징들은 이하에서 동일한 참조 번호를 사용하여 설명될 것이다. 또한, 일 실시예에서 사용된 참조 번호에 대하여 주어진 설명은 또한, 어떠한 것이 달리 언급되지 않는 한 다른 실시예와 관련하여 동일한 참조 번호에 적용된다는 것이 또한 이해된다.
도 1은 카트리지(10)의 제1 실시예를 보여주고 있다. 카트리지(10)는 유출구(12), 2개의 챔버(14a, 14b) 및 2개의 피스톤(16a, 16b)을 포함하고 있다. 카트리지(10)의 유출구(12)는 캡 메커니즘(18)의 사용을 통하여 밀봉된다. 캡 메커니즘(18)은 밀봉 플러그(24)와 맞물리는 서클립(circlip)(22)에 의해 카트리지(10)에 고정되는 캡(20)을 포함한다. 유출구(12)는 밀봉 플러그(24)의 사용을 통하여 밀봉된다. 도 1에서 보여지는 카트리지(10)는 소위 1:1 카트리지(10)이다.
도 2는 카트리지(10)의 다른 실시예를 보여주고 있다. 도 1의 실시예와 대조적으로, 도 2의 카트리지(10)는 소위 4:1 카트리지(10)를 보여주고 있다. 이는 제1 챔버(14b)에 보관될 수 있는 재료(M)의 체적이 제2 챔버(14a)에 보관될 수 있는 재료(M')의 체적의 4배인 것을 의미한다.
도 1과 도 2의 카트리지(10)들 간의 다른 차이점은 폐쇄 캡(26)이다. 도 2의 폐쇄 캡(26)은 본 기술 분야에서 잘 알려진 바와 같이 소위 베이요넷 (bayonet) 수단 또는 디바이스(27)에 의해 카트리지(10)에 고정된다. 카트리지(10)로부터 유출구(12)를 밀봉하기 위해 다른 종류의 폐쇄 캡 (보이지 않음)이 또한 사용될 수 있다.
카트리지(10) 및/또는 이 카트리지를 사용하여 분배될 재료의 특정 용도에 따라, 도 1 및 도 2에서 보여지는 폐쇄 캡(26), 캡 메커니즘(18) 및 카트리지(10)들의 비율은 임의로 조합될 수 있다. 도 2의 카트리지의 챔버(14a, 14b)들의 체적은 상이하기 때문에, 챔버(14a, 14b)들에 사용된 피스톤(16a, 16b)들의 외부 직경, 즉 크기 또한 도 2로부터 명백한 바와 같이 상이하다.
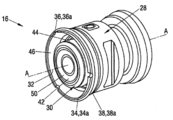
도 3은 피스톤(16)의 개략적인 도면을 보여주고 있다. 피스톤(16)은 대체로 원통형 형상의 피스톤 몸체(28) 및 피스톤 커버(30)를 포함하고 있다. 피스톤 커버(30)는 피스톤(16)의 제1 측부(32)의 적어도 상당 부분을 덮는다. 피스톤 몸체(28)는 제1 측부(32)에서의 원주 방향으로 연장되는 챔퍼 가공된 립(chamfered lip)(34a) 형태의 센터링 부분(34)을 더 포함하고 있다. 립(34a)은 피스톤(16)이 카트리지(10) 내에 설치되고 벤팅(venting) 공정이 수행되면 립(34a)과 카트리지의 챔버 벽면(보이지 않음) 사이에 존재하는 공기의 통기를 허용하기 위하여, 벤팅 수단(36a)으로서 그 안에 제공된 3개의 벤팅 슬롯(36)을 갖고 있다.
밀봉 립(38)은 밀봉 수단(38a)으로서 챔퍼 가공된 립(34a) 아래에 배치되어 있다. 밀봉 립(38)이 제공되어 공기 등이 밀봉 립(38)을 통해 카트리지(10)로 들어가고 나가는 것을 방지하기 위해 카트리지(10)와 피스톤(16) 사이의 밀봉을 보장한다. 알 수 있는 바와 같이, 밀봉 립(38)은 센터링 부분(34)에 인접해 있다.
더욱이, 벤팅 슬롯(36)의 경계부는 바람직하게는 센터링 부분(34)에 인접한 밀봉 립(38)의 경계부에 바로 인접해 있다. 이는 벤팅 수단(36a)이 센터링 립(34)과 카트리지 벽면 사이의 공간으로부터 공기가 확실하게 통기될 수 있도록 위치되는 것을 보장한다. 보여지는 도면에서, 벤팅 슬롯(36)은 그 횡단면에서 대체로 U-형 밸리(valley)의 형태를 갖고 있다. 당연히, V-형 밸리 또는 센터링 부분을 통해 연장되는 단순한 관통 보어(bore)와 같은, 임의의 다른 종류의 형상이 벤팅 슬롯(36)에 대해 선택될 수 있다.
카트리지(10) 내로의 피스톤(16)의 삽입 시, 센터링 부분(34)은 카트리지 내로의 피스톤(16)의 삽입 시 밀봉 립(38)이 손상되는 것을 방지하기 위한 센터링 보조부(centering aid) 역할을 하여 따라서 누출을 방지하는데 도움을 줄 뿐만 아니라, 스크레이퍼(scraper) 역할을 하여 그에 의하여 카트리지 벽면에 가까운 영역으로부터 카트리지 벽에 존재하는 재료 및 임의의 입자를 치우는 것을 돕는다(이는 당연히 재료가 입자가 포함하고 있는 경우에만 해당된다).
이와 관련하여, 피스톤 커버(30)는 전형적으로 피스톤 몸체(28)의 재료와는 상이한 재료로 만들어진다는 점이 주의되어야 한다. 피스톤 커버(30)의 재료는, 예를 들어 PE 또는 PBT를 포함할 수 있으며; 피스톤 몸체(28)의 재료는, 예를 들어 PA (폴리아미드) 또는 HDPE를 포함할 수 있다. 2-컴포넌트 피스톤(16)의 바람직한 실시예에서, 피스톤 커버(30)는 PBT를 포함하고 있으며 피스톤 몸체(28)는 HDPE를 포함하고 있다.
피스톤 커버(30)는 플레이트의 형상을 갖는 것으로 간주될 수 있는, 오목하게 형성된 중앙 영역(42)을 갖고 있다. 피스톤 커버(30)의 전방 측(50)에 벤팅 그루브(venting groove)(보이지 않음)가 제공되어 오목하게 형성된 중앙 영역(42)으로부터의 공기 제거를 용이하게 할 수 있다. 이러한 벤팅 그루브는 피스톤 커버(30)의 중앙 영역(42)으로부터 연장될 수 있으며, 또한 피스톤 커버(30)의 주변적으로 연장된 측면 부분(44)을 따라 피스톤 몸체(28) 내에 형성된 그루브(46) 내로 하향 돌출될 수 있다. 벤팅 그루브는 측면 부분(44)의 전체 높이에 걸쳐 그루브(46) 내로 연장될 수 있다.
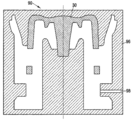
도 4는 피스톤(16)의 길이 방향 축(A)과 일치하는 도 3의 절단선 A-A를 따라 도 3의 피스톤(16)을 관통한 단면을 보여주고 있다. 피스톤 커버(30)는 피스톤 몸체(28)의 주변적으로 연장된 그루브(46) 내로 연장되어 있다. 더욱이, 피스톤 커버(30)는 제1 측부(32)에서 전방 측(50) 및 후방 측(48)을 갖고 있다. 후방 측(48)은 피스톤 몸체(28)의 제1 측부(32)의 형상의 실질적인 부분에 상보적인 형상을 갖고 있다. 피스톤 커버(30)는 또한 피스톤 커버(30)와 피스톤 몸체(28) 사이에 배치된 밸브(54)의 일부를 형성하는 소위 밸브 핀(52)을 갖고 있다. 밸브 핀(52)의 중심은 피스톤(16)의 길이 방향 축(A)과 일치한다. 제1 측부(32)에서, 피스톤 몸체(28)는 최상부 말단(40'), 외부 표면(40) 및 밸브 표면(40")을 갖는 내부 벽면(33)을 포함하고 있다. 피스톤 커버(30)의 후방 측(48)의 부분들은 피스톤(16)의 비통기 상태에서 내부 벽면(33)에서 지지된다.
카트리지(10) 내로의 피스톤(16)의 설치 시, 밸브 핀(52)이 작동될 수 있다. 이에 의해 피스톤 커버(30)는 피스톤 몸체(28)로부터 들어 올려지며, 그러면 피스톤 커버(30)의 후방 측(50)과 피스톤 몸체(28)의 벽면(33) 사이, 즉 피스톤 커버와 최상부 말단(40'), 외부 표면(40) 및 밸브 표면(40") 사이에서 존재하는 벤팅 채널 (보이지 않음) 내에서의 공기 흐름을 허용한다. 이는 그러면 피스톤(16)의 제1 측부(32)에 존재하는 잔류물의, 밸브(54)를 통해 피스톤 커버의 전방 측(50)으로부터의 통기를 가능하게 한다.
제2 측부(68)로부터 밸브 핀(52)을 작동시킬 때, 밸브 핀(52)은 피스톤 커버(30)의 방향으로 길이 방향 축(A)을 따라 이동되어 오목하게 형성된 중앙 영역(42)을 편향되게 하고 덜 오목해지게 하거나 일부 경우에는 볼록해지게도 한다. 이에 의하여, 최상부 말단(40'), 외부 표면(40)뿐만 아니라 밸브 표면(40")의 영역에서 피스톤 커버(30)의 후방 측(50)과 피스톤 몸체(28) 사이에 벤팅 채널 (보이지 않음)을 형성한다.
더 긴 밸브 핀(52)의 길이가 선택될수록 피스톤 커버(30)는 피스톤 몸체(28)로부터 더 들어 올려질 수 있다. 이에 의해, 피스톤(16)을 통해 카트리지(10)로부터 공기가 통기되도록 제공된 벤팅 채널의 공간이 확장된다. 도면에 도시된 밸브 핀(52)을 사용하는 대신에, 중공 원통형 부재 (보이지 않음)와 같은 다른 형태의 밸브 부재(52a)가 사용될 수 있다. 밸브 부재(52a)는 2개의 기능, 즉 통기를 위하여 플런저와 협력하는 기능과 피스톤 몸체의 밸브 표면(40")과 협력하여 밸브(54)를 형성하는 기능을 갖는다.
피스톤(16)은 주변적으로 연장되는 외부 벽면(57)에 의해 형성된 외부 주변 표면(56)을 갖고 있으며, 환형 그루브(46)는 외부 벽면(57)과 내부 벽면(33) 사이에 형성된다.
도 4의 외부 벽면(57)의 외부 주변 표면(56) 각각은 실질적으로 원통형 외부 형상을 갖고 있으며 또한 제1 측부(32)에 챔퍼 가공된 센터링 립(34)을 갖고 있다. 피스톤(16)의 제1 측부(32)로부터 제2 측부(68)로의 외부 주변 표면(56)의 외부 윤곽을 따라, 피스톤 몸체(28)는 센터링 립(34), 밀봉 립(38), 제1 리세스(recess)(58) 및 제2 측부(68)에 형성된 안정화 돌출부(60)를 포함하고 있다. 제1 리세스(58)는 밀봉 립(38)과 안정화 돌출부(60) 사이에 배열되어 있다.
안정화 돌출부(60)는 피스톤(16)이 분배 작용 동안 카트리지 벽면을 따라 이동함에 따라 피스톤(16)을 안정화시키기 위해 피스톤(16)에 제공된다. 이는 피스톤(16)이 가능한 한 균일한 방식으로 카트리지 벽면을 따라 이동하는 것을 보장한다.
더욱이, 제1 리세스(58)에는 스프루 마크(sprue mark)(78)가 존재하며, 이는 피스톤 몸체(28)가 사출 성형 공정에서 형성된다는 것 그리고 해당 몰드(96)(도 6b 참조)에서의 성형 재료의 주입 지점이 외부 벽면(57)을 형성하도록 설계된 몰드의 영역에 존재한다는 것을 나타낸다.
피스톤(16)의 제2 측부(68)는 밸브 핀(52)을 작동시키기 위하여 플런저(보이지 않음)가 도입될 수 있는 중앙 리세스(70)를 더 포함하고 있다. 제2 측부(68)는 더 작동되어 카트리지(10) 내에 존재하는 재료(M, M')를 유출구(12)를 통해 분배하기 위해 피스톤(16)을 카트리지로 이동시킬 수 있다.
플런저는 분배 동작 동안 밸브(54)와 맞물리지 않도록 설계되며, 그렇지 않으면 카트리지(10) 내에 존재하는 컴포넌트는 분배시 중앙 리세스(70)를 통해 카트리지(10) 밖으로 누출될 수 있다.
피스톤 몸체(28)는 외부 주변 표면(56)에 배열된 O-링(보이지 않음)을 포함할 수 있다. 이러한 밀봉 O-링은 유리하게는 하나의 적용뿐만 아니라 시간 간격을 두고 많은 적용을 위하여 사용되는 카트리지의 연속적인 밀봉을 보장하기 위해 사용된다.
피스톤 커버(30)는 피스톤 몸체(28)에 해제 가능하지 않게 연결되어 있다. 해제 가능하지 않은 연결부는 피스톤 커버(30)의 부착 부분(64)을 통하여 연장되는 피스톤 몸체(28)의 부분(62)에 의해 형성된다. 피스톤 커버(30)는 피스톤 커버(30)와 피스톤 몸체(28) 사이의 해제 가능하지 않은 연결부를 위해 적어도 2개의 부착 부분(64)을 포함하고 있다. 피스톤 몸체(28)는 각각의 부착 부분(64)을 통해 각각 연장되는 2개의 부분(62)을 포함하고 있다. 부착 부분(64)들은 길이 방향 축(A)의 반대 측에서 서로를 향하도록 배치되어 있다. 부착 부분(64)은 적어도 전체적으로 제2 측부(68)의 방향으로 피스톤 커버(30)로부터 돌출되어 있다.
각 부착 부분(64)은 구멍(64')(도 5a 내지 5c 참조)을 포함하고 있으며, 부착 부분(64)을 통해 연장되는 피스톤 몸체(28)의 부분(62)은 구멍(64')의 내부 공간을 적어도 실질적으로 완전히 채우고 있다.
본 예에서, 부착 부분(64)을 통해 연장되는 피스톤 몸체(28)의 부분(62)은 부착 부분(64)을 통해 연장되는 재료의 웹(62')에 의해 형성된다. 재료의 웹은 부착 부분(64)의 어느 한 측부 상에 배치된 피스톤 몸체(28)의 2개의 부분에 해제 가능하지 않게 연결되어 있다. 웹(62')은 피스톤 몸체와 동일한 재료로 형성된다. 유사하게 부착 부분(64)은 피스톤 커버(30)와 동일한 재료로 형성된다.
부착 부분(64)은 피스톤 커버와 일체로 형성되며 피스톤 몸체(28)의 그루브(46)의 베이스(66)의 영역에서 피스톤 커버(30)로부터 제2 측부(68)의 방향으로 돌출된다. 부착 부분(64)은 피스톤 몸체 내에 완전히 수용되어 있다. 이를 위해 그루브(46)의 베이스(66)는 부착 부분 리세스(65)를 포함하고 있다. 피스톤 몸체(28)는 부착 부분(64) 주위에 형성되며 피스톤 커버(30)에 인접한다.
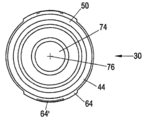
피스톤 커버의 중앙 영역(42)은 크라운(74)을 포함하고 있다. 스프루 마크(76)는 크라운(74)의 중앙에 존재한다. 이 스프루 마크(76)는 피스톤 커버(30)가 사출 성형되었다는 것 그리고 대응하는 몰드(92) (도 6a 참조)에서 성형 재료의 주입 지점이 크라운(74)의 영역에 존재한다는 것을 나타낸다.
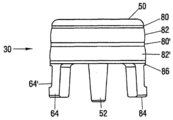
도 5a 내지 5c는 피스톤 커버(30)의 다양한 도면을 보여주고 있다. 알 수 있는 바와 같이, 구멍(64')은 적어도 전체적으로 직사각형 형상을 갖고 있다. 구멍(64')의 치수는 구멍(64')의 하부 프레임(84) (즉, 제2 플라스틱에 완전히 매립된 부분)이 피스톤 몸체(28)의 주변 외부 표면, 즉 외부 벽면(57)과 리세스(70)의 벽면에 대해 대략 동일한 거리에 위치되도록 선택된다. 하부 프레임(84)은 2개의 아암(88)을 통해 부착 부분(64)의 상부 프레임(86)에 연결되어 있다. 보여진 도면에서, 아암(88)의 폭은 하부 프레임(84)의 높이보다 크다. 하부 프레임의 높이 또한 아암(88)의 폭보다 크거나 이와 같을 수 있다. 상부 프레임(86)은 피스톤 커버(30)의 하부 측(89)에 일체로 형성되며 따라서 그의 하부 측(89)에서 피스톤 커버(30)로부터 돌출된다.
피스톤 커버의 측면 부분(44)은 2개의 리세스(80, 80') 및 2개의 피크(peak)(82, 82')에 의해 표시되는 물결 모양의(undulated) 형상을 갖고 있다. 이 특징은 다음에서 논의될 바와 같이 피스톤 몸체(28)의 형성 동안 피스톤 커버(30)의 파지(gripping)를 보장하기 위해 존재한다.
도 6a는 앞에서 논의된 2-컴포넌트 피스톤(16)을 위한 사출 몰드(90)의 개략적인 단면을 보여주고 있다. 사출 몰드(90)는 피스톤 커버(30)를 위한 제1 몰드(92)를 포함하고 있다. 제1 몰드는 피스톤 커버(30)용 사출 성형 재료를 위한 제1 주입 지점을 형성하는 제1 주입 채널(94)을 갖고 있다. 제1 주입 채널(94)은 피스톤 커버(30)의 전방 측(50)을 성형하기 위하여 제1 몰드(92)의 일부에 존재한다.
사출 성형 재료는 피스톤 커버(30)의 재료를 위해 전형적으로 사용되는 각각의 온도 및 압력에서 제1 주입 채널(94)을 통해 제1 몰드(92)로 도입된다. 피스톤 커버(30)를 성형할 때 스프루 마크(76)는 크라운(74)에 존재할 것이다.
도 6b에서 보여지는 바와 같이, 사출 몰드(90)는 피스톤 몸체(28)를 위한 제2 몰드(96)를 더 포함하고 있다. 피스톤(16)을 사출 성형할 때, 피스톤 커버는 초기에 제1 몰드(92) 내에서 성형되고, 그 후에 제2 몰드(96)의 일부를 형성한다.
제2 몰드(96)는 피스톤 몸체(28)를 위한 성형 재료의 주입을 위해 사용되는 제2 주입 지점을 형성하는 제2 주입 채널(98)을 포함하고 있다. 제2 주입 지점은 피스톤 몸체(28)의 외부 주변 벽면(57)을 위한 제2 몰드(96)의 일부의 영역에 존재한다.
따라서, 2-컴포넌트 피스톤을 제조하는 방법에서, 피스톤 커버(30)를 위한 그리고 피스톤 몸체(28)를 위한 스프루 마크는 종래 기술의 몰드와 비교하여 이동된다. 종래 기술의 공정에서, 플라스틱은 핀의 최하부로부터 주입되었으며, 이는 (핀을 재료 측의 방향으로 가압함으로써) 밸브가 작동되는 위치이기도 하다. 형성된 스프루 마크의 크기를 최소화하기 위해, 스프루 마크를 제어 하에서 유지하기 해 양호한 주의를 기울일 필요가 있었다. 이는 상당히 고가인 핫 러너(hot runner) 용 니들 밸브의 사용을 필요로 하였다.
새로운 방법으로 스프루 마크를 피스톤 커버의 전방 측으로 이동시키면, 스프루 마크의 위치는 임의의 국부적인 잔류 수지에 대하여 덜 중요하다. 따라서 더 저렴한 러너 시스템이 사용될 수 있다. 이와 관련하여, 스프루의 위치는 피스톤 커버(30)의 형성을 위하여 대칭 축에 근접될 필요가 있다는 점이 주목되어야 한다.
또한 피스톤 몸체를 위한 스프루 마크(78)는 종래 기술의 몰드와 비교하여 제2 측부(68)로부터 외부 벽면(57)으로 이동되었다. 이는 또한 피스톤 몸체(28)의 제조 방법을 단순화시킨다.
피스톤을 제조할 때, 2-컴포넌트 피스톤(16)을 제조하는 다음의 방법이 수행된다: 제1 단계에서, 사출 성형 재료를 제1 주입 채널(94)을 통해 제1 몰드(92) 내로 주입함으로써 피스톤 커버(30)가 형성된다. 이어서 제2 단계에서, 피스톤 몸체(28)는 제2 몰드(96) 내에서 피스톤 커버(30)에 형성된다.
제1 단계 동안, 피스톤 커버(30)는 피스톤 커버(30)의 전방 측(50)에 존재하는 위치로부터, 보다 구체적으로는 중앙 영역(42)의 크라운(74)의 중심을 나타내는 위치에서 시작하여 형성된다. 이 시작 위치는 나중에 피스톤 커버(30)에 존재하는 스프루 마크(76)에 의해 한정된다. 피스톤 커버(30)가 일정 기간 동안 완전히 또는 부분적으로 경화되는 것이 허용되면, 피스톤 커버(30)의 후방 측(48)에 특정한 제1 몰드(92)의 부분이 사출 몰드(90)로부터 제거된다.
피스톤 커버(30)는 그 후 피스톤 몸체(28)를 위한 제2 몰드(96)의 일부로서 사용된다. 이는 추가 사출 몰드(90)에서 또는 피스톤 커버(30)가 형성되었던 동일 사출 몰드(90)에서 수행될 수 있다.
제2 단계 동안, 피스톤 몸체(28)는 외부 벽면(57)에 제공된 위치로부터, 보다 구체적으로, 제2 주입 채널(98)을 통해 외부 벽면(57)의 리세스(58)에 존재하는 위치에서 시작하여 형성된다. 이 제2 주입 채널(98)은 스프루 마크(78)가 리세스(58)에 형성되게 하는 제2 주 입 지점을 형성한다.
피스톤 커버(30)의 위치가 제2 몰드(96)에서 보장되면, 피스톤 몸체(28)에 특정한 제2 몰드(96)의 나머지 부분이 사출 몰드(90) 내로 도입된다. 그 후, 피스톤 몸체(28)의 재료를 위해 전형적으로 사용되는 각각의 온도 및 압력에서 사출 성형 재료를 제2 주입 채널(96)을 통해 제2 몰드(96) 내로 도입시킴으로써 피스톤 몸체(28)가 형성된다. 그 후, 최종적인 2-컴포넌트 피스톤(16)이 제2 몰드로부터 제거되고 카트리지(10)와의 조립을 위하여 이용 가능해지기 전에 피스톤 몸체는 제2 몰드(96)에서 적어도 부분적으로, 바람직하게는 완전히 경화되는 것이 허용된다.
10: 카트리지
12: 유출구
14, 14a, 14b: 챔버
16, 16a, 16b: 피스톤
18: 캡 메커니즘
20: 캡
22: 서클립
24: 밀봉 플러그
26: 폐쇄 캡
27: 베이어닛 수단
28: 피스톤 몸체
30: 피스톤 커버
32: 제1 측부
33: 내부 벽면
34, 34a: 센터링 부분, 챔퍼 가공된 립
36, 36a: 벤팅 슬롯, 벤팅 수단
38, 38a: 밀봉 립, 밀봉 수단
40, 40', 40": 외부 표면, 최상부 말단, 밸브 표면
42: 오목한 형상의 중앙 영역
44 측면 부분
46: 그루브
48: 후방 측
50: 전방 측
52, 52: 밸브 핀, 밸브 부재
54: 밸브
56: 외부 주변 표면
57: 외부 벽면
58: 제1 리세스
60: 돌출부
62, 62': 부분, 웹
64, 64': 부착 부분
65: 부착 부분 리세스
66: 베이스
68: 제2 측부
70: 중앙 리세스
74: 크라운
76: 스프루 마크
78: 스프루 마크
80, 80': 리세스
82, 82': 피크
84: 하부 프레임
86: 상부 프레임
88: 아암
89: 하부 측
90: 사출 몰드
92: 제1 몰드
94: 제1 주입 채널
96: 제2 몰드
98: 제2 주입 채널
A: 길이 방향 축
M, M': 재료
12: 유출구
14, 14a, 14b: 챔버
16, 16a, 16b: 피스톤
18: 캡 메커니즘
20: 캡
22: 서클립
24: 밀봉 플러그
26: 폐쇄 캡
27: 베이어닛 수단
28: 피스톤 몸체
30: 피스톤 커버
32: 제1 측부
33: 내부 벽면
34, 34a: 센터링 부분, 챔퍼 가공된 립
36, 36a: 벤팅 슬롯, 벤팅 수단
38, 38a: 밀봉 립, 밀봉 수단
40, 40', 40": 외부 표면, 최상부 말단, 밸브 표면
42: 오목한 형상의 중앙 영역
44 측면 부분
46: 그루브
48: 후방 측
50: 전방 측
52, 52: 밸브 핀, 밸브 부재
54: 밸브
56: 외부 주변 표면
57: 외부 벽면
58: 제1 리세스
60: 돌출부
62, 62': 부분, 웹
64, 64': 부착 부분
65: 부착 부분 리세스
66: 베이스
68: 제2 측부
70: 중앙 리세스
74: 크라운
76: 스프루 마크
78: 스프루 마크
80, 80': 리세스
82, 82': 피크
84: 하부 프레임
86: 상부 프레임
88: 아암
89: 하부 측
90: 사출 몰드
92: 제1 몰드
94: 제1 주입 채널
96: 제2 몰드
98: 제2 주입 채널
A: 길이 방향 축
M, M': 재료
Claims (23)
- 제1 컴포넌트로서 피스톤 커버(30) 그리고 제2 컴포넌트로서 피스톤 몸체(28)를 포함하되 피스톤 커버(28)는 피스톤 몸체(28)에 인접하게 배치되고 피스톤 몸체(28)에 대하여 이동되도록 구성된 2-컴포넌트 피스톤(16)을 제조하는 방법에 있어서,
- 피스톤 커버(30)를 형성하는 단계, 및 그 후에
- 피스톤 커버(30)에 피스톤 몸체(28)를 형성하는 단계를 포함하는, 2-컴포넌트 피스톤(16)을 제조하는 방법. - 제1항에 있어서, 피스톤 몸체(28)는 피스톤 커버(30)에 해제 가능하지 않게 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제1항 또는 제2항에 있어서, 상기 피스톤 커버는 구멍(64')을 포함하고, 피스톤 몸체(28)는 웹(62')을 포함하며, 상기 웹은 피스톤 몸체(28)의 재료의 웹(62')이 구멍(64')을 통하여 연장되도록 피스톤 커버(30)에서 피스톤 몸체(28)를 형성하는 동안 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제1항 내지 제3항 중 적어도 한 항에 있어서, 피스톤 커버(30)는 전방 측(50)과 후방 측(48)을 가지며, 후방 측(48)은 상기 피스톤 몸체(28)에 인접하게 배치되고, 피스톤 커버(30)는 피스톤 커버(30)의 전방 측(50)에 존재하는 위치로부터 시작하여 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제4항에 있어서, 피스톤 커버(30)는 중앙 영역(42)을 가지며, 피스톤 커버(30)는 중앙 영역(42)에 존재하는 위치로부터 시작하여 형성되는,2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제1항 내지 제5항 중 적어도 한 항에 있어서, 피스톤 몸체(28)는 제1 측부(32), 제2 측부(68) 및 전방 측부(32)와 후방 측부(68) 사이에서 피스톤 몸체(28) 주위에서 주변적으로 연장되는 벽면(57)을 가지며, 피스톤 몸체(28)는 벽면(57)에 존재하는 위치로부터 시작하여 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제6항에 있어서, 벽면(57)은 리세스(58)를 가지며 피스톤 몸체(28)는 리세스(58)에 존재하는 위치로부터 시작하여 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제2항 그리고 선택적으로 제4항 내지 제7항 중 한 항에 있어서, 피스톤 몸체(28)는 피스톤 몸체(28)와 피스톤 커버(30) 사이에 존재하는 해제 가능하지 않은 연결부에 의하여 피스톤 커버(30)에 해제 가능하지 않게 형성되며, 상기 해제 가능하지 않은 연결부는 피스톤 커버(30)의 부착 부분(64)을 통해 연장되도록 형성된 피스톤 몸체(28)의 부분(62)에 의해 생성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제8항에 있어서, 부착 부분(64)은 피스톤 몸체(28)를 형성하는 단계가 완료된 후 피스톤 몸체(28) 내에 적어도 부분적으로, 바람직하게는 완전히 수용되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제2항 그리고 선택적으로 제4항 내지 제9항 중 한 항에 있어서, 부착 부분(64)을 통해 연장되는 피스톤 몸체(28)의 부분(62)은 부착 부분(64)을 통해 연장되는 재료의 웹(62')에 의해 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제10항에 있어서, 재료의 웹(62')은 부착 부분(64)의 구멍(64')을 통해 연장되며, 재료의 웹(62')은 상기 피스톤 몸체(28)의 2개의 부분에 해제 가능하지 않게 연결되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제1항 내지 제11항 중 적어도 한 항에 있어서, 피스톤 커버(30)와 피스톤 몸체(28) 중 적어도 하나는 사출 성형 공정에서 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제1항 내지 제12항 중 적어도 한 항에 있어서, 피스톤 몸체(28)와 피스톤 커버(30)는 상이한 재료로 형성되는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제12항 또는 제13항에 있어서, 피스톤 커버(30) 및 피스톤 몸체(28)는 사출 성형 공정에 의하여 사출 몰드(90)에서 형성되며, 상기 방법은
- 피스톤 커버(30)를 제1 몰드(92) 내에서 형성하는 단계;
- 피스톤 커버(30)를 적어도 부분적으로, 바람직하게는 완전히 경화시킨 후, 피스톤 커버(30)의 후방 측(48)에 특정한 제1 몰드(92)의 부분을 사출 몰드(90)에서 선택적으로 제거하는 단계; 및
- 피스톤 몸체(28)를 위한 제2 몰드(96)의 일부로서 피스톤 커버(30)를 사용하는 단계를 포함하는, 2-컴포넌트 피스톤(16)을 제조하는 방법. - 제14항에 있어서, 상기 방법은
- 피스톤 커버(30)를 제2 몰드(96)의 일부로서 사출 몰드(90) 내에 유지시키는 단계; 또는
- 피스톤 커버(30)를 제2 몰드(96) 내로 도입하는 단계;
- 피스톤 몸체(28)에 특정한 제2 몰드(96)의 다른 부분을 선택적으로 도입하는 단계;
- 피스톤 몸체(28)에 특정한 제2 몰드(96)의 상기 다른 부분을 피스톤 커버(30)에 대하여 선택적으로 배치하는 단계;
- 피스톤 몸체(28)를 제2 몰드(96) 내에 형성하는 단계;
- 피스톤 몸체(28)를 제2 몰드(96) 내에서 적어도 부분적으로, 바람직하게는 완전히 경화시키는 단계; 및
- 2-컴포넌트 피스톤(16)을 제2 몰드(96)로부터 제거하는 단계를 더 포함하는, 2-컴포넌트 피스톤(16)을 제조하는 방법. - 제14항 또는 제15항에 있어서, 피스톤 커버(30)용 사출 성형 재료를 위한 제1 주입 지점은 피스톤 커버(30)의 전방 측(50)을 성형하도록 구성된 제1 몰드(92)의 일부에 존재하는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제16항에 있어서, 피스톤 커버(30)는 전방 측(50)에 중심 영역(42)을 갖도록 형성되며, 제1 주입 지점은 중심 영역(42)의 크라운(74)을 성형하도록 구성된 제1 몰드(92)의 일부에 존재하는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제15항 내지 제17항 중 적어도 한 항에 있어서, 피스톤 몸체(28)는 피스톤(16)의 제1 측부(32)로부터 피스톤(16)의 제2 측부(68)로 연장되는 외부 벽면(57)을 갖도록 형성되며, 제2 몰드(96)는 피스톤 몸체(28)의 외부 벽면(57)을 위하여 구성된 제2 몰드(96)의 일부의 영역에 존재하는 피스톤 몸체(28)용 사출 성형 재료를 위한 제2 주입 지점을 포함하는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 제18항에 있어서, 피스톤 몸체(28)의 외부 벽면(57)은 리세스(58)를 포함하며, 상기 제2 주입 지점은 리세스(58)를 위해 구성된 제2 몰드(96)의 일부의 부근에 존재하는, 2-컴포넌트 피스톤(16)을 제조하는 방법.
- 2-컴포넌트 피스톤(16)을 위한 사출 몰드(90)에 있어서, 2-컴포넌트 피스톤(16)은 제1 컴포넌트로서 피스톤 커버(30) 및 제2 컴포넌트로서 피스톤 몸체(28)를 포함하며, 상기 피스톤 커버는 피스톤 몸체(28)에 인접하게 배치되고, 사출 몰드(90)는 피스톤 커버(30)를 위한 제1 몰드(92)를 포함하며, 상기 제1 몰드는 피스톤 커버(30)용 사출 성형 재료를 위한 제1 주입 지점을 형성하는 제1 주입 채널(94)을 갖고, 상기 제1 주입 지점은 피스톤 커버(30)의 전방 측(50)을 성형하기 위하여 제1 몰드(92)의 일부에 존재하며, 사출 몰드(90)는 피스톤 몸체(28)를 위한 제2 몰드(96)를 더 포함하고, 피스톤 커버(30)는 상기 제2 몰드(96)의 일부를 형성하는, 사출 몰드.
- 제20항에 있어서, 제2 몰드(96)는 피스톤 몸체(28)용 사출 성형 재료를 위한 제2 주입 지점을 형성하는 제2 주입 채널(98)을 포함하며, 상기 제2 주입 지점은 피스톤 몸체(28)의 외부 벽면(57)을 위하여 제2 몰드(96)의 일부의 영역에 존재하는, 사출 몰드.
- 제1항 내지 제19항 중 적어도 한 항에 따른 방법에 의하여, 또는 제20항 또는 제21항에 따른 사출 몰드(90)에서 획득 가능하며, 제1 컴포넌트로서 피스톤 커버(30) 및 제2 컴포넌트로서 피스톤 몸체(30)를 포함하는 카트리지용 2-컴포넌트 피스톤(16)으로서, 피스톤 커버(30)는 피스톤 몸체(28)에 대해 이동하도록 구성되며, 피스톤 커버(30)는 피스톤 몸체(28)에 해제 가능하지 않게 연결되어 있고, 피스톤 몸체(28)와 피스톤 커버(30) 사이의 해제 가능하지 않은 연결부는 피스톤 커버(30)의 부착 부분(64)을 통해 연장되는 피스톤 몸체(28)의 일부(62)에 의하여 생성되는, 2-컴포넌트 피스톤.
- 유출구(12), 적어도 하나의 챔버(14, 14a, 14b) 및 상기 적어도 하나의 챔버(14, 14a, 14b)의 각각에 배치된, 제14항에 따른 적어도 하나의 피스톤(16)을 포함하며, 바람직하게는 상기 적어도 하나의 챔버(14, 14a, 14b)의 각각에 배치된 각각의 유동성 매스(M, M')를 더 포함하는, 카트리지(10).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP17209077.1A EP3501782A1 (en) | 2017-12-20 | 2017-12-20 | Method of making a two-component piston, injection mold for a two-component piston, two-component piston and cartridge |
| EP17209077.1 | 2017-12-20 | ||
| PCT/EP2018/084963 WO2019121398A1 (en) | 2017-12-20 | 2018-12-14 | Method of making a two-component piston, injection mold for a two-component piston, two-component piston and cartridge |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200098656A true KR20200098656A (ko) | 2020-08-20 |
| KR102473928B1 KR102473928B1 (ko) | 2022-12-02 |
Family
ID=60811825
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020207020691A KR102473928B1 (ko) | 2017-12-20 | 2018-12-14 | 2-컴포넌트 피스톤 제조 방법, 2-컴포넌트 피스톤을 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지 |
Country Status (8)
| Country | Link |
|---|---|
| US (2) | US11498094B2 (ko) |
| EP (2) | EP3501782A1 (ko) |
| JP (1) | JP7039708B2 (ko) |
| KR (1) | KR102473928B1 (ko) |
| CN (1) | CN111479665B (ko) |
| BR (1) | BR112020012219B1 (ko) |
| ES (1) | ES2925238T3 (ko) |
| WO (1) | WO2019121398A1 (ko) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR910005704A (ko) * | 1989-08-04 | 1991-03-30 | 다니이 아끼오 | 신호분리장치 |
| KR20070029689A (ko) * | 2004-03-19 | 2007-03-14 | 미도리안젠 가부시키가이샤 | 바이저가 부착된 헬멧 |
| KR20100091893A (ko) * | 2009-02-11 | 2010-08-19 | 술저 믹스팩 아게 | 배기 장치를 구비한 카트리지 피스톤 |
| KR20170056661A (ko) * | 2014-09-17 | 2017-05-23 | 술저 믹스팩 아게 | 카트리지를 위한 피스톤, 카트리지 및 카트리지를 통기하는 방법 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4041031A (en) * | 1973-12-20 | 1977-08-09 | Imperial Chemical Industries Limited | Method of making fiber reinforced protective headgear |
| EP0180628B1 (de) * | 1984-05-12 | 1989-08-16 | Dieter Dr. Lucas | Injektionsspritze |
| JPS6485665A (en) * | 1987-06-19 | 1989-03-30 | Terumo Corp | Medical instrument and its preparation |
| WO1988010130A1 (en) * | 1987-06-19 | 1988-12-29 | Terumo Kabushiki Kaisha | Medical instrument and production thereof |
| US5301842A (en) * | 1991-03-06 | 1994-04-12 | Frank Ritter | Multicomponent cartridge for plastic materials |
| CA2070037C (en) * | 1991-05-29 | 2002-03-26 | Roland G. Harmer | Coinjected plastic garment hangers, method of molding hangers and apparatus for implementing method |
| DE19600141C1 (de) * | 1996-01-04 | 1997-07-10 | Parker Praedifa Gmbh | Dichtungsring und Verwendung desselben |
| US5902276A (en) * | 1996-11-26 | 1999-05-11 | Liebel-Flarsheim Company | Two-shot molded plunger |
| US6004300A (en) * | 1997-08-28 | 1999-12-21 | Butcher; Robert M | Composite hypodermic syringe piston |
| DE20010478U1 (de) * | 2000-06-16 | 2000-10-19 | Magna Exterior Systems Gmbh | Befestigungselement |
| AUPQ867900A0 (en) * | 2000-07-10 | 2000-08-03 | Medrad, Inc. | Medical injector system |
| BE1015362A6 (nl) * | 2002-10-14 | 2005-02-01 | Boutech Nv | Werkwijze en inrichting voor het vervaardigen van plunjers voor medische spuiten, plunjers hierdoor verkregen, alsmede spuit voor medische doeleinden. |
| DE10337790A1 (de) * | 2003-08-14 | 2005-03-17 | 3M Espe Ag | Kapsel für Zwei-Komponenten-Materialien |
| GB0321332D0 (en) | 2003-09-11 | 2003-10-15 | Glaxosmithkline Consumer Healt | Novel device |
| EP1576933A1 (en) | 2004-03-11 | 2005-09-21 | 3M Espe Ag | Capsule for storage, mixing and dispensing materials |
| US8091864B2 (en) * | 2005-12-20 | 2012-01-10 | Ds Smith Plastics Limited | Valve for a fluid flow connector having an overmolded plunger |
| US8926569B2 (en) * | 2006-03-15 | 2015-01-06 | Bayer Medical Care Inc. | Plunger covers and plungers for use in syringes and methods of fabricating plunger covers and plungers for use in syringes |
| US7891528B2 (en) | 2006-07-03 | 2011-02-22 | Nordson Corporation | Dispenser and piston for dispensing a liquid material |
| DE202008007834U1 (de) * | 2008-06-12 | 2008-08-21 | Gfv Verschlusstechnik Gmbh & Co. Kg | Kolben zum Auspressen von Füllsubstanzen |
| TW201029897A (en) * | 2008-12-12 | 2010-08-16 | Sulzer Mixpac Ag | Cartridge piston |
| CN102770217B (zh) * | 2009-12-11 | 2016-01-13 | 苏舍米克斯帕克有限公司 | 料筒活塞 |
| JP2012056633A (ja) * | 2010-09-13 | 2012-03-22 | Sulzer Mixpac Ag | カートリッジピストン |
| EP2468415A1 (de) | 2010-12-24 | 2012-06-27 | Sika Technology AG | Dosier- und Mischvorrichtung für Mehrkomponentenstoffe |
| DE202011005121U1 (de) | 2011-04-11 | 2012-07-13 | Voco Gmbh | Misch- und Applikationskapsel zur Herstellung eines Dentalpräparates |
| CN202236714U (zh) | 2011-10-20 | 2012-05-30 | 柏保东 | 装配方便的高安全自毁式注射器 |
| US9469061B2 (en) * | 2013-01-30 | 2016-10-18 | Plas-Pak Industries Inc | One-piece ventable piston for a dispensing apparatus, a dispensing apparatus with same, and method of making same |
| EP3029334B1 (de) * | 2014-12-05 | 2021-07-07 | Sulzer Management AG | Axial geteilte pumpe |
-
2017
- 2017-12-20 EP EP17209077.1A patent/EP3501782A1/en not_active Withdrawn
-
2018
- 2018-12-14 US US16/772,911 patent/US11498094B2/en active Active
- 2018-12-14 BR BR112020012219-0A patent/BR112020012219B1/pt active IP Right Grant
- 2018-12-14 ES ES18815728T patent/ES2925238T3/es active Active
- 2018-12-14 WO PCT/EP2018/084963 patent/WO2019121398A1/en unknown
- 2018-12-14 EP EP18815728.3A patent/EP3703928B1/en active Active
- 2018-12-14 JP JP2020534360A patent/JP7039708B2/ja active Active
- 2018-12-14 CN CN201880082705.9A patent/CN111479665B/zh active Active
- 2018-12-14 KR KR1020207020691A patent/KR102473928B1/ko active IP Right Grant
-
2022
- 2022-05-31 US US17/829,311 patent/US11857995B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR910005704A (ko) * | 1989-08-04 | 1991-03-30 | 다니이 아끼오 | 신호분리장치 |
| KR20070029689A (ko) * | 2004-03-19 | 2007-03-14 | 미도리안젠 가부시키가이샤 | 바이저가 부착된 헬멧 |
| KR20100091893A (ko) * | 2009-02-11 | 2010-08-19 | 술저 믹스팩 아게 | 배기 장치를 구비한 카트리지 피스톤 |
| KR20170056661A (ko) * | 2014-09-17 | 2017-05-23 | 술저 믹스팩 아게 | 카트리지를 위한 피스톤, 카트리지 및 카트리지를 통기하는 방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| BR112020012219A8 (pt) | 2023-03-21 |
| US20200324313A1 (en) | 2020-10-15 |
| US20220288628A1 (en) | 2022-09-15 |
| KR102473928B1 (ko) | 2022-12-02 |
| EP3703928B1 (en) | 2022-08-10 |
| EP3501782A1 (en) | 2019-06-26 |
| US11498094B2 (en) | 2022-11-15 |
| EP3703928A1 (en) | 2020-09-09 |
| JP2021506635A (ja) | 2021-02-22 |
| JP7039708B2 (ja) | 2022-03-22 |
| ES2925238T3 (es) | 2022-10-14 |
| CN111479665A (zh) | 2020-07-31 |
| US11857995B2 (en) | 2024-01-02 |
| CN111479665B (zh) | 2022-12-09 |
| WO2019121398A1 (en) | 2019-06-27 |
| BR112020012219A2 (pt) | 2020-11-24 |
| BR112020012219B1 (pt) | 2023-12-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107073510B (zh) | 用于筒的活塞、筒和对筒进行排气的方法 | |
| KR20170028366A (ko) | 다성분 재료용 주사기, 주사기의 활성화 방법, 혼합 및 분배 장치, 및 다성분 카트리지 | |
| EP3313560B1 (en) | Static mixer, method of assembling a static mixer and dispensing apparatus | |
| CN102753441B (zh) | 活塞设置装置、包括此类装置的系统和用于在套筒中设置活塞的方法 | |
| KR102473928B1 (ko) | 2-컴포넌트 피스톤 제조 방법, 2-컴포넌트 피스톤을 위한 사출 몰드, 2-컴포넌트 피스톤 및 카트리지 | |
| US20210394227A1 (en) | Piston, cartridge and method of venting a cartridge | |
| CN111542399B (zh) | 活塞、料筒以及使料筒排气的方法 | |
| EP3501670A1 (en) | Piston, cartridge and method of venting a cartridge | |
| US20170266858A1 (en) | Method for producing an apparatus for dispensing a medium |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |