KR20200077428A - 담배 산업용 로드형 물품을 제조하기 위한 장치 및 방법 - Google Patents
담배 산업용 로드형 물품을 제조하기 위한 장치 및 방법 Download PDFInfo
- Publication number
- KR20200077428A KR20200077428A KR1020190167858A KR20190167858A KR20200077428A KR 20200077428 A KR20200077428 A KR 20200077428A KR 1020190167858 A KR1020190167858 A KR 1020190167858A KR 20190167858 A KR20190167858 A KR 20190167858A KR 20200077428 A KR20200077428 A KR 20200077428A
- Authority
- KR
- South Korea
- Prior art keywords
- rod
- insert
- tape
- cutting head
- filling material
- Prior art date
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/34—Examining cigarettes or the rod, e.g. for regulating the feeding of tobacco; Removing defective cigarettes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C3/00—Complete manufacture of cigars; Combinations of two or more elements of cigar manufacture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1807—Forming the rod with compressing means, e.g. garniture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1892—Forming the rod with additives, e.g. binding agent, flavorants
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/28—Cutting-off the tobacco rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/32—Separating, ordering, counting or examining cigarettes; Regulating the feeding of tobacco according to rod or cigarette condition
- A24C5/34—Examining cigarettes or the rod, e.g. for regulating the feeding of tobacco; Removing defective cigarettes
- A24C5/3412—Examining cigarettes or the rod, e.g. for regulating the feeding of tobacco; Removing defective cigarettes by means of light, radiation or electrostatic fields
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/70—Manufacture
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
Landscapes
- Health & Medical Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
Abstract
담배 산업용 로드형(rod-like) 물품을 제조하기 위한 방법으로서, 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 방법은, 연속으로 이동하는 테이프형 포장제(wrapper)(14)를 공급하는 단계; 이동하는 포장제(14) 상으로 충전 재료(2)의 가닥(strand)을 공급하는 단계; 약화부(weakenings)(30)를 갖는 테이프 형태로 인서트 재료(9)를 충전 재료(2)의 가닥 내로 공급하는 단계; 인서트 재료(9)를 갖는 충전 재료(2)의 가닥 주위로 포장제(14)를 포장하여 연속 로드(CR)를 형성하는 단계; 인서트 재료의 테이프(9)에서 약화부(30)를 가로지르는 절단 평면에서 절단 헤드(16)로 이동하는 연속 로드(CR)를 절단하여 단부를 갖는 개별 로드형 물품(R)을 형성하는 단계; 로드형 물품(R) 내의 인서트(9A)의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계; 및 측정된 유사도에 응답하여, 연속 로드(CR)의 이동에 대한 절단 헤드(16)의 조정 동작을 수행하여, 로드형 물품(R)에서 인서트(9A)의 단부 사이에 가장 높은 유사도를 되돌려주는 단계를 포함한다.
Description
본 발명은 담배 산업용 로드형(rod-like) 물품을 제조하는 것에 관한 것이다.
당해 업계에서, 로드형 물품에서 다양한 종류의 물체를 배치하기 위한 장치가 알려져 있다. 구형(spherical) 물체 및 종재 물체(longitudinal object)는 모두 궐련(cigarette)의 마우스피스(mouthpiece) 부분의 필터 재료 및 담배(tobacco) 부분에 배치된다. 현재, "태우지 않고 가열하는(heat not burn)" 종류의 담배 제품, 즉 아로마를 생성하는 재료가 가열되는 제품이 출현하였다. 이러한 제품은 담배가 연소되는 전통적인 궐련과 관련하여 흡연자에 대한 더 적은 유해 물질 배출을 특징으로 한다. 아로마는 담배 부분에 배치된 인서트(insert)로부터 방출된 열에 의해 생성될 수 있고, 이러한 제품 내에 담배는, 예를 들어, 담배 절단물, 주름진 종이, 담배 필름 또는 균질화된 담배 시트인 다양한 형태를 가질 수 있다. 에어로졸 생성 재료를 가열하기 위하여, 가열될 재료로 제조된 궐련의 일부 내부에 배치되는 라멜라(lamellar) 또는 로드(rod) 요소가 일반적으로 사용된다. 가열 요소는 일반적으로 궐련의 단부로부터 에어로졸 생성 재료가 위치되는 부분으로 이를 도입함으로써 흡연자에 의해 직접 이러한 제품에 배치될 수 있거나, 그렇지 않으면 이러한 궐련을 생산하는 단계에 이미 그 안에 배치될 수 있다. 가열 요소가 제조 단계에서 궐련의 담배 부분에 배치되는 경우에, 보통 전자기 복사선인 외부 에너지원이 이를 가열하기 위하여 사용된다. 가열 요소는 유도 가열될 수 있고, 생성된 에너지는 담배 재료를 가열하는데 사용된다.
궐련의 담배 부분 내의 가열 요소의 배치는 담배 산업에서 사용되는 로드형 요소를 생산하기 위한 기계에서 일어난다. 전형적으로, 가열 요소는 도입 수단에 의해 에어로졸 생성 재료로 형성된 비성형 샤프트(unformed shaft) 내로, 에어로졸 생성 재료로 각각의 측에서 균일하게 둘러싸이도록 일반적으로 중심에 도입된다.
가열 요소는 유한 길이의 완성 요소로서 또는 샤프트를 형성한 후에 바(bar)와 함께 절단될 무한 벨트로서 비성형 샤프트에 삽입될 수 있다.
PCT 출원 WO2016/184928은 스테인리스 강으로 이루어진 연속 테이프를 담배 재료 토우(tow)에 삽입하기 위한 장치를 개시하며, 담배 재료는 절단 헤드에 의해 미리 정의된 길이의 단일 로드로 절단되는 연속 로드로 형성된다. 인서트(insert)는 유도 가열되도록 구성되고, 담배 물질, 예를 들어, 에어로졸 형성 담배 기재(substrate)를 가열하도록 채용된다.
PCT 출원 WO2016/184929는 강자성 금속으로 이루어진 스트립 형상의 가열 요소를 담배 재료 가닥(strand)에 삽입하기 위한 장치를 개시하며, 미리 정의된 길이를 갖는 스트립은 가닥 내에 위치되어, 최종적으로 형성된 연속 로드가 삽입된 스트립 사이에 절단될 수 있다. 따라서, 스트립 형상의 가열 요소를 갖는 로드가 제조된다.
유럽 특허 출원 EP2677273A1은 광학 유닛에 의해 로드형 물품의 단부 표면의 품질을 추정하는 방법을 개시하며, 유닛으로부터의 신호는 컨트롤러에 의해 처리된다. 절단면의 2차원 측정 및 3차원 측정이 모두 사용 가능하다.
본 명세서에 담배 산업용 로드형 물품을 제조하기 위한 방법이 개시되고, 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 방법은, 연속으로 이동하는 테이프형 포장제(wrapper)를 공급하는 단계; 이동하는 포장제 상으로 충전 재료의 가닥을 공급하는 단계; 약화부(weakenings)를 갖는 테이프 형태로 인서트 재료를 충전 재료의 가닥 내로 공급하는 단계; 인서트 재료를 갖는 충전 재료의 가닥 주위로 포장제를 포장하여 연속 로드를 형성하는 단계; 인서트 재료의 테이프에서 약화부를 가로지르는 절단 평면에서 절단 헤드로 이동하는 연속 로드를 절단하여 단부를 갖는 개별 로드형 물품을 형성하는 단계; 로드형 물품 내의 인서트의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계; 및 로드형 물품에서 인서트의 단부들 간의 가장 높은 유사도를 되돌려주기(returning) 위하여, 측정된 유사도에 응답하여 연속 로드의 이동에 대한 절단 헤드의 조정 동작을 수행하는 단계를 포함한다.
조정 동작은 절단 헤드의 동작을 수정하는 것을 포함할 수 있다.
방법은, 연속 로드의 이동 속도에 대하여 절단 헤드의 동작을 조정하는 단계를 더 포함할 수 있다.
방법은, 연속 로드의 이동 속도에 대하여 절단 헤드의 이동을 조정하는 단계를 더 포함할 수 있다.
로드형 물품의 단부는 전단 표면(shear surface)을 포함할 수 있고, 방법은, 로드형 물품의 단부의 전단 표면의 이미지를 분석함으로써 인서트의 단부를 검사하는 단계를 더 포함할 수 있다.
검사는 로드형 물품의 단부에서 인서트의 전단 표면의 표면적을 측정하는 것을 포함할 수 있다.
로드형 물품 내의 인서트의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계는, 극초단파(microwave) 센서로부터의 측정 신호를 분석하는 단계를 포함할 수 있다.
인서트 재료 테이프 내의 약화부는 충전 재료의 가닥 내로 인서트 재료 테이프를 공급하기 전에 인서트 재료 테이프를 어셈블리로 통과시켜 형성될 수 있다.
충전 재료는 담배(tobacco)를 포함할 수 있다.
약화부는 인서트 재료의 길이 방향 에지에서 2개의 대향하는 컷아웃(cut-out)을 포함할 수 있다.
방법은, 절단 헤드의 이동과 연속 로드의 이동의 동기화를 점진적으로 조정하고, 로드형 물품 내의 인서트의 단부를 미리 정의된 모델과 비교하여 각각의 조정 후에 유사도에 대한 측정값을 획득하는 단계를 더 포함할 수 있다.
센서는 로드형 물품의 단부의 전단 표면의 이미지를 수신하도록 구성된 광 센서일 수 있다.
방법은, 약화부 형성 어셈블리를 이용하여, 테이프 재료의 형태로 인서트 재료 내에 약화부를 형성하는 단계를 더 포함할 수 있다.
또한, 본 명세서에, 담배 산업용 로드형 물품을 제조하기 위한 장치가 개시되고, 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 장치는, 연속하는 테이프형 포장제를 공급하도록 구성된 포장제 공급 어셈블리; 충전 재료의 가닥을 공급하도록 구성된 충전 재료 공급 어셈블리; 약화부를 갖는 인서트 재료의 테이프를 충전 재료의 가닥 내로 공급하도록 구성된 인서트 재료 테이프 공급 어셈블리; 충전 재료 및 인서트 재료 테이프를 포함하는 연속 로드를 형성하도록 구성된 가니츄어(garniture) 어셈블리; 인서트 재료의 테이프 내에 약화부를 가로지르도록 구성되어 단부를 갖는 로드형 물품을 형성하는 절단 헤드; 로드형 물품을 연속 로드로 이송하도록 구성된 컨베이어; 로드형 물품의 단부에서 인서트의 단부를 검사하도록 구성된 센서; 인서트의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하도록 구성된 비교 유닛; 및 유사도에 대한 측정값에 응답하여, 후속 로드형 물품에서 인서트의 단부와 모델 간의 가장 높은 유사도를 되돌려주기 위하여, 연속 로드의 이동에 대한 절단 헤드의 동작에 조정 동작을 수행하도록 구성되는 컨트롤러를 포함한다.
컨트롤러는 연속 로드의 이동에 대하여 절단 헤드의 동작을 조정하도록 구성될 수 있다.
컨트롤러는 절단 헤드의 동작 속도를 조정할 수 있다.
센서는 로드형 물품의 단부의 전단 표면의 이미지를 수신하도록 구성된 광 센서일 수 있다.
장치는, 인서트 재료 테이프 내에 약화부를 제조하도록 구성된 약화부 형성 어셈블리를 더 포함할 수 있다.
다른 말로 하면, 본 명세서에 담배 산업용 로드형 물품을 제조하기 위한 방법이 개시되고, 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 방법은, 연속으로 이동하는 테이프형 포장제(wrapper)를 공급하는 단계; 이동하는 포장제 상으로 충전 재료의 가닥을 공급하는 단계; 약화부(weakenings)를 갖는 테이프 형태로 인서트 재료를 충전 재료의 가닥 내로 공급하는 단계; 인서트 재료를 갖는 충전 재료의 가닥 주위로 포장제를 포장함으로써 연속 로드를 형성하는 단계; 인서트 재료의 테이프에서 약화부를 가로지르는 절단 평면에서 절단 헤드에 의해 이동하는 연속 로드를 개별 로드형 물품으로 절단하는 단계를 포함한다. 방법은, 연속 로드로부터 절단된 로드형 물품 내의 인서트의 단부를 검사하고, 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계; 및 후속 로드형 물품에서 모델에 대한 인서트의 단부들의 유사도를 증가시키기 위하여, 유사도에 따라 연속 로드의 이동에 대하여 절단 헤드의 동작을 조정하는 단계를 더 포함한다.
다른 말로 하면, 본 명세서에 담배 산업용 로드형 물품을 제조하기 위한 장치가 개시되고, 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 장치는, 연속하는 테이프형 포장제를 공급하도록 구성된 포장제 공급 어셈블리; 충전 재료의 가닥을 공급하도록 구성된 충전 재료 공급 어셈블리; 약화부를 갖는 인서트 재료의 테이프를 충전 재료의 가닥 내로 공급하도록 구성된 인서트 재료 테이프 공급 어셈블리; 충전 재료 및 둘러싸인 인서트 재료 테이프를 포함하는 연속 로드를 형성하도록 구성된 가니츄어 어셈블리; 연속 로드를 개별 로드형 물품으로 절단하고, 절단 평면이 인서트 재료의 테이프 내의 약화부를 가로지르도록 구성된 절단 헤드; 연속 로드에 가로 방향으로 로드형 물품을 이송하도록 구성된 컨베이어를 포함한다. 장치는, 로드형 물품의 단부에서 인서트의 단부를 검사하도록 구성된 센서; 인서트의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하도록 구성된 비교 유닛; 및 후속 로드형 물품에서 모델에 대한 인서트의 단부들의 유사도를 증가시키기 위하여, 측정된 유사도에 따라 연속 로드의 이동에 대한 절단 헤드의 동작을 조정하도록 구성되는 컨트롤러를 포함한다.
본 명세서에서 개시된 바와 같은 로드형 물품을 제조하기 위한 방법과 장치는 연속 로드를 절단하도록 구성된 절단 헤드의 에너지 소비 감소를 제공한다. 또한, 이는 제조 품질의 향상을 제공한다.
본 발명에 따른 방법 및 장치는 본 명세서에서 다음의 도면에서 제공된 실시예를 참조하여 설명된다:
도 1은 연속 충전 재료로부터 로드를 제조하기 위한 기계를 나타내고,
도 2는 담배 섬유로부터 로드를 제조하기 위한 기계를 나타내고,
도 3 및 도 4는 인서트 재료의 테이프를 삽입하는 영역의 단면을 나타내고,
도 5 및 도 6은 인서트 재료의 테이프에서의 약화부를 나타내고,
도 7 및 8은 연속 로드(CR)를 절단한 후에 방향 T로 이동하는 로드(R, R', R'')를 나타내고,
도 9는 로드 제조 기계의 아웃피드(outfeed) 부분을 개략적으로 나타내고,
도 10은 드럼 컨베이어를 나타내고,
도 11은 검사 수단의 배치의 일례를 나타내고,
도 12는 검사 수단의 배치의 다른 예를 나타낸다.
도 1은 연속 충전 재료로부터 로드를 제조하기 위한 기계를 나타내고,
도 2는 담배 섬유로부터 로드를 제조하기 위한 기계를 나타내고,
도 3 및 도 4는 인서트 재료의 테이프를 삽입하는 영역의 단면을 나타내고,
도 5 및 도 6은 인서트 재료의 테이프에서의 약화부를 나타내고,
도 7 및 8은 연속 로드(CR)를 절단한 후에 방향 T로 이동하는 로드(R, R', R'')를 나타내고,
도 9는 로드 제조 기계의 아웃피드(outfeed) 부분을 개략적으로 나타내고,
도 10은 드럼 컨베이어를 나타내고,
도 11은 검사 수단의 배치의 일례를 나타내고,
도 12는 검사 수단의 배치의 다른 예를 나타낸다.
도 1에 나타낸 로드 제조 기계(1)는 충전 재료(2)의 연속하는 가닥(strand), 예를 들어 저장 유닛(3)으로부터 공급된 균질화된 담배(tobacco)의 가닥으로부터 로드(R)를 제조하기 위하여 마련된다. 충전 재료는 향미(flavor), 바람직하게는 담배 향미를 포함하도록 구성된 임의의 재료일 수 있다. 이는 "에어로졸 생성 담배 재료(aerosol generating tobacco material)"로서 정의된다. 충전 재료(2)의 가닥은 연속 로드를 형성하는 것을 용이하게 하기 위하여 준비 유닛(4) 내의 롤러에 의해 주름이 잡히고(crimped) 신장된다. 준비 유닛에서, 충전 재료(2)의 가닥이 적셔질 수 있거나, 또는 향미가 이에 첨가될 수 있다. 기계(1)에는 충전 재료의 가닥이 준비 유닛(4)으로부터 통과하는 깔때기(funnel) 형태를 갖는 가이드 요소(5)가 제공된다. 충전 재료(2)의 가닥은 가이드 요소(5)를 통과할 때 초기에 압축된다. 요소(5)에는 충전 재료(2)로부터 공기를 배출하기 위한 개구가 제공될 수 있다. 초기에 압축된 충전 재료는 도입 튜브(6)를 통과하여 안내 및 압축 요소로서 작용한다. 충전 재료(2)의 가닥은 제조된 로드(CR)에 가까운 형상을 획득한다. 안내 및 압축 요소(5) 및 도입 튜브(6)는 단일 요소로서 형성될 수 있다.
기계(1)의 로드 형성 부분에, 인서트 재료(9)의 테이프를 충전 재료(2)에 공급하기 위한 인서트 재료 테이프 공급 어셈블리(8)가 제공된다. 인서트 재료는 금속, 플라스틱 또는 임의의 다른 재료로 이루어질 수 있다. 인서트 재료 테이프(9)는 보빈(10)으로부터 공급되어 약화부 형성 어셈블리(17)를 통과하여 인서트 재료 테이프 공급 어셈블리(11)로 전달된다. 약화부는 강도를 낮춘 테이프의 영역이다. 약화부 형성 어셈블리(17)는 펀칭 장치, 레이저 절단 장치 또는 컷아웃(cut-out)을 형성하도록 구성된 임의의 다른 종류의 장치일 수 있다. 약화부는 다양한 형상을 가질 수 있으며, 이는 상세한 설명에서 추가로 설명될 것이다. 인서트 재료의 테이프를 공급하기 위한 인서트 재료 테이프 공급 어셈블리(11)는 그 둘레에 둘러진 인서트 재료의 연속하는 테이프를 충전 재료의 가닥 내로 공급하는 휠 형태를 갖는 공급 요소(7)를 포함한다. 또한, 임의의 다른 공급 요소, 예를 들어 고정 안내 아치 형상 텅(tongue)이 사용될 수도 있다. 도입 튜브(6)는 공급 요소(7) 및 인서트 재료 테이프(9)를 수용하도록 마련된다. 충전 재료는 포장제(wrapper) 공급 어셈블리(18)로부터 공급되는 이동하는 연속 포장제(14) 상에 배치된다. 인서트 재료 테이프 공급 어셈블리(8)에는 약화부 형성 어셈블리(17)가 제공되며, 테이프는 충전 재료(2)의 가닥에 삽입되기 직전에 약화된다. 인서트 재료 테이프 공급 어셈블리(8)는 다른 곳에서, 즉 다른 기계 상에서 만들어진 약화부를 갖는 테이프를 공급하도록 구성될 수 있다.
약화부에서, 인서트 재료 테이프는 더 낮은 강도를 가진다. 약화부는 네킹(necking), 원형 또는 타원형 개구부의 형태를 가질 수 있다. 약화부는 로드(다수의 플러그 길이를 가짐)를 절단할 때 그리고 나중에 로드를 개별 플러그로 절단하는 과정에서, 인서트 재료를 절단하는 과정을 용이하게 하는 것을 전제로 한다. 인서트 자체를 절단하는 것이 어떠한 인서트 없이 로드를 절단하는 것과 비교하여 훨씬 더 많은 에너지를 소비하는 과정이기 때문에, 약화부를 통해 연속 로드를 절단할 때, 연속 로드를 절단하는데 더 적은 에너지가 필요하다.
포장제(14), 충전 재료(2) 및 인서트 재료 테이프(9)는 폴딩(folding) 부재(13)가 제공되는 가니츄어(garniture) 베드를 따라 가니츄어 어셈블리(15) 내로 더 이동하는 한편, 접착제가 접착제 도포 유닛(12)으로부터 도포된다. 접착제는 건조되고, 포장제(14)는 닫혀 연속 로드를 형성한다. 연속 로드(CR)는 절단 헤드(16)를 지나가고, 개별 로드(R)로 절단된다. 로드(R)는 연속 로드(CR)의 이동 방향에 가로질러 개별 로드(R)를 이송하기는 컨베이어(25)로 전달된다. 세로 홈이 새겨진 드럼(fluted drum) 컨베이어 또는 벨트 컨베이어가 채용될 수 있다. 로드형 물품의 단부의 전단 표면(shear surface)을 수신하기 위하여 광학 센서(26)가 컨베이어(25)의 양측에 마련된다.
도 2에 나타낸 제2 실시예에 도시된 기계(1')는 세분된 담배로부터 로드(R)를 제조하기 위하여 마련된다. 기계(1')에는 담배 공급 어셈블리(27')를 포함하는 준비 유닛(4')이 제공된다. 세분된 담배는 이동하는 포장제(14) 상으로 전달된다. 모든 다른 어셈블리는 제1 실시예를 위한 어셈블리와 유사하다.
도 3 및 도 4는 인서트 재료 테이프(9)의 가능한 배치를 나타내기 위하여 인서트 재료 테이프(9)의 삽입 지점에서 공급 요소(7)를 통과하는 단면을 나타낸다. 도 3에서, 테이프(9)는 수평으로 배열되고, 도 4에서는 테이프(9)는 수직으로 배열된다.
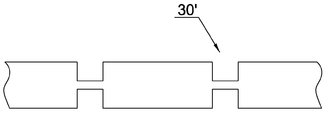
도 5는 약화부(30), 즉 더 낮은 강도를 갖는 테이프(9) 영역의 일례를 나타낸다. 테이프(9)의 에지(9a, 9b)에 마련된 2개의 컷아웃(35)이 있다. 컷아웃은, 삼각형, 사다리꼴 또는 직사각형 형상을 가질 수 있다. 도 6에는 직사각형 컷아웃(30')을 나타낸다. 이는 또한 둥글거나 타원형일 수 있다.
도 7은 연속 로드(CR)를 절단한 후에 방향 T로 이동하는 로드(R, R', R'')를 나타내고, 로드는 투명한 것으로 도시되며, 인서트 테이프(9)에는 복수의 약화부(30)가 제공된다. 로드(R)의 길이는 절단 헤드(16)의 칼이 이동하는 순차적 절단 평면(c1, c2) 사이의 길이(L)로서 표시되며, 각각의 순차적 절단(consecutive cutting)은 길이가 L인 로드를 생산하는 것을 전제로 한다. 로드형 물품의 단부의 전단 표면의 이미지를 도시하는 단면 A-A 및 A'-A'는 실질적으로 동일하다. 제공된 실시예에서, 모든 다섯 번째 약화부는 다른 다섯 번째 약화부로부터 L과 동일한 길이만큼 이격되는 것으로 가정된다. 도 7에 보이는 바와 같이, 인서트 재료 테이프의 전단 표면의 면적(PA, PA')은 서로 동일하며, 컷아웃(35)의 중간에서 얻어진 단면 B-B 및 B'-B'에 나타낸 목표 면적보다 더 크다. 컨트롤러(23)는 기계 내에 제공되고, 이는 각각의 순차적 절단부에서의 인서트 재료의 테이프의 전단 표면의 면적(동일하여야 하는 예시적인 면적 PA 및 PA')을 목표 면적(면적 PB 및 PB'는 광학 센서에 의해 얻어진 이미지에서 측정되거나 정의된 단면의 가장 작은 면적이다)과 비교하기 위한 비교 유닛(24)을 포함한다. 이러한 경우에, 절단을 연속 로드를 구동하는 가니츄어 테이프의 이동과 동기화시키기 위하여 절단 헤드의 동작이 일시적으로 지연되는 것이 요구되고, 따라서, 절단 헤드는 연속 로드의 이동과 동기화된다. 절단 위치는 인서트 재료의 전단 표면이 감소하도록 변위되고, 변위는 수 회의 증분 변위를 적용함으로써 실현될 수 있다. 각각의 순차적 절단부에 대한 전단 표면의 측정된 면적(PA, PA')과 미리 정의된 목표 면적 사이의 차이가 동일하거나 측정된 면적이 미리 정의된 허용 오차 범위에 적합할 때, 다른 말로 하면, 단부가 미리 정의된 모델에 적합할 때, 과정은 완료된다. 절단 표면(c1', c2')은 절단 헤드의 조정된 절단 평면이다. 허용 오차 범위는 인서트 재료의 테이프의 전단 표면의 실제 면적과 미리 정의된 목표 면적 사이의 차이가 예를 들어 목표 면적의 10%를 초과하지 않도록 정의될 수 있다. 또한, 다른 허용 오차 조건도 적용될 수 있으며, 예를 들어, 인서트 재료의 테이프의 전단 표면의 실제 면적은 단면의 최대 면적, 즉 도 7에서의 면적(PC)의 1/2보다 작다. 연속 로드가 절단된 후에 인서트(9A)의 전단 표면의 면적이 가장 작은 경우, 인서트에 대한 파라미터의 모델이 정의된다. 즉, 이는 인서트(9A)의 단부의 위치에 관련된다. 다른 파라미터는 로드형 물품의 단부의 단면에서 인서트의 단부의 전단 표면의 중심 위치일 수 있다.
도 8은 연속 로드(CR)를 절단한 후 방향 T로 이동하는 로드(R, R', R'')를 나타내고, 인서트 테이프(9)에는 복수의 타원형 약화부(30'')가 제공된다. 단면 G-G 및 G'-G'의 측정된 면적(PG 및 PG')이 단면 E-E 및 E'-E'의 목표 면적(PE 및 PE')과 다른 경우 절단 표면(c1 및 c2)은 이들을 c1' 및 c2'로 변위시켜 조정되어야 한다.
도 9는 로드 제조 기계의 아웃피드(outfeed) 부분을 개략적으로 도시한다. 가니츄어 어셈블리(15)의 가니츄어 테이프(40)는 모터(M1)에 의해 구동된다. 절단 헤드(16)는 모터(M2)에 의해 구동된다. 모터(M1, M2)의 동기화는 컨트롤러(23)에 의해 달성된다. 광학 센서(26, 26')(카메라 또는 임의의 이미지 센서)는 컨베이어(25) 상에 수송된 로드형 물품(R)의 단부의 전단 표면의 이미지를 나타내는 측정 신호(SM, SM')를 제공한다. 이 이미지들은 비교 유닛(24)이 마련된 컨트롤러(23)에 의해 수신되고, 각각의 제어 신호(SC)가 생성되고 모터(M1 및/또는 M2)로 전송되어, 절단 헤드(16)의 동작이 연속 로드(CR)의 이동에 대하여 동기화되어 미리 정의된 모델에 적합한 인서트(9A)의 단부를 가지도록 연속 로드(CR)의 이동에 대한 절단 헤드(16)의 동작을 조정한다. 예를 들어, 제어 신호(SC)가 절단 헤드(16)의 동작을 앞당기거나 지연시키게 할 수 있다. 대안적으로 또는 추가적으로, 제어 신호(SC)는 연속 로드(CR)의 이동을 가속하거나 감속하게 할 수 있다.
미리 정해진 모델과의 단부의 적합성(compatibility)은 연속 로드(CR)로부터 절단된 로드형 물품(R)에서의 인서트(9A)의 단부를 검사하고, 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득함으로써 평가된다. 예를 들어, 모델은 표면적의 예상 값, 표면 형상, 표면 위치 또는 단부를 검사하는 센서(26, 38)의 출력 측정값에 대응하는 임의의 다른 값을 특정할 수 있다. 유사도는, 예를 들어, 센서(26, 38)의 출력과 미리 정의된 모델의 비로서 측정된다. 유사도가 임계값보다 높은 경우, 예를 들어 50%, 75%, 90%, 95%, 97% 또는 99%보다 높은 경우, 단부는 모델에 적합한 것으로 간주된다. 유사도가 임계값보다 낮은 경우, 후속 로드형 물품(R)에서 인서트(9A)의 단부와 모델 간의 유사도를 증가시키도록 장치의 동작이 조정된다. 측정 및 동작 조정에 필요한 시간으로 인해 유사도는 바로 다음 로드형 물품(R)이 아니라, 수 회의 후속 절단 동작 후에 절단될 물품에 대하여 증가될 것이다. 동등한 방식으로, 장치는 유사도가 아니라 인서트(9A)의 단부와 모델 사이의 차이를 평가하고 차이를 최소화하려고 시도함으로써 제어될 수 있다.
수신된 이미지가 결함이 있는 로드를 드러내는 경우에, 예를 들어, 이미지가 도 6의 단면 C-C 또는 도 7의 단면 F-F와 동일할 때(일반적으로 허용 오차 범위 밖), 결함이 있는 로드는 불합격 유닛(28)에 의해 불합격될 수 있다. 인서트 재료의 전단 표면의 측정된 면적과 목표 면적 사이의 차이에 대한 소정의 허용 오차 범위가 설정될 수 있다. 차이가 정의된 범위를 초과하는 로드는 불합격될 것이다.
도 10은, 제조된 로드(R)를 이송하기 위하여, 회전축(36) 및 다수의 세로 홈(flute)(37)을 갖는 드럼 컨베이어(34)를 나타낸다. 로드형 물품(R)의 단부에서의 인서트(9A)의 단부 위치는 극초단파(microwave) 센서(38, 38')에 의해 검사된다. 인서트의 단부는 센서에 의해 생성된 극초단파 필드를 수정하고, 출력 신호는 센서의 활성 영역에서의 이의 재료의 양에 관련된 인서트의 존재를 나타낸다. 극초단파 센서(38, 38')에 의해 생성된 측정 신호(SM, SM')는 컨트롤러(23)에서의 비교 유닛(24)에 의해 비교된다.
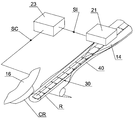
또한, 가니츄어 어셈블리(15)와 절단 헤드(16) 사이의 검사 수단(21)(도 11)이 과정의 효율을 증가시키기 위해 채용될 수 있다. 검사 수단(21)은, 절단 평면이 테이프(9) 내의 약화부(30)의 컷아웃의 대칭 평면과 일치하도록, 순차적인 약화물(30)을 검출하고 절단 헤드(16)의 이동을 가니츄어 테이프(40)의 이동과 동기화하고 이에 따라 연속 로드(CR)의 이동과 동기화하는데 사용되는 검사 신호(SI)를 컨트롤러(23)에 전송한다. 검사 수단(21)은 극초단파 장치 또는 광학 장치(가시적 범위 및 비가시적 범위에서 작동)뿐만 아니라 임의의 다른 복사선 기반의 검출기를 포함할 수 있다. 검사 수단(21)은 초기 동기화를 제공한다. 적절한 동기화가 획득되지 않고, 인서트 재료의 전단 표면의 면적이 미리 정의된 면적과 다른 경우에도, 연속 로드, 즉 가니츄어 테이프(40)의 구동과 관련된 절단 헤드의 동작을 일시적으로 앞당기거나 지연시킴으로써 이를 조정하는 것이 가능하다. 검사 수단(21)은 또한 가니츄어 어셈블리(15) 앞에서 가니츄어 테이프(40) 위에, 즉 도 12에 도시된 바와 같이 포장제(14)의 에지가 접히지 않는 영역에 배치될 수 있다.
Claims (18)
- 담배 산업용 로드형(rod-like) 물품을 제조하기 위한 방법으로서, 상기 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 상기 방법은,
- 연속으로 이동하는 테이프형 포장제(wrapper)(14)를 공급하는 단계;
- 상기 이동하는 포장제(14) 상으로 상기 충전 재료(2)의 가닥(strand)을 공급하는 단계;
- 약화부(weakenings)(30)를 갖는 테이프 형태로 인서트 재료(9)를 상기 충전 재료(2)의 가닥 내로 공급하는 단계;
- 상기 인서트 재료(9)를 갖는 상기 충전 재료(2)의 가닥 주위로 상기 포장제(14)를 포장하여 연속 로드(CR)를 형성하는 단계;
- 상기 인서트 재료의 테이프(9)에서 상기 약화부(30)를 가로지르는 절단 평면에서 절단 헤드(16)로 이동하는 상기 연속 로드(CR)를 절단하여 단부를 갖는 개별 로드형 물품(R)을 형성하는 단계;
- 상기 로드형 물품(R) 내의 인서트(9A)의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계; 및
- 상기 로드형 물품(R)에서 상기 인서트(9A)의 단부들 간의 가장 높은 유사도를 되돌려주기(returning) 위하여, 측정된 상기 유사도에 응답하여 상기 연속 로드(CR)의 이동에 대한 상기 절단 헤드(16)의 조정 동작을 수행하는 단계
를 포함하는 것을 특징으로 하는 방법. - 제1항에 있어서, 상기 조정 동작은 상기 절단 헤드(16)의 동작을 수정하는 것을 포함하는 것을 특징으로 하는 방법.
- 제1항에 있어서, 상기 연속 로드(CR)의 이동 속도에 대하여 상기 절단 헤드(16)의 동작을 조정하는 단계를 더 포함하는 것을 특징으로 하는 방법.
- 제1항에 있어서, 상기 연속 로드(CR)의 이동 속도에 대하여 상기 절단 헤드(16)의 이동을 조정하는 단계를 더 포함하는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 로드형 물품(R)의 단부는 전단 표면(shear surface)을 포함하고, 상기 방법은, 상기 로드형 물품(R)의 단부의 전단 표면의 이미지를 분석함으로써 상기 인서트(9A)의 단부를 검사하는 단계를 더 포함하는 것을 특징으로 하는 방법.
- 제5항에 있어서,
상기 검사는 상기 로드형 물품(R)의 단부에서 상기 인서트(9A)의 전단 표면의 표면적(PA, PD)을 측정하는 단계를 포함하는 것을 특징으로 하는 방법. - 제5항에 있어서,
상기 로드형 물품(R) 내의 상기 인서트(9A)의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하는 단계는, 극초단파(microwave) 센서(38, 38')로부터의 측정 신호(SM)를 분석하는 단계를 포함하는 것을 특징으로 하는 방법. - 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 인서트 재료 테이프(9) 내의 상기 약화부(30)는 상기 충전 재료(2)의 가닥 내로 상기 인서트 재료 테이프(9)를 공급하기 전에 상기 인서트 재료 테이프(9)를 어셈블리(11)로 통과시켜 형성되는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 충전 재료(9)는 담배(tobacco)를 포함하는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 약화부(30)는 상기 인서트 재료의 길이 방향 에지에서 2개의 대향하는 컷아웃(cut-out)(35)을 포함하는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 절단 헤드(16)의 이동과 상기 연속 로드(CR)의 이동의 동기화를 점진적으로 조정하고, 상기 로드형 물품(R) 내의 상기 인서트(9A)의 단부를 미리 정의된 모델과 비교하여 각각의 조정 후에 유사도에 대한 측정값을 획득하는 단계를 더 포함하는 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 센서(26)는 로드형 물품(R)의 단부의 전단 표면의 이미지를 수신하도록 구성된 광 센서인 것을 특징으로 하는 방법.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 약화부 형성 어셈블리(17)를 이용하여, 테이프 재료의 형태로 인서트 재료(9) 내에 약화부(30)를 형성하는 단계를 더 포함하는 것을 특징으로 하는 방법.
- 담배 산업용 로드형(rod-like) 물품을 제조하기 위한 장치로서, 상기 로드형 물품은 충전 재료 내에 위치된 길이 방향 인서트를 포함하고, 상기 장치는,
- 연속하는 테이프형 포장제(wrapper)(14)를 공급하도록 구성된 포장제 공급 어셈블리(18);
- 상기 충전 재료(2)의 가닥(strand)을 공급하도록 구성된 충전 재료 공급 어셈블리(4);
- 약화부(weakenings)(30)를 갖는 인서트 재료의 테이프(9)를 상기 충전 재료(2)의 가닥 내로 공급하도록 구성된 인서트 재료 테이프 공급 어셈블리(11);
- 상기 충전 재료(2) 및 상기 인서트 재료 테이프(9)를 포함하는 연속 로드(CR)를 형성하도록 구성된 가니츄어(garniture) 어셈블리(15);
- 상기 인서트 재료의 테이프(9) 내에 약화부(30)를 가로지르도록 구성되어 단부를 갖는 로드형 물품(R)을 형성하는 절단 헤드(16);
- 상기 로드형 물품(R)을 상기 연속 로드(CR)로 이송하도록 구성된 컨베이어(25, 34);
- 상기 로드형 물품(R)의 단부에서 인서트(9A)의 단부를 검사하도록 구성된 센서(26, 38);
- 상기 인서트(9A)의 단부를 미리 정의된 모델과 비교하여 유사도에 대한 측정값을 획득하도록 구성된 비교 유닛(24); 및
- 후속 로드형 물품(R)에 상기 인서트(9A)의 단부와 상기 모델 간의 가장 높은 유사도를 되돌려주기 위하여, 상기 유사도에 대한 측정값에 응답하여 상기 연속 로드(CR)의 이동에 대한 상기 절단 헤드(16)의 동작에 조정 동작을 수행하도록 구성되는 컨트롤러(23)
를 포함하는 것을 특징으로 하는 장치. - 제14항에 있어서, 상기 컨트롤러(23)는 상기 연속 로드(CR)의 이동에 대하여 상기 절단 헤드(16)의 동작을 조정하도록 구성되는 것을 특징으로 하는 장치.
- 제14항 또는 제15항에 있어서, 상기 컨트롤러(23)는 상기 절단 헤드(16)의 동작 속도를 조정하는 것을 특징으로 하는 장치.
- 제14항 또는 제15항에 있어서, 상기 센서(26)는 로드형 물품(R)의 단부의 전단 표면(shear surface)의 이미지를 수신하도록 구성된 광 센서인 것을 특징으로 하는 장치.
- 제14항 또는 제15항에 있어서, 상기 인서트 재료 테이프(9) 내에 상기 약화부(30)를 제조하도록 구성된 약화부 형성 어셈블리(17)를 더 포함하는 것을 특징으로 하는 장치.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18214022.8A EP3669672B1 (en) | 2018-12-19 | 2018-12-19 | A method and an apparatus for manufacturing rod-like articles for tobacco industry |
| EP18214022.8 | 2018-12-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20200077428A true KR20200077428A (ko) | 2020-06-30 |
Family
ID=64870336
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020190167858A KR20200077428A (ko) | 2018-12-19 | 2019-12-16 | 담배 산업용 로드형 물품을 제조하기 위한 장치 및 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11224248B2 (ko) |
| EP (1) | EP3669672B1 (ko) |
| JP (1) | JP7476465B2 (ko) |
| KR (1) | KR20200077428A (ko) |
| CN (1) | CN111329105B (ko) |
| BR (1) | BR102019027018A2 (ko) |
| PL (1) | PL3669672T3 (ko) |
| RU (1) | RU2766174C2 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023546236A (ja) * | 2020-10-21 | 2023-11-01 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | ロッド状の物品の品質管理をするための検査装置 |
| JP2023546235A (ja) * | 2020-10-21 | 2023-11-01 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | ロッド状の物品の検査方法 |
Family Cites Families (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1805075A1 (de) * | 1968-10-25 | 1970-09-03 | Hauni Werke Koerber & Co Kg | Verfahren und Vorrichtung zum UEberwachen von Markierungen auf stabfoermigen Tabakartikeln,vorzugsweise der Druckbilder auf Zigaretten |
| US4862905A (en) * | 1987-06-15 | 1989-09-05 | R. J. Reynolds Tobacco Company | Rods containing pelletized material |
| CA2466075C (en) * | 1992-03-25 | 2007-05-01 | Japan Tobacco, Inc. | Components for smoking articles and process for making same |
| CA2133603C (en) * | 1993-10-08 | 2000-08-08 | Heinrich W. Ruppert | Smoking tobacco for user-prepared cigarettes, and a method of production and packaging for same |
| US6213128B1 (en) * | 1999-06-04 | 2001-04-10 | Philip Morris Incorporated | Apparatus and method for making and inspecting multi-component wrapped article |
| AR039045A1 (es) * | 2000-03-23 | 2005-02-09 | Philip Morris Prod | Dispositivo electrico para fumar, un cigarrillo, el encendedor, y un metodo para fabricar el cigarrillo |
| UA91206C2 (uk) * | 2004-12-15 | 2010-07-12 | Джапан Тобакко Інк. | Пристрій для виготовлення стрижнеподібних курильних виробів |
| CN102349706B (zh) * | 2011-07-13 | 2013-03-27 | 四川三联卷烟材料有限公司 | 内嵌螺旋纸的香烟滤棒制造装置 |
| PL222270B1 (pl) * | 2012-01-05 | 2016-07-29 | Int Tobacco Machinery Poland Spółka Z Ograniczoną Odpowiedzialnością | Sposób i układ do porządkowania prętopodobnych elementów odpadowych |
| EA025502B1 (ru) * | 2012-03-05 | 2016-12-30 | МОНТРАДЕ С.р.л. | Способ и устройство для подачи фильтрующего материала в формирующую фильтрующий мундштук установку |
| DE102012210037A1 (de) | 2012-06-14 | 2013-12-19 | Hauni Maschinenbau Ag | Messvorrichtung und Verfahren zur optischen Prüfung einer Stirnfläche eines queraxial geförderten stabförmigen Produkts der Tabak verarbeitenden Industrie |
| ES2672973T3 (es) * | 2012-10-02 | 2018-06-19 | Philip Morris Products S.A. | Aparato y método para su uso en la producción de un artículo con forma de varilla |
| TW201438607A (zh) * | 2012-10-16 | 2014-10-16 | British American Tobacco Co | 菸品包裝紙及製作菸品之方法 |
| DE102013219455A1 (de) * | 2013-09-26 | 2015-03-26 | Hauni Maschinenbau Ag | Verfahren zum Herstellen von stabförmigen Artikeln der Tabak verarbeitenden Industrie und Saugfördervorrichtung |
| US9844232B2 (en) * | 2014-03-11 | 2017-12-19 | R.J. Reynolds Tobacco Company | Smoking article inspection system and associated method |
| EP3193641B1 (en) * | 2014-09-19 | 2020-02-19 | Philip Morris Products S.a.s. | Method and apparatus for intermediately storing double-length semi-finished products |
| US10561174B2 (en) * | 2015-05-21 | 2020-02-18 | Philip Morris Products S.A. | Method for manufacturing inductively heatable tobacco products |
| RU2700014C2 (ru) | 2015-05-21 | 2019-09-12 | Филип Моррис Продактс С.А. | Способ изготовления индукционно нагреваемых табачных стержней |
| WO2016184928A1 (en) * | 2015-05-21 | 2016-11-24 | Philip Morris Products S.A. | Method for manufacturing inductively heatable tobacco rods |
| US20170055582A1 (en) * | 2015-08-31 | 2017-03-02 | British American Tobacco (Investments) Limited | Article for use with apparatus for heating smokable material |
| ITUB20153803A1 (it) * | 2015-09-22 | 2017-03-22 | Gd Spa | Macchina per la produzione di cartucce per sigarette elettroniche. |
| MX2018004535A (es) * | 2015-10-22 | 2018-06-27 | Philip Morris Products Sa | Articulo generador de aerosol, sistema generador de aerosol y metodo para fabricar un articulo generador de aerosol. |
| DE102016109740A1 (de) * | 2016-05-26 | 2017-11-30 | Hauni Maschinenbau Gmbh | Einlegevorrichtung und Strangmaschine der Tabak verarbeitenden Industrie |
| PL239185B1 (pl) * | 2017-03-02 | 2021-11-15 | Int Tabacco Machinery Poland Spolka Z Ograniczona Odpowiedzialnoscia | Sposób zmniejszania naprężeń w taśmie formatowej na maszynie przemysłu tytoniowego oraz urządzenie formatowe do maszyny przemysłu tytoniowego |
-
2018
- 2018-12-19 EP EP18214022.8A patent/EP3669672B1/en active Active
- 2018-12-19 PL PL18214022T patent/PL3669672T3/pl unknown
-
2019
- 2019-11-20 JP JP2019209663A patent/JP7476465B2/ja active Active
- 2019-11-28 RU RU2019138513A patent/RU2766174C2/ru active
- 2019-12-04 US US16/703,641 patent/US11224248B2/en active Active
- 2019-12-12 CN CN201911275539.7A patent/CN111329105B/zh active Active
- 2019-12-16 KR KR1020190167858A patent/KR20200077428A/ko unknown
- 2019-12-17 BR BR102019027018-7A patent/BR102019027018A2/pt unknown
Also Published As
| Publication number | Publication date |
|---|---|
| CN111329105B (zh) | 2022-10-25 |
| PL3669672T3 (pl) | 2022-04-19 |
| EP3669672A1 (en) | 2020-06-24 |
| US11224248B2 (en) | 2022-01-18 |
| JP2020099316A (ja) | 2020-07-02 |
| RU2019138513A (ru) | 2021-05-28 |
| RU2019138513A3 (ko) | 2021-12-06 |
| RU2766174C2 (ru) | 2022-02-08 |
| JP7476465B2 (ja) | 2024-05-01 |
| BR102019027018A2 (pt) | 2020-07-07 |
| CN111329105A (zh) | 2020-06-26 |
| EP3669672B1 (en) | 2021-12-29 |
| US20200196659A1 (en) | 2020-06-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6578583B2 (en) | Apparatus for making and inspecting multi-component wrapped article | |
| CN111329105B (zh) | 制造用于烟草工业的棒状制品的方法和装置 | |
| JP2010252792A (ja) | 煙草加工産業のフィルタのカプセル監視とカプセル位置調整 | |
| EP2674044B1 (de) | Verfahren und Vorrichtung zur Erkennung von Stranginhomogenitäten eines Materialstrangs der Tabak verarbeitenden Industrie | |
| CN110353301B (zh) | 用于制造分别带有加热条带的棒状的烟草节段的装置和方法 | |
| US9332785B2 (en) | Method of manufacturing multi-segment filter rods | |
| US2150512A (en) | Cigarette | |
| WO2020021430A1 (en) | Continuous tape material for inductive heating of tobacco materials comprising reduced strength areas, feeding apparatus and feeding method thereof | |
| DE102015001618A1 (de) | Verfahren und Vorrichtung zum Herstellen eines stabförmigen Artikels aus pflanzlicher Folie | |
| PL242783B1 (pl) | Sposób i urządzenie do wytwarzania artykułów prętopodobnych przemysłu tytoniowego | |
| JP6861205B2 (ja) | 細長いロッドの直径を調整するための方法 | |
| CN110430766B (zh) | 用于减小烟草工业机器中的配装带的应力的方法和用于烟草工业机器的配装装置 | |
| KR102237254B1 (ko) | 담배 산업의 다요소 로드들의 제조 장치 | |
| WO2019244003A1 (en) | Method for processing a web of wrapping material used to make smoking articles | |
| CN111436643A (zh) | 用于运行烟草加工业的机器的方法和相应的机器 | |
| US20210360961A1 (en) | Filling unit for filling a succession of tubular wrappers of the tobacco industry | |
| US11470874B2 (en) | Feeding apparatus for feeding a tobacco industry segment | |
| CN109770414B (zh) | 用于制造加热棒的方法和装置 | |
| US3614957A (en) | Method of manufacturing cigars | |
| EP4369954A1 (en) | A device and a method for manufacturing multi-segment rod-like articles | |
| CN116847743A (zh) | 检查条形制品的方法 | |
| NL1017768C2 (nl) | Machine voor het wikkelen van een dekblad van een sigaar. |