KR20200065292A - Heat fusion fixing a float - Google Patents
Heat fusion fixing a float Download PDFInfo
- Publication number
- KR20200065292A KR20200065292A KR1020180151611A KR20180151611A KR20200065292A KR 20200065292 A KR20200065292 A KR 20200065292A KR 1020180151611 A KR1020180151611 A KR 1020180151611A KR 20180151611 A KR20180151611 A KR 20180151611A KR 20200065292 A KR20200065292 A KR 20200065292A
- Authority
- KR
- South Korea
- Prior art keywords
- buoy
- members
- heat
- bonding
- bonding surfaces
- Prior art date
Links
- 230000004927 fusion Effects 0.000 title claims description 18
- 230000008878 coupling Effects 0.000 claims description 30
- 238000010168 coupling process Methods 0.000 claims description 30
- 238000005859 coupling reaction Methods 0.000 claims description 30
- 238000003825 pressing Methods 0.000 claims description 19
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 claims description 12
- 238000005192 partition Methods 0.000 claims description 12
- 238000000034 method Methods 0.000 claims description 11
- 230000003014 reinforcing effect Effects 0.000 claims description 11
- 239000011248 coating agent Substances 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims description 8
- 230000008018 melting Effects 0.000 claims description 8
- 239000010410 layer Substances 0.000 claims description 7
- 239000002987 primer (paints) Substances 0.000 claims description 7
- 229910000831 Steel Inorganic materials 0.000 claims description 5
- 239000000463 material Substances 0.000 claims description 5
- 239000010959 steel Substances 0.000 claims description 5
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 claims description 4
- 230000006750 UV protection Effects 0.000 claims description 4
- 239000007769 metal material Substances 0.000 claims description 4
- 229910000077 silane Inorganic materials 0.000 claims description 4
- 239000002904 solvent Substances 0.000 claims description 4
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 claims description 3
- 239000002981 blocking agent Substances 0.000 claims description 3
- 239000011247 coating layer Substances 0.000 claims description 3
- 239000003973 paint Substances 0.000 claims description 3
- 239000000843 powder Substances 0.000 claims description 3
- 238000003780 insertion Methods 0.000 claims description 2
- 230000037431 insertion Effects 0.000 claims description 2
- 238000005304 joining Methods 0.000 abstract description 19
- 229920003002 synthetic resin Polymers 0.000 description 11
- 239000000057 synthetic resin Substances 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 6
- 230000002787 reinforcement Effects 0.000 description 6
- 241000251468 Actinopterygii Species 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000007667 floating Methods 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 230000000903 blocking effect Effects 0.000 description 3
- 241000195493 Cryptophyta Species 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 241001474374 Blennius Species 0.000 description 1
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229920000704 biodegradable plastic Polymers 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920006238 degradable plastic Polymers 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009503 electrostatic coating Methods 0.000 description 1
- 238000000605 extraction Methods 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000003032 molecular docking Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000004321 preservation Methods 0.000 description 1
- 230000004224 protection Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002689 soil Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B22/00—Buoys
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K61/00—Culture of aquatic animals
- A01K61/60—Floating cultivation devices, e.g. rafts or floating fish-farms
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01K—ANIMAL HUSBANDRY; AVICULTURE; APICULTURE; PISCICULTURE; FISHING; REARING OR BREEDING ANIMALS, NOT OTHERWISE PROVIDED FOR; NEW BREEDS OF ANIMALS
- A01K75/00—Accessories for fishing nets; Details of fishing nets, e.g. structure
- A01K75/04—Floats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7841—Holding or clamping means for handling purposes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D5/00—Coating compositions, e.g. paints, varnishes or lacquers, characterised by their physical nature or the effects produced; Filling pastes
- C09D5/22—Luminous paints
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B2231/00—Material used for some parts or elements, or for particular purposes
- B63B2231/02—Metallic materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A40/00—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production
- Y02A40/80—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production in fisheries management
- Y02A40/81—Aquaculture, e.g. of fish
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Environmental Sciences (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Marine Sciences & Fisheries (AREA)
- Organic Chemistry (AREA)
- Animal Husbandry (AREA)
- Biodiversity & Conservation Biology (AREA)
- Wood Science & Technology (AREA)
- Physics & Mathematics (AREA)
- Ocean & Marine Engineering (AREA)
- Combustion & Propulsion (AREA)
- Thermal Sciences (AREA)
- Zoology (AREA)
- Inorganic Chemistry (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Abstract
Description
본 발명은 물에 뜨는 부표 구조에 관한 것으로서, 보다 상세하게는 분할 형성되는 한 쌍의 부재의 접착부를 히터로 용융한 후 가압하여 열융착시킨 타원형체의 부표 구조에 관한 것이다.The present invention relates to a buoy structure floating in water, and more particularly, to a buoy structure of an elliptical body that is heat-sealed by pressing and then melting a bonding portion of a pair of members that are divided and formed with a heater.
일반적으로, 부표는 수면에 띄운 부체(浮體)다. 부표는 어구나 닻 등 물 속에 있는 물체의 위치를 나타내기 위해 사용되며, 일정 범위에 어류, 및 조류 등을 양식하기 위해 설치된 그물을 고정시키기 위해 사용된다.Generally, a buoy is a floating body floating on the water. Buoys are used to indicate the location of objects in the water, such as fish or anchors, and are used to fix nets installed to farm fish and algae to a certain extent.
또한 부표는 바다에 뜰 수 있도록 부력을 가지고 있으며, 부표를 와이어, 어구용 밧줄을 이용하여 매어 달아 기구에 의해 해저의 바닥 또는 위치가 고정될 수 있는 중량물에 고정된다. In addition, the buoy has buoyancy so that it can float in the sea, and the buoy is hung with a wire or a fishing rope, and is fixed to a heavy object that can be fixed to the bottom or location of the seabed by means of a mechanism.
일반적인 부표는 합성수지를 발포 성형한 발포 수지재로 제작되어, 합성수지를 발포하면 발포제품내에는 많은 공극이 형성되어 물에 뜰 수 있는 부력을 가지고 있다. The general buoy is made of a foamed resin material obtained by foaming a synthetic resin, and when the synthetic resin is foamed, many voids are formed in the foamed product to have floating buoyancy.
이러한 부표는 어구용 밧줄에 고정하기 위한 고정구가 필요하고, 발포된 합성수지는 충격강도에 약해 파손되는 단점이 있다.Such a buoy needs a fixture for fixing to a rope for fishing gear, and the foamed synthetic resin is weak in impact strength and is damaged.
또한, 발포된 부표에서 파손되어 나온 작은 조각들은 해양어류가 먹을 수 있어, 어족 자원 보존에 나쁜 영향을 미치고, 해양오염의 원인이 되고 있다.In addition, small pieces that have been damaged from the foamed buoy can be eaten by marine fish, adversely affecting the preservation of fish resources, and causing marine pollution.
이와 같은 문제점을 개선하기 위한 구조의 부표로서, 어구용 밧줄을 쉽게 고정시키기 위한 고정끈 삽입부와, 부표의 외주면 원통부에 다수개의 고리부를 부가하여 그물이나, 기구들을 쉽게 부착할 수 있는 구조로 하며,As a buoy of the structure for improving such a problem, by adding a plurality of hooks to the cylindrical portion of the outer circumferential surface of the buoy and the fixing string inserting portion for easily fixing the fishing rope, the structure can be easily attached to the net. And
부표의 재질을 합성수지로 성형하여 해저 수압에 견딜 수 있는 강도를 가지며, 분할 성형된 한 쌍의 부재의 접착부를 히터로 용융한 후 가압하여 열융착 시켜 제조가 간단하며 내구성이 있는 부표를 제작하기 위한 것이다.The material of the buoy is made of synthetic resin to have the strength to withstand subsea water pressure, and it is easy to manufacture by manufacturing the durable and durable buoy by melting the adhesive part of a pair of partly molded members with a heater and then pressing it to heat-seal it. will be.
본 발명은 상기와 같은 문제를 해결하기 위하여 안출된 것으로, 분할 형성되는 한 쌍의 부재의 접착부를 히터로 용융한 후 가압하여 열융착 시키는 타원형체의 부표를 제작하는데 그 목적이 있다.The present invention has been devised to solve the above problems, and its purpose is to manufacture a buoy of an elliptical body that is heat-sealed by pressing and then melting the adhesive portion of a pair of members that are divided and formed with a heater.
또한 부표의 몸통 외면부에는 반원통 형상의 오목 홈부를 형성하고, 결합부에 상기 오목 홈부와 통공되게 관통구멍이 형성된 고정끈 삽입부를 형성하여 고정끈을 쉽게 부표에 묶을 수 있도록 형성되는 목적이 있다.In addition, there is a purpose of forming a semi-cylindrical concave groove on the outer surface of the body of the buoy, and forming a fixing string insert having a through hole formed through the concave groove through the coupling portion so as to easily tie the fixing string to the buoy. .
또한 융착 결합된 부표의 결합부 양측에는 금속재질로 형성된 링형태의 보강링을 더 포함하며, 상기 양측의 보강링과 결합부를 고정끈 삽입부를 이용하여 강제 또는 고정끈으로 묶거나, 고정 결합하여 접합부의 접합강도를 증대되는 구조를 제공하는 것을 그 목적으로 한다.In addition, on both sides of the joint portion of the fusion-bonded buoy further includes a ring-shaped reinforcing ring formed of a metal material, and the reinforcing ring and the coupling portion on both sides are tied with a forced or fixed strap using a fixing string insert or fixedly joined to the joint. It is an object to provide a structure that increases the bonding strength of the.
상기 목적을 달성하기 위한 본 발명에 따른 열융착 고정 부표 구조는Heat-sealing fixed buoy structure according to the present invention for achieving the above object is
상기 부표는 두 개의 부재가 결합되어 구성되되The buoy consists of two members combined
상기 부재는 내부에 형성된 공간부;와 상기 부재의 일측에 상기 공간부와 통공되면서 상기 부재들을 결합하기 위한 결합부가 구비되어 The member is provided with a space portion formed therein; and a coupling portion for coupling the members while being communicated with the space portion on one side of the member.
상기 부재들을 대응되게 위치시킨 후, 상기 결합부를 통해 상기 부재들을 결합하여 형성하는 열융착 고정 부표를 특징으로 한다.After positioning the members correspondingly, it is characterized by a heat-seal fixing buoy formed by combining the members through the coupling portion.
바람직하게는 상기 결합부는 접합면적을 넓힐 수 있도록 상기 공간부의 가장자리를 따라 외부로 돌출되는 플랜지부와 상기 플랜지부의 일면인 접합면을 포함하며, 상기 접합면이 서로 마주보도록 위치시키고 상기 접합면 사이에 히터를 삽입하여 상기 서로 마주보는 접합면을 용융시킨 다음, 상기 히터는 추출되고, 상기 용융된 접합면이 서로 맞닿도록 가압하여 결합되는 것을 특징으로 할 수 있다.Preferably, the coupling portion includes a flange portion protruding outward along the edge of the space portion so as to widen the bonding area and a bonding surface that is one surface of the flange portion, and the bonding surfaces are positioned to face each other and between the bonding surfaces. The heater may be inserted into and melt the joint surfaces facing each other, and then the heaters are extracted, and the melted joint surfaces may be pressed against each other to be coupled.
또한, 상기 접합면에는 융착되는 접촉면적을 넓힐 수 있도록 돌출부와 오목부가 형성되며, 상기 히터에서 상기 접합면에 접촉되는 부위에도 상기 접합면의 돌출부와 오목부에 대응되는 오목부와 돌출부가 형성되는 것을 특징으로 할 수 있다.In addition, a protrusion and a recess are formed on the bonding surface so as to widen the contact area to be fused, and a recess and a projection corresponding to the projection and recess of the bonding surface are also formed on a portion of the heater that is in contact with the bonding surface. It can be characterized by.
또한, 상기 부재의 몸통 외면부에는 반원통 형상의 오목 홈부를 더 포함되고, 상기 결합부에 상기 오목 홈부와 연통되는 관통구멍이 형성된 고정끈 삽입부를 형성될 수 있으며,In addition, the outer surface of the body of the member may further include a semi-cylindrical concave groove, and a fixing string insert having a through hole communicating with the concave groove may be formed in the coupling portion.
또한, 상기 부재의 몸통부 원형부의 끝단에는 고정끈이 삽입되는 고리부가 구비되고, 플랜지부 외부면의 소정부위에는 일정한 간격으로 고정끈이 삽입되는 고리부가 구비되는 것을 특징으로 할 수 있다.In addition, the end of the circular portion of the body portion of the member may be characterized in that a loop portion is provided with a fixing string is inserted, and a predetermined portion of the outer surface of the flange portion is provided with a ring portion into which the fixing string is inserted at regular intervals.
또한, 상기 부재는 내부에 형성된 공간부에 다수의 분할 공간을 갖도록 구획 형성된 격벽부재를 더 포함하며, 상기 부재의 외주면에는 외부로 돌출된 반원형의 리브를 부재의 길이방향을 따라 일정 간격 이격되게 형성된 것을 특징으로 할 수 있다.In addition, the member further includes a partition wall member partitioned to have a plurality of divided spaces in the space portion formed therein, and the outer circumferential surface of the member is formed with a semi-circular rib protruding outwardly spaced apart at regular intervals along the longitudinal direction of the member. It can be characterized by.
또한, 상기 부재가 내부에 수용되는 한 쌍의 지그틀과, In addition, a pair of jig frames that the member is accommodated therein,
상기 지그틀에 수납되는 상기 부재는 접합면이 서로 마주보도록 배치되며, 상기 지그틀에는 수용되는 부재가 정확한 위치에 안착될 수 있도록 부재에 형성된 오목 홈부에 대응되는 안내부가 형성되며,The member accommodated in the jig frame is disposed so that the joining surfaces face each other, and the guide portion corresponding to the concave groove formed in the member is formed in the jig frame so that the member accommodated can be seated in the correct position.
상기 지그틀에 부재를 수납할 때 상기 안내부에 의해 부재에 형성된 오목 홈부가 가이드 되며 수납되어 정확한 위치에 고정되는 것을 더 포함할 수 있으며,When receiving the member in the jig frame may further include that the concave groove formed in the member by the guide portion is guided and received and fixed in the correct position,
상기 지그틀은 유압 또는 공기압으로 가동되는 실린더로 이동 및 가압되도록 형성되고, The jig frame is formed to be moved and pressurized by a hydraulic or pneumatic cylinder,
상기 부재의 접합면 사이에 삽입되어 접촉되는 접합면을 용융되도록 가열하는 히터와,A heater which is inserted between the bonding surfaces of the member and heats the bonding surfaces to be contacted so as to melt;
상기 히터는 접촉되는 상기 접합면이 용융되면 상기 지그틀 사이에서 분리 추출되고, The heater is separated and extracted between the jigttle when the contact surface is in contact with the melting,
상기 지그틀은 삽입된 접합면이 용융된 상태에서 가압하여 융착 결합하며,The jig mold is fusion-bonded by pressing while the inserted joint surface is molten,
상기 융착 결합된 부표를 상기 지그틀에서 분리하여 추출하기 위한 가압부재가 더 포함하여 이루어진다.The fusion-bonded buoy further comprises a pressing member for extracting from the jig frame.
또한, 상기 융착 결합된 부표의 결합부 양측에는 금속재질로 형성된 링형태의 보강링을 더 포함하며, 상기 양측의 보강링과 결합부를 고정끈 삽입부를 이용하여 강제 또는 고정끈으로 묶거나 고정 결합시켜 접합부의 접합강도를 증대시키는 것을 특징으로 하며,In addition, on both sides of the joint portion of the fusion spliced buoy further includes a ring-shaped reinforcement ring formed of a metal material, and the reinforcement ring and the coupling portion of the both sides are tied or fixed with a fixed or fixed strap using a fixing string insert. It is characterized by increasing the bonding strength of the joint,
융착에 사용되는 히터의 표면온도는 450℃ ~700℃이고, 상기 히터와 접합면의 접촉 시간은 2~3초이고, The surface temperature of the heater used for fusion is 450°C to 700°C, and the contact time between the heater and the bonding surface is 2 to 3 seconds,
상기 접촉시간이 경과 후에 상기 히터를 분리 추출하고 0.2~0.3초 내로 가압하여 융착 결합시키는 것을 특징으로 한다.After the contact time has elapsed, the heater is separated and extracted and pressurized within 0.2 to 0.3 seconds, thereby fusion bonding.
또한, 상기 부표의 크기는 길이 600㎜ 직경 400㎜이고, 부표 몸체의 두께는 3㎜이고, 반원형의 리브의 높이는 3㎜, 격벽부재의 두께는 3㎜, 결합부의 두께는 10~13㎜, 융착 결합된 두께는 20~25㎜로 형성된다.In addition, the size of the buoy is 600 mm in length and 400 mm in diameter, the thickness of the buoy body is 3 mm, the height of the semi-circular rib is 3 mm, the thickness of the partition member is 3 mm, the thickness of the joint is 10-13 mm, fusion The combined thickness is formed from 20 to 25 mm.
또한, 열융착 결합된 부표의 표면에 용제, 실란, 아세트산으로 구성된 프라이머를 도포하여 프라이머 코팅층을 생성하고, In addition, a primer coating layer is formed by applying a primer composed of a solvent, silane, and acetic acid to the surface of the heat-seal bonded buoy.
상기 부표의 표면에 알루미나 분말이 포함된 제1 코팅제를 도포한 후 UV 차단제가 포함된 제2 코팅제를 도포하여 제2 코팅층을 생성하여 자외선 차단기능의 부여한 것을 특징으로 한다.It is characterized by applying a first coating agent containing alumina powder to the surface of the buoy and then applying a second coating agent containing a UV blocking agent to create a second coating layer to impart UV protection.
또한, 자외선 차단기능의 부여한 열융착 결합된 부표의 표면에는 야광테이프를 부착하거나 야광도료를 도포하여 표면에서 띠 형태를 이루는 야광반사부를 형성되되, 상기 야광반사부는 부체의 길이방향을 따라 일정 간격 이격되게 형성되는 것을 추가하여 부가할 수 있다.In addition, the surface of the heat-seal-bonded buoy, which is provided with the ultraviolet ray blocking function, is formed by attaching a luminous tape or applying a luminous paint to form a luminous reflective portion forming a band on the surface, the luminous reflective portions being spaced apart at regular intervals along the longitudinal direction of the buoyant body. It can be added by adding what is formed.
또한, 열융착 부표의 제조방법으로서In addition, as a method of manufacturing a heat-sealing buoy
합성수지로 내부에 형성되는 공간부와 결합부를 가지는 부재를 각각 형성하는 단계와; 상기 각각의 부재의 접합면이 대응되도록 지그틀에 각각 장착하는 단계와; 상기 지그틀에 삽입 결합된 부재의 접합면 사이에 히터를 장착하는 단계를 포함하며,Forming a member having a space portion and a coupling portion formed therein with synthetic resin, respectively; Mounting each of the members on a jig frame so that the bonding surfaces of the respective members correspond; The step of mounting a heater between the joint surface of the member inserted and coupled to the jig frame,
상기 히터가 부재의 접합면 사이에 장착하면, 제어부의 제어에 따라 450℃ ~700℃로 가열된 히터면과 상기 부재의 접합면을 2~3초간 접촉하여 용융하는 단계와; 상기 접합면이 용융되면, 히터를 접합면 사이에서 분리하여 추출한 후, 접합면을 0.2 ~ 0.5초간 가압하여 접합면의 융착부를 가압 융착하는 부표를 형성하는 단계를 포함하고,When the heater is mounted between the bonding surface of the member, the step of contacting and melting the heater surface heated to 450 ℃ ~700 ℃ and the bonding surface of the member for 2-3 seconds under the control of the control unit; When the bonding surface is melted, after separating and extracting the heater between the bonding surfaces, and pressing the bonding surface for 0.2 to 0.5 seconds to form a buoy for press-fusing the fusion of the bonding surface,
상기 성형된 부표를 지그틀 중 어느 하나에 장착된 가압부재의 가압으로 지그틀에서 분리되는 것이다. The molded buoy is separated from the jiggle by pressurization of the pressing member mounted on any one of the jigsaws.
상기와 같은 특징을 갖는 본 발명은, 내부에 형성된 공간부와 부재들을 결합하기 위한 결합부를 구비한 부재들을 대응되게 위치시킨 후에, 대응되는 부재의 결합부를 히터로 용융시킨 다음에 압축하는 압착으로 부표를 제작하므로, 접합 강도가 향상되고, 균일한 부력을 가지는 장점이 있다.The present invention having the above features, after positioning the members having a coupling portion for joining the space portion and the members formed therein correspondingly, melt the coupling portion of the corresponding member with a heater and then buoy by compression to compress Since it is manufactured, the bonding strength is improved, and there is an advantage of having a uniform buoyancy.
또한, 부재의 몸통 외면부에 반원통 형상의 오목 홈부와 상기 오목 홈부와 연통되는 결합부의 관통구멍으로 형성된 고정끈 삽입부를 이용하여 부표 몸통부에 어구나 닻, 그물을 고정시키기 위해 고정끈을 쉽고 강력하게 묶을 수 있는 장점이 있다.In addition, by using a fixing string insertion portion formed by a through-hole formed of a semi-cylindrical concave groove portion and a coupling portion communicating with the concave groove portion on the outer surface of the body of the member, the fixing strap is easy to fix the fishing gear, anchor, or net. It has the advantage of being strongly tied.
또한, 융착 결합된 부표의 결합부 양측에는 링형태의 보강링을 더 포함하고, 양측의 보강링과 결합부를 고정끈 삽입부를 이용하여 강제 또는 고정끈으로 묶거나, 고정 결합시켜 접합부의 접합강도를 증대시키고, 고정끈 삽입부의 파손을 방지하는 장점이 있다.In addition, both sides of the joint portion of the fusion-bonded buoy further include a ring-shaped reinforcement ring, and the reinforcing ring and the joint portion of both sides are tied with a forced or fixed strap using a fixed string insert, or fixedly coupled to increase the bonding strength of the joint. It has the advantage of increasing and preventing damage to the fixing string insert.
또한, 부재 내부에 격벽부재를 더 포함하고, 상기 부재의 결합부를 융착 결합한 부표의 내부에는 상기 격벽에 의하여 분할된 공간마다 밀폐된 공기층으로 이루어지는 부력체를 형성하여, 분할된 일부 공간에서 부력이 상실되어도 나머지 공간에서 부력을 제공하는 장점이 있다.In addition, further comprising a partition wall member inside the member, a buoyant body made of an air layer sealed in each space divided by the partition wall is formed inside the buoy fusion-bonded to the coupling portion of the member, thereby losing buoyancy in some divided spaces. It has the advantage of providing buoyancy in the rest of the space.
도 1은 본 발명의 실시 예에 따른 완성된 열융착 고정 부표의 형상을 나타내는 사시도이다.
도 2은 본 발명의 실시 예에 따른 두 개의 부재가 결합된 열융착 고정 부표 구조를 예시한 입체도이다
도 3은 본 발명의 실시 예에 부재의 구조를 예시한 입체도이다
도 4는 본 발명의 또 다른 실시 따른 격벽을 구비한 부재가 열융착되고, 외면에 보강리부를 구비하는 부재가 결합된 열융착 고정 부표 구조를 예시한 입체도이다.
도 5는 본 발명의 실시 예에 따른 결합 지그틀과 지그틀의 작동과정을 그린 구조도이다.
도 6는 본 발명의 실시 예에 따른 열융착 고정 부표 사용한 그물망을 예시한 도면이다. 1 is a perspective view showing the shape of a completed heat-sealed fixing buoy according to an embodiment of the present invention.
2 is a three-dimensional view illustrating a heat-sealed fixed buoy structure in which two members are coupled according to an embodiment of the present invention
3 is a three-dimensional view illustrating the structure of a member in an embodiment of the present invention
4 is a three-dimensional view illustrating a heat-sealed fixed buoy structure in which a member having a partition wall is heat-sealed according to another embodiment of the present invention, and a member having a reinforcing rib is coupled to the outer surface.
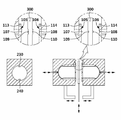
5 is a structural diagram showing the operation process of the coupling jig and jig frame according to an embodiment of the present invention.
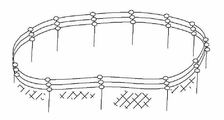
6 is a view illustrating a mesh using a heat-sealed fixing buoy according to an embodiment of the present invention.
본 발명에서 사용되는 용어는 가능한 현재 널리 사용되는 일반적인 용어를 선택하였으나, 특정한 경우는 출원인이 임의로 선정한 용어도 있는데 이 경우에는 단순한 용어의 명칭이 아닌 발명을 실시하기 위한 구체적인 내용에 기재되거나 사용된 의미를 고려하여 그 의미가 파악되어야 할 것이다.The terminology used in the present invention has selected general terms that are currently widely used, but in certain cases, there are also terms that are arbitrarily selected by the applicant. Considering that, the meaning should be grasped.
이하, 첨부한 도면에 도시된 바람직한 실시 예들을 참조하여 본 발명의 기술적 구성을 상세하게 설명한다. 여기서, 상하좌우, 우측, 좌측, 저면 등 방향과 관련된 표현은 모두 제시한 도면을 기준으로 기재하고 있음을 밝혀둔다.Hereinafter, the technical configuration of the present invention will be described in detail with reference to preferred embodiments illustrated in the accompanying drawings. Here, it is revealed that the expressions related to directions such as up, down, left, right, left, and bottom are described based on the presented drawings.
본 발명은 여러 가지 상이한 형태로 구현될 수 있으며 여기에서 설명하는 실시 예에 한정되지 않는다. 명세서 전체를 통하여 유사한 부분에 대해서는 동일한 도면 부호를 붙였다.The present invention can be implemented in many different forms and is not limited to the embodiments described herein. The same reference numerals are used for similar parts throughout the specification.
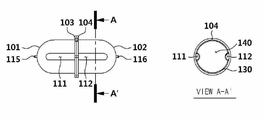
도 1에 도시된 바와 같이, 본 발명의 실시 예에 따른 완성된 열융착 고정 부표의 형상을 나타내는 사시도이고, 부표의 가운데는 두 개의 부재가 결합된 결합부가 형성되며, 결합부의 양면에는 강재로 형성된 보강링 더 포함하고, 양 보강링과 결합부를 강재로 결합시켜 접합부의 강도를 증대시키고, 고정끈 삽입부의 파손을 방지는 입체도가 도시되어 있다. As shown in Figure 1, a perspective view showing the shape of a completed heat-sealed fixed buoy according to an embodiment of the present invention, the center of the buoy is formed of a joining portion in which two members are combined, and both sides of the joining portion are formed of steel. A reinforcement ring is further included, and the three-dimensional view is shown to increase the strength of the joint by combining both the reinforcing rings and the joining portion with a steel material, and to prevent damage to the fixing string insert.
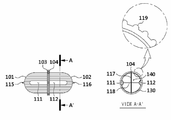
도 2는 본 발명의 실시 예에 따른 두 개의 부재가 결합된 열융착 고정 부표 구조와 부재의 몸통 외면부에 반원통 형상의 오목 홈부와 상기 오목 홈부와 연통되는 결합부 관통구멍으로 형성된 고정끈 삽입부를 예시한 입체도가 도시되어 있다Figure 2 is a heat-sealed fixed buoy structure in which two members are coupled according to an embodiment of the present invention, and a semi-cylindrical concave groove part and a fixing string formed of a through-hole connected to the concave groove part are inserted into the outer surface of the member A three-dimensional view illustrating wealth is shown
도 3은 본 발명의 실시 예에 따른 부재의 구조를 예시한 입체도이다3 is a three-dimensional view illustrating the structure of a member according to an embodiment of the present invention
도 1 내지 도 3을 참고하면, 본 발명의 한 실시 예에 따른 열융착 고정 부표는 상기 부표는 두 개의 부재(101, 102)가 결합되는 구조로 구성되어 있으며,1 to 3, the heat-sealing fixed buoy according to an embodiment of the present invention is composed of a structure in which the two
상기 부재(101, 102)는 내부에 형성된 공간부가 형성되어 있어, 상기 공간부에 공기가 충전되는 것으로 상기 부재의 일측에 상기 공간부와 통공되면서 상기 부재들을 결합하기 위한 결합부(103, 104)가 구비되어 있다.The
그리고 부재(101, 102)의 재질은 폴리에틸렌(LDPE & HDPE), 폴리 프로필렌(PP), 폴리염화비닐(PVC), 폴리 스타이렌(PS), 폴리에스테르(PET), 스티렌 아크릴로니트릴 부타디엔(ABS)수지 및 나일론(PA) 중에 어느 하나 및 이들의 둘 이상의 혼합물에 의해 선택되어 진 합성수지로 이루어 질 수 있다.And the materials of the
합성수지는 고분자 화합물의 일종으로 썩지 않으며, 썩지 않는 합성 수지가 바다에 버려지게 되면 어류, 조류, 그리고 해초의 먹이 사슬을 파괴된다. Synthetic resin is a kind of polymer compound that does not rot. When the synthetic resin that does not rot is thrown into the sea, the food chain of fish, algae, and seaweed is destroyed.
또한, 땅에 합성수지가 매립되면 원활한 공기 소통을 막아 토양을 오염시킨다. 이런, 공해 문제를 해결하고자 자연 상태에서 분해되는 분해성 플라스틱이 개발되어 있으므로, 상기 합성수지는 생분해성 플라스틱(bio-degradable plastic)으로 선택할 수 있다.In addition, when synthetic resin is embedded in the ground, it prevents smooth air communication and contaminates the soil. In order to solve the pollution problem, a decomposable plastic that decomposes in a natural state has been developed, and thus the synthetic resin may be selected as a bio-degradable plastic.
또한, 상기와 같은 구성으로 형성된 상기 부재(101, 102)는 대응되도록 2개로 분할 제작된 것으로, 이를 결합시키기 위해서는 상기 부재들을 대응되게 위치시킨 후 상기 결합부(103, 104)를 통해 상기 부재(101, 102)들을 결합하여 형성되는 열융착 고정 부표를 특징으로 한다.In addition, the
이러한 형식으로 제작된 열융착 고정 부표는 내부에는 공기층이 형성되고, 중간부에는 결합부가 형성되며 내부에 밀폐된 공기층으로 이루어지는 부력체로서 2개로 분할된 부재를 결합시켜 하나로 결합되어 부표(100)가 된다.The heat-sealed fixed buoy produced in this type has an air layer formed inside, a coupling portion formed in the middle, and a buoyant body made of two air-sealed air layers combined with two divided members to be combined into one. do.
또한, 도 1, 2에 도시된 바와 같이In addition, as shown in Figures 1 and 2
상기 부재의 몸통 외면부에는 반원통 형상의 오목 홈부(111, 112)를 더 포함하고, 상기 결합부에 상기 오목 홈부(111, 112)와 연통되는 관통구멍을 형성하여 상기 오목 홈부(111, 112)와 상기 결합부의 관통구멍으로 이루어진 고정끈 삽입부(109, 110)를 형성할 수 있으며, 이렇게 형성된 고정끈 삽입부(109, 110)는 결합부의 외주면으로 돌출되지 않아 선박의 접안등에 의한 파손을 예방할 수 있는 장점이 있다.The outer surface of the body of the member further includes semi-cylindrical
또한, 상기 융착 결합된 부표(100)의 결합부 양측에는 금속재질로 형성된 링 형태의 보강링(120, 130)을 더 포함하며, 상기 양측의 보강링과 결합부를 고정끈 삽입부(109, 110)를 이용하여 고정끈으로 묶어서 고정시킬 수 있다. In addition, both sides of the fusion spliced
또한, 필요에 따라서는 고정끈외에 강선, 강제고리 등을 이용하여 보강할 수 있으므로 융착시킨 접합부의 접합강도를 증대시키는 것은 물론 보강된 보강링을 결합부에 형성된 고정끈 삽입부(109, 110)에 고정 끈을 묶어서 사용하므로, 파손 염려가 없는 강력한 고정끈 삽입부가 형성되어 편리하게 사용할 수 있다. In addition, since the reinforcement can be reinforced by using a steel wire, a steel ring, etc., as well as a fixing string, if necessary, it is possible to increase the bonding strength of the spliced joint, as well as the fixing string inserts 109, 110 formed in the coupling portion of the reinforced ring. Since it is used by bundling the fixing strap, it can be conveniently used because it is formed with a strong fixing strap insert without fear of damage.
특히, 도 3 및 도 5를 참고하면, 상기 부재(101, 102)에는 상기 결합부(103, 104)의 접합면적을 넓힐 수 있도록 상기 공간부의 가장자리를 따라 외부로 돌출되는 플랜지부를 형성하고, 상기 플랜지부의 일면인 접합면(105, 106)을 포함하며, 상기 접합면(105, 106)을 서로 마주보도록 위치시키고 상기 접합면(105, 106) 사이에 히터를 삽입하여 상기 서로 마주보는 접합면(105, 106)을 용융시킨 다음, 상기 히터를 분리하여 추출하고, 상기 용융된 접합면(105, 106)이 서로 맞닿도록 가압하여 결합하는 것을 특징으로 할 수 있다.In particular, referring to FIGS. 3 and 5, the
또한, 상기 부재의 몸통부 원형부의 끝단에는 고정끈을 삽입할 수 있는 고리부(115, 116)를 필요에 따라 더 구비할 수 있고, 플랜지부 외부면에도 필요에 따라 소정부위에 일정한 간격으로 고정끈을 삽입하는 고리부(113, 114)가 구비된 것이 도시되어 두 개의 부재를 결합한 부표의 양단과 결합부에 일정한 간격으로 고리부를 형성하여 사용자의 필요에 따라, 어떠한 방향에서도 고정 끈을 묶어서 편리하게 사용할 수 있다.In addition, the ends of the circular portion of the body portion of the member may be further provided with hooks (115, 116) for inserting a fixing strap, if necessary, and fixed to a predetermined portion at regular intervals on the outer surface of the flange portion as required. It is shown that the
또한, 도 4를 참조하여 보면,Also, referring to FIG. 4,
본 발명의 또 다른 실시 예로서 상기 부재(101, 102) 내부에 형성된 공간부에 다수의 분할 공간을 갖도록 구획 형성된 격벽부재(117, 118)를 더 포함하며, 상기 격벽부재(117, 118)의 수와 모양은 다양하게 부가할 수 있고, 상기 부재(101, 102)의 외주면에는 외부로 돌출된 반원형의 리브(109)를 부재의 길이방향을 따라 일정 간격 이격되게 부가하여 형성할 수 있다. As another embodiment of the present invention, the partition member (117, 118) further comprises a partition formed to have a plurality of divided spaces in the space formed inside the member (101, 102), the partition wall member (117, 118) The number and shape may be variously added, and the outer circumferential surfaces of the
상기와 같이 격벽부재(117, 118)를 더 포함된 부재(101, 102)의 결합부(103, 104)를 열융착시켜면 열융착 고정 부표의 내부에는 상기 격벽 부재에 의하여 다양하게 분할된 공간마다 밀폐된 공기층으로 이루어지는 부력체가 형성하게 된다.When the joining
또한, 이와 같이 분할된 부력체를 형성하여, 분할된 일부 공간에서 부력을 상실하여도 나머지 공간에서는 부력을 유지할 수 있는 부표(100)가 된다.In addition, by forming the divided buoyancy body, the
또한, 상기 부재의 외주면에 외부로 돌출된 반원형의 리브(109)를 부재의 길이방향을 따라 일정 간격 이격되게 반원형의 보강리브를 더 부가하여 형성할 수 있으며, 상기 보강리브는 배의 접안등으로 부표와 배 또는 부두와 접촉시에는 돌출된 리부 상부면에서 접촉하여, 접촉에 의한 마모 파손을 방지할 수 있고, 리브에 의하여 부표의 강도를 보강하여 파손을 방지한다.In addition, the
또한, 도 5를 참조하여 보면,Also, referring to FIG. 5,
2개의 부재(101, 102)를 결합시키기 위해 형성된 플랜지부와 상기 플랜지부의 일면인 접합면(105, 106)을 포함하며, 상기 접합면(105, 106)이 서로 마주보도록 위치시키고 상기 접합면(105, 106) 사이에 히터를 삽입하여 상기 서로 마주보는 접합면(105, 106) 사이에 삽입된 상기 히터면의 양면과 접합면(105, 106)을 접촉하여 용융한 다음, 상기 히터를 분리 추출하고, 상기 용융된 접합면(105, 106)이 서로 맞닿도록 가압하여 결합하는 장치와 이를 이용하는 구성을 도시한 예시 도면이며. It includes a flange portion formed to join the two members (101, 102) and a joining surface (105, 106) that is one surface of the flange portion, the joining surfaces (105, 106) are positioned to face each other and the joining surface A heater is inserted between (105, 106) to melt the contact surfaces (105, 106) on both sides of the heater surface inserted between the facing surfaces (105, 106) facing each other and melted, and then the heater is separated. It is an exemplary view showing a device for extracting and pressing and bonding the melted bonding surfaces 105 and 106 so that they come into contact with each other, and a configuration using the same.
이를 상세하게 살펴보면,Looking at this in detail,
한 쌍의 부재(101, 102)를 내부에 수용되는 한 쌍의 지그틀(210, 220)과, 상기 지그틀(210, 220)에 수납되는 상기 부재는 접합면(105, 106)이 서로 마주보도록 배치된다.The pair of members (101, 102) is a pair of jigttle (210, 220) accommodated therein, and the member accommodated in the jigttle (210, 220), the bonding surface (105, 106) facing each other It is arranged to see.
또한, 상기 지그틀(210, 220)에는 수용되는 부재(101, 102)가 정확한 위치에 안착될 수 있도록 부재에 형성된 오목 홈부(111, 112)에 대응되는 안내부(230, 240)가 형성되어 있고, In addition, guide
상기 지그틀(210, 220)에 부재(101, 102)를 수납할 때 상기 안내부(230, 240)에 의하여 부재(101, 102)에 형성된 오목 홈부(111, 112)가 가이드 되며 수납되어 정확한 위치에 고정된다.When the
또한, 상기 지그틀(210, 220)은 유압 또는 공기압으로 가동되는 실린더를 이용하여 수납과 가압할 수 있도록 이동 가능하게 형성된다.In addition, the jigttle (210, 220) is formed to be movable so as to be accommodated and pressurized using a hydraulic or pneumatic cylinder.
또한, 상기 부재의 접합면(105, 106) 사이에 히터(300)가 삽입하여 상기 히터의 양면과 상기 접합면(105, 106)이 접촉되어 용융된다.In addition, the
또한, 상기 히터(300)와 접촉되는 상기 접합면(105, 106)이 용융되면 상기 히터(300)는 상기 지그틀(210, 220)에 삽입된 부재의 접합면(105, 106) 사이에서 분리하여 추출한 다음, 상기 지그틀(210, 220)은 삽입된 접합면(105, 106)이 용융된 상태에서 가압하여 융착 결합된다.In addition, when the bonding surfaces 105 and 106 in contact with the
또한, 상기 융착 결합된 부표(100)를 상기 지그틀(210, 220)에서 분리하여 추출하기 위한 가압부재(250)가 더 포함하여 이루어진 구성임을 알 수 있다.In addition, it can be seen that the fusion-bonded
또한, 상기 접합면(105, 106)에는 융착되는 접촉면적을 넓힐 수 있도록 돌출부(107)와 오목부(108)를 형성하며, 상기 히터에서 상기 접합면에 접촉되는 부위에도 상기 접합면의 돌출부(107)와 오목부(108)에 대응되는 오목부(109)와 돌출부(110)를 형성할 수 있으며, 상기 돌출부와 오목부는 서로 대칭되게 다양한 형상으로 변경할 수 있다.In addition,
또한, 상기 부재의 결합부(103, 104)는 접합면적을 넓힐 수 있도록 상기 공간부의 가장자리를 따라 외부로 돌출되는 플랜지부를 형성하며, 상기 플랜지부의 일면인 접합면(105, 106)을 포함한다.In addition, the
또한, 상기 접합면(105, 106)을 서로 마주보도록 위치시키고, 상기 접합면(105, 106) 사이에 히터를 삽입하여 상기 삽입된 히터의 가열된 양면과 접합면(105, 106)을 접촉하여 용융시킨 다음, 상기 히터는 분리 추출하고, 상기 용융된 접합면(105, 106)이 서로 맞닿도록 가압하여 결합되는 것을 특징으로 할 수 있다.In addition, the bonding surfaces (105, 106) are positioned to face each other, and a heater is inserted between the bonding surfaces (105, 106) to contact the heated surfaces and bonding surfaces (105, 106) of the inserted heater. After melting, the heater may be separated and extracted, and the melted bonding surfaces 105 and 106 may be pressed against each other to be combined.
또한, 상기 지그틀(210, 220)을 이용하여 최적의 융착 방법을 살펴 보면,In addition, looking at the optimal welding method using the jigttle (210, 220),
지그틀(210, 220)에서 융착에 사용되는 히터(300)의 표면온도는 450℃ ~700℃이고, 상기 히터(300)와 접합면(105, 106)의 접촉 시간은 2~3초이고, The surface temperature of the
상기 접촉시간이 경과 후에 히터(300)가 분리 추출되면 0.2~0.3초 내로 가압하여 융착 결합시키는 것을 최적으로 조건으로 선택할 수 있으며,When the
상기 접촉시간이 경과 후에 접합면(105, 106) 사이에서 히터(300)가 분리 추출되면 0.2~0.3초 내로 가압하여 융착 결합시키는 것이다.When the
상기와 같은 최적의 조건은 상기 융착에 사용되는 히터(300)의 표면온도를 450℃이하로 설정하면 지그틀(210, 220)에 삽입된 접합면(105, 106)이 용융되는 시간이 길어짐은 물론이고, 상기 접합면(105, 106)이 융착에 적합하게 용융되지 않고, 이와 같이 용융이 적합하지 않은 접합면을 가압하여 융착시켜도 접합강도가 약하게 된다.The optimum condition as described above is that when the surface temperature of the
또한, 상기 히터(300)의 표면온도는 700℃이상으로 하면, 지그틀(210, 220)에 삽입된 접합면(105, 106)이 높은 온도로 인하여 필요 이상 용융되어 접합면(105, 106)에서 용융된 용융액이 히터면에 부착되거나 하부로 흘러내리게 된다.In addition, when the surface temperature of the
따라서, 융착에 사용되는 히터(300)의 최적 표면온도는 450℃ ~700℃이고, 상기 히터(300) 온도를 선택에 의하여, 히터와 접합면(105, 106)의 접촉 시간은 상기 히터(300)의 표면온도에 따라 2~3초 사이에서 시간을 선택할 수 있고, 상기 접촉시간이 경과되어 접합면(105, 106)이 용융되면, 상기 접합면(105, 106) 사이에 삽입된 히터(300)를 분리 추출한다.Therefore, the optimum surface temperature of the
또한, 상기 히터가 추출되면 지그틀은 유압 또는 공기압으로 가동되는 실린더를 이용하여 0.2~0.3초 내로 용융된 접합면을 맞닿도록 이동하고, 가압하여 융착 결합시키는 것이다.In addition, when the heater is extracted, the jigttle is moved to abut the melted joint surface within 0.2 to 0.3 seconds using a cylinder operated by hydraulic pressure or air pressure, and is fusion-bonded by pressing.
상기와 같이 히터(300)가 분리 추출되면 0.2~0.3초 내로 가압하는 조건중 0.2초는 히터와 접촉된 접합면(105, 106)의 분리 추출되는 시간이 필요하고, 0.3초 내로 가압하는 것은 용융된 접촉면이 냉각되기 전에 용융면을 접촉시켜 가압하도록 선정한 것이다. As described above, when the
또한, 상기와 같은 가압으로 융착되면 접합면을 자연 냉각시키거나 송풍하여 냉각한 후 에 지그틀(210, 220)에 고정된 부표를 가압부재(250)로 가압하여 추출 반출함으로서 부표가 완성됨을 알 수 있다.In addition, after fusion by pressure as described above, the buoy is completed by extracting and exporting the buoy fixed to the jig frame 210 and 220 by pressing the member 250 after natural cooling or blowing the joint surface. Can be.
이러한 방법으로 제작된 부표(100)의 크기는 길이 600㎜ 직경 400㎜이고, 부표 몸체의 두께는 3㎜이고, 반원형의 리브의 높이는 3㎜, 격벽부재의 두께는 3㎜, 결합부(103, 104)의 두께는 10~13㎜, 융착 결합된 두께는 20~25㎜로 형성될 수 있으며, 이러한 수치는 최적의 수치로 이외 다양한 크기와 두께로 제작할 수 있다.The size of the
또한, 부표는 햇빛이 강한 바다에서 사용되므로 자외선 차단기능의 부여하여야 되며, 자외선 차단방법은 열융착 결합된 부표(100)의 표면에 용제, 실란, 아세트산으로 구성된 프라이머를 도포하여 프라이머 코팅층을 생성한다.In addition, since the buoy is used in the sea with strong sunlight, it must be provided with UV protection. In the UV blocking method, a primer coating layer is created by applying a primer composed of a solvent, silane, and acetic acid to the surface of the heat-bonded
또한, 상기 부표의 표면에 알루미나 분말이 포함된 제1 코팅제를 도포한 후 UV 차단제가 포함된 제2 코팅제를 도포하여 제2 코팅층을 생성하여 자외선 차단기능의 부여하는 것으로 선택할 수 있다.In addition, after applying the first coating agent containing the alumina powder to the surface of the buoy, a second coating agent containing a UV blocking agent may be applied to create a second coating layer, and may be selected to impart UV protection.
또한, 상기 프라이머는 실란 10 중량부에 용제 450 내지 550 중량부 및 아세트산 2 내지 4 중량부가 혼합되어 구성될 수 있으며, 상기 1차 도장단계는 스프레이 도장을 사용하고, 상기 2차 도장단계는 정전 도장을 선택할 수 있다.In addition, the primer may be composed of a mixture of 450 to 550 parts by weight of solvent and 2 to 4 parts by weight of acetic acid in 10 parts by weight of silane, and the first coating step uses spray coating, and the second coating step is electrostatic coating. You can choose
또한, 상기 공정에서 자외선 차단기능의 부여한 열융착 결합된 부표(100)의 표면에는 야광테이프를 부착하거나 야광도료를 도포하여 부표 표면에 띠 형태의 야광 반사부를 이루도록 형성되되, 상기 야광 반사부는 부체의 길이방향을 따라 일정 간격 이격되게 형성하여 어두운 야간에 빛을 발광하도록 야광 기능을 부가할 수 있다. In addition, the surface of the heat-sealed bonded
또한, 열융착 부표의 제조방법을 살펴 보면, In addition, looking at the manufacturing method of the thermal fusion buoy,
열융착 부표의 제조방법으로서As a manufacturing method of heat fusion buoy
합성수지로 내부에 형성되는 공간부와, 결합부를 가지는 부재(101, 102)를 각각 형성하는 단계와; 상기 각각의 부재(101, 102)의 접합면(105, 106)이 대응되도록 지그틀(210, 220)에 각각 장착하는 단계이며,Forming a member (101, 102) having a space portion and an engagement portion formed therein with synthetic resin, respectively; It is a step of mounting to the jigttle (210, 220) so that the bonding surface (105, 106) of each of the members (101, 102) corresponding,
상기 지그틀(210, 220)에 삽입 결합된 부재의 접합면(105, 106) 사이에 히터(300)를 장착하는 단계와; 상기 히터(300)가 부재의 접합면(105, 106) 사이에 장착되면, 제어부의 제어에 따라 450℃ ~700℃로 가열된 히터면과 상기 접합면(105, 106)을 2~3초간 접촉하여 용융하는 단계로 이루어 지며,Attaching a heater (300) between the bonding surfaces (105, 106) of the members inserted and coupled to the jigsaw (210, 220); When the
상기 접합면(105, 106)이 용융되면, 히터를 접합면(105, 106) 사이에서 분리 추출한 후, 접합면(105, 106)을 0.2 ~ 0.5초간 가압하여 접합면(105, 106)의 융착부가 가압 융착되는 부표를 형성하는 단계로 이루어지며,When the bonding surfaces 105 and 106 are melted, the heater is separated and extracted between the bonding surfaces 105 and 106, and then the bonding surfaces 105 and 106 are pressed for 0.2 to 0.5 seconds to fuse the bonding surfaces 105 and 106. It consists of a step of forming a buoy that is pressurized and fused,
상기 부표를 지그틀(210, 220) 중 어느 하나에 장착된 가압부재(250)의 가압으로 지그틀(210, 220)에서 분리되어 완성되는 단계로 이루어 짐을 알 수 있다.It can be seen that the buoy consists of the steps completed by being separated from the jigsets 210 and 220 by the pressurization of the pressing member 250 mounted on any one of the jigstles 210 and 220.
이상의 설명은 본 발명을 예시적으로 설명한 것이고, 명세서에 게시된 실시 예는 본 발명의 기술사상을 한정하기 위한 것이 아니라 설명하기 위한 것이므로 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자라면 본 발명의 기술사상을 벗어나지 않는 범위에서 다양한 수정 및 변형이 가능할 것이다. 그러므로 본 발명의 보호범위는 청구범위에 기재된 사항에 의해 해석되고, 그와 균등한 범위 내에 있는 기술적 사항도 본 발명의 권리범위에 포함되는 것으로 해석되어야 할 것이다.The above description is merely illustrative of the present invention, and the embodiments disclosed in the specification are not intended to limit the technical idea of the present invention, but are intended to explain the present invention. Various modifications and variations will be possible without departing from the technical idea of. Therefore, the protection scope of the present invention is to be interpreted by the matters described in the claims, and technical matters within the equivalent scope thereof should be interpreted to be included in the scope of the present invention.
101, 102 : 부재
103, 104 : 결합부
105, 106 : 접합면
107, 110 : 돌출부
108, 109: 오목부
111, 112 : 오목 홈부
113, 114, 115, 116 : 고리부
117, 118 : 격벽
119 : 리브
120, 130 : 보강링
210, 220 : 지그틀
230, 240 : 안내부재
250: 가압부재
300: 히터101, 102:
105, 106:
108, 109:
113, 114, 115, 116:
119:
210, 220:
250: pressing member 300: heater
Claims (8)
상기 부표는 두 개의 부재(101, 102)가 결합되어 구성되되
상기 부재(101, 102)는 내부에 형성된 공간부;와 상기 부재의 일측에 상기 공간부와 통공되면서 상기 부재들을 결합하기 위한 결합부(103, 104);가 구비되어
상기 부재들을 대응되게 위치시킨 후 상기 결합부(103, 104)를 통해 상기 부재(101, 102)들을 결합하여 형성된 것을 특징으로 하는 열융착 고정 부표.
In the buoy 100
The buoy is composed of two members (101, 102) combined
The member (101, 102) is provided with a space portion formed therein; and a coupling portion (103, 104) for coupling the members while passing through the space portion on one side of the member;
Heat-sealed fixing buoy, characterized in that formed by combining the members (101, 102) through the coupling portion (103, 104) after positioning the members correspondingly.
상기 결합부(103, 104)는 접합면적을 넓힐 수 있도록 상기 공간부의 가장자리를 따라 외부로 돌출되는 플랜지부와 상기 플랜지부의 일면인 접합면(105, 106)을 포함하며, 상기 접합면(105, 106)이 서로 마주보도록 위치시키고,
상기 접합면(105, 106) 사이에 히터를 삽입하여 상기 서로 마주보는 접합면(105, 106)을 용융시킨 다음, 상기 히터는 분리 추출하고, 상기 용융된 접합면(105, 106)이 서로 맞닿도록 가압하여 결합하는 것을 특징으로 하는 열융착 고정 부표.
The method of claim 1
The coupling portion (103, 104) includes a flange portion protruding outward along the edge of the space portion so as to widen the bonding area and the bonding surfaces (105, 106) which are one surface of the flange portion, and the bonding surface (105) , 106) facing each other,
A heater is inserted between the bonding surfaces 105 and 106 to melt the bonding surfaces 105 and 106 facing each other, and then the heaters are separated and extracted, and the molten bonding surfaces 105 and 106 contact each other. Heat-sealed fixed buoy, characterized in that the pressure is coupled to press.
상기 부재의 몸통부 원형부의 끝단에는 고정끈이 삽입되는 고리부(115, 116)가 구비되고, 플랜지부 외부면의 소정부위에는 일정한 간격으로 고정끈이 삽입되는 고리부(113, 114)가 구비되는 것을 특징으로 하는 열융착 고정 부표.
The method of claim 2
The end portions of the circular portion of the body portion of the member are provided with ring portions 115 and 116 into which the fixing string is inserted, and ring portions 113 and 114 are provided at predetermined intervals on the outer surface of the flange portion at regular intervals. Heat-sealed fixed buoy, characterized in that.
상기 부재(101, 102)는 내부에 형성된 공간부에 다수의 분할 공간을 갖도록 구획 형성된 격벽부재(117, 118)를 포함하며, 상기 부재의 외주면에는 외부로 돌출된 반원형의 리브(119)를 부재의 길이방향을 따라 일정 간격 이격되게 형성된 것을 특징으로 하는 열융착 고정 부표.
The method of claim 3
The members 101 and 102 include partition wall members 117 and 118 partitioned to have a plurality of divided spaces in the space portion formed therein, and the outer circumferential surface of the member has a semicircular rib 119 protruding outward Heat-sealed fixed buoy, characterized in that formed at regular intervals along the longitudinal direction of the.
상기 부재(101, 102)가 내부에 수용되는 한 쌍의 지그틀(210, 220)과, 상기 지그틀(210, 220)에 수납되는 상기 부재는 접합면(105, 106)이 서로 마주보도록 배치되며,
상기 지그틀(210, 220)은 유압 또는 공기압으로 가동되는 실린더로 이동 및 가압되도록 형성하고,
상기 부재의 접합면(105, 106) 사이에 삽입하여 접촉되는 접합면(105, 106)을 용융되도록 가열하는 히터(300)와,
상기 히터(300)는 접촉되는 상기 접합면(105, 106)이 용융되면 상기 지그틀(210, 220)사이에서 분리 추출하고,
상기 지그틀(210, 220)은 삽입된 접합면(105, 106)이 용융된 상태에서 가압하여 융착 결합하며,
상기 융착 결합된 부표(100)를 상기 지그틀(210, 220)에서 분리하여 추출하기 위한 가압부재(250)를 더 포함하는 것을 특징으로 하는 열융착 고정 부표.
The method of claim 4
The member (101, 102) is a pair of jigttle (210, 220) accommodated therein, and the member accommodated in the jigttle (210, 220) is disposed so that the bonding surfaces (105, 106) face each other And
The jiggle (210, 220) is formed to be moved and pressurized by a hydraulic or pneumatic cylinder,
A heater 300 that heats the bonding surfaces 105 and 106 to be melted by being inserted between the bonding surfaces 105 and 106 of the member, and
The heater 300 is separated and extracted between the jigttle (210, 220) when the contact surface (105, 106) is in contact with the melting,
The jig mold (210, 220) is bonded by fusion bonding by pressing the inserted joint surface (105, 106) in a molten state,
Heat fusion fixed buoy, characterized in that it further comprises a pressing member 250 for extracting by separating the fusion bonded buoy (100) from the jigttle (210, 220).
상기 융착 결합된 부표(100)의 결합부 양측에는 금속재질로 형성된 링형태의 보강링(120, 130)을 더 포함하며, 상기 결합부 양측의 보강링과 상기 결합부를 상기 결합부에 형성된 고정끈 삽입부(109, 110)를 이용하여 강재 또는 고정끈으로 묶거나 고정 결합시켜 접합부의 접합강도를 증대시키는 것을 특징으로 하는 열융착 고정 부표.
The method of claim 5
The fusion-bonded buoy 100 further includes ring-shaped reinforcing rings 120 and 130 formed of a metal material on both sides of the coupling portion, and the reinforcing rings on both sides of the coupling portion and the fixing portion formed on the coupling portion of the coupling portion A heat-sealed fixing buoy, characterized in that the bonding strength of the joint is increased by bundling or fixedly bonding with a steel material or a fixing string using the insertion portions 109 and 110.
열융착 결합된 부표(100)의 표면에 용제, 실란, 아세트산으로 구성된 프라이머를 도포하여 프라이머 코팅층을 생성하고,
상기 부표의 표면에 알루미나 분말이 포함된 제1 코팅제를 도포한 후 UV 차단제가 포함된 제2 코팅제를 도포하여 제2 코팅층을 생성하여 자외선 차단기능을 부여한 것을 특징으로 하는 열융착 고정 부표.
The method of claim 6
A primer coating layer is formed by applying a primer composed of a solvent, silane, and acetic acid to the surface of the heat-bonded buoy 100,
A heat-sealed fixed buoy, characterized in that a first coating agent containing alumina powder is applied to the surface of the buoy, and then a second coating agent containing a UV blocking agent is applied to create a second coating layer to impart UV protection.
자외선 차단기능을 부여한 열융착 결합된 부표(100)의 표면에 야광테이프를 부착하거나 야광도료를 도포하여 부표의 표면에서 띠 형태를 이루도록 형성하되, 상기 반사부는 부체의 길이방향을 따라 일정 간격 이격되게 형성하는 것을 특징으로 하는 열융착 고정 부표.
The method of claim 7
A luminous tape is attached to the surface of the buoy 100, which is heat-sealed and combined with a UV-blocking function, or is formed to form a band on the surface of the buoy by applying a luminous paint, but the reflective parts are spaced apart at regular intervals along the longitudinal direction of the buoy. Heat-sealed fixed buoy, characterized in that to form.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180151611A KR102196311B1 (en) | 2018-11-30 | 2018-11-30 | Heat fusion fixing a float |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180151611A KR102196311B1 (en) | 2018-11-30 | 2018-11-30 | Heat fusion fixing a float |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200065292A true KR20200065292A (en) | 2020-06-09 |
| KR102196311B1 KR102196311B1 (en) | 2021-01-15 |
Family
ID=71082277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180151611A KR102196311B1 (en) | 2018-11-30 | 2018-11-30 | Heat fusion fixing a float |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102196311B1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220006955A (en) * | 2020-07-09 | 2022-01-18 | 한국해양과학기술원 | Buoys with air pocket by multiple walls and method making thereof |
| KR20230070102A (en) * | 2021-11-12 | 2023-05-22 | (주)코리아액티 | Marine buoy barrel, apparatus for manufacturing marine buoy barrel, and method for manufacturing marine buoy barrel |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6289975U (en) * | 1985-11-25 | 1987-06-09 | ||
| JP2000128087A (en) | 1998-10-19 | 2000-05-09 | Japan Aircraft Mfg Co Ltd | Water buoy device |
| KR100795144B1 (en) | 2007-06-07 | 2008-01-17 | 강희태 | Buoy for sea fishing |
| KR200446171Y1 (en) | 2009-01-08 | 2009-10-05 | 김근태 | Assembling type Buoy |
| KR20100046104A (en) * | 2007-08-27 | 2010-05-06 | 노라 엔지니어링 가부시키가이샤 | Loose flange pipe joint |
| KR101822493B1 (en) * | 2017-06-16 | 2018-01-26 | 이재준 | Friction splicer of float for fisherywork |
| KR101829898B1 (en) | 2017-04-10 | 2018-02-19 | 주식회사 코부이테크 | Buoys having bulkhead member and manufacturing method thereof |
-
2018
- 2018-11-30 KR KR1020180151611A patent/KR102196311B1/en active IP Right Grant
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6289975U (en) * | 1985-11-25 | 1987-06-09 | ||
| JP2000128087A (en) | 1998-10-19 | 2000-05-09 | Japan Aircraft Mfg Co Ltd | Water buoy device |
| KR100795144B1 (en) | 2007-06-07 | 2008-01-17 | 강희태 | Buoy for sea fishing |
| KR20100046104A (en) * | 2007-08-27 | 2010-05-06 | 노라 엔지니어링 가부시키가이샤 | Loose flange pipe joint |
| KR200446171Y1 (en) | 2009-01-08 | 2009-10-05 | 김근태 | Assembling type Buoy |
| KR101829898B1 (en) | 2017-04-10 | 2018-02-19 | 주식회사 코부이테크 | Buoys having bulkhead member and manufacturing method thereof |
| KR101822493B1 (en) * | 2017-06-16 | 2018-01-26 | 이재준 | Friction splicer of float for fisherywork |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20220006955A (en) * | 2020-07-09 | 2022-01-18 | 한국해양과학기술원 | Buoys with air pocket by multiple walls and method making thereof |
| KR20230070102A (en) * | 2021-11-12 | 2023-05-22 | (주)코리아액티 | Marine buoy barrel, apparatus for manufacturing marine buoy barrel, and method for manufacturing marine buoy barrel |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102196311B1 (en) | 2021-01-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20200131079A (en) | Heat fusion fixing a float | |
| KR20200065292A (en) | Heat fusion fixing a float | |
| KR101740918B1 (en) | Manufacturing method of hollow buoy | |
| KR101691455B1 (en) | Buoy | |
| US20150296753A1 (en) | Floating assembly using containers | |
| KR101918116B1 (en) | Floating Assembly for Water Surface | |
| KR102437304B1 (en) | BUOY and METHOD FOR MANUFACTURING BUOY | |
| KR101743741B1 (en) | Buoy and method for manufacturing buoy | |
| KR101914596B1 (en) | Eco friendly buoy for foam molding and its manufacturing method | |
| KR101357833B1 (en) | Manufacturing methods of buoy | |
| KR101990541B1 (en) | Buoy | |
| KR101705040B1 (en) | Buoys wrapped around a synthetic resin molding uneven inner reinforcement body | |
| KR20180003071U (en) | Eco-friendly buoy cover | |
| JP2018014992A (en) | Buoyancy device having multi-layer of air | |
| KR101855815B1 (en) | Buoys wrapped around a synthetic resin molding uneven inner reinforcement body | |
| KR101880486B1 (en) | Eco-friendly buoy consisting of buoy-shaped body with air-pressure-regulated air tube and manufacturing method thereof | |
| KR20060025014A (en) | Float for structure on water and manufacturing method there of | |
| KR101832282B1 (en) | Buoys manufacturing method wrapped molding a synthetic resin uneven internal reinforcement body | |
| KR102215917B1 (en) | Buoy and there of manufacturing mold | |
| KR20220101788A (en) | prefabricated hollow plastic material substructuring | |
| KR102095258B1 (en) | A method of preparing an eco-friendly buoy | |
| KR102620970B1 (en) | Marine buoy barrel, apparatus for manufacturing marine buoy barrel, and method for manufacturing marine buoy barrel | |
| KR20170136088A (en) | Buoyancy member | |
| CN210285285U (en) | A quick wrapping bag for reinforcing bar dish circle | |
| CN109561669B (en) | Buoy with pipe and method for manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| N231 | Notification of change of applicant |