KR20190063243A - 차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 - Google Patents
차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 Download PDFInfo
- Publication number
- KR20190063243A KR20190063243A KR1020170162186A KR20170162186A KR20190063243A KR 20190063243 A KR20190063243 A KR 20190063243A KR 1020170162186 A KR1020170162186 A KR 1020170162186A KR 20170162186 A KR20170162186 A KR 20170162186A KR 20190063243 A KR20190063243 A KR 20190063243A
- Authority
- KR
- South Korea
- Prior art keywords
- polyurethane
- vehicle
- foam member
- vehicle interior
- polyurethane foam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000000463 material Substances 0.000 title claims abstract description 192
- 238000004519 manufacturing process Methods 0.000 title claims description 16
- 229920002635 polyurethane Polymers 0.000 claims abstract description 87
- 239000004814 polyurethane Substances 0.000 claims abstract description 87
- 229920005830 Polyurethane Foam Polymers 0.000 claims abstract description 66
- 239000011496 polyurethane foam Substances 0.000 claims abstract description 66
- 239000011247 coating layer Substances 0.000 claims abstract description 30
- 238000007757 hot melt coating Methods 0.000 claims abstract description 30
- 239000010410 layer Substances 0.000 claims abstract description 27
- 239000012943 hotmelt Substances 0.000 claims abstract description 23
- 238000000034 method Methods 0.000 claims abstract description 16
- 238000013008 moisture curing Methods 0.000 claims description 33
- 239000004831 Hot glue Substances 0.000 claims description 23
- 238000000576 coating method Methods 0.000 claims description 8
- 238000002844 melting Methods 0.000 claims description 6
- 230000008018 melting Effects 0.000 claims description 6
- 239000011248 coating agent Substances 0.000 claims description 5
- 150000002009 diols Chemical class 0.000 claims description 4
- 229920001296 polysiloxane Polymers 0.000 claims description 4
- 239000012790 adhesive layer Substances 0.000 claims description 3
- 230000008878 coupling Effects 0.000 claims description 3
- 238000010168 coupling process Methods 0.000 claims description 3
- 238000005859 coupling reaction Methods 0.000 claims description 3
- 230000008569 process Effects 0.000 abstract description 6
- 238000012805 post-processing Methods 0.000 abstract description 5
- 238000003475 lamination Methods 0.000 description 8
- 239000006260 foam Substances 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- 230000000903 blocking effect Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 239000010985 leather Substances 0.000 description 2
- 239000002649 leather substitute Substances 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 230000037330 wrinkle prevention Effects 0.000 description 2
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 238000012356 Product development Methods 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000004745 nonwoven fabric Substances 0.000 description 1
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 229920005906 polyester polyol Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920005862 polyol Polymers 0.000 description 1
- 150000003077 polyols Chemical class 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 239000003981 vehicle Substances 0.000 description 1
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/12—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives
- C08J5/124—Bonding of a preformed macromolecular material to the same or other solid material such as metal, glass, leather, e.g. using adhesives using adhesives based on a macromolecular component
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/02—Internal Trim mouldings ; Internal Ledges; Wall liners for passenger compartments; Roof liners
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J7/00—Chemical treatment or coating of shaped articles made of macromolecular substances
- C08J7/04—Coating
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L75/00—Compositions of polyureas or polyurethanes; Compositions of derivatives of such polymers
- C08L75/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D175/00—Coating compositions based on polyureas or polyurethanes; Coating compositions based on derivatives of such polymers
- C09D175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J175/00—Adhesives based on polyureas or polyurethanes; Adhesives based on derivatives of such polymers
- C09J175/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/25—Plastics; Metallised plastics based on macromolecular compounds obtained otherwise than by reactions involving only carbon-to-carbon unsaturated bonds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2375/00—Characterised by the use of polyureas or polyurethanes; Derivatives of such polymers
- C08J2375/04—Polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/24—Presence of a foam
- C09J2400/243—Presence of a foam in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Polymers & Plastics (AREA)
- Engineering & Computer Science (AREA)
- Health & Medical Sciences (AREA)
- Medicinal Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Wood Science & Technology (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
Abstract
Description
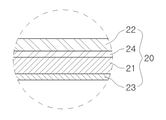
도 2는 도 1에 도시된 A부분에 대한 확대 단면도.
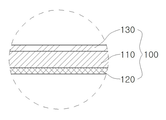
도 3은 본 발명의 일 실시예에 따른 차량 내장재용 패딩재의 구조를 보이는 확대 단면도.
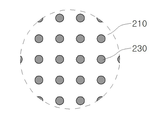
도 4는 본 발명의 일 실시예에 따른 차량 내장재용 패딩재를 구성하는 폴리우레탄 폼 부재 상에 폴리우레탄 핫멜트 코팅층이 형성된 패턴을 보이는 도면.
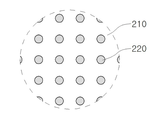
도 5는 본 발명의 일 실시예에 따른 차량 내장재용 패딩재를 구성하는 폴리우레탄 폼 부재 상에 습기경화형 폴리우레탄 핫멜트 접착층이 형성된 패턴을 보이는 도면.
도 6은 본 발명의 다른 실시예에 따른 차량 내장재용 패딩재를 구성하는 폴리우레탄 폼 부재 상에 폴리우레탄 핫멜트 코팅층이 형성된 패턴을 보이는 도면.
도 7은 본 발명의 다른 실시예에 따른 차량 내장재용 패딩재를 구성하는 폴리우레탄 폼 부재 상에 습기경화형 폴리우레탄 핫멜트 접착층이 형성된 패턴을 보이는 도면.
110 : 폴리우레탄 폼 부재
120 : 습기경화형 폴리우레탄 핫멜트 접착층
130 : 폴리우레탄 핫멜트 코팅층
Claims (6)
- 차량 내부의 요구되는 부분의 표면을 이루는 차량 인테리어 소재를 상기 차량 내부에 결합시키면서, 쿠션 기능을 수행하는 것으로서,
폴리우레탄 재질을 포함하여 형성되고, 차량 내부에 적용되어, 쿠션 기능을 하는 폴리우레탄 폼 부재;
폴리우레탄 핫멜트 재질을 포함하여 형성되고, 상기 폴리우레탄 폼 부재 상측에 형성되어, 상기 차량 인테리어 소재와 접착될 수 있고, 소정 공극이 형성된 형태를 이루는 폴리우레탄 핫멜트 코팅층; 및
습기경화형 폴리우레탄 핫멜트 재질을 포함하여 형성되고, 상기 폴리우레탄 폼 부재 하측에 형성되어, 상기 차량에서 상기 차량 인테리어 소재가 접착되어야 하는 부분에 상기 폴리우레탄 폼 부재를 접착시킬 수 있는 습기경화형 폴리우레탄 핫멜트 접착층;을 포함하고,
상기 습기경화형 폴리우레탄 핫멜트 재질은 수평균 분자량이 1,500 내지 3,000인 디터미널 타입(di-terminal type)의 반응성 실리콘 디올을 포함하는 것을 특징으로 하는 차량 내장재용 패딩재. - 제 1 항에 있어서,
상기 폴리우레탄 핫멜트 코팅층은 상기 폴리우레탄 폼 부재 상에 메쉬(mesh) 또는 도트(dot) 형태로 형성되는 것을 특징으로 하는 차량 내장재용 패딩재. - 제 1 항에 있어서,
상기 습기경화형 폴리우레탄 핫멜트 접착층은 상기 폴리우레탄 폼 부재 하측에 메쉬(mesh) 또는 도트(dot) 형태로 형성되는 것을 특징으로 하는 차량 내장재용 패딩재. - 차량 내부의 요구되는 부분의 표면을 이루는 차량 인테리어 소재를 상기 차량 내부에 결합시키면서, 쿠션 기능을 수행하는 차량 내장재용 패딩재를 제조하는 방법으로서,
(a) 폴리우레탄 재질을 포함하여 형성되고, 차량 내부에 적용되어, 쿠션 기능을 하는 폴리우레탄 폼 부재를 마련하는 단계;
(b) 습기경화형 폴리우레탄 핫멜트 재질을 포함하여 형성되고, 상기 차량에서 상기 차량 인테리어 소재가 접착되어야 하는 부분에 상기 폴리우레탄 폼 부재를 접착시킬 수 있는 습기경화형 폴리우레탄 핫멜트 접착층을 상기 폴리우레탄 폼 부재 하측에 형성하는 단계; 및
(c) 폴리우레탄 핫멜트 재질을 포함하여 형성되고, 상기 차량 인테리어 소재와 접착될 수 있는 폴리우레탄 핫멜트 코팅층을 상기 폴리우레탄 폼 부재 상측에 형성하는 단계;를 포함하는 차량 내장재용 패딩재의 제조 방법. - 제 4 항에 있어서,
상기 (b) 단계는 100℃에서 15,000 내지 25,000 cps의 점도를 띄는 상기 습기경화형 폴리우레탄 핫멜트 재질을 용융시켜 롤코팅 방식으로 상기 폴리우레탄 폼 부재 하측 표면에 코팅함으로써 수행되는 것을 특징으로 하는 차량 내장재용 패딩재의 제조 방법. - 제 5 항에 있어서,
상기 (c) 단계는 상기 (b) 단계가 완료된 후 수행되고,
상기 (c) 단계는 융점이 60 내지 100℃인 상기 폴리우레탄 핫멜트 재질을 용융시켜 롤코팅 방식으로 상기 폴리우레탄 폼 부재 상측 표면에 코팅함으로써 수행되는 것을 특징으로 하는 차량 내장재용 패딩재의 제조 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170162186A KR102020963B1 (ko) | 2017-11-29 | 2017-11-29 | 차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170162186A KR102020963B1 (ko) | 2017-11-29 | 2017-11-29 | 차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20190063243A true KR20190063243A (ko) | 2019-06-07 |
| KR102020963B1 KR102020963B1 (ko) | 2019-09-16 |
Family
ID=66850144
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170162186A Active KR102020963B1 (ko) | 2017-11-29 | 2017-11-29 | 차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102020963B1 (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102236930B1 (ko) * | 2019-11-21 | 2021-04-07 | 현대트랜시스(주) | 무봉제형 벨크로용 접착테이프 및 이를 이용한 차량용 시트 패딩재의 제조방법 |
| KR20240120238A (ko) * | 2023-01-31 | 2024-08-07 | 김금회 | 차량용 헤드레스트 및 그의 제조방법 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008018655A (ja) * | 2006-07-14 | 2008-01-31 | Inoac Corp | 車両シート用表皮材 |
| KR20100041692A (ko) * | 2007-07-19 | 2010-04-22 | 디아이씨 가부시끼가이샤 | 습기 경화형 폴리우레탄 핫멜트 접착제 및 그것을 사용한 적층체 및 투습 필름 |
| KR101549368B1 (ko) | 2015-03-06 | 2015-09-02 | 주식회사 에스앤비 | 자동차 내장재용 조성물 및 이의 제조방법 |
| KR20160083975A (ko) * | 2015-01-02 | 2016-07-13 | 코오롱글로텍주식회사 | 차량용 가죽시트 커버 |
| KR101759062B1 (ko) | 2015-09-30 | 2017-08-01 | 주식회사 휴비스 | 경량성이 우수한 차량용 내장재 |
| KR101759068B1 (ko) | 2015-09-30 | 2017-08-01 | 주식회사 휴비스 | 내구성이 우수한 차량용 내장재 |
| JP2017136735A (ja) * | 2016-02-03 | 2017-08-10 | 株式会社イノアック技術研究所 | 車両用積層シートとその製造方法 |
-
2017
- 2017-11-29 KR KR1020170162186A patent/KR102020963B1/ko active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008018655A (ja) * | 2006-07-14 | 2008-01-31 | Inoac Corp | 車両シート用表皮材 |
| KR20100041692A (ko) * | 2007-07-19 | 2010-04-22 | 디아이씨 가부시끼가이샤 | 습기 경화형 폴리우레탄 핫멜트 접착제 및 그것을 사용한 적층체 및 투습 필름 |
| KR20160083975A (ko) * | 2015-01-02 | 2016-07-13 | 코오롱글로텍주식회사 | 차량용 가죽시트 커버 |
| KR101549368B1 (ko) | 2015-03-06 | 2015-09-02 | 주식회사 에스앤비 | 자동차 내장재용 조성물 및 이의 제조방법 |
| KR101759062B1 (ko) | 2015-09-30 | 2017-08-01 | 주식회사 휴비스 | 경량성이 우수한 차량용 내장재 |
| KR101759068B1 (ko) | 2015-09-30 | 2017-08-01 | 주식회사 휴비스 | 내구성이 우수한 차량용 내장재 |
| JP2017136735A (ja) * | 2016-02-03 | 2017-08-10 | 株式会社イノアック技術研究所 | 車両用積層シートとその製造方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102236930B1 (ko) * | 2019-11-21 | 2021-04-07 | 현대트랜시스(주) | 무봉제형 벨크로용 접착테이프 및 이를 이용한 차량용 시트 패딩재의 제조방법 |
| CN112824472A (zh) * | 2019-11-21 | 2021-05-21 | 现代坦迪斯株式会社 | 热熔胶带及利用热熔胶带的车辆座椅填充材料的制造方法 |
| EP3825371A1 (en) * | 2019-11-21 | 2021-05-26 | Hyundai Transys Inc. | Hot melt tape for hook-and-loop fasteners and method for manufacturing seat padding material for vehicle using the same |
| CN112824472B (zh) * | 2019-11-21 | 2023-03-03 | 现代坦迪斯株式会社 | 热熔胶带及利用热熔胶带的车辆座椅填充材料的制造方法 |
| US12128801B2 (en) | 2019-11-21 | 2024-10-29 | Hyundai Transys Incorporated | Hot melt tape for velcro without sewing and method for manufacturing seat padding material for vehicles using the same |
| KR20240120238A (ko) * | 2023-01-31 | 2024-08-07 | 김금회 | 차량용 헤드레스트 및 그의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102020963B1 (ko) | 2019-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4965757B2 (ja) | 繊維ガスバッグ材料、保護クッション及び材料製造方法 | |
| US10336011B2 (en) | Method for producing a sandwich component and sandwich component | |
| CN105463855B (zh) | 缝制气囊及其制造方法 | |
| US20110053448A1 (en) | Trim cover assembly and a method of manufacture | |
| JP6357367B2 (ja) | 表皮材とその製造方法 | |
| US6620488B2 (en) | Skin material, skinned cushion, and process for producing skinned cushion | |
| WO2013005878A1 (ko) | 천연가죽과 스펀지의 라미네이팅 제조 방법 | |
| US9481338B2 (en) | Method of manufacturing a trim component with hidden tear pattern and trim component with hidden tear pattern | |
| JP6714373B2 (ja) | 車両用積層シートの製造方法 | |
| KR20190063243A (ko) | 차량 내장재용 패딩재 및 상기 차량 내장재용 패딩재의 제조 방법 | |
| CN107435248A (zh) | 合成皮革 | |
| CN106794817B (zh) | 用于安全气囊盖罩的复合材料 | |
| US7182832B2 (en) | Adhesive precoated headliner materials | |
| JP2000107471A (ja) | 表皮材と表皮材付きクッションと表皮材付きクッションの製造方法 | |
| US20040259448A1 (en) | Textile laminates | |
| CN111565905A (zh) | 用于密封接缝的方法、复合件及其应用 | |
| JP2002046545A (ja) | 車両用成形天井材及びその製造方法 | |
| KR20230124851A (ko) | 습기경화형 접착제를 이용한 헤드라이닝 제조방법 및이에 의해 제조되는 헤드라이닝 | |
| HUE029089T2 (en) | Leather or leathery laminate | |
| KR20150125304A (ko) | 차량 시트용 쿠션 커버지의 제조방법 | |
| JP3830320B2 (ja) | 複合表皮材 | |
| JP2009024271A (ja) | 皮革様立毛シート | |
| JP4971102B2 (ja) | 車両用成形天井及びその製造方法 | |
| EP0886575B1 (en) | Plate, panel or similar, of thermoformable multilayer material and method for its fabrication | |
| KR102236141B1 (ko) | 차량 시트용 쿠션 커버지 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20171129 |
|
| PA0201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181204 Patent event code: PE09021S01D |
|
| PG1501 | Laying open of application | ||
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
Patent event code: PE07011S01D Comment text: Decision to Grant Registration Patent event date: 20190829 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
Comment text: Registration of Establishment Patent event date: 20190905 Patent event code: PR07011E01D |
|
| PR1002 | Payment of registration fee |
Payment date: 20190906 End annual number: 3 Start annual number: 1 |
|
| PG1601 | Publication of registration | ||
| PR1001 | Payment of annual fee |
Payment date: 20220831 Start annual number: 4 End annual number: 4 |
|
| PR1001 | Payment of annual fee |
Payment date: 20230831 Start annual number: 5 End annual number: 5 |
|
| PR1001 | Payment of annual fee |
Payment date: 20241231 Start annual number: 6 End annual number: 6 |