KR20190037333A - 접착식 장착 장치 - Google Patents
접착식 장착 장치 Download PDFInfo
- Publication number
- KR20190037333A KR20190037333A KR1020197007502A KR20197007502A KR20190037333A KR 20190037333 A KR20190037333 A KR 20190037333A KR 1020197007502 A KR1020197007502 A KR 1020197007502A KR 20197007502 A KR20197007502 A KR 20197007502A KR 20190037333 A KR20190037333 A KR 20190037333A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- region
- backing
- mounting
- mounting assembly
- Prior art date
Links
- 230000001070 adhesive effect Effects 0.000 title claims abstract description 755
- 239000000853 adhesive Substances 0.000 title claims abstract description 722
- 238000000034 method Methods 0.000 claims description 56
- 239000004820 Pressure-sensitive adhesive Substances 0.000 claims description 24
- 230000008569 process Effects 0.000 claims description 12
- 230000001747 exhibiting effect Effects 0.000 claims description 10
- 230000005855 radiation Effects 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 7
- 238000000576 coating method Methods 0.000 claims description 7
- 230000006866 deterioration Effects 0.000 claims description 7
- 238000006243 chemical reaction Methods 0.000 claims description 5
- 239000004922 lacquer Substances 0.000 claims description 5
- 230000007423 decrease Effects 0.000 claims description 3
- 238000013459 approach Methods 0.000 claims description 2
- 239000010410 layer Substances 0.000 description 50
- 239000000463 material Substances 0.000 description 45
- 239000000758 substrate Substances 0.000 description 37
- 239000012790 adhesive layer Substances 0.000 description 17
- 229920001296 polysiloxane Polymers 0.000 description 13
- -1 polyethylene Polymers 0.000 description 12
- 230000001464 adherent effect Effects 0.000 description 11
- 239000006260 foam Substances 0.000 description 10
- 238000004026 adhesive bonding Methods 0.000 description 8
- 230000000712 assembly Effects 0.000 description 8
- 238000000429 assembly Methods 0.000 description 8
- 238000004519 manufacturing process Methods 0.000 description 8
- 239000000203 mixture Substances 0.000 description 8
- 239000004814 polyurethane Substances 0.000 description 8
- 229920002635 polyurethane Polymers 0.000 description 8
- 238000011084 recovery Methods 0.000 description 8
- 239000002184 metal Substances 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 239000002023 wood Substances 0.000 description 7
- 230000000295 complement effect Effects 0.000 description 6
- 239000003973 paint Substances 0.000 description 6
- 229920001400 block copolymer Polymers 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 239000000976 ink Substances 0.000 description 5
- 239000000123 paper Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 229920003051 synthetic elastomer Polymers 0.000 description 5
- 238000003466 welding Methods 0.000 description 5
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 4
- 244000043261 Hevea brasiliensis Species 0.000 description 4
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 4
- RSWGJHLUYNHPMX-ONCXSQPRSA-N abietic acid Chemical compound C([C@@H]12)CC(C(C)C)=CC1=CC[C@@H]1[C@]2(C)CCC[C@@]1(C)C(O)=O RSWGJHLUYNHPMX-ONCXSQPRSA-N 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 238000010894 electron beam technology Methods 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 229920005570 flexible polymer Polymers 0.000 description 4
- 239000011521 glass Substances 0.000 description 4
- 239000003292 glue Substances 0.000 description 4
- 230000000977 initiatory effect Effects 0.000 description 4
- 229920003052 natural elastomer Polymers 0.000 description 4
- 229920001194 natural rubber Polymers 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 150000003097 polyterpenes Chemical class 0.000 description 4
- 239000005060 rubber Substances 0.000 description 4
- 229920000468 styrene butadiene styrene block copolymer Polymers 0.000 description 4
- 239000005061 synthetic rubber Substances 0.000 description 4
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 4
- 238000002834 transmittance Methods 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004743 Polypropylene Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 3
- 239000000523 sample Substances 0.000 description 3
- 238000000926 separation method Methods 0.000 description 3
- 239000002356 single layer Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 229920001935 styrene-ethylene-butadiene-styrene Polymers 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 2
- 239000005977 Ethylene Substances 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 238000007385 chemical modification Methods 0.000 description 2
- 230000032798 delamination Effects 0.000 description 2
- 238000002845 discoloration Methods 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000515 polycarbonate Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 238000006748 scratching Methods 0.000 description 2
- 230000002393 scratching effect Effects 0.000 description 2
- 238000001179 sorption measurement Methods 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 1
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- VSKJLJHPAFKHBX-UHFFFAOYSA-N 2-methylbuta-1,3-diene;styrene Chemical compound CC(=C)C=C.C=CC1=CC=CC=C1.C=CC1=CC=CC=C1 VSKJLJHPAFKHBX-UHFFFAOYSA-N 0.000 description 1
- DXPPIEDUBFUSEZ-UHFFFAOYSA-N 6-methylheptyl prop-2-enoate Chemical compound CC(C)CCCCCOC(=O)C=C DXPPIEDUBFUSEZ-UHFFFAOYSA-N 0.000 description 1
- 235000017166 Bambusa arundinacea Nutrition 0.000 description 1
- 235000017491 Bambusa tulda Nutrition 0.000 description 1
- 241001330002 Bambuseae Species 0.000 description 1
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 235000015334 Phyllostachys viridis Nutrition 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 229920001756 Polyvinyl chloride acetate Polymers 0.000 description 1
- 238000005411 Van der Waals force Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000003522 acrylic cement Substances 0.000 description 1
- 229920006243 acrylic copolymer Polymers 0.000 description 1
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 239000002318 adhesion promoter Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 150000001336 alkenes Chemical class 0.000 description 1
- 239000011425 bamboo Substances 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000002144 chemical decomposition reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 238000004132 cross linking Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 230000000593 degrading effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000010432 diamond Substances 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004945 emulsification Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 125000003709 fluoroalkyl group Chemical group 0.000 description 1
- 229920001903 high density polyethylene Polymers 0.000 description 1
- 229920005669 high impact polystyrene Polymers 0.000 description 1
- 239000004700 high-density polyethylene Substances 0.000 description 1
- 239000004797 high-impact polystyrene Substances 0.000 description 1
- 239000002655 kraft paper Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 229920000092 linear low density polyethylene Polymers 0.000 description 1
- 239000004707 linear low-density polyethylene Substances 0.000 description 1
- 229920005679 linear ultra low density polyethylene Polymers 0.000 description 1
- 229920001684 low density polyethylene Polymers 0.000 description 1
- 239000004702 low-density polyethylene Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920001748 polybutylene Polymers 0.000 description 1
- 229920001195 polyisoprene Polymers 0.000 description 1
- 229920006254 polymer film Polymers 0.000 description 1
- 229920002689 polyvinyl acetate Polymers 0.000 description 1
- 239000011118 polyvinyl acetate Substances 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 230000037452 priming Effects 0.000 description 1
- 238000007639 printing Methods 0.000 description 1
- 230000002787 reinforcement Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000013464 silicone adhesive Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 238000013022 venting Methods 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
Images



























Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B47/00—Suction cups for attaching purposes; Equivalent means using adhesives
- F16B47/003—Suction cups for attaching purposes; Equivalent means using adhesives using adhesives for attaching purposes
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47G—HOUSEHOLD OR TABLE EQUIPMENT
- A47G1/00—Mirrors; Picture frames or the like, e.g. provided with heating, lighting or ventilating means
- A47G1/16—Devices for hanging or supporting pictures, mirrors, or the like
- A47G1/17—Devices for hanging or supporting pictures, mirrors, or the like using adhesives, suction or magnetism
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B11/00—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding
- F16B11/006—Connecting constructional elements or machine parts by sticking or pressing them together, e.g. cold pressure welding by gluing
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16B—DEVICES FOR FASTENING OR SECURING CONSTRUCTIONAL ELEMENTS OR MACHINE PARTS TOGETHER, e.g. NAILS, BOLTS, CIRCLIPS, CLAMPS, CLIPS OR WEDGES; JOINTS OR JOINTING
- F16B45/00—Hooks; Eyes
- F16B45/005—Hooks; Eyes characterised by the material
- F16B45/008—Hooks; Eyes characterised by the material plastics
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Slide Fasteners, Snap Fasteners, And Hook Fasteners (AREA)
- Hooks, Suction Cups, And Attachment By Adhesive Means (AREA)
- Supports Or Holders For Household Use (AREA)
Abstract
본 개시 내용은 일반적으로, 표면에 부착되거나 접착될 수 있고 표면에 손상을 초래함이 없이 표면으로부터 제거될 수 있는 접착식 장착 조립체에 관한 것이다. 일부 실시예에서, 장착 조립체는 표면으로부터 박리된다. 본 개시 내용은 일반적으로 장착 장치를 포함하는 접착 물품에 관한 것이다. 접착 물품은 접착 특성을 나타내는 하나 이상의 접착 구역(이는 하나의 연속적인 접착 구역의 일부일 수 있음) 및 현저한 접착 특성이 없는 하나 이상의 비-접착 구역을 갖는다. 비-접착 구역들 중 적어도 하나는 접착 물품의 박리력이 접착 물품이 그것으로부터 박리되는 표면에 손상을 초래하는 임계치를 초과하지 않도록 접착 물품의 평균 박리력 및/또는 피크 박리력 중 적어도 하나를 낮추고/낮추거나 제어하는 구역 내에 위치되고/위치되거나 그러한 크기, 형상, 및/또는 기하학적 구조를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 구역은 배킹의 동일한 주 표면 상에서 또는 배킹의 반대편 표면 상에서 장착 장치에 인접하거나 장착 장치와 정렬된다.
Description
본 개시 내용은 일반적으로, 표면에 부착되거나 접착될 수 있고 표면에 손상을 초래함이 없이 표면으로부터 박리될 수 있는 접착식 장착 장치(adhesive mounting device)에 관한 것이다. 본 개시 내용은 또한 일반적으로 그러한 접착식 장착 장치의 제조 및 사용 방법에 관한 것이다.
획기적인 커맨드(Command)(등록상표) 어드히시브 스트립(Adhesive Strip) 제품은, 다양한 표면(페인트, 목재, 및 타일(tile)을 포함함) 상에 강력하게 유지되고 구멍, 마크(mark), 또는 끈적거리는 잔류물 없이 깨끗하게 제거되는 신장 이형가능(stretch releasable) 접착 스트립의 제품 종류이다. 일반적으로, 이들 제품은 테이프 또는 다른 배킹(backing) 상에 배치되는 신장 이형 감압 접착제 조성물을 포함한다. 이들 제품은 일반적으로 다수의 응용을 위해 다양한 표면 또는 기재에 접합하는 데 유용하다. 신장-이형 제품은 (그림 또는 의류를 유지시키기 위한) 후크(hook) 또는 다른 장식용 또는 실용적인 요소와 같은 물품을 표면(피착물(adherend))에 견고하게 접착시키면서도 저 각도(low angle)로 표면으로부터 멀어지게 잡아당겨질 때 깨끗하게 제거되도록 설계된다. 이러한 깨끗한 제거 양상은 신장 이형 접착제의 제거 후에 끈적한/끈적하거나 보기 흉한 잔류물이 표면 상에 남지 않도록 한다. 신장 이형 제거의 과정 중에, 접착제 층은 바람직하게는 배킹이 신장될 때 테이프 배킹에 접착되어 유지되지만, 표면(피착물)으로부터 이형된다.
최근에, 박리가능 접착제 기술(peelable adhesive technology)이 장착을 위한 제품에 도입되었다. 일부 예시적인 구매가능한 박리가능 장착 제품(예컨대, 지미 후크(Jimmy Hook)™ 제품, 게코테크(GeckoTech)™ 제품, 엘머즈 프리스타일(Elmer's Freestyle)™ 제품, 및 후크 움(Hook Um)™ 제품)은 흡착 기술 및 마찰 또는 건식 접착제 둘 모두에 의존하여 장착 장치의 유지력을 생성한다. 장착 장치는, 둘 모두 일-피스(one-piece) 물품 지지부로서 통합되는 반-강직성(semi-rigid) 플라스틱 배킹 및 강직성 후크를 포함한다. 강직성 후크는 반-강직성 플라스틱 배킹의 제1 주 평면형 표면에 영구적으로 부착된다. 배킹의 제2 주 평면형 표면은 벽 표면에 접착될 수 있다. 제2 주 평면형 표면은 흡착 기술(예컨대, 다수의 마이크로흡착(microsuction) 또는 나노흡착(nanosuction) 요소) 및/또는 마찰 접착제(기재와 배킹 사이의 마찰을 증가시키기 위해 배킹이 고무계 접착제로 함침됨) 또는 건식 접착제(이는 반 데르 발스 힘(van der Waals force)에 의존함) 중 하나 이상을 포함한다. 그 후에, 전체 구조체는 박리에 의해 제거될 수 있다.
본 개시 내용의 발명자는 기존의 박리가능 장착 제품이 다양한 단점을 겪고 있었다는 것을 인식하였다. 그들의 낮은 접착성으로 인해, 기존의 박리가능 장착 제품은 일관되게 기능하지 못하였다. 또한, 그들은 페인팅된 표면 또는 거친 표면(예컨대, 건식벽체(drywall)) 상에서는 잘 기능하지 못하였다. 또한, 기존의 박리가능 장착 제품은 낮은 전단 강도(shear strength)를 가지며, 따라서 중량을 거의 유지할 수 없다.
본 개시 내용의 발명자는, 모두 그들이 적용되는 표면을 손상시킴이 없이, 보다 높은 전단 강도, 페인팅된 또는 거친 표면 상에서 잘 기능하는 것, 및/또는 보다 높은 중량을 일관되게 유지할 수 있는 것 중 적어도 하나를 가진 박리가능 장착 제품 및/또는 접착 물품을 제조하고자 하였다.
본 개시 내용의 발명자는 또한 박리가능 접착 물품이 장착 장치(예컨대, 후크 또는 클립(clip))에 부착되거나 접착될 수 있는 것을 인식하였다. 그러한 구현예에서, 장착 장치는 전형적으로 배킹의 상부 면에 접합되고, 배킹의 저부 면은 전형적으로 배킹을 표면에 접착할 수 있는 접착제를 포함한다. 표면으로부터 장착 물품/장착 조립체를 깨끗하게 박리시키기 위해서는, 박리 분리가 전체 조립체에 걸쳐 유지되어야 한다. 본 발명자는 박리 분리를 유지하는 하나의 방식이 장착 장치의 적어도 일부분 아래의 또는 그것에 인접한 구역의 적어도 일부분에 활성 접착제가 없는 장착 물품/장착 조립체를 형성하는 것임을 인식하였다. 일부 실시예에서, 장착 물품/장착 조립체는 이러한 구역 내에 접착제가 없을 수 있거나, 이러한 구역 내의 접착제가 데드닝될(deadened) 수 있다. 일부 실시예에서, 장착 조립체는 활성 접착제에 인접한 보다 낮은 강성(stiffness) 또는 탄성 계수(modulus)의 부분 및 활성 접착제가 없는 구역에 인접한 보다 높은 강성 또는 탄성 계수의 부분을 갖는다.
본 개시 내용은 일반적으로 장착 장치를 포함하는 박리가능 접착 물품 및/또는 조립체의 다양한 실시예에 관한 것이다. 전체 구조체는 표면을 손상시킴이 없이 표면으로부터 박리될 수 있다. 본 명세서에 기술된 박리가능 접착 물품 또는 조립체는 일반적으로 감압 접착제를 포함하는 접착 구역 및 현저한 접착 특성이 없는 비-접착 구역을 갖는다. 비-접착 구역은 접착 물품의 박리력이 접착 물품이 그것으로부터 박리되는 기재에 손상을 초래하는 임계치를 초과하지 않도록 접착 물품의 평균 박리력 및/또는 피크 박리력(peak peel force) 중 적어도 하나를 낮추고/낮추거나 제어하는 구역 내에 위치되고/위치되거나 그러한 크기, 형상, 및/또는 기하학적 구조를 갖는다. 일부 실시예에서, 비-접착 구역은 장착 장치의 적어도 일부분에 인접하거나 그것과 정렬된다. 일부 실시예에서, 비-접착 구역은 박리가능 접착 물품 또는 조립체 상의 고 강성의 구역의 적어도 일부분에 인접하거나 그것과 정렬된다.
본 개시 내용의 일부 실시예는 접착식 장착 조립체(adhesive mounting assembly)로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹; 배킹의 제1 주 평면형 표면 상의 제1 접착 영역 - 제1 접착 영역은 접착 특성들을 나타냄 -; 배킹의 제1 주 평면형 표면 상의 제2 접착 영역 - 제2 접착 영역은 접착 특성들을 나타냄 -; 배킹의 제1 주 평면형 표면 상의 비-접착 영역 - 비-접착 영역은 현저한 접착 특성들이 없고, 제1 접착 영역과 제2 접착 영역 사이에 또는 제1 접착 영역과 제2 접착 영역에 인접하게 위치됨 -; 및 배킹에 인접한 장착 장치를 포함하고, 비-접착 영역은 장착 장치에 인접하거나 장착 장치와 정렬되는, 접착식 장착 조립체에 관한 것이다.
일부 실시예는 접착식 장착 조립체로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹; 배킹의 제1 주 평면형 표면 상의 제1 및 제2 접착 영역들 - 제1 및 제2 접착 영역들은 각각 접착 특성들을 나타냄 -; 및 배킹의 제2 주 평면형 표면에 인접한 장착 장치 - 장착 장치는 장착 장치 구역을 가짐 - 를 포함하고, 장착 장치 구역의 적어도 일부분과 실질적으로 정렬되거나 그것에 인접한 제1 주 표면의 구역이 현저한 접착 특성들이 없는 비-접착 영역이고, 비-접착 영역은 제1 접착 영역과 제2 접착 영역 사이에 있고/있거나 제1 접착 영역과 제2 접착 영역에 인접한, 접착식 장착 조립체에 관한 것이다.
일부 실시예는 접착식 장착 조립체로서, 보다 낮은 강성 또는 탄성 계수의 영역; 보다 높은 강성 또는 탄성 계수의 영역을 포함하고, 보다 낮은 강성 또는 탄성 계수의 영역은 접착 특성들을 나타내는 접착 영역에 인접하고, 보다 높은 강성 또는 탄성 계수의 영역은 현저한 접착 특성들을 나타내지 않는 비-접착 영역에 인접한, 접착식 장착 조립체에 관한 것이다. 일부 실시예에서, 보다 높은 강성 또는 탄성 계수의 영역은 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅(snap), 및 루프(loop) 중 적어도 하나인 장착 장치를 포함한다. 일부 실시예에서, 보다 낮은 강성의 영역은 ASTM D638에 의해 측정될 때 약 600 PSI 내지 약 1500 PSI의 영 계수(Young's modulus)를 갖는다. 일부 실시예에서, 보다 높은 강성의 영역은 ASTM D638에 의해 측정될 때 약 660 PSI 내지 약 2000 PSI의 영 계수를 갖는다.
일부 실시예는 접착식 장착 장치를 형성하는 방법으로서, (1) (a) 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 평면형 표면들; 및 (b) 제1 및 제2 종단 단부들을 포함하는 배킹을 제공하는 단계; (2) 배킹의 제1 주 평면형 표면 상에 제1 접착 영역 및 제2 접착 영역을 형성하는 단계 - 제1 및 제2 접착 영역들은 박리가능 접착제를 포함함 -; 및 (3) 배킹의 제1 주 평면형 표면에 인접하게 장착 장치를 제공하는 단계를 포함하는, 방법에 관한 것이다. 제1 주 평면형 표면 상의 비-접착 영역은 장착 장치에 인접하거나 장착 장치와 정렬되고, 제1 접착 영역과 제2 접착 영역 사이에 있거나 제1 접착 영역과 제2 접착 영역 각각에 인접한다. 일부 실시예에서, 제1 및 제2 접착 영역들을 형성하는 단계는 배킹의 제1 주 평면형 표면 상에 박리가능 접착제를 적용하는 단계를 포함한다.
일부 실시예는 접착식 장착 장치를 형성하는 방법으로서, (1) (a) 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 평면형 표면들; 및 (b) 제1 및 제2 종단 단부들을 포함하는 배킹을 제공하는 단계; (2) 배킹의 제1 주 평면형 표면 상에 제1 접착 영역 및 제2 접착 영역을 형성하는 단계 - 제1 및 제2 접착 영역들은 박리가능 접착제를 포함함 -; 및 (3) 배킹의 제2 주 평면형 표면에 인접하게 장착 장치를 제공하는 단계를 포함하는, 방법에 관한 것이다. 장착 장치 구역의 적어도 일부분과 실질적으로 정렬되거나 그것에 인접한 제1 주 표면의 구역이 비-접착 영역이고, 비-접착 영역은 제1 접착 영역과 제2 접착 영역 사이에 있거나 제1 접착 영역과 제2 접착 영역 각각에 인접한다. 일부 실시예에서, 제1 및 제2 접착 영역들을 형성하는 단계는 배킹의 제1 주 평면형 표면 상에 박리가능 접착제를 적용하는 단계를 포함한다.
일부 실시예는 접착식 장착 장치를 사용하는 방법으로서, 본 명세서에 기술된 접착식 장착 조립체들 중 임의의 것을 표면에 접착하는 단계; 및 표면으로부터 접착 물품을 제거하는 단계를 포함하는, 방법에 관한 것이다. 일부 실시예에서, 접착식 장착 조립체를 표면에 접착하기 전에 접착식 장착 조립체로부터 이형 라이너(release liner)를 제거한다. 일부 실시예에서, 방법은 접착식 장착 조립체의 탭 부분(tab portion)을 파지하고 표면으로부터 접착식 장착 조립체를 제거하는 과정을 시작하거나 진행하기 위해 탭 부분을 들어올리는 단계를 수반한다. 일부 실시예에서, 표면으로부터의 접착 물품의 제거는 표면으로부터 접착 물품을 박리시키는 단계를 수반한다.
일부 실시예에서, 장착 장치는 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅, 루프, 또는 탈착가능 기계식 체결구 중 적어도 하나이다. 일부 실시예에서, 접착 영역은 천연 고무, 합성 고무, 예컨대 SBS, SIS, SEBS, 아크릴레이트, 폴리우레탄, 실리콘, 실리콘 블록 공중합체, 및 이들의 조합 중 적어도 하나를 포함하는 접착제를 포함한다. 일부 실시예에서, 접착 영역은 테르펜 페놀, 폴리테르펜, 로진 에스테르, 로진산, C5 점착부여제(tackifier), 및/또는 C9 점착부여제로 본질적으로 구성되는 목록으로부터 선택되는 점착부여제를 포함하는 접착제를 포함한다.
일부 실시예에서, 배킹은 플라스틱, 금속, 종이, 부직포 재료, 직포 재료, 발포체, 및/또는 필라멘트 보강 재료(filament reinforced material) 중 적어도 하나를 포함한다.
일부 실시예에서, 배킹은 단일 층 필름 또는 다층 필름 중 적어도 하나이다. 일부 실시예에서, 배킹은 10% 변형률(strain)에서 1 내지 99%의 탄성 복원율(elastic recovery)을 나타낸다. 일부 실시예에서, 배킹은 20% 변형률에서 1 내지 99%의 탄성 복원율을 나타낸다. 일부 실시예에서, 배킹은 약 0.1 밀(mil) 내지 약 100 밀의 두께를 갖는다.
일부 실시예에서, 비-접착 영역은 접착제의 접착 특성들을 실질적으로 감소시키는 데드닝 층(deadening layer)을 포함하고, 데드닝 층은 접착제에 인접하게 위치된다. 일부 실시예에서, 데드닝 층은 약 0.1 밀 내지 약 10 밀의 두께를 갖는다. 일부 실시예에서, 데드닝 층은 코팅, 필름, 잉크, 래커(lacquer), 및/또는 방사선에 의해 개시되는 화학 반응 중 적어도 하나를 포함한다.
일부 실시예에서, 고 강성 영역은 접착식 장착 조립체의 저 강성 영역의 강성보다 약 5% 이상 더 큰 강성을 갖는다.
일부 실시예에서, 비-접착 영역은 크기를 갖고, 비-접착 영역 크기는 장착 장치의 크기의 10% 이내이다. 일부 실시예에서, 장착 장치에 인접하거나 장착 장치와 정렬되는 비-접착 영역은 크기를 갖고, 비-접착 영역의 크기는 장착 장치 및/또는 장착 장치 구역의 크기의 5% 이내이다. 일부 실시예에서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 크다. 일부 실시예에서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 10% 초과로 더 크다. 일부 실시예에서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 작다. 일부 실시예에서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기의 95% 미만인 크기를 갖는다. 일부 실시예에서, 비-접착 영역은 약 60 ㎟ 내지 약 100,000 ㎟의 크기를 갖는다. 일부 실시예에서, 비-접착 영역은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는다.
일부 실시예에서, 접착제는 박리가능하다. 일부 실시예에서, 비-접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 백분율을 포함한다. 일부 실시예에서, 비-접착 영역은 총 접착 물품 면적의 약 15% 내지 약 45%의 백분율을 포함한다. 일부 실시예에서, 접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 면적 백분율을 포함한다. 일부 실시예에서, 접착 영역은 총 접착 물품 면적의 약 20% 내지 약 80%의 백분율을 포함한다. 일부 실시예에서, 접착 영역은 배킹의 서로 반대편에 있는 제1 측부 단부와 제2 측부 단부 사이에서 연장되는 폭을 갖고, 접착 영역의 폭은 접착 영역이 탭 및/또는 배킹의 제1 종단 단부에 접근함에 따라 감소한다.
일부 실시예에서, 장착 장치는 0.3 파운드(pound) 이상을 유지할 수 있다. 일부 실시예에서, 조립체는 제곱 인치당 1 lb 이상의 전단 성능을 갖는다.
일부 실시예에서, 비-접착 영역은 (1) 감압 접착제가 없는 것; (2) 비-접착 영역에서 감압 접착제의 접착력을 최소화시키거나 제거하는 데드닝 층을 포함하는 것; 및/또는 (3) 접착제 열화 과정을 받은 것 중 적어도 하나이다. 일부 실시예에서, 접착제 열화 과정은 방사선 노출, UV, 전자빔(ebeam), 또는 다른 화학적 변형들 중 하나이다.
본 명세서에 사용되는 바와 같이, "층"은 표면에 걸쳐 연속적이거나 불연속적일 수 있는 단일 계층(stratum)을 의미한다.
본 명세서에 사용되는 바와 같이, 용어 "상부" 및 "저부"는 단지 예시적인 목적을 위한 것이고, 반드시 본 명세서에 기술된 접착 물품의 다양한 층들 사이의 배향 또는 관계를 한정하지는 않는다. 따라서, 용어 "상부" 및 "저부"는 상호교환가능한 것으로 고려되어야 한다.
용어 "포함하다" 및 그의 변형은 이들 용어가 설명 및 청구범위에서 나타날 경우 제한적인 의미를 갖지 않는다.
단어 "바람직한" 및 "바람직하게는"은 소정 상황 하에서 소정 효과를 제공할 수 있는 본 발명의 실시예를 지칭한다. 그러나, 동일한 또는 다른 상황 하에서 다른 실시예가 또한 바람직할 수 있다. 또한, 하나 이상의 바람직한 실시예의 언급은 다른 실시예가 유용하지 않다는 것을 암시하지 않으며, 본 발명의 범주로부터 다른 실시예를 배제하고자 하는 것은 아니다.
본 명세서에 언급되는 바와 같이, 모든 수는 용어 "약"에 의해 수식되는 것으로 고려되어야 한다.
본 명세서에 사용되는 바와 같이, 단수형 용어("a", "an", "the"), "적어도 하나", 및 "하나 이상"은 상호교환가능하게 사용된다. 따라서, 예를 들어, "하나의" 패턴의 리세스를 포함하는 코어는 "하나 이상의" 패턴을 포함하는 코어로서 해석될 수 있다.
또한, 본 명세서에서, 종점(endpoint)에 의한 수치 범위의 언급은 그 범위 내에 포함되는 모든 수를 포함한다(예컨대, 1 내지 5는 1, 1.5, 2, 2.75, 3, 3.80, 4, 5 등을 포함함).
특성 또는 속성에 대한 수식어로서 본 명세서에 사용되는 바와 같이, 용어 "대체로"는 달리 구체적으로 정의되지 않는 한, 특성 또는 속성이 절대적인 정밀도 또는 완벽한 일치를 요구함이 없이(예컨대, 정량화할 수 있는 특성에 대해 +/- 20% 이내) 당업자에 의해 용이하게 인식가능할 것임을 의미한다. 용어 "실질적으로"는 달리 구체적으로 정의되지 않는 한, 역시 절대적인 정밀도 또는 완벽한 일치를 요구함이 없이 높은 정도의 근사(예컨대, 정량화할 수 있는 특성에 대해 +/- 10% 이내)를 의미한다. 동일한, 같은, 균일한, 일정한, 엄밀하게 등과 같은 용어는 절대적인 정밀도 또는 완벽한 일치를 요구하기보다는 특정 상황에 적용가능한 통상의 공차 또는 측정 오차 내에 있는 것으로 이해된다.
본 개시 내용의 위의 요약은 본 발명의 각각의 개시된 실시예 또는 모든 구현예를 기술하고자 하는 것은 아니다. 하기 설명은 예시적인 실시예를 더욱 구체적으로 예시한다. 본 출원 전체에 걸쳐 여러 곳에서, 예의 목록을 통해 지침이 제공되며, 이러한 예는 다양한 조합으로 사용될 수 있다. 각각의 경우에, 언급된 목록은 단지 대표적인 군으로서의 역할을 하며, 완전한 목록으로 해석되어서는 안 된다.
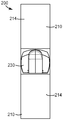
도 1은 예시적인 종래 기술의 접착 스트립의 평면도.
도 2a 내지 도 2c는 본 명세서의 교시 내용에 따른 접착식 장착 조립체의 각각 사시도, 정면도, 및 측면도.
도 3a 내지 도 3d는 본 명세서의 교시 내용에 따른 접착식 장착 조립체의 각각 사시도, 정면도, 측면도, 및 배면도.
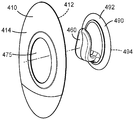
도 4a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해도.
도 4b는 조립된 도 4a의 접착식 장착 조립체의 정면도.
도 5a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해도.
도 5b는 조립된 도 6a의 접착식 장착 조립체의 정면도.
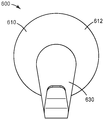
도 6a 및 도 6b는 본 명세서의 교시 내용에 따른 예시적인 조립된 접착식 장착 조립체의 각각 정면도 및 측면도.
도 6c는 분해된 도 6a 및 도 6b의 접착식 장착 조립체의 사시도.
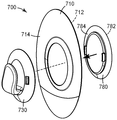
도 7a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해 사시도.
도 7b는 부분적으로 조립된 도 7a의 접착식 장착 조립체의 분해 사시도.
도 7c는 조립된 도 7a 및 도 7b의 접착식 장착 조립체의 사시도.
도 8a 내지 도 8c는 본 명세서의 교시 내용에 따른 예시적인 접착식 장착 조립체의 각각 정면도, 단면도, 및 확대 단면도.
도 9 내지 도 12는 본 명세서의 교시 내용에 따른 예시적인 접착식 장착 조립체의 개략도.
도 13a 내지 도 13c는 본 명세서의 교시 내용에 따른 예시적인 장착 조립체의 각각 개략적인 사시도, 정면도, 및 배면도.
도 14a 내지 도 14c는 본 명세서의 교시 내용에 따른 예시적인 장착 조립체의 각각 개략적인 사시도, 정면도, 및 배면도.
도 15는 본 개시 내용에 따른 접착식 장착 조립체의 사시도.
도 16은 도 2의 접착식 장착 조립체의 단면도.
도 17a는 본 개시 내용에 따른 접착식 장착 조립체의 전방 사시도.
도 17b는 도 17a의 접착식 장착 조립체 내의 배킹의 전방 사시도.
도 17c는 도 17a의 장착 조립체의 후방 사시도.
도 18은 본 개시 내용에 따른 접착식 장착 조립체의 후방 사시도.
도 19는 도 18의 분해된 접착식 장착 조립체의 분해 사시도.
도 2a 내지 도 2c는 본 명세서의 교시 내용에 따른 접착식 장착 조립체의 각각 사시도, 정면도, 및 측면도.
도 3a 내지 도 3d는 본 명세서의 교시 내용에 따른 접착식 장착 조립체의 각각 사시도, 정면도, 측면도, 및 배면도.
도 4a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해도.
도 4b는 조립된 도 4a의 접착식 장착 조립체의 정면도.
도 5a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해도.
도 5b는 조립된 도 6a의 접착식 장착 조립체의 정면도.
도 6a 및 도 6b는 본 명세서의 교시 내용에 따른 예시적인 조립된 접착식 장착 조립체의 각각 정면도 및 측면도.
도 6c는 분해된 도 6a 및 도 6b의 접착식 장착 조립체의 사시도.
도 7a는 본 명세서의 교시 내용에 따른 분해된 접착식 장착 조립체의 예시적인 실시예의 분해 사시도.
도 7b는 부분적으로 조립된 도 7a의 접착식 장착 조립체의 분해 사시도.
도 7c는 조립된 도 7a 및 도 7b의 접착식 장착 조립체의 사시도.
도 8a 내지 도 8c는 본 명세서의 교시 내용에 따른 예시적인 접착식 장착 조립체의 각각 정면도, 단면도, 및 확대 단면도.
도 9 내지 도 12는 본 명세서의 교시 내용에 따른 예시적인 접착식 장착 조립체의 개략도.
도 13a 내지 도 13c는 본 명세서의 교시 내용에 따른 예시적인 장착 조립체의 각각 개략적인 사시도, 정면도, 및 배면도.
도 14a 내지 도 14c는 본 명세서의 교시 내용에 따른 예시적인 장착 조립체의 각각 개략적인 사시도, 정면도, 및 배면도.
도 15는 본 개시 내용에 따른 접착식 장착 조립체의 사시도.
도 16은 도 2의 접착식 장착 조립체의 단면도.
도 17a는 본 개시 내용에 따른 접착식 장착 조립체의 전방 사시도.
도 17b는 도 17a의 접착식 장착 조립체 내의 배킹의 전방 사시도.
도 17c는 도 17a의 장착 조립체의 후방 사시도.
도 18은 본 개시 내용에 따른 접착식 장착 조립체의 후방 사시도.
도 19는 도 18의 분해된 접착식 장착 조립체의 분해 사시도.
다양한 실시예 및 구현예가 상세히 기술될 것이다. 이들 실시예는 임의의 방식으로 본 출원의 범주를 제한하는 것으로 해석되어서는 안 되며, 본 발명의 사상 및 범주로부터 벗어남이 없이 변화 및 변형이 이루어질 수 있다. 또한, 단지 일부 최종 용도가 본 명세서에서 논의되었지만, 본 명세서에 구체적으로 기술되지 않은 최종 용도가 본 출원의 범주 내에 포함된다. 따라서, 본 출원의 범주는 청구범위에 의해 결정되어야 한다.
본 개시 내용은 일반적으로 손상 없이 기재로부터 박리될 수 있는 접착 물품에 관한 것이다. 본 명세서에 사용되는 바와 같이, 용어 "박리가능"은 접착 물품이 약 1° 내지 약 180°의 각도로 박리함으로써 기재 또는 표면으로부터 제거될 수 있음을 의미한다. 일부 실시예에서, 접착 물품은 30° 내지 120°의 각도로 박리함으로써 기재 또는 표면으로부터 제거될 수 있다. 일부 실시예에서, 접착 물품은 약 35° 이상의 각도로 박리함으로써 기재 또는 표면으로부터 제거될 수 있다. 박리가능 접착 물품은, 예를 들어 그 전체 개시 내용이 본 명세서에 포함되는 PCT 특허 공개 제2015/034104호에 기술되었다. 본 명세서에 사용되는 바와 같이, 용어 "무손상(damage-free)" 등은 접착 물품이 적용되는 기재의 물리적 외양의 현저한 변경, 예를 들어 건식벽체의 종이 층의 바람직하지 않은 인열(tearing)이 없음을 의미한다. 기재에 대한 가시적인 손상은 예를 들어 기재의 임의의 층에 대한 스크래칭(scratching), 인열, 탈층(delaminating), 파손(breaking), 부서짐(crumbling), 변형(straining) 등의 형태일 수 있다. 가시적인 손상은 또한 변색(discoloration), 약화(weakening), 광택(gloss) 변화, 탁도(haze) 변화, 또는 기재의 외양의 다른 변화일 수 있다.
접착 물품은 감압 접착제를 포함하는 접착 구역 및 현저한 접착 특성이 없는 비-접착 구역을 갖는다. 본 명세서에 사용되는 바와 같이, 용어 "비-접착 영역"은 ASTM D3330/3330M-04(박리 접착력(peel adhesion)에 대한) 및/또는 ASTM D2979-01 (2009)(프로브 점착성(probe tack))에 의해 측정될 때 접착 영역(들)에 비해 약 1% 내지 약 100% 범위의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는 접착 물품의 하나 이상의 영역을 지칭한다. 현재 바람직한 구현예에서, 비-접착 영역 물품은 접착 영역(들)에 비해 약 95% 내지 약 100% 범위의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖고; 다른 구현예, 특히 정교한 및 텍스처화된(textured) 표면들 중 적어도 하나와 함께 사용하기에 적합한 구현예에서, 비-접착 영역(들)은 접착 영역(들)에 비해 약 99% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다.
비-접착 구역은 접착 물품의 박리력이 접착 물품이 그것으로부터 박리되는 기재에 손상을 초래하는 임계치를 초과하지 않도록 접착 물품의 평균 박리력 및/또는 피크 박리력 중 적어도 하나를 낮추고/낮추거나 제어하는 위치를 갖고/갖거나 그러한 크기, 형상, 및/또는 기하학적 구조를 갖는다. 일부 실시예에서, 평균 박리력 및/또는 피크 박리력은 30 oz 이하이다. 일부 실시예에서, 평균 박리력 및/또는 피크 박리력은 35 oz 이하이다. 일부 실시예에서, 평균 박리력 및/또는 피크 박리력은 40 oz 이하이다. 일부 실시예에서, 평균 박리력 및/또는 피크 박리력은 45 oz 이하이다. 일부 실시예에서, 평균 박리력 및/또는 피크 박리력은 50 oz 이하이다.
도 1은 예시적인 접착 물품의 평면도이다. 접착 물품(10)은 접착 영역(20) 및 비-접착 영역(30)을 포함한다. 비-접착 영역(30)은 탭으로 제한되거나 탭을 형성한다. 본 개시 내용의 발명자는 박리가능 접착 물품의 박리 제거가 하기 2개의 별개의 단계를 갖는 것을 인식하였다: (1) 동적 박리력(kinetic peel force) 및/또는 피크 박리력에 대응하는 필 프론트 개시(peel front initiation); 및 (2) 평균 박리력에 대응하는, 필 프론트의 접착 배킹을 따른 전파. 평균 박리력은 전형적으로 피크 박리력보다 낮고, 때로는 현저히 더 낮다. 접착 물품이 손상가능한 표면에서 또는 표면으로부터 박리될 때, 필 프론트 개시가 발생하는 구역이 손상이 자주 관찰되는 곳이다. 이는 박리력이 개시점에서 가장 높기 때문이다. 흔히, 개시점에서의 이러한 피크 박리력은 손상을 초래하는 임계치를 초과하거나 그보다 크다. 박리력이 손상을 초래하는 임계치를 초과할 때, 바람직하지 않은 기재 또는 표면 손상이 발생한다.
본 출원의 발명자는 접착 물품 상의 비-접착 및/또는 접착 영역(들)의 형상 또는 기하학적 구조를 조정함으로써, 박리력이 영향을 받을 수 있는 것을 추가로 알게 되었다. 보다 구체적으로, 박리력은, 박리력이 접착 물품이 그 상에 사용되거나 접착될 기재의 손상 임계치를 초과하지 않도록 조정되거나 변경될 수 있다.
본 개시 내용의 발명자는 이어서 장착 장치 구역에 인접하거나 그것과 중첩되는 구역에서 장착 장치와 반대편인 배킹의 면 상에 비-접착 영역을 포함하는 것이 예를 들어 건식벽체, 페인트, 유리 등을 포함하는 기재에 대한 손상 임계치를 초과하지 않는 피크 박리력을 가진 접착 물품을 제공하는 것을 알게 되었다. 본 개시 내용의 발명자는 또한 접착 영역 구역으로부터 배킹의 바로 반대편 면 상에 비-접착 영역을 포함하는 것이 예를 들어 건식벽체, 페인트, 유리 등을 포함하는 기재에 대한 손상 임계치를 초과하지 않는 피크 박리력을 가진 접착 물품을 제공하는 것을 알게 되었다. 따라서, 본 개시 내용의 발명자는 손상을 초래함이 없이 다양한 기재에 접착되고 그것으로부터 박리될 수 있는 접착식 장착 물품을 발견하였다. 이들 접착식 장착 물품은 다양한 중량의 물품을 걸거나 장착할 수 있다.
본 명세서에 기술된 유형의 접착식 장착 장치의 하나의 예시적인 실시예가 도 2a 내지 도 2c에 도시된다. 접착식 장착 장치(200)는 서로 반대편에 있는 제1 및 제2 주 표면들(212, 214)을 포함하는 배킹(210)을 포함한다. 배킹(210)의 제1(또는 후방) 주 평면형 표면(212)의 2개의 접착 구역, 영역, 또는 부분(220)이 접착제로 코팅된다. 배킹(210)의 제1(또는 후방) 주 평면형 표면(212)의 비-접착 구역, 영역, 또는 부분(222)은 접착 기능이 없고/없거나 현저히 접착성이지 않다. 비-접착 영역(222)은 2개의 접착 영역들(220) 사이에 있다. 장착 장치(230)(이러한 특정 실시예에서 후크로 도시됨)가 비-접착 영역(222)의 구역에서 배킹(210)의 제2 주 평면형 표면(214) 상에 있다.
도 2a 내지 도 2c에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다. 예를 들어, 장착 장치는 임의의 원하는 장착 장치일 수 있다. 다수의 장착 장치가 존재할 수 있다. 장착 장치 및/또는 배킹의 형상 및 크기는 임의의 원하는 형상 또는 크기일 수 있다.
본 명세서에 기술된 유형의 접착식 장착 조립체의 다른 예시적인 실시예가 도 3a 내지 도 3c에 도시된다. 접착식 장착 조립체(300)는 서로 반대편에 있는 제1 및 제2 주 표면들(312, 314)을 포함하는 배킹(310) 및 장착 장치(330)를 포함한다. 배킹(310)의 제1(또는 후방) 주 평면형 표면(312)의 접착 구역, 영역, 또는 부분(320)이 접착제로 코팅된다. 배킹(310)의 제1(또는 후방) 주 평면형 표면(312)의 하나 이상의 비-접착 구역, 영역, 또는 부분(322)은 접착 기능 또는 특성이 없고/없거나 현저히 접착성이지 않다. 하나의 비-접착 영역(322)은 장착 장치(330)의 구역에 대체로 인접한다. 다른 선택적인 비-접착 영역(322)은 접착식 장착 조립체(300)의 저부 단부 상에 위치되어, 탭(350)을 형성한다. 탭(350)은, 존재하는 경우에, 피착물로부터 접착식 장착 조립체를 제거하는 데 도움을 주거나 제거하기 시작하도록 사용자에 의해 용이하게 접근될 수 있는 구역이다. 장착 장치(330)(이러한 특정 실시예에서 후크로 도시됨)가 비-접착 영역(322)의 구역에서 배킹(310)의 제2 주 평면형 표면(314) 상에 있다. 본 명세서에 기술되는 바와 같이, 도 3a 내지 도 3c에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다.
장착 장치(330)의 존재는 장착 장치(330)를 포함하는 배킹(310)의 부분을 장착 장치(330)가 없는 배킹(310)의 부분(더 낮은 강성의 영역)에 비해 더 높은 강성의 영역으로 만든다.
접착식 장착 조립체(300)는 예를 들어 접착식 장착 조립체가 단일 재료 또는 다수의 재료를 사용하여 주조되거나 성형되는 단일 구성요소 구조체로서 형성될 수 있다. 대안적으로, 접착식 장착 조립체(300)는 예를 들어 제조 또는 소비자 사용 중에 별개로 형성된 장착 장치(330)가 별개로 형성된 배킹(310)에 접착되거나 부착되는 2 구성요소 구조체로서 형성될 수 있다. 배킹과 장착 장치를 부착하는 예시적인 방법은 용제 접합, 접착제 접합, UV 경화성 접착제 접합, 초음파 용접, EVA 접합 필름 등을 포함하지만, 이에 제한되지 않는다.
전반적으로 도 3a 내지 도 3d에 도시된 유형의 장착 조립체는 다수의 방식으로 제조될 수 있다. 예를 들어, 장착 장치는 배킹의 제1 주 표면 또는 배킹의 제2 주 표면 중 어느 하나에 부착될 수 있다. 보다 구체적으로, 일부 실시예에서, 장착 장치의 일부분이 배킹(310)의 제2 주 (전방) 표면(314)에 접착된다. 일부 실시예에서, 장착 장치의 일부분이 배킹(310)의 제1 주 (후방) 표면(314)에 접착된다. 이들의 일부 예시적인 구현예가 도 4a 및 도 4b와 도 5a 및 도 5b에 도시되고 기술된다.
도 4a 및 도 4b의 접착식 장착 조립체(400)는 서로 반대편에 있는 제1 및 제2 주 표면들(412, 414)을 포함하는 배킹(410) 및 장착 장치(430)(이러한 특정 실시예에서 후크로 도시됨)를 포함한다. 도 4a는 조립되지 않은 장착 조립체를 도시하고; 도 4b는 조립된 장착 조립체를 도시한다. 장착 장치(430)는 후크 부분(480) 및 플랜지 부분(flange portion)(490)을 포함한다. 플랜지 부분(490)의 제1(전방) 표면(492)이 플랜지 부분(490)의 제2(후방) 표면(494) 반대편에 있다. 도 4a 및 도 4b의 실시예에서, 플랜지 부분(490)의 제1(전방) 표면(492)이 배킹(410)의 제1(후방) 표면(412)과 접촉할 때까지 후크 부분(480)이 분해된 접착식 장착 조립체(400) 내의 구멍(475)을 통과한다. 배킹(410)과 장착 장치(430)는 예를 들어 접착제 접합, 용제 접합, UV 경화성 접착제 접합, 초음파 용접, EVA 접합 필름 등을 포함하는 다수의 방식으로 함께 견고하게 유지될 수 있다.
플랜지 부분(490)의 제2(후방) 표면(494) 및/또는 후크 부분(480)의 후면의 적어도 일부분은 접착제 또는 현저한 접착 특성이 없다. 따라서, 조립된 접착식 장착 조립체(도 4b에 도시됨)는 접착제로 코팅되는 배킹(410)의 제1(또는 후방) 주 평면형 표면(412)의 접착 구역, 영역, 또는 부분(420), 및 접착 기능 또는 특성이 없고/없거나 현저히 접착성이지 않은 배킹(410)의 제1(또는 후방) 주 평면형 표면(412)의 하나 이상의 비-접착 구역, 영역, 또는 부분(422)을 포함한다. 접착 영역(420) 및 비-접착 영역(422)은 도 3d에 도시된 것과 실질적으로 동일하다. 하나의 비-접착 영역(422)이 2개의 접착 영역들(420) 사이에 있고, 장착 장치의 적어도 일부분과 중첩된다. 제2 비-접착 영역(422)은 선택적이고, 접착식 장착 조립체(400)의 저부 단부 상에 위치되어, 탭(450)을 형성한다. 탭(450)은, 존재하는 경우에, 피착물로부터 접착식 조립체를 제거하는 데 도움을 주거나 제거하기 시작하도록 사용자에 의해 용이하게 접근될 수 있는 구역이다.
장착 장치(430)의 존재는 장착 장치(430)를 포함하는 배킹(410)의 부분을 장착 장치(430)가 없는 배킹(410)의 부분(더 낮은 강성의 영역)에 비해 더 높은 강성의 영역으로 만든다.
본 명세서에 기술되는 바와 같이, 도 4a 및 도 4b에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다.
도 5a 및 도 5b의 접착식 장착 조립체(500)는 서로 반대편에 있는 제1 및 제2 주 표면들(512, 514)을 포함하는 배킹(510) 및 장착 장치(530)(이러한 특정 실시예에서 후크로 도시됨)를 포함한다. 도 5a는 조립되지 않은 장착 조립체를 도시하고; 도 5b는 조립된 장착 조립체를 도시한다. 장착 장치(530)는 후크 부분(580) 및 플랜지 부분(590)을 포함한다. 플랜지 부분(590)의 제1(전방) 표면(592)이 플랜지 부분(590)의 제2(후방) 표면(594) 반대편에 있다. 도 5a 및 도 5b의 실시예에서, 플랜지 부분(590)의 제2(후방) 표면이 배킹(510)의 상보형 부분에 부착되거나 그것과 정합한다. 배킹(510)과 장착 장치(530)는 예를 들어 접착제 접합, 용제 접합, UV 경화성 접착제 접합, 초음파 용접, EVA 접합 필름 등을 포함하는 다수의 방식으로 함께 견고하게 유지될 수 있다.
후크 부분(580)의 후방 또는 후면 표면의 적어도 일부분은 접착제가 없거나 현저한 접착 특성이 없다. 따라서, 조립된 접착식 장착 조립체(도 5b에 도시됨)는 접착제로 코팅되는 배킹(510)의 제1(또는 후방) 주 평면형 표면(512)의 접착 구역, 영역, 또는 부분(520), 및 접착 기능 또는 특성이 없고/없거나 현저히 접착성이지 않은 배킹(510)의 제1(또는 후방) 주 평면형 표면(512)의 하나 이상의 비-접착 구역, 영역, 또는 부분(522)을 포함한다. 접착 영역(520) 및 비-접착 영역(522)은 도 3d에 도시된 것과 실질적으로 동일하다. 하나의 비-접착 영역(522)이 2개의 접착 영역들(520) 사이에 있고, 장착 장치의 적어도 일부분과 중첩된다. 제2 비-접착 영역(522)은 선택적이고, 접착식 장착 조립체(500)의 저부 단부 상에 위치되어, 탭(550)을 형성한다. 탭(550)은, 존재하는 경우에, 피착물로부터 접착식 조립체를 제거하는 데 도움을 주거나 제거하기 시작하도록 사용자에 의해 용이하게 접근될 수 있는 구역이다.
장착 장치(530)의 존재는 장착 장치(530)를 포함하는 접착식 장착 조립체(100)의 부분을 장착 장치(530)가 없는 접착식 장착 조립체(100)의 부분(더 낮은 강성의 영역)에 비해 더 높은 강성의 영역으로 만든다. 접착식 장착 조립체(100)(또는 본 명세서에 기술된 임의의 조립체)의 강성은 두께와 영 계수의 조합에 의해 한정된다. 예시적인 장착 조립체 두께는 약 0.1 밀 내지 약 100 밀의 두께를 포함한다. 본 명세서에 기술된 장착 조립체의 예시적인 영 계수는 약 100 PSA 내지 약 15,000 PSI이다. 본 명세서에 사용되는 바와 같이, 용어 "고 강성 영역"은 접착식 장착 조립체의 저 강성 영역보다 약 5% 이상 더 큰 강성을 갖는 영역을 지칭한다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 약 5% 내지 약 10,000% 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 50% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 100% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 1000% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 5000% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 보다 낮은 강성의 영역(들)은 약 600 PSI 내지 약 1500 PSI의 영 계수를 갖는다. 일부 실시예에서, 보다 높은 강성의 영역은 약 660 PSI 내지 약 2000 PSI의 영 계수를 갖는다.
본 명세서에 기술되는 바와 같이, 도 5a 및 도 5b에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다.
본 명세서에 기술된 유형의 접착식 장착 조립체의 다른 예시적인 실시예가 도 6a 내지 도 6c에 도시된다. 접착식 장착 조립체(600)는 서로 반대편에 있는 제1 및 제2 주 표면들(612, 614)을 포함하는 배킹(610) 및 장착 장치(630)(이러한 특정 실시예에서 후크로 도시됨)를 포함한다. 배킹(610)의 제1(또는 후방) 주 평면형 표면(612)의 접착 구역, 영역, 또는 부분(620)이 접착제로 코팅되거나 접착제를 포함한다. 배킹(610)의 제1(또는 후방) 주 평면형 표면(612)의 비-접착 구역, 영역, 또는 부분(622)은 접착 기능 또는 특성이 없고/없거나 현저히 접착성이지 않다. 장착 장치(630)는 비-접착 영역(622)의 구역에서 배킹(610)의 제2 주 평면형 표면(614) 상에 있다. 본 명세서에 기술되는 바와 같이, 도 6a 내지 도 6c에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다.
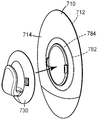
본 명세서에 기술된 유형의 접착식 장착 조립체(700)의 다른 예시적인 실시예가 도 7a 내지 도 7c에 도시된다. 도 7a는 조립되지 않은 장착 조립체(700)를 도시하고; 도 7b는 부분적으로 조립된 장착 조립체(700)를 도시하며; 도 7c는 완전히 조립된 장착 조립체(700)를 도시한다.
도 7a에 도시된 바와 같이, 접착식 장착 조립체(700)는 배킹(710), 장착 장치(730), 및 기부(780)를 포함한다. 배킹(710)은 서로 반대편에 있는 제1 및 제2 주 표면들(712, 714)을 포함한다. 배킹(710)의 제1(또는 후방) 주 평면형 표면(712)의 접착 구역, 영역, 또는 부분(720)이 접착제로 코팅된다. 배킹(710)의 제1(또는 후방) 주 평면형 표면(712)의 하나 이상의 비-접착 구역, 영역, 또는 부분(722)은 접착 기능 또는 특성이 없고/없거나 현저히 접착성이지 않다. 접착 및 비-접착 구역 또는 영역은 도 3d에 도시된 바와 실질적으로 동일하다. 하나의 비-접착 영역(722)은 장착 장치(730)의 구역에 대체로 인접한다. 다른 선택적인 비-접착 영역(722)은 접착식 장착 조립체(700)의 저부 단부 상에 위치되어, 탭(750)을 형성한다. 탭(750)은, 존재하는 경우에, 피착물로부터 접착식 장착 조립체를 제거하는 데 도움을 주거나 제거하기 시작하도록 사용자에 의해 용이하게 접근될 수 있는 구역이다.
기부(780)는 후방 주 표면(782) 및 전방 주 표면(784)을 포함한다. 조립 중에, 기부(780)의 전방 주 표면(784)은 배킹(710)의 제1(후방) 주 표면과 접촉하고 그것에 부착된다. 배킹(710)에 대한 기부(780)의 부착은 영구적이거나 일시적/해제가능할 수 있다. 영구적 부착은 제조 중에 부착이 수행되는 경우에 요구될 수 있는 한편, 일시적 부착은 박리가능 또는 재부착가능(repositionable) 배킹 상에 사용되는 후크를 변경하는 소비자에 의해 부착이 수행되는 경우에 요구될 수 있다. 부착은 예를 들어 기계적 연결(예컨대, 스냅 끼워맞춤(snap fit), 나사(thread), 트위스트-로크(twist-lock) 등), 화학적 접합, 접착제 접합, 용접, 초음파 접합 등을 포함하는 임의의 알려진 방법에 의해 달성될 수 있다. 일부 실시예에서, 기부(780)의 전방 주 표면(784)은 배킹(710)의 제1 주 (후방) 표면(712)에 근사하거나 일치하는 주연부 구역을 갖는다.
조립 중의 다음 단계는 장착 장치(730)를 기부/배킹(780/710) 조립체에 부착 또는 접착하는 것이다. 장착 장치(730)의 후방 주 표면(732)이 배킹(710)의 제2 주 (전방) 표면에 바로 인접하게 배치된다. 장착 장치(730)는 배킹(710) 또는 기부(780) 중 어느 하나에 대한 또는 둘 모두에 대한 연결에 의해 제위치로 유지될 수 있다. 이는 예를 들어 기계적 연결(예컨대, 스냅 끼워맞춤, 나사, 트위스트-로크 등), 화학적 접합, 접착제 접합, 용접, 초음파 접합 등을 포함하는 임의의 알려진 방법에 의해 달성될 수 있다.
도 7a 내지 도 7c의 접착식 장착 장치의 하나의 예시적인 실시예가 도 8에 도시된다. 장착 조립체(800)는 기부(880)와 장착 장치(830) 사이의 기계적 부착을 포함한다. 배킹(810)이 바브(barb)(892)에 의해 장착 장치(830)의 밑면 상에 기계적으로 포획된다.
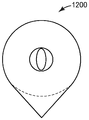
도 2 내지 도 8에 도시되고 전술된 특정 실시예에 많은 변화가 이루어질 수 있다. 예를 들어, 실시예들 각각은 상이한 형상, 크기, 또는 두께를 가질 수 있다. 장착 조립체의 다양한 예시적인 형상이 도 9 내지 도 12에 도시된다. 도 9의 예시적인 장착 조립체(900)는 형상이 대체로 직사각형이다. 도 10의 예시적인 장착 조립체(1000)는 형상이 대체로 정사각형 또는 다이아몬드형이며, 이때 하부 지점 또는 모서리가 탭 부분으로서의 역할을 한다. 도 11의 예시적인 장착 조립체(1100)는 형상이 대체로 삼각형이며, 이때 지점들 또는 모서리들 중 하나가 탭 부분으로서의 역할을 한다. 도 12의 예시적인 장착 조립체(1200)는 형상이 대체로 원형이며, 이때 대체로 삼각형 탭이 원형 부분으로부터 연장된다. 본 명세서의 도면에 도시된 실시예 및 형상은 단지 예시적이다. 임의의 원하는 형상이 사용될 수 있다.
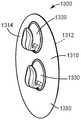
장착 조립체는 하나 초과의 장착 장치를 포함할 수 있다. 임의의 원하는 개수의 장착 장치가 사용될 수 있다. 도 13a 내지 도 13c는 2개의 장착 장치를 포함하는 예시적인 장착 조립체 실시예(1300)의 각각 개략적인 사시도, 정면도, 및 배면도이다. 장착 조립체(1300)는 그것이 2개의 장착 장치(1330)를 포함하는 것을 제외하고는 도 3a 내지 도 3d의 장착 조립체와 실질적으로 유사하다. 비-접착 영역(1322)이 바람직하게는 장착 장치들(1322) 중 하나 이상, 바람직하게는 모두에 인접하거나 그것과 정렬된다.
도 14a 내지 도 14c는 2개의 장착 장치를 포함하는 예시적인 장착 조립체 실시예(1400)의 각각 개략적인 사시도, 정면도, 및 배면도이다. 장착 조립체(1400)는 그것이 6개의 장착 장치(1430)를 포함하고 그것이 긴 직사각형 형상을 가지며 그것에 탭 부분이 없는 것을 제외하고는 도 3a 내지 도 3d의 장착 조립체와 실질적으로 유사하다. 비-접착 영역(1422)이 바람직하게는 장착 장치들(1422) 중 하나 이상, 바람직하게는 모두에 인접하거나 그것과 정렬된다.
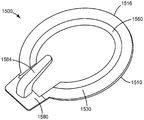
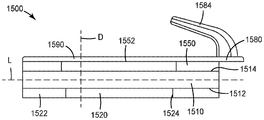
도 15 및 도 16은 배킹(1510)과 적어도 동일 넓이를 갖는 장착 장치(1530)를 특징으로 하는 예시적인 장착 조립체(1500)의 각각 사시도 및 단면도이다.
접착식 장착 조립체(1500)는 서로 반대편에 있는 제1 및 제2 주 표면들(1512, 1514)을 포함하는 배킹(1510)을 포함한다. 장착 장치(1530)가 배킹(1510)의 제2 주 표면(1514)에 인접하게 배치된다. 장착 장치(1530)는 후크(1584)를 가진 후크 부분(1580) 및 플랜지 부분(1590)을 포함한다. 도 15 및 도 16의 실시예에서, 플랜지 부분(1590) 및 후크 부분(1580)의 후방 표면이 배킹(1510)의 상보형 부분에 부착되거나 그것과 정합한다. 플랜지 부분(1590)은 배킹(1510)의 제2 주 표면(1514)과 적어도 실질적으로 동일 넓이를 갖는다. 다른 실시예에서는, 플랜지 부분(1590) 및/또는 후크 부분(1580)의 적어도 일부분이 배킹(1510)의 에지를 지나 연장될 수 있으며, 그 반대의 경우도 가능하다.
제1 주 표면(1512)의 접착 영역(1520)이 접착제로 코팅된다. 접착 영역(1520)의 예시된 실시예는 대체로 난형(ovular) 형상을 포함하지만, 본 개시 내용에 따른 접착 영역(1520)은 임의의 형상의 형태를 취할 수 있다.
배킹(1510)의 제1(또는 후방) 주 표면(1512)의 비-접착 영역(1522)은 접착 기능이 없고/없거나 현저히 접착성이지 않다. 비-접착 영역(1522)은 접착 영역(1520)을 부분적으로 둘러싸서, 인접 영역들(1520, 1522) 사이의 경계(1524)를 한정한다. 도시된 바와 같이, 비-접착 영역(1522)은 경계(1524)로부터 배킹(1510)의 주연부(1516)까지 연장된다.
장착 장치(1530)는 접착제로 코팅되는 적어도 접착 영역(1550)에 의해 배킹의 제2 주 표면(1514)에 결합된다. 제2(전방) 표면(1514) 상의 접착 영역(1550)은 제1 주 표면(1512) 상의 비-접착 영역(1522)과 적어도 동일 넓이를 갖고 기하학적 구조가 그것에 대응한다. 유사하게, 전방 표면(1514) 상의 비-접착 영역(1552)은 배킹(1510)의 후방 표면(1512) 상의 접착 영역(1520)과 적어도 동일 넓이를 갖고 그것에 대응한다. 즉, 주 표면 상의 주어진 영역의 접착/비-접착 특징부는 그의 반대되는 특징부가 배킹에 걸쳐 반대편 주 표면 상에 배치될 것이다. 따라서, 후방 주 표면(1512) 상의 접착/비-접착 영역의 배치는 전방 주 표면(1514) 상의 접착/비-접착 영역의 배치와 본질적으로 반대이다. 이러한 배열은 주 표면 평면에 수직하게 그리고 배킹의 두께를 통해 연장되는 축 "L"을 따라 접착 영역들이 서로 중첩되지 않는 것을 보장한다(도 16 참조). 이론에 의해 구애되고자 함이 없이, 접착 물품의 두께를 통한 직접 접착 연결이 벽 표면(즉, 피착물)과 장착 장치 사이에서 이루어질 수 있으면 제거 중에 또는 제거 후에 가시적인 손상이 흔히 발생할 가능성이 있다. 비-중첩(적어도 평행한 평면들 내에서) 접착 영역을 통해 그러한 연결(link)을 배제시킴으로써, 본 발명자는 다양한 벽 표면에 대한 손상이 감소되거나 제거될 수 있는 것을 알게 되었다.
배킹의 서로 반대편에 있는 면들 상에 반대 관계로 분포될 때, 배킹의 종축 "L"에 실질적으로 수직하게 그리고 제1 및 제2 주 표면을 통해 연장되는 평면 "P" 내에서 접착 영역 또는 요소가 다른 접착 영역과 동일 평면 상에 있지 않다. 유사하게, 배킹의 종축 "L"에 실질적으로 수직하게 그리고 제1 및 제2 주 표면을 통해 연장되는 평면 "P" 내에서 비-접착 영역 또는 요소가 다른 비-접착 영역과 동일 평면 상에 있지 않다.
본 개시 내용의 현재 바람직한 구현예에서, 제2 주 표면(1514) 상의 비-접착 영역(1552)은 후방 표면(1512) 상의 대응하는 접착 영역(1520)보다 큰 표면적의 유사한 기하학적 구조를 포함한다. 이러한 기하학적 편위(offset)는 중첩 경계(1560)(도 15에서 가시적임)를 생성한다. 중첩 경계(1560)의 사용은 필요 영역을 생성하기 위해 사용되는 장비의 제조 공차를 허용할 수 있으며, 따라서 장착 장치(1530)로부터 벽 표면 또는 다른 피착물까지의 직접적인 경로를 갖는 접착제가 없는 것을 보장하는 데 도움을 줄 수 있다.
예컨대 특정 사용자, 선택된 피착물, 및 장착 장치의 구성에 따라, 본 발명자는 장착 장치가 배킹과 적어도 동일 넓이를 갖는 것이 조립체를 기재에 고정시키는 사용자의 능력을 개선할 수 있는 것을 알게 되었다. 장착 장치는 사용자가 기재 상의 조립체의 원하는 위치를 결정할 때 배킹을 주름형성(wrinkling) 또는 다른 변형으로부터 보호할 수 있는 반면에; 상대적으로 더 작은 장착 장치를 갖는 더 큰 필름은 소정 상황에서 변형에 더욱 취약할 수 있다.
또한, 배킹보다 크지는 않더라도 적어도 동일 넓이를 갖는 장착 장치의 사용은 또한 배킹의 주 평면과 대체로 평행하거나 동일 평면 상에 있지 않은 방향으로 하중을 발생시키도록 경사진 물체 또는 후크 설계에 대한 장착 조립체의 중량-지지 능력을 개선할 수 있다.
도 15 및 도 16에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다. 예를 들어, 장착 장치는 임의의 원하는 장착 장치일 수 있다. 다수의 장착 장치가 존재할 수 있다. 장착 장치 및/또는 배킹의 형상 및 크기는 임의의 원하는 형상 또는 크기일 수 있다.
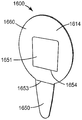
도 17a 내지 도 17c는 반대로 배치된 접착 및 비-접착 영역을 특징으로 하는 장착 조립체(1600)의 다른 예시적인 실시예를 도시한다.
접착식 장착 조립체(1600)는 서로 반대편에 있는 제1 및 제2 주 표면들(1612, 1614)을 포함하는 배킹(1610)을 포함한다. 장착 장치(1640)가 배킹(1610)의 제2 주 표면(1614)에 인접하게 배치된다. 장착 장치(1640)는 후크 부분(1680) 및 대체로 직사각형 플랜지 부분(1690)을 포함한다. 도 17 내지 도 18의 실시예에서, 후크 부분(1680)의 후방 표면이 배킹(1610)의 상보형 탭 부분(1619)에 부착되거나 그것과 정합한다. 후크 부분(1680)은 상보형 탭 부분(1619)의 에지를 지나 연장되는 한편, 배킹(1610)은 플랜지 부분(1690)의 에지를 지나 연장된다. 다른 고려된 실시예에서, 배킹(1610)은 후크 및 플랜지 부분들(1680, 1690) 중 적어도 하나와 동일 넓이를 가질 수 있다. 또 다른 실시예에서는, 플랜지 및 후크 부분들 둘 모두가 배킹(1610)의 에지를 지나 연장된다.
장착 장치(1640)는 각각 접착제로 코팅되는 적어도 제1 접착 영역(1650) 및 제2 접착 영역(1651)에 의해 배킹의 제2 주 표면(1614)에 결합된다. 제2(전방) 표면(1614) 상의 제1 접착 영역(1650)은 기하학적 구조가 장착 장치(1640)의 후크 부분(1680)에 대응한다. 제2 접착 영역(1651)은 제1 접착 영역(1650)으로부터 이격되고, 기하학적 구조가 플랜지 부분(1690)의 선택된 구역에 대응한다. 제1 및 제2 접착 영역은, 제2 접착 영역(1651)을 둘러싸고 접착 기능이 없고/없거나 현저히 접착성이지 않은 비-접착 영역(1660)에 의해 분리된다. 도시된 바와 같이, 비-접착 영역(1660)은 제2 접착 영역(1651)과의 경계(1654)로부터 배킹(1610)의 주연부(1616)까지 그리고 제1 접착 영역(1650)의 경계(1653)까지 연장된다.
제1 접착 영역(1620)의 예시된 실시예는 장착 장치의 후크 부분(1680) 및 상보형 탭 부분(1619)에 대응하는 대체로 포물선 형상을 포함한다. 제2 접착 영역(1651)은 사면체 형상을 포함하지만, 전방 표면 상의 주어진 접착 영역(1650, 1651)은 임의의 형상의 형태를 취할 수 있다.
배킹(1610)의 제1(후방) 주 표면(1612)은 각각 접착 기능이 없고/없거나 현저히 접착성이지 않은 적어도 제1 비-접착 영역(1622) 및 제2 비-접착 영역(1623)을 포함한다. 제1 비-접착 영역(1622)은 전방 표면(1614) 상의 제1 접착 영역(1650)과 동일 넓이를 갖고 기하학적 구조가 그것에 대응하는 한편, 제2 비-접착 영역(1623)은 전방 표면(1614) 상의 제2 접착 영역(1651)과 동일 넓이를 갖고 기하학적 구조가 그것에 대응한다. 유사하게, 후방 표면(1612) 상의 접착 영역(1620)은 전방 표면(1614) 상의 비-접착 영역(1660)에 대응한다. 즉, 주 표면 상의 주어진 영역의 접착/비-접착 특징부는 그의 반대되는 특징부가 배킹에 걸쳐 반대편 주 표면 상에 배치될 것이다. 따라서, 후방 주 표면(1612) 상의 접착/비-접착 영역의 배치는 전방 주 표면(1614) 상의 접착/비-접착 영역의 배치와 본질적으로 반대이다. 이러한 배열은 주 표면 평면에 수직하게 그리고 배킹의 두께를 통해 연장되는 축을 따라 접착 영역들이 서로 중첩되지 않는 것을 보장한다.
전방 표면 상의 적어도 2개의 접착 영역의 사용은 유리하게는 표면에 접착되거나 부착될 때 보다 긴 기간 동안 더 많은 중량(하중/면적)을 유지시키는 조립체(1600)의 성능을 개선할 수 있다.
도 17a 내지 도 17c에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다. 예를 들어, 장착 장치는 임의의 원하는 장착 장치일 수 있다. 다수의 장착 장치가 존재할 수 있다. 장착 장치 및/또는 배킹의 형상 및 크기는 임의의 원하는 형상 또는 크기일 수 있다.
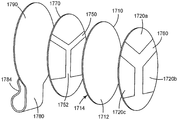
도 18 및 도 19는 반대로 배치된 접착 및 비-접착 영역 및 접착 기능을 제어하기 위한 데드닝 재료를 특징으로 하는 다른 예시적인 장착 조립체(1700)의 각각 후방 사시도 및 분해도이다.
접착식 장착 조립체(1700)는 서로 반대편에 있는 제1 및 제2 주 표면들(1712, 1714)을 포함하는 배킹(1710)을 포함한다. 장착 장치(1730)가 배킹(1710)의 제2 주 표면(1714)에 인접하게 배치된다. 장착 장치(1730)는 후크(1784)를 가진 후크 부분(1780) 및 플랜지 부분(1790)을 포함한다. 도 18 및 도 19의 실시예에서, 플랜지 부분(1790)의 후방 표면이 배킹(1710)의 상보형 부분에 부착되거나 그것과 정합한다. 플랜지 부분(1790)은 배킹(1710)의 제2 주 표면(1714)과 적어도 실질적으로 동일 넓이를 갖는다.
접착제 층(1720)이 제1 주 표면(1712)에 적용되는 한편, 접착제 층(1750)이 제2 주 표면(1714)에 적용된다. 도시된 바와 같이, 각각의 접착제 층(1720, 1750)은 연속적이고 배킹(1710)과 동일 넓이를 갖지만, 다른 구성(예컨대, 배킹과 동일 넓이를 갖지 않는 접착제 층)이 가능하다. 데드닝 재료의 제1 배열 패턴을 특징으로 하는 제1 데드닝 층(1760)이 접착제 층(1720)의 주 표면 상에 배치된다. 제1 기하학적 구조와 반대되는 제2 기하학적 구조를 특징으로 하는 제2 데드닝 층(1770)이 장착 장치(1730)와 제2 접착제 층(1750)의 주 표면 사이에 배치된다.
제1 데드닝 층(1760)은 접착제 층(1720) 상에 별개의 접착 영역을 생성하도록 배열된다. 데드닝 층(1760)은 데드닝 재료로 충전되는 대체로 Y-형상의 패턴을 포함한다. 이러한 패턴은 접착제 층 상에 배치될 때, 더욱 상세히 후술되는 바와 같이 별개의 접착 영역 및 비-접착 영역을 생성할 것이다. 그러면, 생성된 비-접착 영역은 접착제 및 데드닝 재료 둘 모두를 포함할 것이다. 따라서, 데드닝 재료가 본 개시 내용의 조립체에 사용되면, 비-접착 요소는 배킹과 데드닝 재료 사이에 배치되는 접착제를 포함할 수 있다.
제2 데드닝 층(1770) 내의 데드닝 재료의 기하학적 구조 및 배열은 별개의 접착 영역(1720a 내지 1720c)에 대응한다. 이렇게 생성된 Y-형상의 패턴은 데드닝 재료가 없으며, 따라서 배킹(1710)의 전방 주 표면(1714) 상에 접착 영역을 한정하는 데 도움을 줄 것이다.
현재 바람직한 구현예에서, 데드닝 층(1760)은 배킹(1710)의 후방 표면(1712) 반대편의 접착제 층(1720)의 표면 상에 배치된다. 소정 상황 및 구성 하에서, 배킹에 직접 적용된 데드닝 층 또는 재료는 배킹 및/또는 접착제 층(들)이 피착물에 대한 손상을 회피하기에 충분한 방식으로 신장되도록 허용하지 않을 것이다.
본 개시 내용의 현재 바람직한 구현예에서, 제2 주 표면(1714) 상의 접착 영역(1752)은 후방 표면(1712) 상의 대응하는 비-접착 영역(1720)보다 작은 총 표면적의 유사한 기하학적 구조를 포함한다. 이러한 기하학적 편위는 중첩 경계를 생성한다. 중첩 경계의 사용은 필요 영역을 생성하기 위해 사용되는 장비의 제조 공차를 허용할 수 있으며, 따라서 장착 장치(1730)로부터 벽 표면 또는 다른 피착물까지의 직접적인 경로를 갖는 접착제가 없는 것을 보장하는 데 도움을 줄 수 있다.
비-접착 영역은 배킹(1710)의 주연부까지 연장되어, 접착/비-접착 분포의 외부로부터 내향으로 공기를 통기시키도록 작용한다. 소정 조건 하에서, 통기는 접착제와 배킹 사이에서의 진공의 형성을 방지할 수 있다. 이론에 의해 구애되고자 함이 없이, 진공의 생성은 배킹으로부터의 비-접착 영역의 분리를 방해하여, 잠재적으로 제거 시도시 추가의, 가시적인 손상을 초래할 수 있다.
도 18 및 도 19에 도시된 특정 실시예에 많은 변화가 이루어질 수 있다. 예를 들어, 장착 장치는 임의의 원하는 장착 장치일 수 있다. 다수의 장착 장치가 존재할 수 있다. 장착 장치 및/또는 배킹의 형상 및 크기는 임의의 원하는 형상 또는 크기일 수 있다.
위에 또는 본 명세서에 도시되거나 기술된 실시예들 중 임의의 것은 후술되는 배킹, 접착제, 접착 영역, 비-접착 영역, 고 및 저 강성 및/또는 표면 탄성 계수 영역, 및/또는 장착 장치의 임의의 조합을 가질 수 있다. 예를 들어, 장착 장치는 다수의 또는 복수의 비-접착 영역과 중첩되거나 그것에 인접할 수 있다.
배킹
배킹은 임의의 원하는 재료로 제조될 수 있다. 배킹에 적합한 재료의 대표적인 예는 예를 들어 폴리올레핀, 예컨대 고밀도 폴리에틸렌, 저밀도 폴리에틸렌, 선형 저밀도 폴리에틸렌, 및 선형 초저밀도 폴리에틸렌을 포함하는 폴리에틸렌, 폴리프로필렌, 및 폴리부틸렌; 비닐 공중합체, 예컨대 가소화된 및 비가소화된 폴리비닐 클로라이드, 및 폴리비닐 아세테이트; 올레핀 공중합체, 예컨대 에틸렌/메타크릴레이트 공중합체, 에틸렌/비닐 아세테이트 공중합체, 아크릴로니트릴-부타디엔스티렌 공중합체, 및 에틸렌/프로필렌 공중합체; 아크릴 중합체 및 공중합체; 폴리우레탄; 및 전술한 것들의 조합을 포함할 수 있다. 폴리프로필렌/폴리에틸렌, 폴리우레탄/폴리올레핀, 폴리우레탄/폴리카르보네이트, 폴리우레탄/폴리에스테르와 같은 임의의 플라스틱 또는 플라스틱과 탄성중합체 재료의 혼합물 또는 블렌드가 또한 사용될 수 있다.
일부 실시예에서, 배킹은 가요성 중합체 발포 층, 발포 층의 제1 주 표면에 라미네이팅되는(laminated) 제1 필름, 및 발포 층의 반대편 제2 주 표면 상에 라미네이팅되는 제2 필름을 포함하는 복합 발포체이거나 그것을 포함한다. 접착제(들)가 필름에 부착되어 접착제-필름-발포체-필름-접착제의 구조를 형성할 수 있다. 가요성 중합체 발포 층은 장착 조립체가 표면 불규칙부를 갖는 표면에 접착될 때 도움이 되는 순응성(conformability) 및 탄성 특성을 최적화하도록 선택될 수 있다. 전형적인 벽 표면의 경우가 그러하다. 예시적인 가요성 중합체 발포 층이 미국 미네소타주 세인트 폴 소재의 미네소타 마이닝 앤드 매뉴팩쳐링 컴퍼니(Minnesota Mining and Manufacturing Company)("쓰리엠(3M)")로부터 상표명 "커맨드"로 구매가능하다. 일부 실시예에서, 가요성 배킹 층의 가요성 중합체 발포 층은 미국 매사추세츠주 로렌스 소재의 세키스이 아메리카 코포레이션(Sekisui America Corporation)의 사업부인 볼테크(Voltek)로부터 상표명 "볼렉스트라(Volextra)" 및 "볼라라(Volara)"로 입수가능한 폴리올레핀 발포체를 포함할 수 있다. 일부 실시예에서, 배킹은 금속이거나 금속과 유사하다. 일부 실시예에서, 배킹은 목재이거나 목재와 유사하다.
배킹은 WO 공개 제2015/195344호(런지(Runge) 등)에 기술된 재료 또는 배킹 중 임의의 것이거나 그것을 포함할 수 있다. 특정 실시예에서, 배킹은 PCT 출원 제US2017/016039호(런지 등)에 기술된 바와 같이 코어 및 하나 이상의 스킨 층(skin layer)을 특징으로 하는 다층 필름을 포함할 수 있다.
배킹 층은 단일 층 또는 다층 구성일 수 있다. 일부 실시예에서, 2개 이상의 하위-층이 배킹을 형성하도록 공압출될 수 있다. 일부 실시예에서, 배킹은 가요성이다.
일부 실시예는 배킹 층 내에 염료 또는 안료를 포함한다. 일부 실시예는 배킹의 하나 이상의 층 내에 하나 이상의 점착부여제를 포함한다. 일부 실시예는 배킹의 하나 이상의 층 내에 가소화 오일(plasticizing oil)을 포함한다.
배킹은 예를 들어 정사각형, 직사각형, 삼각형, 다각형, 원형, 사변형, 사다리꼴, 원통형, 반원형, 별-형상, 반달 형상, 사면체 등을 포함하는 임의의 원하는 형상일 수 있다. 일부 추가의 예시적인 접착식 장착 시스템 형상이 도 10 내지 도 13에 도시된다. 일부 실시예에서, 배킹은 약 70 ㎟ 내지 약 10,000,000 ㎟의 크기를 갖는다. 일부 실시예에서, 배킹은 약 100 ㎟ 내지 약 5,000 ㎟의 크기를 갖는다.
일부 실시예에서, 배킹은 약 100 psi 내지 약 100,000 psi의 영 계수를 갖는다. 일부 실시예에서, 배킹은 ASTM D5459-95에 의해 측정될 때 10% 변형률에서 1 내지 100%의 탄성 복원율을 나타낸다. 일부 실시예에서, 배킹은 20% 변형률에서 1 내지 100%의 탄성 복원율을 나타낸다.
일부 실시예에서, 배킹은 ASTM D638-14 및 ASTM D412-06a 중 적어도 하나에 의해 결정될 때 약 100 psi 내지 약 15,000 psi의 탄성 계수 및/또는 시컨트 계수(modulus of secant)를 갖는다. 일부 실시예에서, 배킹은 100 psi 내지 15000 psi 범위의 탄성 계수를 갖는다. 일부 실시예에서, 탄성 계수는 100 psi 초과, 500 psi 초과, 1000 psi 초과이다. 일부 실시예에서, 배킹 탄성 계수는 15000 psi 미만, 10000 psi 미만, 8,000 psi 미만, 5,000 psi 미만, 3,500 psi 미만, 2000 psi 미만, 및 1500 psi 미만이다.
일부 실시예에서, 배킹은 약 0.1 밀 내지 약 100 밀의 두께를 갖는다. 일부 실시예에서, 배킹은 1 밀 초과, 2 밀 초과, 5 밀 초과, 8 밀 초과, 10 밀 초과, 12 밀 초과, 15 밀 초과, 20 밀 초과, 22 밀 초과, 또는 24 밀 초과의 두께를 갖는다. 일부 실시예에서, 배킹은 100 밀 미만, 90 밀 미만, 80 밀 미만, 75 밀 미만, 70 밀 미만, 65 밀 미만, 60 밀 미만, 55 밀 미만, 50 밀 미만, 45 밀 미만, 40 밀 미만, 38 밀 미만, 35 밀 미만, 32 밀 미만, 30 밀 미만, 28 밀 미만, 또는 25 밀 미만의 두께를 갖는다.
접착 물품 또는 배킹은 테이프가 부착된 물체 또는 기재로부터 테이프를 제거하기 위해, 제거 과정 중에 테이프를 신장 및/또는 박리시키도록 사용자에 의해 파지되어 잡아당겨질 수 있는 비-점착성 탭을 포함할 수 있다. 비-점착성 탭은 배킹 재료의 연장부 또는 접착제의 탈점착화된 부분(detackified portion)일 수 있다. 비-점착성 탭은 예컨대 탈점착화 또는 데드닝 재료 또는 과정을 접착제에 적용하여 그것을 비-점착성으로 되게 하는 것을 포함하는 비-점착성 구역을 생성하는 임의의 알려진 방법을 사용하여 점착성 접착 기재로부터 형성될 수 있다. 존재하는 경우에, 탭은 임의의 형상 또는 크기를 가질 수 있다. 탭은 배킹과 동일한 재료로 또는 상이한 재료로 제조될 수 있다. 일부 실시예에서, 탭은 접착식 장착 조립체의 총 면적의 약 5% 내지 약 25%인 면적을 갖는다. 일부 실시예에서는, 명백한 탭이 없으며, 장착 장치 또는 후크가 탭으로서의 역할을 한다.
일부 실시예에서, 접착식 장착 조립체는 접착 영역(들)에 인접한 이형 라이너를 추가로 포함한다. 이형 라이너는 제조, 수송 중에, 그리고 사용 전에 접착제를 보호한다. 사용자가 접착 물품을 사용하기를 원할 때, 사용자는 이형 라이너를 박리시키거나 제거하여 접착제를 노출시킬 수 있다. 접착 물품은 또한 사용 때까지 접착제를 보호하기 위해 접착제 조성물의 노출된 표면(들) 상에 배치되는 하나 이상의 라이너를 포함할 수 있다. 적합한 라이너의 예는 종이, 예컨대 크래프트지(kraft paper), 또는 중합체 필름, 예컨대 폴리에틸렌, 폴리프로필렌 또는 폴리에스테르를 포함한다. 라이너의 하나 이상의 표면은 이형제, 예컨대 실리콘, 불소화합물계 재료, 또는 다른 저 표면 에너지 기반 이형 재료로 처리되어 이형 라이너를 제공할 수 있다. 적합한 이형 라이너 및 라이너를 처리하기 위한 방법은 예컨대 미국 특허 제4,472,480호, 제4,980,443호 및 제4,736,048호에 기술되며, 본 명세서에 포함된다. 바람직한 이형 라이너는 플루오로알킬 실리콘 또는 실리콘 폴리코팅지(polycoated paper)이다. 이형 라이너에 선, 브랜드 표지, 또는 다른 정보가 인쇄될 수 있다.
접착제
접착제는 원하는 특성을 갖는 임의의 접착제를 포함할 수 있다. 접착제는 박리가능하거나, 신장 이형가능하고 박리가능할 수 있다.
일부 실시예에서, 본 개시 내용의 접착 물품은 손상을 초래함이 없이 기재 또는 표면으로부터 제거될 수 있다. 본 명세서에 사용되는 바와 같이, 용어 "손상을 초래함이 없이" 또는 "무손상" 등은 페인트, 코팅, 수지, 커버링(covering), 또는 아래에 놓이는 기재에 가시적인 손상을 초래함이 없이 그리고/또는 잔류물을 남김이 없이 접착 물품이 기재로부터 분리될 수 있음을 의미한다. 기재에 대한 가시적인 손상은 예를 들어 기재의 임의의 층에 대한 스크래칭, 인열, 탈층, 파손, 부서짐, 변형 등의 형태일 수 있다. 가시적인 손상은 또한 변색, 약화, 광택 변화, 탁도 변화, 또는 기재의 외양의 다른 변화일 수 있다.
일부 실시예에서, 박리가능 접착제는 감압 접착제이다. 유용한 감압 접착제의 전반적인 설명이 문헌[Encyclopedia of Polymer Science and Engineering, Vol. 13, Wiley-Interscience Publishers (New York, 1988)]에서 확인될 수 있다. 유용한 감압 접착제의 추가의 설명이 문헌[Encyclopedia of Polymer Science and Technology, Vol. 1, Interscience Publishers (New York, 1964)]에서 확인될 수 있다. 임의의 적합한 조성물, 재료 또는 성분이 감압 접착제에 사용될 수 있다. 예시적인 감압 접착제는 예컨대 하나 이상의 점착부여 수지와 조합하여 하나 이상의 열가소성 탄성중합체를 이용한다. 일부 실시예에서, 접착제는 감압 접착제가 아니다.
일부 실시예에서, 박리가능 접착제 층은 고무, 실리콘, 또는 아크릴계 접착제 중 적어도 하나를 포함할 수 있다. 일부 실시예에서, 박리가능 접착제 층은 감압 접착제(PSA)를 포함할 수 있다. 일부 실시예에서, 박리가능 접착제는 점착화된 고무 접착제, 예컨대 천연 고무; 올레핀; 실리콘, 예컨대 실리콘 폴리우레아 또는 실리콘 블록 공중합체; 합성 고무 접착제, 예컨대 폴리아이소프렌, 폴리부타디엔, 및 스티렌-아이소프렌-스티렌, 스티렌-에틸렌-부틸렌-스티렌 및 스티렌-부타디엔-스티렌 블록 공중 합체, 및 다른 합성 탄성중합체; 및 방사선, 용해, 현탁 또는 유화 기술에 의해 중합될 수 있는, 점착화된 또는 비점착화된 아크릴 접착제, 예컨대 아이소옥틸아크릴레이트 및 아크릴산의 공중합체; 폴리우레탄; 실리콘 블록 공중합체; 및 전술한 것들의 조합을 포함할 수 있다. 접착제는 예를 들어 모두 본 명세서에 참고로 포함되는 하기 특허 출원들 중 임의의 것에 기술된 접착제들 중 임의의 것일 수 있다: PCT 특허 공개 제2015/035556호, 제2015/035960호, 및 제US 2015/034104호.
일부 실시예에서, 접착제는 점착부여제를 포함한다. 일부 예시적인 점착부여제는 폴리테르펜, 테르펜 페놀, 로진 에스테르, 및/또는 로진산 중 적어도 하나를 포함한다.
일부 실시예에서, 박리가능 접착제는 배킹 상에 코팅될 수 있는 유동가능 접착제이다. 일부 실시예에서, 박리가능 접착제는 예를 들어 독일 특허 제33 31 016호에 전반적으로 기술된 바와 같이 더욱 고형의 접착제이다.
일부 실시예에서, 접착제의 접착력 특성은 0.1 N/dm 내지 25 N/dm 범위일 수 있다. 일부 실시예에서, 접착제의 접착력 특성은 0.5 N/dm 내지 10 N/dm 범위일 수 있다. 일부 실시예에서, 접착제의 접착력 특성은 1 N/dm 내지 5 N/dm 범위일 수 있다.
일부 실시예에서, 박리가능 접착제는 ASTM 시험 방법 D3654M-06에 의해 측정될 때 예를 들어 제곱 인치당 1 내지 20 파운드의 전단 강도를 제공할 수 있다.
일부 실시예에서, 접착 물품은 제2 종단 단부, 제1 측부, 또는 제2 측부 중 적어도 하나로부터 박리될 수 있다. 일부 실시예에서, 접착 물품은 제2 종단 단부, 제1 측부, 또는 제2 측부 중 적어도 2개로부터 박리될 수 있다.
일부 실시예에서, 박리가능 접착제는 전혀 손상 없이 또는 최소의 손상을 갖고서 박리를 달성하도록 조정된다. 이렇게 하기 위한 예시적인 방법 및 물품이 예를 들어 본 양수인에 의해 출원된 미국 특허 제6,835,452호 및 특허 출원 제62/289,585호에 기술된다.
일부 실시예에서, 박리가능 접착제는 섭씨 약 -80도 내지 섭씨 약 20도의 Tg를 갖는다. 일부 실시예에서, 박리가능 접착제는 섭씨 약 -70도 내지 섭씨 약 0도의 Tg를 갖는다. 일부 실시예에서, 박리가능 접착제는 섭씨 약 -60도 내지 섭씨 약 -20도의 Tg를 갖는다. 일부 실시예에서, 박리가능 접착제는 섭씨 약 -80도 초과, 섭씨 약 -70도 초과, 섭씨 약 -60도 초과, 섭씨 약 -50도 초과, 섭씨 약 -40도 초과, 또는 섭씨 약 -30도 초과의 Tg를 갖는다. 일부 실시예에서, 박리가능 접착제는 섭씨 20도, 섭씨 10도, 섭씨 0도, 섭씨 -10도, 섭씨 -20도, 또는 섭씨 -30도 미만의 Tg를 갖는다.
일부 실시예에서, 박리가능 접착제는 25℃에서 300,000 Pa 내지 5,000,000 Pa 범위인 25℃에서의 저장 탄성 계수(storage modulus)를 갖는다.
일부 실시예에서, 접착 물품은 10% 변형률에서 70% 초과 또는 80% 초과 또는 95% 초과의 탄성 복원율을 나타낸다. 일부 실시예에서, 접착 물품은 25% 변형률에서 70% 초과 또는 80% 초과 또는 90% 초과의 탄성 복원율을 나타낸다. 일부 실시예에서, 접착 물품은 50% 변형률에서 70% 초과 또는 80% 초과 또는 90% 초과 또는 95% 초과의 탄성 복원율을 나타낸다. 일부 실시예에서, 접착 물품은 100% 변형률에서 50% 초과 또는 70% 초과 또는 95% 초과의 탄성 복원율을 나타낸다.
일부 실시예에서, 배킹은 접착제 제거를 돕는 배킹의 연신을 통해 박리력을 낮춤으로써 기재 손상을 방지하거나 최소화할 수 있다. 일부 실시예에서, 이는 0 내지 180도 범위의 박리 각도에서 발생할 수 있다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 박리 중에 1% 미만으로 연신된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 박리 중에 5% 미만으로 연신된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 박리 중에 10% 미만으로 연신된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 10% 변형률을 초과하여 연신되고, 그러한 변형의 80%를 초과하여 탄성적으로 복원된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 10% 변형률을 초과하여 연신되고, 그러한 변형의 90%를 초과하여 탄성적으로 복원된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 10% 변형률을 초과하여 연신되고, 그러한 변형의 95%를 초과하여 탄성적으로 복원된다. 일부 실시예에서, 최종 테이프 구조체가 피착물로부터 90 내지 180도로 박리될 때, 배킹은 10% 변형률을 초과하여 연신되고, 그러한 변형의 99%를 초과하여 탄성적으로 복원된다.
일부 실시예에서, 배킹 및/또는 배킹 층의 적어도 일부는 실질적으로 광학적으로 투명하다. 본 명세서에 사용되는 바와 같이, 용어 "광학적으로 투명한"은 약 50% 이상의 광 투과율 및/또는 40% 이하의 탁도를 갖는 것을 의미한다. 일부 실시예는 약 75% 이상의 광 투과율을 갖는다. 일부 실시예는 20% 이하의 탁도를 갖는다.
접착 영역, 구역, 또는 부분
접착 영역은 임의의 원하는 크기를 가질 수 있다. 일부 실시예에서, 접착 영역은 약 60 ㎟ 내지 약 500,000 ㎟의 크기를 갖는다. 일부 실시예에서, 접착 영역은 60 ㎟ 초과 또는 85 ㎟ 초과 또는 100 ㎟ 초과 또는 150 ㎟ 초과 또는 200 ㎟ 초과 또는 300 ㎟ 초과 또는 400 ㎟ 초과 또는 500 ㎟ 초과 또는 600 ㎟ 초과 또는 750 ㎟ 초과 또는 1000 ㎟ 초과 또는 1500 ㎟ 초과 또는 2000 ㎟ 초과 또는 2500 ㎟ 초과 또는 3000 ㎟ 초과 또는 3500 ㎟ 초과 또는 4000 ㎟ 초과 또는 4500 ㎟ 초과 또는 5000 ㎟ 초과 또는 5500 ㎟ 초과 또는 6000 ㎟ 초과 또는 10,000 ㎟ 초과 또는 50,000 ㎟ 초과 또는 100,000 ㎟ 초과 또는 200,000 ㎟ 초과 또는 300,000 ㎟ 초과 또는 400,000 ㎟ 초과인 크기를 갖는다. 일부 실시예에서, 접착 영역은 100 ㎟ 미만 또는 200 ㎟ 미만 또는 300 ㎟ 미만 또는 400 ㎟ 미만 또는 500 ㎟ 미만 또는 600 ㎟ 미만 또는 750 ㎟ 미만 또는 1000 ㎟ 미만 또는 1500 ㎟ 미만 또는 2000 ㎟ 미만 또는 2500 ㎟ 미만 또는 3000 ㎟ 미만 또는 3500 ㎟ 미만 또는 4000 ㎟ 미만 또는 4500 ㎟ 미만 또는 5000 ㎟ 미만 또는 5500 ㎟ 미만 또는 6000 ㎟ 미만 또는 10,000 ㎟ 미만 또는 50,000 ㎟ 미만 또는 100,000 ㎟ 미만 또는 200,000 ㎟ 미만 또는 300,000 ㎟ 미만 또는 400,000 ㎟ 미만인 크기를 갖는다.
접착 영역은 원하는 특성 및/또는 성능을 제공하는 임의의 원하는 형상을 가질 수 있다. 일부 실시예에서, 접착 영역은 형상화된 부분 및 비형상화된 부분을 포함한다. 일부 실시예에서, 형상화된 부분은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는다. 일부 실시예에서, 형상화된 부분은 적어도 일부분이 만곡된 형상을 갖는다. 일부 그러한 실시예에서, 만곡된 형상의 곡률 반경은 약 2.5 mm 내지 약 25,000 nm이다.
일부 실시예에서, 접착 영역은 총 접착 물품 면적의 약 0.01% 내지 약 99%를 포함한다. 일부 실시예에서, 접착 영역은 총 물품 면적의 약 35% 내지 약 75%를 포함한다.
일부 실시예에서, 접착 영역, 구역, 또는 부분은 2개의 선형 경계를 포함할 수 있다. 이들 2개의 선형 경계는 예를 들어 점 또는 고평부(plateau)로 종단될 수 있다. 일부 실시예에서, 선형 경계는 배킹의 측부와 교차한다. 일부 실시예에서, 선형 경계가 제1 또는 제2 측부와 교차하는 각도는 약 10도 내지 약 179도이다. 일부 실시예에서, 선형 경계들 중 적어도 하나가 제1 또는 제2 측부와 교차하는 각도는 약 15도 이상 또는 약 20도 이상 또는 약 25도 이상 또는 약 30도 이상 또는 약 35도 이상 또는 약 40도 이상 또는 약 45도 이상 또는 약 50도 이상 또는 약 55도 이상 또는 약 60도 이상 또는 약 65도 이상 또는 약 70도 이상 또는 약 75도 이상 또는 약 80도 이상 또는 약 85도 이상 또는 약 90도 이상 또는 약 95도 이상 또는 약 100도 이상 또는 약 105도 이상 또는 약 110도 이상 또는 약 115도 이상 또는 약 120도 이상 또는 약 125도 이상 또는 약 130도 이상 또는 약 135도 이상 또는 약 140도 이상 또는 약 145도 이상 또는 약 150도 이상 또는 약 155도 이상 또는 약 160도 이상 또는 약 165도 이상 또는 약 170도 이상이다. 일부 실시예에서, 선형 경계들 중 적어도 하나가 제1 또는 제2 측부와 교차하는 각도는 약 45도 미만 또는 약 50도 미만 또는 약 55도 미만 또는 약 60도 미만 또는 약 65도 미만 또는 약 70도 미만 또는 약 75도 미만 또는 약 80도 미만 또는 약 85도 미만 또는 약 90도 미만 또는 약 95도 미만 또는 약 100도 미만 또는 약 105도 미만 또는 약 110도 미만 또는 약 115도 미만 또는 약 120도 미만 또는 약 125도 미만 또는 약 130도 미만 또는 약 135도 미만 또는 약 140도 미만 또는 약 145도 미만 또는 약 150도 미만 또는 약 155도 미만 또는 약 160도 미만 또는 약 165도 미만 또는 약 170도 미만 또는 약 175도 미만 또는 약 180도 미만 또는 약 185도 미만 또는 약 190도 미만이다. 일부 실시예에서, 제1 및 제2 선형 경계는 동일한 각도로 제1 및 제2 측부와 교차한다. 일부 실시예에서, 제1 및 제2 선형 경계는 상이한 각도로 제1 및 제2 측부와 교차한다. 일부 실시예에서, 제1 및 제2 선형 경계는 각각 길이를 갖고, 이러한 길이는 거의 동일하다. 일부 실시예에서, 제1 및 제2 선형 경계는 각각 길이를 갖고, 이러한 길이는 상이하다.
비-접착 영역, 구역, 또는 부분
위에 언급된 바와 같이, 본 명세서에 사용되는 바와 같이, 용어 "비-접착 영역"은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 1% 내지 약 100% 범위의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는 접착 물품의 하나 이상의 영역을 지칭한다.
일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 5% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 10% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 15% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 20% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 30% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 40% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 50% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 60% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 70% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 80% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 90% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다. 일부 실시예에서, 하나 이상의 비-접착 영역은 ASTM D3330/3330M-04(박리 접착력에 대한) 또는 ASTM D2979-01 (2009)(프로브 점착성)에 의해 측정될 때 접착 영역(들)에 비해 약 95% 이상의 접착 특성(박리 접착력 또는 점착성)의 감소를 갖는다.
일부 실시예에서, 비-접착 구역(들)은 접착 물품의 박리력이 접착 물품이 그것으로부터 박리되는 기재에 손상을 초래하는 임계치를 초과하지 않도록 접착 물품의 평균 박리력 및/또는 피크 박리력 중 적어도 하나를 낮추고/낮추거나 제어하는 위치를 갖고/갖거나 그러한 크기, 형상, 및/또는 기하학적 구조를 갖는다.
비-접착 영역은 임의의 원하는 크기를 가질 수 있다. 일부 실시예에서, 비-접착 영역은 약 60 ㎟ 내지 약 500,000 ㎟의 크기를 갖는다. 일부 실시예에서, 비-접착 영역은 60 ㎟ 초과 또는 85 ㎟ 초과 또는 100 ㎟ 초과 또는 150 ㎟ 초과 또는 200 ㎟ 초과 또는 300 ㎟ 초과 또는 400 ㎟ 초과 또는 500 ㎟ 초과 또는 600 ㎟ 초과 또는 750 ㎟ 초과 또는 1000 ㎟ 초과 또는 1500 ㎟ 초과 또는 2000 ㎟ 초과 또는 2500 ㎟ 초과 또는 3000 ㎟ 초과 또는 3500 ㎟ 초과 또는 4000 ㎟ 초과 또는 4500 ㎟ 초과 또는 5000 ㎟ 초과 또는 5500 ㎟ 초과 또는 10,000 ㎟ 초과 또는 50,000 ㎟ 초과 또는 100,000 ㎟ 초과 또는 200,000 ㎟ 초과 또는 300,000 ㎟ 초과 또는 400,000 ㎟ 초과인 크기를 갖는다. 일부 실시예에서, 비-접착 영역은 100 ㎟ 미만 또는 200 ㎟ 미만 또는 300 ㎟ 미만 또는 400 ㎟ 미만 또는 500 ㎟ 미만 또는 600 ㎟ 미만 또는 750 ㎟ 미만 또는 1000 ㎟ 미만 또는 1500 ㎟ 미만 또는 2000 ㎟ 미만 또는 2500 ㎟ 미만 또는 3000 ㎟ 미만 또는 3500 ㎟ 미만 또는 4000 ㎟ 미만 또는 4500 ㎟ 미만 또는 5000 ㎟ 미만 또는 5500 ㎟ 미만 또는 6000 ㎟ 미만 또는 10,000 ㎟ 미만 또는 50,000 ㎟ 미만 또는 100,000 ㎟ 미만 또는 200,000 ㎟ 미만 또는 300,000 ㎟ 미만 또는 400,000 ㎟ 미만인 크기를 갖는다.
비-접착 영역은 원하는 특성 및/또는 성능을 제공하는 임의의 원하는 형상을 가질 수 있다. 일부 실시예에서, 비-접착 영역은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는다. 일부 실시예에서, 비-접착 영역의 적어도 일부분이 만곡된다. 일부 그러한 실시예에서, 만곡된 형상의 곡률 반경은 약 2.5 mm 내지 약 25,000 nm이다. 일부 실시예에서, 비-접착 영역은 패턴을 형성한다.
일부 실시예에서, 비-접착 영역은 총 접착 물품 면적의 약 0.01% 내지 약 99%를 포함한다. 일부 실시예에서, 비-접착 영역은 총 물품 면적의 약 35% 내지 약 75%를 포함한다.
비-접착 영역, 구역, 또는 부분은 임의의 원하는 방식으로 형성될 수 있다. 예를 들어, 일부 실시예에서, 비-접착 영역은 접착제를 포함하지 않는다. 그러한 실시예는 접착제가 적용되지 않았기 때문에 또는 접착제가 제거되었기 때문에 접착제가 없을 수 있다. 예를 들어, 접착제가 주 표면 상에 코팅될 수 있고, 이어서 접착제 또는 주 표면의 일부분이 절제되거나 달리 제거될 수 있다. 대안적으로, 접착제는 패턴 코팅될 수 있다.
다른 실시예에서, 데드닝 층이 접착 영역의 일부분 위에 적용되어 비-접착 영역을 형성한다. 데드닝 재료는 접착 구역 내의 접착제의 접착성을 감소시키거나 제거한다. 예시적인 데드닝 재료는 예를 들어 글라스 버블(glass bubble), 필름, 투명 잉크, 용액(liquor) 및/또는 보다 낮은 접착력 특성을 가진 접착제를 포함한다. 일부 실시예에서, 데드닝 층은 약 1 nm 내지 약 1000 마이크로미터의 두께를 갖는다. 일부 실시예에서, 데드닝 층은 약 1 nm 내지 약 100 마이크로미터의 두께를 갖는다. 일부 실시예에서, 데드닝 층은 약 100 nm 내지 약 50 마이크로미터의 두께를 갖는다. 일부 실시예에서, 비-접착 구역 내의 접착제는 그의 접착성을 감소시키거나 제거하는 방식으로 처리된다. 일부 예시적인 처리는 예를 들어 방사선, UV 노출, 전자빔, 또는 접착제를 가교결합시키거나 탈점착화시키는 다른 수단을 포함한다. 일부 실시예에서, 보다 낮은 접착력을 가진 제2 접착제가 비-접착 구역 내에 존재한다.
고 및 저 강성 영역
본 명세서에 사용되는 바와 같이, 용어 "강성"은 힘이 물체(body)에 인가될 때 물체의 굽힘 저항을 지칭한다. 고 강성은 일반적으로 큰 힘이 작은 편향 또는 변위를 생성하는 것을 의미한다. 강성은 예를 들어 영 계수 및 단면 두께에 의존한다. 접착식 장착 조립체의 강성은 단면 두께 및 영 계수의 조합에 의해 한정된다. 예시적인 장착 조립체 두께는 약 0.1 밀 내지 약 100 밀의 두께를 포함한다. 본 명세서에 기술된 장착 조립체의 예시적인 영 계수는 ASTM D638에 따라 측정된 약 100 PSA 내지 약 15,000 PSI이다.
본 명세서에 사용되는 바와 같이, 용어 "고 강성 영역"은 접착식 장착 조립체의 "저 강성 영역"보다 약 5% 이상 더 큰 강성을 갖는 영역을 지칭한다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 약 5% 내지 약 10,000% 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 50% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 100% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 1000% 이상 더 큰 강성을 갖는다. 일부 실시예에서, 고 강성 영역은 저 강성 영역의 강성보다 5000% 이상 더 큰 강성을 갖는다.
일부 실시예에서, 보다 낮은 강성의 영역(들)은 ASTM D638에 의해 측정될 때 약 600 PSI 내지 약 1500 PS의 영 계수를 갖는다. 일부 실시예에서, 보다 높은 강성의 영역은 ASTM D638-14에 따라 측정된 약 660 PSI 내지 약 2000 PSI의 영 계수를 갖는다.
일부 실시예에서, 보다 높은 강성의 영역은 ASTM D638-14 또는 ASTM D412-06a에 따라 측정된 약 100 psi 이상의 영 계수를 갖는다. 일부 실시예에서, 보다 높은 강성의 영역은 ASTM E111-04에 따라 측정된 약 30,000,000 psi 이하의 영 계수를 갖는다. 일부 실시예에서, 보다 높은 강성의 영역은 ASTM D638-14 또는 ASTM D412-06a에 따라 측정된 약 50,000 psi 내지 약 200,000 psi의 영 계수를 갖는다.
일부 실시예에서, 보다 높은 강성의 영역은 보다 낮은 강성 또는 단면 계수(section modulus)의 영역의 강성 또는 탄성 계수보다 1.01배 이상 더 큰 강성을 갖는다. 일부 실시예에서, 보다 높은 강성 또는 단면 계수의 영역은 보다 낮은 강성의 영역의 강성보다 약 1.5, 약 1.75, 약 2, 약 3, 약 4, 약 5, 약 6, 약 7, 약 8, 약 9, 약 10, 약 20, 약 30, 약 40, 약 50, 약 60, 약 70, 약 80, 약 90, 약 100, 약 500, 약 1000, 약 5,000, 약 10,000, 약 20,000, 약 30,000, 약 40,000, 또는 약 50,000배 더 큰 단면 계수의 강성을 갖는다.
장착 장치
장착 장치는 임의의 원하는 재료, 크기, 또는 형상으로 제조될 수 있다. 일부 예시적인 재료는 플라스틱, 금속, 고무, 유리, 목재, 세라믹, 직물 등을 포함한다. 예시적인 장착 장치는 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅, 및 루프를 포함한다.
예를 들어 본 명세서에 기술된 것들 중 임의의 것을 포함하는 임의의 알려진 장착 장치가 사용될 수 있다. 일부 실시예에서, 장착 장치는 네일(nail)과 유사하다. 일부 실시예에서, 장착 장치는 걸이용 표면(hanging surface)으로서의 역할을 하는 단일 외향 돌출부를 갖는다. 일부 실시예에서, 장착 장치는 걸이용 표면으로서의 역할을 하는 다수의 외향 돌출부를 갖는다. 일부 실시예에서, 장착 장치는 예컨대 박스(box) 또는 캐디(caddy)(그러나 이에 제한되지 않음) 내에 하나 이상의 물품을 유지시킬 수 있는 형상으로 성형된다. 일부 실시예에서, 장착 장치는 선반(shelf), 레지(ledge), 또는 랙(rack)이다. 일부 실시예에서, 장착 장치는 바(bar)(여기서 바는 직선형이거나 만곡될 수 있음) 또는 실질적으로 링(여기서 바는 기재 표면에 평행하게 또는 수직하게 장착될 수 있음)이다. 일부 실시예에서, 장착 장치는 물품을 장착하거나 걸기 위해 다수의 방법을 사용한다. 하기 장착 장치들 중 임의의 것이 본 개시 내용의 접착 물품과 함께 사용하기에 적합할 수 있다: 출원 제62/289,474호(본 양수인에게 양도됨), 미국 특허 제5,409,189호(루만(Luhmann)), 미국 특허 제5,989,708호(크레켈(Kreckel)), 제8,708,305호(맥그리비(McGreevy)), 미국 특허 제5,507,464호(하메르스키(Hamerski) 등), 미국 특허 제5,967,474호(도칸토(DoCanto) 등), 미국 특허 제6,082,686호(슈만(Schumann)), 미국 특허 제6,131,864호(슈만), 미국 특허 제6,811,126호(요한슨(Johansson) 등), 미국 특허 제D665,653호, 및 미국 특허 제7,028,958호(피첸(Pitzen) 등). 장착 장치는 기재에 장착될 임의의 물체일 수 있다.
일부 실시예에서, 장착 장치는 열가소성 중합체로부터 제조된다. 일부 실시예에서, 장착 장치는 열경화성 중합체로부터 제조된다. 일부 실시예에서, 장착 장치는 폴리올레핀 재료를 사용하여 제조된다. 일부 실시예에서, 장착 장치는 폴리카르보네이트 재료를 사용하여 제조된다. 일부 실시예에서, 장착 장치는 내충격성(high-impact) 폴리스티렌을 사용하여 제조된다. 일부 실시예에서, 장착 장치는 아크릴로니트릴-부타디엔-스티렌(ABS) 삼원공중합체를 사용하여 제조된다. 일부 실시예에서, 장착 장치는 2개 이상의 중합체 재료를 사용하여 제조된다. 일부 실시예에서, 장착 장치는 금속으로부터 제조된다. 일부 실시예에서, 장착 장치는 스테인리스 강으로부터 제조된다. 일부 실시예에서, 금속은 그의 외양을 변경시키기 위해 페인팅되거나, 글레이징되거나(glazed), 염색되거나(stained), 브러싱되거나(brushed), 코팅된다. 일부 실시예에서, 장착 장치는 세라믹으로부터 제조된다. 일부 실시예에서, 장착 장치는 글레이징된 세라믹으로부터 제조된다. 일부 실시예에서, 장착 장치는 비글레이징된 세라믹으로부터 제조된다. 일부 실시예에서, 장착 장치는 목재, 대나무, 파티클 보드(particle board), 천, 캔버스(canvas), 또는 생물학적 소스(biological source)로부터 유래된 것 등과 같은 천연-기반 재료로 구성된다. 일부 실시예에서, 천연-기반 재료는 그들의 외양을 변화시키기 위해 페인팅되거나, 글레이징되거나, 염색되거나, 코팅될 수 있다. 일부 실시예에서, 장착 장치는 위의 목록으로부터의 2개 이상의 재료를 사용하여 제조된다. 일부 실시예에서, 장착 장치는 가역적으로 또는 비가역적으로 함께 부착, 결합 또는 용접되는 2개의 피스로부터 제조된다.
접착 물품
본 개시 내용의 일부 접착 물품은 우수한 전단 강도를 갖는다. 본 개시 내용의 일부 실시예는 ASTM D3654M에 따라 측정될 때 1800분 초과의 전단 강도를 갖는다. 본 개시 내용의 일부 실시예는 ASTM D3654M에 따라 측정될 때 10,000분 초과의 전단 강도를 갖는다.
일부 실시예에서, 접착 물품은 약 0.1 밀 내지 약 250 밀인 두께를 갖는다. 일부 실시예에서, 두께는 0.1 밀 초과, 1 밀 초과, 5 밀 초과, 10 밀 초과, 15 밀 초과, 20 밀 초과, 25 밀 초과, 50 밀 초과, 75 밀 초과, 100 밀 초과, 150 밀 초과, 200 밀 초과이다. 일부 실시예에서, 두께는 250 밀 미만, 225 밀 미만, 200 밀 미만, 175 밀 미만, 150 밀 미만, 100 밀 미만, 75 밀 미만, 50 밀 미만, 25 밀 미만, 20 밀 미만, 15 밀 미만, 또는 10 밀 미만이다.
일부 실시예에서, 접착 물품은 접착 물품의 평균 박리력의 약 0.1% 내지 300%의 박리 개시력(peel initiation force)을 갖는다. 일부 실시예에서, 박리력은 접착 물품을 따른 모든 지점에서 30 oz/인치 미만이다.
일부 실시예에서, 본 개시 내용의 접착 물품은 종래 기술의 접착식 장착 물품보다 향상된 기재 또는 표면에 대한 순응성을 나타낸다. 일부 실시예에서, 본 개시 내용의 접착 물품은 기재 또는 표면에 접착되거나 부착될 때 종래 기술의 접착식 장착 물품보다 더 많은 중량을 유지한다. 일부 실시예에서, 본 개시 내용의 접착 물품은 기재 또는 표면에 접착되거나 부착될 때 종래 기술의 접착식 장착 물품보다 더 긴 기간 동안 더 많은 중량(하중/면적)을 유지한다. 일부 실시예에서, 본 개시 내용의 접착 물품은 종래 기술의 접착식 장착 물품보다 더 긴 기간 동안 텍스처화된, 거친, 또는 불규칙한 표면에 접착되어 유지된다. 일부 실시예에서, 본 개시 내용의 접착 물품은 텍스처화된, 거친, 또는 불규칙한 표면에 접착될 때 종래 기술의 접착식 장착 물품보다 더 높은 양의 중량을 유지한다.
일부 실시예에서, 접착 물품은 실질적으로 광학적으로 투명하다. 일부 실시예는 ASTM D1003-13에 기재된 방법을 사용하여 측정될 때 약 50% 이상의 광 투과율을 갖는다. 일부 실시예는 ASTM D1003-13에 기재된 방법을 사용하여 측정될 때 약 75% 이상의 광 투과율을 갖는다. 일부 실시예는 40% 이하의 탁도를 갖는다. 일부 실시예는 ASTM D1003-13에 기재된 방법을 사용하여 측정될 때 20% 이하의 탁도를 갖는다.
일부 실시예에서, 접착 물품은 실질적으로 불투명하다.
일부 실시예에서, 접착 물품은 약 2 밀 내지 약 250 밀인 두께를 갖는다. 일부 실시예에서, 두께는 3 밀 초과, 4 밀 초과, 5 밀 초과, 8 밀 초과, 10 밀 초과, 12 밀 초과, 15 밀 초과, 또는 20 밀 초과이다. 일부 실시예에서, 두께는 40 밀 미만, 38 밀 미만, 35 밀 미만, 33 밀 미만, 30 밀 미만, 28 밀 미만, 25 밀 미만, 22 밀 미만, 또는 20 밀 미만이다.
일부 실시예에서, 박리력은 접착 물품을 따른 모든 지점에서 30 oz/인치 미만이다. 본 개시 내용의 일부 접착식 조립체는 접착식 조립체를 제거하기에 보다 용이하게 하기 위해 보다 낮은 박리력(예컨대, 약 25 oz/in 내지 약 50 oz/in의 힘)을 갖는다. 본 개시 내용의 일부 접착식 조립체는 우발적인 분리 없이 사용자에 의한 접착 물품의 취급을 허용하기 위해 보다 높은 박리력(예컨대, 약 50 oz/in 내지 100 oz/in의 힘)을 가질 수 있다. 본 개시 내용의 일부 실시예는 약 20 oz/in 내지 90 oz/in의 박리력을 갖는다. 본 개시 내용의 일부 실시예는 약 30 oz/in 내지 70 oz/in의 박리력을 갖는다. 본 개시 내용의 일부 접착 물품은 하나 이상의 방향으로 50% 초과의 파단 연신율(elongation at break)을 갖는다. 본 개시 내용의 일부 접착식 조립체는 하나 이상의 방향으로 약 50% 내지 약 1200%의 파단 연신율을 갖는다.
일부 실시예에서, ASTM D638-14 및/또는 ASTM D412-06a에 따라 측정될 때 접착 물품을 10%의 인장 연신율(tensile elongation)로 변형시키는 데 인치 폭당 약 1 N 내지 약 50 N의 힘이 필요하다. 일부 실시예에서, ASTM D638-14 및/또는 ASTM D412-06a에 따라 측정될 때 접착 물품을 10%의 인장 연신율로 변형시키는 데 인치 폭당 약 2 N 내지 약 30 N의 힘이 필요하다. 일부 실시예에서, ASTM D638-14 및/또는 ASTM D412-06a에 따라 측정될 때 접착 물품을 10%의 인장 연신율로 변형시키는 데 인치 폭당 약 3 N 내지 약 15 N의 힘이 필요하다.
일부 실시예에서, 접착 물품은 400% 이상의 파단 연신율을 갖는다.
일부 실시예에서, 접착 물품은 분리가능 커넥터(separable connector)를 추가로 포함할 수 있다. 일부 예시적인 분리가능 커넥터가 예를 들어 모두 전체적으로 본 명세서에 참고로 포함되는 미국 특허 제6,572,945호; 제7,781,056호; 제6,403,206호; 및 제6,972,141호에 기술된다.
제조 방법
본 명세서에 기술된 접착식 장착 조립체는 다양한 방식으로 제조될 수 있다. 일부 실시예에서, 접착제는 배킹의 주 표면 상에 직접 코팅될 수 있다. 다른 실시예에서, 접착제는 별개의 층으로서 형성된(예컨대, 이형 라이너 상에 코팅된) 다음에 배킹에 라미네이팅될 수 있다.
접착제는 접착제를 제조하기 위한 다양한 통상적인 방법을 사용하여 제조될 수 있다. 예를 들어, 접착제 조성물은 이형 라이너 상에 코팅될 수 있거나, 배킹 상에 직접 코팅될 수 있거나, 별개의 층으로 형성된(예컨대, 이형 라이너 상에 코팅된) 다음에 배킹에 라미네이팅될 수 있다. 일부 실시예에서, 접착제는 배킹과 동시에 형성될 수 있다. 예를 들어, 그 중 적어도 하나가 접착제인 적어도 2개의 층으로 구성되는 다층 필름이 공압출될 수 있다. 일부 실시예에서, 이러한 구조체는 주조 또는 블로운(blown) 필름 구성으로 형성될 수 있다.
배킹에 대한 접착제 조성물의 접착력을 개선하기 위해, 배킹은 배킹 상에 접착제 조성물을 적용, 예컨대 코팅 또는 라미네이팅하기 전에 사전처리될 수 있다. 적합한 처리의 예는 코로나 방전, 플라즈마 방전, 화염 처리, 전자빔 조사, 자외선(UV) 방사, 산 에칭, 화학적 프라이밍(priming) 및 이들의 조합을 포함한다. 처리는 선택적으로, 예컨대 하이드록시에틸아크릴레이트, 또는 하이드록시에틸 메타크릴레이트, 또는 저 분자량의 다른 반응성 화학종을 포함하는 반응성 화학적 접착 촉진제로 수행될 수 있다.
일부 실시예에서, 접착제의 적용은 원하는 비-접착 구역이 주 표면 상에 존재하게 한다(예컨대, 접착제는 소정 구역이 단순히 접착제가 없도록 원하는 분포로 패턴 코팅됨). 다른 실시예에서, 제조 방법은 필수 비-접착 요소 또는 영역을 생성하기 위해 접착제에 적용되는 데드닝 재료를 포함한다. 데드닝 재료는 접착제가 코팅되거나 달리 배킹에 부착되기 전에 배킹에 적용될 수 있으며, 따라서 데드닝 재료는 배킹과 접착제 사이에 존재한다. 다른 실시예에서, 데드닝 재료는 배킹 반대편의 접착제의 표면에 적용된다.
소정 실시예에서, 데드닝 재료(예컨대, 잉크 패턴의 인쇄)는 이형 라이너 상에 침착되고 접착제 층으로 전사될 수 있다. 소정 실시예에서, 이형 라이너는 접착제의 외부 표면을 덮고 보호하도록 제공되며, 이 경우에 데드닝 재료는 이형 라이너가 접착제로부터 박리될 때 데드닝 재료가 접착제와 함께 잔류하도록 그 내부에 적어도 부분적으로 매립된다. 접착제 층으로부터 이형 라이너를 박리하는 것은 변형된 접착 기능을 갖는 선택된 구역을 동시에 생성할 수 있다.
사용 방법
본 개시 내용의 접착식 장착 물품은 다양한 방식으로 사용될 수 있다. 일부 실시예에서, 배킹은 피착물에 적용되거나, 부착되거나, 그 내부로 압착된다. 이러한 방식으로, 배킹은 피착물과 접촉한다. 이형 라이너가 존재하는 경우에, 이형 라이너는 배킹이 피착물에 적용되거나, 부착되거나, 그 내부로 압착되기 전에 제거된다. 일부 실시예에서, 배킹이 피착물에 적용되거나, 부착되거나, 그 상으로 압착되기 전에 피착물의 적어도 일부분이 알코올로 닦인다.
일부 실시예에서, 피착물로부터 배킹을 제거하기 위해, 배킹의 적어도 일부분이 피착물로부터 박리된다. 탭이 존재하는 실시예에서, 사용자는 탭을 파지하고 그것을 사용하여 피착물로부터 배킹을 박리시킬 수 있다.
일부 실시예에서, 피착물로부터 접착 물품을 제거하는 것은 테이프를 박리 각도로 박리시킴으로써 수행될 수 있다. 일부 실시예에서, 박리 각도는 예를 들어 90o 이상이다. 일부 실시예에서, 박리 각도는 90o 미만일 수 있다. 적절한 박리 각도에서의 제거는 상당한 또는 뚜렷한 접착제 잔류물을 남기지 않고 기재의 표면이 손상되는 것을 방지할 수 있다.
일부 실시예에서, 피착물로부터 배킹을 제거하기 위해, 배킹의 적어도 일부분이 피착물로부터 박리된다. 탭이 존재하는 실시예에서, 사용자는 탭을 파지하고 그것을 사용하여 피착물로부터 배킹을 박리시킬 수 있다. 일부 실시예에서, 피착물로부터 배킹을 제거하기 위해, 배킹의 적어도 일부분이 피착물로부터 박리되고 신장 이형된다.
일부 실시예에서, 피착물이 접착되는 표면은 건식벽체, 유리, 타일, 페인트, 베니어(veneer), 목재, 또는 다른 통상적인 주택 표면 중 적어도 하나이다. 일부 실시예에서, 표면은 페인팅된다. 일부 실시예에서, 표면은 저 또는 무 VOC 페인트로 페인팅된다.
본 개시 내용의 이점은 하기 예에 의해 추가로 예시되지만, 이들 예에 언급된 특정 재료 및 그의 양뿐만 아니라 다른 조건 및 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안 된다. 달리 지시되지 않는 한, 모든 부 및 백분율은 중량 기준이다.
실시예
1. 접착식 장착 조립체로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹; 배킹의 제1 주 평면형 표면 상의 제1 및 제2 접착 영역들 - 제1 및 제2 접착 영역들은 각각 접착 특성들을 나타냄 -; 및 배킹의 제2 주 평면형 표면에 인접한 장착 장치 - 장착 장치는 장착 장치 구역을 가짐 - 를 포함하고, 장착 장치 구역의 적어도 일부분과 실질적으로 정렬되거나 그것에 인접한 제1 주 표면의 구역이 현저한 접착 특성들이 없는 비-접착 영역이고, 비-접착 영역은 제1 접착 영역과 제2 접착 영역 사이에 있고/있거나 제1 접착 영역과 제2 접착 영역에 인접한, 접착식 장착 조립체.
2. 접착식 장착 조립체로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹; 배킹의 제1 주 평면형 표면 상의 제1 접착 영역 - 제1 접착 영역은 접착 특성들을 나타냄 -; 배킹의 제1 주 평면형 표면 상의 제2 접착 영역 - 제2 접착 영역은 접착 특성들을 나타냄 -; 배킹의 제1 주 평면형 표면 상의 비-접착 영역 - 비-접착 영역은 현저한 접착 특성들이 없고, 제1 접착 영역과 제2 접착 영역 사이에 또는 제1 접착 영역과 제2 접착 영역에 인접하게 위치됨 -; 및 배킹에 인접한 장착 장치를 포함하고, 비-접착 영역은 장착 장치에 인접하거나 장착 장치와 정렬되는, 접착식 장착 조립체.
3. 실시예 1 또는 실시예 2에 있어서, 장착 장치는 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅, 루프, 또는 탈착가능 기계식 체결구 중 적어도 하나인, 접착식 장착 조립체.
4. 선행하는 실시예들 중 어느 한 실시예에 있어서, 접착 영역은 천연 고무, 합성 고무, 예컨대 SBS, SIS, SEBS, 아크릴레이트, 폴리우레탄, 실리콘, 실리콘 블록 공중합체, 및 이들의 조합 중 적어도 하나를 포함하는 접착제를 포함하는, 접착식 장착 조립체.
5. 선행하는 실시예들 중 어느 한 실시예에 있어서, 접착 영역은 테르펜 페놀, 폴리테르펜, 로진 에스테르, 로진산, C5 점착부여제, 및/또는 C9 점착부여제로 본질적으로 구성되는 목록으로부터 선택되는 점착부여제를 포함하는 접착제를 포함하는, 접착식 장착 조립체.
6. 선행하는 실시예들 중 어느 한 실시예에 있어서, 배킹은 플라스틱, 금속, 종이, 부직포 재료, 직포 재료, 발포체, 및/또는 필라멘트 보강 재료 중 적어도 하나를 포함하는, 접착식 장착 조립체.
7. 선행하는 실시예들 중 어느 한 실시예에 있어서, 배킹은 단일 층 필름 또는 다층 필름 중 적어도 하나인, 접착식 장착 조립체.
8. 선행하는 실시예들 중 어느 한 실시예에 있어서, 고 강성 영역은 접착식 장착 조립체의 저 강성 영역의 강성보다 약 5% 이상 더 큰 강성을 갖는, 접착식 장착 조립체.
9. 선행하는 실시예들 중 어느 한 실시예에 있어서, 배킹은 10% 변형률에서 1 내지 99%의 탄성 복원율을 나타내는, 접착식 장착 조립체.
10. 선행하는 실시예들 중 어느 한 실시예에 있어서, 배킹은 20% 변형률에서 1 내지 99%의 탄성 복원율을 나타내는, 접착식 장착 조립체.
11. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 접착제의 접착 특성들을 실질적으로 감소시키는 데드닝 층을 포함하고, 데드닝 층은 접착제에 인접하게 위치되는, 접착식 장착 조립체.
12. 실시예 11에 있어서, 데드닝 층은 약 0.1 밀 내지 약 10 밀의 두께를 갖는, 접착식 장착 조립체.
13. 실시예 11 및 실시예 12 중 어느 한 실시예에 있어서, 데드닝 층은 코팅, 필름, 잉크, 래커, 및/또는 방사선에 의해 개시되는 화학 반응 중 적어도 하나를 포함하는, 접착식 장착 조립체.
14. 실시예 1에 있어서, 비-접착 영역은 크기를 갖고, 비-접착 영역 크기는 장착 장치의 크기의 10% 이내인, 접착식 장착 조립체.
15. 실시예 1에 있어서, 장착 장치에 인접하거나 장착 장치와 정렬되는 비-접착 영역은 크기를 갖고, 비-접착 영역의 크기는 장착 장치 및/또는 장착 장치 구역의 크기의 5% 이내인, 접착식 장착 조립체.
16. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 큰, 접착식 장착 조립체.
17. 실시예 16에 있어서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 10% 초과로 더 큰, 접착식 장착 조립체.
18. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기보다 작은, 접착식 장착 조립체.
19. 실시예 18에 있어서, 비-접착 영역은 장착 장치 및/또는 장착 장치 구역의 크기의 95% 미만인 크기를 갖는, 접착식 장착 조립체.
20. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 약 60 ㎟ 내지 약 100,000 ㎟의 크기를 갖는, 접착식 장착 조립체.
21. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는, 접착식 장착 조립체.
22. 실시예 21에 있어서, 접착제는 박리가능한, 접착식 장착 조립체.
23. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 백분율을 포함하는, 접착식 장착 조립체.
24. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 총 접착 물품 면적의 약 15% 내지 약 45%의 백분율을 포함하는, 접착식 장착 조립체.
25. 선행하는 실시예들 중 어느 한 실시예에 있어서, 접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 면적 백분율을 포함하는, 접착식 장착 조립체.
26. 선행하는 실시예들 중 어느 한 실시예에 있어서, 접착 영역은 총 접착 물품 면적의 약 20% 내지 약 80%의 백분율을 포함하는, 접착식 장착 조립체.
27. 선행하는 실시예들 중 어느 한 실시예에 있어서, 접착 영역은 배킹의 서로 반대편에 있는 제1 측부 단부와 제2 측부 단부 사이에서 연장되는 폭을 갖고, 접착 영역의 폭은 접착 영역이 탭 및/또는 배킹의 제1 종단 단부에 접근함에 따라 감소하는, 접착식 장착 조립체.
28. 선행하는 실시예들 중 어느 한 실시예에 있어서, 배킹은 약 0.1 밀 내지 약 100 밀의 두께를 갖는, 접착식 장착 조립체.
29. 선행하는 실시예들 중 어느 한 실시예에 있어서, 장착 장치는 0.3 파운드 이상을 유지할 수 있는, 접착식 장착 조립체.
30. 선행하는 실시예들 중 어느 한 실시예에 있어서, 비-접착 영역은 (1) 감압 접착제가 없는 것; (2) 비-접착 영역에서 감압 접착제의 접착력을 최소화시키거나 제거하는 데드닝 층을 포함하는 것; 및/또는 (3) 접착제 열화 과정을 받은 것 중 적어도 하나인, 접착식 장착 조립체.
31. 실시예 30에 있어서, 접착제 열화 과정은 방사선 노출, UV, 전자빔, 또는 다른 화학적 변형들 중 하나인, 접착식 장착 조립체.
32. 선행하는 실시예들 중 어느 한 실시예에 있어서, 조립체는 제곱 인치당 1 lb 이상의 전단 성능을 갖는, 접착식 장착 조립체.
33. 접착식 장착 조립체로서, 보다 낮은 강성 또는 탄성 계수의 영역; 보다 높은 강성 또는 탄성 계수의 영역을 포함하고, 보다 낮은 강성 또는 탄성 계수의 영역은 접착 특성들을 나타내는 접착 영역에 인접하고, 보다 높은 강성 또는 탄성 계수의 영역은 현저한 접착 특성들을 나타내지 않는 비-접착 영역에 인접한, 접착식 장착 조립체.
34. 실시예 33에 있어서, 보다 높은 강성 또는 탄성 계수의 영역은 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅, 및 루프 중 적어도 하나인 장착 장치를 포함하는, 접착식 장착 조립체.
35. 실시예 33 또는 실시예 34 중 어느 한 실시예에 있어서, 보다 낮은 강성의 영역은 ASTM D638에 의해 측정될 때 약 600 PSI 내지 약 1500 PSI의 영 계수를 갖는, 접착식 장착 조립체.
36. 실시예 33 내지 실시예 35 중 어느 한 실시예에 있어서, 보다 높은 강성의 영역은 ASTM D638에 의해 측정될 때 약 660 PSI 내지 약 2000 PSI의 영 계수를 갖는, 접착식 장착 조립체.
37. 실시예 33 내지 실시예 36 중 어느 한 실시예에 있어서, 접착 영역은 천연 고무, 합성 고무, 예컨대 SBS, SIS, SEBS, 아크릴레이트, 폴리우레탄, 실리콘, 실리콘 블록 공중합체, 및 이들의 조합 중 적어도 하나를 포함하는 접착제를 포함하는, 접착식 장착 조립체.
38. 실시예 33 내지 실시예 37 중 어느 한 실시예에 있어서, 접착 영역은 테르펜 페놀, 폴리테르펜, 로진 에스테르, 로진산, C5 점착부여제, 및/또는 C9 점착부여제로 본질적으로 구성되는 목록으로부터 선택되는 점착부여제를 포함하는 접착제를 포함하는, 접착식 장착 조립체.
39. 실시예 33 내지 실시예 38 중 어느 한 실시예에 있어서, 비-접착 영역들 중 적어도 하나는 접착제의 접착 특성들을 실질적으로 감소시키는 데드닝 층을 포함하고, 데드닝 층은 접착제에 인접하게 위치되는, 접착식 장착 조립체.
40. 실시예 39에 있어서, 데드닝 층은 약 0.0001 밀 내지 약 10 밀의 두께를 갖는, 접착식 장착 조립체.
41. 실시예 39 및 실시예 40 중 어느 한 실시예에 있어서, 데드닝 층은 코팅, 필름, 잉크, 래커, 및/또는 방사선에 의해 개시되는 화학 반응 중 적어도 하나를 포함하는, 접착식 장착 조립체.
42. 실시예 33에 있어서, 비-접착 영역은 비-접착 영역 크기를 갖고, 장착 장치는 장착 장치 크기를 가지며, 비-접착 영역 크기는 장착 장치 크기의 10% 이내인, 접착식 장착 조립체.
43. 실시예 33에 있어서, 비-접착 영역은 비-접착 영역 크기를 갖고, 장착 장치는 장착 장치 크기를 가지며, 비-접착 영역 크기는 장착 장치 크기의 5% 이내인, 접착식 장착 조립체.
44. 실시예 42 또는 실시예 43에 있어서, 비-접착 영역 크기는 장착 장치 크기보다 큰, 접착식 장착 조립체.
45. 실시예 42 또는 실시예 43에 있어서, 비-접착 영역은 장착 장치 크기보다 작은, 접착식 장착 조립체.
46. 실시예 33 내지 실시예 45 중 어느 한 실시예에 있어서, 비-접착 영역은 약 60 ㎟ 내지 약 10,000 ㎟의 크기를 갖는, 접착식 장착 조립체.
47. 실시예 33 내지 실시예 46 중 어느 한 실시예에 있어서, 비-접착 영역은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는, 접착식 장착 조립체.
48. 실시예 33 내지 실시예 47 중 어느 한 실시예에 있어서, 접착제는 박리가능한, 접착식 장착 조립체.
49. 실시예 33 내지 실시예 48 중 어느 한 실시예에 있어서, 비-접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 백분율을 포함하는, 접착식 장착 조립체.
50. 실시예 33 내지 실시예 49 중 어느 한 실시예에 있어서, 비-접착 영역은 총 접착 물품 면적의 약 15% 내지 약 45%의 백분율을 포함하는, 접착식 장착 조립체.
51. 실시예 33 내지 실시예 50 중 어느 한 실시예에 있어서, 접착 영역은 총 접착 물품 면적의 약 10% 내지 약 90%의 면적 백분율을 포함하는, 접착식 장착 조립체.
52. 실시예 33 내지 실시예 51 중 어느 한 실시예에 있어서, 접착 영역은 총 접착 물품 면적의 약 20% 내지 약 80%의 백분율을 포함하는, 접착식 장착 조립체.
53. 실시예 33 내지 실시예 52 중 어느 한 실시예에 있어서, 장착 장치는 0.3 파운드 이상을 유지할 수 있는, 접착식 장착 조립체.
54. 실시예 33 내지 실시예 53 중 어느 한 실시예에 있어서, 비-접착 영역들은 (1) 감압 접착제가 없는 것; (2) 비-접착 영역에서 감압 접착제의 접착력을 최소화시키거나 제거하는 데드닝 층을 포함하는 것; 및/또는 (3) 접착제 열화 과정을 받은 것 중 적어도 하나인, 접착식 장착 조립체.
55. 실시예 54에 있어서, 접착제 열화 과정은 방사선 노출, UV, 전자빔, 또는 화학적 변형 중 하나인, 접착식 장착 조립체.
56. 접착식 장착 장치를 형성하는 방법으로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 평면형 표면들; 및 제1 및 제2 종단 단부들을 포함하는 배킹을 제공하는 단계; 배킹의 제1 주 평면형 표면 상에 제1 접착 영역 및 제2 접착 영역을 형성하는 단계 - 제1 및 제2 접착 영역들은 박리가능 접착제를 포함함 -; 및 배킹의 제1 주 평면형 표면에 인접하게 장착 장치를 제공하는 단계를 포함하고, 제1 주 평면형 표면 상의 비-접착 영역은 장착 장치에 인접하거나 장착 장치와 정렬되고, 제1 접착 영역과 제2 접착 영역 사이에 있거나 제1 접착 영역과 제2 접착 영역 각각에 인접한, 방법.
57. 접착식 장착 장치를 형성하는 방법으로서, 두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 평면형 표면들; 및 제1 및 제2 종단 단부들을 포함하는 배킹을 제공하는 단계; 배킹의 제1 주 평면형 표면 상에 제1 접착 영역 및 제2 접착 영역을 형성하는 단계 - 제1 및 제2 접착 영역들은 박리가능 접착제를 포함함 -; 및 배킹의 제2 주 평면형 표면에 인접하게 장착 장치를 제공하는 단계를 포함하고, 장착 장치 구역의 적어도 일부분과 실질적으로 정렬되거나 그것에 인접한 제1 주 표면의 구역이 비-접착 영역이고, 비-접착 영역은 제1 접착 영역과 제2 접착 영역 사이에 있거나 제1 접착 영역과 제2 접착 영역 각각에 인접한, 방법.
58. 실시예 56 또는 실시예 57에 있어서, 제1 및 제2 접착 영역들을 형성하는 단계는 배킹의 제1 주 평면형 표면 상에 박리가능 접착제를 적용하는 단계를 포함하는, 방법.
59. 실시예 56 내지 실시예 58 중 어느 한 실시예에 있어서, 제1 및 제2 접착 영역들을 형성하는 단계는 감압 접착제의 접착력을 최소화시키거나 제거하는 데드닝 층을 포함시키는 단계를 포함하는, 방법.
60. 실시예 56 내지 실시예 59 중 어느 한 실시예에 있어서, 제1 및 제2 접착 영역들을 형성하는 단계는 접착제를 다이커팅(diecutting)하는 단계를 포함하는, 방법.
61. 실시예 56 내지 실시예 60 중 어느 한 실시예에 있어서, 제1 및 제2 접착 영역들을 형성하는 단계는 비-접착 영역들에서 감압 접착제를 열화시키는 단계를 포함하는, 방법.
62. 실시예 56 내지 실시예 61 중 어느 한 실시예에 있어서, 감압 접착제를 열화시키는 단계는 방사선 노출, 화학적 열화, 및 기계적 열화 중 적어도 하나를 수반하는, 방법.
63. 실시예 56 내지 실시예 61 중 어느 한 실시예에 있어서, 제1 및 제2 접착 영역들은 하나의 연속적인 접착 영역의 일부인, 방법.
64. 접착식 장착 장치를 사용하는 방법으로서, 실시예 1 내지 실시예 55 중 어느 한 실시예의 접착식 장착 조립체를 표면에 접착하는 단계; 및 표면으로부터 접착 물품을 제거하는 단계를 포함하는, 방법.
65. 실시예 64에 있어서, 접착식 장착 조립체를 표면에 접착하기 전에 접착식 장착 조립체로부터 이형 라이너를 제거하는 단계를 추가로 포함하는, 방법.
66. 실시예 64 또는 실시예 65 중 어느 한 실시예에 있어서,
접착식 장착 조립체의 탭 부분을 파지하고 표면으로부터 접착식 장착 조립체를 제거하는 과정을 시작하거나 진행하기 위해 탭 부분을 들어올리는 단계를 추가로 포함하는, 방법.
67. 실시예 64 내지 실시예 66 중 어느 한 실시예에 있어서, 표면으로부터의 접착 물품의 제거는 표면으로부터 접착 물품을 박리시키는 단계를 수반하는, 방법.
68. 실시예 64 내지 실시예 67 중 어느 한 실시예에 있어서, 표면으로부터의 접착 물품의 제거는 표면으로부터 접착 물품을 신장 이형시키는 단계를 수반하는, 방법.
69. 실시예 64 내지 실시예 68 중 어느 한 실시예에 있어서, 표면은 건식벽체, 유리, 타일, 페인트, 베니어, 목재 등 중 적어도 하나인, 방법.
종점에 의한 모든 수치 범위의 언급은 그 범위 내에 포함되는 모든 수를 포함하도록 의도된다(즉, 범위 1 내지 10은 예를 들어 1, 1.5, 3.33, 및 10을 포함함).
설명에서 그리고 청구범위에서 용어 제1, 제2, 제3 등은 유사한 요소들을 구별하기 위해 사용되며, 반드시 순차적 또는 연대기적 순서를 기술하기 위한 것은 아니다. 그와 같이 사용되는 용어는 적절한 상황 하에서 상호교환가능하며, 본 명세서에 기술된 본 발명의 실시예는 본 명세서에 기술되거나 예시된 것 이외의 순서로 작용할 수 있는 것으로 이해되어야 한다.
또한, 설명 및 청구범위에서 용어 상부, 저부, 위, 아래 등은 설명적인 목적을 위해 사용되며, 반드시 상대적인 위치를 기술하기 위한 것은 아니다. 그와 같이 사용되는 용어는 적절한 상황 하에서 상호교환가능하며, 본 명세서에 기술된 본 발명의 실시예는 본 명세서에 기술되거나 예시된 것 이외의 배향으로 작용할 수 있는 것으로 이해되어야 한다.
본 명세서에 언급된 모든 참고 문헌은 전체적으로 본 명세서에 참고로 포함된다.
당업자는 전술된 실시예 및 구현예의 기본 원리로부터 벗어남이 없이 그러한 실시예 및 구현예의 상세 사항에 대해 많은 변화가 이루어질 수 있는 것을 이해할 것이다. 또한, 본 발명의 다양한 변형 및 변경이 본 발명의 사상 및 범주로부터 벗어남이 없이 당업자에게 명백해질 것이다. 그러므로, 본 출원의 범주는 오직 하기 청구범위 및 그의 등가물에 의해서만 결정되어야 한다.
Claims (21)
- 접착식 장착 조립체(adhesive mounting assembly)로서,
두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹(backing);
상기 배킹의 상기 제1 주 평면형 표면 상의 제1 접착 영역 - 상기 제1 접착 영역은 접착 특성들을 나타냄 -;
상기 배킹의 상기 제1 주 평면형 표면 상의 제2 접착 영역 - 상기 제2 접착 영역은 접착 특성들을 나타냄 -;
상기 배킹의 상기 제1 주 평면형 표면 상의 비-접착 영역 - 상기 비-접착 영역은 현저한 접착 특성들이 없고, 상기 제1 접착 영역과 제2 접착 영역 사이에 또는 상기 제1 접착 영역과 제2 접착 영역에 인접하게 위치됨 -; 및
상기 배킹에 인접한 장착 장치(mounting device)를 포함하고,
상기 비-접착 영역은 상기 장착 장치에 인접하거나 상기 장착 장치와 정렬되는, 접착식 장착 조립체. - 제1항에 있어서, 상기 장착 장치는 후크(hook), 클립(clip), 자석, 탈착가능 기계식 체결구, 스냅(snap), 루프(loop), 또는 탈착가능 기계식 체결구 중 적어도 하나인, 접착식 장착 조립체.
- 제1항 또는 제2항에 있어서, 상기 비-접착 영역은 접착제의 상기 접착 특성들을 실질적으로 감소시키는 데드닝 층(deadening layer)을 포함하고, 상기 데드닝 층은 상기 접착제에 인접하게 위치되는, 접착식 장착 조립체.
- 제3항에 있어서, 상기 데드닝 층은 코팅, 필름, 잉크, 래커(lacquer), 및/또는 방사선에 의해 개시되는 화학 반응 중 적어도 하나를 포함하는, 접착식 장착 조립체.
- 제1항에 있어서, 상기 비-접착 영역은 크기를 갖고, 상기 비-접착 영역 크기는 상기 장착 장치의 크기의 10% 이내인, 접착식 장착 조립체.
- 제1항에 있어서, 상기 장착 장치에 인접하거나 상기 장착 장치와 정렬되는 상기 비-접착 영역은 크기를 갖고, 상기 비-접착 영역의 상기 크기는 상기 장착 장치 및/또는 장착 장치 구역의 크기의 5% 이내인, 접착식 장착 조립체.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 비-접착 영역은 상기 장착 장치 및/또는 장착 장치 구역의 크기보다 큰, 접착식 장착 조립체.
- 제1항에 있어서, 상기 비-접착 영역은 상기 장착 장치 및/또는 장착 장치 구역의 크기의 95% 미만인 크기를 갖는, 접착식 장착 조립체.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 비-접착 영역은 직사각형, 오각형, 육각형, 삼각형, 사변형, 만곡형, 별-형상, 원추형, 사다리꼴, 다각형, 눈물방울형, 및 화살-형상 중 적어도 하나로부터 선택되는 형상을 갖는, 접착식 장착 조립체.
- 제1항에 있어서, 접착제는 박리가능한(peelable), 접착식 장착 조립체.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 비-접착 영역은 총 접착 물품 면적의 약 15% 내지 약 45%의 백분율을 포함하는, 접착식 장착 조립체.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 접착 영역은 총 접착 물품 면적의 약 20% 내지 약 80%의 백분율을 포함하는, 접착식 장착 조립체.
- 제1항 내지 제12항 중 어느 한 항에 있어서, 상기 접착 영역은 상기 배킹의 서로 반대편에 있는 제1 측부 단부와 제2 측부 단부 사이에서 연장되는 폭을 갖고, 상기 접착 영역의 상기 폭은 상기 접착 영역이 탭(tab) 및/또는 상기 배킹의 제1 종단 단부에 접근함에 따라 감소하는, 접착식 장착 조립체.
- 제1항 내지 제13항 중 어느 한 항에 있어서, 상기 비-접착 영역은 (1) 감압 접착제가 없는 것; (2) 상기 비-접착 영역에서 상기 감압 접착제의 접착력을 최소화시키거나 제거하는 데드닝 층을 포함하는 것; 및/또는 (3) 접착제 열화 과정을 받은 것 중 적어도 하나인, 접착식 장착 조립체.
- 접착식 장착 조립체로서,
보다 낮은 강성(stiffness) 또는 탄성 계수(modulus)의 영역;
보다 높은 강성 또는 탄성 계수의 영역을 포함하고,
상기 보다 낮은 강성 또는 탄성 계수의 영역은 접착 특성들을 나타내는 접착 영역에 인접하고,
상기 보다 높은 강성 또는 탄성 계수의 영역은 현저한 접착 특성들을 나타내지 않는 비-접착 영역에 인접한, 접착식 장착 조립체. - 제15항에 있어서, 상기 보다 높은 강성 또는 탄성 계수의 영역은 후크, 클립, 자석, 탈착가능 기계식 체결구, 스냅, 및 루프 중 적어도 하나인 장착 장치를 포함하는, 접착식 장착 조립체.
- 제15항 또는 제16항에 있어서, 상기 보다 낮은 강성의 영역은 ASTM D638에 의해 측정될 때 약 600 PSI 내지 약 1500 PSI의 영 계수(Young's modulus)를 갖고, 상기 보다 높은 강성의 영역은 ASTM D638에 의해 측정될 때 약 660 PSI 내지 약 2000 PSI의 영 계수를 갖는, 접착식 장착 조립체.
- 제15항 내지 제17항 중 어느 한 항에 있어서, 상기 비-접착 영역들 중 적어도 하나는 접착제의 상기 접착 특성들을 실질적으로 감소시키는 데드닝 층을 포함하고, 상기 데드닝 층은 상기 접착제에 인접하게 위치되고, 상기 데드닝 층은 코팅, 필름, 잉크, 래커, 및/또는 방사선에 의해 개시되는 화학 반응 중 적어도 하나를 포함하는, 접착식 장착 조립체.
- 제16항 내지 제18항 중 어느 한 항에 있어서, 상기 비-접착 영역은 상기 장착 장치 크기보다 작은, 접착식 장착 조립체.
- 접착식 장착 조립체로서,
두께에 의해 분리되는 서로 반대편에 있는 제1 및 제2 주 평면형 표면들을 포함하는 배킹;
상기 배킹의 상기 제1 주 평면형 표면 상의 제1 접착 영역 - 상기 제1 접착 영역은 접착 특성들을 나타냄 -;
상기 배킹의 상기 제2 주 평면형 표면 상의 제1 비-접착 영역 - 상기 비-접착 영역은 현저한 접착 특성들이 없고, 제1 접착 영역 바로 반대편에 있음 -; 및
상기 배킹의 상기 배킹 제2 주 표면에 인접한 장착 장치를 포함하는, 접착식 장착 조립체. - 제20항에 있어서, 상기 제1 주 표면 상의 제2 비-접착 영역 및 상기 제2 주 표면 상의 제2 접착 영역을 추가로 포함하고, 상기 제2 접착 영역은 상기 제1 주 표면 상의 상기 제2 비-접착 영역 바로 반대편에 있는, 접착식 장착 조립체.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662379812P | 2016-08-26 | 2016-08-26 | |
| US62/379,812 | 2016-08-26 | ||
| US201762526200P | 2017-06-28 | 2017-06-28 | |
| US62/526,200 | 2017-06-28 | ||
| PCT/US2017/048654 WO2018039584A1 (en) | 2016-08-26 | 2017-08-25 | Adhesive mounting devices |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20190037333A true KR20190037333A (ko) | 2019-04-05 |
Family
ID=61245326
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020197007502A KR20190037333A (ko) | 2016-08-26 | 2017-08-25 | 접착식 장착 장치 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20210310508A1 (ko) |
| EP (1) | EP3504450A4 (ko) |
| JP (1) | JP2019534059A (ko) |
| KR (1) | KR20190037333A (ko) |
| CN (1) | CN109690094B (ko) |
| AU (1) | AU2017314938B2 (ko) |
| CA (1) | CA3035088A1 (ko) |
| TW (1) | TWI718332B (ko) |
| WO (1) | WO2018039584A1 (ko) |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| TWI722105B (zh) | 2016-02-01 | 2021-03-21 | 美商3M新設資產公司 | 可適形、拉伸可離型黏著物品 |
| US10959547B2 (en) | 2016-02-01 | 2021-03-30 | 3M Innovative Properties Company | Folding flap hanger device having multiple peel fronts |
| US11279859B2 (en) | 2016-12-07 | 2022-03-22 | 3M Innovative Properties Company | Methods of passivating adhesives |
| US11472156B2 (en) | 2017-03-28 | 2022-10-18 | 3M Innovative Properties Company | Conformable adhesive articles |
| US20200124230A1 (en) * | 2017-06-28 | 2020-04-23 | 3M Innovative Properties Company | Adhesive mounting devices having patterned adhesive regions |
| CA3073941A1 (en) | 2017-08-25 | 2019-02-28 | 3M Innovative Properties Company | Adhesive articles permitting damage free removal |
| KR102646045B1 (ko) | 2017-08-25 | 2024-03-11 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 무손상 제거가 가능한 접착 물품 |
| EP3864102A1 (en) | 2018-10-11 | 2021-08-18 | 3M Innovative Properties Company | Adhesive composition comprising block copolymer with polyvinyl aromatic endblock and poly(vinyl aromatic/butadiene) copolymer block and sis block copolymer, articles, and methods |
| WO2020075063A1 (en) | 2018-10-11 | 2020-04-16 | 3M Innovative Properties Company | Adhesive composition comprising a block copolymer having a polyvinyl aromatic block and poly(vinyl aromatic/isoprene) block, articles, and methods of bonding |
| EP3897304A4 (en) | 2018-12-19 | 2022-11-09 | 3M Innovative Properties Company | FLEXIBLE HARD GOODS WITH IMPROVED PEELING |
| CN114206998A (zh) * | 2019-07-31 | 2022-03-18 | 洛德公司 | 用于降低粘合强度和相关拉脱应力的方法和系统 |
| US11958521B2 (en) * | 2020-09-03 | 2024-04-16 | Youcopia Products, Inc. | Accessory connector |
| US11807286B2 (en) | 2020-12-18 | 2023-11-07 | Shark Toolers | Tiler caddy |
| CA3212923A1 (en) | 2021-05-19 | 2022-11-24 | Jeffery L. Jackson | Methods and apparatus for non-destructive adhesive devices |
| USD996195S1 (en) | 2022-02-28 | 2023-08-22 | 3M Innovative Properties Company | Mounting hook |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1146892A (en) * | 1966-03-16 | 1969-03-26 | Bruce Jerome Frye | Holding device for attaching articles to surfaces |
| US4336884A (en) * | 1979-12-14 | 1982-06-29 | Hart Leroy | Easy mount picture package |
| JP2000274421A (ja) * | 1999-03-25 | 2000-10-03 | Kimoto & Co Ltd | 吸盤貼着シート |
| JP2001330021A (ja) * | 2000-05-23 | 2001-11-30 | Omichi Denki Kenkyusho:Kk | 吸盤と両面テープを併用した空中負荷用支持具 |
| US6835452B1 (en) * | 2000-06-02 | 2004-12-28 | 3M Innovative Properties Company | Adhesive article with progressive adhesive properties and method of using same |
| US20050139739A1 (en) * | 2003-12-31 | 2005-06-30 | Hamerski Michael D. | Magnetic-adhesive mounting device |
| JP2006016572A (ja) * | 2004-07-05 | 2006-01-19 | Okamoto Lace Kk | 収納シート用接着テープ |
| WO2007013067A2 (en) * | 2005-07-25 | 2007-02-01 | M.G.H. Agricultural Cooperative Society Ltd. | Drywall hanging devices and corresponding methods |
| US20070295436A1 (en) * | 2006-06-26 | 2007-12-27 | Mark Joseph | Pressure application system for adhesive mounted articles |
| KR20080001622U (ko) * | 2006-12-04 | 2008-06-10 | 양재국 | 접착식 행거 |
| ITTO20070248A1 (it) * | 2007-04-06 | 2008-10-07 | Artech Srl | Elemento di fissaggio a parete, e metodo per fissare tale elemento a una parete. |
| CN201510086U (zh) * | 2009-09-01 | 2010-06-23 | 石育祯 | 挂钩结构 |
| US8708305B2 (en) * | 2010-08-04 | 2014-04-29 | 3M Innovative Properties Company | Adhesively mounted article support assembly with exposed pull tab |
| CN104094000B (zh) * | 2012-01-19 | 2016-09-28 | 马萨诸塞大学 | 双面及多面粘附装置 |
| CN202732643U (zh) * | 2012-07-30 | 2013-02-13 | 王琪 | 一种学生用粘钩 |
| CN104981526B (zh) * | 2013-02-06 | 2017-07-04 | 马萨诸塞大学 | 具有可调节角的承重粘附材料 |
| DE202013101713U1 (de) * | 2013-04-22 | 2013-04-26 | Gao Liangying | Einfach lösbarer Haken |
| CN203328481U (zh) * | 2013-04-26 | 2013-12-11 | 上海拥立胶粘有限公司 | 一种拉伸式不残胶粘胶挂钩 |
| DE202013003986U1 (de) * | 2013-04-27 | 2014-08-04 | GM Global Technology Operations, LLC (n.d. Ges. d. Staates Delaware) | Befestigungseinrichtung und Kraftfahrzeug |
| JP2015124837A (ja) * | 2013-12-26 | 2015-07-06 | キヤノン株式会社 | 吸着装置 |
| WO2015195344A1 (en) * | 2014-06-17 | 2015-12-23 | 3M Innovative Properties Company | Article support using peel release adhesives |
| JP2016002403A (ja) * | 2014-06-19 | 2016-01-12 | 株式会社清和産業 | 自己粘着式フック |
| CN104146578A (zh) * | 2014-07-24 | 2014-11-19 | 朱劲丰 | 花色铰链钉壁粘钩 |
| CN104127103B (zh) * | 2014-07-24 | 2015-11-25 | 朱明龙 | 花色螺钉挂带多支点粘钩 |
| CN204003917U (zh) * | 2014-08-12 | 2014-12-10 | 郭景慧 | 一种胶粘与吸盘相结合的挂钩 |
| CN204394139U (zh) * | 2015-02-04 | 2015-06-17 | 冯青琼 | 可重复使用的粘钩 |
-
2017
- 2017-08-25 AU AU2017314938A patent/AU2017314938B2/en not_active Ceased
- 2017-08-25 CA CA3035088A patent/CA3035088A1/en not_active Abandoned
- 2017-08-25 US US16/328,394 patent/US20210310508A1/en not_active Abandoned
- 2017-08-25 CN CN201780052160.2A patent/CN109690094B/zh not_active Expired - Fee Related
- 2017-08-25 KR KR1020197007502A patent/KR20190037333A/ko not_active Application Discontinuation
- 2017-08-25 TW TW106129027A patent/TWI718332B/zh not_active IP Right Cessation
- 2017-08-25 EP EP17844501.1A patent/EP3504450A4/en not_active Withdrawn
- 2017-08-25 WO PCT/US2017/048654 patent/WO2018039584A1/en unknown
- 2017-08-25 JP JP2019511353A patent/JP2019534059A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| TW201811239A (zh) | 2018-04-01 |
| TWI718332B (zh) | 2021-02-11 |
| WO2018039584A1 (en) | 2018-03-01 |
| EP3504450A1 (en) | 2019-07-03 |
| JP2019534059A (ja) | 2019-11-28 |
| US20210310508A1 (en) | 2021-10-07 |
| AU2017314938A1 (en) | 2019-03-14 |
| EP3504450A4 (en) | 2020-04-22 |
| AU2017314938B2 (en) | 2020-12-10 |
| CA3035088A1 (en) | 2018-03-01 |
| CN109690094B (zh) | 2021-09-10 |
| CN109690094A (zh) | 2019-04-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20190037333A (ko) | 접착식 장착 장치 | |
| JP4237406B2 (ja) | 取外し可能な接着テープ積層体および分離可能なファスナー | |
| CN110785569B (zh) | 具有图案化粘合区域的粘合剂安装装置 | |
| EP1802723B1 (en) | Stretch releasing adhesive article for fragile surfaces | |
| US20190002737A1 (en) | Film backings for peel release mounting | |
| JPH11510846A (ja) | 調節された連続剥離を含む剥離可能接着テープ | |
| TWI821485B (zh) | 用於將物體安裝到一表面的黏著劑物品及黏著地附接其至一黏附體之一表面的方法 | |
| JP2007169421A (ja) | 再剥離性粘着テープ及び物品取り付けキット | |
| US20060275602A1 (en) | Releasable adhesive tape | |
| WO2023163717A1 (en) | Flexible adhesive mounting articles including intermittently connected body segments | |
| TW202031837A (zh) | 包括斷續連接之本體區段的可撓性黏著劑安裝物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITB | Written withdrawal of application |