KR20180098113A - 플레어 이음부를 갖는 금속 주름관 및 그 가공장치와 제조방법 - Google Patents
플레어 이음부를 갖는 금속 주름관 및 그 가공장치와 제조방법 Download PDFInfo
- Publication number
- KR20180098113A KR20180098113A KR1020170135582A KR20170135582A KR20180098113A KR 20180098113 A KR20180098113 A KR 20180098113A KR 1020170135582 A KR1020170135582 A KR 1020170135582A KR 20170135582 A KR20170135582 A KR 20170135582A KR 20180098113 A KR20180098113 A KR 20180098113A
- Authority
- KR
- South Korea
- Prior art keywords
- corrugated pipe
- main body
- longitudinal direction
- bellows
- joint
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 25
- 238000012545 processing Methods 0.000 title claims description 20
- 239000002184 metal Substances 0.000 claims abstract description 104
- 238000000926 separation method Methods 0.000 claims abstract description 4
- 238000000034 method Methods 0.000 claims description 39
- 230000008569 process Effects 0.000 claims description 18
- 238000003780 insertion Methods 0.000 claims description 15
- 230000037431 insertion Effects 0.000 claims description 15
- 238000010168 coupling process Methods 0.000 claims description 5
- 230000008878 coupling Effects 0.000 claims description 4
- 238000005859 coupling reaction Methods 0.000 claims description 4
- 238000005452 bending Methods 0.000 claims description 3
- 210000000988 bone and bone Anatomy 0.000 claims 1
- 239000007769 metal material Substances 0.000 claims 1
- 238000003754 machining Methods 0.000 abstract description 11
- 238000005304 joining Methods 0.000 description 8
- 238000012856 packing Methods 0.000 description 3
- 238000007796 conventional method Methods 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000006731 degradation reaction Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000000750 progressive effect Effects 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
Images







Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L19/00—Joints in which sealing surfaces are pressed together by means of a member, e.g. a swivel nut, screwed on, or into, one of the joint parts
- F16L19/02—Pipe ends provided with collars or flanges, integral with the pipe or not, pressed together by a screwed member
- F16L19/025—Pipe ends provided with collars or flanges, integral with the pipe or not, pressed together by a screwed member the pipe ends having integral collars or flanges
- F16L19/028—Pipe ends provided with collars or flanges, integral with the pipe or not, pressed together by a screwed member the pipe ends having integral collars or flanges the collars or flanges being obtained by deformation of the pipe wall
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D19/00—Flanging or other edge treatment, e.g. of tubes
- B21D19/08—Flanging or other edge treatment, e.g. of tubes by single or successive action of pressing tools, e.g. vice jaws
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L25/00—Construction or details of pipe joints not provided for in, or of interest apart from, groups F16L13/00 - F16L23/00
- F16L25/0036—Joints for corrugated pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L9/00—Rigid pipes
- F16L9/02—Rigid pipes of metal
- F16L9/06—Corrugated pipes
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Joints That Cut Off Fluids, And Hose Joints (AREA)
Abstract
Description
도 2는 본 발명의 일 실시 예에 따른 금록 주름관을 보인 단면도
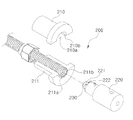
도 3은 본 발명의 일 실시 예에 따른 금속 주름관 제조방법에 따라 회전 방지된 주름관 본체에 지름 확장장치가 결합되기 전 상태를 예시한 사시도
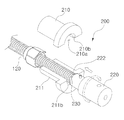
도 4는 도 3에 따른 회전 방지된 주름관 본체에 지름 확장장치가 결합된 상태를 예시한 사시도
도 5는 도 4에 따른 회전 방지된 주름관 본체에 지름 확장장치가 결합된 상태의 단면도
도 6은 도 4 내지 도 5의 상태에서 지름 확장장치를 통해 주름관 본체에 경사진 걸림턱이 형성되어 조임너트의 분리가 방지되는 상태를 예시한 단면도
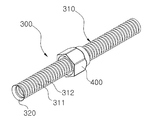
도 7은 본 발명의 일 실시 예에 따른 플레어 이음부를 갖는 금속 주름관의 사시도
도 8은 본 발명의 일 실시 예에 따른 플레어 이음부를 갖는 금속 주름관의 단면도
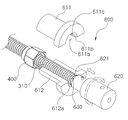
도 9는 본 발명의 일 실시 예에 따른 플레어 이음부를 갖는 금속 주름관의 가공장치를 예시한 사시도
도 10 내지 도 12는 도 9의 실시 예에 따른 플레어 이음부를 갖는 금속 주름관의 가공장치를 통해 금속 주름관에 플레어 이음부가 형성되는 과정을 순차적으로 예시한 도면
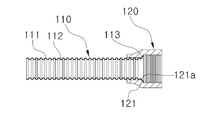
111 : 산 112 : 골
113 : 걸림턱 120 : 조임너트
121 : 내향 돌출턱 121a : 경사면
130 : 조임볼트 200 : 지름 확장장치
210,211 : 주름관 고정부 210a,211a : 반원형 홈
210b,211b : 경사면 213 : 원형 홈
220 : 회전 몸체부 221 : 삽입 안내 돌기
222 : 경사면부 230 : 회전핀
300 : 금속 주름관 310 : 주름관 본체
311 : 산 312 : 골
320 : 플레어 이음부 400 : 너트형 조인트 부재
410 : 경사면 500 : 볼트형 조인트 부재
510 : 경사면 600 : 가공장치
611,612 : 주름관 고정부 611a,612a : 반원형 홈
611b,612b : 경사면 611c,612c : 스토퍼 돌기
613 : 파지홀 620 : 플레어 가공부
621 : 경사면부 622 : 삽입 안내 돌기
630 : 회전핀
Claims (12)
- 길이방향을 따라 산과 골이 반복되는 주름관의 형태이되, 길이방향의 양단 중 적어도 한쪽에는 길이방향을 기준으로 바깥쪽에 위치한 하나 또는 둘 이상의 산이 외측 방향으로 펼쳐져 걸림턱을 형성한 주름관 본체;
상기 주름관 본체의 상기 걸림턱을 형성한 일단이 삽입되는 상태로 상기 주름관 본체와의 분리 방지를 위해 상기 걸림턱과 대응되는 내향 돌출턱이 형성된 적어도 하나의 조임너트를 포함하는 금속 주름관. - 제 1 항에 있어서,
상기 주름관 본체의 상기 산과 골이 반복되는 본체 부분으로부터 상기 걸림턱을 향하는 방향을 전방으로 정할 때,
상기 걸림턱은 전방으로 경사진 형태인 동시에 상기 조임너트의 내향 돌출턱은 후방으로 경사진 경사면을 갖는 형태인 것을 특징으로 하는 금속 주름관. - 제 2 항에 있어서,
상기 걸림턱 및 내향 돌출턱의 기울기는 30° 내지 60°인 것을 특징으로 하는 금속 주름관. - 내향 돌출턱이 내면에 형성된 조임너트를 길이방향을 따라 산과 골이 반복되는 주름관 본체의 길이방향 양쪽 중 적어도 한쪽에 끼우는 단계;
상기 주름관 본체의 상기 조임너트가 끼워지는 쪽의 단부에 확장된 지름의 걸림턱을 형성하기 위한 지름 확장장치가 상기 주름관 본체에 결합되되, 상기 지름 확장장치는, 상기 주름관 본체의 파지를 위해 서로 대칭되는 반원형 홈이 길이방향을 따라 각각 형성되어 상기 반원형 홈들을 연결하면서 상기 주름관 본체를 양쪽에서 파지하여 상기 주름관 본체의 회전을 방지하되 상기 반원형 홈들의 길이방향 일단에는 각각 지름이 확장되는 방향으로 경사지게 연장되는 경사면이 형성된 한 쌍의 주름관 고정부와, 상기 주름관 본체의 일단에 삽입되는 삽입 안내 돌기 및 상기 삽입 안내 돌기의 길이방향 일단으로부터 상기 주름관 고정부의 경사면과 대응되는 기울기로 형성되는 경사면부를 포함하는 회전 몸체부와, 상기 삽입 안내 돌기의 길이방향 일단으로부터 방사형으로 상기 경사면부에 형성되는 복수의 회전핀을 포함하여, 상기 주름관 본체가 길이방향 일단을 상기 주름관 고정부들의 경사면 안쪽에 위치시키는 상태로 상기 주름관 고정부들을 통해 회전 방지되는 단계;
상기 회전 몸체부의 상기 삽입 안내 돌기가 상기 주름관 본체의 길이방향 일단에 삽입되어 상기 경사면부의 길이방향 일단이 상기 주름관 본체의 길이방향 일단에 접하는 단계;
상기 회전 몸체부가 회전하면서 상기 주름관 고정부들 방향으로 점진적인 이동을 하여 상기 주름관 본체의 길이방향 일단이 상기 경사면과 상기 회전 몸체부의 경사면부 사이에서 외측 방향으로 벌려지면서 상기 조임너트의 내향 돌출턱을 걸리게 하는 상기 걸림턱이 형성되되, 상기 주름관 본체의 길이방향 일단이 외측 방향으로 벌려지는 과정에서 상기 회전핀이 상기 주름관 본체의 벌려지는 내면과 상기 경사면부의 사이에서 면 간의 마찰력을 감소시키는 단계를 포함하는 금속 주름관의 제조방법. - 제 4 항에 있어서,
상기 회전 몸체부가 회전하면서 상기 주름관 고정부들 방향으로 점진적인 이동을 하여 상기 주름관 본체의 길이방향 일단이 상기 경사면과 상기 회전 몸체부의 경사면부 사이에서 외측 방향으로 벌려지면서 상기 조임너트의 내향 돌출턱을 걸리게 하는 상기 걸림턱이 형성되되, 상기 주름관 본체의 길이방향 일단이 외측 방향으로 벌려지는 과정에서 상기 회전핀이 상기 주름관 본체의 벌려지는 내면과 상기 경사면부의 사이에서 면 간의 마찰력을 감소시키는 단계에는,
상기 주름관 고정부의 경사면 및 상기 회전 몸체부의 경사면부 기울기가 각각 30° 내지 60°의 범위로 형성되어 상기 걸림턱이 상기 주름관 본체의 외면으로부터 30° 내지 60° 각도로 경사지면서 형성되는 과정이 포함되는 것을 특징으로 하는 금속 주름관의 제조방법. - 길이방향을 따라 산과 골이 반복되는 주름관 본체; 및
길이방향을 기준으로 상기 주름관 본체의 양쪽 중 적어도 한쪽에 상기 주름관 본체의 단부가 바깥쪽으로 벌려져 형성되는 플레어 이음부를 포함하며,
상기 주름관 본체로부터 상기 플레어 이음부를 향하는 방향을 전방으로 정할 때, 상기 플레어 이음부의 전방 단부의 외경은 상기 주름관 본체의 외경을 기준으로 5∼25% 크게 형성되는 플레어 이음부를 갖는 금속 주름관. - 제 6 항에 있어서,
상기 플레어 이음부는 상기 주름관 본체의 길이방향을 기준으로 상기 주름관 본체로부터 25°∼55°의 기울기로 형성되는 것을 특징으로 하는 플레어 이음부를 갖는 금속 주름관. - 제 6 항에 있어서,
상기 플레어 이음부는 전방 단부가 안쪽으로 접히어 내면에 접하는 형태인 것을 특징으로 하는 플레어 이음부를 갖는 금속 주름관. - 제 6 항에 있어서,
상기 플레어 이음부는 안쪽 면이 연마를 통해 평평한 면의 상태인 것을 특징으로 하는 플레어 이음부를 갖는 금속 주름관. - 주름관 본체의 파지를 위한 서로 대칭되는 반원형 홈이 길이방향을 따라 각각 형성되되, 상기 반원형 홈들의 길이방향 일단에는 지름을 확장하는 방향으로 경사지는 경사면이 각각 형성되고, 상기 반원형 홈들의 연결에 의해 형성되는 파지홀 내측에 상기 주름관 본체를 파지하되, 상기 파지홀을 개폐할 수 있는 형태의 결합을 하는 한 쌍의 주름관 고정부;
상기 주름관 고정부들의 상기 경사면과 대응되는 기울기의 경사면부를 포함하며, 상기 파지홀에 파지된 주름관 본체의 일단에 상기 경사면부의 선단을 삽입한 상태로 회전 및 상기 경사면 방향으로의 점진적 이동을 하는 플레어 가공부;
상기 경사면부의 선단을 기준으로 상기 경사면부에 방사형으로 설치되되, 상기 플레어 가공부의 회전 방향과 동일한 방향으로 제자리 회전할 수 있는 상태로 상기 경사면부에 각각 결합되는 복수의 회전핀을 포함하는 플레어 이음부를 갖는 금속 주름관의 가공장치. - 제 10 항에 있어서,
상기 플레어 가공부는, 상기 파지홀에 파지된 주름관 본체의 내측으로 상기 경사면부의 선단을 안내하기 위해 상기 주름관 본체의 내경보다 작은 외경으로 상기 경사면부의 선단으로부터 돌출 형성되는 삽입 안내 돌기를 더 포함하는 것을 특징으로 하는 플레어 이음부를 갖는 금속 주름관의 가공장치. - 제 10 항에 있어서,
상기 한 쌍의 주름관 고정부는, 상기 주름관 본체의 골에 삽입되어 상기 플레어 가공부의 점진적 이동 시 상기 주름관 본체의 밀림을 방지하는 스토퍼 돌기가 상기 반원형 홈의 내면에 각각 형성되는 것을 특징으로 하는 플레어 이음부를 갖는 금속 주름관의 가공장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/KR2018/002298 WO2018155971A1 (ko) | 2017-02-24 | 2018-02-26 | 플레어 이음부를 갖는 금속 주름관 및 그 가공장치와 제조방법 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020170024748 | 2017-02-24 | ||
| KR20170024748 | 2017-02-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180098113A true KR20180098113A (ko) | 2018-09-03 |
Family
ID=63601057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170135582A Ceased KR20180098113A (ko) | 2017-02-24 | 2017-10-19 | 플레어 이음부를 갖는 금속 주름관 및 그 가공장치와 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20180098113A (ko) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111097826A (zh) * | 2020-01-16 | 2020-05-05 | 湖北满天星节能环保科技有限公司 | 模块炉配套波纹管端头成型工装及使用方法 |
| CN118650392A (zh) * | 2024-08-21 | 2024-09-17 | 贵州航飞精密制造有限公司 | 一种狭窄空间用扩口螺栓的加工方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100028519A (ko) | 2009-12-09 | 2010-03-12 | 주식회사 마스테코 | 금속 주름관 연결부위의 실링장치 |
| KR101295220B1 (ko) | 2011-10-26 | 2013-08-12 | 신화옥 | 가스용 금속 주름관 호스 제조방법 및 그 금속 주름관 호스 |
-
2017
- 2017-10-19 KR KR1020170135582A patent/KR20180098113A/ko not_active Ceased
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20100028519A (ko) | 2009-12-09 | 2010-03-12 | 주식회사 마스테코 | 금속 주름관 연결부위의 실링장치 |
| KR101295220B1 (ko) | 2011-10-26 | 2013-08-12 | 신화옥 | 가스용 금속 주름관 호스 제조방법 및 그 금속 주름관 호스 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111097826A (zh) * | 2020-01-16 | 2020-05-05 | 湖北满天星节能环保科技有限公司 | 模块炉配套波纹管端头成型工装及使用方法 |
| CN118650392A (zh) * | 2024-08-21 | 2024-09-17 | 贵州航飞精密制造有限公司 | 一种狭窄空间用扩口螺栓的加工方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN109642688B (zh) | 混合推入连接式配合装置和组件 | |
| CN108027094B (zh) | 锁定管道接头组件、装置和方法 | |
| CN109073117B (zh) | 混合推入式连接配合装置、布置和方法 | |
| US5080405A (en) | Corrugated pipe coupling | |
| KR101828783B1 (ko) | 탈부착형 플랜지를 이용한 무용접식 파이프 이음매 구조 | |
| US4070046A (en) | Pipe and tubing connecting sleeve | |
| US20060125235A1 (en) | Fluid coupling with dual function retention ring | |
| JPH07269749A (ja) | 管継手装置 | |
| WO2002057673A2 (en) | Mechanical pipe coupling derived from a standard fitting | |
| JP6289122B2 (ja) | 離脱防止管継手 | |
| WO2011151949A1 (ja) | 消防用ホース結合金具 | |
| JP7045684B2 (ja) | 管継手 | |
| KR20120083266A (ko) | 지지 슬리브를 구비한 푸쉬-피트 파이프 피팅 시스템 | |
| KR20180098113A (ko) | 플레어 이음부를 갖는 금속 주름관 및 그 가공장치와 제조방법 | |
| CN110114607A (zh) | 压入配合装置、部件和方法 | |
| US11035504B2 (en) | Connection structure of metal corrugated pipe | |
| JP5111212B2 (ja) | 通水管の接続具 | |
| KR101292919B1 (ko) | 이음새 구조 | |
| JP5576691B2 (ja) | 管継手 | |
| JP2019120309A (ja) | 金属管継手 | |
| CN108240516A (zh) | 一种限位自动锁紧式金属管快速连接接头 | |
| JP7017441B2 (ja) | 管継手 | |
| JP2009144755A (ja) | 回転防止機能付き管継手 | |
| JP4781164B2 (ja) | 継手体の接続方法 | |
| JP5525897B2 (ja) | 管継手 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20171019 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20181101 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20190107 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20181101 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |