KR20180048685A - 접착 물품 - Google Patents
접착 물품 Download PDFInfo
- Publication number
- KR20180048685A KR20180048685A KR1020187006585A KR20187006585A KR20180048685A KR 20180048685 A KR20180048685 A KR 20180048685A KR 1020187006585 A KR1020187006585 A KR 1020187006585A KR 20187006585 A KR20187006585 A KR 20187006585A KR 20180048685 A KR20180048685 A KR 20180048685A
- Authority
- KR
- South Korea
- Prior art keywords
- adhesive
- channels
- foam
- article
- pressure sensitive
- Prior art date
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/22—Plastics; Metallised plastics
- C09J7/26—Porous or cellular plastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/065—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/0007—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality
- B32B37/003—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding involving treatment or provisions in order to avoid deformation or air inclusion, e.g. to improve surface quality to avoid air inclusion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/12—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by using adhesives
- B32B37/1284—Application of adhesive
- B32B37/1292—Application of adhesive selectively, e.g. in stripes, in patterns
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/06—Embossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C27/00—Joining pieces of glass to pieces of other inorganic material; Joining glass to glass other than by fusing
- C03C27/06—Joining glass to glass by processes other than fusing
- C03C27/10—Joining glass to glass by processes other than fusing with the aid of adhesive specially adapted for that purpose
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J133/00—Adhesives based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Adhesives based on derivatives of such polymers
- C09J133/04—Homopolymers or copolymers of esters
- C09J133/06—Homopolymers or copolymers of esters of esters containing only carbon, hydrogen and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C09J133/08—Homopolymers or copolymers of acrylic acid esters
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J183/00—Adhesives based on macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon, with or without sulfur, nitrogen, oxygen, or carbon only; Adhesives based on derivatives of such polymers
- C09J183/04—Polysiloxanes
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J5/00—Adhesive processes in general; Adhesive processes not provided for elsewhere, e.g. relating to primers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/403—Adhesives in the form of films or foils characterised by release liners characterised by the structure of the release feature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/26—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer which influences the bonding during the lamination process, e.g. release layers or pressure equalising layers
- B32B2037/268—Release layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/03—3 layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/02—Cellular or porous
- B32B2305/022—Foam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/30—Fillers, e.g. particles, powders, beads, flakes, spheres, chips
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2405/00—Adhesive articles, e.g. adhesive tapes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/22—Expanded, porous or hollow particles
- C08K7/24—Expanded, porous or hollow particles inorganic
- C08K7/28—Glass
-
- C09J2201/606—
-
- C09J2201/622—
-
- C09J2205/11—
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/12—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers
- C09J2301/124—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the arrangement of layers the adhesive layer being present on both sides of the carrier, e.g. double-sided adhesive tape
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/41—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/412—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of microspheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/24—Presence of a foam
- C09J2400/243—Presence of a foam in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
- C09J2433/006—Presence of (meth)acrylic polymer in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2483/00—Presence of polysiloxane
- C09J2483/006—Presence of polysiloxane in the substrate
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Geochemistry & Mineralogy (AREA)
- Ceramic Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Quality & Reliability (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
Abstract
아크릴 중합체 또는 실리콘 중합체를 포함하고 한 쌍의 반대편 주 표면들을 갖는 폼 층을 사용하는 접착 물품 및 관련 방법이 제공된다. 접착 표면이 각각의 반대편 주 표면들 상에 배치되고, 복수의 채널들이 적어도 하나의 접착 표면에 걸쳐 연장된다. 채널들을 한정하는 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지를 갖는 감압 접착제를 함유한다. 유리하게도, 제공된 물품 및 방법은 투명하거나 반투명한 기재들과 함께 사용될 때 높은 즉각적인 접합 및 취급 강도, 고도의 웨트 아웃, 내후성, 및 월등한 미관을 가능하게 한다.
Description
접착 물품 및 그와 관련된 제조 및 사용 방법이 제공된다. 더 상세하게는, 본 접착 물품은 구조용 글레이징(structural glazing) 또는 건축용 패널 응용에서 유리 또는 중합체 패널을 접합시키는 데 유용하다.
향상된 공업용 접착제가 많은 상업적 및 산업적 응용에서 기계적 체결구의 대체물로서 부상되고 있다. 이러한 경향은 대부분 중량 및 연료 효율, 비용 및 제조 용이성의 공업적인 고려사항, 및 미적 선호에 의해 주도되고 있다. 그러한 접착 제품은 상당한 접합 강도를 제공할 수 있고, 장식용 구성요소뿐만 아니라 구조용 구성요소에도 점점 더 사용되고 있다.
특히 유용한 접착 제품은 내구적인, 고성능 양면 감압 아크릴 폼 테이프를 포함한다. 이러한 테이프는 건설 및 건축 산업에서 많은 응용에 사용된다. 이러한 응용은, 예를 들어 커튼 월(curtain wall) 시스템 및 상업용 창문에서의 금속 프레임에 대한 유리의 접합, 건축용 패널에 대한 스티프너(stiffener) 및 페리미터 클립(perimeter clip)의 부착, 외부 건축 클래딩(exterior building cladding), 및 내부 패널 및 트림 부착을 포함한다. 많은 경우에, 이러한 테이프는 액체 접착제, 실란트(sealant), 리벳, 용접부 및 다른 영구적인 체결구를 대체한다. 테이프는 제조 동안 즉각적인 취급 강도를 제공하여, 증가된 처리량 및 더 신속한 전달/설치/사용을 가져올 수 있다.
접착 테이프를 사용하여 대향하는 강성 기재들을 접합할 때 중요한 고려사항이 제기될 수 있다. 예를 들어, 투명하거나 반투명한 기재들, 예컨대 건축용 유리 또는 플라스틱에 대한 접합은 미적 문제를 끌어들일 수 있는데, 접착제와 그의 기재 사이에 공기가 포획되게 되고 공기 버블로서 나타날 수 있기 때문이다. 작업자는 일반적으로 제1 기재에 가요성 테이프를 적용할 때에는 공기 버블을 피하는 문제가 거의 없지만, 지금 부착된 테이프를 제2 강성 기재에 적용할 때 이러한 버블을 피하는 것이 일반적으로 훨씬 더 어렵다.
두 번째 우려는 접착 성능과 관련된다. 접착제/기재 계면에서의 상당한 양의 공기 버블은 접착제의 전체 접합 강도에 영향을 줄 수 있는데, 그것은 불완전한 접촉(또는 "웨트 아웃(wet out)")을 가져오기 때문이다. 그러한 효과는 종종 적용-특이적이다. 예를 들어, 저온에서, 종래의 접착 제품에 사용되는 재료는, 심지어는 미시적 규모에서도, 용이하게 유동되지 않아서, 완전한 웨트 아웃을 더 어렵게 한다. 따라서, 치수 안정성을 유지하면서 넓은 범위의 온도에 걸쳐 허용가능한 웨트 아웃을 제공하는 접착 제품을 가공하는 것은 상당한 기술적 어려움을 갖는다.
제공된 접착 물품 및 방법은 구조용 글레이징 또는 건축용 패널 접합 응용에 사용되는 종래의 테이프에 걸쳐 월등한 웨트 아웃을 제공함으로써 본 기술분야의 수준을 상당히 앞선다. 유리하게도, 이러한 물품 및 방법은 높은 즉각적인 접합 및 취급 강도, 고도의 웨트 아웃, 내후성, 및 월등한 미관을 유지할 수 있는 글레이징 또는 패널과 그의 구조적 프레임 사이에 일차적 접합 구성요소를 제공한다.
제1 태양에서, 구조용 글레이징 또는 건축용 패널 응용에서 유리 또는 중합체 패널들을 접합하기 위한 접착 물품의 제조 방법이 제공된다. 본 방법은 폼 층의 각각의 반대편 주 표면 상에 접착 표면을 제공하는 단계 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및 적어도 하나의 접착 표면을 미세구조화된 표면을 갖는 이형 라이너와 접촉 상태로 배치하여 접착 표면을 엠보싱하고, 그럼으로써 접착 표면에 걸쳐 연장되는 복수의 채널들을 형성하는 단계를 포함하며, 각각의 엠보싱된 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지(rheology)를 갖는 감압 접착제를 포함한다.
제2 태양에서, 접착 물품이 제공되며, 본 접착 물품은 한 쌍의 반대편 주 표면들을 갖는 폼 층 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및 각각의 반대편 주 표면들 상에 배치된 접착 표면을 포함하며, 복수의 채널들이 적어도 하나의 접착 표면에 걸쳐 연장되고, 적어도 하나의 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지를 갖는 감압 접착제를 포함한다.
제3 태양에서, 상기 언급된 접착 물품을 사용하여 투명하거나 반투명한 유리 또는 플라스틱 패널을 접합하는 방법이 제공되며, 본 방법은 투명하거나 반투명한 유리 또는 플라스틱 패널과 기재 사이에 접착 물품을 배치하고, 그럼으로써 복수의 채널들이 감압 접착제와 투명하거나 반투명한 유리 또는 플라스틱 패널 사이에 포획된 공기의 통기(venting)를 가능하게 하는 단계; 및 감압 접착제의 유동을 유도하기에 충분한 압축력을 접착 물품에 적용하고, 그럼으로써 적어도 하나의 접착 표면 상에 배치된 채널들이 시간 경과에 따라 본질적으로 소실되는 단계를 포함한다.
도 1은 일 예시적인 실시 형태에 따른 부분 라이닝된 접착 물품을 나타낸 측단면도이다.
도 2는 라이너가 제거된 상태의 도 1의 접착 물품을 나타낸 측단면도이다.
도 3은 도 2의 라이닝되지 않은 접착 물품의 상부 표면을 나타낸 평면도이다.
도 4 및 도 5는 대안적인 실시 형태에 따른 라이닝되지 않은 접착 물품의 측단면도이다.
도 6 내지 도 8은 추가의 대안적인 실시 형태에 따른 접착 물품의 상부 표면 프로파일을 나타낸 측단면도이다.
이들 도면에서, 도면 부호의 반복된 사용은 본 발명의 동일한 또는 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변경 및 실시 형태가 당업자에 의해 창안될 수 있음을 이해하여야 한다. 도면은 반드시 축척대로 그려진 것은 아니다.
도 2는 라이너가 제거된 상태의 도 1의 접착 물품을 나타낸 측단면도이다.
도 3은 도 2의 라이닝되지 않은 접착 물품의 상부 표면을 나타낸 평면도이다.
도 4 및 도 5는 대안적인 실시 형태에 따른 라이닝되지 않은 접착 물품의 측단면도이다.
도 6 내지 도 8은 추가의 대안적인 실시 형태에 따른 접착 물품의 상부 표면 프로파일을 나타낸 측단면도이다.
이들 도면에서, 도면 부호의 반복된 사용은 본 발명의 동일한 또는 유사한 특징부 또는 요소를 나타내도록 의도된다. 본 발명의 원리의 범주 및 사상에 속하는 다수의 다른 변경 및 실시 형태가 당업자에 의해 창안될 수 있음을 이해하여야 한다. 도면은 반드시 축척대로 그려진 것은 아니다.
정의
본 명세서에 사용되는 바와 같이:
"주위 조건"은 24℃의 온도 및 100 ㎪(1 atm)의 압력을 의미하고;
"외관"은 기재 상에의 물품의 적용 후에 필름의 노출된 표면으로부터 바라보았을 때의 물품의 시각적 특성을 의미하고;
"배출성(bleedability)" 또는 "공기-배출성(air-bleedability)"은 접착제와 기재의 표면 사이의 계면으로부터의 유체, 특히 공기의 배출을 지칭하고;
"엠보싱가능한(embossable)"은 감압 접착제 층 또는 라이너가, 특히 기계적 수단에 의해 그의 표면의 일부를 양각 융기되게 할 수 있음을 지칭하고;
"미시적(microscopic)"은 형상을 결정하기 위하여 임의의 시계면(plane of view)으로부터 볼 때 육안에 광학적 보조기구가 필요할 정도로 충분히 작은 치수의 구조체를 지칭하고;
"미세구조체"는 구조체의 구성에 있어서, 그러한 구조체의 적어도 2개의 치수가 미시적인 것을 의미한다. 구조체의 부분도 및/또는 단면도는 미시적이어야 하고;
"미세구조화된 라이너"는 접착제와 접촉시키기에 적합한 적어도 하나의 미세구조화된 표면을 갖는 라이너를 지칭하고;
용어 "라이너"와 상호교환 가능하게 사용되는 "이형 라이너"는 감압 접착제 표면과 친밀한 접촉 상태로 배치된 후에, 후속으로 접착제 코팅을 손상시키지 않고서 제거될 수 있는 가요성 시트를 지칭하고;
"기재"는 감압 접착제 코팅이 의도된 목적으로 적용되는 표면을 지칭하고;
"테이프"는 배킹(backing)에 적용된 감압 접착제 코팅을 지칭하고;
"웨트 아웃"은 표면 위로 퍼져서 그와 친밀하게 접촉함을 의미한다.
발명을 실시하기 위한 구체적인 내용
본 명세서에 기재된 접착 물품 및 방법은 강성 또는 반강성 기재를 서로 접합하는 것에 관한 것이다. 이러한 물품 및 방법은 최종 사용자의 관점에서 편리하고 효율적인 방식으로 그러한 접합을 가능하게 한다. 바람직한 실시 형태에서, 기재들 중 적어도 하나는 광학적으로 투명하거나 반투명하고, 구조용 글레이징 또는 건축용 패널 응용에 사용하기에 적합하다.
접착 물품 구조물
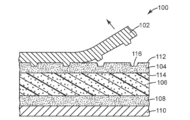
일 예시적인 실시 형태에 따른 양면 접착 물품이 부분도로 도 1에 도시되어 있고, 이하에서는 도면 부호 100으로 지칭된다. 도시된 바와 같이, 물품(100)은 복수의 구성요소 층들로 구성된다. 이들 층은 하기의 순서대로 선택적인 제1 이형 라이너(102), 선택적인 제1 접착제 스킨 층(104), 폼 코어(foam core)(106), 선택적인 제2 접착제 스킨 층(108), 및 선택적인 제2 이형 라이너(110)이다. 각각의 층은 그의 이웃 층 또는 층들에 걸쳐 연장되고 그와 연속적으로 접촉한다.
제1 및 제2 접착제 스킨 층(104, 108)은 폼 코어(106)의 각각의 반대편 면들 상에 접착 표면을 제공한다. 바람직하게는, 제1 및 제2 접착제 스킨 층(104, 108) 각각은 감압 접착제를 포함한다.
다시 도 1을 참조하면, 제1 기재(도시되지 않음)에 후속으로 접착되도록 의도된, 제1 접착제 스킨 층(104)의 제1 주 표면(112)으로부터 박리되는 공정에서 제1 이형 라이너(102)가 도시되어 있다. 제1 접착제 스킨 층(104)은 또한 폼 코어(106)와 접촉 상태에 있는, 제1 주 표면(112)의 반대편에 있는 제2 주 표면(114)을 갖는다. 폼 코어(106)의 반대편 면 상에는 제2 기재(또한 도시되지 않음)에 접착되도록 의도된 제2 접착제 스킨 층(108)이 배치되어 있다. 제1 및 제2 이형 라이너(102, 110)는 사용 전에 저장되어 있는 동안에 일반적으로 그들 각각의 접착제 스킨 층들(104, 108)과 접촉 상태로 남아 있다.
제1 접착제 스킨 층(104)의 제1 주 표면(112)은 미세구조화된 표면을 포함한다. 바람직한 실시 형태에서, 미세구조화된 표면은 제1 접착제 스킨 층(104)에 걸쳐 연장되는 복수의 채널(116)들을 한정한다. 예시된 바와 같이, 채널(116)들은 제1 주 표면(112)의 노출된 부분들로부터 제1 접착제 스킨 층(104) 내로 연장되는 연속적 개방 경로들 또는 홈(groove)들이다. 이들 채널(116)들은 제1 접착제 스킨 층(104)의 주연 부분에서 끝나거나 또는 접착 물품(100)의 주연 부분에서 끝나는 다른 채널들과 연통될 수 있다. 물품(100)이 주어진 기재 상에 적용될 때, 이들 경로들은 제1 접착제 스킨 층(104)과 기재 사이의 계면에서 포획된 공기 또는 임의의 다른 유체에 대하여 물품의 주연부로의 배출을 제공한다.
채널(116)들은 미세구조화된 표면을 접착제 내로 형성하거나 엠보싱함으로써 생성될 수 있다. 미세구조화된 표면은, 예를 들어 분리된 3차원 구조체들의 랜덤한 어레이 또는 규칙적 패턴에 의해 제공될 수 있다. 개별 구조체들은 제1 주 표면(112) 내의 채널의 일부분을 적어도 부분적으로 한정할 수 있으며, 복수의 구조체들이 조합하여 제1 주 표면(112) 상에 연속 채널들을 생성한다. 선택된 패턴들은 직선 패턴, 극성(polar) 패턴 및 다른 알려진 규칙적 패턴을 포함할 수 있다.
도 1에 도시된 바와 같은 이형 라이너(102)의 사용은 본 발명의 미세구조화된 접착제를 형성하기에 바람직한 방법이다. 이형 라이너(102)의 조성은 특별히 제한되지 않는다. 바람직한 이형 라이너 조성물은 폴리에틸렌, 폴리프로필렌, 폴리에스테르, 셀룰로스 아세테이트, 폴리비닐클로라이드, 및 폴리비닐리덴 플루오라이드와 같은 플라스틱뿐만 아니라, 그러한 플라스틱으로 코팅되거나 라미네이팅된 종이 또는 다른 기재를 포함하지만 이로 한정되지 않는다. 엠보싱가능한 코팅 종이 또는 열가소성 필름은 향상된 이형 특성을 부여하기 위해 실리콘으로 처리되거나 다른 방법으로 처리될 수 있다. 이형 라이너 상에 이들 구조체를 제공하기 위한 기법은 미국 특허 제5,650,215호(마주렉(Mazurek))에 개시되어 있다.
제1 접착제 스킨 층(104)에 걸쳐 연장되는 채널(116)들은 제1 주 표면(112)의 미세구조화된 표면의 주어진 면적당 비부피(specific volume)를 한정하는 구성을 갖는다. 제1 접착제 스킨 층(104)의 단위 면적당 최소 부피는 바람직하게는 기재와 제1 접착제 스킨 층(104)의 계면에서의 유체의 적절한 배출을 보장한다. 바람직하게는, 채널(116)들은 제1 접착제 스킨 층(104)의 주어진 2차원 평면을 따라 임의의 500 μm 직경의 원 면적에 대하여 적어도 1×103 μ㎥, 적어도 5×103 μ㎥, 또는 적어도 1×104 μ㎥의 부피를 한정한다. 동일한 또는 대안적인 실시 형태에서, 채널(116)들은 바람직하게는 임의의 500 μm 직경의 원 면적에 대하여 최대 1×107 μ㎥, 최대 5×106 μ㎥, 또는 최대 1×106 μ㎥의 부피를 한정한다.
유리하게는, 본 발명의 채널들은, 물품(100)이 결합시키고자 하는 기재들 중 하나 또는 둘 모두에 대해 압축될 때, 본질적으로 시간 경과에 따라 소실된다. 채널들이 부분적으로 또는 완전히 소실될 수 있음은 채널(116)들의 형상 및 제1 접착제 스킨 층(104)의 조성물의 레올로지에 의존적이다.
일부 실시 형태에서, 접착 물품은, 접착 물품이 압축될 때 또는 그 후에 10℃의 온도에서 본질적으로 100% 웨트 아웃을 시각적으로 나타낸다. 적절한 웨트 아웃은 물품과 기재 사이에 충분한 밀봉 및 접착을 가능하게 한다.
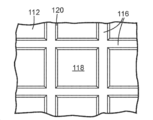
채널(116)들의 형상은 특별히 제한되지 않고, 이들을 형성하는 데 사용되는 방법에 기초하여 다양할 수 있다. 바람직한 실시 형태에서, 채널(116)들은 그들의 길이 방향을 따라 관찰될 때 대체로 "V"자형, "U"자형, 직사각형, 또는 사다리꼴 단면을 갖는다. 도 2 및 도 3은, 이형 라이너들(102, 110)이 제거된 상태이고 대체로 사다리꼴인 형상을 갖는 채널(116)들을 나타내는 물품(100)의 도면을 제공한다. 채널(116)들은 제1 주 표면(112) 내로 형성된 상응하는 구조체(118)들을 한정한다. 구조체(118)들의 측벽(120)들은 또한 채널(116)들에 대한 측벽들을 한정한다.
채널(116)들의 치수는 그들의 종횡비(aspect ratio)로 추가로 특성화될 수 있다. 종횡비는 연속 접착제 층의 평면과 평행한 채널의 최대 미시적 치수 대 연속 접착제 층의 평면과 직각인 채널의 최대 미시적 치수의 비이다. 종횡비는 채널의 벽과 직각인 각도에서 채널의 단면 치수들을 취함으로써 측정된다. 특정 유형의 채널에 따라, 종횡비의 한계치는 0.1 내지 20일 수 있다.
접착제 스킨 층들(104, 108)의 두께는 접착제 조성물, 미세구조화된 표면을 형성하는 데 사용되는 구조체들의 유형, 기재의 유형, 및 전체 접착 물품(100)의 두께에 좌우될 수 있다. 바람직한 실시 형태에서, 접착제 스킨 층들(104, 108)의 두께는 미세구조화된 표면을 포함하는 구조체들의 높이보다 더 크다. 일부 실시 형태에서, 접착제 스킨 층들(104, 108) 각각은 두께가 적어도 25 μm, 적어도 30 μm, 적어도 35 μm, 적어도 45 μm, 또는 적어도 55 μm이다. 일부 실시 형태에서, 접착제 스킨 층들(104, 108) 각각은 두께가 최대 75 μm, 최대 70 μm, 최대 65 μm, 최대 60 μm, 또는 최대 55 μm이다.
폼 코어(106)는 바람직하게는 압축성 및 탄력성 중합체 폼 조성물로부터 제조된다. 폼 코어(106)의 두께는 일반적으로 중요하지 않지만, 함께 접착시키고자 하는 기재들의 표면 조도 및/또는 곡률에 따라 선택될 수 있다. 폼 코어(106)의 두께는 적어도 600 μm, 적어도 800 μm, 적어도 1100 μm, 적어도 1600 μm, 또는 적어도 2000 μm일 수 있다. 상한치로, 폼 코어(106)의 두께는 최대 12,700 μm, 최대 9000 μm, 최대 6500 μm, 최대 5000 μm, 또는 최대 3000 μm일 수 있다.
도 1에 개시된 층들은 총망라하지는 않는다. 예를 들어, 하나 이상의 중간 층들이 접착 물품(100)에서, 그의 외관, 내구성, 또는 기능성을 향상시키기 위하여, 임의의 2개의 인접 층들 사이에 개재될 수 있다. 그러한 층 또는 층들은 상기에 기재된 것과 유사할 수 있거나, 구조적으로 또는 화학적으로 분리될 수 있다. 분리된 층들은, 예를 들어 상이한 중합체의 압출 시트, 금속 증기 코팅, 인쇄된 그래픽, 입자 및 프라이머를 포함할 수 있다. 임의의 추가 층들은 연속적 또는 불연속적일 수 있다. 도 1에서는, 예를 들어, 타이 층(tie layer)이 폼 코어(106)와 제1 또는 제2 접착제 스킨 층(104, 108) 사이에 배치되어 이들 층 사이의 접착력을 개선할 수 있다.
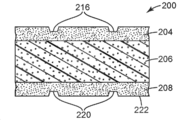
도 4는 대안적인 실시 형태에 따른 이형 라이너들이 제거된 상태의 접착 물품(200)을 나타낸다. 접착 물품(200)은 접착 물품(100)과 동일한 다수의 특징부들, 예컨대 제1 복수의 채널(216)들이 노출된 표면에 걸쳐 연장되는 제1 접착제 스킨 층(204), 폼 코어(206), 및 제2 접착제 스킨 층(208)을 갖는다. 그러나, 접착 물품(100)의 제2 접착제 스킨 층(108)과 달리, 제2 접착제 스킨 층(208)은 물품(200)의 하부 면 상의 그의 노출된 주 표면(222)으로부터 연장되는 제2 복수의 채널(220)들을 갖는다. 이러한 방식으로, 물품(200)은 그의 상부 및 하부 면 둘 모두 상에 미세구조화된 표면을 갖는다.
일부 실시 형태에서, 채널들(216, 220) 중 한 세트 또는 두 세트 모두는 앞서 기재된 바와 같은 물품(100) 내의 채널(116)들에 대해 기재된 특성을 가질 수 있다.
물품(200)의 양쪽 면 상에 채널들(216, 220)을 배치함으로써, 서로 접합시키고자 하는 기재들 중 어느 것에 대해서도 접착제 계면에서의 공기-배출성이 가능해진다. 일반적으로 양쪽 기재가 강성이고 이에 따라 공기를 포획하는 경향이 있는 구조용 글레이징 및 건축용 패널 응용에서, 이러한 특징부는 설치자에게 정합 표면들을 합치기 전에 어느 기재에도 물품을 적용할 자유도를 유리하게 제공한다.
도 5는 어떠한 접착제 스킨 층들도 부재하는 또 다른 실시 형태에 따른 접착 물품(300)을 도시한다. 이 실시 형태에서, 접착 물품(300)은 감압 접착 폼으로부터 제조된 폼 층(306)으로 구성된다. 여기서, 폼 층(306)은 단독으로, 결합시키고자 하는 기재들을 서로 접합시키는 접착제로서 기능한다. 복수의 채널(316)들이 노출된 상부 표면(322)에 걸쳐 연장된다.
도면들 중 어느 것에도 도시되어 있지 않지만, 추가의 실시 형태는 상기 언급된 접착 물품들 중 임의의 것을 포함하는 조립체를 포함할 수 있다. 예를 들어, 그러한 접착 물품은 최종 사용자의 편의성을 위하여 프레임 또는 유리/플라스틱 패널에 사전-접합될 수 있다. 이들 실시 형태에서는, 노출된 접착제 스킨 표면을 보호하기 위해 이형 라이너가 사용될 수 있다.
대안적인 미세구조화된 표면
접착 표면 내로 엠보싱되거나 형성된 구조체들의 형상은, 그것이 접착제 스킨 층, 접착 폼, 또는 이들의 조합 어느 것이든 간에, 다양한 미세구조화된 표면을 제공할 수 있다. 예시적인 형상은 반구체, 프리즘(예컨대, 정사각형 프리즘, 직사각형 프리즘, 원통형 프리즘 및 다른 유사한 다각형 특징부), 피라미드, 또는 타원체, 및 이들의 조합을 포함하지만 이로 한정되지 않는다. 바람직한 형상은 반구체, 프리즘, 및 피라미드를 포함한다. 각각의 개별 구조체의 높이는 3 마이크로미터 초과이지만 제1 접착제 스킨 층(104)의 총 두께보다는 더 작을 수 있으며, 바람직하게는 3 마이크로미터 내지 50 마이크로미터이다.
선택적으로, 구조체들 중 일부는 추가 구조체들에 대한 표면을 제공하도록, 접착제의 접촉 표면을 제어하도록, 그리고/또는 접착제의 웨트 아웃을 개선하도록 절두될 수 있다. 사용될 수 있는 구조체들은 사각뿔 및 절두된 사각뿔을 포함한다. 이중으로 특징부 형성된 구조체들이 또한 제공된 접착 물품에 사용하기에 적합하다. 유리하게는, 2개의 구조체들의 적층 또는 사용이 접착제의 초기 접촉 표면을 추가로 감소시킴으로써 물품의 위치설정성(positionability)을 향상시킬 수 있다.
예시적인 구조체들과 관련된 추가의 선택사항 및 이점은, 예를 들어 미국 특허 제6,524,675호(미카미(Mikami) 등), 제6,838,142호(양(Yang) 등), 및 제7,276,278호(카미야마(Kamiyama))에 기재되어 있다.
선택적으로, 구조체들은 400 μm 이하, 그리고 바람직하게는 300 μm 이하의 피치(pitch)(인접한 구조체들의 유사한 구조 지점들 사이의 거리의 평균 값)로 배열된다. 400 μm 미만의 피치의 사용이 유리할 수 있는데, 그것은 특징부들의 패턴이 적용 후에 필름의 표면으로부터 소실되어 접합된 조립체의 미관을 향상시킬 수 있게 할 수 있기 때문이다.
도 6 내지 도 8은 제공된 접착 물품에서 구현될 수 있는 미세구조화된 표면의 대안적인 형상 및 치수를 나타낸다.
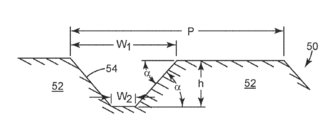
도 6은 복수의 구조체(52)들을 갖는 감압 접착제(50)의 측단면도이다. 구조체(52)들 사이의 피치(P)는 특별히 제한될 필요는 없으며, 바람직하게는 최대 400 μm이다. 바람직한 실시 형태에서, 채널(54)로부터의 각각의 구조체(52)의 높이(h)(즉, 채널 깊이)는 적어도 3 μm, 적어도 5 μm, 적어도 7 μm, 적어도 8 μm, 또는 적어도 10 μm일 수 있다. 바람직한 실시 형태에서, 높이(h)는 최대 50 μm, 최대 45 μm, 최대 40 μm, 최대 35 μm, 또는 최대 30 μm일 수 있다.
채널(54)의 상부측의 길이(W1)는 1 μm부터 피치(P)의 크기에 이르기까지의 범위일 수 있고, 더욱이 채널(54)의 기부의 길이(W2)는 0 μm부터 1° 내지 90° 범위 이내의 특징부의 밑각(base angle)(α)을 제공하기에 충분한 길이에 이르기까지의 범위일 수 있다. 바람직한 실시 형태에서, 상응하는 채널의 종횡비는 20 이하이다.
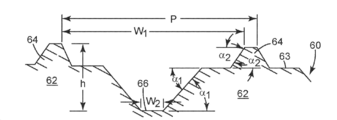
도 7은 절두된 구조체(62) 및 절두된 구조체(62)의 상부 표면(63) 상에 위치된 제2 구조체(64)를 갖는 접착제(60)를 도시한다. 이 실시 형태에서, 제2 구조체(64)의 상응하는 에지들로부터 측정된 피치(P)는 최대 400 μm이다. 채널(66)의 기부로부터의 각각의 구조체의 높이는 바람직하게는 1 μm 내지 30 μm의 범위이다. 채널(66)의 상부측의 길이(W1)는 1 μm부터 피치(P)의 크기에 이르기까지의 범위일 수 있고, 더욱이 채널(66)의 기부의 길이(W2)는 0 μm부터 1° 내지 90° 범위 내의 구조체(62)의 밑각(α1)을 제공하기에 충분한 길이에 이르기까지의 범위일 수 있다. 제2 구조체(64)의 밑각(α2)은 1° 내지 90°의 범위일 수 있다.
도 8은 사각뿔 형상의 구조체(72)들을 갖는 접착제 층(70)을 나타낸다. 이 실시 형태에서, 구조체(72)들 사이의 피치(P)는 채널(74)의 상부측의 길이(W1)와 동일하고, 최대 400 μm이다. 채널(74)의 기부로부터의 각각의 구조체(72)의 높이(h)는 3 내지 30 μm 범위 이내이다. 이 특정 실시 형태에서, 채널(74)의 기부의 길이(W2)는 0 μm이다.
접착제 조성물
유용한 감압 접착제는 미세구조화된 몰딩 공구, 배킹 또는 라이너를 사용하여 엠보싱된 후에, 또는 미세구조화된 몰딩 공구, 배킹 또는 라이너 상에 코팅되고, 이어서 이로부터 그것이 제거된 후에, 노출된 표면 상에 미세구조화된 특징부들을 유지할 수 있는 것들을 포함한다. 주어진 응용을 위해 선택되는 감압 접착제는 물품이 위에 적용될 기재의 유형 및 접착제-배킹된(adhesive-backed) 물품을 생성하는 데 사용되는 미세구조화 방법에 좌우된다. 미세구조화된 감압 접착제는 바람직하게는, 최종 사용자에 의해 접착 물품의 편리한 적용을 가능하게 하기에 충분한 시간 동안, 그의 미세구조화된 표면을 보유할 수 있다.
임의의 감압 접착제가 본 발명에 적합하다. 접착제는 전형적으로 이것을 접착하고자 하는 기재의 유형에 기초하여 선택된다. 감압 접착제의 부류는 아크릴, 점착부여된(tackified) 고무, 점착부여된 합성 고무, 에틸렌 비닐 아세테이트, 실리콘 중합체 등을 포함한다. 적합한 아크릴 및 실리콘 접착제가, 예를 들어 미국 특허 제3,239,478호(하를란(Harlan)), 제3,935,338호(로버트슨(Robertson)), 제5,169,727호(보드만(Boardman)), RE24,906호(울리히(Ulrich)), 제4,952,650호(영(Young) 등), 제4,181,752호(마르텐스(Martens) 등), 및 제8,298,367호(베거(Beger) 등)에 개시되어 있다.
아크릴 감압 접착제 층에 유용한 중합체는 아크릴레이트 및 메타크릴레이트 중합체 및 공중합체를 포함한다. 그러한 중합체는 1 내지 20개의 탄소 원자(예를 들어, 3 내지 18개의 탄소 원자)를 갖는 알킬 기를 가진, 비-3차 알킬 알코올의 단량체 아크릴 또는 메타크릴 에스테르를 하나 이상 중합함으로써 제조될 수 있다. 적합한 아크릴레이트 단량체로는 예컨대 메틸 아크릴레이트, 에틸 아크릴레이트, n-부틸 아크릴레이트, 라우릴 아크릴레이트, 2-에틸헥실 아크릴레이트, 사이클로헥실 아크릴레이트, 아이소-옥틸 아크릴레이트, 옥타데실 아크릴레이트, 노닐 아크릴레이트, 데실 아크릴레이트 및 도데실 아크릴레이트가 포함된다. 상응하는 메타크릴레이트가 마찬가지로 사용될 수 있다. 방향족 아크릴레이트 및 메타크릴레이트, 예를 들어 벤질 아크릴레이트 및 사이클로벤질 아크릴레이트가 또한 유용하다. 선택적으로, 하나 이상의 모노에틸렌계 불포화 공단량체는 아크릴레이트 또는 메타크릴레이트 단량체와 중합될 수 있다. 공단량체의 독특한 유형 및 양은 중합체의 원하는 특성을 기초로 선택된다.
일 군의 유용한 공단량체는 (메트)아크릴레이트(즉, 아크릴레이트 또는 메타크릴레이트) 단일중합체의 유리 전이 온도보다 큰 단일중합체 유리 전이 온도를 갖는 것들을 포함한다. 이러한 군에 속하는 적합한 공단량체의 예에는 아크릴산, 아크릴아미드, 메타크릴아미드, 치환된 아크릴아미드(예컨대, N,N-다이메틸 아크릴아미드), 이타콘산, 메타크릴산, 아크릴로니트릴, 메타크릴로니트릴, 비닐 아세테이트, N-비닐 피롤리돈, 아이소보르닐 아크릴레이트, 시아노 에틸 아크릴레이트, N-비닐카프로락탐, 말레산 무수물, 하이드록시알킬(메트)아크릴레이트, N,N-다이메틸 아미노에틸 (메트)아크릴레이트, N,N-다이에틸아크릴아미드, 베타-카르복시에틸 아크릴레이트, 네오데칸산, 네오노난산, 네오펜탄산, 2-에틸헥산산, 또는 프로피온산의 비닐 에스테르, 비닐리덴 클로라이드, 스티렌, 비닐 톨루엔, 및 알킬 비닐 에테르가 포함된다. 아크릴레이트 또는 메타크릴레이트 단량체와 중합될 수 있는 제2 군의 모노에틸렌계 불포화 공단량체는 단일중합체 유리 전이 온도(Tg)가 아크릴레이트 단일중합체의 유리 전이 온도보다 더 낮은 것들을 포함한다. 이러한 부류에 속하는 적합한 공단량체의 예에는 에틸옥시에톡시에틸 아크릴레이트(Tg = -71℃) 및 메톡시폴리에틸렌 글리콜 400 아크릴레이트(Tg = -65℃; 일본 와카야마 소재의 신 나카무라 케미칼 컴퍼니, 리미티드(Shin Nakamura Chemical Co., Ltd.)로부터 상표명 NK 에스테르(Ester) AM-90G로 입수가능함)가 포함된다. 아크릴 감압 접착성 중합체와 고무 기반 접착제, 특히 탄성중합체 블록 공중합체-기반 접착제(예를 들어, 점착부여된 SIS 또는 SBS 기반 블록 공중합체 접착제)의 블렌드가 또한 국제 특허 출원 공개 WO 01/57152호(칸드푸르(Khandpur) 등)에 기재된 것과 같이 아크릴 감압 접착제 층으로서 사용될 수 있다.
접착성 중합체는 용매 또는 물 중에 분산되고, 이형 라이너 상에 코팅되고, 건조되고, 선택적으로 가교결합될 수 있다. 용매계 또는 수계 감압 접착제 조성물이 사용되는 경우, 접착제 층은 일반적으로 건조 단계를 거쳐서 모든 또는 대부분의 캐리어 액체를 제거한다. 매끄러운 표면을 달성하기 위해 추가의 코팅 단계가 필요할 수 있다. 이러한 접착제는 또한 라이너 또는 미세구조화된 배킹 상에 고온 용융 코팅될 수 있다. 추가적으로, 단량체 예비-접착제 조성물이 라이너 상에 코팅되고 열, UV 방사선, 또는 전자-빔 방사선과 같은 에너지 공급원에 의해 중합될 수 있다.
추가의 선택사항으로서, 감압 접착제는 선택적으로 하나 이상의 첨가제를 포함할 수 있다. 중합 방법, 코팅 방법, 및 최종 사용자 응용에 따라, 그러한 첨가제는 개시제, 충전제, 가소제, 점착부여제, 사슬 전달제, 섬유 보강제, 직포 및 부직포, 발포제, 산화방지제, 안정화제, 난연제, 점도 향상제, 착색제, 및 이들의 혼합물을 포함할 수 있다.
접착제의 레올로지는 그의 탄젠트 델타 값, 또는 접착제 재료의 저장 전단 모듈러스(G')에 대한 손실 전단 모듈러스(G")의 비에 의해 특성화될 수 있다. 일부 실시 형태에서, 접착제는 주위 조건 하에서 1 ㎐의 주파수로 알려진 방법에 따라 일축 동적 기계 분석에 의해 측정될 때, 최대 0.5, 최대 0.48, 최대 0.45, 최대 0.42, 최대 0.4, 또는 최대 0.35의 탄젠트 델타 값을 나타낸다.
폼 조성물
바람직한 실시 형태에서, 폼 코어(106)의 조성물은 아크릴 중합체 또는 실리콘 중합체를 포함한다. 추가의 바람직한 폼 조성물은 임의의 폴리우레탄이 본질적으로 없는 폼을 포함하는데, 이때 폴리우레탄은 자외광에 노출 시에 분해되는 경향이 있다. 예를 들어, 폼 조성물은 5% 미만, 3% 미만, 1% 미만, 0.5% 미만 또는 0.1% 미만의 폴리우레탄을 가질 수 있다.
아크릴 및 실리콘 폼이 그들의 자외광 안정성, 정합성, 및 응력을 분포시키는 능력으로 인해 유용하다. 아크릴 중합체는, 예를 들어 1 내지 18개의 탄소 원자를 갖는 비-3차 알코올의 아크릴산 에스테르일 수 있다. 일부 실시 형태에서, 아크릴산 에스테르는 4 내지 12개의 탄소 원자를 갖는 탄소-대-탄소 사슬을 포함하고, 하이드록실 산소 원자에서 종료되며, 상기 사슬은 분자 내에 탄소 원자의 총수의 적어도 절반을 함유한다.
소정의 유용한 아크릴산 에스테르는 점착성이고 연신가능하고 탄성인 접착제에 대해 중합성이다. 비-3차 알코올의 아크릴산 에스테르의 예에는 2-메틸부틸 아크릴레이트, 아이소옥틸 아크릴레이트, 라우릴 아크릴레이트, 4-메틸-2-펜틸 아크릴레이트, 아이소아밀 아크릴레이트, sec-부틸 아크릴레이트, n-부틸 아크릴레이트, n-헥실 아크릴레이트, 2-에틸헥실 아크릴레이트, n-옥틸 아크릴레이트, n-데실 아크릴레이트, 아이소데실 아크릴레이트, 아이소데실 메타크릴레이트, 및 아이소노닐 아크릴레이트가 포함되지만 이로 한정되지 않는다. 적합한 비-3차 알코올의 아크릴산 에스테르에는, 예를 들어 2-에틸헥실 아크릴레이트 및 아이소옥틸아크릴레이트가 포함된다.
폼의 강도를 향상시키기 위하여, 아크릴산 에스테르는 고도로 극성인 기를 갖는 하나 이상의 모노에틸렌계 불포화 단량체와 공중합될 수 있다. 그러한 모노에틸렌계 불포화 단량체는, 예컨대 아크릴산, 메타크릴산, 이타콘산, 아크릴아미드, 메타크릴아미드, N-치환된 아크릴아미드(예를 들어, N,N-다이메틸 아크릴아미드), 아크릴로니트릴, 메타크릴로니트릴, 하이드록시알킬 아크릴레이트, 시아노에틸 아크릴레이트, N-비닐피롤리돈, N-비닐카프로락탐, 및 말레산 무수물이다. 일부 실시 형태에서, 이들 공중합성 단량체는 접착제가 통상의 실온에서 점착성이 되도록 접착제 매트릭스의 20 중량% 미만의 양으로 사용된다. 일부 경우에, 점착성은 최대 50 중량%의 N-비닐피롤리돈에서 보존될 수 있다.
적어도 6 중량%의 아크릴산, 그리고 다른 실시 형태에서는, 적어도 8 중량%, 또는 적어도 10 중량%의 아크릴산을 포함하는 아크릴레이트 공중합체가 특히 유용하며, 각각은 아크릴레이트 공중합체 내의 단량체들의 총 중량에 기초한다. 접착제는 또한 소량의 다른 유용한 공중합성 모노에틸렌계 불포화 단량체, 예컨대 알킬 비닐 에테르, 비닐리덴 클로라이드, 스티렌, 및 비닐톨루엔을 포함할 수 있다.
폼의 응집 강도의 향상은 또한 가교결합제, 예컨대 1,6-헥산다이올 다이아크릴레이트를 광활성 트라이아진 가교결합제, 예컨대 미국 특허 제4,330,590호(베슬레이(Vesley)) 및 제4,329,384호(베슬레이 등)에 교시된 것, 또는 열-활성화성 가교결합제, 예컨대 C1-4 알킬 기를 갖는 저급-알콕실화 아미노 포름알데하이드 축합물 - 예를 들어, 헥사메톡시메틸 멜라민 또는 테트라메톡시메틸 우레아 또는 테트라부톡시메틸 우레아 - 과 함께 사용함을 통해 달성될 수 있다. 조성물에 전자 빔(또는 "e-빔") 방사선, 감마 방사선, 또는 X-선 방사선을 조사함으로써 가교결합이 달성될 수 있다. 비스아미드 가교결합제가 용액 상태의 아크릴 접착제와 함께 사용될 수 있다.
폼에 사용되는 중합체는 임의의 적합한 중합 방법에 의해 제조될 수 있다. 적합한 중합 방법은 광중합, 열 중합, 또는 이온화 방사선 중합을 포함하지만 이로 한정되지 않는다. 이들 방법은 용액 상태에서, 에멀젼 상태에서, 또는 용매 없이 벌크 상태에서 수행될 수 있다. 벌크 중합 방법은 미국 특허 제5,804,610호(해머(Hamer) 등)에 기재되어 있다. 선택적으로, 광중합성 단량체가 1000 내지 40,000 cps의 점도로 부분 중합되어 코팅을 촉진시킬 수 있다. 대안적으로, 부분 중합은 열에 의해 영향을 받을 수 있다. 필요하다면, 단량체들을 요변제, 예컨대 건식 실리카와 혼합함으로써 점도가 또한 조정될 수 있다.
가교결합 전의 폼 내의 중합체의 중량 평균 분자량은 적어도 600,000 g/mol, 적어도 800,000 g/mol, 또는 적어도 1,000,000 g/mol일 수 있다.
광중합은 불활성 분위기 내에서, 예컨대 질소 또는 아르곤 가스의 블랭킷 하에서 일어날 수 있다. 대안적으로, 불활성 환경은 광중합성 코팅을 자외 방사선에 대해 투과성인 플라스틱 필름으로 일시적으로 커버하고, 필름을 통해 코팅을 조사함으로써 달성될 수 있다. 중합성 코팅이 광중합 동안 커버되지 않는 경우, 미국 특허 제4,303,485호(레벤스(Levens))에 개시된 바와 같이 산화성 주석 화합물을 광중합성 조성물 내로 혼합함으로써 불활성 분위기의 허용가능한 산소 함량이 증가될 수 있으며, 이는 비교적 더 두꺼운 코팅이 공기 중에서 중합될 수 있게 할 수 있다.
선택적으로, 폼은 하나 이상의 첨가제를 함유한다. 그러한 첨가제는, 예를 들어 충전제, 산화방지제, 점도 개질제, 안료, 점착부여 수지, 섬유, 난연제, 정전기 방지제 및 슬립제(slip agent), 열 전도성 입자, 전기 전도성 입자, 연속 미세섬유, 필라멘트, 및 이들의 혼합물을 포함할 수 있다.
폼을 제조하는 데 사용되는 중합체는, 저접착력 표면을 가져서 이로부터 중합된 층이 용이하게 제거가능하고 거의 항상 자립형(self-sustaining)인 가요성 배킹 시트(예를 들어, 이형 라이너) 상에 초기에 코팅되고 그것에 중합될 수 있다. 배킹 시트의 반대편 면이 또한 저접착력 표면을 갖는 경우, 그의 중합된 층을 갖는 배킹 시트는 완성된 접착 물품의 조립 전에 저장을 위하여 롤 형태로 감길 수 있다.
일부 실시 형태에서, 폼은 실리콘 중합체로부터 제조된다. 적합한 실리콘 중합체는, 예를 들어 규소-결합된 하이드록실 기로 말단화된 수지성 코어 및 비수지성 폴리오가노실록산 기를 함유하는 MQ 수지, 처리된 MQ 수지, 및 축합 반응성 기로 말단화된 폴리다이오가노실록산을 포함할 수 있다. 그러한 조성물은 구조용 글레이징 응용에 사용될 수 있으며, 이는 미국 특허 제8,298,367호(베거 등)에 기재된 바와 같다.
일반적으로, 폼은 개방 셀 폼, 폐쇄 셀 폼, 또는 이들의 조합일 수 있다. 일부 실시 형태에서, 폼은 중공 미소구체, 예를 들어 중공 유리 미소구체를 함유하는 신택틱 폼(syntactic foam)이다. 유용한 중공 유리 미소구체는, 밀도가 0.4 g/cm 미만이고 직경이 5 내지 200 마이크로미터인 것들을 포함한다. 미소구체는 투명하거나, 코팅되거나, 염색되거나, 이들의 조합일 수 있다. 미소구체는 전형적으로 폼 조성물의 5 내지 65 부피%를 구성한다. 이렇게 제조된 유용한 아크릴 폼의 예가 미국 특허 제4,415,615호(에스메이(Esmay) 등) 및 제6,103,152호(겔센(Gehlsen) 등)에 개시되어 있다.
일부 실시 형태에서, 팽창된 중합체 미소구체를 중합성 조성물 내로 블렌딩함으로써 폼이 형성될 수 있다. 일부 실시 형태에서, 팽창성 중합체 미소구체를 조성물 내로 블렌딩하고 미소구체를 팽창시킴으로써 폼이 형성될 수 있다. 팽창성 중합체 미소구체는 중합체 셸(shell) 및 가스, 액체, 또는 이들의 조합의 형태인 코어 재료를 포함한다. 중합체 셸의 용융 또는 유동 온도 이하의 온도로 가열 시에, 중합체 셸은 팽창되어 미소구체를 형성한다. 적합한 코어 재료는 프로판, 부탄, 펜탄, 아이소부탄, 네오펜탄, 아이소펜탄, 및 이들의 조합을 포함한다. 중합체 미소구체 셸에 사용되는 열가소성 수지는 폼의 기계적 특성에 영향을 줄 수 있고, 폼의 특성은 미소구체의 선택에 의해, 또는 상이한 유형의 미소구체들의 혼합물을 사용함으로써 조정될 수 있다. 구매가능한 팽창성 미소구체의 예에는 스웨덴 순스발 소재의 악조 노벨 펄프 앤드 퍼포먼스 케미칼즈 아베(Akzo Nobel Pulp and Performance Chemicals AB)로부터 상표명 엑스판셀(Expancel)™로 입수가능한 것들이 포함된다. 팽창성 중합체 미소구체를 함유하는 폼의 제조 방법 및 이러한 미소구체의 상세사항이 미국 특허 제6,103,152호(겔센 등)에 기재되어 있다.
폼은 또한, 예를 들어 기계적 메커니즘, 화학적 메커니즘, 및 이들의 조합을 포함한 다양한 메커니즘을 사용하여 조성물 내에 가스 공극을 형성함으로써 제조될 수 있다. 유용한 기계적 발포 메커니즘은, 예를 들어 휘젓기(예를 들어, 조성물의 진탕, 교반, 또는 휘핑, 및 이들의 조합), 조성물 내로의 가스의 주입(예를 들어, 조성물의 표면 아래로 노즐을 삽입하고 가스를 조성물 내로 블로잉함), 및 이들의 조합을 포함한다. 발포제를 통해 형성된 공극을 갖는 폼의 제조 방법이 미국 특허 제6,586,483호(콜브 등)에 기재되어 있다.
예시적인 실시 형태에서, 폼은 320 ㎏/㎥ 내지 800 ㎏/㎥, 400 ㎏/㎥ 내지 720 ㎏/㎥, 또는 400 ㎏/㎥ 내지 641 ㎏/㎥의 폼 밀도를 갖는다.
사용 방법
제공된 접착 물품은 다수의 접합 방법들 중 임의의 것에 따라 적용될 수 있다. 그러한 접합 방법은 구조용 글레이징 또는 건축용 패널에 사용되는 유리 또는 중합체 패널을 접착시키는 데 특히 적합하다.
일반적으로, 접착 물품으로부터 임의의 이형 라이너를 벗겨내고 그것을 투명하거나 반투명한 유리 또는 플라스틱 패널과 상보적 프레임(또는 임의의 다른 제2 기재) 사이에 배치함으로써 투명하거나 반투명한 유리 또는 플라스틱 패널이 접합될 수 있다. 선택적으로, 복수의 채널들이 유리 또는 플라스틱 패널과 대면하는 접착 표면 상에 배치되고, 그럼으로써 감압 접착제와 투명하거나 반투명한 유리 또는 플라스틱 패널 사이에 임의의 포획된 공기의 통기를 가능하게 한다. 접합을 고정시키기 위하여, 최종 사용자는 접착 표면 상의 채널들이 시간 경과에 따라 본질적으로 소실되도록 감압 접착제의 유동을 유도하기에 충분한 압축력을 접착 물품에 적용한다. 바람직하게는, 충분한 압축력은 손에 의해 용이하게 제공될 수 있지만, 이 공정에서 보조용으로 롤러 또는 다른 장치가 선택적으로 사용될 수 있다.
상기 과정은 (존재하는 경우) 제1 이형 라이너를 제거하고, 접착 물품을 먼저 프레임(또는 제2 기재)에 장착하고, 제2 이형 라이너를 제거하고, 이어서 접합시키고자 하는 패널을 프레임/접착제 조립체 상에 배치함으로써 구현될 수 있다.
대안으로서, 접착 물품 내의 채널들의 배향은, 복수의 채널들이 프레임(또는 제2 기재)을 향해 배향되도록 역전될 수 있다. 이러한 경우에, 채널들을 함유하지 않는 접착 표면이 유리 또는 플라스틱 패널에 먼저 적용되고, 이어서 패널/접착제 조립체가 프레임에 장착되는 것이 바람직하다.
전술되고 도 5에 예시된 바와 같이, 접착 물품은 복수의 채널들이 물품의 각각의 반대편 면들 상의 노출된 접착 표면 내로 형성될 수 있다. 이 경우에, 공기-배출성이 양쪽 접착 표면 상에서 이용가능하며, 이에 따라 테이프가 적용되는 순서는 중요하지 않을 수 있다. 예를 들어, 최종 사용자는 먼저 접착제/기재 계면 어디에서든 실질적인 공기 포획에 대한 우려 없이 접착 물품을 패널 또는 프레임에 적용할 수 있다.
접착 표면(들) 내로 형성된 채널들은 접합 후에 궁극적으로 소실되는 것이 바람직하다. 이러한 특징은 미적 관점에서뿐만 아니라, 영구적인 채널들의 존재는 수분, 세정 유체, 또는 다른 액체가 시간 경과에 따라 접합 강도를 손상시킬 정도로 접합 계면 내로 흡상될 수 있는 위험을 증가시킬 수 있기 때문에도 유리하다. 일부 실시 형태에서, 채널들은 상응하는 기재들이 서로 접착 접합된 후 최대 5분, 최대 1440분, 또는 최대 2880분의 기간에 걸쳐 소실된다.
총망라하도록 의도되지는 않지만, 비제한적인 실시 형태들의 목록이 하기와 같이 열거된다:
1.
구조용 글레이징 또는 건축용 패널 응용에서 유리 또는 중합체 패널들을 접합하기 위한 접착 물품의 제조 방법으로서, 폼 층의 각각의 반대편 주 표면 상에 접착 표면을 제공하는 단계 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및 적어도 하나의 접착 표면을 미세구조화된 표면을 갖는 이형 라이너와 접촉 상태로 배치하여 접착 표면을 엠보싱하고, 그럼으로써 접착 표면에 걸쳐 연장되는 복수의 채널들을 형성하는 단계를 포함하며, 각각의 엠보싱된 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지를 갖는 감압 접착제를 포함하는 방법.
2.
실시 형태 1에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.5의 탄젠트 델타 값을 나타내는 방법.
3.
실시 형태 2에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.45의 탄젠트 델타 값을 나타내는 방법.
4.
실시 형태 3에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.4의 탄젠트 델타 값을 나타내는 방법.
5.
실시 형태 1 내지 실시 형태 4 중 어느 하나에 있어서, 폼 층에는 폴리우레탄이 본질적으로 없는 방법.
6.
실시 형태 1 내지 실시 형태 5 중 어느 하나에 있어서, 폼 층은 한 쌍의 접착제 스킨 층들 사이에 배치된 폼 코어를 포함하며, 각각의 접착제 스킨 층은 감압 접착제를 포함하는 방법.
7.
실시 형태 6에 있어서, 폼 코어는 감압 접착 폼을 포함하는 방법.
8.
실시 형태 6 또는 실시 형태 7에 있어서, 폼 코어는 유리 미소구체를 함유하는 신택틱 폼인 방법.
9.
실시 형태 6 내지 실시 형태 8 중 어느 하나에 있어서, 접착제 스킨 층들은 각각 두께가 25 μm 내지 75 μm의 범위인 방법.
10.
실시 형태 9에 있어서, 접착제 스킨 층들은 각각 두께가 35 μm 내지 70 μm의 범위인 방법.
11.
실시 형태 10에 있어서, 접착제 스킨 층들은 각각 두께가 45 μm 내지 60 μm의 범위인 방법.
12.
실시 형태 6 내지 실시 형태 11 중 어느 하나에 있어서, 폼 코어는 두께가 600 μm 내지 12,700 μm의 범위인 방법.
13.
실시 형태 12에 있어서, 폼 코어는 두께가 1100 μm 내지 6500 μm의 범위인 방법.
14.
실시 형태 13에 있어서, 폼 코어는 두께가 2000 μm 내지 3000 μm의 범위인 방법.
15.
실시 형태 6 내지 실시 형태 14 중 어느 하나에 있어서, 폼 코어는 밀도가 320 ㎏/㎥ 내지 800 ㎏/㎥의 범위인 방법.
16.
실시 형태 15에 있어서, 폼 코어는 밀도가 400 ㎏/㎥ 내지 720 ㎏/㎥의 범위인 방법.
17.
실시 형태 16에 있어서, 폼 코어는 밀도가 400 ㎏/㎥ 내지 640 ㎏/㎥의 범위인 방법.
18.
실시 형태 6 내지 실시 형태 17 중 어느 하나에 있어서, 접착제 스킨 층들 중 하나 또는 둘 모두는 아크릴 중합체 또는 실리콘 중합체를 포함하는 방법.
19.
실시 형태 1 내지 실시 형태 5 중 어느 하나에 있어서, 폼 층은 감압 접착 폼을 포함하며, 각각의 접착 표면은 감압 접착 폼의 각각의 반대편 주 표면들에 의해 한정되는 방법.
20.
실시 형태 1 내지 실시 형태 19 중 어느 하나에 있어서, 아크릴 중합체는 알킬 모이어티(moiety)가 1 내지 20개의 탄소 원자를 갖는 알킬 (메트)아크릴레이트, 예컨대 메틸 (메트)아크릴레이트, 에틸 (메트)아크릴레이트, 프로필 (메트)아크릴레이트, 아이소프로필 (메트)아크릴레이트, 부틸 (메트)아크릴레이트, 아이소부틸 (메트)아크릴레이트, s-부틸 (메트)아크릴레이트, t-부틸 (메트)아크릴레이트, 펜틸 (메트)아크릴레이트, 아이소펜틸 (메트)아크릴레이트, 헥실 (메트)아크릴레이트, 헵틸 (메트)아크릴레이트, 옥틸 (메트)아크릴레이트, 2-에틸헥실 (메트)아크릴레이트, 아이소옥틸 (메트)아크릴레이트, 노닐 (메트)아크릴레이트, 아이소노닐 (메트)아크릴레이트, 데실 (메트)아크릴레이트, 아이소데실 (메트)아크릴레이트, 운데실 (메트)아크릴레이트, 도데실 (메트)아크릴레이트, 트라이데실 (메트)아크릴레이트, 테트라데실 (메트)아크릴레이트, 펜타데실 (메트)아크릴레이트, 헥사데실 (메트)아크릴레이트, 헵타데실 (메트)아크릴레이트, 옥타데실 (메트)아크릴레이트, 노나데실 (메트)아크릴레이트, 및 에이코실 (메트)아크릴레이트를 포함하는 방법.
21.
실시 형태 1 내지 실시 형태 20 중 어느 하나에 있어서, 채널들은 깊이가 3 μm 내지 50 μm의 범위인 방법.
22.
실시 형태 21에 있어서, 채널들은 깊이가 7 μm 내지 40 μm의 범위인 방법.
23.
실시 형태 22에 있어서, 채널들은 깊이가 10 μm 내지 30 μm의 범위인 방법.
24.
실시 형태 1 내지 실시 형태 23 중 어느 하나에 있어서, 채널들은 감압 접착제의 표면을 따라 임의의 주어진 500 μm 직경의 원형 영역에 대하여 1×103 μ㎥ 내지 1×107 μ㎥ 범위의 부피를 한정하는 방법.
25.
실시 형태 24에 있어서, 채널들은 감압 접착제의 표면을 따라 임의의 주어진 500 μm 직경의 원형 영역에 대하여 5×103 μ㎥ 내지 5×106 μ㎥ 범위의 부피를 한정하는 방법.
26.
실시 형태 25에 있어서, 채널들은 감압 접착제의 표면을 따라 임의의 주어진 500 μm 직경의 원형 영역에 대하여 1×104 μ㎥ 내지 1×106 μ㎥ 범위의 부피를 한정하는 방법.
27.
실시 형태 1 내지 실시 형태 26 중 어느 하나의 방법을 사용하여 제조되는 접착 물품.
28.
접착 물품으로서, 한 쌍의 반대편 주 표면들을 갖는 폼 층 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및 각각의 반대편 주 표면들 상에 배치된 접착 표면을 포함하며, 복수의 채널들이 적어도 하나의 접착 표면에 걸쳐 연장되고, 적어도 하나의 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지를 갖는 감압 접착제를 포함하는 접착 물품.
29.
실시 형태 28에 있어서, 폼 층은 두께가 1100 μm 내지 6500 μm의 범위인 접착 물품.
30.
실시 형태 29에 있어서, 폼 층은 두께가 2000 μm 내지 3000 μm의 범위인 접착 물품.
31.
실시 형태 28 내지 실시 형태 30 중 어느 하나에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.5의 탄젠트 델타 값을 나타내는 접착 물품.
32.
실시 형태 31에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.45의 탄젠트 델타 값을 나타내는 접착 물품.
33.
실시 형태 32에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.4의 탄젠트 델타 값을 나타내는 접착 물품.
34.
실시 형태 27 내지 실시 형태 33 중 어느 하나에 있어서, 적어도 하나의 접착 표면에 걸쳐 연장되고 그와 접촉하는 투명하거나 반투명한 유리 또는 플라스틱 패널을 추가로 포함하는 접착 물품.
35.
실시 형태 27 내지 실시 형태 33 중 어느 하나의 접착 물품을 사용하여 투명하거나 반투명한 유리 또는 플라스틱 패널을 접합하는 방법으로서, 투명하거나 반투명한 유리 또는 플라스틱 패널과 기재 사이에 접착 물품을 배치하고, 그럼으로써 복수의 채널들이 감압 접착제와 투명하거나 반투명한 유리 또는 플라스틱 패널 사이에 포획된 공기의 통기를 가능하게 하는 단계; 및 감압 접착제의 유동을 유도하기에 충분한 압축력을 접착 물품에 적용하고, 그럼으로써 적어도 하나의 접착 표면 상에 배치된 채널들이 시간 경과에 따라 본질적으로 소실되는 단계를 포함하는 방법.
36.
실시 형태 35에 있어서, 접착 물품은, 접착 물품이 손의 압력 하에서 압축될 때 또는 그 후에 10℃의 온도에서 본질적으로 100% 웨트 아웃을 시각적으로 나타내는 방법.
실시예
본 발명의 목적 및 이점이 하기의 비제한적인 실시예에 의해 추가로 예시된다. 이들 실시예에서 언급된 특정 재료 및 양뿐만 아니라 다른 조건 및 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안 된다. 달리 언급되지 않는 한, 실시예 및 명세서의 나머지 부분에서의 모든 부, 백분율, 비 등은 중량 기준이다.
이들 실시예에 사용된 재료는 하기 표 1에 제공되어 있다.
[표 1]

이형 라이너 RL-2 내지 RL-5는 표 2에 요약된 바와 같은 미소구조체 특성을 갖는 라이너였다. 이형 RL-1은 미세구조체 특성을 도입하도록 처리하지 않았으며, 비교예로서 사용하였다.
[표 2]

테이프/이형 라이너 샘플의 제조
이형 라이너 RL-1 내지 RL-5 각각을, 모든 변 둘레에서 대략 1.3 cm(0.5 인치) 더 넓은 라이너 상에 VHB SGT B23F 감압 테이프(2.5 cm(1 인치) 폭 테이프)의 노출된 접착 표면과 접촉 상태로 배치하였다. 이어서, 강철 추와 함께 강철 금속 플레이트(0.64 cm 두께, 또는 대략 0.25 인치 두께)를 감압 테이프/이형 라이너 샘플("테이프/라이너 샘플") 상에 적층하여 주위 실온 조건(24℃)에서 7일 동안 28 ㎪(4 psi)의 압력을 제공하였다.
실시예 1 내지 실시예 16(EX-1 내지 EX-16) 및 비교예 1 내지 비교예 4(CE-1 내지 CE-4)의 제조
테이프/라이너 샘플 RL-1 내지 RL-5를 7일 실내 주위(실온) 컨디셔닝 단계 후에 하기 온도 조건들 중 하나에서 컨디셔닝하였다.
1. 10℃ (50℉)
2. 24℃ (75℉)
3. 32℃ (90℉)
0.64 센티미터(0.25 인치) 두께인 투명 폴리카르보네이트("PC") 또는 유리의 기재 패널들을 또한 상기 온도 조건들 중 하나에서, 기재 패널에 동일한 온도 조건을 갖는 테이프/라이너 샘플을 라미네이팅하기 위한 준비 시에 컨디셔닝하였다.
테이프/라이너 샘플 및 기재 패널을, 적외선 온도 건(gun)(미국 미네소타주 세인트 폴 소재의 쓰리엠 컴퍼니로부터 상표명 "IR-500 적외선 온도계(INFRARED THERMOMETER)"로 입수가능함)을 사용하여, 기재 패널에 테이프/라이너 샘플을 적용하기 전에 테이프/라이너 샘플 및 기재가 선택된 온도에 있음이 검증될 때까지, 지시된 온도에서 컨디셔닝하였다. 이어서, 라이너를 테이프로부터 박리하고, 테이프를 접착 면이 기재 패널을 대면하도록 기재 패널 상에 배치하고, 분당 30 cm(12 인치)로 롤링되는 6.8 ㎏(15 파운드) 중량 롤러를 사용하여 테이프 위로 2회 통과하여 기재 상에 라미네이팅하였다.
기재 패널에 테이프 샘플을 적용한 후에, 생성된 구조물을 접착제 내의 이형 라이너로부터의 임의의 가시적 패턴 및 포획된 공기("공기 버블")에 대해 시각적으로 조사하였다. 시험 조건 및 결과는 표 3에 요약된 바와 같았다.
[표 3]

특허증을 위한 상기 출원에서의 모든 인용된 참고 문헌, 특허, 및 특허 출원은 전체적으로 일관된 방식으로 본 명세서에 참고로 포함된다. 본 출원과 포함되는 참고 문헌의 부분들 사이에 불일치 또는 모순이 있는 경우, 전술한 설명에서의 정보가 우선할 것이다. 당업자가 청구되는 발명을 실시할 수 있게 하기 위해 주어진 전술한 설명은, 청구범위 및 그에 대한 모든 동등물에 의해 한정되는 본 발명의 범주를 제한하는 것으로 해석되어서는 안 된다.
Claims (15)
- 구조용 글레이징(structural glazing) 또는 건축용 패널 응용에서 유리 또는 중합체 패널들을 접합하기 위한 접착 물품의 제조 방법으로서,
폼 층(foam layer)의 각각의 반대편 주 표면 상에 접착 표면을 제공하는 단계 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및
적어도 하나의 접착 표면을 미세구조화된 표면을 갖는 이형 라이너와 접촉 상태로 배치하여 접착 표면을 엠보싱하고, 그럼으로써 접착 표면에 걸쳐 연장되는 복수의 채널들을 형성하는 단계를 포함하며,
각각의 엠보싱된 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지(rheology)를 갖는 감압 접착제를 포함하는 방법. - 제1항에 있어서, 감압 접착제는 100℃의 온도 및 1 ㎐의 주파수에서 1 라디안/초로 일축 동적 기계 분석에 의해 측정될 때 최대 0.5의 탄젠트 델타 값을 나타내는 방법.
- 제1항 또는 제2항에 있어서, 폼 층에는 폴리우레탄이 본질적으로 없는 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 폼 층은 한 쌍의 접착제 스킨 층(adhesive skin layer)들 사이에 배치된 폼 코어(foam core)를 포함하며, 각각의 접착제 스킨 층은 감압 접착제를 포함하는 방법.
- 제4항에 있어서, 폼 코어는 감압 접착 폼을 포함하는 방법.
- 제4항 또는 제5항에 있어서, 폼 코어는 유리 미소구체를 함유하는 신택틱 폼(syntactic foam)인 방법.
- 제4항 내지 제6항 중 어느 한 항에 있어서, 접착제 스킨 층들 중 하나 또는 둘 모두는 아크릴 중합체 또는 실리콘 중합체를 포함하는 방법.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 폼 층은 감압 접착 폼을 포함하며, 각각의 접착 표면은 감압 접착 폼의 각각의 반대편 주 표면들에 의해 한정되는 방법.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 채널들은 깊이가 3 μm 내지 50 μm의 범위인 방법.
- 제9항에 있어서, 채널들은 깊이가 10 μm 내지 30 μm의 범위인 방법.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 채널들은 감압 접착제의 표면을 따라 임의의 주어진 500 μm 직경의 원형 영역에 대하여 1×103 μ㎥ 내지 1×107 μ㎥ 범위의 부피를 한정하는 방법.
- 제11항에 있어서, 채널들은 감압 접착제의 표면을 따라 임의의 주어진 500 μm 직경의 원형 영역에 대하여 1×104 μ㎥ 내지 1×106 μ㎥ 범위의 부피를 한정하는 방법.
- 접착 물품으로서,
한 쌍의 반대편 주 표면들을 갖는 폼 층 - 폼 층은 아크릴 중합체 또는 실리콘 중합체를 포함함 -; 및
각각의 반대편 주 표면들 상에 배치된 접착 표면을 포함하며,
복수의 채널들이 적어도 하나의 접착 표면에 걸쳐 연장되고, 적어도 하나의 접착 표면은, 접착 물품이 압축될 때 복수의 채널들이 시간 경과에 따라 본질적으로 소실될 수 있게 하는 레올로지를 갖는 감압 접착제를 포함하는 접착 물품. - 제13항의 접착 물품을 사용하여 투명하거나 반투명한 유리 또는 플라스틱 패널을 접합하는 방법으로서,
투명하거나 반투명한 유리 또는 플라스틱 패널과 기재 사이에 접착 물품을 배치하고, 그럼으로써 복수의 채널들이 감압 접착제와 투명하거나 반투명한 유리 또는 플라스틱 패널 사이에 포획된 공기의 통기(venting)를 가능하게 하는 단계; 및
감압 접착제의 유동을 유도하기에 충분한 압축력을 접착 물품에 적용하고, 그럼으로써 적어도 하나의 접착 표면 상에 배치된 채널들이 시간 경과에 따라 본질적으로 소실되는 단계를 포함하는 방법. - 제14항에 있어서, 접착 물품은, 접착 물품이 손의 압력 하에서 압축될 때 또는 그 후에 10℃의 온도에서 본질적으로 100% 웨트 아웃(wet out)을 시각적으로 나타내는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562213193P | 2015-09-02 | 2015-09-02 | |
| US62/213,193 | 2015-09-02 | ||
| PCT/US2016/049837 WO2017040748A1 (en) | 2015-09-02 | 2016-09-01 | Adhesive article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20180048685A true KR20180048685A (ko) | 2018-05-10 |
Family
ID=56943936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187006585A KR20180048685A (ko) | 2015-09-02 | 2016-09-01 | 접착 물품 |
Country Status (6)
| Country | Link |
|---|---|
| US (3) | US20180257346A1 (ko) |
| EP (1) | EP3344719A1 (ko) |
| JP (1) | JP2018532825A (ko) |
| KR (1) | KR20180048685A (ko) |
| CN (1) | CN107922795B (ko) |
| WO (1) | WO2017040748A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023113255A1 (ko) * | 2021-12-17 | 2023-06-22 | 케이피엑스케미칼 주식회사 | 기포 배출이 용이한 연마패드 접착용 양면 접착 테이프 및 상기 접착 테이프가 적용된 화학기계적 연마장치 |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3753483A1 (en) | 2013-01-24 | 2020-12-23 | Irhythm Technologies, Inc. | Physiological monitoring device |
| JP5952369B2 (ja) * | 2013-10-23 | 2016-07-13 | 福岡丸本株式会社 | 粘着テープ及び粘着テープ巻回体並びにテープディスペンサー |
| JP2018504148A (ja) | 2014-10-31 | 2018-02-15 | アイリズム・テクノロジーズ・インコーポレイテッドiRhythm Technologies,Inc. | 無線式生体モニタリングデバイス及びシステム |
| US10967605B2 (en) * | 2017-03-17 | 2021-04-06 | The Boeing Company | Decorative laminates having an open-cell foam layer |
| EP3774326A4 (en) * | 2018-04-04 | 2022-05-04 | 3M Innovative Properties Company | CHAOTIC NONCONTINUOUS STRUCTURES FOR FUNCTIONAL ADHESIVE SYSTEMS |
| WO2019193468A1 (en) * | 2018-04-04 | 2019-10-10 | 3M Innovative Properties Company | Transfer tape with fluid egress channels |
| DE102018214237A1 (de) | 2018-05-28 | 2019-11-28 | Tesa Se | Wiederablösbarer Haftklebestreifen |
| US12117635B2 (en) * | 2019-04-30 | 2024-10-15 | 3M Innovative Properties Company | Optical stack |
| US11246524B2 (en) | 2020-02-12 | 2022-02-15 | Irhythm Technologies, Inc. | Non-invasive cardiac monitor and methods of using recorded cardiac data to infer a physiological characteristic of a patient |
| EP4192334A1 (en) | 2020-08-06 | 2023-06-14 | Irhythm Technologies, Inc. | Adhesive physiological monitoring device |
| KR20230047456A (ko) | 2020-08-06 | 2023-04-07 | 아이리듬 테크놀로지스, 아이엔씨 | 생리학적 모니터링 장치를 위한 전기 부품 |
Family Cites Families (34)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA677797A (en) | 1955-11-18 | 1964-01-14 | Minnesota Mining And Manufacturing Company | Sheet material having a pressure-sensitive adhesive coating of acrylate ester copolymer |
| US3239478A (en) | 1963-06-26 | 1966-03-08 | Shell Oil Co | Block copolymer adhesive compositions and articles prepared therefrom |
| US3935338A (en) | 1973-04-23 | 1976-01-27 | Shell Oil Company | Process for the preparation of pressure-sensitive adhesive articles |
| US4181752A (en) | 1974-09-03 | 1980-01-01 | Minnesota Mining And Manufacturing Company | Acrylic-type pressure sensitive adhesives by means of ultraviolet radiation curing |
| US4223067A (en) * | 1978-03-27 | 1980-09-16 | Minnesota Mining And Manufacturing Company | Foam-like pressure-sensitive adhesive tape |
| US4303485A (en) | 1979-08-20 | 1981-12-01 | Minnesota Mining And Manufacturing Company | Ultraviolet polymerization of acrylate monomers using oxidizable tin compounds |
| US4330590A (en) | 1980-02-14 | 1982-05-18 | Minnesota Mining And Manufacturing Company | Photoactive mixture of acrylic monomers and chromophore-substituted halomethyl-2-triazine |
| US4329384A (en) | 1980-02-14 | 1982-05-11 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive tape produced from photoactive mixture of acrylic monomers and polynuclear-chromophore-substituted halomethyl-2-triazine |
| US4415615A (en) | 1982-01-15 | 1983-11-15 | Minnesota Mining And Manufacturing Co. | Cellular pressure-sensitive adhesive product and method of making |
| US4952650A (en) | 1987-07-27 | 1990-08-28 | Minnesota Mining And Manufacturing Company | Suspension polymerization |
| US5169727A (en) | 1988-08-04 | 1992-12-08 | Minnesota Mining And Manufacturing Company | Silicone-based pressure-sensitive adhesives having high solids content |
| US5268228A (en) * | 1992-09-21 | 1993-12-07 | Norwood Industries, Inc. | Grooved pressure-sensitive adhesive tape |
| JPH06248243A (ja) * | 1993-02-26 | 1994-09-06 | Sekisui Chem Co Ltd | 写真製版用粘着テープ |
| JP3592715B2 (ja) | 1993-10-29 | 2004-11-24 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 微細構造化面を有する感圧接着剤 |
| US5804610A (en) | 1994-09-09 | 1998-09-08 | Minnesota Mining And Manufacturing Company | Methods of making packaged viscoelastic compositions |
| US6197397B1 (en) * | 1996-12-31 | 2001-03-06 | 3M Innovative Properties Company | Adhesives having a microreplicated topography and methods of making and using same |
| US6103152A (en) | 1998-07-31 | 2000-08-15 | 3M Innovative Properties Co. | Articles that include a polymer foam and method for preparing same |
| US6524675B1 (en) | 1999-05-13 | 2003-02-25 | 3M Innovative Properties Company | Adhesive-back articles |
| US6630531B1 (en) | 2000-02-02 | 2003-10-07 | 3M Innovative Properties Company | Adhesive for bonding to low surface energy surfaces |
| US6655281B1 (en) * | 2000-08-08 | 2003-12-02 | 3M Innovative Properties Company | Flexographic printing elements with improved air bleed |
| US6586483B2 (en) | 2001-01-08 | 2003-07-01 | 3M Innovative Properties Company | Foam including surface-modified nanoparticles |
| US6838142B2 (en) | 2001-05-18 | 2005-01-04 | 3M Innovative Properties Company | Specular laminates |
| US7276278B2 (en) | 2001-11-02 | 2007-10-02 | 3M Innovative Properties Company | Image covering laminate film and image projection sheet |
| EP1904597B1 (en) | 2005-07-19 | 2012-08-22 | Dow Corning Corporation | Pressure sensitive adhesives and methods for their preparation |
| KR101278087B1 (ko) * | 2005-07-19 | 2013-06-25 | 다우 코닝 코포레이션 | 구조체 부착 수단 |
| DE102007010171A1 (de) * | 2007-02-28 | 2008-09-04 | Tesa Ag | Hitze-aktiviert verklebendes Flächenelement |
| TW200846278A (en) * | 2007-05-24 | 2008-12-01 | Contrel Technology Co Ltd | Method for producing viscous micro-structure |
| CN102046748B (zh) * | 2008-04-22 | 2014-06-25 | 3M创新有限公司 | 制造粘合剂制品的方法 |
| US8309207B2 (en) * | 2009-02-05 | 2012-11-13 | Avery Dennison Corporation | Adhesive articles with improved air egress |
| KR101524507B1 (ko) * | 2010-12-23 | 2015-06-01 | 생-고뱅 퍼포먼스 플라스틱스 코포레이션 | 구조적 글레이징 스페이서 |
| JP6087375B2 (ja) * | 2012-04-27 | 2017-03-01 | 株式会社クラレ | アクリル系粘着剤組成物および粘着製品 |
| DE102012215345A1 (de) * | 2012-08-29 | 2014-03-06 | Tesa Se | Gerilltes Klebeband |
| EP2803711B1 (en) * | 2013-05-17 | 2018-06-27 | 3M Innovative Properties Company | Pressure sensitive adhesive assembly comprising filler material |
| KR101559749B1 (ko) * | 2013-11-26 | 2015-10-14 | 김대준 | 위조방지문양과 보조홈문양을 포함하는 전사용 복합문양을 가진 이형지, 이를 포함하는 점착시트 및 이들의 제조방법 |
-
2016
- 2016-09-01 WO PCT/US2016/049837 patent/WO2017040748A1/en active Application Filing
- 2016-09-01 EP EP16767082.7A patent/EP3344719A1/en not_active Withdrawn
- 2016-09-01 CN CN201680050944.7A patent/CN107922795B/zh not_active Expired - Fee Related
- 2016-09-01 KR KR1020187006585A patent/KR20180048685A/ko unknown
- 2016-09-01 JP JP2018511378A patent/JP2018532825A/ja not_active Withdrawn
- 2016-09-01 US US15/755,695 patent/US20180257346A1/en not_active Abandoned
-
2020
- 2020-04-15 US US16/849,316 patent/US20200238670A1/en not_active Abandoned
-
2022
- 2022-01-07 US US17/647,353 patent/US20220126548A1/en not_active Abandoned
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023113255A1 (ko) * | 2021-12-17 | 2023-06-22 | 케이피엑스케미칼 주식회사 | 기포 배출이 용이한 연마패드 접착용 양면 접착 테이프 및 상기 접착 테이프가 적용된 화학기계적 연마장치 |
| KR20230092625A (ko) * | 2021-12-17 | 2023-06-26 | 케이피엑스케미칼 주식회사 | 기포 배출이 용이한 연마패드 접착용 양면 접착 테이프 및 상기 접착 테이프가 적용된 화학기계적 연마장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3344719A1 (en) | 2018-07-11 |
| US20200238670A1 (en) | 2020-07-30 |
| JP2018532825A (ja) | 2018-11-08 |
| CN107922795B (zh) | 2021-11-05 |
| US20180257346A1 (en) | 2018-09-13 |
| US20220126548A1 (en) | 2022-04-28 |
| WO2017040748A1 (en) | 2017-03-09 |
| CN107922795A (zh) | 2018-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20220126548A1 (en) | Adhesive article | |
| AU2001227295B2 (en) | Structured release liners with improved adhesion of adhesive articles | |
| EP1994110B1 (en) | Dry apply adhesive graphic films | |
| EP1373424B1 (en) | Adhesive layers and release liners with pyramidal structures | |
| JP3820439B2 (ja) | 温度応答接着剤製品 | |
| US5589246A (en) | Heat-activatable adhesive article | |
| US7713604B2 (en) | Curable adhesive articles having topographical features therein | |
| JP5236854B2 (ja) | 構造化剥離ライナおよびそのコーティング方法 | |
| EP1532220A1 (en) | Curable adhesive articles having topographical features therein | |
| WO2003085631A1 (en) | Stock material for trim caps | |
| CN109311532A (zh) | 空气动力学制品及其方法 | |
| US20220363957A1 (en) | Repositionable adhesive articles for stretch release removal | |
| JP2020196800A (ja) | 接着剤シート | |
| US20080083495A1 (en) | Method of Manufacturing Structured Release Liner | |
| JP2022130412A (ja) | 表面保護フィルム及び関連方法 |