KR20170109540A - 담배 산업 제품에서 다중 세그먼트 로드를 제조하는 장치 및 로드형 요소 트레인을 전달하기 위한 이송 유닛 - Google Patents
담배 산업 제품에서 다중 세그먼트 로드를 제조하는 장치 및 로드형 요소 트레인을 전달하기 위한 이송 유닛 Download PDFInfo
- Publication number
- KR20170109540A KR20170109540A KR1020177018781A KR20177018781A KR20170109540A KR 20170109540 A KR20170109540 A KR 20170109540A KR 1020177018781 A KR1020177018781 A KR 1020177018781A KR 20177018781 A KR20177018781 A KR 20177018781A KR 20170109540 A KR20170109540 A KR 20170109540A
- Authority
- KR
- South Korea
- Prior art keywords
- rod
- elements
- wheel
- train
- wheels
- Prior art date
Links
Images

Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/20—Reels; Supports for bobbins; Other accessories
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0287—Manufacture of tobacco smoke filters for filters with special features for composite filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/10—Machines with wrapping rollers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/28—Cutting-off the tobacco rod
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/025—Final operations, i.e. after the filter rod forming process
- A24D3/0254—Cutting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65G—TRANSPORT OR STORAGE DEVICES, e.g. CONVEYORS FOR LOADING OR TIPPING, SHOP CONVEYOR SYSTEMS OR PNEUMATIC TUBE CONVEYORS
- B65G29/00—Rotary conveyors, e.g. rotating discs, arms, star-wheels or cones
- B65G29/02—Rotary conveyors, e.g. rotating discs, arms, star-wheels or cones for inclined or vertical transit
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Attitude Control For Articles On Conveyors (AREA)
- Wrapping Of Specific Fragile Articles (AREA)
- Manufacturing Of Cigar And Cigarette Tobacco (AREA)
Abstract
본 발명의 목적은 다중 세그먼트 로드를 제조하기 위한 장치로, 로드형 요소 트레인(ST1)의 형태로 로드형 요소들(S1, S2)을 전달하는 송급기(2); 로드형 요소 트레인(S1, S2)을 래핑 재료(7)로 포장하여 연속 로드(CR)를 형성하기 위한, 요소 트레인(ST1)의 이동 방향으로 송급기(2)의 하류에 위치한 래핑 장치(6); 축 방향으로 위치한 로드형 요소들(S1, S2)의 트레인(ST2)을 형성하고 다수의 이송 휠(9, 10, 11)에 의해 로드형 요소들(S1, S2)을 래핑 유닛에 전달하기 위한, 송급기(2)와 래핑 유닛(6) 사이에 배치된 이송 유닛(1)으로, 로드형 요소는 가이드(20, 21, 22)를 따라 이동되는, 이송 유닛, 및 연속 로드(CR)를, 로드형 요소들(S1, S2)의 세트를 각각 포함하는 로드들(R)로 절단하기 위해 사용되는 절단 수단(8)을 포함하고, 로드형 요소들(S1, S2)을 래핑 장치(6)에 이송하는 유닛(1) 내의 휠들의 적어도 마지막 휠(11)은 그 원주 표면(11A)이 평탄한 휠인 것을 특징으로 한다.
Description
본 발명의 목적은 담배 산업 제품에서 다중 세그먼트 로드를 제조하는 장치, 및 로드형 요소 트레인을 전달하기 위한 이송 유닛이다.
본 발명은 담배 산업 기계의 운반 장치 사이에서 로드형 요소를 이송하는 것에 관한 것으로서, 로드형 요소는 본 명세서에서는 다른 것들 중에서 담배 세그먼트, 담배 로드, 필터 세그먼트, 필터 로드, 필터 세그먼트 및 요소의 향미를 변화시키거나 향미를 제공하는 추가 구성요소를 포함하는 다중 세그먼트 필터 로드, 필터 세그먼트 및 사용되는 필터 물질의 필터링 특성을 변경하는 추가 물체를 포함하는 다중 세그먼트 필터 로드, 필터 세그먼트와 무-필터 세그먼트 모두 함유하는 다중 세그먼트 로드, 감소된 담배 함량을 지닌 다중 세그먼트 요소 및 붙어 있는 단일 세그먼트 또는 다중 세그먼트 필터 팁을 갖는 궐련으로 이해되어야 한다. 또한, 로드형 요소는 원통형 및 비-원통형 모두일 수 있으며, 정면 및 원주 표면 모두에서 언더컷 또는 공동을 가질 수도 있다.
담배 산업에서는 로드형 요소를 유한한 수의 요소들 또는 교대로 상이하거나 동일한 요소들의 무한한 트레인(train)으로 그룹지어 함께 놓는 것이 일반적이다. 또한, 이들은 상이한 필터링 특성을 갖는 무-필터 및 필터 요소들 또는 교대로 무-필터, 필터 요소 및 담배 로드일 수도 있다. 연속 요소 트레인은 연속적인 로드를 형성하는 종이 래퍼(wrapper)로 싸여지며 추가 처리가 이루어지는 한편, 반복적인 구성요소 순서로 로드들로 먼저 절단된다.
담배 산업의 제조업자는 로드형 요소가 요소들 사이에 간극 없이 또는 정확히 정의된 간극을 가지고 함께 놓여야 한다는 요구를 표명했다.
간극이 없는 요소를 놓을 경우 어렵고 매우 중대한 문제는 로드형 요소가 반복적인 방식으로, 일반적으로 서로의 옆에 배치되어, 서로 가까이 놓이게 될 것이라는 기대를 충족시키는 것이다. 반복적인 방식으로 송급하는 것은 요소 트레인에서 요소들의 최종 위치에 대한 무작위 요인의 영향을 제거하는 방식으로 요소를 배치하는 것으로 이해되어야 한다. 무작위 요인에 의해 야기될 수 있는 바람직하지 못한 영향은 요소들 사이의 무작위 간극의 형성 또는 요소들의 과도한 압축으로 인해 요소들의 변형을 초래하는 것이며, 최종 제품의 품질에 영향을 미친다.
로드형 요소 트레인을 함께 놓는 것과 관련하여, 이러한 요소들의 길이방향 이송을 위한 로드형 요소 이송 장치들 사이에서 로드형 요소를 전달하기 위한 장치가 선행기술에 공지되어 있다.
EP 1 763 306 B1 문서로부터, 예를 들어, 로드형 요소들의 그룹, 이 경우 필터 세그먼트들의 전달, 및 무한한 요소 트레인의 형성을 위한 장치가 공지되어 있다. 요소를 전달하는 동안, 원주 상에 러그(lug)가 제공된 휠의 형태로 된 연속하는 회전 부재들 사이에서 로드형 요소들의 정확한 전달에 필요하기 때문에, 개별 요소들 그룹 사이에서 간극이 유지되는 반면, 로드형 요소들의 그룹이 러그 사이의 공간에 놓인다. 로드형 요소 트레인을 간극이 없는 전달 장치의 하류에 있는 벨트 상에 형성하기 위해, 전달 벨트는 전달 장치의 마지막 휠의 원주 속도보다 작은 속도로 이동한다. 로드형 요소를 벨트 상으로 전달하는 동안, 속도 차이로 인해 요소와 벨트 사이에 마찰이 발생한다. 그 결과, 벨트 상에 배열된 로드형 요소가 반복적인 방식으로 배열되어 있지 않고, 과도하게 압축될 수도 있고, 또는 요소들 사이에 무작위 간극이 형성될 수도 있다.
WO 2010/076653 문서에서는 두 개의 이송 장치 사이에 요소 그룹을 전달하기 위한 장치도 제시되어 있다. 이 문서에서는 전달 휠 상의 노치 사이의 분리 부재 뒤에 남아 있는 요소 그룹 사이에서 간극을 제거하기 위한 방법이 개시되어 있다. 이는 요소 그룹을 수신하는 이송 장치의 컨베이어 벨트의 속도를 선택하여 이루어진다. 이 벨트의 속도는 휠의 원주 속도보다 작아서 마지막 전달 휠에 의해 전달된 요소가 이전에 전달된 요소에 가까이에 밀리게 된다. 요소는 벨트 속도로 움직이는 종이 래퍼를 따라 이동된다. 종이 래퍼 상에 일반적으로 적용되는 접착제는 요소의 이동을 방해하고 요소 사이에 누적될 수도 있다. 이동된 요소의 종이 래퍼가 잘못 붙게 되는 일이 생기며, 이는 이동된 그룹의 최종 위치의 정확성과 연속하는 요소 그룹의 인접 요소가 서로에 대해 상대적인 위치의 반복가능성에 영향을 미칠 수 있다.
본 발명의 목적은 이송 장치들 사이에서 로드형 요소를 전달하기 위한 개선된 장치를 개발하는 것이며, 상기 장치는 종이 래퍼에 대한 요소의 상대적인 변위가 감소되거나 제거될 방식으로 로드형 요소를 출구 이송 장치로 전달하는 것을 가능하게 할 것이다.
본 발명의 실체는, 다중 세그먼트 로드를 제조하기 위한 장치로, 로드형 요소 트레인의 형태로 로드형 요소를 전달하는 송급기; 상기 로드형 요소 트레인을 래핑 재료로 포장하여 연속 로드를 형성하기 위한, 상기 요소 트레인의 이동 방향으로 상기 송급기의 하류에 위치한 래핑 장치; 축 방향으로 위치한 로드형 요소의 트레인을 형성하고 다수의 이송 휠에 의해 로드형 요소를 래핑 유닛에 전달하기 위한, 상기 송급기와 상기 래핑 유닛 사이에 위치한 이송 유닛을 포함하고 있으며, 로드형 요소는 가이드를 따라 이동된다. 본 발명에 따른 장치는 또한 연속 로드를 로드들로 절단하는 데 사용되는 절단 수단을 포함하고 있으며, 로드들의 각각은 로드형 요소들의 세트를 포함하고 있다. 본 발명에 따른 장치는 로드형 요소를 래핑 장치에 이송하는 유닛 내의 적어도 휠의 마지막은 그 원주 표면에 러그가 없는 휠인 것을 특징으로 한다.
도 1은 로드형 요소 트레인의 구현예를 보여주고 있으며;
도 2는 로드형 요소 트레인의 다른 구현예를 보여주고 있으며;
도 3은 다중 세그먼트 로드의 제조를 위한 기계의 단편을 보여주고 있으며;
도 4는 로드형 요소 트레인의 이송 유닛을 보여주고 있다.
도 2는 로드형 요소 트레인의 다른 구현예를 보여주고 있으며;
도 3은 다중 세그먼트 로드의 제조를 위한 기계의 단편을 보여주고 있으며;
도 4는 로드형 요소 트레인의 이송 유닛을 보여주고 있다.
또한, 본 발명에 따른 장치는 이송 유닛이 축 방향으로 서로 간에 로드형 요소의 상대적인 위치의 변화에 조정된 것을 특징으로 한다.
또한, 본 발명에 따른 장치는 상기 이송 유닛이 로드형 요소들 사이의 거리의 변화에 조정된 것을 특징으로 한다.
또한, 본 발명에 따른 장치는 평활한 휠이 조립 유닛의 다른 휠보다 작은 직경을 갖는 것을 특징으로 한다.
또한, 본 발명에 따른 장치는 이송 유닛의 휠과 가이드가 이송된 로드형 요소의 외부 코팅층이 만들어진 재료에 따라 선택된 재료로 만들어져서, 로드형 물품과 휠의 원주 표면 사이의 마찰 계수가 로드형 요소와 가이드의 가이드 표면 사이의 마찰 계수보다 작다.
또한, 본 발명의 실체는 로드형 요소 트레인을 수신하기 위한 입구, 다수의 이송 휠, 로드형 요소를 안내하기 위한 다수의 가이드, 로드형 요소 트레인을 전달하기 위한 출구를 갖는 담배 산업에서의 로드형 요소 트레인을 전달하기 위한 이송 유닛이다. 본 발명에 따른 유닛은 이송 유닛 내의 적어도 휠의 마지막이 그 원주 표면에 러그가 없는 휠인 것을 특징으로 한다.
또한, 본 발명에 따른 유닛는 상기 유닛이 축 방향으로 서로 간에 로드형 요소의 상대적인 위치의 변화에 조정된 것을 특징으로 한다.
마지막 평탄한 휠을 적용하는 결과 제조된 로드의 품질이 향상되었다. 품질 매개변수 중 하나는 절단된 세그먼트의 절반의 길이가 좁은 허용 오차 범위 내에 있는 것이다. 세그먼트 트레인 수신 컨베이어 상으로 세그먼트를 전달하는 동안 발생하는 응력의 감소로 인해, 로드 절단의 정확성이 향상되는 것을 알게 되었다. 또한, 마지막 휠에 러그가 없으므로 컨베이어에서 세그먼트가 찢겨 나가고 인접한 세그먼트에 대해 세그먼트가 부적절하게 배치될 위험이 없다.
본 발명의 목적은 도면에서 바람직한 구현예로 상세히 제시되고 있다.
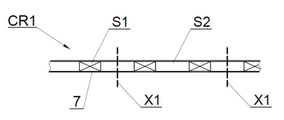
도 1 및 도 2는 본 발명에 따른 장치의 작동의 결과로서 제조된, 생산 단계 S1, S2, S3 및 S4 각각의 동안에 제조된 로드형 요소 트레인으로 형성된 연속적인 다중 세그먼트 로드 CR1 및 CR2의 구현예들의 단편을 보여주고 있다. 제시된 연속 로드는 다중 세그먼트 로드로 절단되며, 도 1 및 도 2는 연속 로드의 절단 지점의 예를 파선 X1 및 X2로 보여주고 있다. 연속하는 선인 X1, X2 사이의 거리는 제조된 로드의 길이를 각각 보여주고 있다.
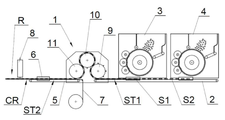
도 3은 다중 요소 필터 로드의 제조를 위한 기계의 단편을 보여주고 있다. 이 기계는 로드형 요소들(S1, S2)을 송급기(2)(일반적으로 이송 장치) 상으로 전달하기 위한 송급 유닛(3, 4)를 갖는다. 이 기계는 본 발명에 따른 이송 유닛(1)을 가지며, 이 이송 유닛의 임무는 송급기(2)에 의해 전달된 로드형 요소들(S1, S2)을 트레이(ST1)의 형태로 송급 유닛(3, 4)으로부터 전달하는 것이지만, 요소들(S1, S2)을 소정의 간격으로 서로에게 이동하는데, 즉, 서로 접촉하지 않는다. 이송 유닛(1)은 3개의 휠(9, 10, 11)을 구비하고 있으며, 휠(9)은 요소 트레인(ST1)의 형태로 송급기(2)로부터 요소들(S1, S2)을 수신한다. 휠(11)은 전달된 로드형 요소들(S1, S2)을 포맷 컨베이어(formatting conveyor, 5) 상으로 전달하는 반면, 래핑 재료(7)는 포맷 컨베이어(5)의 벨트 상으로 전달되고, 요소들(S1, S2)은 래핑 재료(7) 상으로 배치된다. 포맷 컨베이어(5)에 의해 수신된 요소들(S1, S2)은 로드형 요소(S2)의 트레인(ST2)을 형성하지만, 이들 요소는 연속하는 요소가 서로 접촉을 유지하도록 배열된다. 포맷 컨베이어(5)의 벨트 상에서 이동하는 로드형 요소들(S1, S2)의 트레인(ST2)은 포맷 장치(6)에 의해 래핑 재료(7)로 포장된다. 포맷 컨베이어(5)는 보통 포맷 장치(6)의 일부이다. 제조된 연속 로드(CR)는 더 이동하여 절단 헤드(8)에 의해 개별 다중 세그먼트 로드(R)로 절단된다.
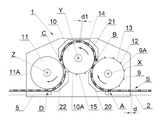
도 4에 도시된 바와 같이, 요소들(S1, S2)은 송급기(2)로부터 휠(9) 상으로 영역(A)에서 전달되고, 영역(A)는 이송 유닛(1)의 입구를 구성한다. 영역(B)에서, 요소들(S1, S2)은 휠(9)에서 휠(10)로 각각 전달되고, 영역(C)에서 요소는 휠(10)에서 휠(11)로 전달되고, 영역(D)에서는 휠(11)에서 포맷 컨베이서(5) 상으로 전달되지만, 영역(D)는 이송 유닛의 출구를 구성한다. 회전축(X)을 주위로 회전하는 휠(9)에는 송급기(2) 상의 요소들(S1, S2) 사이의 거리(d)보다 작은 두께를 갖는 원주 방향으로 배치된 러그(12)가 제공되어 있다. 또한, 원주 표면(9A) 상의 인접한 러그(12) 사이의 노치(13)에 이송되는 하나의 요소 그룹 내의 요소들(S1, S2)은 서로 접촉할 수도 있다. 회전축(Y) 주위로 회전하는 휠(10)의 원주 표면(10A) 상의 러그(14)는 휠(9) 상의 러그(12)에 가까운 두께를 가지며, 마찬가지로 휠(10) 상의 노치(15)는 노치(13)에 가까운 길이를 갖는다. 회전축(Z) 주위로 회전하는 휠(11)은 러그가 없는 평활한 원주 표면(11A)을 갖는다. 영역(C)과 영역(D) 사이의 경로에서, 축 방향으로 연속하는 로드형 요소들(S1, S2) 사이의 간격은 점점 감소하게 되며, 요소의 속도는 최종적으로 포맷 컨베이어(5)의 벨트의 속도에 근접하게 되거나 또는 이 속도에 필적하도록 감소한다. 연속하는 요소 그룹(S1, S2) 사이의 거리(d1)는 감소되거나 완전히 제거된다. 일반적으로, 로드형 요소들(S1, S2)은 이송 유닛(1)의 입구에서 전달되는 것보다 작은 간격으로 이송 유닛의 출구로부터 전달된다. 출구로부터 전달된 후, 로드형 요소(S2, ST2)는 포맷 컨베이어(5)의 벨트 및 래핑 재료(7) 상의 트레인(ST2)에서 더 이동한다.
휠(11)로부터 러그를 제거하는 것은 로드형 요소들(S1, S2)을 휠(11)로부터 래핑 재료(7) 상으로 전달하는 공정의 개선에 유리한 영향을 미친다. 선행기술에서, 래핑 재료(7) 상으로 배치되는 로드형 요소들 중에서부터 마지막 휠의 러그가 빠져나가는 것과 관련된 문제점이 있다. 마지막 휠 위에 러그가 존재하는 것은 러그가 서로에 대항해서 가압되는 래핑 재료(7) 상으로 배치된 로드형 요소들 사이의 공간을 떠날 때의 상황에서 응력의 발생 및 세그먼트의 변위를 초래한다. 전이 영역의 로드형 요소는 말하자면 휠(11)의 원주 속도와 래핑 재료(7)의 이동 속도 사이의 차이의 발생으로 인해 서로에 대항해서 가압되며, 래핑 재료는 더 작은 속도를 갖는다. 또한, 마지막 휠 위의 러그가 컨베이어 밖으로 나가기 전에 움직이는 로드형 요소를 찢어 버리므로, 생산 공정을 방해하는 연속하는 세그먼트의 부적절한, 즉 오정렬된 배치 위험을 초래한다는 문제점이 발견되었다.
또한, 러그의 제거한 결과 이미 휠(11)의 원주 표면(11A) 상에 그룹으로 이동하는 연속하는 로드형 요소 사이에서 발생하는 응력의 감소와 관련하여 더욱 유리한 효과를 가져왔다. 즉, 서로 접촉하고 있는 로드형 요소들 사이의 응력 감소를 정확하게 초래하는 연속하는 로드형 요소의 속도 감소가 발견되었다. 또한 감속 효과는 직경이 감소된 휠을 사용하여 얻을 수도 있다.
로드형 요소들(S1, S2)은 3개의 아치의 조성인 경로 상에서 이동하고 가이드(20, 21, 22)에 의해 안내되며, 상기 가이드는 휠(9, 10, 11)의 원주 표면(9A, 10A, 11A)과 함께, 요소들(S1, S2)에 대한 채널을 형성한다. 이 장치에는 휠(9, 10, 11)의 표면 앞뒤에 위치한, 도면의 평면에 평행한 미도시된 가이드가 부가적으로 제공되어 있다. 이송 유닛(1)의 휠(9, 10, 11) 및 가이드(20, 21, 22)의 재료는 이송된 로드형 요소들(S1, S2)의 외부 코팅이 만들어진 래핑 재료에 따라 선택될 수도 있다. 이들은 휠(9, 10, 11)의 원주 표면(9A, 10A, 11A) 각각에 대한 로드형 요소들(S1, S2)의 마찰 계수가, 가이드(20, 21, 22)의 안내 표면에 대한 로드형 요소의 마찰 계수보다 작다면 서로 다른 재료일 수도 있다. 예를 들어, 담배 산업에서 사용되는 전형적인 재료의 경우, 휠과 가이드는 다양한 등급의 스테인레스 스틸 또는 공구강으로 만들어 질 수도 있으며, 예를 들어 텅스텐 카바이드 또는 티타늄 또는 크롬 질화물로 만들어진 경질 코팅을 가질 수도 있다. 식품과의 접촉이 승인된 플라스틱을 사용하는 것 또한 가능하다.
S1,S2: 로드형 요소
ST1: 요소 트레인
ST2: 트레인
R: 개별 다중 세그먼트 로드
CR: 연속 로드
B,D: 영역
d: 거리
X,Y,Z: 회전축
1: 이송 유닛
2: 송급기
3,4: 송급 유닛
5: 포맷 컨베이어
6: 포맷 장치
7: 래핑 재료
8: 절단 헤드
9,10,11: 휠
9A,10A,11A: 원주 표면
12,14: 러그
13,15: 노치
20,21,22: 가이드
ST1: 요소 트레인
ST2: 트레인
R: 개별 다중 세그먼트 로드
CR: 연속 로드
B,D: 영역
d: 거리
X,Y,Z: 회전축
1: 이송 유닛
2: 송급기
3,4: 송급 유닛
5: 포맷 컨베이어
6: 포맷 장치
7: 래핑 재료
8: 절단 헤드
9,10,11: 휠
9A,10A,11A: 원주 표면
12,14: 러그
13,15: 노치
20,21,22: 가이드
Claims (7)
- 다중 세그먼트 로드를 제조하기 위한 장치로,
로드형 요소 트레인(ST1)의 형태로 로드형 요소들(S1, S2)을 전달하는 송급기(2);
상기 로드형 요소 트레인(S1, S2)을 래핑 재료(7)로 포장하여 연속 로드(CR)를 형성하기 위한, 상기 요소 트레인(ST1)의 이동 방향으로 상기 송급기(2)의 하류에 위치한 래핑 장치(6);
축 방향으로 위치한 로드형 요소들(S1, S2)의 트레인(ST2)을 형성하고 다수의 이송 휠(9, 10, 11)에 의해 로드형 요소들(S1, S2)을 상기 래핑 장치에 전달하기 위한, 상기 송급기(2)와 상기 래핑 유닛(6) 사이에 배치된 이송 유닛(1)으로, 로드형 요소는 가이드(20, 21, 22)를 따라 전달되는, 상기 이송 유닛, 및
상기 연속 로드(CR)를, 로드형 요소들(S1, S2)의 세트를 각각 포함하는 로드들(R)로 절단하기 위해 사용되는 절단 수단(8)을 포함하고,
상기 로드형 요소들(S1, S2)을 상기 래핑 장치(6)에 이송하는 유닛 내의 휠들의 적어도 마지막 휠(11)은 그 원주 표면에 러그가 없는 휠인 것을 특징으로 하는, 장치. - 제1항에 있어서, 상기 이송 유닛(1)은 축 방향으로 서로 간에 로드형 요소들(S1, S2)의 상대적인 위치의 변화에 조정된 것을 특징으로 하는, 장치.
- 제1항 또는 제2항에 있어서, 상기 이송 유닛(1)은 로드형 요소들(S1, S2) 사이의 거리의 변화에 조정된 것을 특징으로 하는, 장치.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 평활한 휠(11)은 상기 조립 중인 유닛(1)의 다른 휠보다 작은 직경을 갖는 것을 특징으로 하는, 장치.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 이송 유닛(1)의 휠(9, 10, 11)과 상기 가이드(20, 21, 22)는 이송된 로드형 요소들(S1, S2)의 외부 코팅층이 만들어진 재료에 따라 선택된 재료로 만들어져서, 로드형 요소들(S1, S2)과 상기 휠(9, 10, 11)의 원주 표면(9A, 10A, 11A) 사이의 마찰 계수가 로드형 요소들(S1, S2)과 상기 가이드(20, 21, 22)의 안내 표면 사이의 마찰 계수보다 작은, 장치.
- 로드형 요소들(S1, S2) 트레인을 수신하기 위한 입구, 다수의 이송 휠(9, 10, 11), 로드형 요소들을 안내하기 위한 다수의 가이드, 상기 로드형 요소들 트레인을 전달하기 위한 출구를 갖는 담배 산업에서의 로드형 요소들(S1, S2)의 트레인을 전달하기 위한 이송 유닛으로, 상기 이송 유닛(1) 내의 휠들의 적어도 마지막 휠(11)은 그 원주 표면(11A)에 러그가 없는 휠인 것을 특징으로 하는, 유닛.
- 제6항에 있어서, 상기 유닛은 축 방향으로 서로 간에 로드형 요소들(S1, S2)의 상대적인 위치의 변화에 조정된 것을 특징으로 하는, 유닛.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15153045.8 | 2015-01-29 | ||
| EP15153045.8A EP3050441A1 (en) | 2015-01-29 | 2015-01-29 | Apparatus to manufacture rod-like articles used in products of the tobacco industry and transport unit to transfer stream of rod-like articles |
| PCT/EP2016/051890 WO2016120431A1 (en) | 2015-01-29 | 2016-01-29 | Apparatus for manufacturing multi-segment rods in tobacco industry products and conveying unit for transferring rod-like elements train |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170109540A true KR20170109540A (ko) | 2017-09-29 |
Family
ID=52697195
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177018781A KR20170109540A (ko) | 2015-01-29 | 2016-01-29 | 담배 산업 제품에서 다중 세그먼트 로드를 제조하는 장치 및 로드형 요소 트레인을 전달하기 위한 이송 유닛 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20170360083A1 (ko) |
| EP (2) | EP3050441A1 (ko) |
| JP (1) | JP6745806B2 (ko) |
| KR (1) | KR20170109540A (ko) |
| CN (1) | CN107105763B (ko) |
| BR (1) | BR112017014003B1 (ko) |
| RU (1) | RU2710767C2 (ko) |
| WO (1) | WO2016120431A1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190074209A (ko) * | 2017-12-19 | 2019-06-27 | 인터내셔널 토바코 머쉬너리 폴란드 에스피. 제트 오.오. | 담배 산업의 다요소 로드들의 제조 장치 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL238818B1 (pl) * | 2017-05-29 | 2021-10-11 | Int Tabacco Machinery Poland Spolka Z Ograniczona Odpowiedzialnoscia | Urządzenie transferujące do transferowania i sposób transferowania artykułów prętopodobnych przemysłu tytoniowego oraz urządzenie do konwersji konfiguracji strumienia takich artykułów |
| PL234056B1 (pl) * | 2017-07-07 | 2020-01-31 | Int Tobacco Machinery Poland Spolka Z Ograniczona Odpowiedzialnoscia | Maszyna do produkcji sztabek wielosegmentowych i sposób czyszczenia maszyny do produkcji sztabek wielosegmentowych |
| PL238898B1 (pl) * | 2017-12-19 | 2021-10-18 | Int Tobacco Machinery Poland Spolka Z Ograniczona Odpowiedzialnoscia | Urządzenie do wytwarzania sztabek wieloelementowych przemysłu tytoniowego |
| PL238899B1 (pl) * | 2017-12-19 | 2021-10-18 | Int Tobacco Machinery Poland Spolka Z Ograniczona Odpowiedzialnoscia | Urządzenie do wytwarzania sztabek wieloelementowych przemysłu tytoniowego |
| EP3501302A1 (en) * | 2017-12-19 | 2019-06-26 | International Tobacco Machinery Poland Sp. z o.o. | Apparatus for manufacturing multi-segment rods of the tobacco processing industry |
| CN108750559A (zh) * | 2018-07-23 | 2018-11-06 | 新乡东方工业科技有限公司 | 一种滤棒齿盘传输机构 |
| CN109279307B (zh) * | 2018-10-11 | 2020-07-10 | 湖北中烟工业有限责任公司 | 一种烟用三元可调节滤棒传动装置 |
| CN113498320A (zh) * | 2019-01-21 | 2021-10-12 | 吉第联合股份公司 | 用于生产电子烟的烟弹的机器和方法 |
| CN110169592A (zh) * | 2019-05-30 | 2019-08-27 | 新乡东方工业科技有限公司 | 一种复合嘴棒生产过程中的消隙分离装置 |
| CN114431523A (zh) * | 2020-10-30 | 2022-05-06 | 湖南中烟工业有限责任公司 | 一种滤棒、滤棒固件植入装置与香烟过滤嘴 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1509773A (en) * | 1975-04-04 | 1978-05-04 | Molins Ltd | Method and apparatus for assembling rod-like articles |
| DE10117176A1 (de) * | 2001-04-06 | 2002-10-10 | Hauni Maschinenbau Ag | Transportmittel für die tabakverarbeitende Industrie |
| DE50208900D1 (de) * | 2002-09-02 | 2007-01-18 | Hauni Maschinenbau Ag | Verfahren und Einrichtung zum Zusammenstellen von Gruppen von Filtersegmenten |
| BRPI0512308B1 (pt) * | 2004-06-21 | 2016-10-04 | Philip Morris Products Sa | aparelho e método para a produção de bastões. |
| US8291916B2 (en) * | 2004-12-30 | 2012-10-23 | Philip Morris Usa Inc. | Parallel cigarette filter combining techniques with particle filling of cavities |
| EP2210509A1 (en) | 2008-12-30 | 2010-07-28 | Philip Morris Products S.A. | Apparatus and method for combining components for smoking articles |
| DE102009054801A1 (de) * | 2009-12-16 | 2011-06-22 | HAUNI Maschinenbau Aktiengesellschaft, 21033 | Multisegmentfilterherstellung der Tabak verarbeitenden Industrie |
| IT1398917B1 (it) * | 2010-03-02 | 2013-03-28 | Montrade S R L | Macchina per la realizzazione di filtri di sigaretta |
| IT1400727B1 (it) * | 2010-07-08 | 2013-07-02 | Gd Spa | Macchina e metodo per la produzione di filtri composti. |
| US8475348B2 (en) * | 2010-09-28 | 2013-07-02 | Aiger Group Ag | Apparatus and method for assembly of multi-segment rod-like articles |
| CN202054491U (zh) * | 2011-05-10 | 2011-11-30 | 台州宝城陶瓷阀有限公司 | 烟用丝束卷曲机中的滚轮 |
| PL222327B1 (pl) * | 2012-07-12 | 2016-07-29 | Int Tobacco Machinery Poland Spółka Z Ograniczoną Odpowiedzialnością | Sposób i urządzenie do transferowania elementów prętopodobnych w maszynach przemysłu tytoniowego oraz maszyna do wytwarzania sztabek wieloelementowych |
| PL223115B1 (pl) * | 2013-02-15 | 2016-10-31 | Int Tobacco Machinery Poland Spółka Z Ograniczoną Odpowiedzialnością | Sposób, mechanizm i urządzenie do chwilowego kompresowania materiału filtracyjnego |
| WO2015134041A1 (en) * | 2014-03-07 | 2015-09-11 | Aiger Group Ag | Apparatus, method and system for buffering and processing multi-segment rod-like articles |
-
2015
- 2015-01-29 EP EP15153045.8A patent/EP3050441A1/en not_active Withdrawn
-
2016
- 2016-01-29 BR BR112017014003-9A patent/BR112017014003B1/pt active IP Right Grant
- 2016-01-29 US US15/544,280 patent/US20170360083A1/en not_active Abandoned
- 2016-01-29 JP JP2017539255A patent/JP6745806B2/ja active Active
- 2016-01-29 CN CN201680004847.4A patent/CN107105763B/zh active Active
- 2016-01-29 KR KR1020177018781A patent/KR20170109540A/ko active IP Right Grant
- 2016-01-29 RU RU2017127163A patent/RU2710767C2/ru active
- 2016-01-29 EP EP16703081.6A patent/EP3250058A1/en active Pending
- 2016-01-29 WO PCT/EP2016/051890 patent/WO2016120431A1/en active Application Filing
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190074209A (ko) * | 2017-12-19 | 2019-06-27 | 인터내셔널 토바코 머쉬너리 폴란드 에스피. 제트 오.오. | 담배 산업의 다요소 로드들의 제조 장치 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN107105763B (zh) | 2020-11-13 |
| RU2710767C2 (ru) | 2020-01-13 |
| BR112017014003A2 (pt) | 2018-01-02 |
| US20170360083A1 (en) | 2017-12-21 |
| RU2017127163A (ru) | 2019-03-01 |
| EP3050441A1 (en) | 2016-08-03 |
| JP6745806B2 (ja) | 2020-08-26 |
| RU2017127163A3 (ko) | 2019-04-30 |
| EP3250058A1 (en) | 2017-12-06 |
| WO2016120431A1 (en) | 2016-08-04 |
| JP2018506968A (ja) | 2018-03-15 |
| BR112017014003B1 (pt) | 2021-11-30 |
| CN107105763A (zh) | 2017-08-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170109540A (ko) | 담배 산업 제품에서 다중 세그먼트 로드를 제조하는 장치 및 로드형 요소 트레인을 전달하기 위한 이송 유닛 | |
| EP2884860B2 (en) | Rotary conveyor drum for use in tobacco industry machines, method and apparatus for transporting rod-like elements using such drum and machine for manufacturing multi-element rods | |
| US10342252B2 (en) | Apparatus for centring of a rod-like article or a rod-like article group | |
| CN111480878B (zh) | 棒状烟制品的制造 | |
| KR102430956B1 (ko) | 담배 가공 산업의 실질적으로 실린더형 제품들의 제조 방법 및 장치 | |
| EP3576553B1 (en) | Method and system for manufacture of multi-segment articles of tobacco industry | |
| US10653176B2 (en) | Apparatus for manufacturing of multi-element rods of tobacco industry | |
| US9862549B2 (en) | Transfer method and transferring apparatus for transferring rod-shaped article | |
| EP3322309B1 (en) | Method and apparatus for shifting of rod-like articles, and apparatus of shifting of rod-like articles | |
| US20190183164A1 (en) | Apparatus for manufacturing of multi-element rods of tobacco industry | |
| EP3328221A1 (en) | Improved filter rod maker for handling stiff wrapping web material | |
| PL234109B1 (pl) | Urządzenie do produkcji sztabek wielosegmentowych oraz zespół transportujący do transferowania ciągu elementów prętopodobnych | |
| RU2754167C2 (ru) | Передаточное устройство и способ передачи стержневидных изделий табачной промышленности и устройство преобразования конфигурации потока таких изделий | |
| CN106954890B (zh) | 用于制造烟草加工业的多部段过滤嘴的方法和设备 | |
| PL238899B1 (pl) | Urządzenie do wytwarzania sztabek wieloelementowych przemysłu tytoniowego | |
| PL238898B1 (pl) | Urządzenie do wytwarzania sztabek wieloelementowych przemysłu tytoniowego |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |