KR20170096415A - Laser cleaning method and laser processing method and apparatus using the laser cleaning method - Google Patents
Laser cleaning method and laser processing method and apparatus using the laser cleaning method Download PDFInfo
- Publication number
- KR20170096415A KR20170096415A KR1020160017761A KR20160017761A KR20170096415A KR 20170096415 A KR20170096415 A KR 20170096415A KR 1020160017761 A KR1020160017761 A KR 1020160017761A KR 20160017761 A KR20160017761 A KR 20160017761A KR 20170096415 A KR20170096415 A KR 20170096415A
- Authority
- KR
- South Korea
- Prior art keywords
- laser beam
- laser
- line
- cutting
- coating material
- Prior art date
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/16—Removal of by-products, e.g. particles or vapours produced during treatment of a workpiece
-
- B23K26/0066—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/08—Devices involving relative movement between laser beam and workpiece
- B23K26/082—Scanning systems, i.e. devices involving movement of the laser beam relative to the laser head
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/36—Removing material
- B23K26/38—Removing material by boring or cutting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K26/00—Working by laser beam, e.g. welding, cutting or boring
- B23K26/70—Auxiliary operations or equipment
- B23K26/702—Auxiliary equipment
Abstract
Description
More particularly, the present invention relates to a laser cleaning apparatus for simultaneously removing particles generated when a workpiece is cut by using a laser and a coating material for protecting an object by using a laser, and To a laser cleaning method using the laser.
As a method for removing impurities remaining on the surface of a material, conventionally, a method of using electrolysis, a method of chemically removing by using a chemical agent, a method of mechanically removing high-pressure water by spraying, and the like have been used. However, these methods require the use of chemicals harmful to human body, and there is a risk that the product may be damaged in the process of removing the impurities, and it is difficult to completely remove the impurities.
In recent years, a laser de flash technique for eliminating impurities remaining on the surface of a material by using a laser has been spotlighted in order to overcome such a problem. The laser de flushing technology is advantageous in that the laser is used to remove impurities, so that it is natural-friendly, the processing speed is high, and the maintenance cost is low.
One embodiment of the present invention is a laser cleaning apparatus capable of simultaneously removing generated particles and a coating material for protecting an object by using a laser when cutting an object using a laser, and a laser cleaning method .
According to an embodiment of the present invention, there is provided a laser cleaning method for removing particles generated around a cutting line of a workpiece and a coating material applied to the workpiece using a laser beam, defocusing the object to be cut and irradiating the object around the cutting line; And line scanning the defocused laser beam while moving along the cutting line to simultaneously remove the particles and the coating material.
And adjusting the frequency of the laser beam.
The particles can be generated by cutting the object using a laser beam for cutting.
The defocused laser beam may have the same wavelength as the laser beam for cutting.
The defocused laser beam may be adjusted to have a lower frequency than the laser beam for cutting.
The defocused laser beam may be line-scanned a plurality of times around the cut line of the object along the cut line.
According to one embodiment, a method of laser processing comprises: applying a coating material on a workpiece; Cutting the object using a first laser beam; Defocusing the second laser beam and irradiating the laser beam around the cutting line of the object; And simultaneously scanning the line of the defocused laser beam while moving along the cutting line to simultaneously remove the particles and the coating material generated around the cutting line of the object to be processed.
And adjusting the frequency of the second laser beam.
The object to be processed can be cut by focusing the first laser beam on the object to be processed and then moving along the line to be cut.
The first and second laser beams are emitted from the same laser light source and can have the same wavelength.
The second laser beam may be adjusted to have a lower frequency than the first laser beam.
The defocused laser beam may be line-scanned a plurality of times around the cut line of the object along the cut line.
In the case of processing an object by using a laser, a coating material is applied around the cut area to protect the object to be processed. According to the embodiment of the present invention, particles and coating material generated at the time of cutting an object to which a coating material is applied can be simultaneously removed by using a laser, thereby preventing damage to the object and speeding up the processing speed.
1 schematically shows a laser processing apparatus according to an embodiment of the present invention.
2A to 2E schematically show a laser cleaning method according to an embodiment of the present invention.
Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings, which will be readily apparent to those skilled in the art. The present invention may, however, be embodied in many different forms and should not be construed as limited to the embodiments set forth herein. In order to clearly illustrate the present invention, parts not related to the description are omitted, and similar parts are denoted by like reference characters throughout the specification.
Throughout the specification, when a part is referred to as being "connected" to another part, it includes not only "directly connected" but also "electrically connected" with another part in between . Also, when an element is referred to as "comprising ", it means that it can include other elements as well, without departing from the other elements unless specifically stated otherwise.
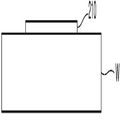
Fig. 1 schematically shows a
Referring to FIG. 1, the laser processing apparatus according to the present embodiment includes a
As the first and second laser beams L1 and L2, for example, a pulsed laser beam having a relatively short pulse width can be used. However, the present invention is not limited thereto, and a continuous wave laser beam may be used. The first and second laser beams L1 and L2 emitted from the
The path of the laser beams L1 and L2 emitted from the
In the laser cutting process, the focusing
In the process of removing the particles and the coating material generated in the cutting process of the object W, that is, the laser deflash process, the focusing
The laser processing apparatus according to the present embodiment may further include a
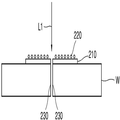
2A to 2E schematically show a laser cleaning method according to an embodiment of the present invention.
Referring to FIGS. 2A and 2B, a
When the
Next, referring to FIG. 2C, a first laser beam L1 is irradiated from the
Referring now to Figures 2d and 2e, to remove
Meanwhile, in the laser deflash process according to the present embodiment, the frequency of the second laser beam L2, which is a de-flashing laser beam, can be adjusted by the
When the frequency is adjusted so that the second laser beam L2 defocused around the
As described above, when the object to be processed is cut using a laser, particles can be deposited on the coating material around the cut line. However, these particles and the coating material can be removed at the same time by defocusing the frequency-controlled deflazing laser beam around the cutting line, and then performing line scanning at least once. Therefore, the object to be processed can be prevented from being damaged in the laser deglash process according to the present embodiment. In addition, the process speed is high and the cost can be reduced.
It will be understood by those skilled in the art that the foregoing description of the present invention is for illustrative purposes only and that those of ordinary skill in the art can readily understand that various changes and modifications may be made without departing from the spirit or essential characteristics of the present invention. will be. It is therefore to be understood that the above-described embodiments are illustrative in all aspects and not restrictive. For example, each component described as a single entity may be distributed and implemented, and components described as being distributed may also be implemented in a combined form.
The scope of the present invention is defined by the appended claims rather than the detailed description and all changes or modifications derived from the meaning and scope of the claims and their equivalents are to be construed as being included within the scope of the present invention do.
100 ... Laser processing equipment
110 ... Laser light source
120 ... mirror
130 ... Beam expander
140 ... Focusing lens
150 ... The control unit
210 ... Coating material
220 ... particle
230 ... Cutting line
L1 ... The first laser beam
L2 ... The second laser beam
W ... Object to be processed
S ... stage
Claims (10)
Defocusing the laser beam and irradiating the laser beam around a cutting line of the object; And
And simultaneously scanning the defocused laser beam while moving along the cutting line to remove the particles and the coating material at the same time.
And adjusting the frequency of the laser beam.
Wherein the particles are generated by cutting the object using a laser beam for cutting.
Wherein the defocused laser beam has the same wavelength as the cutting laser beam.
And the defocused laser beam is scanned in a line around the cut line of the object a plurality of times along the cut line.
Cutting the object using a first laser beam;
Defocusing the second laser beam and irradiating the laser beam around the cutting line of the object; And
And simultaneously scanning the laser beam while moving the defocused laser beam along the cutting line to simultaneously remove the particles and the coating material generated around the cutting line of the object to be processed.
And adjusting the frequency of the second laser beam.
Wherein the object to be processed is cut by focusing the first laser beam on the object and then moving along the line to be cut.
Wherein the first and second laser beams are emitted from the same laser light source and have the same wavelength.
Wherein the defocused laser beam is scanned in a line around the cut line of the object a plurality of times along the cut line.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160017761A KR20170096415A (en) | 2016-02-16 | 2016-02-16 | Laser cleaning method and laser processing method and apparatus using the laser cleaning method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160017761A KR20170096415A (en) | 2016-02-16 | 2016-02-16 | Laser cleaning method and laser processing method and apparatus using the laser cleaning method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170096415A true KR20170096415A (en) | 2017-08-24 |
Family
ID=59758374
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160017761A KR20170096415A (en) | 2016-02-16 | 2016-02-16 | Laser cleaning method and laser processing method and apparatus using the laser cleaning method |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170096415A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107671289A (en) * | 2017-11-01 | 2018-02-09 | 南京航空航天大学 | A kind of process control method of the rare earth modified enhancing aluminium alloy laser 3D printing of low melting loss of elements |
| RU2768086C1 (en) * | 2020-11-03 | 2022-03-23 | Общество с ограниченной ответственностью "Технологический центр "Лазарт" (ООО "ТЦЛ") | Method for wet laser cleaning of hard surfaces |
| KR20220067868A (en) * | 2020-11-18 | 2022-05-25 | 제너셈(주) | Object processing method |
| KR102536286B1 (en) | 2022-12-20 | 2023-05-26 | ㈜ 엘에이티 | Coating Layer Removal Method using Laser |
-
2016
- 2016-02-16 KR KR1020160017761A patent/KR20170096415A/en active Search and Examination
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107671289A (en) * | 2017-11-01 | 2018-02-09 | 南京航空航天大学 | A kind of process control method of the rare earth modified enhancing aluminium alloy laser 3D printing of low melting loss of elements |
| CN107671289B (en) * | 2017-11-01 | 2019-09-10 | 南京航空航天大学 | A kind of process control method of the rare earth modified enhancing aluminium alloy laser 3D printing of low melting loss of elements |
| RU2768086C1 (en) * | 2020-11-03 | 2022-03-23 | Общество с ограниченной ответственностью "Технологический центр "Лазарт" (ООО "ТЦЛ") | Method for wet laser cleaning of hard surfaces |
| KR20220067868A (en) * | 2020-11-18 | 2022-05-25 | 제너셈(주) | Object processing method |
| KR102536286B1 (en) | 2022-12-20 | 2023-05-26 | ㈜ 엘에이티 | Coating Layer Removal Method using Laser |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100633343B1 (en) | A system and method for beam shaping and projection imaging of a solid state uv gaussian beam to form vias | |
| TWI545690B (en) | Laser direct ablation with picosecond laser pulses at high pulse repetition frequencies | |
| US9023461B2 (en) | Apparatus for optically laser marking articles | |
| KR20170096415A (en) | Laser cleaning method and laser processing method and apparatus using the laser cleaning method | |
| US20100147813A1 (en) | Method for laser processing glass with a chamfered edge | |
| JP7384938B2 (en) | Method for beam machining plate or tubular workpieces | |
| US20190359515A1 (en) | Method of forming hole in glass substrate by using pulsed laser, and method of producing glass substrate provided with hole | |
| US20100243626A1 (en) | Method and Apparatus for Laser Machining | |
| KR20170096812A (en) | Multi-functional laser processing apparatus and laser processing method using the laser processing apparatus | |
| CN108925059B (en) | Method for removing parylene film | |
| JP7379662B2 (en) | How to process the workpiece | |
| TW201838752A (en) | Laser processing method and laser processing device | |
| KR20190101796A (en) | Partial shield processing method for semiconductor member | |
| KR102432964B1 (en) | Restoration apparatus of parts surfice | |
| JP2014064965A (en) | Foreign material removing device, foreign material removing method | |
| KR20170095594A (en) | Laser de-flash method and laser processing method and apparatus using the laser de-flash method | |
| KR20180000306A (en) | Wafer processing method | |
| CN209319015U (en) | A kind of laser processing device with cleaning function | |
| KR20160107603A (en) | Laser de-flash method and laser processing method and apparatus using the laser de-flash method | |
| JP2015174103A (en) | laser processing method | |
| JP2005028369A (en) | Laser beam machining method | |
| JP2021133399A (en) | Laser beam machining apparatus, laser beam machining method, and control method of laser beam machining apparatus | |
| EP2780133A1 (en) | Method and apparatus for optimally laser marking articles | |
| JP7387791B2 (en) | laser processing equipment | |
| KR102349328B1 (en) | Laser assisted micro-machining system and method for micro-machining using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment |