KR20170088331A - Laminated film - Google Patents
Laminated film Download PDFInfo
- Publication number
- KR20170088331A KR20170088331A KR1020177008289A KR20177008289A KR20170088331A KR 20170088331 A KR20170088331 A KR 20170088331A KR 1020177008289 A KR1020177008289 A KR 1020177008289A KR 20177008289 A KR20177008289 A KR 20177008289A KR 20170088331 A KR20170088331 A KR 20170088331A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- laminated film
- stretching
- width direction
- polyester
- Prior art date
Links
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/023—Optical properties
Abstract
두께방향으로 3층 이상 적층된 적층 필름이며, 면내방향 위상차(Re)가 0∼400㎚, 두께방향 위상차(Rth)가 0∼1500㎚, Re의 편차가 폭방향에 있어서 18% 이하이며, 상기 적층 필름의 필름 두께가 40㎛ 이하, 필름의 폭이 400㎜ 이상인 적층 필름에 의해, 액정 디스플레이 대상 편광판으로서 바람직하게 사용되고, 특히 대화면의 액정 디스플레이에 실장했을 때에 색 불균일이 없이 고품위인 적층 필름을 제공한다.In-plane direction retardation (Re) of 0 to 400 nm, a thickness direction retardation (Rth) of 0 to 1500 nm, and a deviation of Re in the width direction of 18% or less, The laminated film is preferably used as a polarizing plate for a liquid crystal display by a laminated film having a film thickness of not more than 40 占 퐉 and a film width of not less than 400 mm and particularly a laminated film of high quality without color unevenness when mounted on a large- do.
Description
본 발명은 편광판 보호 필름으로서 바람직하게 사용할 수 있는 적층 필름에 관한 것이다. 또한, 그 적층 필름을 편광판 보호 필름으로서 사용하여 이루어지는 편광판에 관한 것이다.The present invention relates to a laminated film which can be preferably used as a polarizing plate protective film. Further, the present invention relates to a polarizing plate comprising the laminated film as a polarizing plate protective film.
열가소성 수지 필름, 그 중에서도 2축 연신 폴리에스테르 필름은 기계적 성질, 전기적 성질, 치수안정성, 투명성, 내약품성 등에 우수한 성질을 갖기 때문에 자기기록 재료, 포장 재료 등의 많은 용도에 있어서 기재 필름으로서 널리 사용되고 있다. 특히 최근, 플랫패널 디스플레이나 터치패널 분야에 있어서 편광판 보호 필름이나 투명 도전 필름 등, 각종 광학용 필름의 수요가 높아지고 있고, 그 중에서도 편광판 보호 필름 용도에서는 저투습, 기계 강도, 및 열치수 안정성의 뛰어난 물성의 적용과 저비용화를 목적으로 해서, 종래의 트리아세틸셀룰로오스(TAC) 필름으로부터 폴리에스테르 필름으로의 치환이 활발히 검토되고 있다.Thermoplastic resin films, in particular biaxially stretched polyester films, have excellent properties such as mechanical properties, electrical properties, dimensional stability, transparency, and chemical resistance, and are widely used as base films in many applications such as magnetic recording materials and packaging materials . Particularly in recent years, demand for various optical films such as a polarizing plate protective film and a transparent conductive film has been increasing in the fields of flat panel displays and touch panels. Among them, polarizing plate protective film applications are required to have low moisture permeability, excellent mechanical strength, For the purpose of application of properties and cost reduction, substitution of a conventional triacetyl cellulose (TAC) film with a polyester film has been actively studied.
그러나, 종래 검토되고 있는 2축 연신 폴리에스테르 필름에서는 연신시의 폴리머의 배향에 기인해서 TAC 필름과 비교해서 위상차(Retardation : 리타데이션)이 높아지기 때문에, 액정 디스플레이로서 조립했을 때에 리타데이션에 기인한 간섭색이 생기고, 화상을 표시했을 때의 품위가 저하한다고 하는 과제가 있었다. 본 과제를 해결하기 위해서, 리타데이션의 제어 방법이 제안되어 있지만, 여전히 리타데이션의 정도나 편차를 양립하기에는 충분하다고는 말할 수 없는 것이었다. 예를 들면, 적층 필름에서 위상차 400㎚ 이하가 제안되어 있지만, 두께 위상차가 크기 때문에 액정 디스플레이의 편광판에는 사용할 수 없는 문제가 있다(특허문헌 1). 또한, 편광자 보호용 폴리에스테르 필름이 제안되어 있지만, 위상차가 크고, 간섭색이나 무지개 얼룩의 억제가 충분하지 않았다(특허문헌 2). UV 차단성능을 가지고, 위상차 400㎚ 이하의 편광자 보호용 폴리에스테르 필름이 제안되어 있지만, 투과율이 낮은 것에 의한 시인성, 및 보잉(bowing)이 커지는 제막 조건을 채용하고 있기 때문에, 폭방향의 위상차가 편차는 큰 문제가 있었다(특허문헌 3). 즉, 2축 연신 필름을 제조할 때에 필름 폭방향에서 폴리머의 배향 상태에 차가 생기기 때문에, 가령 필름의 일부분에서 목표로 하는 저리타데이션화를 달성할 수 있었던 경우에도 대화면의 디스플레이에 사용할 수 있는 대면적의 필름에 있어서 균일하게 낮은 리타데이션의 필름이 얻어지지 않아 제품 수율이 저하하고, 고비용으로 된다고 하는 문제가 남겨져 있었다. 또한, 리타데이션은 필름 두께에 비례하기 때문에 필름 두께를 수㎛ 레벨로 얇게 함으로써 억제할 수도 있지만, 극도의 박막화에 의해 핸들링성이 저하해 버려 편광판 보호 필름의 용도에서는 실용적인 것은 아니었다. 또한 최외층에 사용되는 편광판 보호 필름은 높은 UV 차단성이 요구되고 있고, 자외선 흡수재를 다량으로 첨가하는 것에 의한 비용 상승이나 공정 오염, 색미 변화 등이 문제가 되고 있었다.However, in the biaxially stretched polyester film which has been investigated in the past, the retardation (retardation) is higher than that of the TAC film due to the orientation of the polymer at the time of stretching. Therefore, when assembled as a liquid crystal display, And there was a problem that the quality at the time of displaying an image was lowered. In order to solve this problem, a control method of retardation has been proposed, but it can not be said that it is still sufficient to satisfy both the degree of retardation and the deviation. For example, although a laminated film has been proposed to have a retardation of 400 nm or less, there is a problem that it can not be used for a polarizing plate of a liquid crystal display because of its large thickness retardation (Patent Document 1). Further, although a polarizer-protective polyester film has been proposed, the phase difference is large and the suppression of interference color and iridescence is not sufficient (Patent Document 2). A polyester film for polarizer protection having a retardation of 400 nm or less and a retardation of 400 nm has been proposed. However, since the film formation conditions in which the transmittance is low and the bowing is large are adopted, (Patent Document 3). That is, when the biaxially stretched film is produced, there is a difference in the orientation state of the polymer in the film width direction. Therefore, even if targeted retardation can be achieved in a part of the film, There is a problem in that a uniformly low retardation film can not be obtained in an area film, resulting in lower product yield and high cost. Since the retardation is proportional to the film thickness, it can be suppressed by thinning the film thickness to a few micrometers level, but the handling property is lowered due to the extremely thin film, and thus it is not practical for the use of the polarizing plate protective film. In addition, the polarizing plate protective film used for the outermost layer is required to have a high UV blocking property, and the increase in cost due to the addition of a large amount of the ultraviolet absorbing material, process contamination, and change in color tone have been problems.
본 발명의 과제는 상기한 과제를 해결하는 것에 있다. 즉, 저비용, 또한 박막화가 가능한 2축 연신 폴리에스테르 필름이면서 저위상차성을 갖고, 또한 대화면의 액정 디스플레이 등의 표시장치에 탑재했을 때에 색 불균일·무지개 얼룩·간섭색을 보이는 일이 없고, 후가공성에 뛰어난 적층 필름을 제공하는 것에 있다.An object of the present invention is to solve the above problems. In other words, it is a biaxially stretched polyester film which can be reduced in cost and thinned, has low phase difference, and is free from color unevenness, iridescence and interference color when mounted on a display device such as a liquid crystal display of a large screen, And to provide a laminated film.
상기한 과제는, 두께방향으로 3층 이상 적층된 적층 필름으로서, 면내방향 위상차(Re)가 0∼400㎚, 두께방향 위상차(Rth)가 0∼1500㎚, Re의 편차가 폭방향에 있어서 18% 이하, 길이방향 및 폭방향의 영률이 2㎬ 이상, 길이방향 및 폭방향의 파단신도가 50% 이상이며, 상기 적층 필름의 필름 두께가 40㎛ 이하, 필름의 폭이 400㎜ 이상인 적층 필름에 의해서 달성할 수 있다.The above problem is solved by a laminated film comprising three or more layers laminated in the thickness direction, wherein the in-plane direction retardation (Re) is 0 to 400 nm, the thickness direction retardation (Rth) is 0 to 1500 nm, % Or less, a Young's modulus in the longitudinal and transverse directions of 2 ㎬ or more, elongation at break in the longitudinal and width directions of 50% or more, a film thickness of the laminated film of 40 탆 or less, and a width of the film of 400 mm or more .
(발명의 효과)(Effects of the Invention)
본 발명의 적층 필름은 편광판 보호 필름으로서 대화면의 액정 디스플레이의 표시장치에 탑재했을 경우, 색 불균일이 적어 돋보임이 양호하고 고품위로 표시할 수 있는 효과를 갖는다. 보다 바람직한 형태로서, 높은 UV 차단에 의해 편광자 및 액정의 UV 열화를 억제할 수 있는 효과를 갖는다. ITO 등의 투명도전의 기재 필름으로서 탑재되었을 경우, 색 불균일·무지개 얼룩·간섭색이 없고, 동일한 효과를 갖는다. 이 효과는, 또한 관측자가 편광 선글라스를 투과시켜 보았을 경우, 블랙아웃 현상이라고 불리는 흑색 표시로 되는 일은 없고, 밝고 선명하게 표시된다.When the laminated film of the present invention is used as a polarizing plate protective film and mounted on a display device of a liquid crystal display of a large screen, there is less color unevenness, and the display is good and has an effect of displaying high quality. As a more preferable form, it has an effect of suppressing UV deterioration of the polarizer and the liquid crystal due to high UV blocking. When mounted as a transparent conductive base film such as ITO, there is no color irregularity, rainbow unevenness, interference color, and the same effect is obtained. This effect is also displayed brightly and clearly without becoming a black display called a blackout phenomenon when an observer views the polarized sunglasses.
이하, 본 발명의 적층 필름에 대해서 상세하게 설명한다.Hereinafter, the laminated film of the present invention will be described in detail.
본 발명의 적층 필름은 두께방향으로 3층 이상 적층된 적층 필름이다. 적층 필름의 적층수는 UV 차단성, 리타데이션, 필름 총두께의 관점으로부터 51∼1001층이면 바람직하고, 101∼501층이면 보다 바람직하고, 151∼351층이면 더욱 바람직하다. 두께를 얇고, 또한 간섭 반사에 의한 자외선 반사를 이용하는 관점으로부터는 101∼301층이면 특히 바람직하다. 적층 필름의 적층수가 3층 미만인 경우, 후술하는 바와 같이 열가소성 수지 B로서 비결정 수지를 사용했을 때에, 롤이나 클립 등의 제조설비에의 점착에 의한 제막 불량이나, 적층 필름 표면의 평면성 악화 등의 문제가 생길 경우가 있다. 적층 필름의 적층수가 1층, 즉 단막인 경우, 리타데이션을 제어하기 위해서 두께를 얇게 할 필요가 있어 핸들링성이 악화할 경우가 있다. 또한, 적층 필름의 적층수가 51층 미만인 경우, UV 차단성이 불충분할 가능성이 있다. UV 차단성과 두께방향의 적층수의 관계에 대해서는 후술한다. 한편, 적층 필름의 적층수가 1001층을 초과할 경우, 필름 총두께가 지나치게 두꺼워질 가능성이 있다.The laminated film of the present invention is a laminated film in which three or more layers are laminated in the thickness direction. From the viewpoints of UV barrier property, retardation and total film thickness, the number of laminated films is preferably from 51 to 1001, more preferably from 101 to 501, and even more preferably from 151 to 351. [ From the viewpoint of thinness and ultraviolet reflection due to interference reflection, it is particularly preferable that the layer is 101 to 301 layers. When the number of layers of the laminated film is less than three, when the amorphous resin is used as the thermoplastic resin B as described later, problems such as poor film formation due to adhesion to a production facility such as rolls and clips, and deterioration of the flatness of the surface of the laminated film . In the case where the number of laminated films is one layer, that is, a monolayer film, it is necessary to reduce the thickness in order to control the retardation and the handling property may be deteriorated. When the number of laminated films is less than 51, the UV blocking property may be insufficient. The relationship between the UV blocking property and the number of layers in the thickness direction will be described later. On the other hand, when the number of laminated films exceeds 1001, there is a possibility that the total thickness of the film becomes excessively thick.
본 발명의 적층 필름은 결정성 폴리에스테르를 주성분으로 하는 A층과 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B를 주성분으로 하는 B층이 교대로 적층되어서 이루어지는 것이 바람직하다. 또한, 「주성분」이란 특정의 성분이 전성분 중에 차지하는 비율이 50질량% 이상인 것을 의미하고, 보다 바람직하게는 80질량% 이상, 더욱 바람직하게는 90질량% 이상, 특히 바람직하게는 95질량% 이상인 것을 의미한다. A층에 사용되는 결정성 폴리에스테르 A와는 다른 열가소성 수지 B란, A층에 사용되는 결정성 폴리에스테르 A와는 다른 열특성을 나타내는 것을 가리키고, 구체적으로는 시차주사 열량측정(DSC)에 있어서 다른 융점이나 유리전이점 온도를 나타내는 것을 가리킨다. 또한, 여기에서 말하는 교대로 적층되어서 이루어진다고 하는 것은, 다른 열가소성 수지로 이루어지는 층이 두께방향으로 규칙적인 배열로 적층되어 있는 것을 말하고, 예를 들면 다른 굴절율을 갖는 2개의 열가소성 수지 A 및 B로 이루어질 경우, 각각의 층을 A층, B층이라 표현하면, A(BA)n(n은 자연수)의 규칙적인 배열로 적층된 것이다. 이와 같이 열특성이 다른 수지가 교대로 적층됨으로써 2축 연신 필름을 제조할 때에 각각의 층의 배향 상태를 고도로 제어하는 것이 가능해지고, 나아가서는 리타데이션이나 UV 차단성을 제어할 수 있는 것이다.It is preferable that the laminated film of the present invention is formed by alternately laminating the A layer containing the crystalline polyester as the main component and the B layer containing the thermoplastic resin B different from the crystalline polyester as the main component. The term " main component " means that the specific component accounts for at least 50 mass% of the total components, more preferably at least 80 mass%, further preferably at least 90 mass%, particularly preferably at least 95 mass% . The thermoplastic resin B different from the crystalline polyester A used in the A layer indicates different thermal properties from the crystalline polyester A used in the A layer and specifically refers to a polyester having a melting point Or a glass transition point temperature. Here, the alternate lamination means that layers made of other thermoplastic resins are laminated in a regular arrangement in the thickness direction. For example, the thermoplastic resins A and B having different refractive indexes In this case, each layer is referred to as an A layer and a B layer, and is stacked in a regular arrangement of A (BA) n (n is a natural number). By alternately laminating the resins having different thermal properties in this manner, it becomes possible to highly control the orientation state of each layer when manufacturing the biaxially oriented film, and further to control the retardation and the UV blocking property.
본 발명의 적층 필름은 결정성 폴리에스테르로 이루어지는 A층이 최외층인 것이 바람직하다. 이 경우, 결정성 폴리에스테르가 최외층으로 되기 때문에 폴리에틸렌테레프탈레이트 필름이나 폴리에틸렌나프탈레이트 필름과 같은 결정성 폴리에스테르 필름과 마찬가지로 2축 연신 필름을 얻는 것이 가능해진다. 열가소성 수지 A가 예를 들면 비결정성의 수지로 이루어질 경우, 후술의 일반적인 축차 2축 연신 필름과 마찬가지로 2축 연신 필름을 얻을 경우, 롤이나 클립 등의 제조 설비에의 점착에 의한 제막 불량이나, 적층 필름 표면의 평면성 악화 등의 문제가 생길 경우가 있다. 본 발명에 사용하는 결정성 폴리에스테르로서는, 방향족 디카르복실산 또는 지방족 디카르복실산과 디올을 주된 구성 성분으로 하는 단량체로부터의 중합에 의해 얻어지는 폴리에스테르가 바람직하다. 여기에서, 방향족 디카르복실산으로서, 예를 들면 테레프탈산, 이소프탈산, 프탈산, 1,4-나프탈렌디카르복실산, 1,5-나프탈렌디카르복실산, 2,6-나프탈렌디카르복실산, 4,4'-디페닐디카르복실산, 4,4'-디페닐에테르디카르복실산, 4,4'-디페닐술폰디카르복실산 등을 들 수 있다. 지방족 디카르복실산으로서는, 예를 들면 아디프산, 수베르산, 세바스산, 다이머산, 도데칸디온산, 시클로헥산디카르복실산과 그것들의 에스테르 유도체 등을 들 수 있다. 그 중에서도 높은 굴절율을 발현하는 테레프탈산과 2,6-나프탈렌디카르복실산이 바람직하다. 이것들의 산 성분은 1종만 사용해도 좋지만, 2종 이상 병용해도 좋고, 또한 히드록시벤조산 등의 옥시산 등을 일부 공중합해도 좋다.In the laminated film of the present invention, it is preferable that the layer A composed of the crystalline polyester is the outermost layer. In this case, since the crystalline polyester is the outermost layer, it is possible to obtain a biaxially oriented film like a crystalline polyester film such as a polyethylene terephthalate film or a polyethylene naphthalate film. When the thermoplastic resin A is made of, for example, an amorphous resin, if a biaxially stretched film is obtained in the same manner as the ordinary continuous biaxially stretched film to be described later, film formation defects due to adhesion to production facilities such as rolls and clips, There arises a problem that the flatness of the film surface is deteriorated. As the crystalline polyester to be used in the present invention, a polyester obtained by polymerization from an aromatic dicarboxylic acid or an aliphatic dicarboxylic acid and a monomer mainly composed of a diol is preferable. Examples of the aromatic dicarboxylic acid include aromatic dicarboxylic acids such as terephthalic acid, isophthalic acid, phthalic acid, 1,4-naphthalene dicarboxylic acid, 1,5-naphthalene dicarboxylic acid, 2,6- 4,4'-diphenyl dicarboxylic acid, 4,4'-diphenyl ether dicarboxylic acid, and 4,4'-diphenyl sulfone dicarboxylic acid. Examples of the aliphatic dicarboxylic acid include adipic acid, suberic acid, sebacic acid, dimeric acid, dodecanedioic acid, cyclohexanedicarboxylic acid and ester derivatives thereof. Among them, terephthalic acid and 2,6-naphthalene dicarboxylic acid which exhibit a high refractive index are preferable. These acid components may be used alone or in combination. Two or more kinds of acid components may be used, or oxyacids such as hydroxybenzoic acid may be partially copolymerized.
또한, 디올 성분으로서는, 예를 들면 에틸렌글리콜, 1,2-프로판디올, 1,3-프로판디올, 네오펜틸글리콜, 1,3-부탄디올, 1,4-부탄디올, 1,5-펜탄디올, 1,6-헥산디올, 1,2-시클로헥산디메탄올, 1,3-시클로헥산디메탄올, 1,4-시클로헥산디메탄올, 디에틸렌글리콜, 트리에틸렌글리콜, 폴리알킬렌글리콜, 2,2-비스(4-히드록시에톡시페닐)프로판, 이소소르비드(1,4:3,6-디안히드로글루시톨, 1,4:3,6-디안히드로-D-소르비톨), 스피로글리콜 등을 들 수 있다. 그 중에서도 에틸렌글리콜이 바람직하게 사용된다. 이들 디올 성분은 1종만 사용해도 좋지만, 2종 이상 병용해도 좋다.Examples of the diol component include ethylene glycol, 1,2-propanediol, 1,3-propanediol, neopentyl glycol, 1,3-butanediol, 1,4-butanediol, Cyclohexanedimethanol, 1,4-cyclohexanedimethanol, diethylene glycol, triethylene glycol, polyalkylene glycol, 2,2-cyclohexanedimethanol, 1,3-cyclohexanedimethanol, Bis (4-hydroxyethoxyphenyl) propane, isosorbide (1,4: 3,6-dianhydroglycitol, 1,4: 3,6-dianhydro-D-sorbitol), spiroglycol, . Of these, ethylene glycol is preferably used. These diol components may be used alone or in combination of two or more.
본 발명에 사용하는 결정성 폴리에스테르 중에 첨가할 수 있는 수지나, 열가소성 수지 B로서는, 폴리에틸렌, 폴리프로필렌, 폴리(4-메틸펜텐-1), 폴리아세탈 등의 쇄상 폴리올레핀, 노보넨류의 개환 메타세시스 중합, 부가중합, 다른 올레핀류와의 부가 공중합체인 지환족 폴리올레핀, 폴리락트산, 폴리부틸석시네이트 등의 생분해성 폴리머, 나일론6, 나일론11, 나일론12, 나일론66 등의 폴리아미드, 아라미드, 폴리메틸메타크릴레이트, 폴리염화비닐, 폴리염화비닐리덴, 폴리비닐알콜, 폴리비닐부티랄, 에틸렌아세트산 비닐 코폴리머, 폴리아세탈, 폴리글리콜산, 폴리스티렌, 스티렌 공중합 폴리메타크릴산 메틸, 폴리카보네이트, 폴리프로필렌테레프탈레이트, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리에틸렌-2,6-나프탈레이트 등의 폴리에스테르, 폴리에테르설폰, 폴리에테르에테르케톤, 변성 폴리페닐렌에테르, 폴리페닐렌설파이드, 폴리에테르이미드, 폴리이미드, 폴리아릴레이트, 4불화 에틸렌 수지, 3불화 에틸렌 수지, 3불화 염화에틸렌 수지, 4불화 에틸렌-6불화 프로필렌 공중합체, 폴리불화비닐리덴 등을 사용할 수 있다. 이 중에서, 강도·내열성·투명성 및 범용성의 관점으로부터, 특히 또한, 결정성 폴리에스테르와는 다른 열가소성 수지 B로서도 강도·내열성·투명성·범용성에 추가해, 결정성 폴리에스테르와의 밀착성·적층성이라고 하는 관점으로부터 폴리에스테르로 이루어지는 것이 바람직하다. 이것들은 공중합체이여도, 혼합물이여도 좋다. Examples of the thermoplastic resin B that can be added to the crystalline polyester used in the present invention include polyolefins such as polyethylene, polypropylene, poly (4-methylpentene-1), chain polyolefins such as polyacetal, Cis-polymerization, addition polymerization, biodegradable polymers such as alicyclic polyolefins, polylactic acid and polybutyl succinate which are addition copolymers with other olefins, polyamides such as nylon 6, nylon 11, nylon 12 and nylon 66, But are not limited to, polymethyl methacrylate, polyvinyl chloride, polyvinylidene chloride, polyvinyl alcohol, polyvinyl butyral, ethylene vinyl acetate copolymer, polyacetal, polyglycolic acid, polystyrene, styrene copolymer, polymethyl methacrylate, Polyesters such as polypropylene terephthalate, polyethylene terephthalate, polybutylene terephthalate, and polyethylene-2,6-naphthalate Polyether ether ketone, modified polyphenylene ether, polyphenylene sulfide, polyetherimide, polyimide, polyarylate, tetrafluoroethylene resin, tetrafluoroethylene resin, tetrafluoroethylene resin, tetrafluoroethylene resin, tetrafluoroethylene resin, A fluorinated ethylene-6-fluorinated propylene copolymer, and polyvinylidene fluoride. Among them, from the viewpoints of strength, heat resistance, transparency and general versatility, the thermoplastic resin B, which is different from the crystalline polyester in particular, is also referred to as an adhesion property and lamination property to a crystalline polyester in addition to strength, heat resistance, transparency, It is preferable that it is made of polyester. These may be copolymers or mixtures.
본 발명에 사용하는 결정성 폴리에스테르와 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B는, 예를 들면 상기 폴리에스테르 중 폴리에틸렌테레프탈레이트 및 그 중합체, 폴리에틸렌나프탈레이트 및 그 공중합체, 폴리부틸렌테레프탈레이트 및 그 공중합체, 폴리부틸렌나프탈레이트 및 그 공중합체, 또한 폴리헥사메틸렌테레프탈레이트 및 그 공중합체, 폴리헥사메틸렌나프탈레이트 및 그 공중합체 등을 사용하는 것이 바람직하다.Examples of the thermoplastic resin B different from the crystalline polyester used in the present invention and the crystalline polyester include polyethylene terephthalate and its polymer, polyethylene naphthalate and its copolymer, polybutylene terephthalate And copolymers thereof, polybutylene naphthalate and copolymers thereof, polyhexamethylene terephthalate and copolymers thereof, polyhexamethylene naphthalate and copolymers thereof, and the like are preferably used.
본 발명의 열가소성 수지 B는 이소프탈산, 시클로헥산디카르복실산, 스피로글리콜, 시클로헥산디메탄올, 및 이소소르비드에서 선택된 공중합 성분을 하나 이상 포함하는 비결정성 폴리에스테르인 것이 바람직하다. 이들 성분을 포함한 폴리에스테르는, 복굴절성을 발현하기 어렵고, 특히 연신되어도 그 효과를 발휘하기 쉽기 때문에, 본 발명의 적층 필름으로서 사용했을 경우 정면으로부터의 위상차뿐만 아니라, 두께방향의 위상차도 작게 할 수 있기 때문에, 색 불균일, 무지개 얼룩, 간섭색을 억제할 수 있다. 특히, 스피로글리콜과 이소소르비드는 그 공중합량을 높임으로써 내열성을 향상시키는 것도 가능하고, 편광판이나 ITO 등의 투명 도전성 필름의 제조공정에 있어서 뛰어난 가공 적성을 발현한다. 또한, 색 불균일이나 무지개 얼룩이란, 직선 편광의 광을 내는 디스플레이패널 상에 복굴절을 갖는 폴리에스테르 필름을 두고, 배면을 백색 표시했을 때에 시야각 의존성을 조사했을 때에 보이는 광학현상이다. 간섭색이란 흡수축이 직교한 2매의 편광판의 사이에 복굴절체를 배치하고, 하방으로부터 백색광으로 비추었을 때에 보이는 위상차에 기인한 색이며, 일반적으로 Michel-Levy의 간섭 도표가 위상차와 색의 관계를 나타낸 것으로서 알려져 있다.The thermoplastic resin B of the present invention is preferably an amorphous polyester containing at least one copolymerizable component selected from isophthalic acid, cyclohexanedicarboxylic acid, spiroglycol, cyclohexanedimethanol, and isosorbide. The polyester containing these components is difficult to exhibit birefringence, and particularly when stretched, the polyester easily exhibits its effect. Therefore, when used as the laminated film of the present invention, not only the retardation from the front but also the retardation in the thickness direction It is possible to suppress color irregularity, rainbow stain, and interference color. Especially, spiroglycol and isosorbide can improve the heat resistance by increasing the copolymerization amount, and exhibit excellent processability in the production process of a transparent conductive film such as a polarizing plate and ITO. Incidentally, the color unevenness and rainbow unevenness are optical phenomena seen when a polyester film having birefringence is placed on a display panel which emits linearly polarized light, and the viewing angle dependency is examined when the back surface is displayed in white. The interference color is a color caused by a phase difference when a birefringent element is disposed between two polarizing plates whose absorption axes are orthogonal to each other and is irradiated with white light from below. In general, Michel-Levy's interference diagram shows a relationship between phase difference and color Known.
본 발명의 적층 필름에 사용하는 결정성 폴리에스테르와 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B의 바람직한 조합으로서는, 각 열가소성 수지의 SP값의 차의 절대치가 1.0 이하인 것이 특히 바람직하다. SP값의 차의 절대치가 1.0 이하이면 층간 박리가 생기기 어려워진다. 보다 바람직하게는, 결정성 폴리에스테르와 열가소성 수지 B는 동일한 기본골격을 제공한 조합으로 이루어지는 것이 바람직하다. 여기에서 말하는 기본골격이란, 수지를 구성하는 반복단위이며, 예를들면, 한쪽의 열가소성 수지로서 폴리에틸렌테레프탈레이트를 사용하는 경우에는 고정밀도의 적층구조를 실현하기 쉬운 관점으로부터, 폴리에틸렌테레프탈레이트와 동일한 기본골격인 에틸렌테레프탈레이트를 다른 한쪽의 열가소성 수지에 포함하는 것이 바람직하다. 결정성 폴리에스테르와 열가소성 수지 B가 동일한 기본골격을 포함하는 수지이면, 적층 정밀도가 높고, 또한 적층 계면에서의 층간 박리가 생기기 어려운 적층구조로 할 수 있다.As a preferable combination of the crystalline polyester used in the laminated film of the present invention and the thermoplastic resin B different from the crystalline polyester, it is particularly preferable that the absolute value of the difference in the SP value of each thermoplastic resin is 1.0 or less. When the absolute value of the difference between the SP values is 1.0 or less, delamination between layers is less likely to occur. More preferably, the crystalline polyester and the thermoplastic resin B are preferably composed of a combination providing the same basic skeleton. The basic skeleton referred to herein is a repeating unit constituting the resin. For example, when polyethylene terephthalate is used as one thermoplastic resin, from the viewpoint of realizing a high-precision lamination structure, the basic skeleton is the same as that of polyethylene terephthalate It is preferable that the skeleton ethylene terephthalate is contained in the other thermoplastic resin. If the crystalline polyester and the thermoplastic resin B contain the same basic skeleton, a laminated structure having a high degree of lamination accuracy and in which delamination at the lamination interface is unlikely to occur can be obtained.
또한, 본 발명의 적층 필름에 사용하는 결정성 폴리에스테르와 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B의 바람직한 조합으로서는, 결정성 폴리에스테르와 열가소성 수지 B의 유리전이온도 차가 20℃ 이하인 것이 바람직하다. 유리전이온도 차가 20℃보다 클 경우에는 적층 필름을 제조할 때의 두께 균일성이 불량으로 되고, 리타데이션에 편차가 생기는 원인이 된다. 또한, 적층 필름을 성형할 때에도 과연신이 발생하는 등의 문제가 보이기 쉽다.As a preferable combination of the crystalline polyester used in the laminated film of the present invention and the thermoplastic resin B different from the crystalline polyester, the difference between the glass transition temperatures of the crystalline polyester and the thermoplastic resin B is preferably 20 ° C or lower . When the glass transition temperature difference is larger than 20 占 폚, the thickness uniformity at the time of producing a laminated film becomes defective, which causes a deviation in retardation. In addition, when the laminated film is molded, a problem such as occurrence of over-stretching is likely to be seen.
본 발명의 적층 필름의 B층은 A층에 사용되는 결정성 폴리에스테르와는 다른 열가소성 수지 B가 비결정성 수지로 이루어지는 것이 바람직하다. 결정성 수지와 비교해서 비결정성 수지는 2축 연신 필름을 제조할 때에 배향이 생기기 어렵기 때문에, 열가소성 수지 B로 이루어지는 B층의 리타데이션의 증가를 억제할 수 있고, 나아가서는 적층 필름의 리타데이션의 불균일함을 억제하는 것이 용이하게 된다. 특히, 2축 연신 필름을 제조할 때에 열처리 공정을 설치했을 경우에 이 효과는 현저하게 된다. 구체적으로는, 필름 길이방향 및 폭방향으로의 연신 공정에서 비결정성 수지로 이루어지는 층에 생긴 배향을 열처리 공정에서 완전하게 완화시킬 수 있고, 실질적으로 결정성 폴리에스테르로 이루어지는 A층에 기인하는 리타데이션만이 적층 필름으로서의 리타데이션에 영향을 주게 되기 때문이다. 여기에서 말하는 비결정성 수지란, 시차주사 열량측정에 있어서 융점에 상당하는 피크를 거의 나타내지 않는 수지를 가리킨다.The B layer of the laminated film of the present invention is preferably a thermoplastic resin B different from the crystalline polyester used for the A layer, which is made of an amorphous resin. Compared with the crystalline resin, since the amorphous resin is hardly aligned when the biaxially oriented film is produced, it is possible to suppress an increase in retardation of the B layer made of the thermoplastic resin B, and furthermore, It is easy to suppress the non-uniformity of the image. Particularly, when the biaxially oriented film is produced, a heat treatment step is provided, and this effect becomes remarkable. Specifically, it is possible to completely relax the orientation generated in the layer made of the amorphous resin in the stretching process in the longitudinal direction and the transverse direction of the film in the heat treatment step, and to obtain the retardation caused by the layer A Only the retardation as a laminated film is affected. The term amorphous resin as used herein refers to a resin which hardly shows a peak corresponding to the melting point in the differential scanning calorimetry.
상기 조건을 만족시키기 위한 수지 조합의 일례로서, 본 발명의 적층 필름에서는 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 열가소성 수지 B가 스피로글리콜을 포함해서 이루어지는 폴리에스테르인 것이 바람직하다. 스피로글리콜을 포함해서 이루어지는 폴리에스테르란, 스피로글리콜을 공중합한 코폴리에스테르, 또는 호모폴리에스테르, 또는 그것들을 블렌드한 폴리에스테르를 말한다. 스피로글리콜을 포함해서 이루어지는 폴리에스테르는 폴리에틸렌테레프탈레이트나 폴리에틸렌나프탈레이트와의 유리전이온도 차가 작기 때문에, 성형시에 과연신으로 되기 어렵고, 또한 층간 박리도 하기 어렵기 때문에 바람직하다. 보다 바람직하게는, 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 열가소성 수지 B가 스피로글리콜 및 시클로헥산디카르복실산을 포함해서 이루어지는 폴리에스테르인 것이 바람직하다. 스피로글리콜 및 시클로헥산디카르복실산을 포함해서 이루어지는 폴리에스테르이면, 결정성을 저하시킬 수 있기 때문에 용이하게 리타데이션을 억제할 수 있게 된다. 또한, 폴리에틸렌테레프탈레이트나 폴리에틸렌나프탈레이트와의 유리전이온도 차가 작고, 접착성에도 뛰어나기 때문에 성형시에 과연신으로 되기 어렵고, 또한 층간 박리도 하기 어렵다.As an example of a resin combination for satisfying the above conditions, in the laminated film of the present invention, the crystalline polyester comprises polyethylene terephthalate or polyethylene naphthalate, and the thermoplastic resin B is a polyester comprising spiroglycol desirable. The polyester comprising spiroglycol refers to a copolyester or homopolyester copolymerized with spiroglycol, or a polyester blended therewith. The polyester comprising spiroglycol is preferable because it has a small glass transition temperature difference from polyethylene terephthalate or polyethylene naphthalate and is therefore difficult to be stretched at the time of molding and also difficult to delaminate between layers. More preferably, the crystalline polyester is composed of polyethylene terephthalate or polyethylene naphthalate, and the thermoplastic resin B is a polyester comprising spiroglycol and cyclohexanedicarboxylic acid. If the polyester is composed of spiroglycol and cyclohexanedicarboxylic acid, crystallinity can be lowered, and retardation can be easily suppressed. In addition, since the difference in glass transition temperature from polyethylene terephthalate and polyethylene naphthalate is small and the adhesive property is excellent, it is difficult to form the film at the time of molding, and it is also difficult to delaminate between layers.
또한, 본 발명의 적층 필름은 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B가 시클로헥산디메탄올을 포함해서 이루어지는 폴리에스테르인 것도 바람직하다. 시클로헥산디메탄올을 포함해서 이루어지는 폴리에스테르란, 시클로헥산디메탄올을 공중합한 코폴리에스테르, 또는 호모폴리에스테르, 또는 그것들을 블렌드한 폴리에스테르를 말한다. 시클로헥산디메탄올을 포함해서 이루어지는 폴리에스테르는 결정성을 저하시킬 수 있기 때문에 용이하게 리타데이션을 억제할 수 있고, 또한 폴리에틸렌테레프탈레이트나 폴리에틸렌나프탈레이트와의 유리전이온도 차가 작기 때문에 성형시에 과연신으로 되기 어렵고, 또한 층간 박리도 하기 어렵기 때문에 바람직하다. 보다 바람직하게는, 열가소성 수지 B가 시클로헥산디메탄올의 공중합량이 15㏖% 이상 60㏖% 이하인 에틸렌테레프탈레이트 중축합체이다. 이렇게 함으로써, 거의 비결정 상태로 할 수 있기 때문에 리타데이션을 억제할 수 있는 것에 추가해서, 특히 가열이나 시간 경과에 의한 리타데이션의 변화가 작고, 층간에서의 박리도 생기기 어려워진다. 시클로헥산디메탄올의 공중합량이 15㏖% 이상 60㏖% 이하인 에틸렌테레프탈레이트 중축합체는 폴리에틸렌테레프탈레이트와 매우 강하게 접착한다. 또한, 그 시클로헥산디메탄올기는 기하 이성체로서 시스체 또는 트랜스체가 있고, 또한 배좌 이성체로서 의자형 또는 보트형도 있으므로, 폴리에틸렌테레프탈레이트와 공연신해도 배향 결정화하기 어렵기 때문에 제조시의 찢어짐이 생기기 어렵다.Further, the laminated film of the present invention is a polyester in which the crystalline polyester comprises polyethylene terephthalate or polyethylene naphthalate, and the thermoplastic resin B different from the crystalline polyester is cyclohexanedimethanol-containing polyester desirable. The polyester comprising cyclohexane dimethanol refers to a copolyester or homopolyester obtained by copolymerizing cyclohexane dimethanol or a polyester blended therewith. Polyesters containing cyclohexanedimethanol can deteriorate crystallinity and therefore can easily inhibit retardation. Further, since the difference in the glass transition temperature from polyethylene terephthalate or polyethylene naphthalate is small, And it is also difficult to delaminate between layers. More preferably, the thermoplastic resin B is an ethylene terephthalate polycondensate in which the copolymerization amount of cyclohexanedimethanol is 15 mol% or more and 60 mol% or less. By doing so, in addition to being capable of restraining retardation, it is possible to make the state almost amorphous, and in particular, the change of retardation due to heating or time lapse is small, and peeling between layers is difficult to occur. The ethylene terephthalate polycondensate having a copolymerization amount of cyclohexanedimethanol of 15 mol% or more and 60 mol% or less adheres very strongly to polyethylene terephthalate. Further, the cyclohexanedimethanol group has a cis-isomer or trans-isomer as a geometric isomer, and since it has a chair-like or boat-like structure as the isomer of the isomer, it is difficult to crystallize orientation with polyethylene terephthalate.
또한, 본 발명의 적층 필름은 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B가 이소프탈산을 포함해서 이루어지는 폴리에스테르인 것도 바람직하다. 이소프탈산을 포함해서 이루어지는 폴리에스테르란, 이소프탈산을 공중합한 코폴리에스테르, 또는 호모폴리에스테르, 또는 그것들을 블렌드한 폴리에스테르를 말한다. 이소프탈산을 포함해서 이루어지는 폴리에스테르는 결정성을 저하시킬 수 있기 때문에 용이하게 리타데이션을 억제할 수 있고, 또한 폴리에틸렌테레프탈레이트나 폴리에틸렌나프탈레이트와의 유리전이온도 차가 작기 때문에 성형시에 과연신이 되기 어려우며, 또한 층간 박리도 하기 어렵기 때문에 바람직하다. 보다 바람직하게는, 열가소성 수지 B가 이소프탈산의 공중합량이 10㏖% 이상 25㏖% 이하인 에틸렌테레프탈레이트 중축합체이다.It is also preferable that the laminated film of the present invention is a polyester in which the crystalline polyester comprises polyethylene terephthalate or polyethylene naphthalate and the thermoplastic resin B different from the crystalline polyester is isophthalic acid-containing polyester . The polyester comprising isophthalic acid refers to a copolyester or homopolyester copolymerized with isophthalic acid or a polyester blended therewith. Since polyester containing isophthalic acid can lower crystallinity, retardation can be easily suppressed and the difference in glass transition temperature from polyethylene terephthalate or polyethylene naphthalate is small, so that it is difficult for the polyester to form at the time of molding , And delamination between layers is also difficult. More preferably, the thermoplastic resin B is an ethylene terephthalate polycondensate having a copolymerization amount of isophthalic acid of 10 mol% or more and 25 mol% or less.
본 발명의 적층 필름은 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B가 이소소르비드를 포함해서 이루어지는 폴리에스테르인 것도 바람직하다. 이소소르비드를 포함해서 이루어지는 폴리에스테르란, 이소소르비드를 공중합한 코폴리에스테르, 또는 호모폴리에스테르, 또는 그것들을 블렌드한 폴리에스테르를 말한다. 이소소르비드를 포함해서 이루어지는 폴리에스테르는, 결정성을 저하시킬 수 있기 때문에 용이하게 리타데이션을 억제할 수 있고, 또한 폴리에틸렌테레프탈레이트와 폴리에틸렌나프탈레이트의 유리전이온도 차가 작고, 상용성이 좋기 때문에 공연신성과 층간 밀착성이 우수하다. 바람직한 이소소르비드의 공중합량은 3㏖% 이상 50㏖% 이하인 에틸렌테레프탈레이트 중축합체이다. 보다 바람직하게는, 결정성 폴리에스테르가 폴리에틸렌테레프탈레이트 또는 폴리에틸렌나프탈레이트를 포함해서 이루어지고, 열가소성 수지 B가 이소소르비드 및 시클로헥산디탄올을 포함해서 이루어지는 폴리에스테르인 것이 바람직하다. 이소소르비드 및 시클로헥산디메탄올을 포함해서 이루어지는 폴리에스테르이면, 중합성과 결정성을 더욱 저하시킬 수 있기 때문에 생산성을 높임에 따라 용이하게 리타데이션을 억제할 수 있게 된다. 시클로헥산디메탄올의 공중합량은 5∼60㏖%가 바람직하다.It is also preferable that the laminated film of the present invention is a polyester in which the crystalline polyester comprises polyethylene terephthalate or polyethylene naphthalate and the thermoplastic resin B different from the crystalline polyester is isosorbide-containing polyester. The polyester comprising isosorbide refers to a copolyester or homopolyester obtained by copolymerizing isosorbide, or a polyester blended therewith. Since the polyester comprising isosorbide can lower the crystallinity and can easily suppress the retardation and the glass transition temperature difference between the polyethylene terephthalate and the polyethylene naphthalate is small and the compatibility is good, It is excellent in dehiscence and interlayer adhesion. The copolymerization amount of the preferred isosorbide is 3 mol% or more and 50 mol% or less of ethylene terephthalate. More preferably, the crystalline polyester is composed of polyethylene terephthalate or polyethylene naphthalate, and the thermoplastic resin B is a polyester comprising isosorbide and cyclohexanediol. The polyester containing isosorbide and cyclohexanedimethanol can further lower the polymerization and crystallinity, so that the retardation can be easily suppressed as the productivity is increased. The copolymerization amount of cyclohexane dimethanol is preferably 5 to 60 mol%.
또한, 열가소성 수지 중에는 각종 첨가제, 예를 들면 산화방지제, 내열안정제, 내후안정제, 자외선 흡수제, 유기계 이윤활제, 안료, 염료, 유기 또는 무기의 미립자, 충전제, 대전방지제, 핵제 등이 그 특성을 악화시키지 않을 정도로 첨가 되어 있어도 된다.The thermoplastic resin may contain various additives such as an antioxidant, a heat stabilizer, a weather stabilizer, an ultraviolet absorber, an organic lubricant, a pigment, a dye, an organic or inorganic fine particle, a filler, an antistatic agent, May be added.
본 발명의 적층 필름에 첨가하는 자외선 흡수제(UVA)의 농도는 0.5∼2질량%인 것이 바람직하고, 0.7∼1.8질량%이면 보다 바람직하고, 0.8∼1.5질량%이면 더욱 바람직하고, 1.0∼1.5질량%이면 특히 바람직하다. UVA의 농도가 0.5질량% 미만인 경우, UV 차단성이 떨어질 가능성이 있다. 한편, UVA의 농도가 2질량%를 초과할 경우, 공정 오염이나 색미 변화, 기계 강도의 저하 등이 생길 가능성이 있다. 또한, UVA로서는 파장 300∼400㎚의 영역에서의 UV 흡수능의 관점에서, 2,2'-메틸렌비스[6-(2H벤조트리아졸-2-일)-4-(1,1,3,3-테트라메틸부틸)페놀], 2,4,6-트리스(2-히드록시-4-헥실옥시-3-메틸페닐)-1,3,5-트리아진, 2,2'-(1,4-페닐렌)비스(4H-3,1-벤조옥사진-4-온), 2-(4,6-(4-비페닐)-1,3,5-트리아진-2-일)-5-(2-에틸헥실옥시)-페놀, 2-(4,6-디페닐-1,3,5-트리아진-2-일)-5-[2-(2-에틸헥사노일옥시)에톡시]페놀이나, 이것들의 혼합물을 바람직하게 사용할 수 있다.The concentration of the ultraviolet absorber (UVA) to be added to the laminated film of the present invention is preferably 0.5 to 2 mass%, more preferably 0.7 to 1.8 mass%, further preferably 0.8 to 1.5 mass%, more preferably 1.0 to 1.5 mass %. If the concentration of UVA is less than 0.5% by mass, there is a possibility that the UV blocking property is lowered. On the other hand, when the concentration of UVA is more than 2% by mass, there is a possibility that process contamination, color tone change, and mechanical strength are lowered. As UVA, from the viewpoint of UV absorbing ability in a wavelength range of 300 to 400 nm, 2,2'-methylenebis [6- (2H-benzotriazol-2-yl) -4- (Tetramethylbutyl) phenol], 2,4,6-tris (2-hydroxy-4-hexyloxy-3-methylphenyl) -1,3,5-triazine, 2,2 '- (Phenylene) bis (4H-3,1-benzoxazine-4-one), 2- (4,6- - (2-ethylhexyloxy) -phenol, 2- (4,6-diphenyl-1,3,5-triazin- Phenoxy] phenol, or a mixture thereof can be preferably used.
본 발명의 적층 필름은 A층과 B층의 적층비(A층의 총두께/B층의 총두께)가 0.2∼1.5의 범위인 것이 바람직하다. A층과 B층의 적층비는 0.5∼1.4이면 보다 바람직하고, 0.7∼1.3이면 더욱 바람직하고, 0.8∼1.2이면 특히 바람직하다. 적층비가 0.2 미만인 경우, 특히 B층에 비결정성 수지를 사용했을 경우에 있어서 내열성이 악화할 가능성이 있다. 적층비가 1.5를 초과할 경우, 특히 B층에 비결정성 수지를 사용했을 경우에 있어서 위상차가 지나치게 증가할 가능성이 있다. 무지개 얼룩이나 색 불균일과 관계되는 두께방향의 위상차를 낮추는 관점으로부터, 적층비는 작을수록 바람직하다. In the laminated film of the present invention, it is preferable that the lamination ratio of the A layer and the B layer (the total thickness of the A layer / the total thickness of the B layer) is in the range of 0.2 to 1.5. The lamination ratio of the A layer and the B layer is more preferably from 0.5 to 1.4, more preferably from 0.7 to 1.3, and particularly preferably from 0.8 to 1.2. When the lamination ratio is less than 0.2, there is a possibility that the heat resistance is deteriorated when an amorphous resin is used for the B layer in particular. When the lamination ratio exceeds 1.5, there is a possibility that the retardation may excessively increase when an amorphous resin is used for the B layer. From the viewpoint of lowering the retardation in the thickness direction, which is related to rainbow stains and color unevenness, the smaller the lamination ratio is, the better.
본 발명의 적층 필름은 면내방향 위상차(Re)가 0∼400㎚이다. Re는 0∼200㎚이면 바람직하고, 0∼150㎚이면 보다 바람직하고, 0∼100㎚이면 더욱 바람직하고, 0∼50㎚이면 특히 바람직하다. 일반적으로 Re는 필름의 면내에 있어서의 직교하는 2방향의 굴절율 차의 최대치와 필름 두께의 곱으로부터 산출되는 것이지만, 본 발명과 같은 적층 필름에 있어서는 용이하게 필름으로서의 굴절율을 측정할 수 없기 때문에, 간접적인 방법으로 산출된 값을 가지고서 리타데이션으로 한다. 구체적으로는, 오지 케이소쿠키키 가부시키가이샤제의 위상차 측정장치 KOBRA 시리즈에서 후술하는 측정 방법에 있어서 계측된 값을 사용한다. Re가 400㎚를 초과할 경우, 편광판 보호 필름으로서 액정 디스플레이에 실장했을 때에 간섭색이 생길 경우가 있다.The laminated film of the present invention has an in-plane retardation (Re) of 0 to 400 nm. Re is preferably 0 to 200 nm, more preferably 0 to 150 nm, even more preferably 0 to 100 nm, and even more preferably 0 to 50 nm. Generally, Re is calculated from the product of the film thickness and the maximum value of the difference in the refractive index in two orthogonal directions within the plane of the film. However, since the refractive index of the film can not be easily measured in the laminated film of the present invention, The retardation value is obtained by a value calculated by the following formula. Specifically, the value measured in the measuring method described later is used in the phase difference measuring apparatus KOBRA series manufactured by Oji Paper Co., Ltd. When Re exceeds 400 nm, an interference color may be generated when the polarizing plate protective film is mounted on a liquid crystal display.
본 발명의 적층 필름은 두께방향 위상차(Rth)가 0∼1500㎚이다. Rth는 0∼1200㎚이면 바람직하고, 0∼1000㎚이면 보다 바람직하고, 0∼900㎚이면 더욱 바람직하고, 0∼700㎚이면 특히 바람직하다. Rth가 1500㎚를 초과할 경우, 편광판 보호 필름으로서 액정 디스플레이에 실장했을 때에 각도를 붙여서 관찰하면 간섭색이 보이기 쉬워질 경우가 있다.The laminated film of the present invention has a thickness direction retardation (Rth) of 0 to 1500 nm. Rth is preferably from 0 to 1200 nm, more preferably from 0 to 1000 nm, even more preferably from 0 to 900 nm, and particularly preferably from 0 to 700 nm. When Rth exceeds 1500 nm, interference colors may be easily seen when the polarizing plate protective film is observed with an angle when mounted on a liquid crystal display.
Re, 및 Rth를 상기한 바와 같이 제어하는 방법으로서는, 후술하는 제막 조건에 의해 각 층의 복굴절을 제어함으로써 달성할 수 있다. 상세하게는, 예를 들면 열가소성 수지 B를 필름의 제조 공정에 있어서 무배향화함으로써 열가소성 수지 B 로 이루어지는 B층에서의 굴절율의 이방성(복굴절)을 거의 제로로 할 수 있다. 이 경우, Re는 결정성 폴리에스테르로 이루어지는 A층의 굴절율의 이방성과 A층의 총두께의 곱이 되고, 동일 두께의 결정성 폴리에스테르만으로 이루어지는 필름과 비교하면 Re를 억제할 수 있는 것이다.Re and Rth as described above can be controlled by controlling the birefringence of each layer by the film forming conditions to be described later. More specifically, for example, thermoplastic resin B can be controlled to be zero in the process of producing the film by anisotropy (birefringence) of the refractive index in the layer B made of thermoplastic resin B. In this case, Re is the product of the anisotropy of the refractive index of the layer A made of crystalline polyester and the total thickness of the layer A, and Re can be suppressed as compared with a film made of only crystalline polyester having the same thickness.
본 발명의 적층 필름은 Re의 편차가 폭방향에 있어서 18% 이하이다. Re의 편차는 15% 이하이면 바람직하고, 12% 이하이면 보다 바람직하고, 10% 이하이면 더욱 바람직하고, 8% 이하이면 특히 바람직하다. 가장 바람직하게는 6% 이하이다. 이 때의 Re의 편차란 적층 필름의 필름 폭이 400㎜ 이상일 경우에 있어서, 필름의 폭방향 전체에 50㎜ 간격으로 샘플링한 후, 각각의 샘플의 중앙의 Re를 측정하고, Re의 최대치와 최소치의 차를 평균치로 나누어서 % 표시한 값을 가리킨다(Re의 편차(%)= (Re의 최대치-Re의 최소치)/(Re의 평균치)×100). 보다 바람직하게는 600㎜ 이상의 필름 폭에 있어서, 더욱 바람직하게는 1000㎜ 이상의 필름 폭에 있어서, Re의 편차가 18% 이하인 것이 바람직하다. 롤 형상의 적층 필름이면, 롤의 권취 방향을 필름 길이방향으로 하고, 그것에 직교하는 방향이 폭방향에 상당한다. 한편, 잘라진 시트 형상일 경우에는, 필름의 장변 방향과 장변 방향에 직교하는 방향의 양 말단(양단부로부터 각각 25㎜ 떨어진 개소)에 있어서 Re를 계측하고, 필름 중앙과의 차가 큰 방향을 본 발명에서 말하는 적층 필름의 폭방향이라고 한다. Re의 편차가 폭방향에 있어서 18%를 초과할 경우, 편광판 보호 필름으로서 특히 대형의 액정 디스플레이에 실장했을 때에 색 불균일이 생기고, 품위가 저하할 가능성이 있다. Re의 폭방향의 편차를 상기와 같이 제어하는 방법으로서는, 수지 및 후술하는 제막 조건을 취함으로써 달성할 수 있다.In the laminated film of the present invention, the deviation of Re is 18% or less in the width direction. The deviation of Re is preferably 15% or less, more preferably 12% or less, more preferably 10% or less, and particularly preferably 8% or less. Most preferably not more than 6%. In this case, when the film width of the laminated film is 400 mm or more, Re is sampled at intervals of 50 mm in the entire width direction of the film, and Re at the center of each sample is measured. (Re difference (%) = (maximum value of Re - minimum value of Re) / (average value of Re) x 100). It is more preferable that the deviation of Re is not more than 18% at a film width of 600 mm or more, more preferably at a film width of 1000 mm or more. In the case of a roll-shaped laminated film, the winding direction of the roll is the film longitudinal direction, and the direction orthogonal to the film longitudinal direction corresponds to the width direction. On the other hand, in the case of the cut sheet shape, Re was measured at both ends (positions separated by 25 mm from both ends) in the direction orthogonal to the long side direction and the long side direction of the film, Quot; width direction " When the deviation of Re is more than 18% in the width direction, there is a possibility that color unevenness occurs when the polarizing plate protective film is mounted on a large-sized liquid crystal display, and the quality is degraded. The method of controlling the deviation in the width direction of Re as described above can be achieved by taking the resin and the film forming conditions to be described later.
본 발명의 적층 필름은 길이방향 및 폭방향의 영률이 2㎬ 이상이다. 길이방향 및 폭방향의 영률은 2.2㎬ 이상이면 바람직하고, 2.5㎬ 이상이면 보다 바람직하고, 2.8㎬ 이상이면 더욱 바람직하고, 3㎬ 이상이면 특히 바람직하다. 길이방향 및 폭방향 중 어느 하나의 영률이 2㎬ 이하인 경우, 필름에 탄력이 없어 핸들링성에 문제가 있을 가능성이 있다. 길이방향 및 폭방향의 영률을 상기한 바와 같이 제어하는 방법으로서는, 상기한 결정성 폴리에스테르를 사용하고, 후술하는 제막 조건을 취함으로써 달성할 수 있다.The laminated film of the present invention has a Young's modulus in the longitudinal direction and the transverse direction of 2 mu m or more. The Young's modulus in the longitudinal direction and the width direction is preferably 2.2 GPa or more, more preferably 2.5 GPa or greater, more preferably 2.8 GPa or greater, and particularly preferably 3 GPa or greater. When the Young's modulus of either the longitudinal direction or the width direction is 2. Or less, there is a possibility that there is a problem in handling due to lack of elasticity in the film. As a method of controlling the Young's modulus in the longitudinal direction and the width direction as described above, it can be achieved by using the crystalline polyester described above and taking the film forming conditions to be described later.
본 발명의 적층 필름은 길이방향 및 폭방향의 파단신도가 50% 이상이다. 길이방향 및 폭방향의 파단신도는 100% 이상이면 바람직하고, 110% 이상이면 보다 바람직하고, 120% 이상이면 더욱 바람직하고, 130% 이상이면 특히 바람직하다. 길이방향 및 폭방향 중 어느 하나의 파단신도가 50% 이하일 경우, 필름이 물러져 버려 가공 공정 중에 장력이 걸렸을 때에 필름이 파단되어 버릴 가능성이 있다. 길이방향 및 폭방향의 파단신도를 상기와 같이 제어하는 방법으로서는, 상기한 결정성 폴리에스테르를 사용하고, 후술하는 제막 조건을 선택함으로써 달성할 수 있다.The laminated film of the present invention has a elongation at break of 50% or more in the longitudinal direction and the width direction. The elongation at break in the longitudinal direction and the width direction is preferably 100% or more, more preferably 110% or more, further preferably 120% or more, and particularly preferably 130% or more. When the elongation at break of one of the lengthwise direction and the widthwise direction is 50% or less, the film may be retracted and the film may be broken when tension is applied during the processing. The method of controlling the elongation at break in the longitudinal direction and the width direction as described above can be achieved by using the crystalline polyester described above and selecting the film forming conditions to be described later.
본 발명의 적층 필름은 필름 두께가 40㎛ 이하이다. 필름 두께는 5∼35㎛이면 바람직하고, 10∼30㎛이면 보다 바람직하고, 12∼25㎛이면 더욱 바람직하고, 13∼20㎛는 핸들링의 면에서 특히 바람직하다. 필름 두께가 40㎛를 초과할 경우, 리타데이션이 높아지거나, 편광판 보호 필름으로서 사용했을 경우 편광판이 두꺼워지기 때문에 액정 디스플레이에 실장할 때에 중량 증가, 대형화하거나 할 경우가 있다. 특히, 두께가 두꺼워지면, 횡연신시의 포와송비에 의한 반주행(세로) 방향으로의 인입량이 커지기 때문에, 보잉 현상이 강하게 발생한다. 즉, 폭방향의 위상차 분포에 있어서 중앙부와 횡연신기의 클립으로 파지된 단부간의 편차가 커진다. 보잉 현상이란, 횡연신기의 공정 전에서 매직잉크로 필름 폭방향으로 그은 직선이 횡연신, 이어서 열처리를 거쳐서 횡연신기로부터 나왔을 때에 궁형 형상으로 변형되어 있는 현상을 말한다.The laminated film of the present invention has a film thickness of 40 mu m or less. The film thickness is preferably 5 to 35 mu m, more preferably 10 to 30 mu m, even more preferably 12 to 25 mu m, and particularly preferably 13 to 20 mu m in terms of handling. When the film thickness exceeds 40 탆, the retardation increases, or when used as a polarizing plate protective film, the polarizing plate becomes thick, so that the weight may be increased or increased when the polarizing plate is mounted on a liquid crystal display. Particularly, when the thickness becomes thick, the amount of pulling in the semi-running (longitudinal) direction due to the blowing-off ratio at the time of transverse stretching becomes large, so that the bowing phenomenon occurs strongly. That is, in the phase difference distribution in the width direction, the deviation between the center portion and the end portions gripped by the clips of the transverse stretching machine becomes large. The Boeing phenomenon refers to a phenomenon in which a straight line is transversely stretched in the film width direction with magic ink before the process of the transverse stretching process, and then deformed into an arcuate shape when it comes out from the transverse stretching process after the heat treatment.
본 발명의 적층 필름은 필름의 폭이 400㎜ 이상이다. 필름의 폭은 600㎜ 이상이면 바람직하고, 1000㎜ 이상이면 보다 바람직하고, 1300㎜ 이상이면 더욱 바람직하고, 1500㎜ 이상이면 특히 바람직하다. 필름의 폭이 400㎜ 미만인 경우, 대형의 액정 디스플레이로서 실장할 수 없을 경우가 있다.The laminated film of the present invention has a width of 400 mm or more. The width of the film is preferably 600 mm or more, more preferably 1000 mm or more, more preferably 1,300 mm or more, and particularly preferably 1500 mm or more. When the width of the film is less than 400 mm, the liquid crystal display can not be mounted as a large-sized liquid crystal display.
본 발명의 적층 필름은 Re의 편차가 길이방향에 있어서 20% 이하인 것이 바람직하다. Re의 길이방향의 편차는 15% 이하이면 보다 바람직하고, 12% 이하이면 더욱 바람직하고, 10% 이하이면 특히 바람직하다. 이 때의 Re의 편차란, 적층 필름의 길이방향이 400㎜ 이상일 경우에 있어서 필름의 폭방향 중앙부를 50㎜ 간격으로 샘플링한 후, 각각의 샘플의 중앙의 Re를 측정하고, Re의 최대치와 최소치의 차를 평균치로 나누어서 % 표시한 값을 가리킨다(Re의 편차(%)=(Re의 최대치-Re의 최소치)/(Re의 평균치)×100). 적층 필름이 잘라진 시트 형상일 경우에는, 상기한 폭방향에 직교하는 방향이 길이방향이다. Re의 길이방향의 편차를 상기와 같이 제어하는 방법으로서는, 후술하는 제막 조건을 취함으로써 달성할 수 있다.In the laminated film of the present invention, the deviation of Re is preferably 20% or less in the longitudinal direction. The deviation in the longitudinal direction of Re is more preferably 15% or less, more preferably 12% or less, and particularly preferably 10% or less. The Re deviation at this time means that when the length direction of the laminated film is 400 mm or more, the center portion in the width direction of the film is sampled at intervals of 50 mm, and Re at the center of each sample is measured. (Re difference (%) = (maximum value of Re - minimum value of Re) / (average value of Re) x 100). When the laminated film is a cut sheet shape, the direction orthogonal to the width direction is the longitudinal direction. As a method for controlling the deviation in the longitudinal direction of Re as described above, this can be achieved by taking film forming conditions to be described later.
본 발명의 적층 필름은 배향각의 편차가 폭방향에 있어서 20°이하인 것이 바람직하다. 적층 필름의 배향각의 폭방향의 편차는 15°이하이면 보다 바람직하고, 10°이하이면 더욱 바람직하고, 7°이하이면 특히 바람직하다. 여기에서 말하는 배향각은, 필름 상의 굴절율이 가장 커지는 방향을 가리키고, 실제로는 리타데이션과 마찬가지로 광학적 방법으로 계측되는 것이다. 일반적으로 배향각이란, 상기한 폭방향에 있어서 양단부가 가장 높은 값을 나타내고, 중앙부가 가장 낮은 값을 나타낸다. 따라서, 본 발명에 있어서는 적층 필름의 폭방향에 있어서 양단부에서 각각 25㎜ 떨어진 개소, 및 중앙부를 샘플링하고, 각각의 샘플의 중앙의 배향각을 측정하고, 양단부의 중 큰 쪽의 배향각의 값에서 중앙부의 배향각의 값을 뺀 값을 상기 적층 필름의 배향각의 편차로 한다(배향각의 폭방향 편차(°)=양단부 중, 큰 쪽의 배향각의 값-중앙부의 배향각의 값). 폭방향에 있어서 배향각의 편차가 20°를 초과할 경우, 관측자가 편광 선글라스를 썼을 때에 디스플레이에 보여지는 블랙아웃 현상을 회피할 수 있기 때문에 새로운 가치로 연결된다. 블랙아웃이란 디스플레이로부터 방출되고 있는 직선편광의 광이 편광 선글라스의 흡수축과 겹쳐서 광이 눈에 들어오지 않기 때문에 암시야로 되고, 화상이 보이지 않는 현상을 말한다. 그러나, 디스플레이로부터의 직선편광의 방향과 배향각의 방위로 끼워진 각도가 10도 이상이면, 광은 복굴절하기 때문에 편광 선글라스에서도 광이 투과하고, 블랙아웃를 회피할 수 있다. 최근, 차량 탑재 용도에서는 중요시되고 있고, 특히 터치패널에 사용되는 ITO용 기재 필름에 대해서는 수요가 있다. 즉, 편광판 보호 필름으로서 IPS나 VA 모드의 액정 디스플레이(직선편광이 화각에 대하여 직교관계)에 실장했을 때에, 배향각이 10°이상이면 광누설을 일으키고, 화상의 밝기를 저하시키는 것을 억제할 수 있다. 배향각의 폭방향의 편차를 상기한 바와 같이 제어하는 방법으로서는, 종연신 배율 3.5 이상으로 크게 하거나, 후술하는 제막 조건을 취함으로써 달성할 수 있다. 또한, 비결정 수지를 주층측에 포함하고 있으면 배향각이 높아지기 때문에 바람직하다. 여기에서, 비결정 수지란 시차주사 열량계(DSC)로 원료를 평가했을 때에 흡열 피크가 되는 융점 Tm이 거의 드러나지 않고, 존재해도 그 융해 엔타르피 ΔHm이 6J/g 이하를 나타내는 수지이다.In the laminated film of the present invention, it is preferable that the deviation of the orientation angle is 20 DEG or less in the width direction. The deviation in the width direction of the orientation angle of the laminated film is more preferably 15 ° or less, more preferably 10 ° or less, and particularly preferably 7 ° or less. The orientation angle referred to herein refers to the direction in which the refractive index of the film is the largest, and is actually measured by an optical method as in the case of retardation. In general, the orientation angle means that both end portions in the above-mentioned width direction exhibit the highest value and the center portion shows the lowest value. Therefore, in the present invention, a portion and a central portion which are 25 mm apart from both ends in the width direction of the laminated film are sampled, and the orientation angle at the center of each sample is measured. From the value of the orientation angle of the medium- The value obtained by subtracting the value of the orientation angle of the central portion is defined as a deviation of the orientation angle of the laminated film (the widthwise deviation of the orientation angle (DEG) = the value of the orientation angle of the larger one in both ends - the value of the orientation angle of the central portion). When the deviation of the orientation angle in the width direction exceeds 20 degrees, it is possible to avoid the blackout phenomenon displayed on the display when the observer wears polarized sunglasses, so that the new value is connected. The blackout refers to a phenomenon in which linearly polarized light emitted from the display overlaps with the absorption axis of the polarizing sunglasses and the light does not enter the eye, resulting in darkness and no image is seen. However, if the angle between the direction of the linearly polarized light from the display and the orientation of the orientation angle is 10 degrees or more, the light is birefringent, so that light is also transmitted through the polarized sunglasses, and blackout can be avoided. In recent years, it has become important in the field of on-vehicle use, and in particular, there is a demand for an ITO base film used for a touch panel. That is, when the polarizing plate protective film is mounted in an IPS or VA mode liquid crystal display (linearly polarized light is orthogonal to the angle of view), when the orientation angle is 10 degrees or more, light leakage is caused, have. The method of controlling the deviation of the orientation angle in the width direction as described above can be achieved by increasing the longitudinal drawing magnification to 3.5 or more and taking the film forming conditions to be described later. When the amorphous resin is contained in the main layer side, it is preferable because the orientation angle becomes higher. Here, the amorphous resin is a resin which shows a melting point Tm which is an endothermic peak when the raw material is evaluated by a differential scanning calorimeter (DSC) is hardly revealed, and its melting enthalpy? Hm is 6 J / g or less even if it exists.
본 발명의 적층 필름에 있어서의 결정부분 융해온도(Tmeta)는 190℃ 이하인 것이 바람직하다. Tmeta가 190℃ 이하이면 필름 폭방향의 위상차의 균일성이 향상되고, 또한 저위상차가 되기 때문에 바람직하다. 너무 지나치게 낮으면 편광판화 할 때에 열수축이 커서 품질 문제로 연결되기 때문에, 150℃ 이상이 바람직하다. Tmeta를 조정하는 방법은 필름의 제조 공정에 있어서의 열처리 온도의 최고 온도를 140℃ 이상 210℃ 이하로 함으로써 달성할 수 있다.The crystalline partial melting temperature (Tmeta) in the laminated film of the present invention is preferably 190 占 폚 or less. When Tmeta is 190 占 폚 or less, the uniformity of the retardation in the film width direction is improved and the retardation difference is preferable. If it is too low, heat shrinkage is large when polarizing the polarizing plate, which leads to quality problems. The method of adjusting Tmeta can be achieved by setting the maximum temperature of the heat treatment temperature in the production process of the film to 140 占 폚 or higher and 210 占 폚 or lower.
본 발명의 적층 필름은 길이방향 및/또는 폭방향의 동적 점탄성 측정(Dynamic Mechanical Analysis 측정(DMA 측정))에 있어서 tanδ 피크가 2개 이상 관측되는 것이 바람직하다. 상기 tanδ 피크의 2개 이상의 피크 중, 가장 저온측의 피크는 적층 필름의 Tg에 기인하는 것이다. Tg를 제외한 피크는 적층 필름의 제막시에 받은 연신 이력에 의한 것이며, 이 피크가 존재하는 것은 적층 필름의 길이방향, 및 폭방향의 Re의 편차나 기계적 특성의 관점에서 바람직한 것이다. 또한, Tg 근방에 두번째 이상의 피크가 존재할 경우, 작은 쪽의 피크는 숄더로서 관측될 경우가 있지만, 이 경우 숄더의 수도 피크수로서 카운트할 수 있다.It is preferable that two or more tan? Peaks are observed in the dynamic viscoelasticity measurement (dynamic mechanical analysis measurement (DMA measurement)) in the longitudinal direction and / or the width direction of the laminated film of the present invention. Among the two or more peaks of the tan delta peak, the peak on the lowest temperature side is due to the Tg of the laminated film. The peaks other than Tg are due to the drawing history obtained at the time of film formation of the laminated film, and the presence of this peak is preferable from the viewpoint of the deviation of Re in the longitudinal direction and the width direction of the laminated film and mechanical properties. Further, when there is a second or more peak near the Tg, the smaller peak may be observed as a shoulder, but in this case, the number of the shoulders can be counted as the number of peaks.
본 발명의 적층 필름은 길이방향 및/또는 폭방향의 DMA 측정에 있어서 가장 고온측에 존재하는 tanδ의 피크 온도가 100∼130℃, 또는 130∼160℃인 것이 바람직하다. 길이방향, 및 폭방향의 Re의 편차나 기계적 특성의 관점에서 보다 바람직하게는 100∼120℃이며, 더 바람직하게는 105∼120℃이며, 특히 바람직하게는 110∼120℃다. 길이방향 및/또는 폭방향의 DMA 측정에 있어서 가장 고온측에 존재하는 tanδ의 피크 온도가 100℃ 미만인 경우, 또는 130℃를 초과할 경우, 길이방향 및/또는 폭방향의 Re의 편차가 악화해 버릴 가능성이 있다. 길이방향 및/또는 폭방향의 DMA 측정에 있어서 tanδ 피크가 2개 이상 관측되고, 가장 고온측에 존재하는 tanδ의 피크 온도를 바람직한 범위로 제어하기 위해서는, 상기한 바와 같은 결정성 폴리에스테르와 비결정 수지의 다층적층 구조를 취하고, 후술하는 제막 조건을 취함으로써 달성할 수 있다.In the laminated film of the present invention, it is preferable that the peak temperature of tan? Existing on the highest temperature side in the DMA measurement in the longitudinal direction and / or the width direction is 100 to 130 占 폚, or 130 to 160 占 폚. More preferably 100 to 120 deg. C, further preferably 105 to 120 deg. C, and particularly preferably 110 to 120 deg. C in view of the deviation of Re in the longitudinal direction and the width direction and mechanical properties. In the DMA measurement in the longitudinal direction and / or the width direction, when the peak temperature of tan? Existing on the highest temperature side is less than 100 占 폚 or when it exceeds 130 占 폚, the deviation of Re in the longitudinal direction and / There is a possibility to discard it. In the DMA measurement in the longitudinal direction and / or the width direction, two or more tan delta peaks are observed, and in order to control the peak temperature of tan delta at the highest temperature side in a preferable range, the crystalline polyester and the amorphous resin Layer structure, and taking the film forming conditions to be described later.
본 발명의 적층 필름은 동적 점탄성 측정에 있어서의 85℃에서의 저장탄성률 E'가 2.5㎬ 이상인 것이 바람직하다. 편광판의 제조 공정에 있어서 편광자가 되는 PVA(폴리비닐알콜)의 건조 온도가 100∼80℃ 정도이기 때문에, 그 온도 근방에서의 탄력의 강도가 요구된다. 2.5㎬ 이상이면 PVA의 수축에 대하여 편광판은 컬이나 휨이 일어나기 어렵고, 바람직하다. 또한, 내상처성을 부여하기 위해서 하드코트 공정에서 필름 형상으로 함석 주름 등의 변형이 일어나지 않는 것이 중요하다. 바람직하게는 2.8㎬ 이상이며, 또한 바람직하게는 3.1㎬ 이상, 더 바람직하게는 3.5㎬ 이상이다. 달성 방법으로서는 85℃에서의 E'을 높게 하는 관점으로부터, 열가소성 수지 B에 사용하는 공중합 폴리에스테르의 성분에 스피로글리콜 및/또는 이소소르비드를 포함시키는 것을 들 수 있다. 연신성과 밀착성의 관점으로부터 그 공중합량은 5㏖% 이상 40㏖ 이하가 바람직하다. 그 밖의 달성 방법으로서 UV 경화형의 하드 코트를 편면 또는 양면에 형성해도 좋다. 경화 후의 하드코트층의 두께는 85℃에서의 E'의 값을 높이는 관점으로부터, 0.5μ이상 6㎛ 이하가 바람직하다.The laminated film of the present invention preferably has a storage elastic modulus E 'at 85 캜 of 2.5 ㎬ or more in dynamic viscoelasticity measurement. Since the drying temperature of the PVA (polyvinyl alcohol) serving as the polarizer in the production process of the polarizing plate is about 100 to 80 캜, the strength of elasticity in the vicinity of the temperature is required. If it is 2.5 GPa or more, it is preferable that the polarizing plate is less likely to curl or warp against shrinkage of the PVA. In addition, in order to impart the scratch resistance, it is important that the film hardly deforms, such as wrinkles, in the hard coat process. Preferably at least 2.8 kPa, and further preferably at least 3.1 kPa, and more preferably at least 3.5 kPa. As a method for achieving this, from the viewpoint of raising the E 'value at 85 캜, it is possible to incorporate spiroglycols and / or isosorbides into the components of the copolyester used in the thermoplastic resin B. From the viewpoints of stretching and adhesion, the copolymerization amount is preferably 5 mol% or more and 40 mol or less. As another method for achieving the other effect, a UV hardening type hard coat may be formed on one side or both sides. The thickness of the hard coat layer after curing is preferably 0.5 占 퐉 or more and 6 占 퐉 or less from the viewpoint of raising the value of E 'at 85 占 폚.
본 발명의 적층 필름의 동마찰계수 0.45 이하인 것이 바람직하다. 동마찰계수가 0.45를 초과하면 미끄럼성이 나쁘고, 주름이 들어가기 쉬우며, 권취 특성이 나빠지기 때문에, 편광판화 될 때에 영향을 미치게 할 경우가 있다. 그 때문에, 동마찰계수는 0.42 이하가 바람직하고, 보다 바람직하게는 0.4 이하이다. 여기에서의 동마찰계수는 적어도 한쪽의 면에서 만족하면 되고, 예를 들면 적층 필름의 표면과 이면의 사이에서 발생하는 동마찰계수가 0.45 이하인 것이 바람직하다. ITO 기재 용도에서는 클리어 하드코트, 올리고머 블록킹용 하드코트, 저굴절율층(LR) 및 고굴절율층(HR)의 최대 4층 형성하는 후가공이 있기 때문에, 적층 필름 자체에 높은 미끄럼성이 요구되는 관점에서 같은 용도에서는 0.35 이하가 바람직하다. 그 달성 방법은 프라이머층에 불활성인 무기입자, 예를 들면 50∼300㎚의 입경의 콜로이달실리카를 첨가함으로써 동마찰계수 0.4 이하를 달성할 수 있다. 또한, 그 이하는 적층 필름의 최표층에 있어서도 불활성 입자를 첨가하는 것이 바람직하다. 첨가량은 투명성과 이활성의 양립의 관점에서 0.01중량%∼1중량% 이하가 바람직하다. 또한, 평균 입경 2.5㎛ 이하 1㎛ 이상의 탄산 칼슘이나 응집 실리카를 대입경 입자로서 첨가하고, 또한 평균 입경 0.5㎛ 이하의 규산 알루미나, 알루미나, 디비닐벤젠 등을 소입경 입자로서 첨가하는 조합이 이활 투명성의 점에서 바람직하다.It is preferable that the laminated film of the present invention has a dynamic friction coefficient of 0.45 or less. When the coefficient of dynamic friction is more than 0.45, slipperiness is poor, wrinkles tend to enter, and winding properties are deteriorated. Therefore, the coefficient of dynamic friction is preferably 0.42 or less, more preferably 0.4 or less. Here, the coefficient of dynamic friction may be satisfied on at least one surface. For example, it is preferable that the coefficient of dynamic friction generated between the front surface and the back surface of the laminated film is 0.45 or less. In the ITO base material application, there is a post-process to form a maximum of four layers of a clear hard coat, a hard coat for oligomer blocking, a low refractive index layer (LR) and a high refractive index layer (HR) And 0.35 or less for the same purpose. The method of achieving this can achieve a kinetic friction coefficient of 0.4 or less by adding an inorganic particle inert to the primer layer, for example, colloidal silica having a particle size of 50 to 300 nm. It is also preferable to add inert particles to the outermost layer of the laminated film. The addition amount is preferably from 0.01% by weight to 1% by weight from the viewpoint of compatibility between transparency and lyophobicity. Further, a combination in which calcium carbonate or coagulated silica having an average particle diameter of 2.5 占 퐉 or less and 1 占 퐉 or more is added as large diameter particles and addition of silica alumina, alumina, or divinylbenzene having an average particle diameter of 0.5 占 퐉 or less as small particle diameter, .
또한 본 발명의 적층 필름은 적어도 한쪽의 면에 프라이머층 및/또는 하드코트층이 형성되어 있는 것이 바람직하다. 프라이머층이 적어도 한쪽의 면에 형성되어 있으면 PVA와의 접착성의 면에서 바람직하다. 프라이머층은 수계 도포제로 필름 제조 공정 중에 도포되는 것이 바람직하고, 주제는 아크릴, 폴리에스테르, 우레탄, 아크릴 변성 폴리에스테르, 아크릴 변성 우레탄 등에서 선택된 범용성이 높은 것이 바람직하다. 가교재는 가교 반응을 일으키는 화합물이면 특별하게 한정되지 않지만, 메티롤화 또는 알키롤화한 요소계, 멜라민계, 우레탄계, 아크릴아미드계, 폴리아미드계, 에폭시 화합물, 이소시아네이트 화합물, 옥사졸린계 화합물, 카르보디이미드 화합물, 아지리딘 화합물, 각종 실란커플링제, 각종 티타네이트계 커플링제 등을 사용할 수 있다. 또한, 편광판의 상처 대책의 관점에서 하드코트층이 적어도 한쪽의 면에 형성되어 있는 것이 바람직하다. 하드코트층의 두께는 컬을 가능한 한 억제하는 관점에서 5㎛ 이하가 바람직하고, 한편, 경도를 부여하는 관점에서 1㎛ 이상이 바람직하다.Further, it is preferable that the laminated film of the present invention has a primer layer and / or a hard coat layer formed on at least one surface thereof. When the primer layer is formed on at least one surface, it is preferable from the viewpoint of adhesion with PVA. The primer layer is preferably applied as an aqueous coating agent during the film production process, and it is preferable that the primer layer has high general versatility selected from acrylic, polyester, urethane, acrylic modified polyester, acrylic modified urethane and the like. The crosslinking material is not particularly limited as long as it is a compound capable of causing a crosslinking reaction. However, the crosslinking material is not particularly limited as long as it is a compound causing a crosslinking reaction, but may be a urethane, Amide compounds, aziridine compounds, various silane coupling agents, and various titanate-based coupling agents. It is also preferable that the hard coat layer is formed on at least one surface from the viewpoint of measures against the scratch of the polarizing plate. The thickness of the hard coat layer is preferably 5 占 퐉 or less from the viewpoint of suppressing curling as much as possible, and is preferably 1 占 퐉 or more from the viewpoint of imparting hardness.
본 발명의 적층 필름은 UV 차단성의 관점에서 파장 380㎚에서의 투과율이 30% 이하인 것이 바람직하다. 보다 바람직하게는 25% 이하이며, 더 바람직하게는 20% 이하이며, 특히 바람직하게는 15% 이하이다. 파장 380㎚에서의 투과율이 30%를 초과할 경우, 편광판 보호 필름으로서 액정 디스플레이에 실장했을 때에 자외선에 의해 편광자나 액정이 열화되어 버릴 가능성이 있다. 파장 380㎚에서의 투과율을 바람직한 범위로 제어하기 위해서는, UV 흡수제, 또는 다층막의 간섭 반사를 이용한다. 간섭 반사는 평균층 두께를 40∼55㎚로 하고, 광학특성이 다른 2종 이상의 수지의 면내 굴절율의 차를 크게 함으로써 실현할 수 있으므로, 2축 연신 필름으로 하는 경우에는 결정성인 폴리에스테르를 주성분으로 하는 층과, 연신시에 비결정성을 유지, 또는 열처리 공정에서 융해되는 열가소성 수지를 주성분으로 하는 층이 교대로 적층된 적층 필름으로 하면 간섭 반사를 달성할 수 있다. 구체적으로는, 상기한 바와 같은 폴리에스테르, 및 열가소성 수지 B를 소정의 적층수로 적층함으로써 달성할 수 있다. 또한, 상기하는 바와 같이 UVA를 바람직한 범위에서 함유시키는 것은, 상승효과에 보다 바람직하다.The laminated film of the present invention preferably has a transmittance of 30% or less at a wavelength of 380 nm from the viewpoint of UV barrier property. , More preferably not more than 25%, even more preferably not more than 20%, particularly preferably not more than 15%. When the transmittance at a wavelength of 380 nm is more than 30%, there is a possibility that the polarizer and the liquid crystal are deteriorated by ultraviolet rays when the polarizer protective film is mounted on a liquid crystal display. In order to control the transmittance at a wavelength of 380 nm in a preferable range, interference reflection of a UV absorber or a multilayer film is used. The interference reflection can be realized by setting the average layer thickness to 40 to 55 nm and increasing the difference in the in-plane refractive index of two or more kinds of resins having different optical characteristics. Therefore, in the case of biaxially oriented films, It is possible to achieve interference reflection by forming a laminated film in which amorphous at the time of stretching or a layer mainly composed of a thermoplastic resin melted in a heat treatment step are alternately laminated. Specifically, this can be achieved by laminating the above-mentioned polyester and the thermoplastic resin B with a predetermined lamination number. In addition, as described above, the inclusion of UVA within a preferable range is more preferable for the synergistic effect.
본 발명의 적층 필름은 UV 차단성의 관점에서 파장 240∼360㎚에서의 평균 투과율이 5% 이하인 것이 바람직하다. 보다 바람직하게는 4% 이하이며, 더욱 바람직하게는 3% 이하이며, 특히 바람직하게는 2% 이하이다. 파장 240∼360㎚에서의 평균 투과율이 5%를 초과할 경우, 편광판 보호 필름으로서 액정 디스플레이에 실장했을 때에 자외선에 의해 편광자나 액정이 열화되어 버릴 가능성이 있다. 파장 240∼360㎚에서의 평균 투과율을 바람직한 범위로 제어하기 위해서는, 광학특성이 다른 2종 이상의 수지의 면내 굴절율의 차를 크게 함으로써 실현할 수 있으므로, 2축 연신 필름으로 하는 경우에는 결정성인 폴리에스테르를 주성분으로 하는 층과, 연신시에 비결정성을 유지 또는 열처리 공정에서 융해되는 열가소성 수지를 주성분으로 하는 층이 교대로 적층된 적층 필름으로 하면 좋다. 구체적으로는, 상기한 바와 같은 폴리에스테르, 및 열가소성 수지 B를 소정의 적층수로 적층함으로써 달성할 수 있다.The laminated film of the present invention preferably has an average transmittance of 5% or less at a wavelength of 240 to 360 nm from the viewpoint of UV barrier property. More preferably 4% or less, further preferably 3% or less, particularly preferably 2% or less. When the average transmittance at a wavelength of 240 to 360 nm exceeds 5%, there is a possibility that the polarizer or the liquid crystal is deteriorated by ultraviolet rays when the polarizing plate protective film is mounted on a liquid crystal display. In order to control the average transmittance at a wavelength of 240 to 360 nm in a preferable range, it is possible to realize a biaxially oriented film by increasing the difference in in-plane refractive index of two or more kinds of resins having different optical characteristics. And a laminated film in which a layer mainly composed of a thermoplastic resin that maintains amorphousness at the time of stretching or is melted in a heat treatment process is alternately laminated. Specifically, this can be achieved by laminating the above-mentioned polyester and the thermoplastic resin B with a predetermined lamination number.
이어서, 본 발명의 적층 필름의 바람직한 제조 방법을 이하에 설명한다. 물론 본 발명은 관계되는 예에 한정해서 해석되는 것은 아니다. 또한, 본 발명에 사용하는 적층 필름의 적층 구조는, 일본 특허공개 2007-307893호 공보의 〔0053〕∼ 〔0063〕단에 기재된 내용과 같은 방법에 의해 간편하게 실현할 수 있는 것이다.Next, a preferred method for producing the laminated film of the present invention will be described below. Of course, the present invention is not construed as being limited to the related examples. The laminated structure of the laminated film used in the present invention can be easily realized by a method similar to that described in paragraphs [0053] to [0063] of JP-A No. 2007-307893.
열가소성 수지를 펠릿 등의 형태로 준비한다. 펠릿은 필요에 따라서 열풍 중 또는 진공 하에서 건조된 후, 각각의 압출기에 공급된다. 압출기 내에 있어서, 융점 이상으로 가열 용융된 수지는, 기어펌프 등에서 수지의 압출량이 균일화되어, 필터 등을 통해서 이물이나 변성된 수지 등이 제거된다. 이들 수지는 다이에서 목적의 형상으로 성형된 후, 토출된다. 그리고, 다이로부터 토출된 적층 시트는 캐스팅 드럼 등의 냉각체 상에 압출되고, 냉각 고화되어, 캐스팅 필름이 얻어진다. 이 때, 와이어 형상, 테이프 형상, 침 형상 또는 나이프 형상 등의 전극을 이용하여, 정전기력에 의해 캐스팅 드럼 등의 냉각체에 밀착시켜 급랭 고화시키는 것이 바람직하다. 또한, 슬릿 형상, 스폿 형상, 면 형상의 장치로부터 에어를 분출해서 캐스팅 드럼 등의 냉각체에 밀착시켜 급랭 고화시키거나, 닙 롤로 냉각체에 밀착시켜 급랭 고화시키거나 하는 방법도 바람직하다.The thermoplastic resin is prepared in the form of pellets or the like. The pellets are dried in hot air or under vacuum, if necessary, and then fed to respective extruders. In the extruder, the extruded amount of the resin in the gear pump or the like is uniformized by heating the molten resin at a temperature higher than the melting point, and foreign matters or denatured resin are removed through a filter or the like. These resins are molded into a desired shape on a die and then discharged. Then, the laminated sheet discharged from the die is extruded onto a cooling body such as a casting drum, cooled and solidified to obtain a casting film. At this time, it is preferable to use an electrode such as a wire shape, a tape shape, an acicular shape, or a knife shape to adhere to a cooling body such as a casting drum by an electrostatic force to solidify rapidly. It is also preferable to eject air from a slit, spot, or surface device and adhere to a cooling body such as a casting drum to rapidly solidify or solidify it by adhering it to the cooling body with a nip roll.
또한, A층의 주성분이 되는 결정성 폴리에스테르와 그것과는 다른 열가소성 수지 B의 복수의 수지를 2대 이상의 압출기를 이용하여 다른 유로로부터 송출하고, 다층 적층장치에 송입된다. 다층 적층장치로서는 멀티 매니폴드 다이나 피드 블록이나 스태틱믹서 등을 사용할 수 있지만, 특히 본 발명의 구성을 효율적으로 얻기 위해서는 3개 이상의 미세 슬릿을 갖는 피드 블록을 사용하는 것이 바람직하다. 이러한 피드 블록을 사용하면, 장치가 극단적으로 대형화할 일이 없기 때문에 열열화에 의한 이물이 적고, 적층수가 극단적으로 많은 경우에도 고정밀도의 적층이 가능해 진다. 또한, 폭방향의 적층 정밀도도 종래 기술에 비교해서 격단적으로 향상한다. 또한, 이 장치에서는 각 층의 두께를 슬릿의 형상(길이, 폭)으로 조정할 수 있기 때문에 임의의 층 두께를 달성하는 것이 가능해진 것이다.Further, the crystalline polyester as the main component of the layer A and a plurality of resins of the thermoplastic resin B different from the crystalline polyester are sent out from the other flow path by using two or more extruders and fed into the multi-layer lamination apparatus. As the multi-layer lamination device, a multi-manifold die, a feed block, a static mixer or the like can be used, but in order to efficiently obtain the constitution of the present invention, it is preferable to use a feed block having three or more fine slits. When such a feed block is used, since the device does not become extremely large, there is less foreign matter due to thermal degradation, and even if the number of stacked layers is extremely large, high-precision stacking becomes possible. In addition, the stacking accuracy in the width direction also improves critically as compared with the conventional technique. Further, in this apparatus, since the thickness of each layer can be adjusted by the shape (length, width) of the slit, it is possible to achieve an arbitrary layer thickness.
이와 같이 하여 소망의 층 구성으로 형성한 용융 다층 적층체를 다이에 안내하여, 상술한 바와 같이 캐스팅 필름이 얻어진다. Thus, the molten multi-layer laminate formed with the desired layer structure is guided to the die to obtain the casting film as described above.
이와 같이 하여 얻어진 캐스팅 필름은 2축 연신하는 것이 바람직하다. 여기에서, 2축 연신이란 길이방향 및 폭방향으로 연신하는 것을 말한다. 연신은 축차로 2방향으로 연신해도 좋고, 동시에 2방향으로 연신해도 좋다. 또한, 2축 연신한 후, 또한 길이방향 및/또는 폭방향으로 재연신을 행해도 된다. 특히, 2축 연신한 후, 길이방향으로 재연신한 후 열처리를 행하는 것이 가장 바람직하다. 즉, 본 발명의 적층 필름은 주로 결정성 폴리에스테르 A와 비결정성 폴리에스테르 B로 구성되고, 층수가 3층 이상이며, 결정성 폴리에스테르 A로 이루어지는 A층과 비결정성 폴리에스테르 B로 이루어지는 B층의 적층비(A/B)가 2∼0.2인 미연신 필름을, 연신 온도 70∼145℃의 범위에서 길이방향 및 폭방향의 2축 연신을 행하고, 그 후에 온도 120∼235℃의 범위에서 열고정을 행하고, 그 후에 적어도 길이방향으로 연신 온도 80∼150℃의 범위에서 1.02∼1.95배의 재연신을 행하고, 그 후에 90∼235℃의 범위에서 다시 열고정하여, 권취하는 제조 방법을 채용하는 것이, 필름 폭방향의 위상차를 끝없이 균일화하는 관점에서 바람직하다.The cast film thus obtained is preferably biaxially stretched. Here, biaxial stretching means stretching in the longitudinal direction and the width direction. The stretching may be effected in two directions by an alternating movement, or may be stretching in two directions at the same time. After biaxial stretching, re-stretching may also be performed in the longitudinal direction and / or the width direction. In particular, after the biaxial stretching, it is most preferable to conduct the heat treatment after re-stretching in the longitudinal direction. That is, the laminated film of the present invention is mainly composed of the crystalline polyester A and the amorphous polyester B, and has three or more layers, and the layer A composed of the crystalline polyester A and the layer B composed of the amorphous polyester B (A / B) of 2 to 0.2 is stretched in a longitudinal direction and a width direction in a range of a stretching temperature of 70 to 145 deg. C, and thereafter, a biaxial stretching in a range of 120 to 235 deg. And then reheating and stretching at a stretch ratio of 1.02 to 1.95 at a stretching temperature of 80 to 150 캜 in the longitudinal direction at least in the longitudinal direction and thereafter reheating at 90 to 235 캜 for winding, From the viewpoint of endlessly equalizing the phase difference in the film width direction.
축차 2축 연신의 경우에 대해서 우선 설명한다. 여기에서, 길이방향으로의 연신이란 필름에 길이방향의 분자 배향을 주기 위한 연신을 말하고, 통상은 롤의 주속차에 의해 실시되고, 이 주행방향의 연신은 1단계로 행해도 되고, 또한 복수 개의 롤쌍을 사용해서 다단계로 행해도 된다. 연신의 배율로서는 수지의 종류에 따라 다르지만, 통상 2∼15배가 바람직하고, 적층 필름을 구성하는 수지 중 어느 하나에 폴리에틸렌테레프탈레이트를 사용했을 경우에는 2∼7배가 바람직하게 사용되고, 보다 바람직하게는 3∼5배, 더 바람직하게는 3∼4배, 길이방향, 및 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 3∼3.5배가 특히 바람직하다. 또한, 연신 온도로서는 적층 필름을 구성하는 수지의 유리전이온도∼유리전이온도+100℃가 바람직하고, 구체적으로는 70∼120℃가 보다 바람직하고, 80∼110℃가 더욱 바람직하고, 길이방향, 및 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 95∼110℃가 특히 바람직하다. 폴리에틸렌나프탈레이트 등의 나프탈렌디카르복실산을 포함하는 폴리에스테르를 사용한 경우에는, 유리전이온도가 높기 때문에 105℃ 이상 155℃ 이하가 바람직하다.The case of sequential biaxial stretching will be described first. Here, the stretching in the longitudinal direction refers to stretching in order to impart molecular orientation in the longitudinal direction to the film, and is usually carried out by the peripheral speed difference of the roll. The stretching in the running direction may be performed in one step, A plurality of roll pairs may be used. The stretching magnification varies depending on the type of resin, but is usually 2 to 15 times, and when polyethylene terephthalate is used for any of the resins constituting the laminated film, 2 to 7 times is preferably used, and more preferably 3 To 5 times, more preferably 3 to 4 times, and particularly preferably 3 to 3.5 times from the viewpoints of the deviation of Re in the longitudinal direction and the width direction and the deviation of the orientation angle. The stretching temperature is preferably the glass transition temperature to the glass transition temperature + 100 占 폚 of the resin constituting the laminated film, more preferably 70 to 120 占 폚, further preferably 80 to 110 占 폚, And 95 to 110 占 폚 are particularly preferable from the viewpoints of the deviation of the Re in the width direction and the deviation of the orientation angle. When a polyester containing naphthalene dicarboxylic acid such as polyethylene naphthalate is used, the glass transition temperature is preferably 105 占 폚 or more and 155 占 폚 or less because of its high glass transition temperature.
이와 같이 하여 얻어진 1축 연신된 필름에, 필요에 따라서 코로나 처리나 프레임 처리, 플라스마 처리 등의 표면처리를 실시한 후, 이활성, 이접착성, 대전방지성 등의 기능을 인라인 코팅에 의해 부여해도 좋다. When the uniaxially stretched film thus obtained is subjected to surface treatment such as corona treatment, frame treatment, plasma treatment or the like, if necessary, and then the functions such as lyophobicity, adhesiveness, and antistatic property are imparted by inline coating good.
계속해서 폭방향의 연신이란 필름에 폭방향의 배향을 주기 위한 연신을 말하고, 통상은 텐터법을 이용하여 필름의 양단을 클립으로 파지하면서 반송하여, 폭방향으로 연신한다. 연신의 배율로서는 수지의 종류에 따라 다르지만, 통상 2∼15배가 바람직하고, 적층 필름을 구성하는 수지 중 어느 하나에 폴리에틸렌테레프탈레이트를 사용했을 경우에는 2∼5배가 바람직하게 사용되고, 보다 바람직하게는 3∼5배, 더 바람직하게는 3∼4.5배, Re나 Rth, 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 3.5∼4배가 특히 바람직하고, 종연신 배율보다 높은 배율로 연신하는 것은 또한 바람직한 것이다. 또한, 연신 온도로서는 적층 필름을 구성하는 수지의 유리전이온도∼유리전이온도+120℃가 바람직하고, 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 온도에 경사를 갖게 하는 것이 바람직하고, 상류로부터 하류로 감에 따라서 온도가 높아져 가는 것이 바람직하고, 구체적으로는 횡연신 구간을 2분할했을 경우, 상류의 온도와 하류의 온도의 차가 20℃ 이상인 것이 바람직하다. 보다 바람직하게는 30℃ 이상, 더 바람직하게는 35℃ 이상, 특히 바람직하게는 40℃ 이상이다. 1단째의 연신 온도는 80∼120℃가 보다 바람직하고, 90∼110℃가 더욱 바람직하고, 95∼105℃가 특히 바람직하다. 폴리에틸렌나프탈레이트 등의 나프탈렌디카르복실산을 포함하는 폴리에스테르를 사용한 경우에는, 유리전이온도가 높기 때문에 105℃ 이상 155℃ 이하가 바람직하다.Subsequently, stretching in the transverse direction refers to stretching in order to impart orientation to the film in the transverse direction. Normally, both ends of the film are transported while holding the film by a tenter method, and stretched in the transverse direction. The stretching magnification varies depending on the type of the resin, but is preferably 2 to 15 times, and when polyethylene terephthalate is used in any of the resins constituting the laminated film, 2 to 5 times, preferably 3 to 3 times, To 5 times, more preferably from 3 to 4.5 times, from the viewpoints of Re or Rth, deviation of Re in the width direction, and suppression of deviation of the orientation angle. Particularly preferably, the stretching is performed at a magnification higher than the longitudinal stretching ratio It is also desirable. The stretching temperature is preferably from the glass transition temperature to the glass transition temperature + 120 占 폚 of the resin constituting the laminated film, and it is preferable that the temperature is inclined at a temperature from the viewpoints of the deviation of Re in the width direction and the deviation of the orientation angle , It is preferable that the temperature increases as it goes from upstream to downstream. Specifically, when the transverse stretching section is divided into two, it is preferable that the difference between the upstream temperature and the downstream temperature be 20 DEG C or more. More preferably 30 DEG C or higher, even more preferably 35 DEG C or higher, particularly preferably 40 DEG C or higher. The stretching temperature in the first stage is more preferably 80 to 120 占 폚, more preferably 90 to 110 占 폚, and particularly preferably 95 to 105 占 폚. When a polyester containing naphthalene dicarboxylic acid such as polyethylene naphthalate is used, the glass transition temperature is preferably 105 占 폚 or more and 155 占 폚 or less because of its high glass transition temperature.
또한, 본 발명의 적층 필름에 있어서는 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 횡연신 속도에 차를 주는 것이 바람직하고, 구체적으로는 횡연신 구간을 2분할했을 경우, 횡연신 구간 중간점에 있어서의 필름의 연신량(계측 지점에서의 필름 폭-연신전 필름 폭)이 횡연신 구간 종료시의 연신량의 60% 이상인 것이 바람직하고, 보다 바람직하게는 70% 이상, 더 바람직하게는 75% 이상, 특히 바람직하게는 80% 이상이다.In addition, in the laminated film of the present invention, it is preferable to give a difference in transverse stretching speed from the viewpoint of the deviation of Re in the width direction and the deviation of the orientation angle. Specifically, when the transverse stretching section is divided into two, It is preferable that the stretching amount of the film at the intermediate point (film width at the measuring point-film width before stretching) is 60% or more of the stretching amount at the end of the transverse stretching section, more preferably 70% 75% or more, and particularly preferably 80% or more.
이렇게 해서 2축 연신된 필름은, 평면성, 치수안정성을 부여하기 위해서 텐터 내에서 연신 온도 이상 융점 이하의 열처리를 행하는 것이 바람직하다. 구체적으로는, 편광판 제조 공정의 일반적인 건조 온도의 상한은 약 120℃ 정도이기 때문에, 120∼235℃의 범위에서 열고정을 행하는 것이 바람직하다. 140℃ 미만이면 열치수 안정성이 얻어지지 않기 때문에 편광판의 컬이나 휨의 원인이 될 경우가 있다. 235℃ 이상이면 보잉 등이 커지고, 필름 폭방향의 위상차의 균일성이 나빠질 경우가 있다. Re나 Rth, 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 190∼225℃가 특히 바람직하다. 폭방향의 Re의 편차를 작게 하는 관점으로부터, 열처리 전반(前半)에서 1∼10%의 열처리 추연신을 행하는 것이 바람직하다. 폭방향의 열수축율을 크게 하지 않는 관점으로부터 2∼8%가 바람직하다. 이와 같이 하여 열처리된 후, 균일하게 서냉 후 실온까지 냉각해서 권취된다. 또한 필요에 따라서, 열처리나 서냉시에 이완 처리 등을 병용해도 좋다. 열처리시의 이완율은 0.5∼5%가 바람직하고, 0.5∼3%가 보다 바람직하고, 0.8∼2.5%가 더욱 바람직하고, 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 1∼2%가 특히 바람직하다. 또한, 서냉시의 이완율은 0.5∼3%가 바람직하고, 0.5∼2%가 보다 바람직하고, 0.5∼1.5%가 더욱 바람직하고, 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 0.5∼1%가 특히 바람직하다. 서냉시의 온도는 80∼150℃가 바람직하고, 90∼130℃가 보다 바람직하고, 100∼130℃가 더욱 바람직하고, 적층 필름의 평면성의 관점에서 100∼120℃가 특히 바람직하다.The biaxially stretched film is preferably subjected to a heat treatment at a stretching temperature or higher and a melting point or lower in the tenter in order to impart flatness and dimensional stability. Specifically, since the upper limit of the general drying temperature in the polarizing plate manufacturing process is about 120 deg. C, it is preferable to perform heat fixing in the range of 120 to 235 deg. If it is less than 140 캜, thermal dimensional stability can not be obtained, which may cause curling or warping of the polarizing plate. When the temperature is higher than 235 DEG C, bowing or the like becomes large and the uniformity of retardation in the film width direction may be deteriorated. Particularly preferably from 190 to 225 DEG C from the standpoints of Re or Rth, a variation of Re in the width direction, or a deviation of the orientation angle. From the viewpoint of reducing the deviation of the Re in the width direction, it is preferable to carry out heat treatment draw stretching of 1 to 10% in the entire heat treatment (front half). But is preferably 2 to 8% from the viewpoint of not increasing the heat shrinkage ratio in the width direction. After the heat treatment in this manner, it is uniformly annealed, cooled to room temperature, and wound. If necessary, a relaxation treatment or the like may be used in combination with the heat treatment or the cold treatment. The relaxation rate at the time of the heat treatment is preferably 0.5 to 5%, more preferably 0.5 to 3%, still more preferably 0.8 to 2.5%, and from the viewpoints of the deviation of Re in the width direction and the deviation of the orientation angle, % Is particularly preferable. Further, the relaxation rate in the fast freezing state is preferably from 0.5 to 3%, more preferably from 0.5 to 2%, still more preferably from 0.5 to 1.5%, and from the viewpoint of the deviation of Re in the width direction and the deviation of the orientation angle, 0.5 To 1% is particularly preferable. The temperature of the cold state is preferably 80 to 150 占 폚, more preferably 90 to 130 占 폚, further preferably 100 to 130 占 폚, and particularly preferably 100 to 120 占 폚 in view of the planarity of the laminated film.
동시 2축 연신의 경우에 대해서 다음에 설명한다. 동시 2축 연신의 경우에는 얻어진 캐스팅 필름에, 필요에 따라서 코로나 처리나 프레임 처리, 플라스마 처리 등의 표면처리를 실시한 후, 이활성, 이접착성, 대전방지성 등의 기능을 인라인 코팅에 의해 부여해도 좋다. The case of simultaneous biaxial stretching will be described below. In the case of simultaneous biaxial stretching, the obtained casting film is subjected to surface treatment such as corona treatment, frame treatment and plasma treatment, if necessary, and then the functions such as lubricity, adhesiveness and antistatic property are given by inline coating It is also good.
이어서, 캐스팅 필름을 동시 2축 텐터에 안내하고, 필름의 양단을 클립으로 파지하면서 반송하여 길이방향과 폭방향으로 동시 및/또는 단계적으로 연신한다. 동시 2축 연신기로서는 팬터 그래프 방식, 스크류 방식, 구동 모터 방식, 리니어 모터 방식이 있지만, 임의로 연신 배율을 변경 가능하고, 임의의 장소에서 이완 처리를 행할 수 있는 구동 모터 방식 또는 리니어 모터 방식이 바람직하다. 연신의 배율로서는 수지의 종류에 따라 다르지만, 통상 면적 배율로서 6∼50배가 바람직하고, 적층 필름을 구성하는 수지 중 어느 하나에 폴리에틸렌테레프탈레이트를 사용했을 경우에는, 면적 배율로서 8∼30배가 바람직하게 사용되고, 보다 바람직하게는 9∼25배, 더 바람직하게는 9∼20배, Re나 Rth, 길이방향, 및 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 10∼15배가 특히 바람직하다. 특히 동시 2축 연신의 경우에는 면내의 배향차를 억제하기 위해서, 길이방향과 폭방향의 연신 배율을 동일하게 함과 아울러 연신 속도도 거의 같도록 하는 것이 바람직하다. 또한, 연신 온도로서는 적층 필름을 구성하는 수지의 유리전이온도∼유리전이온도+120℃가 바람직하고, 구체적으로는 80∼160℃가 보다 바람직하고, 90∼150℃가 더욱 바람직하고, 길이방향, 및 폭방향의 Re의 편차나 배향각의 편차 억제의 관점에서 100∼140℃가 특히 바람직하다.Then, the casting film is guided to the simultaneous biaxial tenter, and both ends of the film are held while being held by a clip, and are simultaneously and elongated in the longitudinal direction and in the width direction. The simultaneous biaxial stretching machine includes a pantograph system, a screw system, a drive motor system, and a linear motor system. However, a drive motor system or a linear motor system capable of arbitrarily changing the stretching magnification and capable of relaxation at an arbitrary place is preferable Do. The stretching magnification varies depending on the type of resin, but is usually preferably 6 to 50 times as an area magnification, and when polyethylene terephthalate is used for any of the resins constituting the laminated film, the area ratio is preferably 8 to 30 times , More preferably from 9 to 25 times, more preferably from 9 to 20 times, and particularly preferably from 10 to 15 times from the viewpoints of Re and Rth, the Re deviation in the longitudinal direction and the width direction, and the deviation of the orientation angle . In particular, in the case of simultaneous biaxial stretching, it is preferable that the stretching magnifications in the longitudinal direction and the transverse direction are made the same and the stretching speed is substantially the same in order to suppress the in-plane orientation difference. The stretching temperature is preferably the glass transition temperature to the glass transition temperature + 120 占 폚 of the resin constituting the laminated film, more preferably 80 to 160 占 폚, further preferably 90 to 150 占 폚, And particularly preferably from 100 to 140 占 폚 in terms of the deviation of Re in the width direction and the deviation of the orientation angle.
이렇게 해서 동시 2축 연신된 필름은 평면성, 치수안정성을 부여하기 위해서, 계속해서 텐터 내의 열고정실에서 연신 온도 이상 융점 이하의 열처리를 행하는 것이 바람직하고, 축차 2축 연신의 조건과 같다.In order to impart planarity and dimensional stability to the film thus biaxially stretched in this manner, it is preferable to carry out heat treatment at a stretching temperature or higher and lower than the melting point in the open and closed room in the tenter, and the conditions are the same as those for biaxial stretching.
본 발명의 적층 필름은 상기한 바와 같이 축차 2축 연신한 후, 열처리한 필름을, 또한 적어도 길이방향으로 연신 온도 80∼150℃의 범위에서 1.02∼1.95배의 재연신을 행하고, 그 후 90∼235℃의 범위에서 다시 열고정하고, 권취하는 것이 바람직하다.In the laminated film of the present invention, after the biaxial stretching as described above, the heat-treated film is re-stretched at least in the longitudinal direction at a stretching temperature in the range of 80 to 150 占 폚 in the range of 1.02 to 1.95 times, Lt; RTI ID = 0.0 > C, < / RTI >
이상과 같이 해서 얻어진 본 발명의 적층 필름은 위상차가 낮고, 또한 편차를 작게 제어함으로써 색 불균일의 발생을 억제할 수 있고, 편광판 보호 필름으로서 적합하게 사용할 수 있다. 또한, 상기 편광판 보호 필름은 시판의 PVA 중에 요오드를 함유, 배향시켜서 작성된 PVA 시트와 접합되어서 편광판으로서도 적합하게 사용할 수 있다.The laminated film of the present invention obtained as described above has a low retardation and a small deviation to suppress the occurrence of color unevenness and can be suitably used as a polarizing plate protective film. The polarizing plate protective film may be suitably used as a polarizing plate after being bonded to a PVA sheet produced by orienting the polarizing plate containing iodine in a commercially available PVA.
실시예Example
이하, 실시예에 의해 본 발명을 상세하게 설명한다. 또한, 특성은 이하의 방법에 의해 측정, 평가를 행하였다.Hereinafter, the present invention will be described in detail by way of examples. The characteristics were measured and evaluated by the following methods.
(1) 적층수(1) Number of laminated layers
적층 필름의 적층수는 마이크로톰을 이용하여 단면을 잘라낸 샘플에 대해서, 투과형 전자현미경(TEM) 관찰에 의해 구했다. 즉, 투과형 전자현미경 H-7100FA형((주)히타치 세이사쿠쇼제)을 사용하고, 가속전압 75kV의 조건에서 필름의 단면을 관찰하여 단면 사진을 촬영, 적층수를 측정했다. 또한, 경우에 따라서는 콘트라스트를 높게 얻기 위해서, RuO4나 OsO4 등을 사용한 염색 기술을 사용했다. 또한, 1매의 화상에 도입되는 모든 층 중에서 가장 두께가 얇은 층(박막층)의 두께에 맞추어서 박막층 두께가 50㎚ 미만의 경우에는 10만배, 박막층 두께가 50㎚ 이상 500㎚ 미만인 경우에는 4만배, 500㎚ 이상인 경우에는 1만배의 확대 배율로 관찰을 실시했다.The number of stacked layers of the laminated film was determined by observing a transmission electron microscope (TEM) of a sample cut from a cross section using a microtome. That is, a sectional photograph was taken by observing the cross section of the film under the condition of a transmission electron microscope model H-7100FA (manufactured by Hitachi Seisakusho Co., Ltd.) under the condition of an acceleration voltage of 75 kV, and the number of layers was measured. In some cases, in order to obtain a high contrast, a dyeing technique using RuO 4 , OsO 4 or the like was used. When the thickness of the thin film layer is less than 50 nm and the thickness of the thin film layer is less than 50 nm and less than 500 nm, the thickness of the thinnest layer (thin film layer) In the case of 500 nm or more, observation was carried out at an enlargement magnification of 10,000 times.
(2) 면내방향 위상차(Re), 두께방향 위상차(Rth), 배향각(2) In-plane direction retardation Re, thickness direction retardation (Rth), orientation angle
오우지 케이소쿠 키키(주)제 위상차 측정장치(KOBRA-21ADH)를 사용했다. 샘플을 필름 폭방향 중앙부에서 3.5㎝×3.5㎝로 잘라내고, 필름 폭방향이 본 측정장치에서 정의되어 있는 각도 0°가 되도록 장치에 설치하고, 파장 590㎚에 있어서의 Re, Rth, 및 그 배향각을 측정했다. 또한, Rth는 지상축을 경사시켜서 입사각 0∼50°(10°마다)시의 각 위상차 값의 2차 근사에 의해 산출했다. Re는 입사각 0°의 값이다.A phase difference measuring apparatus (KOBRA-21ADH) manufactured by Oji Kikuki Kikai Co., Ltd. was used. The sample was cut into 3.5 cm x 3.5 cm at the center in the film width direction and installed in the apparatus so that the film width direction was 0 deg. Defined by the present measuring apparatus. The Re, Rth and its orientation at a wavelength of 590 nm The angle was measured. Further, Rth was calculated by second approximation of each retardation value at an incidence angle of 0 to 50 degrees (every 10 degrees) while inclining the slow axis. Re is a value at an incident angle of 0 DEG.
(3) Re의 폭방향의 편차(3) Deviation of Re in the width direction
필름 폭이 400㎜ 이상인 적층 필름에 있어서, 필름의 폭방향 전체에 50㎜ 간격으로 상기 (2)항에 기재된 방법으로 샘플링한 후, 각각의 샘플의 중앙의 Re를 측정하고, Re의 최대치와 최소치의 차를 평균치로 나누어서 % 표시한 값을 본 적층 필름의 Re의 폭방향의 편차로 했다. 롤 형상의 적층 필름이면 롤의 권취방향을 필름 길이방향으로 하고, 그것에 직교하는 방향이 폭방향에 상당한다. 한편, 잘라진 시트 형상일 경우에는 필름의 장변 방향과 장변 방향에 직교하는 방향의 양 말단(양 단부로부터 각각 25㎜ 떨어진 개소)에 있어서 Re를 계측하고, 필름 중앙과의 차가 큰 방향을 본 발명에서 말하는 적층 필름의 폭방향이라고 한다.In the laminated film having a film width of 400 mm or more, samples were sampled at intervals of 50 mm in the entire width direction of the film by the method described in the above (2), and Re at the center of each sample was measured. Of the laminated film was divided by the average value and the value indicated as% was defined as the deviation in the width direction of Re of the laminated film. In the roll-shaped laminated film, the winding direction of the roll is the film length direction, and the direction orthogonal to the film length direction corresponds to the width direction. On the other hand, in the case of the cut sheet shape, Re was measured at both ends (positions separated by 25 mm from both ends) in the direction orthogonal to the long side direction and the long side direction of the film, Quot; width direction "
(4) Re의 길이방향의 편차(4) Deviation of Re in the longitudinal direction
길이방향이 400㎜인 적층 필름에 있어서, 필름의 폭방향 중앙부를 50㎜ 간격으로 상기 (2)항에 기재된 방법으로 샘플링한 후, 각각의 샘플의 중앙의 Re를 측정하고, Re의 최대치와 최소치의 차를 평균치로 나누어서 % 표시한 값을 본 적층 필름의 Re의 길이방향의 편차라고 했다. 또한, 상기 적층 필름의 길이방향이란 상기 (3)항에 기재된 폭방향에 직교하는 방향으로 한다.In the laminated film having the longitudinal direction of 400 mm, the middle portion in the width direction of the film was sampled at intervals of 50 mm by the method described in the above (2), and Re at the center of each sample was measured. Of the difference between the average value and the value indicated in% is the deviation in the longitudinal direction of Re of the laminated film. The longitudinal direction of the laminated film is a direction orthogonal to the width direction described in (3).
(5) 배향각의 폭방향의 편차(5) Deviation of the orientation angle in the width direction
필름 폭이 400㎜ 이상인 적층 필름에 있어서 폭방향으로 중앙부, 및 양단부로부터 각각 25㎜ 떨어진 개소의 계 3개소에 대해서 상기 (2)항에 기재된 방법으로 샘플링하고, 각각의 샘플의 중앙의 배향각을 측정하고, 양단부의 값으로부터 중앙부의 값의 차를 뺀 경우의 큰 쪽의 값을 본 적층 필름의 배향각의 폭방향의 편차라고 했다. 또한, 상기 적층 필름의 폭방향이란 상기 (3)항에 기재한 정의를 가리킨다.In the laminated film having a film width of 400 mm or more, sampling was carried out at three points in the center portion in the width direction and in the portions spaced 25 mm from the both end portions by the method described in the above (2), and the central orientation angle of each sample was And the larger value obtained by subtracting the difference in the central portion from the values at the both ends was regarded as the deviation in the width direction of the orientation angle of the laminated film. The width direction of the laminated film refers to the definition described in the above (3).
(6) 영률, 파단신도(6) Young's modulus, breaking elongation
샘플은 필름의 폭방향의 중앙부로부터 길이방향으로 15㎝, 폭방향으로 1.5㎝로 잘라내어 길이방향의 영률 측정용 샘플로 했다. 마찬가지로, 폭방향으로 15㎝, 길이방향으로 1.5㎝로 잘라내어 폭방향의 영률 측정용 샘플로 했다. 영률, 파단신도는 JIS-K7127-1999에 준거한 측정에 있어서, 로봇 텐시론 RTA(오리엔테크제)를 이용하여 온도 23℃, 습도 65%RH에 있어서 측정했다. 또한, 인장 속도는 300㎜/min으로 했다.The sample was cut to 15 cm in the longitudinal direction and 1.5 cm in the width direction from the central portion in the width direction of the film to obtain a sample for measuring the Young's modulus in the longitudinal direction. Likewise, the sample was cut into 15 cm in the width direction and 1.5 cm in the longitudinal direction to obtain a sample for measuring the Young's modulus in the width direction. The Young's modulus and the elongation at break were measured at a temperature of 23 캜 and a humidity of 65% RH using a Robot Tensilon RTA (Orientech) in accordance with JIS-K7127-1999. The tensile speed was 300 mm / min.
(7) 필름 두께(7) Film thickness
접촉식의 막두께 측정기 미쯔토요사제 라이트매칙 VL-50A(10.5㎜φ 초경 구면 측정자, 측정 하중 0.06N)로 측정했다. 측정은 장소를 바꾸어서 10회 행하고, 그 평균치를 적층 필름의 두께로 했다.The contact type film thickness measuring instrument was measured by Light Math VL-50A manufactured by Mitsutoyo Co., Ltd. (10.5 mm? Diameter spherical surface measuring instrument, measurement load: 0.06 N). The measurement was carried out ten times by changing the location, and the average value was taken as the thickness of the laminated film.
(8) 동적 점탄성(DMA) 측정(E' 및 tanδ)(8) Dynamic viscoelasticity (DMA) measurement (E 'and tan?)
샘플을 필름 폭방향 중앙부에서 7㎝×1㎝로 잘라내고, 측정길이 2㎝×필름 폭 1㎝의 샘플이 되도록 샘플 홀더에 설치했다. 세이코 인스루먼츠(주)제 DMS6100을 사용하고, 인장 모드에서 실온 20℃에서 240℃의 온도범위, 변위 10㎛, 진동 주파수 1Hz, 승온 속도 2℃/min의 조건에서 저장탄성률 E' 및 손실계수 tanδ를 측정했다. tanδ는 손실탄성률 E"와 저장탄성률 E'의 비로 구해진다. 또한, 필름의 길이방향을 측정길이로 했다.The sample was cut out to a size of 7 cm x 1 cm at the center in the film width direction, and placed in a sample holder so as to be a sample having a measurement length of 2 cm x film width of 1 cm. (DMS 6100 manufactured by Seiko Instruments Inc.) under the conditions of room temperature 20 ° C. to 240 ° C. in the tensile mode, displacement 10 μm, vibration frequency 1 Hz, and temperature raising rate 2 ° C./min, the storage elastic modulus E ' tan? was measured. tan? is determined by the ratio of the loss elastic modulus E "and the storage elastic modulus E '.
(9) 시인성 테스트(9) Visibility test
PVA 중에 요오드를 흡착·배향시켜서 작성한 편광도 99.9%의 편광판의 한쪽의 면에 필름의 폭방향 중앙부분으로부터 폭방향으로 420㎜, 길이방향으로 310㎜의 사이즈로 잘라낸 샘플에 접합시켜서 테스트 피스로 했다. 작성한 테스트 피스와 필름을 부착하고 있지 않은 편광판을 직교 니콜(crossed Nicol)의 배치로 중합하여 백색 LED 광원(트라이데크제 A3-101) 상에 둔에 경우의 시인성을 확인했다.The sample was cut into a size of 420 mm in the width direction and 310 mm in the longitudinal direction from the widthwise central portion of the film on one surface of the polarizing plate having the polarization degree of 99.9% produced by adsorption / orientation of iodine in the PVA, thereby obtaining a test piece . The prepared test piece and the polarizing plate to which the film was not attached were polymerized by the arrangement of crossed Nicol to confirm the visibility in the case of placing it on a white LED light source (Tridec A3-101).
SS : 광누설이 적고, 간섭색이 거의 보이지 않는다.SS: Less light leakage and little interference color.
S : 간섭색은 거의 보이지 않는다.S: Interference color is almost invisible.
A : 간섭색이 약간 보이지만 실용에 문제 없다.A: The interference color is slightly visible, but there is no problem in practical use.
B : 간섭색이 분명히 보이기 때문에 디스플레이 용도에는 적합하지 않다.B: The interference color is clearly visible, which is not suitable for display applications.
(10) UV 차단성(10) UV blocking property
샘플을 필름 폭방향 중앙부로부터 5㎝×5㎝로 잘라내고, 히타치 하이테크놀러지즈사제 분광광도계(U-4100 spectrophotomater)를 이용하여 파장 240∼800㎚의 투과율을 측정했다. 적분구의 내벽은 황산 바륨이며, 표준판은 부속의 산화알루미늄이다. 측정 조건 : 슬릿은 2㎚(가시)/자동 제어(적외)로 하고, 게인은 2로 설정하고, 시사속도는 600㎚/분으로 측정하여, 입사각 0도에 있어서의 파장 380㎚의 투과율, 및 파장 240∼360㎚의 평균 투과율을 얻었다. UV 차단성에 대해서는 이하의 기준으로 평가했다.The sample was cut into 5 cm x 5 cm from the center in the film width direction, and the transmittance at a wavelength of 240 to 800 nm was measured using a spectrophotometer (U-4100 spectrophotometer, manufactured by Hitachi High Technologies). The inner wall of the integrating sphere is barium sulfate, and the standard plate is the attached aluminum oxide. Measuring conditions: The slit was set to 2 nm (visible) / automatic control (infrared), the gain was set to 2, the scanning speed was measured at 600 nm / min, the transmittance at a wavelength of 380 nm at an incident angle of 0 deg. An average transmittance of 240 to 360 nm was obtained. The UV barrier properties were evaluated according to the following criteria.
S : 파장 240∼360㎚의 평균 투과율이 2% 이하S: an average transmittance at a wavelength of 240 to 360 nm of not more than 2%
A : 파장 240∼360㎚의 평균 투과율이 3% 이상 5 이하A: an average transmittance at a wavelength of 240 to 360 nm of not less than 3% and not more than 5
B : 파장 240∼360㎚의 평균 투과율이 6% 이상.B: The average transmittance at a wavelength of 240 to 360 nm is 6% or more.
(11) 공중합 폴리에틸렌테레프탈레이트(Co-PET)의 조성 분석(11) Composition Analysis of Coated Polyethylene Terephthalate (Co-PET)
본 발명의 공중합 PET의 조성은 폴리머 중합시에 공중합 성분의 모노머량을 디올 성분과 디카르복실산 성분의 배합량으로 조정하고 있지만, 1H-NMR 및 열분해 GC/MS 측정에 의해 모노머 동정과 조성비의 산출을 행할 수 있다. 공중합 PET 칩을 약 30mg 정도를 채취하고, 중수소화 클로로포름(CDCl3)과 중수소화 헥사플루오로이소프로판올(HFIP-d2)의 혼합액에 용해한 후, 40℃의 온도에서 1H-NMR 측정을 실시했다. 또한, 혼합액의 비율은 CDCl3 : HFIP-d2=2:1로 했다. 동정시에는 스피로글리콜, 시클로헥산디카르복실산, 시클로헥산디메탄올, 이소소르비드의 각종 모노머의 단독 스펙트럼의 기존 데이터에 기초하고, 또한 조성은 스펙트럼의 피크 면적비율로부터 공중합비율을 산출했다.The composition of the copolymerized PET of the present invention is such that the monomer content of the copolymerization component is adjusted by the amount of the diol component and the dicarboxylic acid component to be blended in polymer polymerization. However, by the 1 H-NMR and pyrolysis GC / MS measurement, Can be calculated. Approximately 30 mg of the copolymerized PET chip was sampled and dissolved in a mixture of deuterated chloroform (CDCl 3 ) and deuterated hexafluoroisopropanol (HFIP-d 2), and then subjected to 1 H-NMR measurement at a temperature of 40 ° C. The ratio of the mixed solution was CDCl 3 : HFIP-d 2 = 2: 1. At the time of identification, the copolymerization ratio was calculated from the existing data of the individual spectra of various monomers of spiroglycol, cyclohexanedicarboxylic acid, cyclohexanedimethanol and isosorbide, and the composition was calculated from the peak area ratio of the spectrum.
(12) 동마찰계수(μd)(12) Coefficient of dynamic friction (μd)
ASTM-D-1894에 준거하여, 슬립 테스터로 미끄러짐 속도 150㎜/min, 하중 200g의 조건에서 미끄러지기 시작한 후에 전기저항 변형계로 검출된 응력(저항치)을 기초로 하기 식 (1)로 산출했다. 또한, 동마찰계수는 미끄러져 나온 후의 안정 영역에서의 저항치이다.(Resistance value) detected by the electrical resistance strain meter after the slip tester started to slip under the conditions of a slip speed of 150 mm / min and a load of 200 g in accordance with ASTM-D-1894 by the following formula (1). The coefficient of dynamic friction is a resistance value in the stable region after slipping out.
마찰계수=저항치(G)/하중(G) …식(1)Friction coefficient = resistance value (G) / load (G) ... Equation (1)
(13) 수지 조성물의 결정성, 비결정성, 및 결정부분 융해온도(Tmeta)(13) Crystallinity, amorphousness, and crystalline partial melting temperature (Tmeta) of the resin composition [
시차주사 열량계(DSC)를 이용하여 25℃로부터 290℃까지 20℃/min으로 승온하고, 사용하는 수지 조성물에 대해서 JIS K7121, 7122에 따라서 융점 Tm, 결정융해 엔타르피 ΔH를 구하고, 결정성과 비결정성의 폴리에스테르 수지의 판단을 행하였다. Tm이 거의 드러나지 않고, ΔH가 6j/g 미만을 비결정으로 했다. 또한, 적층 필름에 있어서 융점 Tm 이하로 나타나는 열처리 온도 근방의 흡열 피크를 결정부분 융해온도 Tmeta로서 구했다. The temperature was raised from 25 占 폚 to 290 占 폚 at 20 占 폚 / min using a differential scanning calorimeter (DSC), and the melting point Tm and crystal melting enthalpy? H were determined for the resin composition to be used according to JIS K7121, 7122, The determination of the qualitative polyester resin was carried out. Tm was almost not revealed, and ΔH was set to amorphous less than 6 j / g. Further, an endothermic peak in the vicinity of the heat treatment temperature, which is lower than the melting point Tm in the laminated film, was determined as the crystalline partial melting temperature Tmeta.
장치 : 세이코 인스루먼츠(주)제 : SII 로봇 DSC(모델 DSC6220)Device: Seiko Instruments Inc.: SII Robot DSC (Model DSC6220)
데이터 해석 "standard Analysis" Data Analysis "standard Analysis"
샘플 질량 : 5mg.Sample mass: 5 mg.
(14) 전광선 투과율·헤이즈(14) Total light transmittance · haze
헤이즈 미터 NDH5000(니폰 덴쇼쿠 고교제)을 이용하여 JIS K 7361-1, JIS K 7136, ASTM-D1003에 따라 측정을 실시했다. Measurement was carried out in accordance with JIS K 7361-1, JIS K 7136, and ASTM-D1003 using a haze meter NDH5000 (manufactured by Nippon Denshoku Kogyo Co., Ltd.).
(15) 하드코트 부여시의 후가공성(15) Post-processability at the time of hard coat application
적층 필름에 보호막으로서 두께 1.5㎛의 하드코트층을 형성했다. 도포방법은 이하에 나타내는 도포제를 조정하고, #10의 바코터로 균일하게 필름에 도포하고, 90℃의 열풍 대류식 건조기에서 1분간 건조해서 용제를 제거한 후, 80W/㎝, 반송 속도 5m/분의 조건에서 자외선 조사를 행하였다. UA-122P(신나카무라 카가쿠 고교) 우레탄아크릴레이트 40부A hard coat layer having a thickness of 1.5 탆 was formed as a protective film on the laminated film. The coating agent shown below was adjusted and applied to a film uniformly with a # 10 bar coater and dried in a hot air convection type drier at 90 캜 for one minute to remove the solvent. Then, the solvent was removed at 80 W / cm and a conveying speed of 5 m / min Under ultraviolet irradiation. UA-122P (Shin Nakamura Kagaku Kogyo) Urethane acrylate 40 parts
타케네이트 B830(미츠이 카가쿠 폴리우레탄) 블록화 이소시아네이트 2.5부Takenate B830 (Mitsui Kagaku Polyurethane) blocked isocyanate 2.5 parts
일가큐어 184(치바 스페셜티 케미컬즈) 광개시제 1.5부Irgacure 184 (Ciba Specialty Chemicals) Photoinitiator 1.5 part
MEK 110부MEK 110 parts
단부의 미도공부를 슬릿하고, 롤 형상으로 권취했다. 그 때에, 필름 상태를 관찰하고, 후가공성을 평가했다.The end portions were slit and wound in a roll shape. At that time, the state of the film was observed and the post-processability was evaluated.
S : 주름이 없고, 평면성 양호.S: No wrinkles, good planarity.
A : 주름이 일부 보이지만, 문제 없는 레벨A: Some wrinkles appear, but no problem levels
B : 함석 주름, 컬이 현저하게 보인다.B: The wrinkles and curls are noticeable.
(실시예 1)(Example 1)
결정성 폴리에스테르로서, 융점이 258℃의 폴리에틸렌테레프탈레이트(PET)를 사용했다. 열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 스피로글리콜 15㏖%, 시클로헥산디카르복실산 25㏖%를 공중합한 에틸렌테레프탈레이트(PE/SPG·T/CHDC)를 사용했다. 상기 PE/SPG·T/CHDC 98질량%, UVA로서 2,4,6-트리스(2-히드록시-4-헥실옥시-3-메틸페닐)-1,3,5-트리아진 2질량%가 이 비율로 혼합되도록 계량 호퍼로부터 2축 압출기에 원료 공급하고, 280℃에서 용융 혼련을 행하고, 스트랜드 형상으로 다이로부터 토출하여, 25℃의 수조에서 냉각 고화하고, 칩 형상으로 잘라서 열가소성 수지 조성물(B-1)을 얻었다.As the crystalline polyester, polyethylene terephthalate (PET) having a melting point of 258 占 폚 was used. Ethylene terephthalate (PE / SPG 占 / / CHDC) copolymerized with 15 mol% of spiroglycol and 25 mol% of cyclohexanedicarboxylic acid as amorphous resins having no melting point was used as thermoplastic resin B. 98% by mass of the PE / SPG 占 / / CHDC, 2% by mass of 2,4,6-tris (2-hydroxy-4-hexyloxy-3-methylphenyl) -1,3,5- The mixture was melt-kneaded at 280 DEG C and discharged from the die in a strand shape, cooled and solidified in a water bath at 25 DEG C and cut into chips to obtain a thermoplastic resin composition (B -1).
준비한 PET와 열가소성 수지 조성물(B-1)을, 각각 수분을 포함하지 않도록 충분히 진공 고온 하에서 건조한 후, 2대의 단축 압출기에 투입해 280℃에서 용융 혼련했다. 이어서, 각각 FSS 타입의 리프 디스크 필터를 50매 개재한 후, PET로 이루어지는 각 층과 열가소성 수지 조성물(B-1)로 이루어지는 각 층의 적층비(PET로 이루어지는 층의 총두께/열가소성 수지 조성물(B-1)로 이루어지는 층의 총두께)가 1.0이 되도록 기어펌프로 계량하면서, 슬릿수 251개의 적층장치에서 합류시켜서 두께방향으로 교대로 251층 적층된 적층체로서 T다이로부터 압출하여, 25℃로 표면온도를 제어한 캐스트 드럼 상에 캐스팅해서 캐스팅 필름을 얻었다. 적층체로 하는 방법은, 일본 특허공개 2007-307893호 공보 〔0053〕∼〔0056〕단의 기재에 따라서 행했다. 여기에서는, 슬릿 길이, 간격은 모두 일정하게 했다. 얻어진 적층체는 PET로 이루어지는 층이 126층, 열가소성 수지 조성물(B-1)로 이루어지는 층이 125층이며, 두께방향으로 교대로 적층된 적층구조를 갖고 있었다. 또한, 구금 내부에서의 확폭비인 구금 립의 필름 폭방향 길이를 구금의 유입구부에서의 필름 폭방향의 길이로 나눈 값을 2.5가 되도록 했다.The prepared PET and the thermoplastic resin composition (B-1) were sufficiently dried under vacuum at a high temperature so as not to contain moisture, and then put into two single screw extruders and melt-kneaded at 280 캜. Subsequently, 50 sheets of FSS-type leaf disk filters were laminated, and then the lamination ratio of each layer made of PET and the thermoplastic resin composition (B-1) (total thickness of PET layer / thermoplastic resin composition B-1) was 1.0 while being weighed by a gear pump while being stacked in a lamination apparatus of 251 slits, and extruded from a T-die as a laminated body in which 251 layers were stacked alternately in the thickness direction, To obtain a casting film by casting on a cast drum whose surface temperature was controlled. A method of forming a laminate was carried out according to the description of steps [0053] to [0056] of JP-A-2007-307893. Here, the slit length and the interval were all made constant. The resulting laminate had a laminate structure in which 126 layers of PET and 125 layers of thermoplastic resin composition (B-1) were stacked alternately in the thickness direction. The value obtained by dividing the length in the film width direction of the perimeter lip, which is the wider width in the interior of the housing, by the length in the film width direction at the inlet opening of the housing was 2.5.
얻어진 캐스팅 필름을, 95℃로 설정한 롤군에서 가열한 후, 연신 구간길이 400㎜의 사이에서 필름 양면으로부터 라디에이션 히터에 의해 급속 가열하면서, 연신시의 필름 온도를 103℃로 하면서 필름 길이방향으로 3.3배 연신하고, 그 후 일단 냉각했다. 계속해서, 이 1축 연신 필름의 양면에 공기 중에서 코로나 방전처리를 실시하고, 기재 필름의 젖음 장력을 55mN/m로 하고, 그 필름 양면의 처리면에(유리전이온도가 18℃인 폴리에스테르 수지)/(유리전이온도가 82℃인 폴리에스테르 수지)/평균 입경 100㎚의 실리카 입자로 이루어지는 적층형 성막 도포액을 도포하고, 투명·이활·이접착으로 되는 프라이머층을 형성했다.The obtained casting film was heated in a roll set at 95 占 폚 and then rapidly heated from both sides of the film at a stretching section length of 400 mm by a radiant heater while the film temperature at the stretching was 103 占 폚 3.3 times, and then cooled once. Subsequently, both surfaces of the uniaxially stretched film were subjected to corona discharge treatment in the air to give a base film having a wet tension of 55 mN / m and a polyester resin having a glass transition temperature of 18 캜 ) / (A polyester resin having a glass transition temperature of 82 占 폚) / silica particles having an average particle diameter of 100 nm was applied to form a primer layer to be transparent, transparent, and adhered.
이 1축 연신 필름을 텐터에 안내하고, 95℃의 열풍에서 예열 후, 1단째 105℃, 2단째 140℃의 온도에서 필름 폭방향으로 4.5배 연신했다. 여기에서, 횡연신 구간을 2분할했을 경우, 횡연신 구간 중간점에 있어서의 필름의 연신량(계측지점에서의 필름 폭-연신전 필름 폭)은, 횡연신 구간 종료시의 연신량의 80%로 되도록 2단계로 연신했다. 횡연신한 필름은 그대로 텐터 내에서 단계적으로 180℃로부터 열처리 온도 225℃의 열풍으로 열처리를 행하고, 계속해서 동 온도조건에서 폭방향으로 1%의 이완 처리를, 또한 100℃까지 급랭한 후에 폭방향으로 1%의 이완 처리를 실시하고, 그 후에 권취하여 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 1에 나타낸다.The uniaxially stretched film was led to a tenter, and after being preheated by 95 ° C hot air, it was stretched 4.5 times in the film width direction at a temperature of 105 ° C in the first stage and 140 ° C in the second stage. Here, when the transverse stretching section is divided into two, the stretching amount (film width at the measuring point-film width before stretching) of the film at the midpoint of the transverse stretching section is 80% of the stretching amount at the end of the transverse stretching section So as to be stretched in two steps. The transversely stretched film was subjected to heat treatment in a tenter in a tenter in a stepwise manner at 180 ° C with hot air at a heat treatment temperature of 225 ° C, followed by 1% relaxation treatment in the transverse direction at the same temperature condition, quenched to 100 ° C, To give a relaxation treatment of 1%, and then wound up to obtain a laminated film. Table 1 shows the evaluation results of the obtained laminated film.
(실시예 2)(Example 2)
실시예 1에 있어서, 필름 폭방향으로의 연신시의 연신 배율을 3.6배, 열처리 온도를 200℃로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 1에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the stretching magnification in stretching in the film width direction was 3.6 times and the heat treatment temperature was 200 占 폚 in Example 1. Table 1 shows the evaluation results of the obtained laminated film.
(실시예 3)(Example 3)
실시예 2에 있어서, 열처리 온도를 235℃로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 1에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the heat treatment temperature in Example 2 was 235 캜. Table 1 shows the evaluation results of the obtained laminated film.
(실시예 4)(Example 4)
실시예 1에 있어서, 슬릿수 51개의 적층장치를 사용하고, PET 26층, 열가소성 수지 조성물(B-1) 25층으로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 1에 나타낸다.A laminated film was obtained in the same manner as in Example 1, except that the lamination apparatus of 51 slits was used and the PET 26 layer and the thermoplastic resin composition (B-1) 25 layers were used. Table 1 shows the evaluation results of the obtained laminated film.
(실시예 5)(Example 5)
실시예 1에 있어서, 슬릿수 3개의 적층장치를 사용하고, PET 2층, 열가소성 수지 조성물(B-1) 1층으로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 1에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the lamination apparatus of three slits was used and the PET two layers and the thermoplastic resin composition (B-1) were one layer. Table 1 shows the evaluation results of the obtained laminated film.
(실시예 6)(Example 6)
실시예 1에 있어서, 슬릿수 801개의 적층장치를 사용하고, PET 401층, 열가소성 수지 조성물(B-1) 400층으로 하고, 필름 폭방향으로의 연신시의 연신 배율을 3.6배, 열처리 온도를 200℃로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 2에 나타낸다.In the same manner as in Example 1 except that 801 slit apparatuses were used and 400 sheets of PET 401 layer and thermoplastic resin composition (B-1) were used. The stretching magnification in stretching in the film width direction was 3.6 times, A laminated film was obtained in the same manner as in Example 1 except that the temperature was changed to 200 占 폚. Table 2 shows the evaluation results of the obtained laminated film.
(실시예 7)(Example 7)
열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 1,4-시클로헥산디메탄올 30㏖%를 공중합한 폴리에틸렌테레프탈레이트(PETG)를 사용했다. PETG 96질량%, UVA로서 2,2'-메틸렌비스[6-(2H벤조트리아졸-2-일)-4-(1,1,3,3-테트라메틸부틸)페놀] 4질량%가 이 비율로 혼합되도록 계량 호퍼로부터 2축 압출기에 원료 공급하고, 280℃에서 용융 혼련을 행하고, 스트랜드 형상으로 다이로부터 토출하여 25℃의 수조에서 냉각 고화하고, 칩 형상으로 잘라서 열가소성 수지 조성물(B-2)을 얻었다.As the thermoplastic resin B, polyethylene terephthalate (PETG) obtained by copolymerizing 30 mol% of 1,4-cyclohexanedimethanol as an amorphous resin having no melting point was used. 4 mass% of 2,2'-methylenebis [6- (2H-benzotriazol-2-yl) -4- (1,1,3,3-tetramethylbutyl) phenol] The mixture was melt-kneaded at 280 占 폚, discharged from the die in a strand shape, cooled and solidified in a water bath at 25 占 폚 and cut into chips to obtain a thermoplastic resin composition (B-2 ).
실시예 1에 있어서, 열가소성 수지 조성물(B-1) 대신에 열가소성 수지 조성물(B-2)로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 2에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the thermoplastic resin composition (B-2) was used in place of the thermoplastic resin composition (B-1). Table 2 shows the evaluation results of the obtained laminated film.
(실시예 8)(Example 8)
열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 이소프탈산 20㏖%를 공중합한 폴리에틸렌테레프탈레이트(PET/I)를 사용했다. PET/I 96질량%, UVA로서 2,2'-메틸렌비스[6-(2H벤조트리아졸-2-일)-4-(1,1,3,3-테트라메틸부틸)페놀] 4질량%가 이 비율로 혼합되도록 계량 호퍼로부터 2축 압출기에 원료 공급하고, 280℃로 용융 혼련을 행하고, 스트랜드 형상으로 다이로부터 토출하여 25℃의 수조에서 냉각 고화하고, 칩 형상으로 잘라서 열가소성 수지 조성물(B-3)을 얻었다.As the thermoplastic resin B, polyethylene terephthalate (PET / I) copolymerized with 20 mol% of isophthalic acid which is an amorphous resin having no melting point was used. 4 mass% of 2,2'-methylenebis [6- (2H-benzotriazol-2-yl) -4- (1,1,3,3-tetramethylbutyl) phenol] as UVA, Were extruded from a die and cooled and solidified in a water bath at 25 DEG C and cut into chips to obtain a thermoplastic resin composition B -3).
실시예 1에 있어서, 열가소성 수지 조성물(B-1) 대신에 상기 열가소성 수지 조성물(B-3)인 PET/I로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 2에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the thermoplastic resin composition (B-3) used in Example 1 was replaced with PET / I in place of the thermoplastic resin composition (B-1). Table 2 shows the evaluation results of the obtained laminated film.
(실시예 9)(Example 9)
실시예 1에 있어서, 슬릿 길이 선형으로 변화시키고, 인접하는 A층과 B층의 평균층 두께가 40∼55㎚가 되도록 슬릿 설계하여, 각 층두께가 서서히 변화되는 적층체로 했다. 이어서, 적층 필름의 두께가 13㎛가 되도록 종연신 온도를 105℃로 변경하고, 열처리 온도를 215℃로 하며, 열처리 전반부에서 약 3%의 열처리 추연신의 조건으로 변경하는 것 이외에는 실시예 1과 마찬가지로 해서 적층 필름을 얻었다. 전광선 투과율 91%, 헤이즈 0.7%의 투명한 필름이었다. 얻어진 적층 필름의 평가 결과를 표 2에 나타낸다.In Example 1, the slit length was linearly changed, and slit design was performed so that the average layer thickness of the adjacent A layer and B layer was 40 to 55 nm, and the layer thickness was gradually changed. Subsequently, in the same manner as in Examples 1 and 2 except that the longitudinal drawing temperature was changed to 105 캜 so that the thickness of the laminated film was 13 탆, the heat treatment temperature was set to 215 캜, Similarly, a laminated film was obtained. A transparent film having a total light transmittance of 91% and a haze of 0.7%. Table 2 shows the evaluation results of the obtained laminated film.
(실시예 10)(Example 10)
실시예 9의 열처리 온도를 190℃로 변경하는 것 이외에는, 실시예 9와 마찬가지로 해서 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 2에 나타낸다.A laminated film was obtained in the same manner as in Example 9 except that the heat treatment temperature in Example 9 was changed to 190 캜. Table 2 shows the evaluation results of the obtained laminated film.
(실시예 11)(Example 11)
두께 이외에는 실시예 10과 같은 조건에서 얻어진 적층 필름을 또한 종연신에 안내하여 150℃에서 1.2배의 재연신을 행하고, 이어서 190℃로 이완 처리를 실시했다. 얻어진 적층 필름의 평가 결과를 표 3에 나타낸다.Except for the thickness, the laminated film obtained under the same conditions as in Example 10 was further guided to longitudinal stretching and re-stretched at a temperature of 150 캜 at a stretch ratio of 1.2, followed by relaxation treatment at 190 캜. Table 3 shows the evaluation results of the obtained laminated film.
(실시예 12)(Example 12)
열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 스피로글리콜 21㏖%, 시클로헥산디카르복실산 5㏖%를 공중합한 에틸렌테레프탈레이트(PE/SPG·T/CHDC)를 사용했다. 그 외는 실시예 1과 마찬가지로 해서 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 3에 나타낸다. 또한, 동적 점탄성 측정에 있어서, 저온측에 있었던 tanδ 피크가 고온측으로 이동해 왔기 때문에 tanδ 피크의 수는 겉보기상 1개가 되었다.Ethylene terephthalate (PE / SPG 占 / / CHDC) obtained by copolymerizing 21 mol% of spiroglycol and 5 mol% of cyclohexanedicarboxylic acid as amorphous resins having no melting point was used as thermoplastic resin B. A laminated film was obtained in the same manner as in Example 1 except for the above. Table 3 shows the evaluation results of the obtained laminated film. Further, in the dynamic viscoelasticity measurement, since the tan? Peak on the low-temperature side had moved to the high-temperature side, the number of tan? Peaks seemed to be one.
(실시예 13)(Example 13)
열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 이소소르비드 5㏖%, 시클로헥산디메탄올 24㏖%를 공중합한 에틸렌테레프탈레이트(PET/ISB·CHDM)를 사용했다. 그 외는 실시예 1과 마찬가지로 해서 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 3에 나타낸다. As the thermoplastic resin B, ethylene terephthalate (PET / ISB · CHDM) copolymerized with 5 mol% of isophorone, which is a noncrystalline resin having no melting point, and 24 mol% of cyclohexanedimethanol was used. A laminated film was obtained in the same manner as in Example 1 except for the above. Table 3 shows the evaluation results of the obtained laminated film.
(실시예 14)(Example 14)
열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 이소소르비드 5㏖%, 시클로헥산디메탄올 24㏖%를 공중합한 에틸렌테레프탈레이트(PET/ISB·CHDM)와 융점을 가지지 않는 비결정성 수지인 스피로글리콜 20㏖%, 시클로헥산디카르복실산 30㏖%를 공중합한 에틸렌테레프탈레이트(PE/SPG·T/CHDC)를 1:1로 컴파운딩한 것을 사용했다. 그 외는 실시예 1과 마찬가지로 해서 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 3에 나타낸다.(PET / ISB.CHDM) copolymerized with 5 mol% of isophorone and 24 mol% of cyclohexanedimethanol, which are amorphous resins having no melting point as thermoplastic resin B, and spiroglycols (PE / SPG 占 / / CHDC) copolymerized with 20 mol% of cyclohexanedicarboxylic acid and 30 mol% of cyclohexanedicarboxylic acid was used. A laminated film was obtained in the same manner as in Example 1 except for the above. Table 3 shows the evaluation results of the obtained laminated film.
(실시예 15)(Example 15)
열가소성 수지 A로서 융점을 가지지 않는 비결정성 수지인 이소소르비드 15㏖%, 시클로헥산디메탄올 24㏖%를 공중합한 에틸렌테레프탈레이트(PET/ISB·CHDM)와 폴리에틸렌테레프탈레이트를 1:3의 비율로 컴파운딩한 합금 수지를 사용했다. 한편, 열가소성 수지 B로서 같이 융점을 가지지 않는 비결정성 수지인 이소소르비드 15㏖%, 시클로헥산디메탄올 20㏖%를 공중합한 에틸렌테레프탈레이트(PET/ISB·CHDM)와 이소프탈산 성분 20mol%의 PET/I를 1:1의 비율로 컴파운딩한 합금 수지를 사용했다. 또한, 적층장치를 변경하고, 열가소성 수지 A를 401층, 열가소성 수지 B를 400층을 교대로 적층하고, A층/B층의 적층비를 0.33으로 변경하고, 그 이외에는 실시예 1과 마찬가지로 해서 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 3에 나타낸다. 얻어진 필름의 시인성은 매우 좋고, 가장 뛰어난 것이었다. 또한, 배향각의 변화가 크고, 직교 니콜 하에서의 광누설이 컸기 때문에 블랙아웃하기 어려운 특성이 갖추어져 있으므로, ITO 기재용 필름에 적합한 것이었다.(PET / ISB.CHDM) copolymerized with 15 mol% of isosorbide and 24 mol% of cyclohexanedimethanol as amorphous resins having no melting point as a thermoplastic resin A and polyethylene terephthalate in a ratio of 1: 3 Compounded resin was used. On the other hand, an ethylene terephthalate (PET / ISB.CHDM) copolymerized with 15 mol% of isophorone and 20 mol% of cyclohexanedimethanol, which is an amorphous resin having no melting point as a thermoplastic resin B, and 20 mol% of PET / I was compounded at a ratio of 1: 1. The lamination device was changed to change the lamination ratio of the A layer / B layer to 0.33, and the lamination ratio of the thermoplastic resin A to the thermoplastic resin A and the thermoplastic resin B to 400 were alternately laminated. A film was obtained. Table 3 shows the evaluation results of the obtained laminated film. The visibility of the obtained film was very good and was the most excellent. Further, since the alignment angle was large and the light leakage under the orthogonal Nicole was large, it was suitable for an ITO-based film because of its characteristics that it is difficult to black out.
(실시예 16)(Example 16)
두께 이외에는 실시예 14와 같은 조건에서 얻어진 적층 필름을 또한 종연신에 안내하여 150℃에서 1.2배의 재연신을 행하고, 이어서 190℃로 이완 처리를 실시했다. 얻어진 적층 필름의 평가 결과를 표 4에 나타낸다. The laminated film obtained under the same conditions as in Example 14 except for the thickness was further guided to the longitudinal stretching and re-stretched at a temperature of 150 캜 at a stretch ratio of 1.2, followed by relaxation treatment at 190 캜. Table 4 shows the evaluation results of the obtained laminated film.
(실시예 17)(Example 17)
실시예 9의 PET에 이소프탈산 성분 20mol%의 공중합 PET를 20질량% 첨가하고, 적층비를 0.6, 종연신 배율 3.4배로 하는 것 이외에는 실시예 9와 마찬가지로 해서 두께 13㎛의 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 4에 나타낸다. 얻어진 적층 필름의 편면에 하드코트층을 부여한 것은 85℃ 저장탄성률 E'는 2.8㎬이었다.A laminated film having a thickness of 13 탆 was obtained in the same manner as in Example 9 except that 20% by mass of 20% by mole of copolymerized PET of isophthalic acid component was added to PET of Example 9, and the lamination ratio was 0.6 and the longitudinal stretching magnification 3.4 times. Table 4 shows the evaluation results of the obtained laminated film. The hard coat layer was provided on one side of the obtained laminated film, and the storage elastic modulus E 'at 85 캜 was 2.8..
(실시예 18)(Example 18)
캐스트 속도, 종연신 온도 105℃, 열처리 온도 140℃로 변경하는 것 이외에는 실시예 1과 같은 조건에서 얻어진 적층 필름을 종연신에 더 안내하여 160℃에서 1.3배의 재연신을 행하고, 이어서 130∼190℃로 단계적으로 열처리를 실시하고, 100℃에서 길이 및 폭방향의 이완 처리를 실시했다. 얻어진 적층 필름의 평가 결과를 표 4에 나타낸다. 또한, 얻어지는 적층 필름의 두께가 13㎛가 되도록 캐스트 속도는 조정했다. 배향각 및 위상차가 필름 폭방향에서 균일한 샘플을 채취하는 것에 성공했다. 또한, 분자의 배향 방향은 위상차 측정장치의 결과로부터 길이방향을 나타내고 있는 것을 확인했다.The laminated film obtained under the same conditions as in Example 1 was further subjected to longitudinal stretching except that the casting speed, the longitudinal stretching temperature, and the heat treatment temperature were changed to 105 캜 and 140 캜, respectively, and re-stretching was carried out at 160 캜 at 1.3 캜, , And subjected to relaxation treatment at 100 캜 in the length and width directions. Table 4 shows the evaluation results of the obtained laminated film. The casting speed was adjusted so that the thickness of the obtained laminated film was 13 mu m. It was possible to obtain a sample in which the orientation angle and the retardation are uniform in the film width direction. It was also confirmed that the orientation direction of the molecules indicates the longitudinal direction from the result of the phase difference measuring apparatus.
(실시예 19)(Example 19)
결정성 폴리에스테르로서 융점이 265℃인 폴리에틸렌나프탈레이트(PEN)를 사용했다. 열가소성 수지 B로서 융점을 가지지 않는 비결정성 수지인 이소소르비드 15㏖%, 시클로헥산디메탄올 20㏖%를 공중합한 에틸렌테레프탈레이트(PET/ISB·CHDM)를 사용했다. Polyethylene naphthalate (PEN) having a melting point of 265 DEG C was used as the crystalline polyester. As the thermoplastic resin B, ethylene terephthalate (PET / ISB.CHDM) copolymerized with 15 mol% of isosorbide and 20 mol% of cyclohexanedimethanol as amorphous resins having no melting point was used.
준비한 PEN과 열가소성 수지 B를, 각각 수분을 포함하지 않도록 충분히 진공고온 하에서 건조한 후 2대의 단축 압출기에 투입해 300℃에서 용융 혼련했다. 이어서 실시예 1과 마찬가지로 해서, 슬릿수 131개의 적층장치에서 합류시켜서 두께방향으로 교대로 131층 적층된 적층체로 해서 T다이로부터 압출하고, 25℃로 표면온도를 제어한 캐스트 드럼 상에 캐스팅해서 캐스팅 필름을 얻었다. 적층체로 하는 방법은, 일본 특허공개 2007-307893호 공보 〔0053〕∼〔0056〕단의 기재에 따라 행하였다. 여기에서는, 간극은 일정하게 하고 슬릿 길이를 서서히 변화시켜, 평균 층두께가 40∼55㎚로 되도록 슬릿 설계했다. 얻어진 적층체는 PEN으로 이루어지는 층이 66층, 열가소성 수지 B로 이루어지는 층이 65층이며, 두께방향으로 교대로 적층된 적층구조를 갖고 있었다. 또한 구금 내부에서의 확폭비인 구금 립의 필름 폭방향 길이를 구금의 유입구부에서의 필름 폭방향의 길이로 나눈 값을 2.5가 되도록 했다.The prepared PEN and the thermoplastic resin B were sufficiently dried at a high vacuum temperature so as not to contain moisture, respectively, and then put into two single-screw extruders and melt-kneaded at 300 ° C. Subsequently, in the same manner as in Example 1, 131 pieces of slits were combined in a laminating apparatus, and the laminate was laminated by 131 layers alternately in the thickness direction, extruded from a T die, cast on a cast drum controlled at 25 캜, A film was obtained. A method of forming a laminate was carried out according to the description of steps [0053] to [0056] of JP-A-2007-307893. Here, the slit is designed so that the gap is constant and the slit length is gradually changed so that the average layer thickness becomes 40 to 55 nm. The obtained laminate had a laminate structure in which 66 layers of PEN and 65 layers of thermoplastic resin B were laminated alternately in the thickness direction. The value obtained by dividing the length of the perimeter of the perimeter rib in the width direction of the film by the length in the film width direction at the inlet portion of the film was 2.5.
얻어진 캐스팅 필름을 140℃로 설정한 롤군에서 가열한 후, 연신 구간 길이 400㎜의 사이에서 필름 양면으로부터 라디에이션 히터에 의해 급속 가열하면서, 연신시의 필름 온도를 143℃로 하면서 필름 길이방향으로 3.3배 연신하고, 그 후 일단 냉각했다. 계속해서, 이 1축 연신 필름의 양면에 공기 중서 코로나 방전 처리를 실시하고, 그 필름 양면의 처리면에(유리전이온도가 18℃인 폴리에스테르 수지)/(유리전이온도가 82℃인 폴리에스테르 수지)/평균 입경 100㎚의 실리카 입자로 이루어지는 적층 형성막 도포액을 도포하고, 투명·이활·이접착이 되는 프라이머층을 형성했다.The obtained casting film was heated in a roll set at 140 占 폚 and then rapidly heated from both sides of the film at a stretching section length of 400 mm by a radiating heater while the film temperature at the stretching was 143 占 폚 and 3.3 And then cooled once. Subsequently, the uniaxially stretched film was subjected to air-corona discharge treatment on both sides, and a polyester (resin having a glass transition temperature of 18 DEG C) / (polyester having a glass transition temperature of 82 DEG C Resin) / silica particles having an average particle diameter of 100 nm was applied to form a primer layer to be bonded, transparent, and bonded.
이 1축 연신 필름을 텐터에 안내하여 150℃의 열풍으로 예열 후, 1단째 145℃, 2단째 155℃의 온도에서 필름 폭방향으로 4.5배 연신했다. 여기에서, 횡연신 구간을 2분할했을 경우, 횡연신 구간 중간점에 있어서의 필름의 연신량(계측지점에서의 필름 폭-연신전 필름 폭)은 횡연신 구간 종료시의 연신량의 80%가 되도록 2단계로 연신했다. 횡연신한 필름은 그대로 텐터 내에서 205℃의 열풍으로 열처리를 행하고, 계속해서 동 온도조건에서 폭방향으로 1%의 이완 처리를, 또한 100℃까지 급냉한 후에 폭방향으로 1%의 이완 처리를 실시하고, 그 후에 권취하여 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 4에 나타낸다.The uniaxially stretched film was led to a tenter and preheated by hot air at 150 DEG C and then stretched 4.5 times in the film width direction at 145 DEG C in the first stage and 155 DEG C in the second stage. Here, when the transverse stretching section is divided into two, the stretching amount of the film at the midpoint of the transverse stretching section (film width at the measuring point-film width before stretching) is 80% of the stretching amount at the end of the transverse stretching section And stretched in two steps. The transversely stretched film was subjected to a heat treatment in a tenter by hot air at 205 占 폚, followed by 1% relaxation treatment in the width direction at the same temperature condition, and 1% relaxation treatment in the width direction after quenching to 100 占 폚 And then wound up to obtain a laminated film. Table 4 shows the evaluation results of the obtained laminated film.
(실시예 20)(Example 20)
실시예 5에 있어서, 열가소성 수지 B를 실시예 14와 같은 것을 이용하여, 또한 적층수 이외의 제막 조건은 실시예 14로 함으로써 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 4에 나타낸다.In Example 5, the same thermoplastic resin B as in Example 14 was used, and the film forming conditions other than the number of lamination were set to Example 14 to obtain a laminated film. Table 4 shows the evaluation results of the obtained laminated film.
(실시예 21)(Example 21)
PET/폴리에테르이미드(PEI) 5질량%/평균 입경 1.1㎛의 탄산칼슘 0.025질량%/평균 입경 0.3㎛의 가교 폴리스티렌 0.1질량%를 2축 압출기에 원료공급하고, 280℃로 용융 혼련을 행하고, 스트랜드 형상으로 다이로부터 토출하여 25℃의 수조에서 냉각 고화하고, 칩 형상으로 잘라서 열가소성 수지 조성물(A-1)을 얻었다.5% by mass of PET / polyetherimide (PEI) / 0.025% by mass of calcium carbonate having an average particle diameter of 1.1 占 퐉 / 0.1% by mass of crosslinked polystyrene having an average particle diameter of 0.3 占 퐉 was supplied to a twin-screw extruder and melt-kneaded at 280 占 폚, The mixture was discharged from the die in a strand shape, cooled and solidified in a water bath at 25 DEG C, and cut into chips to obtain a thermoplastic resin composition (A-1).
실시예 17에 있어서, PET 대신에 열가소성 수지 조성물(A-1)로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 5에 나타낸다. 얻어진 필름의 전광선 투과율은 90%, 헤이즈 1.5%이며, 시인성은 매우 좋고, 후가공성에는 적용할 수 있는 것이었다. 또한, 배향각의 변화가 크고, 직교 니콜 하에서의 광누설이 컸기 때문에 블랙아웃하기 어려운 특성이 갖추어져 있으므로 ITO 기재용 필름에 적합한 것이었다.A laminated film was obtained in the same manner as in Example 1 except that the thermoplastic resin composition (A-1) was used instead of PET in Example 17. Table 5 shows the evaluation results of the obtained laminated film. The obtained film had a total light transmittance of 90% and a haze of 1.5%, and was very good in visibility and applicable to post-processing. In addition, since the alignment angle was large and the light leakage under the orthogonal Nicole was large, it was suitable for an ITO substrate film because the characteristics were hard to black out.
(비교예 1)(Comparative Example 1)
실시예 1에 있어서, PET 단막으로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 5에 나타낸다. A laminated film was obtained in the same manner as in Example 1 except that PET was used as the PET film in Example 1. Table 5 shows the evaluation results of the obtained laminated film.
(비교예 2)(Comparative Example 2)
실시예 1에 있어서, 연신 구간 중간점에 있어서의 필름의 연신량(계측지점에서의 필름 폭-연신전 필름 폭)은 횡연신 구간 종료시의 연신량의 50%가 되도록 변경하고, 또한 단계적인 승온도 없이 횡연신 종료 후에 열처리 온도를 245℃로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 5에 나타낸다.The stretching amount (film width at the measuring point-film width before stretching) of the film at the middle point of the stretching section in Example 1 was changed to be 50% of the stretching amount at the end of the transverse stretching section, A laminated film was obtained in the same manner as in Example 1 except that the heat treatment temperature was changed to 245 占 폚 after the end of the transverse stretching. Table 5 shows the evaluation results of the obtained laminated film.
(비교예 3)(Comparative Example 3)
실시예 1에 있어서, 종연신 공정에 있어서 필름 양면으로부터 라디에이션 히터에 의한 급속가열의 출력을 낮추고, 연신시의 필름 온도를 85℃로 하며, 필 서냉시의 이완율을 5%로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 5에 나타낸다.Except that in Example 1, the output of the rapid heating by both sides of the film was reduced from both sides of the film in the longitudinal stretching step, the film temperature at the time of stretching was set to 85 캜, and the relaxation rate of the film was set at 5% A laminated film was obtained in the same manner as in Example 1. Table 5 shows the evaluation results of the obtained laminated film.
(비교예 4)(Comparative Example 4)
실시예 1에 있어서, 캐스트 속도를 조정하고, 필름 두께를 45㎛로 한 것 이외에는 실시예 1과 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 6에 나타낸다. 두께방향의 위상차가 크고, 시인성 테스트에서는 경사 방향으로부터 관찰했을 때에 강하게 간섭색이 보여졌다.A laminated film was obtained in the same manner as in Example 1 except that the casting speed was adjusted and the film thickness was changed to 45 탆. Table 6 shows the evaluation results of the obtained laminated film. The phase difference in the thickness direction was large, and in the visibility test, the interference color was observed strongly when observed from the oblique direction.
(비교예 5)(Comparative Example 5)
실시예 1에 있어서, 필름 폭방향으로 5.3배 연신한 것 이외에는 실시예와 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 6에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the film was stretched 5.3 times in the film width direction. Table 6 shows the evaluation results of the obtained laminated film.
(비교예 6)(Comparative Example 6)
실시예 1에 있어서, 열가소성 수지 조성물(B-1) 대신에 열가소성 수지 조성물(B-2)로 하고, 필름 폭방향으로 5.3배 연신한 것 이외에는 실시예와 마찬가지로 적층 필름을 얻었다. 얻어진 적층 필름의 평가 결과를 표 6에 나타낸다.A laminated film was obtained in the same manner as in Example 1 except that the thermoplastic resin composition (B-2) was replaced with the thermoplastic resin composition (B-1) and the laminate was elongated 5.3 times in the film width direction. Table 6 shows the evaluation results of the obtained laminated film.
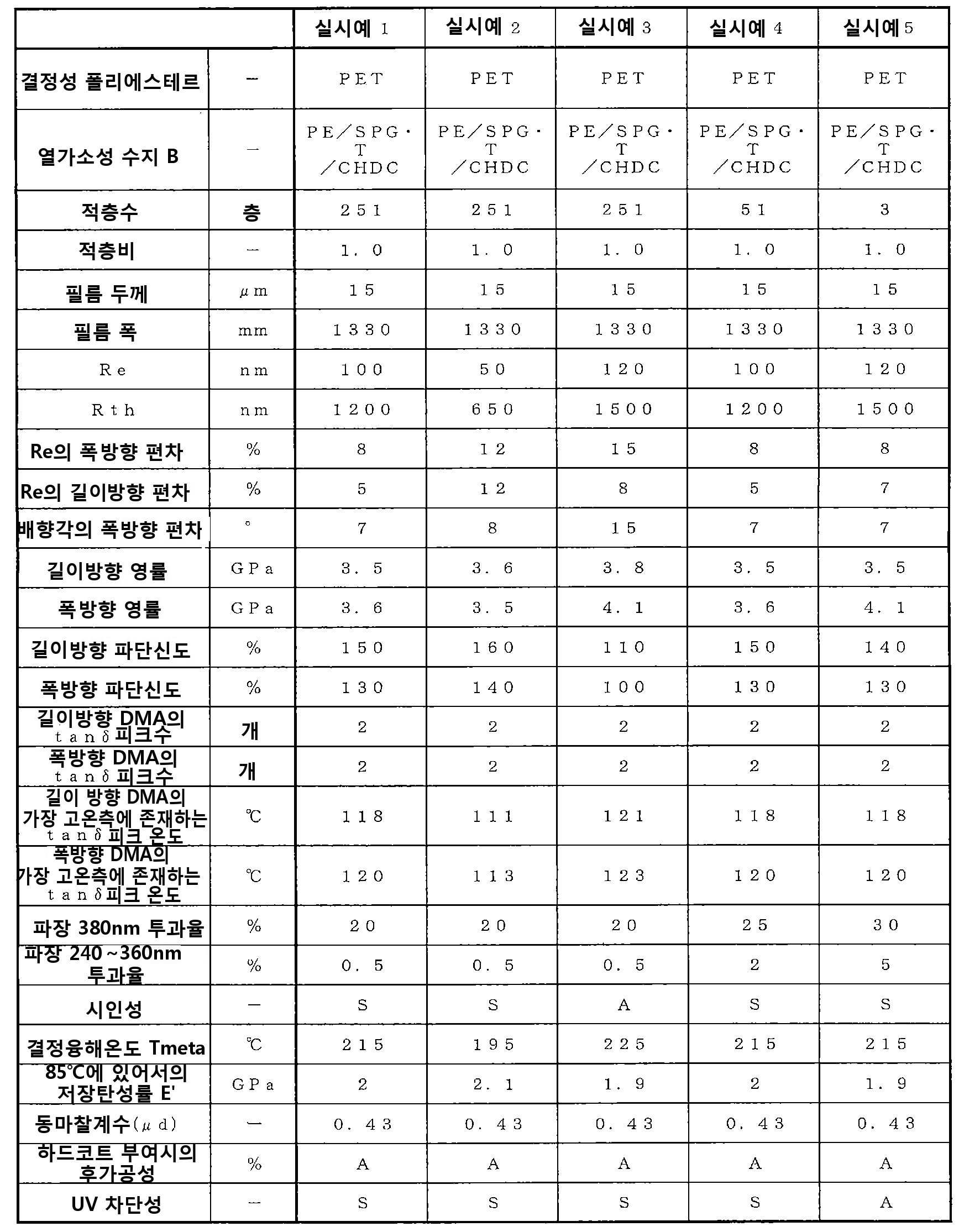


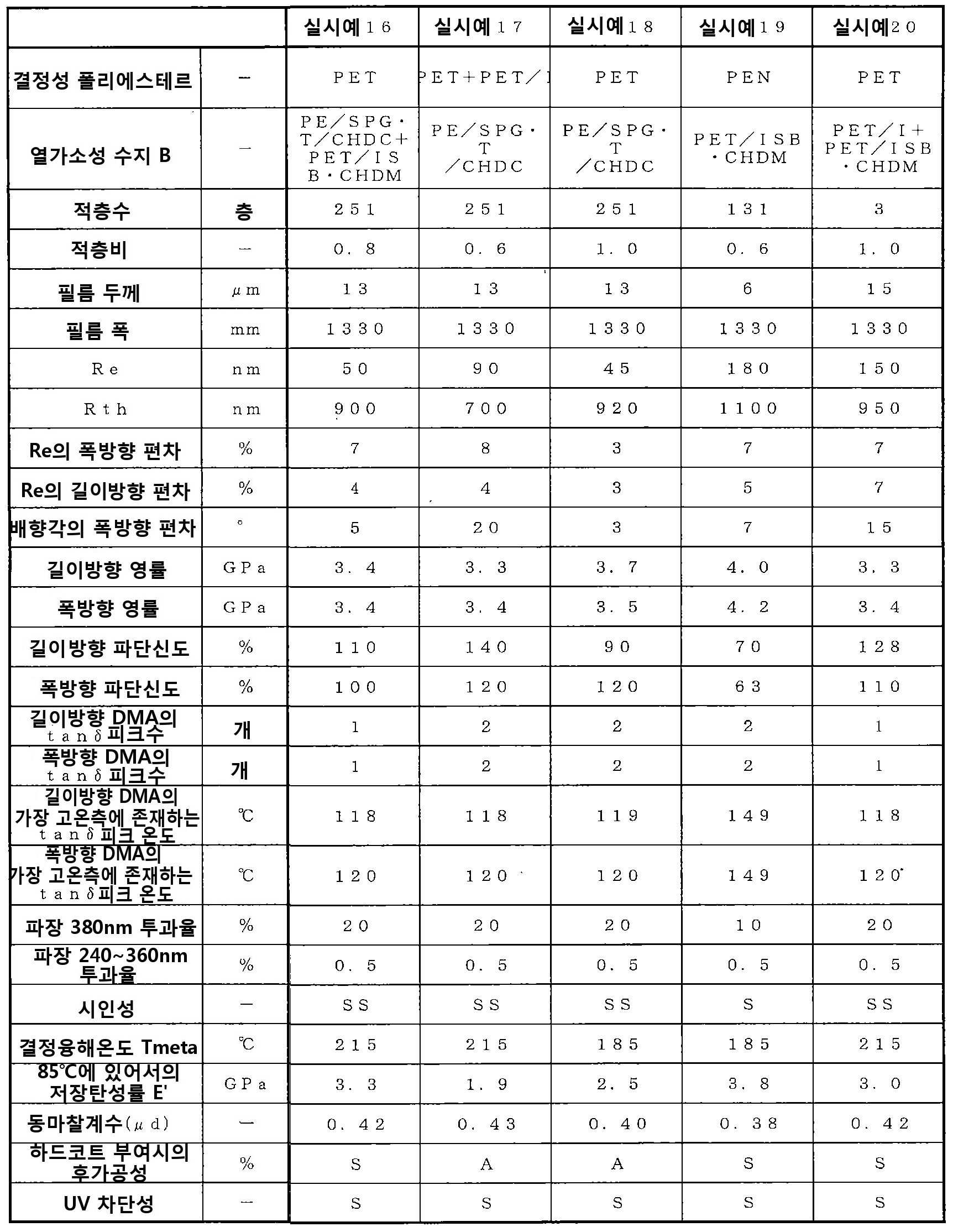


(산업상의 이용 가능성)(Industrial availability)
본 발명의 적층 필름은 위상차가 낮고, 또한 편차를 작게 제어함으로써 색 불균일의 발생을 억제할 수 있기 때문에, 액정 디스플레이 등의 표시장치에 내장되는 편광판의 편광판 보호 필름이나 차재용 디스플레이 대상 ITO 등의 투명 도전 필름의 기재 필름으로서 적합하게 사용할 수 있다.Since the laminated film of the present invention can suppress the occurrence of color unevenness by controlling the phase difference to be low and the deviation to be small, it is possible to provide a polarizing plate protective film of a polarizing plate built in a display device such as a liquid crystal display, Can be suitably used as a base film of a film.
Claims (13)
Re의 편차가 길이방향에 있어서 20% 이하인 적층 필름.The method according to claim 1,
And the deviation of Re is not more than 20% in the longitudinal direction.
배향각의 편차가 폭방향에 있어서 20°이하인 적층 필름.3. The method according to claim 1 or 2,
And the deviation of the orientation angle is 20 DEG or less in the width direction.
결정성 폴리에스테르를 주성분으로 하는 A층과 상기 결정성 폴리에스테르와는 다른 열가소성 수지 B를 주성분으로 하는 B층이 교대로 적층되어서 이루어지는 적층 필름.4. The method according to any one of claims 1 to 3,
A laminated film comprising an A layer containing a crystalline polyester as a main component and a B layer containing a thermoplastic resin B different from the crystalline polyester as a main component alternately.
열가소성 수지 B가 이소프탈산, 시클로헥산디카르복실산, 스피로글리콜, 시클로헥산디메탄올, 및 이소소르비드에서 선택된 공중합 성분을 하나 이상 포함하는 비결정성 폴리에스테르인 적층 필름.5. The method according to any one of claims 1 to 4,
Wherein the thermoplastic resin B is an amorphous polyester containing at least one copolymerizable component selected from isophthalic acid, cyclohexanedicarboxylic acid, spiroglycol, cyclohexanedimethanol, and isosorbide.
결정부분 융해온도 Tmeta가 190℃ 이하인 적층 필름.6. The method according to any one of claims 1 to 5,
And the crystalline partial melting temperature Tmeta is 190 占 폚 or lower.
길이방향 및/또는 폭방향의 동적 점탄성 측정에 있어서 tanδ 피크가 2개 이상 관측되는 것을 특징으로 하는 적층 필름.7. The method according to any one of claims 1 to 6,
Wherein at least two tan? Peaks are observed in the dynamic viscoelasticity measurement in the longitudinal direction and / or the width direction.
동적 점탄성 측정에 있어서의 85℃에서의 저장탄성률 E'가 2.5㎬ 이상인 적층 필름.8. The method according to any one of claims 1 to 7,
Wherein the storage elastic modulus E 'at 85 캜 in the dynamic viscoelasticity measurement is 2.5 ㎬ or more.
적층수가 51∼1001층인 적층 필름.9. The method according to any one of claims 1 to 8,
Wherein the number of layers is 51 to 1001 layers.
동마찰계수 0.45 이하이며, 적어도 한쪽의 면에 프라이머층 및/또는 하드코트층이 형성되어 있는 적층 필름.10. The method according to any one of claims 1 to 9,
A coefficient of dynamic friction is 0.45 or less, and a primer layer and / or a hard coat layer is formed on at least one surface.
편광판 보호 필름으로서 사용되는 적층 필름.11. The method according to any one of claims 1 to 10,
A laminated film used as a polarizer protective film.
ITO 기재 필름으로서 사용되는 적층 필름.11. The method according to any one of claims 1 to 10,
A laminated film used as an ITO base film.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2014-234325 | 2014-11-19 | ||
| JP2014234325 | 2014-11-19 | ||
| JP2014261815 | 2014-12-25 | ||
| JPJP-P-2014-261815 | 2014-12-25 | ||
| PCT/JP2015/082107 WO2016080342A1 (en) | 2014-11-19 | 2015-11-16 | Laminated film |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20170088331A true KR20170088331A (en) | 2017-08-01 |
| KR102470780B1 KR102470780B1 (en) | 2022-11-25 |
Family
ID=56013879
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177008289A KR102470780B1 (en) | 2014-11-19 | 2015-11-16 | Laminated film |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP6862654B2 (en) |
| KR (1) | KR102470780B1 (en) |
| CN (1) | CN107003458B (en) |
| TW (1) | TWI670179B (en) |
| WO (1) | WO2016080342A1 (en) |
Families Citing this family (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6884997B2 (en) * | 2015-06-15 | 2021-06-09 | 東レ株式会社 | Polyester film and polarizing plate protective film |
| TWI734849B (en) * | 2016-10-14 | 2021-08-01 | 日商大日本印刷股份有限公司 | Optical film and image display device |
| JP6957885B2 (en) * | 2017-01-31 | 2021-11-02 | 東レ株式会社 | Films and laminated sheets for organic electroluminescence display devices |
| JP6866665B2 (en) * | 2017-02-06 | 2021-04-28 | 三菱ケミカル株式会社 | Laminated copolymer polyester film |
| JP6911520B2 (en) * | 2017-05-19 | 2021-07-28 | 大日本印刷株式会社 | Alignment film, and transparent conductive film using it, touch panel and display device |
| JPWO2020045138A1 (en) * | 2018-08-30 | 2021-09-02 | 日本ゼオン株式会社 | Film and film manufacturing method |
| JP2020042080A (en) * | 2018-09-07 | 2020-03-19 | 東洋紡フイルムソリューション株式会社 | Multilayer laminate film, luminance increasing member using the same, and polarizer |
| TW202112924A (en) * | 2019-07-31 | 2021-04-01 | 日商東洋紡股份有限公司 | Biaxially oriented polyester film |
| KR20220152396A (en) * | 2020-03-31 | 2022-11-15 | 다이니폰 인사츠 가부시키가이샤 | Plastic film for optical use, and an optical laminate, polarizing plate and image display device using the same |
| WO2022181583A1 (en) * | 2021-02-24 | 2022-09-01 | 東レ株式会社 | Molding film and molded body in which same is used |
| CN114074467B (en) * | 2021-11-18 | 2022-09-06 | 厦门长塑实业有限公司 | Polyamide film with colorful metal texture and preparation method and application thereof |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009042653A (en) | 2007-08-10 | 2009-02-26 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing film |
| JP2009160830A (en) * | 2008-01-08 | 2009-07-23 | Toray Ind Inc | Polyester-based laminate film and polarizing plate |
| JP2009210850A (en) * | 2008-03-05 | 2009-09-17 | Fujifilm Corp | Polarizing plate, manufacturing method thereof, and liquid crystal display device |
| KR101023638B1 (en) * | 2002-02-21 | 2011-03-22 | 데이진 가부시키가이샤 | Multilayered polyester film and process for producing the same |
| WO2013137288A1 (en) * | 2012-03-16 | 2013-09-19 | 東レ株式会社 | Multi-layer laminated film |
| JP2013210598A (en) | 2012-03-01 | 2013-10-10 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing plate |
| JP2014012401A (en) | 2012-06-08 | 2014-01-23 | Toray Ind Inc | Multi-layer lamination film, and glass window member using the same |
Family Cites Families (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5858507A (en) * | 1994-08-30 | 1999-01-12 | Toray Industries, Inc. | Biaxially oriented polyester film and process for production thereof |
| JP2001100006A (en) * | 1999-09-29 | 2001-04-13 | Fuji Photo Film Co Ltd | Antidazzle antireflection film and image display device |
| JP4724955B2 (en) * | 2001-06-12 | 2011-07-13 | 東レ株式会社 | Method for producing polyester film and polyester film |
| JP2003154616A (en) * | 2001-11-20 | 2003-05-27 | Teijin Dupont Films Japan Ltd | Laminated film and surface protective film |
| JP2003227932A (en) * | 2002-02-04 | 2003-08-15 | Fuji Photo Film Co Ltd | Method for manufacturing protective film for polarizing plate, polarizing plate and image display device |
| JP4214878B2 (en) * | 2003-09-30 | 2009-01-28 | 日本ゼオン株式会社 | Method for producing laminated film |
| JP2005134510A (en) * | 2003-10-29 | 2005-05-26 | Toray Ind Inc | Retardation plate and circularly polarizing plate |
| JP2005181549A (en) * | 2003-12-17 | 2005-07-07 | Nippon Zeon Co Ltd | Polarizing plate protective film and its manufacturing method |
| TWI268372B (en) * | 2004-03-26 | 2006-12-11 | Nitto Denko Corp | IPS mode liquid crystal display to realize a high contrast ratio over a wide range by laminating a polarizing plate and a retardation film to form an optical film |
| TWI345117B (en) * | 2006-11-28 | 2011-07-11 | Au Optronics Corp | Liquid crystal display apparatus |
| JP5160829B2 (en) * | 2007-07-27 | 2013-03-13 | 株式会社ダイセル | Optical film |
| JP2011039239A (en) * | 2009-08-10 | 2011-02-24 | Sumitomo Chemical Co Ltd | Composite polarizing plate and tn mode liquid crystal panel |
| JP2011141408A (en) * | 2010-01-07 | 2011-07-21 | Toray Ind Inc | Polarizing reflector |
| CN103620452B (en) * | 2011-06-17 | 2016-03-02 | 帝人株式会社 | Reflective polarizer films, the liquid crystal display optical parts formed by it and liquid crystal indicator |
| JP2013020130A (en) * | 2011-07-12 | 2013-01-31 | Keiwa Inc | Hard coat film and touch panel using the same |
| JP2014048453A (en) * | 2012-08-31 | 2014-03-17 | Toagosei Co Ltd | Production method of low retardation optical film or sheet by heat treatment |
| JP5993328B2 (en) * | 2013-03-15 | 2016-09-14 | 富士フイルム株式会社 | Cellulose acylate film, polarizing plate and liquid crystal display device |
| JP2014209162A (en) * | 2013-03-28 | 2014-11-06 | 富士フイルム株式会社 | Polarizing plate and image display device |
| JP6304028B2 (en) * | 2013-03-29 | 2018-04-04 | 東レ株式会社 | Laminated film |
-
2015
- 2015-11-16 WO PCT/JP2015/082107 patent/WO2016080342A1/en active Application Filing
- 2015-11-16 KR KR1020177008289A patent/KR102470780B1/en active IP Right Grant
- 2015-11-16 JP JP2015556881A patent/JP6862654B2/en active Active
- 2015-11-16 CN CN201580058517.9A patent/CN107003458B/en active Active
- 2015-11-18 TW TW104138070A patent/TWI670179B/en active
-
2020
- 2020-08-07 JP JP2020134483A patent/JP6973584B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101023638B1 (en) * | 2002-02-21 | 2011-03-22 | 데이진 가부시키가이샤 | Multilayered polyester film and process for producing the same |
| JP2009042653A (en) | 2007-08-10 | 2009-02-26 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing film |
| JP2009160830A (en) * | 2008-01-08 | 2009-07-23 | Toray Ind Inc | Polyester-based laminate film and polarizing plate |
| JP2009210850A (en) * | 2008-03-05 | 2009-09-17 | Fujifilm Corp | Polarizing plate, manufacturing method thereof, and liquid crystal display device |
| JP2013210598A (en) | 2012-03-01 | 2013-10-10 | Mitsubishi Plastics Inc | Polyester film for protecting polarizing plate |
| WO2013137288A1 (en) * | 2012-03-16 | 2013-09-19 | 東レ株式会社 | Multi-layer laminated film |
| KR20140141635A (en) * | 2012-03-16 | 2014-12-10 | 도레이 카부시키가이샤 | Multi-layer laminated film |
| JP2014012401A (en) | 2012-06-08 | 2014-01-23 | Toray Ind Inc | Multi-layer lamination film, and glass window member using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102470780B1 (en) | 2022-11-25 |
| JP6973584B2 (en) | 2021-12-01 |
| CN107003458A (en) | 2017-08-01 |
| CN107003458B (en) | 2020-01-21 |
| TWI670179B (en) | 2019-09-01 |
| JP2020192812A (en) | 2020-12-03 |
| TW201627144A (en) | 2016-08-01 |
| WO2016080342A1 (en) | 2016-05-26 |
| JP6862654B2 (en) | 2021-04-21 |
| JPWO2016080342A1 (en) | 2017-08-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6973584B2 (en) | Laminated film | |
| JP6304028B2 (en) | Laminated film | |
| JP6361400B2 (en) | Biaxially stretched polyester film, polarizing plate using the same, and liquid crystal display | |
| JP6884997B2 (en) | Polyester film and polarizing plate protective film | |
| JP6365300B2 (en) | Laminated film and polarizing plate | |
| JP6225495B2 (en) | Multilayer laminated film and glass window member using the same | |
| JP6631509B2 (en) | Laminated film and method for producing the same | |
| TWI730966B (en) | Multilayer laminated film | |
| JP6172027B2 (en) | Film for display | |
| JP2023001907A (en) | Film | |
| JP6992259B2 (en) | Laminated film and its manufacturing method | |
| WO2022024494A1 (en) | Polarizer-protecting polyester film and polarizing plate including said polyester film | |
| WO2022024493A1 (en) | Polyester film for protecting polarizer and polarizing plate including said polyester film | |
| JP6291830B2 (en) | Multilayer laminated film | |
| WO2022024492A1 (en) | Polyester film for polarizer protection and polarizing plate comprising said polyester film | |
| CN110869826A (en) | Multilayer laminated film | |
| JP6848561B2 (en) | Laminated film | |
| JP2017061145A (en) | Laminated film, film roll, and method for manufacturing the same | |
| JP2017177350A (en) | Laminate film | |
| JP6476795B2 (en) | Laminated film | |
| JP6543964B2 (en) | Laminated film and method of manufacturing the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |