KR20170075720A - 반전 블로우성형-충전-밀봉 패키징 - Google Patents
반전 블로우성형-충전-밀봉 패키징 Download PDFInfo
- Publication number
- KR20170075720A KR20170075720A KR1020177010112A KR20177010112A KR20170075720A KR 20170075720 A KR20170075720 A KR 20170075720A KR 1020177010112 A KR1020177010112 A KR 1020177010112A KR 20177010112 A KR20177010112 A KR 20177010112A KR 20170075720 A KR20170075720 A KR 20170075720A
- Authority
- KR
- South Korea
- Prior art keywords
- molding
- blow
- container body
- container
- fill
- Prior art date
Links
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J1/00—Containers specially adapted for medical or pharmaceutical purposes
- A61J1/05—Containers specially adapted for medical or pharmaceutical purposes for collecting, storing or administering blood, plasma or medical fluids ; Infusion or perfusion containers
- A61J1/06—Ampoules or carpules
- A61J1/067—Flexible ampoules, the contents of which are expelled by squeezing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/003—Filling medical containers such as ampoules, vials, syringes or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B3/00—Packaging plastic material, semiliquids, liquids or mixed solids and liquids, in individual containers or receptacles, e.g. bags, sacks, boxes, cartons, cans, or jars
- B65B3/02—Machines characterised by the incorporation of means for making the containers or receptacles
- B65B3/022—Making containers by moulding of a thermoplastic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B61/00—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages
- B65B61/20—Auxiliary devices, not otherwise provided for, for operating on sheets, blanks, webs, binding material, containers or packages for adding cards, coupons or other inserts to package contents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B7/00—Closing containers or receptacles after filling
- B65B7/16—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons
- B65B7/28—Closing semi-rigid or rigid containers or receptacles not deformed by, or not taking-up shape of, contents, e.g. boxes or cartons by applying separate preformed closures, e.g. lids, covers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/0223—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents characterised by shape
- B65D1/023—Neck construction
- B65D1/0238—Integral frangible closures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/02—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents
- B65D1/08—Bottles or similar containers with necks or like restricted apertures, designed for pouring contents adapted to discharge drops
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/09—Ampoules
- B65D1/095—Ampoules made of flexible material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D1/00—Containers having bodies formed in one piece, e.g. by casting metallic material, by moulding plastics, by blowing vitreous material, by throwing ceramic material, by moulding pulped fibrous material, by deep-drawing operations performed on sheet material
- B65D1/32—Containers adapted to be temporarily deformed by external pressure to expel contents
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61J—CONTAINERS SPECIALLY ADAPTED FOR MEDICAL OR PHARMACEUTICAL PURPOSES; DEVICES OR METHODS SPECIALLY ADAPTED FOR BRINGING PHARMACEUTICAL PRODUCTS INTO PARTICULAR PHYSICAL OR ADMINISTERING FORMS; DEVICES FOR ADMINISTERING FOOD OR MEDICINES ORALLY; BABY COMFORTERS; DEVICES FOR RECEIVING SPITTLE
- A61J2205/00—General identification or selection means
- A61J2205/30—Printed labels
Abstract
제품을 블로우성형-충전-밀봉(blow-fill-seal; BFS) 패키징하는 방법과 BFS 패키지. 이 방법은 비틀림 분리 꼭지, 용기 몸체, 그리고 정보 패널을 가지는 BFS 패키지를 메인 몰드에서 형성한다. 용기는 비틀림 분리 꼭지에 대해 멀리 위치한 개구부를 통해 충전되고 충전 개구부는 기부로 밀봉된다. 그러면 용기 몸체에 더 신뢰성 높게 고정된 비틀림 분리 꼭지를 가지는 용기가 제공된다. 복수의 용기들이 단일한 정보 패널에 부착될 수 있다. 이 BFS 시스템은 신속히 변경 가능한 인서트를 채택하여 제품 또는 로트 교체 시의 손실 시간을 저감시킬 수 있다. 패키지는 각각 용기 몸체에 분리 가능하게 부착된 복수의 비틀림 분리 꼭지와 일체로 형성됨으로써 나머지 용기 몸체들을 정보 패널로부터 분리하지 않고도 각 용기 몸체가 패키지에서 분리될 수 있다.
Description
본 발명은 패키징 제품(packaging product) 분야에 관한 것으로, 특히 블로우성형-충전-밀봉(blow-fill-seal) 패키지와 반전(inverse) 블로우성형-충전-밀봉 용기에 관한 것이다.
블로우성형-충전-밀봉(BFS) 패키징은 폴리에틸렌(polyethylene; PE) 또는 폴리프로필렌(polypropylene; PP) 등의 압출된 수지(extruded resin)가 살균(sterile) 및 무균(pyrogen-free) 상태로 원하는 용기(container) 형태로 형성된(shaped) 몰드(mold) 내로 블로우성형(blow)되는 공정이다. 용기의 형성(formation)에 이어, 용기가 냉각되고 제품이 충전되어 밀봉된다.
전통적인 BFS 용기는 용기의 상부로부터 성형 및 충전되도록 설계되어 왔다. 상부로부터의 용기의 충전 후에는, 밀봉 몰드에 의해 용기에 비틀림 분리부(twist-off portion)가 형성된다. 이런 공정으로 제조된 용기를 충전할 때는 몇 가지 문제들을 만나게 된다. 비틀림 분리부의 복잡한 형태는 용기의 비틀림 분리부(tip)의 (구조적) 무결성(integrity)을 유지하는데 심각한 문제들(significant challenges)을 야기한다. 이는 결과적으로 비틀림 분리부가 적절히 밀봉되지 못하도록 할 수 있다. 그러므로 용기의 비틀림 분부의 완전성을 효율적이고 지속적으로 유지할 수 있는, 비틀림 분리부를 가지는 BFS 용기 개발에 대한 요구가 있다.
본 발명은 블로우성형-충전-밀봉 패키징을 위한 방법과 시스템에 관한 것이다.
본 발명의 한 국면은;
(a) 비틀림 분리 꼭지(twist-off top)가 정보 패널(information panel)과 일체로 형성되도록, 용기 몸체(container body)와 비틀림 분리 꼭지를 몰드성형(molding)하는 단계와;
(b) 용기 몸체를 충전하는 단계와; 그리고
(c) 용기 몸체를 기부(base portion)에 밀봉하는 단계를
구비하는 BFS 패키징 형성 방법이 될 것이다.
본 발명의 다른 국면은:
정보 패널과 일체로 형성된 비틀림 분리 꼭지를 가지는 복수의 용기 몸체들과; 그리고
용기 몸체들에 밀봉되는 복수의 기부를
구비하는 BFS 패키지가 될 것이다.
본 발명에 의한 반전(inverse) 블로우성형-충전-밀봉 패키징은, 용기 몸체와 비틀림 분리 꼭지 사이의 약한(frangible) 연결과 간섭 없이 패키지의 충전 후의 밀봉을 촉진하기 위해, 비틀림 분리 꼭지와 같은 위치에 있지 않은 충전 개구(filling opening)를 통해 충전과 밀봉이 가능하도록 한다.
도 1a는 본 발명의 한 실시예에 의한 BFS 패키지를 보이는 전면도.
도 1b는 도 1a의 BFS 패키지의 측면도.
도 1c는 한 용기를 BFS 패키지에서 분리한(removed) 상태의 도 1a 및 1b에 도시된 BFS 패키지를 보이는 사시도.
도 2a는 BFS 패키지에서 분리한 용기의 전면도.
도 2b는 도 2a의 용기의 측면도.
도 3은 본 발명의 한 실시예에 의해 BFS 패키지를 형성하는 방법의 흐름도.
도 4는 BFS 패키지와 BFS 패키지의 제조에 사용될 수 있는 몰딩 구성요소들의 개략도.
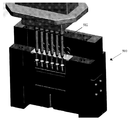
도 5는 본 발명의 BFS 패키지에 관련하여 사용될 수 있는 충전 장치의 사시도.
도 1b는 도 1a의 BFS 패키지의 측면도.
도 1c는 한 용기를 BFS 패키지에서 분리한(removed) 상태의 도 1a 및 1b에 도시된 BFS 패키지를 보이는 사시도.
도 2a는 BFS 패키지에서 분리한 용기의 전면도.
도 2b는 도 2a의 용기의 측면도.
도 3은 본 발명의 한 실시예에 의해 BFS 패키지를 형성하는 방법의 흐름도.
도 4는 BFS 패키지와 BFS 패키지의 제조에 사용될 수 있는 몰딩 구성요소들의 개략도.
도 5는 본 발명의 BFS 패키지에 관련하여 사용될 수 있는 충전 장치의 사시도.
예시의 목적으로, 본 발명의 원리들을 다양한 예시적 실시예들을 참조하여 설명한다. 본원에서 일부 실시예들만 구체적으로 설명되었지만, 당 업계에 통상의 지식을 가진 자라면 같은 원리가 동일하게 적용되어 다른 시스템이나 방법들에 채택될 수 있음을 쉽게 알 수 있을 것이다.
본 발명 개시의 개시되는 실시예들을 상세히 설명하기 전에, 본 발명은 그 응용에 있어서 예시된 어느 특정한 실시예에 제한되지 않음을 이해해야 할 것이다. 또한, 여기에 사용된 용어들은 기술의 목적이지 제한의 목적이 아니다. 분만 아니라, 많은 경우에 어떤 방법이 어떤 순서로 여기 표현된 단계들을 참고하여 기재되었다고 하더라도 당 업계의 통상의 전문가가 알 수 있다시피 단계들은 어떤 순서로도 수행될 수 있다; 그러므로 신규한 방법들은 여기 개시된 단계들의 특정한 배열에 제한되지 않는다.
상세한 설명과 첨부된 청구항들에서 사용된 바와 같이, 단수 형태 "a", "an", 그리고 "the"는 문맥이 명백히 반대를 나타내지 않는 한 복수의 대상을 포함함에 유의해야 할 것이다. 또한, "한(a)" (또는 "an"), "하나 이상의(one or more)" 그리고 "적어도 어느 하나의(at least one)"라는 용어들은 서로 호환적으로 사용될 수 있다. "구비하다(comprising)", "포함하다(including)", "가지다(having)" 그리고 "~로 구성되다(constructed from)"라는 용어들 역시 호환적으로 사용될 수 있다.
전형적인 BFS 용기 설계를 사용할 때 직면할 수 있는 문제들의 일부를 해결하기 위해, BFS 용기는 용기 몸체의 바닥으로부터 충전된다. 이 구조는 메인 몰드(main mold)에서 형성될 비틀림 분리부 탑(twist-off top)을 더욱 복잡한 구조가 되게 하며, 그렇게 함으로써 용기 충전관(filling tube)에 대해 더 큰 개구부를 제공할 수 있게 한다. 예를 들어 표준적인 넥(neck) 개구부는 약 0.477cm인 반면, 본 발명에서와 같은 용기 몸체 바닥의 반전 충전 넥 개구부는 약 0.635cm이 될 것이다. 용기 몸체 바닥에 반전 충전 넥 개구부를 제공함으로써 용기 충전관을 위한 개구부는 어떤 경우에는 50% 이상까지도 증가될 것이다. 이는 또한 메인 몰드와 밀봉 몰드 사이에 더 튼튼한 밀봉 인터페이스를 형성함으로써 용기 누설의 위험을 저감시킨다.
도 1a 내지 1c에서, 도 1a와 1b는 본 발명의 한 실시예에 따라 형성된 BFS 패키지(10)의 전면 및 측면도이다. BFS 패키지(10)는 정보 패널(information panel; 12)에 부착된 복수의 용기(container; 11)를 구비한다. 용기(10)는 약병(vial) 또는 의약품에 사용되기에 적합한 다른 용기가 될 수 있다. BFS 패키지(10)는 폴리에틸렌(polyethylene; PE) 또는 폴리프로필렌(polypropylene; PP)이나 블로우성형-충전-밀봉 공정에 적합한 다른 재질로 형성될 수 있다. 도 1c는 BFS 패키지(10)에서 분리(remove)된 한 용기(11)를 보인다.
정보 패널(12)은 그 위에 형성되거나 위치하는 정보(13)를 가진다, 정보(13)는 용기 내용물의 설명, 용기 내용물에 관한 복용량(dosage), 용기 내용물에 관한 투약 지시(administration instruction), 제품 번호(lot number), 고객 로고(customer logo), 용기 내용물에 대한 용법 도표(usage diagram)와 유효 기간(expiration date)을 포함한다. 용기(11)의 내용물에 관하거나 관련된 다른 정보들이 정보(13)에 더 포함되는 것도 고려될 수 있다. 정보 패널의 크기는 충전 장치의 최대 용량에 의해 제한될 수 있는데, 예를 들어 일부 장치에서 용기 높이는 최대 약 16.5cm가 될 것이다.
복수의 용기(11)에 부착된 정보 패널(12)을 구비함으로써, 복수의 용기(11) 각각에 정보를 제공할 필요가 없다. 이는 용기(11)를 엠보싱 가공(emboss)할 필요가 없음을 의미한다. 용기(11)의 엠보싱 가공을 피할 수 있다면 용기(11)가 구조적으로 튼튼하게(sound) 유지되는 것이 보장된다. 용기(11)를 엠보싱 가공할 필요가 없으면 용기(11)의 제조공정도 간단해진다. 도 1c에 도시된 바와 같이, 용기(11)는 사용시 정보 패널로부터 분리될 수 있고 정보 패널(12)은 패키지(10) 내의 추후 사용될 나머지 용기(들)(11)에 부착된 채로 남아 있다.
BFS 패키지의 일부로 탭(tab; 14)와 비틀림 분리 꼭지(twist-off top; 15) 역시 형성된다. 비틀림 분리 꼭지(15)는 컨테이너 몸체(17)를 비틀림 분리 꼭지(15)에 대해 비틂으로써 용기 몸체(17)에서 분리(detach)할 수 있는 상부(top)이다. 도 1a 내지 1c에 도시된 바와 같이, 탭(14)은 정보 패널(12)과 일체로 형성된다. 도 1a 내지 1c에 도시된 실시예에서, 비틀림 분리 꼭지(15)는 탭(14)과 일체로 형성되어 있지만, 비틀림 분리 꼭지(15)의 다른 실시예는 탭(14)에 분리 가능하게 부착될 수 있다. 탭(14)의 또 다른 실시예는 정보 패널(12)에 분리 가능하게 부착될 수 있다.
여전히 도 1a 내지 1c에서, 용기(11)은 비틀림 분리 꼭지(14)에 분리 가능하게 부착된다. 각 용기(11)는, 용기(11)의 조작에 의해 비틀림 분리 꼭지(15)를 분리하지 않고 각 비틀림 분리 꼭지(15)로부터 분리될 수 있다. 이 예가 도 1c에 도시되어 있다.
추가적으로 기부 탭(base tab; 16)이 BFS 패키지(10)의 일부로 제조 공정 중에 형성된다. 기부 탭(16)은 충전 후 용기(11)를 밀봉하도록 채택된 것이다.
도 2a 및 2b는 도 1a 내지 1c에 도시된 비틀림 분리 꼭지(15) 및 BFS 패키지(10)에서 분리된 용기(11)의 전면 및 측면을 도시한다. 용기는 용기 몸체(17), 꼭지부(top portion; 18), 그리고 기부(base portion; 20)을 구비한다.
BFS 패키지(10)에서 분리되고 나면, 용기(11)의 내용물은 꼭지부(18)의 개구부(opening; 19)를 통해 인출(dispense)될 수 있다. 도 1a 내지 1c에 도시된 비틀림 분리 꼭지(15)는 용기(11)가 아직 패키지(10) 내에 있을 때 꼭지부(18)에 약하게(frangibly) 연결된다. 도 2a 및 2b에 도시된 바와 같이, 꼭지부(18)는 용기 몸체(17)에 더 가까운 부분이 용기 몸체(17)에서 더 먼 다른 위치보다 넓어지도록 용기 몸체(17)로부터 먼 방향으로 경사진 원추 형태를 가질 수 있다. 꼭지부(18)의 개구부(19)는 용기(11)가 도 1c에 도시된 바와 같이 BFS 패키지(10)의 비틀림 분리 꼭지(15)로부터 분리되었을 때 노출(reveal)된다. 개구부(19)는 원형일 수 있으며 도시된 실시예에서 액체의 인출 제한 양에 따라 맞춰지는 크기로 형성된다. 꼭지부(18)와 개구부(19)의 형상과 크기는 용기(11) 내에 있는 내용물의 인출을 위한 요건들에 좌우됨을 이해해야 할 것이다. 예를 들어, 원추형 꼭지부(18)와 원형 개구부(19)는 용기(11)로부터 개별적인 액체 방울을 인출하는 데 적합할 것이다. 그러나 BFS 패키지의 최종 용도에 따라 꼭지부(18)와 개구부(19) 중의 어느 하나 또는 양자 모두는 다른 형태가 될 수도 있으며 본 발명은 꼭지부(18)와 개구부(19)의 특정한 형태의 사용에 제한되지 않음을 이해해야 할 것이다.
기부(20)는 제조 공정 중에 용기 몸체(17)의 바닥에 견고히 몰드 성형 된다. 도 2a 및 2b에 도시된 바와 같이, 기부(20)는 용기 몸체(17)의 형태에 따르는 돔(dome) 형태이다. 또한 용기(11)의 형태가 도시된 원통형이 아닌 다른 실시예에서는, 기부(20)와 용기 몸체(17) 간의 연결이 균일하도록 기부(20)의 형태 역시 바람직하기로 용기 몸체(17)의 형태에 대응할 것이다. 기부(20)와 용기 몸체(17)를 거의 균일하게 하면 용기 몸체(17)와 기부(20)를 균일하고 견고한 구조로 몰드 성형할 수 있다. 이는 용기 제조 중에 발생될 수 있는 누설이나 다른 문제들을 방지한다.
도 3에는 본 발명의 실시예에 따라 BFS 패키지를 형성하는 방법(300)의 흐름도가 도시되어 있다. 몰드 성형 단계(molding step; 302)는 용기 몸체와 비틀림 분리 꼭지의 몰드 성형을 포함한다. 방법의 바람직한 실시예에서 용기 몸체와 비틀림 분리 꼭지는 정보 패널과 함께 몰드 성형 된다. 또한, 몰드 성형 단계(302)에서 복수의 용기 몸체와 비틀림 분리 꼭지들이 정보 패널과 일체로 형성될 수 있다. 비틀림 분리 꼭지와 용기 몸체가 용기를 위한 메인 몰드를 사용하여 형성되므로, 그렇게 안 하면 비틀림 분리 꼭지와 용기의 복잡한 형상의 결과로 발생될 수 있는 결함 및/또는 누설이 발생할 가능성이 더 적다.
몰드 성형 단계(302) 동안, 용기 몸체와 비틀림 분리 꼭지를 형성하는 데 사용되는 재질은 약 135℃ 내지 약 225℃, 더 바람직하기로 150℃ 내지 약 200℃, 그리고 가장 바람직하기로 약 160℃ 내지 190℃로 성형된다. 몰드 성형 단계(302)에서 사용되는 재질은 액상이므로 공정에 사용된 몰드의 형태를 가지게 된다.
용기와 비틀림 분리 꼭지의 형성 공정 동안, 비틀림 분리 꼭지를 형성할 부분은 최종적으로 패키징 될 방향에 비교하여 “도립(upside-down)"된 방향으로 위치하게 된다. 달리 말해, 성형 공정 중에 용기는 비틀림 분리 꼭지가 용기의 바닥으로 기능하는 방향으로 위치하게 된다.
몰드 성형 단계(302)에서는 또한, 정보 패널이 비틀림 분리 꼭지와 약하게 연결되도록 메인 몰드에서 형성될 수 있다. 정보 패널은 고객 정보와 LOT/EXP(유효기간) 코드 핀들과, 그리고 전술한 다른 정보 등의 정보를 포함하는 쉽게 분리될 수 있는 몰드 인서트(mold insert)를 사용하여 형성될 수 있다. 전형적으로, 각인(engraving) 인서트를 다른 제품이나 로트(lot)에 사용하도록 전환(switch)하기 위해 BFS 몰드가 BFS 장치에서 분리될 필요가 있을 것이다. 본 발명에서는 각인 인서트를 다른 제품이나 로트에 사용하기 위해 몰드를 장치에서 분리할 필요가 없도록 코드 슬라이드 인서트(code slide insert)를 채택하여 신속 교체 가능하게 설계하였다. 몰드는 사용중 인서트를 몰드 내에 유지시키는 T-슬롯 도는 도브테일(dovetail) 형태의 설계를 가질 수 있다. 본 발명 설계의 이 특징은 각 개별적 용기를 위한 코드 핀들을 교체하는데 필요한 시간을 필요로 하지 않고 각인 인서트의 교체를 위해 몰드를 장치에서 분리하는데 필요한 시간을 경감하므로, 특히 다른 제품이나 로트들을 위해 몰드를 교체하는데 필요한 시간을 현저히 줄인다. 또한 이 설계는 용기를 BFS 패키지에서 분리하는 과정에서 어떤 정보도 제거됨이 없이 용기가 사용 시점에서 정보 패널로부터 분리될 수 있도록 해준다. 결과적으로, 하나 이상의 용기가 사용을 위해 BFS 패키지에서 분리되더라도 필요한 정보는 나머지 용기들과 함께 남아있게 된다.
몰드 성형 단계(302) 다음, 몰드 내의 성형물(parison)은 용기가 제품(product)을 수납할 수 있을 만큼 용기 몸체와 비틀림 분리 꼭지의 성형 조합물(mold combination)이 충분히 고형(solid)이 될 때까지 냉각이 허용되거나 냉각된다.
충전 단계(304)에서, 단계(302)에서 형성된 용기 몸체에 제품이 충전된다. 용기 몸체에 충전되는 제품은 전형적으로 생리제재, 약리제재 및 다른 의약품 등 용기 내에 위치되기에 적합한 형식의 제품이다. 용기의 충전에 사용되는 제품은 (예를 들어 약 20℃ 내지 약 25℃의) 주변 실온에서 주입(dispense)된다. 어떤 경우에는 제품이 용기 내에 충전될 때 20℃ 미만일 수 있고 또 어떤 경우에는 15℃ 미만일 수 있다. 용기를 제품으로 충전할 때의 제품 온도는 용기 내에 위치되는 제품의 특성에 따라 달라져, 예를 들어 (실온 이하로 제어된 온도의) 냉각 충전 공정(cold fill process) 또는 (온도 제어가 없는) 실온 충전 공정(ambient fill process)이 채택될 수 있다. 전형적으로 여기 기재된 용기는 용기를 충전하는 데 사용되는 제품이 주변 실온(즉 약 20℃ 내지 약 25℃)에서 주입될 것으로 의도 되었지만, 어떤 경우에는 용기를 충전하는 데 사용되는 제품이 20℃ 미만, 또 어떤 경우에는 15℃ 미만에서 주입될 수 있다.
몰드 성형 단계(302) 동안, 비틀림 분리 꼭지를 메인 몰드 내에서 형성함으로써, 용기 몸체가 형성하는 더 큰 개구부가 충전 단계(304)에서 사용될 충전관에 제공된다. 더 큰 개구부는 메인 몰드와 밀봉 몰드 간에 더 튼튼한 밀봉 인터페이스를 제공하여 누설되는 용기를 제조할 위험을 저감시킨다.
밀봉 단계(306)에서, 용기 몸체는 밀봉 몰드 내에서 기부(base portion)에 밀봉된다. 밀봉 단계(306) 동안 용기 몸체를 밀봉하는 데 사용되는 기부의 형태(geometry)는 비틀림 분리 꼭지의 복잡한 형태에 의해 형성되는 것보다 더 견고하고 안정된 밀봉을 형성할 수 있다. 밀봉 단계(306) 동안, 기부는 비틀림 분리 꼭지에서 멀리 위치하고, 몰드 성형 공정 동안의 용기의 방향의 결과 몰드 성형 동안 기부는 꼭지에 위치하는 것으로 간주된다..
도 4는 BFS 패키지(10)와 패키지 형성 공정 중에 사용될 수 있는 몰드 성형 구성부들, 즉 메인 몰드(25)와 밀봉 몰드(30)를 보이는 도면이다. BFS 패키지(10)는 몰드 인서트(35) 내에 위치한다. 도 4는 몰드 인서트(35)의 형성 후 몰드 인서트(35)가 메인 몰드(25)와 밀봉 몰드(30)로부터 인출(withdrawn)된 상태를 도시한다. 메인 몰드(12)는 정보 패널(12)을 정보(13), 탭(14), 비틀림 분리 꼭지(15), 그리고 용기 몸체(17)들과 함께 형성하는 데 사용된다. 밀봉 몰드(30)는 용기 몸체(17)가 충전된 다음 분리선(parting line; 22), 기부 탭(16), 그리고 기부(20)를 형성하는 데 사용된다.
도 5는 본 발명의 실시예에 의한 충전 장치(500)의 사시도이다. 밀봉에 앞서 용기들을 충전시키기 위해 충전관(502)이 용기 몸체들(도시 안 됨)의 개구부로 삽입된다.
적용예
한 실시예에서, BFS 패키지는 메인 몰드 내에서 제조되어 직경이 약 0.635cm인 충전 개구부를 가지는 용기 몸체를 제공한다. 용기의 충전(filling)과 인출(dispensing)을 같은 개구부에서 수행하도록 구성된 종래의 BFS 패키지에서 표준적인 충전/인출 개구부는 직경이 약 0.477cm이 될 것이다. 다음 용기 몸체는 충전 개구부를 통해 충전되고, 이어서 밀봉 몰드에서 기부를 사용하여 충전 개구부가 밀봉된다.
본 발명이 상세한 설명과 청구항들에서 "아래(down)," "밖(out)," "꼭지(top)," "바닥(bottom)," "위(over)," "위(above)," "아래(under)" 등의 상대적인 용어로 설명되었지만, 이런 용어들은 설명의 목적으로 사용된 것이며 반드시 영구적인 상대위치를 설명하는 것이 아니다. 여기 설명된 본 발명의 실시예들이 여기 도시되거나 설명된 바와 다른 방향에서 동작할 수 있는 경우 등의 적절한 상황에서는 이 용어들이 호환적으로 사용될 수 있는 것으로 이해되어야 할 것이다.
달리 설명되지 않는 한, "첫째(first)" 및 "둘째(second)" 등의 용어는 이 용어들이 기술하는 요소들을 임의적으로 구분하기 위해 사용된 것이다. 이에 따라 이 용어들이 반드시 이 요소들의 순차적(temporal) 또는 순위 매김(prioritization)을 나타내려는 의도는 아니다. 또한, 청구항들에서 "적어도 어느 하나(at least one)" 및 "하나 이상(one or more)" 등의 도입구의 사용은, 같은 청구항이 “하나 이상의” 또는 “적어도 어느 하나의”등의 도입구와 “a" 또는 ”an“ 등의 부정관사를 포함한다 할지라도, 부정관사 “a" 또는 ”an“에 의한 다른 청구항 요소의 도입이 이런 도입 청구 요소를 가지는 어떤 특정한 청구항을 그런 한 요소만을 가지는 발명으로 제한하는 것을 의미(imply)하는 것으로 해석해서는 안 된다. 정관사의 사용에 대해서도 마찬가지다.
본 발명이 여기서 특정한 실시예들을 참조하여 설명되었지만 이하의 청구항들에 규정된 본 발명의 범위를 벗어나지 않고 다양한 변형과 변경들이 이뤄질 수 있다. 이에 따라 상세한 설명과 도면들은 제한적 의미가 아니라 예시적 의미로 간주되어야 하며, 모든 그런 변형들은 본 발명의 범위 내에 포함될 것을 의도한 것이다. 특정한 실시예들에 관해 여기 설명된 어떤 이점, 장점 또는 문제의 해법들은 어떤 또는 모든 청구항들에 결정적, 필수적 또는 본질적 특징 또는 요소로 해석되어서는 안 된다.
여기 규정된 예시적 방법들의 단계들은 반드시 설명된 순서대로 수행되어야 할 필요가 있는 것은 아니며, 이런 방법들의 단계들의 순서는 단순히 예시적인 것으로 이해되어야 할 것이다. 마찬가지로, 이런 방법들에 추가적 단계들이 포함될 수 있으며 본 발명의 다양한 실시예들에 부합하는 방법들에서 어떤 단계들은 생략되거나 조합될 수 있을 것이다.
이하의 방법 청구항들의 어떤 요소가 존재하여 해당 명칭(labeling)을 가지는 특정한 시퀀스(sequence)에서 인용되더라도, 청구항 인용이 이 요소들의 일부 또는 전부의 구현에 특정한 시퀀스를 달리 의미하지 않는 한, 이 요소들은 반드시 특정한 시퀀스 내에서 구현되는 것으로 제한될 것을 의도한 것이 아니다.
청구항들을 포함하는 이 명세서에서, “각(each)"이라는 용어는 이미 인용된 복수의 요소들 또는 단계들의 하나 이상의 명시된 특징을 지칭하는데 사용될 것이다. 오픈 엔드(open-ended) 용어인 ”구비하다(comprising)"와 함께 사용될 때, “각(each)"라는 용어의 인용은 추가적인 인용되지 않은 요소들이나 단계들을 배제하지 않는다. 이에 따라 추가적인 인용되지 않은 요소들 또는 단계들이 하나 이상의 명시된 특징들을 가지지 않을 때, 장치는 추가적인 인용되지 않은 요소들을 가질 수 있고, 방법은 추가적인 인용되지 않은 단계들을 가질 수 있다.
여기서 "한 실시예(one embodiment)" 또는 "어떤 실시예(an embodiment)"의 언급은 본 발명의 적어도 어느 하나의 실시예에 포함될 수 있는 실시예와 관련하여 기재된 특정한 특성, 구조, 또는 특징을 의미한다. 명세서의 다양한 부분에서의 “한 실시예에서(in one embodiment)”라는 문구의 출현은 반드시 모두 같은 실시예를 지칭하는 것이 아니며, 별도의(separate) 또는 대체적인(alternative) 실시예들이 반드시 다른 실시예들을 서로 배제하는 것이 아니다. “구현예(implementation)"이라는 용어에 대해서도 마찬가지다.
이 출원의 청구항들에 의해 포괄되는 실시예들은 (1) 이 명세서에 의해 실시 가능해지고(enabled) (2) 법적보호 주제(statutory subject matter)에 해당한다. 실시 가능해지지 않는 실시예들이나 법적보호 대상이 아닌 주제는 청구항들의 범위 내에 포함되더라도 명시적으로 권리를 포기한다(explicitly disclaimed).
그러나 본 발명의 수많은 특징과 이점들이 본 발명의 방법, 조성, 그리고 기능의 상세들과 함께 전술한 설명에 기재되었더라도, 이 개시는 단지 예시적으로 첨부된 청구항들이 표현하는 용어들의 광의의 일반적 의미들이 지시하는 최대 범위(full extent)의 발명의 원리 내에서 상세들은 변경이 가능하다
본 발명 개시의 다른 실시예들은 여기 개시된 실시예들의 명세서와 실무(practice)를 고려하면 당 업계의 통상의 전문가들에게 자명할 것이다. 전술한 실시예들은 실현에 있어서 상당한 변형을 가지기 쉽다. 이에 따라 실시예들은 이상에 기재한 특정한 예시들에 제한될 것을 의도한 것이 아니다. 명세서와 예들은 이하의 청구항들로 지시되는 본 발명 개시의 실제 범위 내에서 단지 예시로 간주 될 것으로 의도되었다.
여기 언급된 모든 문헌들은 그 전체로서 참고로 채택되거나 이와는 달리 특별히 의존하는 개시사항을 제공하였다.
본 출원인(들)은 어느 개시된 실시예도 공공(public)에 제공할 의도가 없으며, 청구항의 범위 내에 문구상 포함되지 않는 개시된 어떤 변형과 변경의 범위까지 등가물의 원리(doctrine of equivalent)에 따라 본 발명의 일부로 간주된다.
Claims (20)
- (a) 비틀림 분리 꼭지가 정보 패널과 일체로 형성되고 용기 몸체에 부착되는 방식으로 블로우성형-충전-밀봉 패키지의 정보 패널, 용기 몸체, 그리고 비틀림 분리 꼭지를 몰드 성형하는 단계와;
(b) 용기 몸체의 개구부를 통해 용기 몸체를 충전하는 단계와; 그리고
(c) 용기 몸체의 개구부를 기부와 밀봉하는 단계를
구비하는 것을 특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
용기 몸체의 개구부가 비틀림 분리 꼭지의 위치에서 멀리 있는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
정보가 상기 몰드 성형 단계에서 상기 정보 패널에 몰드 인서트를 사용하여 몰드 성형되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
몰드 성형 단계에서 정보 패널이 복수의 비틀림 분리 꼭지들과 일체로 형성되고, 상기 각 비틀림 분리 꼭지에 용기 몸체가 부착되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
용기 몸체를 블로우성형-충전-밀봉 패키지로부터 분리했을 때 비틀림 분리 꼭지가 정보 패널에 연결되어 남아 있도록 블로우성형-충전-밀봉 패키지가 몰드 성형되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
몰드 성형 단계에서 상기 용기 몸체 내에 위치하는 제품의 명칭, 복용량, 투약 지시, 그리고 유효기간 중의 적어도 어느 하나가 정보 패널에 제공되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
정보 패널, 용기 몸체, 그리고 비틀림 분리 꼭지의 몰드 성형이 메인 몰드 내에서 수행되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제7항에 있어서,
밀봉 몰드 내에서 기부를 형성하는 단계를 더 구비하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항에 있어서,
단계 (a)가 복수의 용기 몸체들과 비틀림 분리 꼭지들을 단일한 정보 패널과 함께 몰드 성형하는 단계를 포함하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제9항에 있어서,
정보 패널이 상기 용기 몸체들 내에 위치하는 제품의 로트와 유효기간을 포함하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제10항에 있어서,
정보 패널이 상기 용기 몸체 내에 위치하는 제품의 복용량 데이터를 더 포함하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지의 형성 방법. - 제1항 내지 제12항 중의 어느 한 항의 방법에 의해 형성되는 것을 특징으로 하는 블로우성형-충전-밀봉 패키지.
- 각각 비틀림 분리 꼭지에 분리 가능하게 부착되는 복수의 용기 몸체들과;
비틀림 분리 꼭지들과 일체로 형성되는 정보 패널과; 그리고
각 용기 몸체들을 밀봉하는 기부를
구비하는 것을 특징으로 하는 블로우성형-충전-밀봉 패키지. - 제13항에 있어서,
기부가 돔형 구조인 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제13항에 있어서,
해당 용기 몸체를 블로우성형-충전-밀봉 패키지로부터 분리했을 때, 용기 몸체의 인출 개구부가 노출되고 각 비틀림 분리 꼭지는 정보 패널에 연결되어 남아있도록 구성되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제15항에 있어서,
정보 패널이 명칭, 복용량, 투약 지시, 그리고 유효기간 중의 적어도 어느 하나를 포함하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제13항에 있어서,
각 용기 몸체가 용기 몸체와 비틀림 분리 꼭지 간의 부착의 위치로부터 멀리 위치하는 충전 개구부를 가지면, 상기 개구부는 상기 용기를 제품으로 충전하도록 구성되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제17항에 있어서,
각 용기 몸체의 개구부가 상기 한 기부에 의해 밀봉되는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제18항에 있어서,
정보 패널이 상기 용기 몸체들 내에 위치하는 제품의 로트와 유효기간을 포함하는 것을
특징으로 하는 블로우성형-충전-밀봉 패키지. - 제19항에 있어서,
상기 비틀림 분리 꼭지가 원추형인 것을
특징으로 하는 블로우성형-충전-밀봉 패키지.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462069968P | 2014-10-29 | 2014-10-29 | |
| US62/069,968 | 2014-10-29 | ||
| PCT/US2015/055671 WO2016069276A1 (en) | 2014-10-29 | 2015-10-15 | Inverse blow-fill-seal packaging |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170075720A true KR20170075720A (ko) | 2017-07-03 |
Family
ID=55851428
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177010112A KR20170075720A (ko) | 2014-10-29 | 2015-10-15 | 반전 블로우성형-충전-밀봉 패키징 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US9918900B2 (ko) |
| EP (1) | EP3212505A4 (ko) |
| JP (1) | JP6719459B2 (ko) |
| KR (1) | KR20170075720A (ko) |
| AU (1) | AU2015339828B2 (ko) |
| BR (1) | BR112017008197A2 (ko) |
| WO (1) | WO2016069276A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE202016005408U1 (de) * | 2016-09-06 | 2017-10-09 | Multivac Sepp Haggenmüller Se & Co. Kg | Tiefziehverpackungsmaschine |
| CN111615409A (zh) | 2017-11-17 | 2020-09-01 | 科斯卡家族有限公司 | 用于流体输送歧管的系统和方法 |
| CN110015450B (zh) * | 2019-03-05 | 2023-05-09 | 丽珠集团利民制药厂 | 一种用于制袋灌封机中无菌生产的上接口装置及其接口装配方法 |
| USD992110S1 (en) | 2021-08-10 | 2023-07-11 | Koska Family Limited | Sealed fluid container |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3993223A (en) * | 1974-07-25 | 1976-11-23 | American Home Products Corporation | Dispensing container |
| US4707966A (en) * | 1981-08-26 | 1987-11-24 | Automatic Liquid Packaging, Inc. | Container with an encapsulated top insert and method and apparatus for making same |
| US4495209A (en) | 1982-06-07 | 1985-01-22 | Whiteside Michael G | Method of forming, filling and hermetically sealing containers |
| DE3833036C2 (de) * | 1988-09-29 | 1998-03-19 | Bernd Hansen | Doppelkammerbehälter |
| GB9804005D0 (en) | 1998-02-25 | 1998-04-22 | Nycomed Imaging As | Container |
| US7100600B2 (en) * | 2001-03-20 | 2006-09-05 | Aerogen, Inc. | Fluid filled ampoules and methods for their use in aerosolizers |
| US6418982B1 (en) | 2000-11-21 | 2002-07-16 | Amphastar Pharmaceuticals Inc. | Process of bulk filling |
| JP2002362526A (ja) * | 2001-04-04 | 2002-12-18 | Nippo Corp | 樹脂成形容器連結体とその製造方法 |
| WO2004093775A1 (ja) * | 2003-04-23 | 2004-11-04 | Otsuka Pharmaceutical Factory, Inc. | 薬液充填プラスチックアンプルおよびその製造方法 |
| GB0425266D0 (en) | 2004-11-16 | 2004-12-15 | Norton Healthcare Ltd | Pharmaceutical manufacturing process |
| US7513397B2 (en) * | 2004-11-24 | 2009-04-07 | Holopack International Corp. | Dispensing container |
| US20060169664A1 (en) | 2004-12-28 | 2006-08-03 | Holopack International Corp. | Vial for filling a syringe |
| ITMO20060085A1 (it) * | 2006-03-17 | 2007-09-18 | Lameplast Spa | Flacone monodose per prodotti fluidi, particolarmente farmaceutici, cosmetici o simili |
| US20080083691A1 (en) | 2006-10-04 | 2008-04-10 | Poynter Richard Q | Molded container with raised nipple and method for use |
| US8486043B2 (en) | 2007-10-12 | 2013-07-16 | Map Pharmaceuticals, Inc. | Inhalation drug delivery |
| CN101951988A (zh) | 2007-12-28 | 2011-01-19 | 阿克蒂弗派克股份有限公司 | 适合用于将治疗物质给予对象的分配器和治疗包装 |
| WO2009101489A1 (en) | 2008-02-15 | 2009-08-20 | Lalchand Keshrimal Patni | 'process for the production of a container for intravenous fluids' |
| US8460745B2 (en) | 2009-09-20 | 2013-06-11 | Medtronic Vascular, Inc. | Apparatus and methods for loading a drug eluting medical device |
-
2015
- 2015-10-15 AU AU2015339828A patent/AU2015339828B2/en active Active
- 2015-10-15 KR KR1020177010112A patent/KR20170075720A/ko not_active Application Discontinuation
- 2015-10-15 US US14/883,868 patent/US9918900B2/en active Active
- 2015-10-15 BR BR112017008197A patent/BR112017008197A2/pt not_active Application Discontinuation
- 2015-10-15 EP EP15853746.4A patent/EP3212505A4/en active Pending
- 2015-10-15 WO PCT/US2015/055671 patent/WO2016069276A1/en active Application Filing
- 2015-10-15 JP JP2017523253A patent/JP6719459B2/ja active Active
-
2017
- 2017-12-22 US US15/851,779 patent/US20180369067A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| AU2015339828B2 (en) | 2020-03-19 |
| JP6719459B2 (ja) | 2020-07-08 |
| EP3212505A4 (en) | 2018-04-04 |
| AU2015339828A1 (en) | 2017-04-06 |
| US9918900B2 (en) | 2018-03-20 |
| JP2017533866A (ja) | 2017-11-16 |
| EP3212505A1 (en) | 2017-09-06 |
| US20180369067A1 (en) | 2018-12-27 |
| BR112017008197A2 (pt) | 2017-12-26 |
| WO2016069276A1 (en) | 2016-05-06 |
| US20160120749A1 (en) | 2016-05-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170075720A (ko) | 반전 블로우성형-충전-밀봉 패키징 | |
| EP3071489B1 (en) | Child resistant blow-fill seal container | |
| EP3175969B1 (en) | Blow molding device | |
| JP5199265B2 (ja) | 隆起ニップルを有する成型容器および使用方法 | |
| EP2663505B1 (en) | Drink-through spout cap for a beverage bottle, set of a cover and such a drink-through spout cap, a drinking device, and methods of manufacturing and preparing a drinking device | |
| EP3269530B1 (en) | Blow molding device | |
| MX354588B (es) | Aparato para el soplado y el llenado de recipientes de plástico. | |
| US8479936B2 (en) | Water bottle with dosage cup | |
| US20110147252A1 (en) | Packages and inserts useful for dispensing medicines | |
| EP0089978A4 (en) | BOTTLE CAP AND METHOD FOR PRODUCING IT. | |
| EP3178630A1 (en) | Blow molding device | |
| US20110155757A1 (en) | Packages and inserts thereof with guide wall for dispensing medicinal units | |
| JP7417870B2 (ja) | プラスチックボトルおよびプリフォーム | |
| EP3533585B1 (en) | Liquid blow molding device | |
| EP3437830B1 (en) | Container production method by liquid blow molding | |
| EP3479996B1 (en) | Container production method by liquid blow molding | |
| JP6690892B2 (ja) | チューブ容器の製造方法およびチューブ容器 | |
| CN201304099Y (zh) | 带6%鲁尔圆锥接头的塑料安瓿包装 | |
| EP3488991B1 (en) | Method of manufacturing container by liquid blow molding | |
| EP3488992B1 (en) | Method of manufacturing container by liquid blow-molding | |
| Baban et al. | Advance techniques in packaging of pharmaceutical | |
| WO1999043549A1 (en) | Method and apparatus for making a filled thermoplastic container by blow-moulding | |
| JPH0834489A (ja) | 液体入り瓶形容器及び瓶形容器への液体の充填方法 | |
| CN103099735A (zh) | 用于酮咯酸氨丁三醇喷雾剂的内胆式药瓶 | |
| JP2017159934A (ja) | ブロー成形容器、およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |