KR20170003103U - 광경화성 소재를 이용한 3d 프린터 - Google Patents
광경화성 소재를 이용한 3d 프린터 Download PDFInfo
- Publication number
- KR20170003103U KR20170003103U KR2020170003772U KR20170003772U KR20170003103U KR 20170003103 U KR20170003103 U KR 20170003103U KR 2020170003772 U KR2020170003772 U KR 2020170003772U KR 20170003772 U KR20170003772 U KR 20170003772U KR 20170003103 U KR20170003103 U KR 20170003103U
- Authority
- KR
- South Korea
- Prior art keywords
- material container
- sliding
- bar
- build platform
- printer
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/35—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/124—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using layers of liquid which are selectively solidified
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/245—Platforms or substrates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
Abstract
본 고안은 광경화성 소재를 이용한 3D 프린터에 관한 것으로서, 광경화성 소재가 담기는 재료통과 상기 재료통의 상부에 배치되어 승강수단에 의해 승강하는 빌드 플랫폼 및 상기 재료통의 하부에 배치된 자외선 프로젝터를 케이스 내에 포함하는 DLP 방식의 3D 프린터에 있어서, 상기 재료통 내를 걸쳐 설치된 슬라이딩 이동바와 상기 슬라이딩 이동바와 연결되어 슬라이딩 이동바를 왕복 이동시키는 이동수단을 더 포함하고, 상기 재료통에 이동수단을 연결하여 슬라이딩 이동바의 왕복 이동과 동시에 재료통을 좌우로 틸팅시키도록 한 것이며, 3D 프린팅 작업을 이루어지는 동안에 재료통 내의 광경화성 소재의 혼합이 원활하게 이루어지면서 사전에 경화되는 것을 확실하게 방지함으로써 양질의 조형물을 3D 프린팅으로 생산할 수 있는 효과가 있다.
Description
본 고안은 광경화성 소재를 이용한 3D 프린터에 관한 것으로서, 상세히는 재료통과 빌드 플랫폼 및 자외선 프로젝터로 구성된 DLP 방식의 3D 프린터의 상기 재료통 내에 슬라이딩 이동바를 설치하고, 상기 재료통의 좌우 틸팅동작 및 슬라이딩 이동바의 왕복 이동을 수행하는 이동수단을 설치하여, 상기 재료통의 바닥면에 있는 액상의 광경화성 소재의 사전 경화 및 이로 인한 빌드 플랫폼과 재료통 바닥면의 접착을 방지하도록 한 광경화성 소재를 이용한 3D 프린터에 관한 것이다.
현재 세계 산업기술의 핵심 트렌드라고 꼽는다면'3D 프린터'를 빼 놓을 수 없다. 이에 3D 프린터는 향후 부가가치가 높은 산업으로의 발전이 예상됨에 따라 각 국의 많은 업체들이 하드웨어(H/W)와 소프트웨어(S/W)를 자체 개발하고자 부단한 노력을 하고 있다. 이러한 3D 프린터의 종류로서, FDM(Fused Deposition Medeling), SLA(Stereolithography), SLS(Selective Laser Sintering), DLP(Digital Light Processing) 방식의 3D 프린터가 있는데, 현재 보급형으로 판매 되고 있는 3D 프린터는 상기 FDM 방식이 주를 이루고 있다. 상기 보급형 FDM 방식의 3D 프린터의 이용 목표는 외관 및 형상을 보는 것에 있다. 그러나 상기 FDM 방식의 3D 프린터는 기계적인 움직임이 많기 때문에 형상 제작 과정에서 실패율이 높아 문제가 되고 있다.
이러한 FDM 방식의 3D 프린터와는 달리 상기 DLP 방식의 3D 프린터는 액상의 광경화성 수지에 빛을 조사하여 경화시키는 것으로 조형물을 제작하는 기기로서, 자외선 빛을 이용한 경화방식을 이용하기 때문에 기구적 움직임(Z축)이 최소이고 형상 제작시 실패율이 낮아 향후 3D 프린팅 방식에서 FDM 방식을 보완하여 많이 사용할 것으로 예상된다. DLP 방식의 3D 프린터는 아크릴, 우레탄, 에폭시 중 하나 이상을 포함하는 광경화성 고분자(photopolymer) 수지에 빛(가시광선)을 조사하여 3차원 형상의 플라스틱 조형물을 제작하는 기기이다. 즉 CAD 시스템으로 모델링한 3차원 형상을 0.05∼0.1mm 두께의 다수의 층으로 분할한 후, 이들 각 층을 슬라이스 데이터(slice data)로 변경하고, 이를 사용하여 광경화성 수지에 빛을 조사하면서 한층 또 한층 차례로 경화시키면서 적층함으로써 조형물을 완성하는 방식으로 각종 형태의 플라스틱 모델을 제조하고 있다.
하지만 상기한 DLP 방식의 3D 프린터는 액상의 광경화성 수지를 경화시켜 플라스틱 조형물을 3D 프린팅으로 제작할 때, 액상의 광경화성 수지가 담긴 재료통의 바닥면에서 상기 수지가 경화되고, 이로 인해 플라스틱 조형물이 3D 인쇄되는 빌드 플랫폼의 베드와 상기 재료통의 바닥이 접착되는 문제가 발생하고 있다. 또한 현재 상기 DLP 방식의 3D 프린터를 제작하는 여러 곳의 해외 기업이 있으나, 대체적으로 3D 프린터의 가격이 워낙 고가(2000만원∼2억원)이기 때문에 일반인들과 중소 및 중견기업들이 사용하기에는 상당한 부담이 있다고 하는 문제가 있다.
본 고안은 상기한 바와 같은 제반 문제점을 개선하기 위해 안출된 것으로서, 그 목적은 재료통과 빌드 플랫폼 및 자외선 프로젝터를 이용한 DLP 방식의 3D 프린터에서, 상기 재료통 내에 슬라이드 이동바를 설치하여 이동수단에 의해 재료통 내를 왕복 이동하도록 수행함과 동시에 상기 이동수단에 의해 재료통도 좌우 틸팅 동작을 수행하도록 함으로써, 3D 프린팅 시 상기 재료통에 담긴 액상의 광경화성 소재의 원활한 혼합이 이루어지고 사전에 경화되는 것을 방지하여, 양질의 3D 프린팅이 이루어지도록 한 광경화성 소재를 이용한 3D 프린터를 제공함에 있다.
상기한 바와 같은 목적을 달성하기 위해 본 고안의 광경화성 소재를 이용한 3D 프린터는, 광경화성 소재가 담기는 재료통과 상기 재료통의 상부에 배치되어 승강수단에 의해 승강하는 빌드 플랫폼 및 상기 재료통의 하부에 배치된 자외선 프로젝터를 케이스 내에 포함하는 DLP 방식의 3D 프린터에 있어서, 상기 재료통 내를 걸쳐 설치된 슬라이딩 이동바와 상기 슬라이딩 이동바와 연결되어 슬라이딩 이동바를 왕복 이동시키는 이동수단을 더 포함하고, 상기 재료통에 이동수단을 연결하여 슬라이딩 이동바의 왕복 이동과 동시에 재료통을 좌우로 틸팅시키도록 한 것을 특징으로 하고 있다.
또 상기 이동수단은 LM가이드로 상기 재료통이 수용되는 틸팅판의 네모서리가 제1 LM블록으로 LM가이드의 가이드레일에 연결됨과 동시에, 상기 슬라이딩 이동바의 일측이 상기 LM가이드의 제2 LM블록에 연결되는 것이 바람직하다.
또 상기 이동수단은 틸팅판의 일측 하단에 연결되어 톱니기어와 맞물린 평기어 및 상기 톱니기어에 연결된 제1 모터를 더 포함하여 가이드레일을 따라 상기 재료통의 좌우 틸팅동작을 수행하고, 상기 제2 LM블록과 연결된 구동벨트 및 상기 구동벨트에 연결된 제2 모터를 더 포함하여 가이드레일을 따라 제2 LM블록에 연결된 상기 슬라이딩 이동바의 왕복 이동을 수행하도록 하는 것이 바람직하다.
또 상기 재료통의 이탈 방지 및 슬라이딩 이동바의 왕복 이동거리를 제한하도록 LM가이드의 부근에 각각 설치한 틸팅 리미트센서 및 슬라이딩 리미트센서를 더 포함하는 것이 바람직하다.
또 상기 승강수단은 빌드 플랫폼에 연결된 수직 액추에이터인 것이 바람직하다.
또 상기 수직 액추에이터의 0점을 잡아주도록 케이스 내에 설치한 수직 리미트센서를 더 포함하는 것이 바람직하다.
상기 빌드 플랫폼은 베드 형태로 구성하여 승강수단에 탈부착이 가능하도록 하는 것이 바람직하다.
또 상기 슬라이딩 이동바는 실리콘 블레이드인 것이 바람직하다.
또 상기 광경화성 소재는 아크릴, 우레탄, 에폭시 중 하나 이상을 포함하는 광경화성 고분자(photopolymer) 액상수지인 것이 바람직하다.
또 상기 재료통에 광경화성 소재를 지속적으로 공급하는 소재공급기를 케이스 내에 설치하는 것이 바람직하다.
본 고안의 광경화성 소재를 이용한 3D 프린터에 의하면, 3D 프린팅 작업을 이루어지는 동안에 재료통 내의 광경화성 소재의 혼합이 원활하게 이루어지면서 사전에 경화되는 것을 확실하게 방지함으로써 양질의 조형물을 3D 프린팅으로 생산할 수 있는 효과가 있다.
또한 DLP 방식의 3D 프린터를 저렴한 가격으로 공급할 수 있어 개인이나 중소기업에서도 부담 없이 사용할 수 있는 효과가 있다.
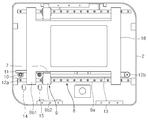
도 1은 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 부분 절개 사시도
도 2는 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 횡단면도
도 3은 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 종단면도
도 2는 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 횡단면도
도 3은 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 종단면도
이하, 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 바람직한 실시예를 첨부한 도면을 참조로 하여 상세히 설명한다. 본 고안은 이하에서 개시되는 실시예에 한정되는 것이 아니라 서로 다른 다양한 형태로 구현될 수 있으며, 단지 본 실시예는 본 고안의 개시가 완전하도록 하며 통상의 지식을 가진 자에게 고안의 범주를 완전하게 알려주기 위하여 제공되는 것이다.
도 1은 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 부분 절개 사시도이고, 도 2는 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 횡단면도이며, 도 3은 본 고안에 따른 광경화성 소재를 이용한 3D 프린터의 주요부 종단면도를 도시한 것이다.
도 1 내지 도 3에 도시한 바와 같이, 전면에 도어 또는 탈부착형 커버(1)가 장착된 케이스(2) 내의 중간에 광경화성 소재가 담기는 수조 형태의 재료통(3)이 설치되고, 상기 재료통(3) 위에 수직 액추에이터와 같은 승강수단(4)과 연결된 빌드 플랫폼(5)이 베드 형태로 설치되며, 상기 재료통(3) 아래에 자외선 프로젝터(6)가 설치되는 것은 종래 DLP 방식의 3D 프린터의 구성과 동일하다. 이러한 DLP 방식의 3D 프린터의 구성에서 본 발명에 따른 광경화성 소재를 이용한 3D 프린터는 상기 재료통(3) 내에 슬라이딩 이동바(7)를 설치하고, 상기 재료통(3)의 좌우 틸팅동작 및 슬라이딩 이동바(7)의 왕복 이동을 동시에 수행하는 이동수단(8)을 상기 재료통(3)이 수용되는 틸팅판(18) 및 슬라이딩 이동바(7)와 연계하여 설치한 것이다. 상기 광경화성 소재로는 아크릴, 우레탄, 에폭시 중 하나 이상을 포함하는 광경화성 고분자(photopolymer) 액상수지를 사용하게 된다.
여기서 상기 슬라이딩 이동바(7)는 도 2를 기준으로 재료통(3) 내를 상하로 가로질러 설치되어, 상기 재료통(3) 내의 좌우 한쪽에서 다른 쪽 사이를 슬라이드 왕복 이동하도록 되어 있다. 또한 슬라이딩 이동바(7)는 실리콘 블레이드 형태로 구성하여 빌드 플랫폼(5)의 베드에 적층되는 조형물의 각 슬라이스 층의 바닥면과 닿아 이동하도록 함으로써 상기 바닥면을 세척하는 역할도 하게 된다.
또한 상기 이동수단(8)은 LM가이드(9)로 구성되어 상기 LM가이드(9)에 틸팅판(18)과 슬라이딩 이동바(7)를 연결하여 상기 재료통(3)의 좌우 틸팅동작 및 슬라이딩 이동바(7)의 슬라이드 왕복 이동을 수행하도록 한 것이며, 이러한 이동수단(8)은 상기 틸팅판(18)에 연결된 톱니기어(10)와 평기어(11)의 기어조합체 및 제1 모터(12a), 상기 슬라이딩 이동바(7)에 연결된 제2 모터(12b)와 구동벨트(13)를 포함하여 구성하며, 각 구성들의 구체적인 연결 관계는 다음과 같다.
상기 LM가이드(9)는 도 2를 기준으로 재료통(3)이 수용되는 틸팅판(18)의 상부 및 하부에 일정간격을 두고 각각 나란히 설치된 각 가이드레일(9a)에 상기 틸팅판(18)의 제1 LM블록(9b1)과 슬라이딩 이동바(7)의 제2 LM블록(9b2)이 간격을 두고 동시에 연결되어 구성한 것이다. 즉 상기 틸팅판(18)의 네모서리를 돌출시켜 제1 LM블록(9b1)으로 구성한 후 상기 가이드레일(9a)에 연결하고, 동시에 상기 슬라이딩 이동바(7)의 양쪽 끝단과 연결되는 제2 LM블록(9b2)을 가이드레일(9a)에 연결한 것이다. 따라서 상기 LM가이드(9)의 구성은 상하 양쪽의 2개의 가이드레일(9b)에 틸팅판(18)의 네모서리의 제1 LM블록(9b1)과 슬라이딩 이동바(7)의 양쪽 제2 LM블록(9b2)이 간격을 두고 동시에 연결된 것이다.
상기 톱니기어(10)와 평기어(11)의 기어조합체 및 제1 모터(12a)의 연결은 상기 평기어(11)가 틸팅판(18) 밑의 한쪽 끝의 하단에 연결되고, 상기 톱니기어(10)가 평기어(11)에 맞물려 연결되며, 상기 톱니기어(10)에 제1 모터(12a)를 연결한 것이다. 또한 상기 제2 모터(12b)와 구동벨트(13)의 연결은 틸팅판(18)의 다른 쪽 끝의 한쪽 가이드레일(9a) 옆에 제2 모터(12b)가 설치되고, 상기 제2 모터(12b)와 슬라이딩 이동바(7)에 연결된 제2 LM블록(9b2)이 구동벨트(13)로 서로 연결된 것이다.
따라서 제1 모터(12a)의 구동으로 톱니기어(10)와 평기어(11)가 맞물려 회전하면, 제1 LM블록(9b1)이 가이드레일(9a)을 따라 이동하는 것에 맞추어 상기 틸팅판(18)과 함께 재료통(3)이 좌우 틸팅동작을 수행하게 된다. 또한 상기 틸팅판(18)과 함께 재료통(3)의 좌우 틸팅동작과 동시에 제2 모터(12b)의 구동으로 구동벨트(13)에 연결된 제2 LM블록(9b2)이 가이드레일(9b)을 따라 이동함으로써, 상기 제2 LM블록(9b2)에 연결된 슬라이딩 이동바(7)가 틸팅판(18)의 한쪽에서 다른 쪽 방향으로 일정 거리를 움직인 후 제자리로 돌아오는 슬라이드 왕복 이동을 수행하게 된다. 이러한 재료통(3)의 좌우 틸팅동작과 슬라이딩 이동바(7)의 슬라이드 왕복 이동에 의해 상기 재료통(3)에 담긴 광경화성 액상 수지를 전체적으로 잘 혼합해 주면서 액상 수지의 액체 표면을 정리하고, 또한 상기 광경화성 액상 수지가 사전에 경화되는 것을 방지하는 역할을 한다.
한편 상기 틸팅판(18)과 함께 의 네모서리의 제1 LM블록(9b1) 중 하단 좌측의 제1 LM블록(9b1)과 일정 간격을 두고 틸팅 리미트센서(14)가 설치되어, 상기 재료통(3)의 이동거리를 제한함으로써 좌우 틸팅동작에 의한 이탈을 방지하도록 한다. 또한 상기 제2 LM블록(9b2)과 일정 간격을 두고 슬라이딩 리미트센서(15)가 설치되어, 상기 제2 LM블록(9b2)에 연결된 슬라이딩 이동바(7)의 왕복 이동거리를 제한하도록 한다. 또한 상기 빌드 플랫폼(5)의 승강수단(4)으로서 수직 액추에이터의 부근에 Z축 리미트센서를 설치하여 빌드 플랫폼(5)의 0점을 잡아주는 역할을 하도록 한다.
상기 재료통(3)에 담기는 광경화성 액상 수지는 3D 프린팅 시 지속적으로 공급되어야 하므로, 상기 케이스(2) 내에 광경화성 액상 수지를 재료통(3)에 계속해서 공급해주는 소재공급기(미도시)를 설치하는 것이 바람직하다.
또한 상기 승강수단(5)과 이동수단(8)의 작동, 리미트센서에 의한 재료통(3)과 슬라이딩 이동바(7)의 이동거리 제한 및 소재공급기 등의 동작을 제어하는 제어부를 상기 케이스(2) 내에 설치하고, 상기 케이스(2) 전면의 LCD 패널(16)에 연결하는 것이 바람직하다.
이와 같은 본 고안의 광경화성 소재를 이용한 3D 프린터의 3D 프린팅을 위한 간단한 작동순서를 도 3을 참조하여 설명하면 다음과 같다.
먼저 상기 재료통(3) 상에서 Z축 리미트센서에 의해 상기 빌드 플랫폼(5)의 위치를 정렬하는 0점을 잡아주도록 한다.
다음에 승강수단(4)인 수직 액추에이터에 의해 상기 빌드 플랫폼(5)의 베드를 하강시켜 재료통(3)의 바닥면과 0.01㎜ 간격을 둔 상태에서, 상기 재료통(3) 아래의 자외선 프로젝터(6)로 자외선을 빌드 플랫폼(5)의 베드를 향해 조사함으로써 재료통(3)에 담긴 광경화성 액상 수지를 경화시켜 상기 베드의 하면에 만들고자 하는 조형물의 1개층을 조성한다.
다음에 상기 빌드 플랫폼(5)의 베드를 승강수단(4)인 수직 액추에이터에 의해 0.01㎜ 상승시킴과 동시에 이동수단(8)에 의해 슬라이딩 이동바(7)를 한쪽에서 다른 쪽 끝까지 이동시킨다.
다음에 슬라이딩 이동바(7)가 다른 쪽 끝에서 한쪽으로 되돌아오는 순간, 상기 틸팅판(18)과 함께 재료통(3)도 동시에 이동수단(8)에 의해 좌우로 짧은 거리를 왕복 이동하는 틸팅 동작을 수행하도록 한다.
다음에 이러한 전체적인 동작을 상기 빌드 플랫폼(5)의 베드가 계속해서 0.01㎜ 상승시킴과 동시에 반복적으로 실시함으로써, 광경화성 액상 수지가 0.01㎜의 층으로 계속해서 경화되어 적층되면서 만들고자 하는 조형물을 완성하게 된다.
이와 같이 상기 빌드 플랫폼(5)의 베드가 계속해서 0.01㎜ 상승할 때마다 슬라이딩 이동바(7)를 재료통(3) 내에서 슬라이드 왕복 이동시키고 상기 틸팅판(18)과 함께 재료통(3)을 좌우로 틸팅 동작시키면, 광경화성 액상 수지가 고르게 혼합되면서 경화되지 않고 이에 따라 상기 빌드 플랫폼(5)의 베드가 재료통(3)의 바닥면과 접착되지 않는 상태에서 안정적으로 3D 프린팅이 이루어지므로, 양질의 플라스틱 조형물(17)을 조성할 수 있게 된다.
이상과 같이 본 고안에 따른 광경화성 소재를 이용한 3D 프린터에 대해서 예시한 도면을 참조로 하여 설명하였으나, 본 명세서에 개시된 실시예와 도면에 의해 본 발명이 한정되는 것은 아니며, 본 고안의 기술사상의 범위 내에서 당업자에 의해 다양한 변형이 이루어질 수 있음은 물론이다.
1 : 도어 또는 커버
2 : 케이스
3 : 재료통 4 : 승강수단
5 : 빌드 플랫폼 6 : 자외선 프로젝터
7 : 슬라이딩 이동바 8 : 이동수단
9 : LM가이드 9a : 가이드레일
9b1 : 제1 LM블록 9b2 : 제2 LM블록
10 : 톱니기어 11 : 평기어
12a : 제1 모터 12b : 제2 모터
13 : 구동벨트 14 : 틸팅 리미트센서
15 : 슬라이딩 리미트센서 16 : LCD 패널
17 : 조형물 18 : 틸팅판
3 : 재료통 4 : 승강수단
5 : 빌드 플랫폼 6 : 자외선 프로젝터
7 : 슬라이딩 이동바 8 : 이동수단
9 : LM가이드 9a : 가이드레일
9b1 : 제1 LM블록 9b2 : 제2 LM블록
10 : 톱니기어 11 : 평기어
12a : 제1 모터 12b : 제2 모터
13 : 구동벨트 14 : 틸팅 리미트센서
15 : 슬라이딩 리미트센서 16 : LCD 패널
17 : 조형물 18 : 틸팅판
Claims (7)
- 광경화성 소재가 담기는 재료통과 상기 재료통의 상부에 배치되어 승강수단에 의해 승강하는 빌드 플랫폼 및 상기 재료통의 하부에 배치된 자외선 프로젝터를 케이스 내에 포함하는 DLP 방식의 3D 프린터에 있어서,
상기 재료통 내를 걸쳐 설치된 슬라이딩 이동바와 상기 슬라이딩 이동바와 연결되어 슬라이딩 이동바를 왕복 이동시키는 이동수단을 더 포함하고, 상기 재료통에 이동수단을 연결하여 슬라이딩 이동바의 왕복 이동과 동시에 재료통을 좌우로 틸팅시키도록 한 것을 특징으로 하며,
상기 이동수단은 LM가이드로 상기 재료통이 수용되는 틸팅판의 네모서리가 제1 LM블록으로 LM가이드의 가이드레일에 연결됨과 동시에, 상기 슬라이딩 이동바의 일측이 상기 LM가이드의 제2 LM블록에 연결된 것을 특징으로 하고,
상기 이동수단은 틸팅판의 일측 하단에 연결되어 톱니기어와 맞물린 평기어 및 상기 톱니기어에 연결된 제1 모터를 더 포함하여 가이드레일을 따라 상기 재료통의 좌우 틸팅동작을 수행하고, 상기 제2 LM블록과 연결된 구동벨트 및 상기 구동벨트에 연결된 제2 모터를 더 포함하여 가이드레일을 따라 제2 LM블록에 연결된 상기 슬라이딩 이동바의 왕복 이동을 수행하도록 한 것을 특징으로 하며,
상기 슬라이딩 이동바는 실리콘 블레이드인 것을 특징으로 하고,
상기 슬라이딩 이동바는 재료통 내의 좌우 한쪽에서 다른 쪽 사이를 슬라이드 왕복 이동하도록 되어 있으며,
상기 실리콘 블레이드는 빌드 플렛폼의 베드에 적층되는 조형물의 각 슬라이스 층의 바닥면과 닿아 이동하도록 함으로써 상기 바닥면을 세척하는 역할을 수행하는 광경화성 소재를 이용한 3D 프린터. - 제1항에 있어서,
상기 재료통의 이탈 방지 및 슬라이딩 이동바의 왕복 이동거리를 제한하도록 LM가이드의 부근에 각각 설치한 틸팅 리미트센서 및 슬라이딩 리미트센서를 더 포함하는 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터. - 제1항에 있어서,
상기 승강수단은 빌드 플랫폼에 연결된 수직 액추에이터인 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터. - 제3항에 있어서,
상기 수직 액추에이터의 0점을 잡아주도록 케이스 내에 설치한 수직 리미트센서를 더 포함하는 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터. - 제1항에 있어서,
상기 빌드 플랫폼은 베드 형태로 구성하여 승강수단에 탈부착이 가능하도록 한 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터. - 제1항에 있어서,
상기 광경화성 소재는 아크릴, 우레탄, 에폭시 중 하나 이상을 포함하는 광경화성 고분자(photopolymer) 액상수지인 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터. - 제1항에 있어서,
상기 재료통에 광경화성 소재를 지속적으로 공급하는 소재공급기를 케이스 내에 설치한 것을 특징으로 하는 광경화성 소재를 이용한 3D 프린터.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020170003772U KR20170003103U (ko) | 2017-07-19 | 2017-07-19 | 광경화성 소재를 이용한 3d 프린터 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020170003772U KR20170003103U (ko) | 2017-07-19 | 2017-07-19 | 광경화성 소재를 이용한 3d 프린터 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160010662 Division | 2016-01-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170003103U true KR20170003103U (ko) | 2017-09-04 |
Family
ID=60571113
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR2020170003772U KR20170003103U (ko) | 2017-07-19 | 2017-07-19 | 광경화성 소재를 이용한 3d 프린터 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170003103U (ko) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200017570A (ko) | 2018-07-23 | 2020-02-19 | 주식회사 덴티스 | 표시부와 조작부가 일체형으로 이루어진 내장품을 갖는 3d 프린터 |
| WO2020190645A1 (en) * | 2019-03-15 | 2020-09-24 | Formlabs, Inc. | Techniques for mixing in additive fabrication and related systems and methods |
| KR20200143052A (ko) * | 2019-06-14 | 2020-12-23 | 삼육대학교산학협력단 | 재료 교반 기능을 갖는 3차원 프린터 시스템 |
| KR102418444B1 (ko) | 2021-07-21 | 2022-07-08 | 헵시바주식회사 | 빌드 플레이트 교정 디바이스 및 빌드 플레이트 교정 방법 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130038101A (ko) | 2011-10-08 | 2013-04-17 | 이영종 | 멀티 프로젝션을 이용한 고해상도 치아 모델 제작용 3차원 프린터 |
-
2017
- 2017-07-19 KR KR2020170003772U patent/KR20170003103U/ko not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130038101A (ko) | 2011-10-08 | 2013-04-17 | 이영종 | 멀티 프로젝션을 이용한 고해상도 치아 모델 제작용 3차원 프린터 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20200017570A (ko) | 2018-07-23 | 2020-02-19 | 주식회사 덴티스 | 표시부와 조작부가 일체형으로 이루어진 내장품을 갖는 3d 프린터 |
| WO2020190645A1 (en) * | 2019-03-15 | 2020-09-24 | Formlabs, Inc. | Techniques for mixing in additive fabrication and related systems and methods |
| US10987873B2 (en) | 2019-03-15 | 2021-04-27 | Formlabs, Inc. | Techniques for mixing in additive fabrication and related systems and methods |
| KR20200143052A (ko) * | 2019-06-14 | 2020-12-23 | 삼육대학교산학협력단 | 재료 교반 기능을 갖는 3차원 프린터 시스템 |
| KR102418444B1 (ko) | 2021-07-21 | 2022-07-08 | 헵시바주식회사 | 빌드 플레이트 교정 디바이스 및 빌드 플레이트 교정 방법 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170003103U (ko) | 광경화성 소재를 이용한 3d 프린터 | |
| KR100606457B1 (ko) | 3차원 프린팅 조형시스템 | |
| JP6030185B2 (ja) | 3dプリンティング装置及び方法、これを利用した鉄骨コンクリート構造物の施工方法 | |
| KR101526827B1 (ko) | 3d 프린팅 장치 및 이를 이용한 철골 콘크리트 구조물 시공방법 | |
| CN103921443B (zh) | 3d打印方法及3d打印系统 | |
| CN104325643B (zh) | 一种制作3d产品的方法及其装置 | |
| CN103764376A (zh) | 逐层构造模型的装置 | |
| CN105711088B (zh) | 一种光固化3d打印机 | |
| JP6510179B2 (ja) | 3次元プリンタ、及び、3次元造形物製造方法 | |
| JP2008155477A (ja) | 三次元造形装置 | |
| JP2015136915A (ja) | 三次元造形装置および三次元造形方法 | |
| KR102555892B1 (ko) | 광중합형 3차원 프린터 | |
| TWI779796B (zh) | 於輸送帶上之研磨墊的積層製造 | |
| CN211762249U (zh) | 多材料3d打印设备 | |
| EP3823813B1 (en) | A method of layerwise building up an object and a 3d printing device for performing such a method | |
| JP2015027738A (ja) | 三次元造形装置 | |
| KR102171814B1 (ko) | 분할 성형 지원형 광경화 3d 프린터 | |
| TW201141674A (en) | Rapid prototyping apparatus for object realization using printing and rapid prototyping method | |
| CN204451222U (zh) | 基于dlp的3d打印机 | |
| JP6296448B2 (ja) | 造形ユニットおよび三次元積層造形装置 | |
| CN107538739A (zh) | 复合式三维成型机及其打印模块 | |
| CN112590213B (zh) | 一种光固化三维打印装置和打印方法 | |
| KR102143951B1 (ko) | 3d 프린터용 수조 | |
| TW201713489A (zh) | 下照式光投影多材料之三維列印系統 | |
| JP2004230692A (ja) | 造形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |