KR20160024947A - 이온 교환 유리 및 결과물인 제품 - Google Patents
이온 교환 유리 및 결과물인 제품 Download PDFInfo
- Publication number
- KR20160024947A KR20160024947A KR1020167001806A KR20167001806A KR20160024947A KR 20160024947 A KR20160024947 A KR 20160024947A KR 1020167001806 A KR1020167001806 A KR 1020167001806A KR 20167001806 A KR20167001806 A KR 20167001806A KR 20160024947 A KR20160024947 A KR 20160024947A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- layer
- mpa
- compressive stress
- mol
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10082—Properties of the bulk of a glass sheet
- B32B17/10119—Properties of the bulk of a glass sheet having a composition deviating from the basic composition of soda-lime glass, e.g. borosilicate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10128—Treatment of at least one glass sheet
- B32B17/10137—Chemical strengthening
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10743—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing acrylate (co)polymers or salts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/1077—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10788—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing ethylene vinylacetate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
Abstract
제1유리층, 제2유리층, 및 상기 제1 및 제2유리층 사이에 있는 적어도 하나의 폴리머 중간층을 갖는 적층 구조가 개시된다. 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함한다. 상기 제2유리층은 또한 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함한다.
Description
본 출원은 2013년 6월 25일자에 출원된 미국 출원번호 제13/926,461호 및 2012년 9월 26일자에 출원된 미국 출원번호 제13/626,958호의 우선권을 주장하며, 그 전체 내용은 참조로서 본원에 포함된다.
여기에 기술된 구현예는 이온 교환된 유리, 특히 중간의(moderate) 압축 응력, 압축층의 높은 깊이, 및/또는 바람직한 중심 장력을 갖는 유리를 생산하는 방법에 관한 것이다.
유리 적층체는 자동차, 철도 차량, 기관차 및 비행기를 포함하는 건축 및 차량 또는 수송 적용에서 윈도우 및 창유리로서 사용될 수 있다. 유리 적층체는 또한 난간 및 계단에서 유리 패널로서, 및 벽, 컬럼, 엘리베이터 칸, 주방용품 및 기타 적용을 위한 장식용 패널 또는 커버링으로서 사용될 수 있다. 여기서 사용되는 바에 따라, 창유리 또는 적층된 유리 구조는 윈도우, 패널, 벽, 외함, 신호 또는 다른 구조의 투명, 반-투명(semi-transparent), 반투명(translucent) 또는 불투명한 부분이다. 건축 및/또는 차량 적용에 사용되는 통상의 창유리 타입은 맑은 착색 적층 유리 구조를 포함한다.
종래의 자동차 창유리 구조는 폴리비닐 부티랄 (PVB) 중간층을 갖는 2중의 2 mm 소다 라임 유리로 구성될 수 있다. 이러한 적층 구조는 저비용 및 자동차 및 다른 적용을 위한 충분한 충격 저항성을 포함하여 특정 이점을 갖는다. 그러나, 이들의 제한된 충격 저항성 및 높은 중량으로 인하여, 이들 적층체는 통상적으로 노변 잔해, 반달(vandals) 및 다른 충격 대상에 의해 충격이 가해진 경우, 파손의 높은 가능성 및 각각의 차량에 대한 낮은 연료 효율성을 포함하여 불량한 성능 특성을 나타낸다.
강도가 중요한 적용에서(상기 자동차 적용과 같은), 종래 유리의 강도는 코팅, 열 템퍼링 및 화학적 강화(이온 교환)를 포함하는 몇 가지 방법에 의해 향상될 수 있다. 열 템퍼링은 두꺼운 모놀리식 유리 시트에 통상적으로 사용되며, 상기 전체 유리 두께의 통상적으로 20 내지 25%의, 상기 유리 표면을 통한 두꺼운 압축층을 생성하는 이점을 갖는다. 그러나, 불리하게, 상기 압축 응력의 크기는 상대적으로 낮은, 통상적으로 100 MPa 미만이다. 또한, 열 템퍼링은 약 2 mm와 같은 상대적으로 박형의 유리에 대해서 점점 더 비효율적으로 된다.
반대로, 이온 교환 (IX) 기술은 표면에서 약 1000 MPa 만큼 높은, 상기 처리된 유리 내에서 높은 수준의 압축 응력을 생산할 수 있으며, 매우 박형의 유리에 적합하다. 그러나, 불리하게, 이온 교환은 통상적으로 수십 마이크로미터 등과 같은 차수로, 상대적으로 좁은 압축층으로 제한된다. 상기 높은 압축 응력은 매우 높은 무딘 충격 저항성으로 초래될 수 있으며, 이는 유리가 손상을 방해하도록 특정 충격 하중에서 파손되도록 요구되는 ECE (UN 유럽경제위원회) R43 헤드형 충격 시험(Head Form Impact Test)과 같은 자동차 적용을 위한 특정 안정 기준을 통과하지 않을 수 있다. 종래의 연구 및 개발 노력은 충격 저항의 경비에서 차량 적층체의 조절된 또는 선택적 파손에 초점이 맞추어졌다.
상기 종래의 단일 단계 이온 교환 공정이 긴(long) 이온 교환 단계를 이용하여 좀 더 높은 깊이의 응력층(DOL)을 달성하고, 이러한 너무 긴 기간은 또한 상기 유리의 선택된 취약성 한계를 지나서 중심 장력 (CT)에서의 증가로 귀결되며, 상기 유리의 바람직하지 않은 파쇄를 초래한다. 예로서, Corningⓡ Gorillaⓡ Glassⓡ의 4 인치 × 4 인치 × 0.7 mm 시트가 긴 단일 단계 이온 교환 공정(475℃에서 8시간)이 순수 KNO3에서 수행되는 경우 파열 시 바람직하지 않은 파쇄(다수의 작은 조각으로의 역동적인 파괴)를 나타낸다는 것이 실험에 의해 새로이 발견되었다. 실제, 약 101 ㎛의 DOL이 달성됨에도 불구하고, 65 MPa의 상대적으로 높은 CT가 초래되며, 이는 상기 대상 유리 시트의 바람직한 취약성 한계(48 MPa)보다 높다.
또한, 설비 자동차 창유리(이온 교환된 유리를 이용한)는 실리카 샌드, 튀어나온 잔해, 등과 같은 환경성 연마 물질에 노출되어 약 75 ㎛의 깊이 만큼 내부 스크래치가 발전될 수 있다. 이러한 깊이는 압축층의 통상적인 깊이(예를 들어, 수 십 마이크로미터)를 초과할 것이며, 이는 상기 유리에 예기치않은 파열을 초래할 수 있다.
전술한 바와 같이, 중간 압축 응력, 높은 깊이의 압축층, 및/또는 바람직한 중심 장력이 중요하게 고려되는 특정 유리 적용을 다루기 위한 신규한 방법 및 장치가 필요하다.
여기에 기술된 하나 이상의 구현예에 따르면, 스크래치 및 충격에 대한 저항성을 갖는, 이온 교환 기술로부터 표면 압축층을 갖는 박형 유리 제품을 위한 방법 및 장치가 제공된다. 상기 유리 제품은 상대적으로 높은 깊이의 압축층(DOL)을 나타내며, 이는 환경 손상에 대한 내성을 갖도록 한다. 특히, 상기 유리 표면에서의 압축 응력 (CS)은 전통적인 이온 교환된 유리보다 낮고, 이는 상기 유리가 자동차 충격 안정성 기준(ECE R43 헤드 형 충격 시험과 같은)을 통과하도록 하며, 따라서, 자동차 창유리 적용에 적합하다.
실시예로서, 하나 이상의 구현예는 (i) 이온 교환 단계, 및 (ii) 어닐링 단계를 포함하는 중간 CS 및 높은 DOL을 갖는 박형 유리를 얻는 이온 교환 공정을 포함할 수 있다.
하나 이상의 구현예에 따르면, 표면에 인접한 유리 시트 내의 이온이 용용 염 욕으로부터의 큰 이온으로 교환되도록 제1기간의 시간동안 하나 이상의 제1온도에서 용융 염 욕 내에 유리 시트를 침지시키며, 이에 따라 (i) 상기 유리 시트의 표면에서의 초기 압축 응력 (iCS), (ii) 상기 유리 시트 내로의 압축층의 초기 깊이(iDOL), 및 (iii) 상기 유리 시트 내로의 초기 중심 장력(iCT)을 생성시키는 것에 의한 이온 교환 공정을 수행하는 단계를 포함하는, 하나 이상의 조치를 수행함으로써 방법 및 장치는 생성물을 제공하거나 및/또는 초래한다. 상기 조치는 상기 이온 교환 공정이 완료된 이후, 상기 초기 압축 응력(iCS), 상기 압축층의 초기 깊이(iDOL) 및 상기 초기 중심 장력(iCT) 중 적어도 하나가 변형되도록 제2기간의 시간동안 하나 이상의 제2온도로 상기 유리 시트를 상승시킴으로써 상기 유리 시트를 어닐링하는 단계를 더욱 포함할 수 있다.
상기 조치는 상기 이온 교환 공정 동안 다음 중 적어도 하나를 더욱 제공할 수 있다: (i) 상기 용융 염 욕이 KNO3를 포함하며, (ii) 상기 하나 이상의 제1온도가 약 370 - 500℃ 범위 내에 있으며, 그리고 (iii) 상기 제1기간의 시간이 약 8시간과 같은 약 4-24시간의 범위 내에 있음.
상기 조치는 상기 어닐링 공정 동안 다음 중 적어도 하나를 더욱 제공할 수 있다: (i) 상기 어닐링 공정은 공기 환경에서 수행되며; (ii) 상기 하나 이상의 제2온도는 약 400 - 550℃ 범위 내에 있으며, 그리고 (iii) 상기 제2기간의 시간이 약 8시간과 같은 약 0.5-24시간의 범위 내에 있음.
상기 조치들은 상기 이온 교환 공정 이후, 상기 초기 압축 응력(iCS)이 미리결정된 값을 초과하는 것과, 그리고 상기 어닐링 공정 이후 상기 초기 압축 응력(iCS)이 상기 미리결정된 값 이하인 최종 압축 응력(fCS)으로 감소되는 것을 더욱 제공할 수 있다.
상기 조치는 상기 이온 교환 공정 이후, 상기 압축층의 초기 깊이(iDOL)가 미리결정된 값 아래인 것과, 그리고 상기 어닐링 공정 이후 상기 압축층의 초기 깊이(iDOL)가 상기 미리결정된 값 이상인 압축층의 최종 깊이(fDOL)로 증가하는 것을 더욱 제공할 수 있다.
상기 조치는 상기 이온 교환 공정 이후, 상기 초기 중심 장력(iCT)이 미리결정된 값을 초과하는 것, 그리고 상기 어닐링 공정 이후, 상기 초기 중심 장력(iCT)이 상기 미리결정된 값 이하인 최종 중심 장력(fCT)으로 감소되는 것을 더욱 제공할 수 있다
상기 조치는 상기 초기 압축 응력(iCS)이 약 500 MPa 이상인 것, 그리고 상기 최종 압축 응력(fCS)이 약 350 MPa 미만, 또는 약 300 MPa 미만과 같은 약 400 MPa 이하인 것을 더욱 제공할 수 있다.
상기 조치는 통상적으로 약 40 ㎛를 갖는 약 75 ㎛ 이하의 압축층의 초기 깊이(iDOL), 및 상기 압축층의 최종 깊이(fDOL)가 약 90 ㎛ 이상, 또는 약 80 ㎛ 이상인 것을 더욱 제공할 수 있다.
상기 조치는 상기 초기 중심 장력(iCT)이 상기 유리 시트의 선택된 원하는 취약성 한계 이상이며, 그리고 상기 최종 중심 장력(fCT)이 상기 유리 시트의 선택된 취약성 한계 아래인 것을 더욱 제공할 수 있다.
실시예로서, 여기에 기술된 하나 이상의 구현예를 이용하여 생산된 장치는 다음을 갖는 유리 시트를 포함할 수 있다: (i) 약 400 MPa 이하, 또는 약 350 MPa 미만, 또는 약 300 MPa 미만인, 이온 교환된 유리 시트의 표면에서의 압축 응력 (CS), (ii) 약 80 ㎛ 이상, 또는 약 90 ㎛ 이상인 유리 시트 내로의 압축층(DOL)의 깊이, 및 (iii) 상기 유리 시트의 선택된 취약성 한계 아래인 유리 시트 내의 중심 장력(CT).
예시적인 구현예는 ECE R43 헤드형 시험에서 평가될 때 2중 수준의 적합한 표면 압축 응력을 견딜 수 있도록 고안되고 제조될 수 있는, Gorillaⓡ 유리와 같은 적어도 한겹의 화학적으로 강화된 유리를 갖는 경-량의 유리 적층체를 제공한다. 추가적인 구현예는 약 250 MPa 내지 약 350 MPa 사이 및 바람직하게는 약 300 MPa의 표면 잔류 CS를 가지며, 적어도 60 마이크론의 DOL을 갖는 두겹의 0.7 mm 두께의 화학적으로 강화된 유리를 포함할 수 있다. 이러한 두겹의 유리는 다음으로 이에 한정되지 않으나 0.8 mm 두께의 폴리-비닐 부티랄 또는 다른 폴리머 중간층 물질과 같은 중간층 물질에 의해 결합될 수 있다.
또 다른 구현예는 제1유리층, 제2유리층, 및 상기 제1 및 제2유리층 사이에 들어가는 적어도 하나의 폴리머 중간층을 갖는 적층 구조를 제공한다. 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있다.
추가적인 구현예는 제1유리층, 제2유리층, 및 상기 제1 및 제2유리층 사이에 들어가는 적어도 하나의 폴리머 중간층을 갖는 적층 구조를 제공한다. 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있으며, 상기 제2유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 DOL을 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있다.
여기에 기술되고 논의된 구현예들의 다른 관점, 특징 및 이점은 첨부된 도면과 함께 본 설명으로부터 당업자에게 명백할 것이다.
설명을 위하여, 도면에서 바람직한 형태로 주어지나 여기에 기술되고 논의된 구현예들이 상기와 같은 정밀한 배열 및 도시된 수단에 한정되지 않음이 이해될 것이다.
도 1은 여기에 기술된 하나 이상의 구현예에 따라 수행될 수 있는 하나 이상의 공정 단계를 도시한 공정 흐름도이다.
도 2는 도 1의 하나 이상의 공정 단계로 투입된 유리 시트의 하나 이상의 특성에서의 변화를 도시한 그래프이다.
도 3은 도 1의 하나 이상의 공정 단계에 투입된 유리 시트의 표면의 압축 응력에서의 변화를 도시한 그래프이다.
도 4는 공정되지 않은 유리 시트 대비 도 1의 하나 이상의 공정 단계에 투입된 다수의 유리 시트에 대한 파열 하중에서의 변화를 나타낸 그래프이다.
도 5는 본 기재의 일부 구현예를 나타낸 단면도이다.
도 6은 본 기재의 추가적인 구현예의 사시도이다.
도 7은 본 기재의 일부 구현예의 보유 강도 데이터를 나타낸 그래프이다.
도 1은 여기에 기술된 하나 이상의 구현예에 따라 수행될 수 있는 하나 이상의 공정 단계를 도시한 공정 흐름도이다.
도 2는 도 1의 하나 이상의 공정 단계로 투입된 유리 시트의 하나 이상의 특성에서의 변화를 도시한 그래프이다.
도 3은 도 1의 하나 이상의 공정 단계에 투입된 유리 시트의 표면의 압축 응력에서의 변화를 도시한 그래프이다.
도 4는 공정되지 않은 유리 시트 대비 도 1의 하나 이상의 공정 단계에 투입된 다수의 유리 시트에 대한 파열 하중에서의 변화를 나타낸 그래프이다.
도 5는 본 기재의 일부 구현예를 나타낸 단면도이다.
도 6은 본 기재의 추가적인 구현예의 사시도이다.
도 7은 본 기재의 일부 구현예의 보유 강도 데이터를 나타낸 그래프이다.
다음의 설명에서, 도면에서 유사하거나 대응되는 부분에 대해서 유사한 참조 부호가 부여된다. 또한, 다르게 특정되지 않는 한, "상부", "하부", "내부" 및 기타 유사용어와 같은 용어들은 편의를 위한 단어로서 한정하는 용어로서 고려되어서는 안된다. 나아가, 원소 및 이들의 조합의 그룹 중 적어도 하나를 포함하는 것으로서 기술될 때, 상기 그룹은 기술된 원소들의 모든 수를 개별적으로 또는 서로 조합하는 것 중 하나로 포함하거나, 필수적으로 구성되거나 또는 구성될 수 있는 것으로 이해된다.
유사하게, 그룹이 적어도 하나의 원소 또는 이들의 조합 중 적어도 하나의 군으로 구성되는 것으로 기술되는 경우, 상기 그룹은 기술된 원소들의 모든 수를 개별적으로 또는 서로 조합하는 것 중 하나로 포함하거나, 필수적으로 구성되거나 또는 구성될 수 있는 것으로 이해된다. 다르게 특정되지 않는 한, 값의 범위는 언급될 때 상기 범위의 상한 및 하한값 모두를 포함한다. 여기서 사용되는 바에 따라, 부정관사 "일(a)", 및 "일(an)" 및 대응되는 정관사 "상기(the)"는 다르게 특정되지 않는 한, "적어도 하나" 또는 "하나 이상"을 의미한다.
본 기재의 다음의 설명은 가능한 교시 및 최선의 최신-알려진 구현예로서 제공된다. 당업자라면 여기에 본 기재의 유리한 결과를 얻으면서도 여기에 기술된 구현예에 많은 변화가 이루어질 수 있음을 인식할 것이다. 또한 본 기재의 바람직한 이익 중 일부는 다른 특징 없이 본 기재의 일부 특징을 선택함으로써 얻어질 수 있음이 명백할 것이다. 따라서, 당업자라면 본 기재의 많은 변형 및 맞춤이 가능하며 특정 환경에서 바람직할 수 있고 본 기재의 일부임을 인식할 것이다. 따라서, 다음의 설명은 제한 없이 본 기재의 원리를 구체적으로 제공하기 위한 것이다.
당업자라면 여기에 기술된 예시적인 구현예에 대한 많은 변형이 본 발명의 사상 및 범위를 벗어나지 않고 가능함을 인식할 것이다. 따라서, 본 설명은 주어진 실시예에 한정되는 것으로 고려되도록 의도되지 않으며 또한 고려되지 않아야 하며 첨부된 청구항 및 그 균등물에 의해 제공되는 전체 폭으로 허여되어야 한다. 나아가, 다른 특징의 대응되는 사용 없이 본 기재의 특징 중 일부를 사용하는 것이 가능하다. 따라서, 전술한 예시적이거나 또는 구체적인 구현예의 설명은 이에 한정되지 않고 본 기재의 원리를 설명하기 위한 목적으로 제공되며 이에 대한 변형 및 치환을 포함할 수 있다.
유사한 부재에 대해 유사한 도면부호로 지칭된 도면을 참조하면, 도 1에 여기에 기술된 하나 이상의 구현예에서 수행될 수 있는 하나 이상의 공정 단계들을 도시한 공정 흐름을 나타낸다.
여기에 기술된 구현예는 상대적으로 중간의 압축 응력(CS), 상대적으로 높은 압축층의 깊이 (DOL), 및/또는 중간의 중심 장력 (CT)과 같은 특정 특성을 갖는 상대적으로 박형 유리 시트(약 2 mm 이하의 차수로)를 생산하기 위한 하나 이상의 신규 공정의 적용을 포함한다. 상기 공정은 이온 교환(단계 100)이 가능한 유리 시트의 제조로 시작한다. 이온 교환과 관련하여 유리 시트의 성질에 대한 상세한 설명은 이후 기술될 것이다. 다음, 상기 유리 시트는 이온 교환 공정(단계 102)으로 투입된 후, 상기 유리 시트는 어닐링 단계(단계 104)로 투입된다.
상기 이온 교환 공정(102)은 다음 중 적어도 하나를 포함할 수 있다: (i) KNO3, 바람직하게는 상대적으로 순수한 KNO3를 포함하는 용융 염 욕에 상기 유리 시트를 투입하는 단계, (ii) 약 400 - 500 ℃ 범위 내의 하나 이상의 제1온도, 및 (iii) 약 8시간과 같은 약 4-24 시간의 범위 내에서의 제1기간의 시간. 다른 염 욕 조성물이 가능하며 당업자라면 이러한 대안물을 고려할 수 있음을 인식할 수 있을 것이다. 상기 이온 교환 공정은 다음을 생산할 것이다: (i) 상기 유리 시트의 표면에서의 초기 압축 응력 (iCS), (ii) 상기 유리 시트내로의 압축층의 초기 깊이 (iDOL), 및 (iii) 상기 유리 시트 내의 초기 중심 장력 (iCT).
일반적으로, 상기 이온 교환 공정 이후, 상기 초기 압축 응력 (iCS)은 약 500 MPa 이상과 같은 미리결정된(또는 원하는) 값을 초과할 것이며, 통상적으로 600 MPa 이상에 다다를 것이며, 일부 유리 및 일부 공정 프로파일하에서 1000 MPa 이상에 다다를 수 있다. 대안적으로 및/또는 추가적으로, 상기 이온 교환 공정 이후에, 상기 압축층의 초기 깊이 (iDOL)는 약 75 ㎛ 이하 또는 일부 유리 및 일부 공정 프로파일하에서 더 낮게와 같이 미리결정된(또는 원하는) 값 아래일 것이다. 대안적으로 및/또는 추가적으로, 상기 이온 교환 공정 이후, 상기 초기 중심 장력 (iCT)은 약 40 MPa 이상, 또는 좀 더 특히 일부 유리에서 약 48 MPa 이상일 수 있는, 상기 유리 시트의 선택된 취약성 한계를 초과하는 것과 같은 미리결정된(또는 원하는) 값을 초과할 것이다.
상기 초기 압축 응력 (iCS)이 원하는 값을 초과할 수 있고, 상기 압축층의 초기 깊이(iDOL)가 원하는 값 아래일 수 있고, 및/또는 상기 초기 중심 장력 (iCT)이 원하는 값을 초과할 수 있다는 사실은 상기 유리 시트를 이용하여 제조된 최종 생성물에 일부 바람직하지 않은 특성을 초래할 수 있다. 예를 들어, 상기 초기 압축 응력 (iCS)이 원하는 값을 초과하는 경우(예를 들어, 1000 MPa에 다다름), 특정 환경하에서 유리의 파열이 일어날 수 있다. 이는 직관에 반대되는 것이나, 일부 환경에서 부상을 방지하기 위하여 유리가 특정 충격 하중에서 파손되어야 하는 자동차 유리 적용에서와 같이, 일부 환경에서 유리 시트가 파손될 것을 원할 수 있다.
또한, 상기 압축층의 초기 깊이 (iDOL)는 원하는 값 아래인 경우, 특정 환경하에서 및 바람직하지 않는 환경하에서, 상기 유리 시트는 예기치않게 파손될 수 있다. 실제, 통상적인 이온 교환 공정은 사용 동안 유리 시트에서 발전될 수 있는 스크래치, 구덩이, 골짜기, 등의 깊이 미만일 수 있는 약 70-75 ㎛ 이하인 압축층의 초기 깊이(iDOL)로 귀결된다. 예를 들어, 우리의 실험에서, 설비 자동차 창유리(이온 교환된 유리를 이용한)는 상기 유리가 사용되는 환경 내에서 실리카 샌드, 튀어나온 잔해 등과 같은 연마 물질에 노출되어 약 75 ㎛ 이상과 같이 깊이 내부 스크래치가 도달할 수 있다는 것이 발견되었다. 이러한 깊이는 상기 압축층의 통상적인 깊이를 쉽게 초과할 것이며, 이는 많은 조각 수로 사용 시 상기 유리에 예기치않은 파열을 일으킬 수 있을 것이다.
마지막으로, 상기 유리의 선택된 취약성 한계에 도달하거나 또는 초과하는 것과 같은 상기 초기 중심 장력 (iCT)이 원하는 값을 초과하는 경우, 상기 유리 시트는 바람직하지 않은 환경하에서 예기치않게 파손될 수 있다. 예를 들어, 우리는 긴 단일 단계 이온 교환 공정(475 ℃에서 8시간)이 순수한 KNO3에서 수행될 때 Corningⓡ Gorilla Glassⓡ의 4 인치 x 4 인치 x 0.7 mm 시트가 바람직하지 않은 파쇄(파손 시 다수의 작은 조각으로의 역동적 파괴)가 발생하는 성능 특성을 나타내는 것을 실험으로 통해서 발견하였다. 약 101 ㎛의 DOL이 달성됨에도, 상대적으로 높은 65 MPa의 CT가 초래되며, 이는 상기 대상 유리 시트의 선택된 취약성 한계 (48 MPa)보다 높은 것이다.
그러나, 하나 이상의 구현예에 따르면, 상기 유리 시트가 이온 교환에 투입된 이후, 상기 유리 시트는 제2기간의 시간동안 하나 이상의 제2온도로 상기 유리 시트를 상승시킴으로써 어닐링 공정(104)에 투입된다. 예를 들어, 상기 어닐링 공정(104)은 다음 중 적어도 하나를 포함할 수 있다: (i) 상기 공정이 공기 환경에서 수행되고; (ii) 상기 하나 이상의 제2온도가 400 - 500 ℃의 범위 내에 있으며, 그리고 (iii) 상기 제2기간의 시간이 약 8 시간과 같은 약 4-24 시간의 범위 내에 있음. 상기 어닐링 공정(104)은 상기 초기 압축 응력 (iCS), 상기 압력층의 초기 깊이(iDOL), 및 상기 초기 중심 장력 (iCT) 중 적어도 하나에 변형을 초래한다.
예를 들어, 상기 어닐링 공정(104) 이후에, 상기 초기 압축 응력 (iCS)은 상기 미리결정된 값 이하인 최종 압축 응력(fCS)으로 감소된다. 실시예로서, 상기 초기 압축 응력 (iCS)은 약 500 MPa 이상일 수 있고, 상기 최종 압축 응력 (fCS)은 약 400 MPa, 350 MPa, 또는 300 MPa 이하일 수 있다.
좀 더 두꺼운 유리에서 좀 더 낮은 fCS는 종종 바람직할 수 있고, 좀 더 얇은 유리에서 좀 더 높은 fCS가 용인될 수 있으므로 상기 최종 압축 응력 (fCS)의 목표가 상기 유리 두께의 함수일 것임이 주목된다.
추가적으로 및/또는 대안적으로, 상기 어닐링 공정(104) 이후, 상기 압축층의 초기 깊이(iDOL)는 상기 미리결정된 값 이상인 압축층의 최종 깊이(fDOL)로 증가한다. 실시예로서, 상기 압축층의 초기 깊이 (iDOL)는 약 75 ㎛ 이하일 수 있으며, 상기 압축층의 최종 깊이 (fDOL)는 100 ㎛ 이상과 같은 약 80 ㎛ 또는 90 ㎛ 이상일 수 있다.
추가적으로 및/또는 선택적으로, 상기 어닐링 공정(104) 이후, 상기 초기 중심 장력 (iCT)은 상기 미리결정된 값 이하인 최종 중심 장력(fCT)으로 감소될 수 있다. 실시예로서, 상기 초기 중심 장력 (iCT)은 상기 유리 시트의 선택된 취약성 한계(약 약 40-48 MPa 사이와 같은) 이상일 수 있고, 상기 최종 중심 장력 (fCT)은 상기 유리 시트의 선택된 취약성 한계 아래이다.
예비- 및 포스트-어닐 조건 사이로서 유리 시트의 상술한 특성을 설명하기 위하여 도 2를 참조하며, 도 2는 유리 시트에서 칼륨 프로파일에서의 변화를 도시한 그래프이다. 상기 유리 시트는 Corningⓡ Gorilla 유리의 4 인치 x 4 인치 x 0.7 mm 시트이며, 이는 460 ℃에서 6 시간 동안 KNO3의 용융 염 욕 내에서 이온 교환된 다음, 455 ℃에서 6시간 동안 공기중에서 어닐링되었다. A로 표기된 플롯은 이온 교환 이후, 어닐링 공정 이전의 상기 유리 시트의 칼륨 프로파일의 시뮬레이션을 나타낸다. B로 표시된 플롯은 어닐 공정 이후 상기 유리 시트에서의 칼륨 프로파일의 시뮬레이션을 나타낸다. 상기 칼륨 프로파일은 농도(표준화된 단위) 대 확산 깊이 ㎛로 도시된다. 특히, 표면 농도(압축 응력에서의 대응되는 감소를 갖는)에서의 표시된 감소 및 상기 어닐 공정 이후 확산 깊이에서의 증가가 있다.
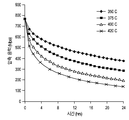
예비- 및 포스트-어닐 사이 조건으로서 상기 유리 시트의 특성에서의 변화를 더욱 설명하기 위하여, 도 3에 대한 참조가 이루어지며, 도 3은 상이한 어닐 조건에 투입되는 다수의 유리 시트의 표면의 압축 응력(CS)에서의 변화를 도시한 그래프이다. 상기 유리 시트는 각각 Corningⓡ Gorilla Glassⓡ로부터 형성된 4 인치 x 4 인치 x 0.7 mm의 디멘전을 가졌다. 각 시트는 460 ℃에서 6 시간 동안 KNO3의 용융 염 욕에서 이온 교환된 다음, 다양한 온도에서 6시간 동안 공기중에서 어닐링되었다. 상기 다양한 어닐 온도는 350 ℃, 375 ℃, 400 ℃, 및 420 ℃였다. 각 유리 시트는 상기 이온 교환 공정 직후 약 760 MPa의 초기 압축 응력 (iCS)으로 시작되었다. 그러나, 어닐링 공정 동안, 각 유리 시트는 시간과 온도의 함수로서 상기 압축 응력의 하락을 나타내었고, 상기 iCS 훨씬 아래의 최종 압축 응력 (fCS)을 수득하였다.
예비- 및 포스트-어닐 사이 조건으로서 상기 유리 시트의 특성에서의 변화를 더욱 설명하기 위하여, 도 4에 대한 참조가 이루어지며, 도 4는 이온 교환 이후 어닐링에 투입되는 다수의 유리 시트에 대한 파열 하중에 대한 변화를 나타낸 그래프이다. 상기 유리 시트는 각각 Corningⓡ Gorilla Glassⓡ로부터 형성된 4 인치 x 4 인치 x 0.7 mm의 디멘전을 가졌다. 각 시트는 465 ℃에서 8시간 동안 KNO3의 용융 염 욕에서 이온 교환된 이후, 460 ℃에서 5.5 시간 동안 공기중에서 어닐링되었다. 상기 유리 시트는 연마된 링-온-링 파괴 하중에 투입되었다. 베이스라인이 10개의 드로운 유리 시트의 파손 특성을 도시하는 A로 표시된 플롯에 의해 도시된다. 상기 플롯 A는 7.144 kg의 평균 파열 하중, 0.4355의 표준 편차, 0.335의 AD-값 및 0.430의 P-값을 나타낸다. 이온 교환 후 어닐링 없이, 12개의 유리 시트가 테스트되었고, C로 나타낸 플롯으로 도시되었으며, 111.3 kg의 평균 파열 하중, 8.713의 표준 편차, 0.321의 AD-값 및 0.482의 P-값을 나타내는 것으로 발견되었다. 이온 교환 및 어닐링 이후, 12개의 유리 시트가 테스트되었고, B로 표시된 플롯으로 도시되며, 48.72 kg의 평균 파열 하중, 2.681의 표준 편차, 1.085의 AD-값 및 0.005 미만의 P-값을 나타내는 것으로 발견되었다.
이온 교환 및 어닐링 공정의 파라미터들을 확립하기 위한 일반적인 접근에 따르면, 각각의 공정 단계의 조건들은 상기 유리 표면에서의 원하는 압축 응력 (CS), 압축층의 원하는 깊이(DOL), 및 원하는 중심 장력(CT)에 기초하여 조절된다. 상기 이온 교환 단계에서, 상기 시간 및 온도는 특정 DOL에 다다르도록 공지된 실험 반응에 기초하여 선택된다. 이후, 상기 어닐링 단계의 시간 및 온도는 상기 압축 응력 (CS), 상기 압축층의 깊이 (DOL), 및 상기 중심 장력 (CT)의 원하는 최종 값을 달성하도록 선택된다. 공기 어닐 공정이 좀 더 단순한 자본 설비 및 감소된 소모품 비용에 기인하여 일반적으로 이온 교환 공정보다 저렴하므로, 상기 이온 교환 대 어닐의 각각의 시간 및 온도 파라미터는 처리 효율 및 비용을 최적화하도록 균형잡힐 수 있다.
실시예 1
제1실시예에서, Corningⓡ Gorilla Glassⓡ (Code 2318)의 4 인치 x 4 인치 x 0.7 mm 유리 시트가 460 ℃에서 6 시간동안 100% KNO3의 용융 염 욕 내에서 이온 교환되었고, 이후 455 ℃에서 6 시간 동안 공기 중에서 어닐링되었다. 이온 교환 후 어닐링 이전, 상기 유리 시트는 약 620 MPa의 초기 압축 응력 (iCS) 및 약 71.5 ㎛의 압축층의 초기 깊이(iDOL)를 나타내었다. 상기 iDOL은 최종 제품에서 원하는 것보다 낮을 수 있으나, 여기에 논의된 구현예에 따라 상기 DOL은 상기 어닐링 공정 동안 증가될 수 있다는 것이 알려져 있다. 상기 이온 교환 공정의 온도는 제조 처리량에 타당한 iDOL에 대한 목표에 다다르도록 선택된 한편, 상기 화학 욕의 고장을 제한하기 위하여 480 ℃ 아래에 머무른다. 압축층의 깊이(DOL)는 FSM-6000 또는 균등물을 이용하는 것과 같이 유리 인덱스로부터 측정될 수 있다. 내부 응력이 압축에서 장력까지 변하는 깊이로 정의되는, 물리적 성능에 대한 소위 "순수 DOL"은 모든 유리가 아니라면 대부분에서 좀 더 좁아질 것이다.
이온 교환 후 그리고 어닐링 전, 상기 유리 시트는 최종 제품에서 원하는 것보다 낮은 초기 압축 응력 (iCS)을 나타내었고, 이는 좀 더 좁은 iDOL로 이온 교환된 유리 시트에서 달성될 수 있는 것보다 낮았다. 그러나, 상기 iCS 여전히 유의미 하며, 즉 예를 들어 약 620 MPa이었다. 상술한 바와 같이, 상기 이온 교환 공정의 온도는 상기 iDOL에 대한 목표에 다다르도록 선택되나, 이러한 선택은 또한 iCS에 영향을 미치므로, 따라서 이러한 선택은 공정 파라미터 설정에서 고려될 수 있다.
이온 교환 이후 및 어닐링 이전, 상기 유리 시트는 상대적으로 높은 초기 중심 장력 (iCT)을 나타내었으며, 이는 상기 최종 제품에서 원하는 것보다 높으며, 그러나, 상기 CT는 상기 어닐링 공정 동안 감소될 것으로 이해되었다. 상기 iCT는 예를 들어 약 56 MPa이었다. 이렇게 높은 CT(상기 유리의 선택된 취약성 한계를 초과하는)로, 만약 결합이 상기 DOL을 관통한다면, 상기 유리는 상기 CT로부터 저장된 에너지에 기인하여 파열될 것이다. 특정 최소 CT 위에서 상기 파손된 유리의 조각 수는 CT4에 비례하며, 높은 CT는 바람직하지 않을 것이다. 높은 조각 수의 파쇄에 대한 임계 CT는 유리 두께에 따라 달라진다. Code 2318의 0.7 mm 두께 유리 시트에서, 48 MPa 미만의 CT는 단일한 날카로운 결함으로부터 복수의 조각으로 파손되지 않을 것이란 점이 실험적으로 발견되었다. 상술한 바와 같이, 이온 교환 공정의 온도는 상기 iDOL에 대한 목표에 다다르도록 선택되나, 이러한 선택은 또한 iCT에 영향을 미치고, 따라서 이러한 선택이 공정 파라미터 설정에서 고려될 수 있다는 것이 주목된다.
특히, 상기 중심 장력 (CT)는 파손 거동을 결정짓는 주된 인자이다. 상기 CT는 종종 CT = (CS*DOL)/(L-2*DOL)로서 계산되며, 여기서 L은 유리 두께이다. 상기 어닐 공정 동안 상기 DOL이 증가하고 농도 프로파일이 진전되므로 상기 근사치는 점차적으로 부정확해진다. 상기 중심 장력 (CT)의 좀 더 정확한 측정은 상기 부분 내의 총 응력이 제로로 통합되도록 요구되는 내부 응력이다.
상술한 바와 같이, 상기 포스트 이온 교환 어닐링 공정은 상기 iDOL을 증가시키는 역할을 하는 한편, iCS 및 iCT를 낮추는 기능을 한다. 455 ℃에서 6시간의 어닐 이후, 상기 최종 압축 응력 (fCS)은 약 227 MPa이고, 상기 압축층의 최종 깊이 (fDOL)는 약 100 ㎛이고, 상기 최종 중심 장력 (CT)은 42 MPa이었다. 상기 어닐링 공정의 시간은 제조 처리량 조건과의 균형을 위하여 상기 이온 교환 기간과 동일하게 이루어졌다. 상기 온도는 약 100 ㎛의 압축층의 최종 깊이(fDOL), 및 약 48 MPa 미만의 최종 중심 장력을 달성하도록 선택되었다. 상기 특정 온도는 시뮬레이션 또는 시도 및 에러를 통해서 평가될 수 있다. 상기 최종 압축 응력 (fCS)은 베어 또는 열적으로 템퍼링된 유리보다 높게 잔류하였고, 결과적인 fDOL은 자동차 창유리와 같은, 일부 적용에서 통상적으로 발견되는 결함의 깊이보다 컸다. 따라서, 만약 결함이 상기 fDOL을 관통한다면, 상기 낮은 fCT는 상기 유리의 바람직하지 않은 파쇄를 방지해야만 하며, 상기 바람직하지 않은 파쇄는 시야를 방해하거나 또는 유리 칩을 방출한다. fCS에서의 감소는 상기 유리가 원하는 수준으로 파손될 하중을 낮춘다.
실시예 2
제2실시예에서, Corningⓡ Gorilla Glassⓡ (Code 2318)의 다수의 1100 x 500 mm x 0.7 mm 유리 시트를 420 ℃에서 9.5 시간 동안 100% KNO3의 용융 염 욕 내에서 이온 교환을 수행하였다. 이는 각 유리 시트 내에 약 630 MPa의 초기 압축 응력 (iCS) 및 약 57 ㎛의 압축층의 초기 깊이(iDOL)로 귀결되었다. 상기 2개의 유리 시트를 어닐링하지 않고 PVB를 사용하여 함께 적층하였다. 10개의 유리 시트를 420 ℃에서 10 시간 동안 공기중에서 어닐링하고, 10개의 시트 쌍들을 PVB를 사용하여 함께 적층하였다. 상기 어닐은 각 유리 시트에서 약 290 MPa의 최종 압축 응력 (fCS) 및 약 92 ㎛의 압축층의 최종 깊이 (fDOL)로 귀결되었다.
상기 각각의 적층된 구조를 자동 충격 안정 기준 시험, 즉 ECE (UN 유럽경제위원회) R43 헤드형 충격 시험에서 테스트하였다. 상기 시험은 상기 각 적층 구조 상의 1.5 미터의 높이에서 10 Kg의 나무 헤드형을 떨어뜨리는 단계를 포함한다. 상기 시험을 통과하기 위하여, 상기 적층 구조는 충격 지점 상에서 대략 중심의 다수의 원형 크랙을 나타내도록 수득되고 파손되어야 한다. 상기 어닐링 공정이 수행되지 않은 적층 구조의 높은 강도(높은 iCS)에 기인하여, 상기 구조는 상기 시험 동안 한계 내에서 파손되는데 실패하였다. 각각의 5개의 적층 구조가 어닐링 공정에 투입되었으나, 특정 한계 내에서 파열되고 정규 시험을 통과하였다.
여기에 기술된 공정은 표면 압축층을 갖는 박형 유리 제품의 형성을 가능하게 하고, 비-강화된 유리에 걸쳐 좀 더 높은 보유된 강도 및 내충격성을 가능하게 한다. 상기 유리 표면에서의 최종 압축 응력 (fCS)은 종래의 이온 교환에서보다 낮고, 이는 상기 유리가 바람직한 적용에서의 최대 강도 및 취약성 한계를 통과하도록 한다. 그러나, 상기 유리는 또한 높은 압축층의 최종 깊이 (fDOL)를 보유하며 환경적 손상에 대한 내성을 갖도록 한다.
여기에 기술된 공정은 적용 범위에 적절할 수 있다. 특정 관심 중 하나의 적용은 상기 공정이 자동차 충격 안정성 기준을 통과할 수 있는 유리의 제조를 통과할 수 있음으로써 자동차 창유리 적용이다. 다른 적용은 당업자에게 인식될 수 있다.
도 5는 본 기재의 일부 구현예의 단면도이다. 도 6은 본 기재의 추가적인 구현예의 사시도이다. 도 5 및 6을 참조하면, 예시적인 구현예는 2층의 화학적으로 강화된 유리, 예를 들어, Gorillaⓡ 유리를 포함하며, 이는 상술한 바와 같이 이온 교환 및 어닐 처리된다. 예시적인 구현예는 약 300 MPa의 표면 압축 또는 압축 응력 및 약 60 마이크론 초과의 DOL을 가질 수 있다. 바람직한 구현예에서, 적층체(10)는 1.0 mm 이하의 두께 및 60 마이크론 초과의 DOL을 갖는 약 250 MPa 내지 약 350 MPa 사이의 잔류 표면 CS 수준을 갖는 유리의 외층(12)을 포함할 수 있다. 또 다른 구현예에서, 상기 외층(12)의 CS 수준은 바람직하게는 약 300 MPa이다. 상기 적층체(10)는 또한 폴리머 중간층(14) 및 1.0 mm 이하의 두께 및 60 마이크론 초과의 DOL을 갖는 약 250 MPa 내지 약 350 MPa 사이의 잔류 표면 CS 수준을 갖는 유리의 내층(16)을 포함한다. 또 다른 구현예에서, 상기 내층(16)의 CS 수준은 바람직하게는 약 300 MPa이다. 일 구현예에서, 중간층(14)은 약 0.8 mm의 두께를 가질 수 있다. 예시적인 중간층(14)은 이에 한정되는 것은 아니나, 폴리-비닐-부티랄 또는 기타 적합한 폴리머 물질을 포함할 수 있다. 추가적인 구현예에서, 외층 및/또는 내층(12, 16)의 모든 표면은 외부 충격 현상에 대한 내구성이 향상되도록 산 에칭될 수 있다. 예를 들어, 일 구현예에서, 상기 외층(12)의 제1표면(13)은 산 에칭되거나 및/또는 상기 내층의 다른 표면(17)이 산 에칭된다. 다른 구현예에서, 상기 외층의 제1표면(15)은 산 에칭되며 및/또는 상기 내층의 다른 표면(19)이 산 에칭된다. 이러한 구현예는 종래의 적층 구조보다 실질적으로 경량인 적층 구조를 제공할 수 있으며, 이는 충격 요구조건의 관리에 합치한다.
본 기재의 또 다른 구현예에서, 박형의 고 강도 유리의 적어도 하나의 층은 예시적인 적층 구조를 구성하는데 사용될 수 있다. 이러한 구현예에서, 화학적으로 강화된 유리, 예를 들어, Gorillaⓡ 유리가 예시적인 적층체(10)에 대해서 유리의 외층(12) 및/또는 내층(16)으로 사용될 수 있다. 또 다른 구현예에서, 유리의 내층(16)은 종래의 소다 라임 유리, 어닐된 유리 또는 그 유사물일 수 있다. 외층 및/또는 내층(12, 16)의 예시적인 두께는 0.55 mm 내지 1.5 mm 내지 2.0 mm 또는 초과의 두께 범위일 수 있다. 추가적으로, 상기 외층 및 내층(12, 16)의 두께는 적층 구조(10)에서 상이할 수 있다. 예시적인 유리층은 미국특허번호 제7,666,511호, 제4,483,700호 및 제5,674,790호에 개시된 바와 같은, 용융 드로우에 의해 이루어질 수 있으며, 각각의 전체 내용은 참조로서 본원에 포함되며, 다음으로 인발된 유리와 같이 화학적으로 강화할 수 있다. 예시적인 유리층(12, 16)은 따라서 CS의 깊은 DOL을 가질 수 있으며, 높은 휨 강도, 내 스크래치성 및 내충격성을 나타낼 수 있다. 예시적인 구현예는 또한 이러한 표면 상의 결함의 크기 및 심각성을 감소시킴으로써 이러한 표면의 강도를 증가시키고 내충격성을 증가시키기 위하여 산 에칭되거나 또는 플레어드(flared) 표면을 포함할 수 있다. 만약 적층 바로 전에 에칭되는 경우, 에칭 또는 플레어링의 강화 이익은 중간-층에 결합된 표면 상에서 유지될 수 있다.
본 기재의 하나의 구현예는 제1유리층, 제2유리층, 및 상기 제1 및 제2유리층 사이에 있는 적어도 하나의 폴리머 중간층을 갖는 적층 구조에 관한 것이다. 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 CS의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있다. 또 다른 구현예에서, 상기 제2유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 CS의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있다. 상기 제1 및/또는 제2유리층의 바람직한 표면 압축 응력은 300 MPa일 수 있다. 일부 구현예에서, 상기 제1 및/또는 제2유리층의 두께는 1.5 mm를 초과하지 않는 두께, 1.0 mm를 초과하지 않는 두께, 0.7 mm를 초과하지 않는 두께, 0.5 mm를 초과하지 않는 두께, 약 0.5 mm 내지 약 1.0 mm 범위의 두께, 약 0.5 mm 내지 약 0.7 mm 범위의 두께일 수 있다. 물론, 상기 제1 및 제2유리층의 두께 및/또는 조성물은 서로 상이할 수 있다. 나아가, 상기 중간층 반대편의 상기 제1유리층의 표면은 산 에칭될 수 있고, 상기 중간층에 인접한 상기 제2유리층의 표면이 산 에칭될 수 있다. 예시적인 폴리머 중간층은 이에 한정되는 것은 아니나, 폴리비닐부티랄 (PVB), 폴리카보네이트, 음향 PVB, 에틸렌 비닐 아세테이트 (EVA), 열가소성 폴리우레탄 (TPU), 이오노머, 열가소성 물질, 및 이들의 조합과 같은 물질을 포함한다.
본 기재의 또 다른 구현예는 제1유리층, 제2유리층, 및 상기 제1층 및 제2유리층 사이에 있는 적어도 하나의 폴리머 중간층을 갖는 적층 구조에 관한 것이다. 상기 제1 및 제2유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축층의 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함할 수 있다. 상기 제1 및/또는 제2유리층의 바람직한 표면 압축 응력은 약 300 MPa일 수 있다. 일부 구현예에서, 상기 제1 및/또는 제2유리층의 두께는 1.5 mm를 초과하지 않는 두께, 1.0 mm를 초과하지 않는 두께, 0.7 mm를 초과하지 않는 두께, 0.5 mm를 초과하지 않는 두께, 약 0.5 mm 내지 약 1.0 mm 범위의 두께, 약 0.5 mm 내지 약 0.7 mm 범위의 두께일 수 있다. 물론 상기 제1 및 제2유리층의 두께는 서로 상이할 수 있다. 추가적으로, 상기 중간층 반대편의 상기 제1유리층의 표면이 산 에칭될 수 있고, 상기 중간층에 인접한 상기 제2유리층의 표면이 산 에칭될 수 있다. 또 다른 구현예에서, 상기 중간층과 접한 상기 제1유리층의 표면이 산 에칭될 수 있고, 상기 중간층 반대편의 상기 제2유리층의 표면이 산 에칭될 수 있다. 예시적인 폴리머 중간층은 이에 한정되는 것은 아니나, 폴리비닐부티랄 (PVB), 폴리카보네이트, 음향 PVB, 에틸렌 비닐 아세테이트 (EVA), 열가소성 폴리우레탄 (TPU), 이오노머, 열가소성 물질, 및 이들의 조합과 같은 물질을 포함한다. 상기 제1 또는 제2유리층은 미리결정된 취약성 한계 아래의 중심 장력 (CT)을 갖는다.
차량 사용자에 대한 충격 부상의 상해 수준과 관련한 관심은 자동차 창유리 산업에서 상대적으로 용이한 파손을 요구하였다. 예를 들어, ECE R43 개정 2에서, 적층체가 내부 물체(출동 시 사용자의 머리에 의한)로부터 충격을 받을 때, 상기 적층체가 사용자에 대한 부상의 위험을 최소화하고 상기 사건 동안 에너지를 소멸시키도록 파열되어야 한다는 조건이 있다. 이러한 요구조건은 일반적으로 이중 적층구조로서 고 강도 유리의 사용을 방해하였다. 각 층에 대해서 약 250 MPa 내지 약 350 MPa, 및 바람직하게는 약 300 MPa의 잔류 표면 압축 응력, 및 약 0.7 mm의 유리 두께를 갖는 화학적으로 강화된 유리의 하나 이상의 층을 갖는 본 기재의 구현예에 따른 예시적인 적층 구조는 이러한 시험 요구조건과 일관되게 부합된다는 점이 엄격한 헤드형 시험을 통해서 발견되었다.
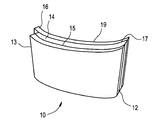
도 6을 이어 참조하면, 또 다른 예시적인 적층 구조(10) 구현예는 60 마이크론 초과의 DOL을 갖는 약 250 MPa 내지 약 350 MPa 사이 수준의 잔류 표면 CS를 가지며, 1.0 mm 이하의 두께를 갖는 유리의 외층(12), 폴리머 중간층(14), 및 또한 60 마이크론 초과의 DOL을 갖는 약 250 MPa 내지 약 350 MPa 사이 수준의 잔류 표면 CS를 가지며, 1.0 mm 이하의 두께를 갖는 유리의 내층(16)을 도시한다. 도시된 바와 같이, 상기 적층 구조(10)는 편평하거나, 또는 차량에 사용되는 바람막이 또는 다른 유리 구조로 상기 형성된 유리를 굽힘으로써 3차원 형상이 될 수 있다.
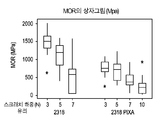
도 7은 본 기재의 일부 구현예의 보유 강도 데이터를 나타낸 그래프이다. 도 7을 참조하면, 다양한 하중(3N, 5N, 7N 및 10 N)에서 Knoop 압자로 스크래치 후 단층 유리의 링-온-링에서 측정된 바에 따른 보유 강도 데이터의 상자그림을 도시한다. 상기 그래프는 상술한 바와 같이 상기 유리의 cm에서 최종 잔류 응력 프로파일을 생성하기 위하여 예시적인 포스트 이온 교환 및 어닐링 공정을 이용함으로써 상기 압축층의 깊이를 확장하는 이익에 대한 설명을 제공한다. 도 7은 다양한 하중 수준(3N, 5N, 7N 및 10N)에서 Knoop 다이아몬드 팁(tipped) 압자로 스크래치된 유리의 보유 강도(링-온-링에 의해 측정됨)에 대한 그림을 제공한다. 약 CS = 700 및 DOL = 45 um의 잔류 표준 응력 수준을 갖는 통상적인 이온-교환된 Gorillaⓡ 유리는 10N 스크래치를 견뎌낸 반면, CS = 300 및 DOL = 70 um을 갖는 포스트 이온 교환된 유리는 이러한 손상을 견뎌냈다. 본 기재의 구현예는 따라서 중량 감소를 달성하여 종래의 제품에 비해 좀 더 얇은 유리층의 이용을 가능하게 할 수 있는 한편, 차량의 내부로부터 충격을 받는 경우 원하는 조절된 파열 거동을 유지할 수 있다.
이온 교환-유리 조성물에 대한 추가 상세설명
상술한 바와 같이, 상기 이온 교환 단계 및 어닐링 단계의 조건은 상기 유리 표면에서의 원하는 압축 응력 (CS), 압축층의 깊이 (DOL), 및 중심 장력 (CT)을 얻기 위하여 조절된다. 모든 특성이 중요하나, 상기 이온 교환 단계는 특히 압축층의 깊이(DOL)에 관련된다.
상기 이온 교환 단계는 미리결정된 기간의 시간동안 용융 염 욕 내에 상기 유리 시트를 침지시킴으로써 수행되며, 여기서 상기 표면의 또는 부근의 유리시트 내의 이온이 좀 더 큰 금속 이온, 예를 들어, 상기 염 욕으로부터의 금속 이온으로 교환된다. 실시예로서, 상기 용융 염 욕은 KNO3를 포함할 수 있으며, 상기 용융 염 욕의 온도는 약 400 - 500 ℃ 범위 내일 수 있고, 상기 미리결정된 기간의 시간은 약 4-24 시간, 및 바람직하게는 약 4-10 사이의 시간의 범위일 수 있다. 상기 유리 내로의 좀 더 큰 이온의 혼입은 상기 표면 영역 부근에서 압축 응력을 생성하여 상기 시트를 강화한다. 대응되는 장력이 상기 압축 응력과 균형을 맞추기 위하여 상기 유리 시트의 중심 영역 내에 유도된다.
추가 실시예로서, 상기 유리 시트 내의 나트륨 이온은 상기 용융 염 욕으로부터의 칼륨 이온으로 대체될 수 있으나, 루비듐 또는 세슘과 같은 다른 좀 더 큰 원자 반경을 갖는 알칼리 금속 이온이 상기 유리 내의 좀 더 작은 알칼리 금속 이온을 대체할 수 있다. 특정 구현예에 따르면, 상기 유리 시트 내의 좀 더 작은 알칼리 금속 이온은 Ag+ 이온에 의해 대체될 수 있다. 유사하게, 이에 한정되는 것은 아니나, 황산염, 할로겐화물, 및 유사물과 같은 다른 알칼리 금속 염이 상기 이온 교환 공정에 사용될 수 있다.
상기 유리 네트워크가 이완될 수 있는 온도 아래에서 큰 이온에 의한 좀 더 작은 이온의 대체가 응력 프로파일로 귀결되는 유리 시트의 표면에 걸쳐 이온의 분포를 생산한다. 상기 들어오는 이온의 큰 부피는 상기 유리의 표면 상에 압축 응력 (CS) 및 중심 영역에서의 장력(중심 장력, 또는 CT)를 생산한다. 상기 압축 응력은 다음의 대략적인 관계식에 의한 중심 장력과 관련된다:

여기서 t는 상기 유리 시트의 총 두께이며, DOL은 압축층의 깊이로서 또한 언급되는 교환의 깊이이다.
다양한 특정 유리 조성물이 상기 유리 시트를 생산하는데 이용될 수 있다. 예를 들어, 여기서 기술된 구현예에 사용하기에 적합한 유리는 알칼리 알루미노실리케이트 유리 또는 알칼리 알루미노보로실리케이트 유리를 포함하나, 다른 유리 조성물이 고려될 수 있다. 여기서 사용되는 바에 따라, "이온 교환가능한"은 유리가 좀 더 크거나 또는 작은 것 중 하나인 동일 원자가의 양이온으로 유리의 표면에 또는 그 부근에 위치된 양이온을 교환할 수 있는 것을 의미한다.
예를 들어, 적합한 유리 조성물은 SiO2, B2O3 및 Na2O를 포함하며, 여기서 (SiO2 + B2O3) ≥ 66 몰%, 및 Na2O ≥ 9 몰%이다. 일 구현예에서, 상기 유리 시트는 적어도 6 중량%의 산화 알루미늄을 포함한다. 추가 구현예에서, 유리 시트는 알칼리토 산화물의 함량이 적어도 5 중량%이도록 하나 이상의 알칼리토 산화물을 포함한다. 일 구현예에서 적합한 유리 조성물은 K2O, MgO, 및 CaO 중 적어도 하나를 더욱 포함한다. 특정 구현예에서, 상기 유리는 61-75 몰% SiO2; 7-15 몰% Al2O3; 0-12 몰% B2O3; 9-21 몰% Na2O; 0-4 몰% K2O; 0-7 몰% MgO; 및 0-3 몰% CaO를 포함할 수 있다.
하이브리드 유리 적층체를 형성하기에 적합한 추가적인 유리 조성물의 예는 다음을 포함한다: 60-70 몰% SiO2; 6-14 몰% Al2O3; 0-15 몰% B2O3; 0-15 몰% Li2O; 0-20 몰% Na2O; 0-10 몰% K2O; 0-8 몰% MgO; 0-10 몰% CaO; 0-5 몰% ZrO2; 0-1 몰% SnO2; 0-1 몰% CeO2; 50 ppm 미만의 As2O3; 및 50 ppm 미만의 Sb2O3; 여기서 12 몰% ≤(Li2O + Na2O + K2O) ≤20 몰% 및 0 몰% ≤(MgO + CaO) ≤ 10 몰%.
추가적인 유리 조성물의 예는 다음을 포함한다: 63.5-66.5 몰% SiO2; 8-12 몰% Al2O3; 0-3 몰% B2O3; 0-5 몰% Li2O; 8-18 몰% Na2O; 0-5 몰% K2O; 1-7 몰% MgO; 0-2.5 몰% CaO; 0-3 몰% ZrO2; 0.05-0.25 몰% SnO2; 0.05-0.5 몰% CeO2; 50 ppm 미만의 As2O3; 및 50 ppm 미만의 Sb2O3; 여기서 14 몰% ≤(Li2O + Na2O + K2O) ≤18 몰% 및 2 몰% ≤(MgO + CaO) ≤7 몰%.
또 다른 구현예에서, 알칼리 알루미노실리케이트 유리는 다음을 포함하거나, 구성되거나 또는 필수적으로 구성된다: 61-75 몰% SiO2; 7-15 몰% Al2O3; 0-12 몰% B2O3; 9-21 몰% Na2O; 0-4 몰% K2O; 0-7 몰% MgO; 및 0-3 몰% CaO.
특정 구현예에서, 알칼리 알루미노실리케이트 유리는 알루미나, 적어도 하나의 알칼리 금속 및 일부 구현예에서 50 몰% 초과의 SiO2, 다른 구현예에서 적어도 58 몰%의 SiO2, 및 또 다른 구현예에서 적어도 60 몰% SiO2를 포함하며, 여기서 상기 비율  이며, 여기서 상기 성분들의 비율은 몰%로 표시되고, 상기 개질제는 알칼리 금속 산화물이다. 특정 구현예에서, 상기 유리는 다음을 포함하거나, 필수적으로 구성되거나, 또는 구성된다: 58-72 몰% SiO2; 9-17 몰% Al2O3; 2-12 몰% B2O3; 8-16 몰% Na2O; 및 0-4 몰% K2O, 여기서 상기 비율
이며, 여기서 상기 성분들의 비율은 몰%로 표시되고, 상기 개질제는 알칼리 금속 산화물이다. 특정 구현예에서, 상기 유리는 다음을 포함하거나, 필수적으로 구성되거나, 또는 구성된다: 58-72 몰% SiO2; 9-17 몰% Al2O3; 2-12 몰% B2O3; 8-16 몰% Na2O; 및 0-4 몰% K2O, 여기서 상기 비율  이다.
이다.
또 다른 구현예에서, 알칼리 알루미노실리케이트 유리 기판은 다음을 포함하거나, 필수적으로 구성되거나, 또는 구성된다: 60-70 몰% SiO2; 6-14 몰% Al2O3; 0-15 몰% B2O3; 0-15 몰% Li2O; 0-20 몰% Na2O; 0-10 몰% K2O; 0-8 몰% MgO; 0-10 몰% CaO; 0-5 몰% ZrO2; 0-1 몰% SnO2; 0-1 몰% CeO2; 50 ppm 미만의 As2O3; 및 50 ppm 미만의 Sb2O3; 여기서 12 몰% ≤ Li2O + Na2O + K2O ≤20 몰% 및 0 몰% ≤ MgO + CaO ≤10 몰%.
또 다른 구현예에서, 알칼리 알루미노실리케이트 유리는 다음을 포함하거나, 필수적으로 구성되거나 또는 구성된다: 64-68 몰% SiO2; 12-16 몰% Na2O; 8-12 몰% Al2O3; 0-3 몰% B2O3; 2-5 몰% K2O; 4-6 몰% MgO; 및 0-5 몰% CaO, 여기서: 66 몰% ≤SiO2 + B2O3 + CaO ≤69 몰%; Na2O + K2O + B2O3 + MgO + CaO + SrO > 10 몰%; 5 몰% ≤MgO + CaO + SrO ≤8 몰%; (Na2O + B2O3) ≤Al2O3 ≤2 몰%; 2 몰% ≤Na2O ≤Al2O3 ≤6 몰%; and 4 몰% ≤(Na2O + K2O)≤Al2O3 ≤10 몰%.
이점
상술한 구현예의 하나 이상의 이점은 다음 중 하나 이상을 포함할 수 있다: 비-강화된 유리 대비 향상된, 보유 강도 및 충격 저항성; 종래의 열 템퍼링 유리 대비 상대적으로 높은 압축 응력 및 박형 유리에의 높은 적합성; 표준, 단일 단계 이온 교환 기술 대비 상대적으로 높은 압축층의 깊이; 및 감소된 주기 시간 및 저렴한 주요 장치 요구조건에 기인하여 종래의 단일 단계 이온 교환 공정 대비 상대적으로 높은 DOL을 달성할 수 있는 상당히 낮은 비용. 예를 들어, 신규 이온 교환 공정에서 혼합된 알칼리 욕에서(예를 들어, 50% KNO3 + 50% NaNO3), 낮은 공정 비용이 달성된다. 특히, 나트륨-함유 욕이 낮은 CS를 달성하는데 사용될 수 있지만, 확산 속도에서의 대응되는 감소는 상대적으로 높은 DOL에 도달하기 위한 시간을 상당히 증가시킨다.
상기 설명은 많은 특정사항을 포함할 수 있으나, 이들은 발명의 범위를 한정하는 것으로 고려되어서는 안되며, 특정 구현예에 대하여 특이적일 수 있는 특징의 설명으로 고려되어야 한다. 따라서 개별적인 구현예의 맥락내에서 기술되는 일부 특징들은 또한 단일 구현예에서 조합으로 실시될 수 있다. 역으로, 단일 구현예의 맥락 내에서 기술되는 다양한 특징들은 또한 다중 구현예에서 별개로 또는 모든 적합한 서브컴비네이션으로 실시될 수 있다. 나아가, 특정 조합으로 작용하는 것으로 상기에서 특징들이 기술될 수 있으며, 이와 같이 처음에 청구될 수 있음에도 불구하고, 청구된 조합으로부터 하나 이상의 특징이 일부 경우 상기 조합으로부터 삭제될 수 있으며, 상기 청구된 조합은 서브컴비네이션 또는 서브컴비네이션의 변형에 관한 것일 수 있다.
유사하게, 작동이 도면에서 특정 순서로 도시되나, 원하는 결과를 달성하기 위하여 이러한 작업은 도시된 또는 순차적인 특정 순서로 수행되거나, 또는 모든 도시된 순서가 수행되어야 하는 것을 요구하는 것으로 이해되어서는 안된다. 특정 환경에서, 멀티테스킹 및 병행 공정이 유리할 수 있다.
도면에서 도시된 다양한 구성 및 구현예에 의해 나타낸 바와 같이, 이온 교환된 유리를 생산하기 위한 다양한 방법 및 결과적인 장치가 기술되었다.
본 기재의 바람직한 구현예가 기술되었으나, 상기 기술된 구현예들은 단지 예시적인 것으로서, 본 발명의 범위는 단지 전체 범위의 균등물에 부합할 때 첨부된 청구항에 의해서만 정의되어야 하며, 본 발명을 통독한 당업자에 의해 자연스럽게 다양한 변화 및 변형이 이루어질 수 있는 것으로 이해되어야 한다.
Claims (20)
- 제1유리층;
제2유리층; 및
상기 제1 및 제2유리층 사이에 들어가는 적어도 하나의 폴리머 중간층을 포함하며,
여기서 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함하는 적층 구조. - 청구항 1에 있어서,
상기 제2유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 DOL을 갖는 박형의 화학적으로 강화된 유리를 포함하는 적층 구조. - 청구항 1에 있어서,
상기 제1유리층의 표면 압축 응력은 약 300 MPa인 적층 구조. - 청구항 1에 있어서,
상기 제1 및 제2유리층의 두께는 1.5 mm를 초과하지 않는 두께, 1.0 mm를 초과하지 않는 두께, 0.7 mm를 초과하지 않는 두께, 0.5 mm를 초과하지 않는 두께, 약 0.5 mm 내지 약 1.0 mm 범위의 두께, 약 0.5 mm 내지 약 0.7 mm 범위의 두께로 이루어진 군으로부터 선택되는 적층 구조. - 청구항 1에 있어서,
상기 제1 및 제2유리층의 두께는 상이한 적층 구조. - 청구항 1에 있어서,
상기 제1 및 제2유리층의 조성물은 상이한 적층 구조. - 청구항 1에 있어서,
상기 중간층에 인접한 상기 제1유리층의 표면은 산 에칭된 적층 구조. - 청구항 1에 있어서,
상기 중간층 반대편의 제2유리층의 표면은 산 에칭된 적층 구조. - 청구항 1에 있어서,
상기 폴리머 중간층은 폴리비닐부티랄 (PVB), 폴리카보네이트, 음향 PVB, 에틸렌 비닐 아세테이트 (EVA), 열가소성 폴리우레탄 (TPU), 이오노머, 열가소성 물질, 및 이들의 조합으로 이루어진 군으로부터 선택된 물질을 포함하는 적층 구조. - 청구항 1에 있어서,
상기 제1 또는 제2유리층은 미리결정된 취약성 한계(frangibility limit) 아래의 중심 장력 (CT)을 갖는 적층 구조. - 청구항 1에 있어서,
상기 중간층의 두께는 약 0.8 mm인 적층 구조. - 제1유리층;
제2유리층; 및
상기 제1 및 제2유리층 사이에 들어가는 적어도 하나의 폴리머 중간층을 포함하며,
여기서 상기 제1유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 층 깊이 (DOL)를 갖는 박형의 화학적으로 강화된 유리를 포함하며, 그리고
여기서 상기 제2유리층은 약 250 MPa 및 약 350 MPa 사이의 표면 압축 응력 및 약 60 ㎛ 초과의 압축 응력의 DOL을 갖는 박형의 화학적으로 강화된 유리를 포함하는 적층 유리. - 청구항 12에 있어서,
상기 제1 및 제2유리층의 표면 압축 응력은 각각 약 300 MPa인 적층 구조. - 청구항 12에 있어서,
상기 제1 및 제2유리층의 두께는 1.5 mm를 초과하지 않는 두께, 1.0 mm를 초과하지 않는 두께, 0.7 mm를 초과하지 않는 두께, 0.5 mm를 초과하지 않는 두께, 약 0.5 mm 내지 약 1.0 mm 범위의 두께, 약 0.5 mm 내지 약 0.7 mm 범위의 두께로 이루어진 군으로부터 선택되는 적층 구조. - 청구항 12에 있어서,
상기 제1 및 제2유리층의 두께는 상이한 적층 구조. - 청구항 12에 있어서,
상기 중간층에 인접한 제1유리층의 표면은 산 에칭된 적층 구조. - 청구항 12에 있어서,
상기 중간층 반대편의 제2유리층의 표면은 산 에칭된 적층 구조. - 청구항 12에 있어서,
상기 폴리머 중간층은 폴리비닐부티랄 (PVB), 폴리카보네이트, 음향 PVB, 에틸렌 비닐 아세테이트 (EVA), 열가소성 폴리우레탄 (TPU), 이오노머, 열가소성 물질, 및 이들의 조합으로 이루어진 군으로부터 선택된 물질을 포함하는 적층 구조. - 청구항 12에 있어서,
상기 제1 또는 제2유리층은 미리결정된 취약성 한계 아래의 중심 장력 (CT)을 갖는 적층 구조. - 청구항 12에 있어서,
상기 중간층의 두께는 약 0.8 mm인 적층 구조.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/926,461 US9387651B2 (en) | 2012-09-26 | 2013-06-25 | Methods for producing ion exchanged glass and resulting apparatus |
| US13/926,461 | 2013-06-25 | ||
| PCT/US2014/043619 WO2014209861A1 (en) | 2013-06-25 | 2014-06-23 | Ion exchanged glass and resulting articles |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160024947A true KR20160024947A (ko) | 2016-03-07 |
Family
ID=51210805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167001806A KR20160024947A (ko) | 2013-06-25 | 2014-06-23 | 이온 교환 유리 및 결과물인 제품 |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP3013580A1 (ko) |
| JP (2) | JP6538662B2 (ko) |
| KR (1) | KR20160024947A (ko) |
| CN (2) | CN109572110A (ko) |
| WO (1) | WO2014209861A1 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6538662B2 (ja) * | 2013-06-25 | 2019-07-03 | コーニング インコーポレイテッド | イオン交換ガラスを製造する方法および結果として得られた装置 |
| US10286631B2 (en) | 2015-06-03 | 2019-05-14 | Precision Glass Bending Corporation | Bent, veneer-encapsulated heat-treated safety glass panels and methods of manufacture |
| CN108349794A (zh) * | 2015-10-21 | 2018-07-31 | 康宁股份有限公司 | 表现出损伤容限得到改进的不对称玻璃层压件 |
| DE102017124625A1 (de) | 2016-12-22 | 2018-06-28 | Schott Ag | Dünnglassubstrat, Verfahren und Vorrichtung zu dessen Herstellung |
| CN110461781B (zh) | 2017-02-20 | 2022-11-15 | 康宁公司 | 成形玻璃层合物及其形成方法 |
| JP7136096B2 (ja) | 2017-06-28 | 2022-09-13 | Agc株式会社 | 化学強化ガラス、その製造方法および化学強化用ガラス |
| EP3692003A1 (en) * | 2017-10-06 | 2020-08-12 | Corning Incorporated | System and process for forming curved glass laminate article utilizing glass viscosity differential for improved shape matching |
| WO2019070788A1 (en) * | 2017-10-06 | 2019-04-11 | Corning Incorporated | GLASS LAMINATE HAVING LOW COMPRESSION STRENGTH, LARGE LAYER DEPTH, CHEMICALLY REINFORCED INTERNAL GLASS LAYER, AND METHOD THEREOF |
| EP3697735A1 (en) | 2017-10-18 | 2020-08-26 | Corning Incorporated | Methods for controlling separation between glasses during co-sagging to reduce final shape mismatch therebetween |
| WO2020005639A1 (en) * | 2018-06-28 | 2020-01-02 | Corning Incorporated | Asymmetric glass laminates |
| CN110002744A (zh) * | 2019-04-30 | 2019-07-12 | 四川旭虹光电科技有限公司 | 一种高抗冲击性玻璃及其制备方法 |
| CN116409929A (zh) * | 2023-02-15 | 2023-07-11 | 清远南玻节能新材料有限公司 | 复合玻璃及其制备方法、应用和汽车车窗 |
Family Cites Families (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3751238A (en) * | 1970-02-25 | 1973-08-07 | Corning Glass Works | Method of chemically strengthening a silicate article containing soda |
| US4483700A (en) | 1983-08-15 | 1984-11-20 | Corning Glass Works | Chemical strengthening method |
| JPS61251541A (ja) * | 1985-04-30 | 1986-11-08 | Asahi Glass Co Ltd | 電気光学素子 |
| DE4227050A1 (de) * | 1992-08-15 | 1994-02-17 | Flachglas Intg Glasveredelungs | Verfahren zur Herstellung einer Vorprodukt-Glasscheibe und Verbundscheiben mit verbesserter Impact-Festigkeit, die eine Vorprodukt-Glasscheibe als Bauteil aufweisen |
| DE9211909U1 (ko) * | 1992-09-04 | 1992-10-22 | Vegla Vereinigte Glaswerke Gmbh, 5100 Aachen, De | |
| US5674790A (en) | 1995-12-15 | 1997-10-07 | Corning Incorporated | Strengthening glass by ion exchange |
| JPH1160294A (ja) * | 1997-06-10 | 1999-03-02 | Nippon Sheet Glass Co Ltd | 車両用合わせガラス |
| EP1105287B1 (en) * | 1998-05-14 | 2006-10-11 | E.I. Du Pont De Nemours And Company | Glass laminates for threat resistant window systems |
| JP2003055007A (ja) * | 2001-08-10 | 2003-02-26 | Univ Kanazawa | 異厚合わせガラスおよびそれを用いたガラス構造体 |
| JP2007197288A (ja) * | 2006-01-30 | 2007-08-09 | Nippon Sheet Glass Co Ltd | 合わせガラス及びこれを用いたガラス窓構造 |
| US7666511B2 (en) | 2007-05-18 | 2010-02-23 | Corning Incorporated | Down-drawable, chemically strengthened glass for cover plate |
| EP2307328A1 (en) * | 2008-07-11 | 2011-04-13 | Corning Incorporated | Glass with compressive surface for consumer applications |
| EP2546209B1 (en) * | 2008-08-08 | 2015-10-07 | Corning Incorporated | Strengthened glass articles and methods of making |
| JP5483262B2 (ja) * | 2009-12-04 | 2014-05-07 | 日本電気硝子株式会社 | 合わせガラス |
| WO2011085190A1 (en) * | 2010-01-07 | 2011-07-14 | Corning Incorporated | Impact-damage-resistant glass sheet |
| US20120052275A1 (en) * | 2010-08-30 | 2012-03-01 | Avanstrate Inc. | Glass substrate, chemically strengthened glass substrate and cover glass, and method for manufactruing the same |
| WO2012037094A2 (en) * | 2010-09-14 | 2012-03-22 | Corning Incorporated | Appliance fascia and mounting therefore |
| US9434644B2 (en) * | 2010-09-30 | 2016-09-06 | Avanstrate Inc. | Cover glass and method for producing cover glass |
| US20120094084A1 (en) * | 2010-10-15 | 2012-04-19 | William Keith Fisher | Chemically-strengthened glass laminates |
| TWI588104B (zh) * | 2010-12-14 | 2017-06-21 | 康寧公司 | 用於強化玻璃之熱處理 |
| JP2012218995A (ja) * | 2011-04-12 | 2012-11-12 | Asahi Glass Co Ltd | 強化ガラス板及びカバーガラスの製造方法並びにカバーガラス |
| JP5636022B2 (ja) * | 2011-05-02 | 2014-12-03 | Hoya株式会社 | 電子機器用カバーガラスのガラス基板及びその製造方法 |
| US10035331B2 (en) * | 2011-06-24 | 2018-07-31 | Corning Incorporated | Light-weight hybrid glass laminates |
| US10280112B2 (en) * | 2011-08-19 | 2019-05-07 | Corning Incorporated | Ion exchanged glass with high resistance to sharp contact failure and articles made therefrom |
| JP5502937B2 (ja) * | 2012-06-11 | 2014-05-28 | Hoya株式会社 | ディスプレイ用ガラス基板及びその製造方法並びにこれを用いたディスプレイ |
| US9387651B2 (en) * | 2012-09-26 | 2016-07-12 | Corning Incorporated | Methods for producing ion exchanged glass and resulting apparatus |
| JP6538662B2 (ja) * | 2013-06-25 | 2019-07-03 | コーニング インコーポレイテッド | イオン交換ガラスを製造する方法および結果として得られた装置 |
-
2014
- 2014-06-23 JP JP2016521881A patent/JP6538662B2/ja not_active Expired - Fee Related
- 2014-06-23 KR KR1020167001806A patent/KR20160024947A/ko not_active Application Discontinuation
- 2014-06-23 CN CN201811398375.2A patent/CN109572110A/zh not_active Withdrawn
- 2014-06-23 CN CN201480046872.XA patent/CN105492205B/zh not_active Expired - Fee Related
- 2014-06-23 EP EP14740069.1A patent/EP3013580A1/en not_active Withdrawn
- 2014-06-23 WO PCT/US2014/043619 patent/WO2014209861A1/en active Application Filing
-
2019
- 2019-06-06 JP JP2019105941A patent/JP2019194152A/ja active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP3013580A1 (en) | 2016-05-04 |
| JP2019194152A (ja) | 2019-11-07 |
| CN105492205B (zh) | 2018-11-27 |
| CN109572110A (zh) | 2019-04-05 |
| CN105492205A (zh) | 2016-04-13 |
| JP6538662B2 (ja) | 2019-07-03 |
| WO2014209861A1 (en) | 2014-12-31 |
| JP2016528139A (ja) | 2016-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9387651B2 (en) | Methods for producing ion exchanged glass and resulting apparatus | |
| KR20160024947A (ko) | 이온 교환 유리 및 결과물인 제품 | |
| KR102048463B1 (ko) | 경-량 하이브리드 유리 적층체 | |
| EP3137428B1 (en) | Strengthened glass and compositions therefor | |
| CN109016739B (zh) | 轻量化混合玻璃层叠体 | |
| US20140087193A1 (en) | Methods for producing ion exchanged glass and resulting apparatus | |
| KR20160046889A (ko) | 얇은 유리 라미네이트 구조체 | |
| US20160207819A1 (en) | Methods for localized annealing of chemically strengthened glass | |
| US20130295357A1 (en) | Light-weight hybrid glass laminates | |
| JP2019503963A (ja) | 非対称ガラス積層板 | |
| JP2018538223A (ja) | 損傷許容性が改善された非対称ガラス積層板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WITB | Written withdrawal of application |