KR20140067964A - 연료 전지판 접착 방법 및 배열체 - Google Patents
연료 전지판 접착 방법 및 배열체 Download PDFInfo
- Publication number
- KR20140067964A KR20140067964A KR1020137020759A KR20137020759A KR20140067964A KR 20140067964 A KR20140067964 A KR 20140067964A KR 1020137020759 A KR1020137020759 A KR 1020137020759A KR 20137020759 A KR20137020759 A KR 20137020759A KR 20140067964 A KR20140067964 A KR 20140067964A
- Authority
- KR
- South Korea
- Prior art keywords
- fuel cell
- plate
- seal
- injection molding
- bonding film
- Prior art date
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14336—Coating a portion of the article, e.g. the edge of the article
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/14—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor incorporating preformed parts or layers, e.g. injection moulding around inserts or for coating articles
- B29C45/14467—Joining articles or parts of a single article
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0202—Collectors; Separators, e.g. bipolar separators; Interconnectors
- H01M8/0267—Collectors; Separators, e.g. bipolar separators; Interconnectors having heating or cooling means, e.g. heaters or coolant flow channels
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/028—Sealing means characterised by their material
- H01M8/0284—Organic resins; Organic polymers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/02—Details
- H01M8/0271—Sealing or supporting means around electrodes, matrices or membranes
- H01M8/0286—Processes for forming seals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/241—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes
- H01M8/242—Grouping of fuel cells, e.g. stacking of fuel cells with solid or matrix-supported electrolytes comprising framed electrodes or intermediary frame-like gaskets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/247—Arrangements for tightening a stack, for accommodation of a stack in a tank or for assembling different tanks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/24—Grouping of fuel cells, e.g. stacking of fuel cells
- H01M8/2465—Details of groupings of fuel cells
- H01M8/2484—Details of groupings of fuel cells characterised by external manifolds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/26—Sealing devices, e.g. packaging for pistons or pipe joints
- B29L2031/265—Packings, Gaskets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/34—Electrical apparatus, e.g. sparking plugs or parts thereof
- B29L2031/3468—Batteries, accumulators or fuel cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M2008/1095—Fuel cells with polymeric electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Fuel Cell (AREA)
Abstract
연료 전지 구성요소에 접합막을 고정하는 예시적인 방법은 연료 전지 구성요소에 인접하게 접합막을 배치하는 단계와 사출 성형 시일로부터의 열 에너지를 사용하여 접합막을 용융시키는 단계를 포함한다.
Description
본 개시는 일반적으로 연료 전지에 관한 것으로, 보다 자세하게는 연료 전지판을 다른 연료 전지판에 고정 및 밀봉하는 것에 관한 것이다.
연료 전지 스택 조립체(CSA)는 널리 공지되어 있으며 다수의 개별 연료 전지를 통상 포함한다. 개별 연료 전지는 폴리머 전해질 막(PEM)을 갖는 단위체화 전극 조립체(UEA)와 같은 구성요소를 포함한다.
통상적으로, 개별 연료 전지는 UEA의 애노드 측의 분리판과 UEA의 캐소드 측의 다른 분리판을 포함한다. 분리판에는 UEA에 연료와 산화제를 전달하는 도관이 설치된다. 연료 전지는 연료와 산화제를 사용하여 공지된 방식으로 전기 에너지를 생성한다. 몇몇 CSA는 연료와 산화제의 유동을 제어하기 위해 엘라스토머 시일을 사용한다.
연료 전지 구성요소에 접합막을 고정하는 예시적인 방법은 연료 전지 구성요소에 인접하게 접합막을 배치하는 단계와 사출 성형 시일로부터의 열 에너지를 사용하여 접합막을 용융시키는 단계를 포함한다.
예시적인 연료 전지 구성요소 배열체는 연료 전지판을 포함한다. 사출 성형 시일은 연료 전지판의 일측면에 위치된다. 사출 성형 시일은 연료 전지판과 다른 연료 전지 구성요소 간의 계면을 밀봉하는 실링면을 가진다. 접합막은 사출 성형 시일에 대향하는 연료 전지판의 다른 면에 고정되도록 구성된다. 사출 성형 시일로부터의 열 에너지는 접합막을 용융시킨다.
예시적인 연료 전지 조립체는 적층 관계로 배열되는 애노드판과 캐소드판을 포함한다. 접합막은 캐소드판에 애노드판을 고정하도록 구성된다. 사출 성형 시일은 애노드판, 캐소드판 또는 양측 판 모두에 근접하게 배치된다. 사출 성형 시일은 다른 연료 전지 구성요소에 대해 밀봉되도록 구성되는 실링면을 가진다.
다양한 특징과 장점은 하기 상세한 설명을 통해 기술분야의 기술자에게 명확해질 것이다. 상세한 설명을 수반하는 도면은 다음과 같이 간략하게 설명될 수 있다.
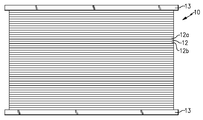
도 1은 예시적인 전지 적층 조립체의 개략도를 도시한다.
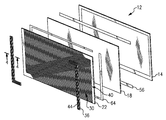
도 2는 도 1의 전지 적층 조립체 내의 연료 전지의 정면 분해도를 도시한다.
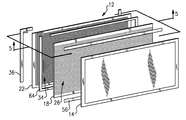
도 3은 도 2의 연료 전지의 배면 분해도이다.
도 4는 도 1의 전지 적층 조립체에 사용하기 위한 매니폴드의 분해도이다.
도 5는 도 2의 선 4-4를 따라 취한 단면도이다.
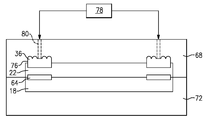
도 6은 몰드 내에 있는 도 2의 연료 전지의 선택된 부분(비례가 아님)을 도시하는 것으로, 도 3의 선 5-5를 따라 취한 단면도이다.
도 7은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 8은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 9는 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 10은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 11은 도 2의 연료 전지의 구성요소를 고정하는 예시적인 방법의 순서를 도시한다.
도 2는 도 1의 전지 적층 조립체 내의 연료 전지의 정면 분해도를 도시한다.
도 3은 도 2의 연료 전지의 배면 분해도이다.
도 4는 도 1의 전지 적층 조립체에 사용하기 위한 매니폴드의 분해도이다.
도 5는 도 2의 선 4-4를 따라 취한 단면도이다.
도 6은 몰드 내에 있는 도 2의 연료 전지의 선택된 부분(비례가 아님)을 도시하는 것으로, 도 3의 선 5-5를 따라 취한 단면도이다.
도 7은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 8은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 9는 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 10은 몰드 내에 있는 다른 예시적인 연료 전지의 선택된 부분을 도시하는 단면도이다.
도 11은 도 2의 연료 전지의 구성요소를 고정하는 예시적인 방법의 순서를 도시한다.
도 1 내지 도 5를 참조하면, 예시적인 연료 전지 스택 조립체(CSA)(10)는 복수의 다른 연료 전지(12a, 12b)와 적층 관계로 배열되는 연료 전지(12)를 포함한다. 본 실시예에서는, 압력판(13)이 CSA(10) 내에 연료 전지(12 내지 12b)를 파지한다. 일 실시예에서는 CSA(10)의 연료 전지에 파지력을 인가하기 위해 볼트(미도시)가 사용된다.
예시적인 연료 전지(12)는 폴리머 전해질 막(PEM)을 갖는 단위체화 전극 조립체(UEA)(14)를 포함한다. UEA(14)는 연료와 산화제를 공급받을 때 공지된 방식으로 전기 에너지를 제공한다.
예시적인 연료 전지(12)는 UEA(14)에 유체 형태의 연료와 산화제를 공급하는 연료판(18)과 캐소드판(22) 등의 분리판을 포함한다. 다른 연료 전지는 다른 유형의 연료 전지 유체판 및 구성요소를 포함할 수 있다.
본 실시예에서, 연료판(18)에는 수소 등의 연료를 UEA(14)에 전달하도록 구성되는 다중 연료 채널(26)이 설치된다. 연료판(18)은 몇몇 실시예에서 애노드판으로 지칭된다.
본 실시예에서, 캐소드판(22)의 일면에는 산소 등의 산화제를 연료 전지(12a)의 UEA에 전달하도록 구성되는 산화제 채널(30)이 설치된다. 캐소드판(22)의 대향면에는 연료판(18)을 가로질러 냉각제를 전달하도록 구성되는 냉각제 채널(34)이 설치되는데 냉각제는 연료 전지(12)로부터의 열 에너지를 운반한다. 캐소드판(22)은 몇몇 실시예에서 캐소드판으로 지칭된다.
예시적인 연료 전지(12)는 연료 전지(12a)의 UEA와 접촉하도록 캐소드판(22)의 산화제 채널 면으로부터 연장되는 시일 조립체(36)를 포함한다. 시일 조립체(36)는 판(22) 내부에 설치된 리세스(40) 내에 유지되는 부분을 포함한다. 예시적인 시일 조립체(36)는 사출 성형 FKM 열경화성 엘라스토머 계면 시일과 같은 열경화성 엘라스토머 시일이다. 시일 조립체(36)는 서로 분리된 두 개의 L자 형상 부분을 포함한다.
시일(36)은 연료 전지(12a)가 CSA(10) 내의 연료 전지(12) 위에 적층될 때 연료 전지(12a)의 UEA의 하향 대면 표면과 직접 접촉하는 접촉면(48)을 포함한다. 본 실시예에서, 접촉면(48)은 연료 전지(12a)의 UEA와 직접 접촉하는 네 개의 융기 돌출부(52)를 포함한다.
예시적인 시일 조립체(36)는 연료 전지(12a)와 적층 관계로 배열될 때 산화제와 같은 연료 전지 유체가 CSA(10)로부터 이동하는 것을 억제한다.
예시적인 CSA(10)는 외부 매니폴드형이다. 즉, 복수의 외부 매니폴드(54)가 CSA(10) 내의 연료 전지(12)에 연료, 산화제 및 냉각제를 전달하기 위해 사용된다. 다른 실시예에서, CSA(10)는 내부 매니폴드형 CSA이다.
예시적인 연료 전지(12)는 판(18)의 연료 채널 면을 UEA(14)에 고정하는 접합막(56)의 스트립을 포함한다. 접합막(56)은 또한 연료 전지 유체가 CSA(10)로부터 흘러나오는 것을 억제하기 위해 판(18)과 UEA(14) 간의 계면을 밀봉한다. 본 실시예에서 접합막(56)의 스트립은 I자 형상이며 CSA(10)의 외측 측면 에지를 따라 배치된다.
예시적인 연료 전지(12)는 판(22)에 대해 판(18)을 고정하는 접합막(64)의 스트립도 포함한다. 접합막(64)은 또한 연료 전지 유체가 CSA(10)로부터 이동하는 것을 억제하기 위해 판(18)과 판(22) 간의 계면을 밀봉한다. 본 실시예에서 접합막(64)의 스트립은 L자 형상이며 CSA(10)의 외측 측면 에지를 따라 배치된다.
예시적인 접합막(56, 64)은 DYNEON THV™와 같은 열가소성 엘라스토머이거나 폴리에틸렌과 같은 범용 열가소성 막이다. 접합막(56, 64)의 온도가 상승하면 접착(56, 64)의 부분이 용융된다. 용융된 부분이 경화되어 접합막(56, 64)과 접촉하는 구성요소를 고정한다.
도 3을 계속 참조하며 도 6을 참조하면, 상부 몰드(68)와 하부 몰드(72)는 판(22), 접합막(64) 및 판(18)을 유지하도록 구성된다. 상부 몰드(68)와 리세스(40)는 공동(76)을 한정한다. 본 실시예에서는 엘라스토머인 액체 재료가 적어도 하나의 탕구(sprue, 80)를 통해 재료 공급기(78)로부터 공동(76)으로 사출된다. 액체 재료가 공동(76)에서 경화되어 시일(36)을 형성한다.
예시적인 접합막(64)은 사출 성형 중에 판(22)과 판(18) 사이에 유지된다. 열 에너지의 일부는 시일(36)로부터 판(22)을 거쳐 접합막(64)으로 이동한다. 접합막(64)은 열 에너지에 의해 용융되며, 이어서 냉각되고 경화되어 판(18)에 대해 판(22)을 유지한다. 사출 성형에서 나오는 열 에너지를 사용하여 접합막(64)을 경화함으로써 연료 전지(12)의 부분이 단일 사출 성형 단계에서 단위체화된다.
본 실시예에서는 공동(76)으로 액체 재료를 사출 성형함으로써 판(22)이 판(18)을 향해 하향 가압된다. 물론 사출 성형에 의한 압력은 판(18)에 대한 판(22)의 접착력을 향상시킬 수 있다.
도 7을 참조하면, 다른 실시예에서는 상향 배향 시일(136a)이 판(122)에 인접하게 사출 성형되고, 하향 배향 시일(136b)이 판(118)에 인접하게 사출 성형된다. 본 실시예에서, 상부 몰드(168)와 하부 몰드(172)는 각각 적어도 하나의 탕구(180)를 포함한다.
또한, 본 실시예에서는, 시일(136a, 136b) 중 일측 또는 양측으로부터의 열 에너지가 접합막(164)으로 이동하여 접합막(164)을 융융하며, 이어서 접합막이 냉각되고 경화되어 판(118)에 대해 판(122)을 고정한다. 사출 성형 압력에 의해 용융 및 냉각 중에 접합막(164)이 가압됨으로써 판(118)에 대한 판(122)의 접착력이 향상될 수 있다.
도 8을 참조하면, 다른 실시예에서 시일은 상향 대면 시일부(236a)와 하향 대면 시일부(236b)를 포함한다. 판(222)과 판(218) 각각에는 사출 성형 중에 시일부(236b)로 액체 재료를 전달하는 개구(84)의 일부가 설치된다. 시일의 연결부(236c)는 개구(84) 내에서 고화하여 상향 대면 시일부(236a)와 하향 대면 시일부(236b)을 연결한다.
이때, 본 실시예에서는 부분(236a, 236b, 236c) 중 하나 이상으로부터의 열 에너지가 내측 접합막 부분(264a)과 외측 접합막 부분(264b)으로 이동한다. 열 에너지에 의해 접합막 부분(264a, 264b)이 용융되며, 이어서 냉각되고 경화되어 판(218)에 판(222)을 고정한다. 사출 성형 압력에 의해 용융 및 냉각 중에 접합막 부분(264a, 264b)이 가압됨으로써 판(218)에 대한 판(222)의 접착력이 향상될 수 있다.
특히, 본 실시예에서, 상향 대면 시일부(236a)와 하향 대면 시일부(236b)는 시일의 연결부(236c)에 대해 반경방향으로 확대된다. 따라서, 이해될 수 있는 바와 같이, 시일(236a 내지 236c) 및 접합막 부분(264a-264b) 모두는 판(222)과 판(218) 사이의 상대 운동을 제한한다.
이제 도 9를 참조하면, 다른 실시예에서 시일은 상향 대면 시일부(336a)와 연장부(336b)를 포함한다. 판(322)에는 연장부(336b)의 경화시 액체 재료를 유지하는 개구(88)가 설치된다.
예시적인 연장부(336b)는 접합막(364)과 직접 접촉한다. 상향 대면 시일부(336a)와 연장부(336b) 중 하나 이상으로부터의 열 에너지가 접합막(364)으로 이동하여 접합막(364)을 용융하며, 이어서 접합막이 냉각되고 경화되어 판(318)에 대해 판(322)을 고정한다. 시일 재료에 의해 접합막(364)에 인가되는 사출 성형 압력에 의해 용융 및 경화 중에 접합막(364)이 가압되어 판(118)에 대한 판(122)의 접착력이 향상될 수 있다.
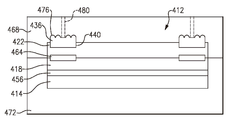
도 10을 참조하면, 다른 실시예에서는 상부 몰드(468)와 하부 몰드(472)가 판(422), 접합막(464), 판(418), 접합막(456) 및 UEA(414)와 같은 연료 전지(412)의 부분을 유지하도록 구성된다. 상부 몰드(68)와 해당 상부 몰드(468)의 리세스(440)는 공동(476)을 한정한다. 액체 재료는 적어도 하나의 탕구(480)를 통해 공동(476)으로 사출된다. 액체 재료가 공동(476)에서 경화되어 시일(436)을 형성한다.
본 실시예에서는, 시일(436)로부터의 열 에너지가 접합막(464)과 접합막(456)을 용융한다. 접합막(464)이 경화되어 판(418)에 대해 판(422)을 유지한다. 접합막(456)이 경화되어 UEA(414)에 대해 판(418)을 유지한다. 시일(436)이 사출 성형되는 동안, 접합막(464)과 접합막(456)이 경화됨으로써 연료 전지(412)가 단일 단계에서 단위체화된다. 시일 재료에 의해 인가되는 사출 성형 압력에 의해 접합막(464)과 접합막(456)이 가압되어 접합막(464, 456)의 접착력이 향상될 수 있다.
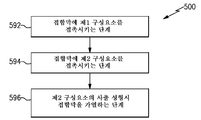
도 11을 참조하면, 다른 연료 전지 구성요소에 대해 연료 전지 구성요소를 고정하는 예시적인 방법(500)은 단계 592에서 접합막에 제1 구성요소를 접촉시키고, 단계 594에서 접합막에 제2 구성요소를 접촉시키는 단계(590)를 포함한다. 본 방법은 단계 596에서 제3 구성요소의 사출 성형시 접합막을 용융한다. 본 방법(500)은 성형 공정 중에 접합막을 가압할 수 있다. 일 실시예에서, 제3 구성요소의 경화에 요구되는 온도는 접합막의 용융 온도와 일치한다.
본 개시의 실시예는 열 에너지가 시일로부터 접합막으로 이동하는 것으로 설명한다. 기술분야의 기술자와 본 개시의 수혜자라면 이런 설명은 (시일을 형성하는) 액체 재료로부터 접합막으로의 열 에너지의 이동을 포함한다는 것을 이해할 수 있을 것이다. 물론 시일과 접합막의 재료는 접합막의 용융 온도가 시일에 적절한 사출 성형 온도와 일치하도록 선택될 수 있다.
개시된 예의 특징은 단일 제조 단계에서 연료 전지의 판을 성형하고 접착하는 것을 포함하며, 이로써 연료 전지 구성요소에 시일을 도포하기 위한 처리 및 제조 시간이 단축된다.
앞의 설명은 사실상 제한적이 아니라 예시적이다. 기술분야의 기술자라면 개시된 예에 대한 변형과 변경을 분명히 인식할 것이다. 법적 보호 범위는 하기 특허청구범위의 검토에 의해서만 판정될 수 있다.
Claims (17)
- 연료 전지 구성요소에 접합막을 고정하는 방법으로서,
제1 연료 전지 구성요소에 인접하게 접합막을 배치하는 단계와,
사출 성형 시일로부터의 열 에너지를 사용하여 상기 접합막을 용융시키는 단계를 포함하는 접합막 고정 방법. - 제1항에 있어서, 상기 접합막은 용융 후에 경화되어 제2 연료 전지 구성요소에 대해 상기 제1 연료 전지 구성요소를 고정하는 접합막 고정 방법.
- 제2항에 있어서, 상기 제1 연료 전지 구성요소와 상기 제2 연료 전지 구성요소는 연료 전지판이며, 상기 연료 전지판 사이에 상기 접합막을 배치하는 단계를 포함하는 접합막 고정 방법.
- 제1항에 있어서, 상기 접합막과 상기 연료 전지 구성요소를 유지하는 몰드내로 사출 성형 시일을 사출하는 단계를 포함하는 접합막 고정 방법.
- 제1항에 있어서, 상기 사출 성형 시일을 사용하여 용융 중에 접합막을 가압하는 단계를 포함하는 접합막 고정 방법.
- 제1 연료 전지판과,
상기 연료 전지판과 다른 연료 전지 구성요소 간의 계면을 밀봉하도록 구성되는 실링면을 가지며 상기 연료 전지판의 제1 면에 배치되는 사출 성형 시일과,
상기 제1 면에 대향하는 상기 연료 전지판의 제2 면에 고정되도록 구성되는 접합막을 포함하되, 상기 사출 성형 시일로부터의 열 에너지는 상기 접합막을 적어도 부분적으로 용융시키는 연료 전지 구성요소 배열체. - 제6항에 있어서, 상기 사출 성형 시일은 열경화성 엘라스토머 시일인 연료 전지 구성요소 배열체.
- 제6항에 있어서, 상기 접합막은 열가소성 접착 시일인 연료 전지 구성요소 배열체.
- 제6항에 있어서, 상기 사출 성형 시일은 상기 제1 연료 전지판의 개구를 통해 연장되어 상기 접합막과 접촉하는 연료 전지 구성요소 배열체.
- 제6항에 있어서,상기 접합막은 제2 연료 전지판에 상기 제1 연료 전지판을 고정하는 연료 전지 구성요소 배열체.
- 제10항에 있어서, 상기 사출 성형 시일은 상기 제1 연료 전지판에 대해 성형되는 제1 시일 부분과 상기 제2 연료 전지판에 대해 성형되는 제2 시일 부분을 포함하는 연료 전지 구성요소 배열체.
- 제10항에 있어서, 상기 사출 성형 시일은 상기 연료 전지판의 개구와 상기 제2 연료 전지판의 개구를 통해 연장되며, 상기 사출 성형 시일은 반대쪽으로 대면하는 두 개의 실링면을 가지는 연료 전지 구성요소 배열체.
- 제6항에 있어서, 상기 접합막은 단위체화 전극 조립체에 상기 연료 전지판을 고정하는 연료 전지 구성요소 배열체.
- 제6항에 있어서, 상기 접합막은 상기 사출 성형 시일의 사출 성형 중에 경화되도록 구성되는 연료 전지 구성요소 배열체.
- 애노드판과,
상기 애노드판과 적층 관계로 배열되는 캐소드판과,
상기 애노드판 또는 상기 캐소드판 중 적어도 하나에 근접하게 배치되며, 다른 연료 전지 구성요소와 접촉하도록 구성되는 실링면을 가지는 사출 성형 시일을 포함하되, 상기 사출 성형 시일로부터의 열이 상기 접합막을 용융시키는 연료 전지 조립체. - 제15항에 있어서, 상기 접합막은 상기 사출 성형 시일의 사출 성형 중에 경화되도록 구성되는 연료 전지 조립체.
- 제15항에 있어서, 상기 사출 성형 시일은 상기 접합막을 용융시키기에 충분히 높은 경화 온도를 가지는 연료 전지 조립체.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2011/028424 WO2012125153A1 (en) | 2011-03-15 | 2011-03-15 | Fuel cell plate bonding method and arrangement |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20140067964A true KR20140067964A (ko) | 2014-06-05 |
Family
ID=46831019
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020137020759A KR20140067964A (ko) | 2011-03-15 | 2011-03-15 | 연료 전지판 접착 방법 및 배열체 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US9312548B2 (ko) |
| EP (1) | EP2686902B1 (ko) |
| JP (1) | JP2014508386A (ko) |
| KR (1) | KR20140067964A (ko) |
| CN (1) | CN103460480A (ko) |
| WO (1) | WO2012125153A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103123973A (zh) * | 2013-01-23 | 2013-05-29 | 宜兴市四通家电配件有限公司 | 一种质子交换膜燃料电池双极板制备方法 |
| CN114447357B (zh) * | 2022-01-17 | 2024-04-30 | 国家电投集团氢能科技发展有限公司 | 金属双极板和金属双极板密封结构成型方法 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5643390A (en) | 1995-05-04 | 1997-07-01 | The University Of Delaware | Bonding techniques for high performance thermoplastic compositions |
| US5667881A (en) | 1995-06-06 | 1997-09-16 | Hughes Missile Systems Company | Integral thermoset/thermoplastic composite joint |
| US6399234B2 (en) * | 1998-12-23 | 2002-06-04 | Utc Fuel Cells, Llc | Fuel cell stack assembly with edge seal |
| JP4310598B2 (ja) | 2000-05-30 | 2009-08-12 | Nok株式会社 | 燃料電池セパレータ組立シール構造 |
| DE10160905B4 (de) | 2001-12-12 | 2007-07-19 | Carl Freudenberg Kg | Dichtungsanordnung für Brennstoffzellen, Verfahren zur Herstellung und Verwendung einer solchen Dichtungsanordnung |
| US20030124402A1 (en) * | 2001-12-28 | 2003-07-03 | Dave Nileshkumar Trambaklal | Unitized fuel cell electrode gasket assembly |
| US20040216832A1 (en) | 2002-05-30 | 2004-11-04 | Mercuri Robert A. | Assembling bipolar plates |
| JP4067371B2 (ja) | 2002-09-25 | 2008-03-26 | 本田技研工業株式会社 | 燃料電池 |
| DE10250434A1 (de) | 2002-10-30 | 2004-05-13 | Ab Skf | Modul für eine Brennstoffzellenanordnung |
| US7736783B2 (en) * | 2002-12-04 | 2010-06-15 | Lynntech, Inc. | Very thin, light bipolar plates |
| GB0319780D0 (en) * | 2003-08-22 | 2003-09-24 | Johnson Matthey Plc | Membrane electrode assembly |
| EP1653538A1 (de) | 2004-10-29 | 2006-05-03 | Sgl Carbon Ag | Kühlplattenmodul mit integralem Dichtungselement für einen Brennstoffzellenstack |
| US7311990B2 (en) | 2004-12-29 | 2007-12-25 | 3M Innovative Properties Company | Form-in-place fastening for fuel cell assemblies |
| JP5594966B2 (ja) * | 2006-01-17 | 2014-09-24 | ヘンケル コーポレイション | 燃料電池を形成する方法 |
| JP5235138B2 (ja) * | 2006-01-17 | 2013-07-10 | ヘンケル コーポレイション | 接合燃料電池アセンブリ及びその製造のための方法およびシステム |
| DE102006032530A1 (de) * | 2006-07-12 | 2008-01-17 | Carl Freudenberg Kg | Modul für eine Brennstoffzellenanordnung |
| US9496578B2 (en) | 2007-02-20 | 2016-11-15 | Freudenberg-Nok General Partnership | Gas diffusion layer with integrated seal for use in a fuel cell |
| JP2008226722A (ja) * | 2007-03-14 | 2008-09-25 | Toyota Motor Corp | ガスケット一体型膜電極接合体、これを含む燃料電池、膜保護構造体およびガスケット一体型膜電極接合体の製造方法 |
| US7794864B2 (en) | 2007-04-13 | 2010-09-14 | Panasonic Corporation | Fuel cell module, fuel cell, and method of manufacturing fuel cell module |
| TW201027825A (en) * | 2009-01-05 | 2010-07-16 | High Tech Battery Inc | Low pressure mould packaging structure of a fuel cell |
| WO2010082934A1 (en) * | 2009-01-19 | 2010-07-22 | Utc Power Corporation | Fuel cell seal |
-
2011
- 2011-03-15 EP EP11860823.1A patent/EP2686902B1/en active Active
- 2011-03-15 US US14/003,807 patent/US9312548B2/en not_active Expired - Fee Related
- 2011-03-15 JP JP2013557999A patent/JP2014508386A/ja active Pending
- 2011-03-15 WO PCT/US2011/028424 patent/WO2012125153A1/en active Application Filing
- 2011-03-15 KR KR1020137020759A patent/KR20140067964A/ko not_active Application Discontinuation
- 2011-03-15 CN CN2011800692740A patent/CN103460480A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP2686902A1 (en) | 2014-01-22 |
| WO2012125153A1 (en) | 2012-09-20 |
| CN103460480A (zh) | 2013-12-18 |
| EP2686902A4 (en) | 2014-09-10 |
| US20130344418A1 (en) | 2013-12-26 |
| US9312548B2 (en) | 2016-04-12 |
| EP2686902B1 (en) | 2021-05-12 |
| JP2014508386A (ja) | 2014-04-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100918133B1 (ko) | 고분자 전해질형 연료전지 및 전극/막/프레임 접합체의 제조 방법 | |
| EP2278195B1 (en) | Method of manufacturing seal part | |
| KR101484126B1 (ko) | 연료 전지 스택, 연료 전지 스택의 제조 방법, 및, 연료 전지 스택을 구성하는 모듈의 교환 방법 | |
| JP4585036B2 (ja) | Mea部材及び固体高分子形燃料電池 | |
| US10044047B2 (en) | Electrode-membrane-frame assembly, method for producing the same, and fuel cell | |
| US20090261502A1 (en) | Integral molding method of gasket of fuel cell-use component member and molding device thereof | |
| EP3503273B1 (en) | Production method for separator integrated gasket for fuel cells | |
| EP3257097B1 (en) | Seal for solid polymer electrolyte fuel cell | |
| CN104752735A (zh) | 制造用于燃料电池堆的端板的方法 | |
| JP5275070B2 (ja) | 燃料電池及びその製造方法 | |
| CN110380080B (zh) | 燃料电池用带树脂框的电解质膜-电极构造体 | |
| KR20140067964A (ko) | 연료 전지판 접착 방법 및 배열체 | |
| EP2668689B1 (en) | Fuel cell seal | |
| JP4664611B2 (ja) | 燃料電池用セパレータおよびその製造方法 | |
| JP5972409B2 (ja) | 燃料セルコンポーネントおよび燃料セルアセンブリ | |
| KR20200022998A (ko) | 연료전지 분리판 조립체 제조방법 | |
| US11489170B2 (en) | Fuel cell separator and method of manufacturing the same | |
| JP2012226848A (ja) | 高分子電解質型燃料電池の電極−膜−枠接合体およびその製造方法 | |
| KR20170053441A (ko) | 연료전지용 가스켓 | |
| JP2016207445A (ja) | 燃料電池用ガスケット及びその製造方法 | |
| JP4826159B2 (ja) | 燃料電池用セパレータとそのシール成形方法 | |
| KR101937134B1 (ko) | 연료전지용 가스켓 일체형 분리판 | |
| JP2015207501A (ja) | 燃料電池、燃料電池の製造方法、及び燃料電池の製造装置 | |
| JP2006032075A (ja) | 燃料電池用構成部品 | |
| JP2013093206A (ja) | シール材形成方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| N231 | Notification of change of applicant | ||
| A201 | Request for examination | ||
| N231 | Notification of change of applicant | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |