KR101704416B1 - 저속 연삭 가공용 연마물품 - Google Patents
저속 연삭 가공용 연마물품 Download PDFInfo
- Publication number
- KR101704416B1 KR101704416B1 KR1020157002204A KR20157002204A KR101704416B1 KR 101704416 B1 KR101704416 B1 KR 101704416B1 KR 1020157002204 A KR1020157002204 A KR 1020157002204A KR 20157002204 A KR20157002204 A KR 20157002204A KR 101704416 B1 KR101704416 B1 KR 101704416B1
- Authority
- KR
- South Korea
- Prior art keywords
- binder
- less
- bonded abrasive
- abrasive article
- abrasive
- Prior art date
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/14—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings
- B24D3/18—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic ceramic, i.e. vitrified bondings for porous or cellular structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/04—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic
- B24D3/06—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially inorganic metallic or mixture of metals with ceramic materials, e.g. hard metals, "cermets", cements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
Abstract
연마물품은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체를 포함한다. 결합 연마체의 연마입자-대-결합재 계면 탄성계수 (MOE)는 적어도 약 225 GPa이다. 결합 연마체는 약 60 m/s 이하의 속도로 금속을 포함하는 가공물을 연삭 할 수 있다.
Description
본 발명은 연마물품, 특히 저속 연삭작업에 적합한 결합 연마물품에 관한 것이다.
재료 제거 용도로 연마도구는 일반적으로 결합재 내에 연마입자들이 함유되도록 형성된다. 초연마입자들 (예를들면, 다이아몬드 또는 입방정 질화붕소 (CBN)) 또는 미정질 알파-알루미나 (MCA) 연마입자라고도 칭하는 접종 (또는 미접종) 소결화 졸 겔 알루미나 연마입자는 이러한 연마도구에 사용될 수 있다. 결합재는 유기재료, 예컨대 수지, 또는 무기재료, 예컨대 유리 또는 유리질 재료일 수 있다. 특히, 유리질 결합재를 이용하고 MCA 입자들 또는 초연마입자를 함유하는 결합 연마도구는 연삭용으로 상업적으로 유용하다.
특히 유리질 결합재를 이용하는 소정의 결합 연마도구는, 때로 1100℃ 이상의 고온 성형공정이 요구되고, 이는 MCA 연마입자들에 유해한 영향을 미친다. 실제로, 연마도구 형성에 필요한 이러한 고온에서, 결합재는 연마입자들, 특히 MCA 입자들과 반응하고, 연마제 무결성에 손상을 입히고, 입자 예리함이 줄어들고 성능이 감소된다고 알려져 있다. 이 결과, 업계에서는 성형공정에서 연마입자들의 고온 열화를 피하기 위하여 결합재 형성에 필요한 성형온도를 낮춘다. 업계에서는 이러한 결합 연마물품의 성능 개선을 여전히 요구하고 있다.
본 발명은 가공물들 연삭 및 형상화에 적합한 결합 연마물품에 관한 것이다. 특히, 본원 실시태양들의 결합 연마물품은 유리질 결합재 내부에 연마 입자들을 포함한다.
본 발명은 첨부 도면들을 참조하여 더욱 양호하게 이해되며 여러 특징부들 및 이점들이 당업자에게 명백하여 질 것이다.
도 1은 선행 결합 연마체 및 본원 실시태양들에 의한 결합 연마체에 대한 다공율, 연마재율, 및 결합재율의 다이어그램이다.
도 2는 연마입자, 결합재 및 이들의 계면 (interface)의 계수 및 경도 시험을 보이는 사진이다.
도 3은 본원 실시태양에 의한 결합 연마물품 대비2종의 종래 결합 연마물품의 연마재, 결합재 및 연마재-결합재 계면에 대한 탄성계수 (MOE) 도표이다.
도 4는 본원 실시태양에 의한 결합 연마물품 대비2종의 종래 결합 연마물품의 연마재, 결합재 및 연마재-결합재 계면에 대한 경도 도표이다
도 5는 x-축 및 y-축 모두에 대한 연마물품 형태 손실 (loss of form)의 개략 다이어그램이다.
도 6은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 표면 마감 Ra 대 송재 속도 (in-feed rate) (Z’w) 도표이다.
도 7은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 5회 연삭에서의 재료 제거 대 송재속도 (Z’w) 도표이다.
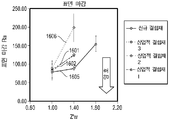
도 8은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 코너 유지 인자 (corner holding factor)를 보이는 x-축 반경 변화 대 송재속도 (Z’w) 도표이다.
도 9는 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 코너 유지 인자를 보이는 y-축 반경 변화 대 송재속도 (Z’w) 도표이다.
도 10은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 드레스 당 부품들 (parts per dress) 도표이다.
도 11은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 사이클 시간 도표이다.
다른 도면들에서 동일 도면부호는 동일하거나 유사한 부분들을 나타낸다.
도 1은 선행 결합 연마체 및 본원 실시태양들에 의한 결합 연마체에 대한 다공율, 연마재율, 및 결합재율의 다이어그램이다.
도 2는 연마입자, 결합재 및 이들의 계면 (interface)의 계수 및 경도 시험을 보이는 사진이다.
도 3은 본원 실시태양에 의한 결합 연마물품 대비2종의 종래 결합 연마물품의 연마재, 결합재 및 연마재-결합재 계면에 대한 탄성계수 (MOE) 도표이다.
도 4는 본원 실시태양에 의한 결합 연마물품 대비2종의 종래 결합 연마물품의 연마재, 결합재 및 연마재-결합재 계면에 대한 경도 도표이다
도 5는 x-축 및 y-축 모두에 대한 연마물품 형태 손실 (loss of form)의 개략 다이어그램이다.
도 6은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 표면 마감 Ra 대 송재 속도 (in-feed rate) (Z’w) 도표이다.
도 7은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 5회 연삭에서의 재료 제거 대 송재속도 (Z’w) 도표이다.
도 8은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 코너 유지 인자 (corner holding factor)를 보이는 x-축 반경 변화 대 송재속도 (Z’w) 도표이다.
도 9는 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 코너 유지 인자를 보이는 y-축 반경 변화 대 송재속도 (Z’w) 도표이다.
도 10은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 드레스 당 부품들 (parts per dress) 도표이다.
도 11은 종래 결합 연마물품 및 실시태양에 의한 결합 연마물품에 대한 사이클 시간 도표이다.
다른 도면들에서 동일 도면부호는 동일하거나 유사한 부분들을 나타낸다.
본 발명은 가공물들 연삭 및 형상화에 적합한 결합 연마물품에 관한 것이다. 특히, 본원 실시태양들의 결합 연마물품은 유리질 결합재 내부에 연마 입자들을 포함한다. 본원 실시태양들의 결합 연마물품의 적합한 분야는 연삭 가공 예컨대 예를들면, 무심 연삭, 원통 연삭, 크랭크축 연삭, 다양한 표면 연삭 가공, 베어링 및 기어 연삭 가공, 크리프 피드 연삭, 및 다양한 공구실 분야를 포함한다.
실시태양에 의하면, 결합 연마물품 형성방법은 결합재 형성을 위한 적합한 화합물들 및 성분들의 혼합물 형성에서 개시된다. 결합재는 무기재료 화합물들, 예컨대 산화물들로 형성된다. 예를들면, 하나의 적합한 산화물은 이산화규소 (SiO2)를 포함한다. 실시태양에 의하면, 결합재는 결합재 총 중량에 대하여 약 55 wt% 이하의 이산화규소로 형성된다. 다른 실시태양들에서, 이산화규소 함량은 더 적고, 예컨대 약 54 wt% 이하, 약 53 wt% 이하, 약 52 wt% 이하, 또는 약 51 wt% 이하이다. 또, 소정의 실시태양들에서 결합재는 결합재 총 중량에 대하여 적어도 약 45 wt%, 예컨대 적어도 약 46 wt%, 적어도 약 47 wt%, 적어도 약 48 wt%, 또는 적어도 약 49 wt% 이산화규소로 형성된다. 이산화규소 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
결합재는 또한 소정 함량의 산화알루미늄 (Al2O3)을 포함한다. 예를들면, 결합재는 결합재 총 중량에 대하여 적어도 약 12 wt% 산화알루미늄을 포함한다. 다른 실시태양들에서, 산화알루미늄 함량은 적어도 약 14 wt%, 적어도 약 15 wt%, 또는 적어도 약 16 wt%이다. 소정의 실시예들에서, 결합재의 산화알루미늄 함량은 결합재 총 중량에 대하여 약 23 wt% 이하, 약 21 wt% 이하, 약 20 wt% 이하, 약 19 wt% 이하, 또는 약 18 wt% 이하이다. 산화알루미늄 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
소정의 실시예들에서, 결합재는 중량비로 측정될 때 이산화규소 함량 대 중량비로 측정될 때 산화알루미늄 함량 간의 특정 비율로 형성된다. 예를들면, 알루미나에 대한 실리카의 비율은 c 결합재 내의 이산화규소 중량%를 산화알루미늄 중량%로 나누어 계산된다. 실시태양에 의하면, 산화알루미늄에 대한 이산화규소의 비율은 약 3.2 이하이다. 다른 실시예들에서, 결합재 내의 산화알루미늄에 대한 이산화규소의 비율은 약 3.1 이하, 약 3.0 이하, 또는 약 2.9 이하이다. 또, 결합재는, 소정의 실시예들에서, 산화알루미늄 중량%에 대한 이산화규소 중량%에 대한 비율이 적어도 약 2.2, 예컨대 적어도 약 2.3, 예컨대 적어도 약 2.4, 적어도 약 2.5, 적어도 약 2.6, 또는 적어도 약 2.7이 되도록 형성될 수 있다. 산화알루미늄 및 이산화규소의 총 함량은 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합재는 소정 함량의 붕소산화물 (B2O3)을 포함한다. 예를들면, 결합재는 결합재 총 중량에 대하여 약 20 wt% 이하의 붕소산화물을 포함한다. 다른 실시예들에서, 붕소산화물 함량은 더 적고, 예컨대 약 19 wt% 이하, 약 18 wt% 이하, 약 17 wt% 이하, 또는 약 16 wt% 이하이다. 또, 결합재는 결합재 총 중량에 대하여 적어도 약 11 wt%, 예컨대 적어도 약 12 wt%, 적어도 약 13 wt%, 또는 적어도 약 14 wt% 붕소산화물로 형성된다. 붕소산화물 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
하나의 실시태양에 따르면, 결합재는 결합재 내의 붕소산화물 중량% 및 이산화규소 중량% 총 함량 (즉 합계)이 결합재 총 중량에 대하여 약 70 wt% 이하가 되도록 형성될 수 있다. 다른 실시예들에서, 이산화규소 및 붕소산화물의 총 함량은 약 69 wt% 이하, 예컨대 약 68 wt% 이하, 약 67 wt% 이하, 또는 약 66 wt% 이하이다. 하나의 특정 실시태양에 의하면, 이산화규소 및 붕소산화물의 총 중량%는 결합재 총 중량에 대하여 적어도 약 55 wt%, 예컨대 적어도 약 58 wt%, 적어도 약 60 wt%, 적어도 약 62 wt%, 적어도 약 63 wt%, 적어도 약 64 wt%, 또는 적어도 약 65 wt%이다. 결합재 내의 이산화규소 및 붕소산화물의 총 중량%는 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
또한, 특정 실시예들에서, 결합재 내의 이산화규소 함량은 중량비로 측정될 때 붕소산화물 함량보다 많다. 특히, 이산화규소 함량은 붕소산화물 함량보다 적어도 약 1.5 배, 적어도 약 1.7 배, 적어도 약 1.8 배, 적어도 약 1.9 배, 적어도 약 2.0 배, 또는 적어도 약 2.5 배 많다. 또, 하나의 실시태양에서, 결합재는 약 5 배 이하, 예컨대 약 4 배 이하, 약 3.8 배 이하, 또는 약 3.5 배 이하의 이산화규소를 포함한다. 붕소산화물 함량과 비교할 때 이산화규소 함량은 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합재는 적어도 하나의 알칼리 산화물 (R2O)로부터 형성되고, 식중 R은 원소주기율표의 IA족 원소들에서 선택도는 금속을 나타낸다. 예를들면, 결합재는 산화리튬 (Li2O), 산화나트륨 (Na2O), 산화칼륨 (K2O), 및 산화세슘 (Cs2O), 및 이들의 조합의 화합물 군에서 선택되는 알칼리 산화물 (R2O)로 형성될 수 있다.
실시태양에 의하면, 결합재의 알칼리 산화물 총 함량은 결합재 총 중량에 대하여 약 20 wt% 이하이다. 본원 실시태양들에 의한 기타 결합 연마물품에 있어서, 알칼리 산화물 총 함량은 약 19 wt% 이하, 약 18 wt% 이하, 약 17 wt% 이하, 약 16 wt% 이하, 또는 약 15 wt% 이하이다. 또, 하나의 실시태양에서, 결합재 내의 알칼리 산화물 총 함량은 적어도 약 10 wt%, 예컨대 적어도 약 12 wt%, 적어도 약 13 wt%, 또는 적어도 약 14 wt%이다. 결합재의 알칼리 산화물 총 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
하나의 특정 실시태양에 의하면, 결합재는 약 3 종 이하 상기된 개별 알칼리 산화물 (R2O)로 형성된다. 실제로, 소정의 결합재는 결합재 내에 약 2 종 이하의 알칼리 산화물을 포함한다.
또한, 결합재는 임의의 알칼리 산화물의 개별 함량은 결합재 내의 알칼리 산화물 총 함량 (중량%)의 절반 이하가 되도록 형성된다. 또한, 하나의 특정 실시태양에 의하면, 산화나트륨 함량은 산화리튬 또는 산화칼륨 함량 (중량%)보다 많다. 더욱 특정한 실시예들에서, 중량비로 측정될 때 산화나트륨 총 함량은 중량비로 측정될 때 산화리튬 및 산화칼륨 함량의 합계보다 많다. 또한, 하나의 실시태양에서, 산화리튬 함량은 산화칼륨 함량보다 많다.
하나의 실시태양에 따르면, 중량비로 측정될 때 결합재를 형성하는 알칼리 산화물 총 함량은 결합재 내의(중량비로 측정될 때) 붕소산화물 함량보다 적다. 실제로, 소정의 실시예들에서 결합재 내의 붕소산화물 총 중량% 대비 알칼리 산화물 총 중량%는 약 0.9 내지 1.5, 예컨대 약 0.9 내지 1.3, 또는 약 0.9 내지 약 1.1이다.
결합재는 소정 함량의 알칼리 토금속 화합물들 (RO)로 형성되고, 식중 R은 원소주기율표 IIA 족 원소들을 나타낸다. 예를들면, 결합재는 알칼리 토금속 산화물 예컨대 산화칼슘 (CaO), 산화마그네슘 (MgO), 산화바륨 (BaO), 또는 산화스트론튬 (SrO)을 포함한다. 실시태양에 의하면, 결합재는 결합재 총 중량에 대하여 약 3.0 wt% 이하의 알칼리 토금속 산화물을 포함한다. 또 다른 실시예들에서, 결합재는 알칼리 토금속 산화물을 덜 함유하고, 예컨대 약 2.8 wt% 이하, 약 2.2 wt% 이하, 약 2.0 wt% 이하, 또는 약 1.8 wt% 이하이다. 또, 하나의 실시태양에 의하면, 결합재는 결합재 총 중량에 대하여 적어도 약 0.5 wt%, 예컨대 적어도 약 0.8 wt%, 적어도 약 1.0 wt%, 또는 적어도 약 1.4 wt%인 하나 이상의 알칼리 토금속 산화물을 포함한다. 결합재 내의 알칼리 토금속 산화물 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합재는 약 3 종 이하의 상이한 알칼리 토금속 산화물로 형성된다. 실제로, 결합재는 2종 이하의 상이한 알칼리 토금속 산화물을 함유한다. 하나의 특정 실시예에서, 결합재는 산화칼슘 및 산화마그네슘으로 이루어진 2종의 알칼리 토금속 산화물로 형성된다.
하나의 실시태양에서, 결합재의 산화칼슘 함량은 산화마그네슘 함량보다 많다. 또한, 결합재 내의 산화칼슘 함량은 결합재 내에 존재하는 임의의 다른 알칼리 토금속 산화물 함량보다 많다.
결합재는 결합재 총 중량에 대하여 총 함량이 약 20 wt% 이하가 되도록 알칼리 산화물 및 알칼리 토금속 산화물의 조합으로 형성될 수 있다. 다른 실시태양들에서, 결합재 내의 알칼리 산화물 및 알칼리 토금속 산화물 총 함량은 약 19 wt% 이하, 예컨대 약 18 wt% 이하, 또는 약 17 wt% 이하이다. 그러나, 소정의 실시태양들에서, 결합재 내에 존재하는 알칼리 산화물 및 알칼리 토금속 화합물 총 함량은 적어도 약 12 wt%, 예컨대 적어도 약 13 wt%, 예컨대 적어도 약 14 wt%, 적어도 약 15 wt%, 또는 적어도 약 16 wt%이다. 결합재의 알칼리 산화물 및 알칼리 토금속 산화물 총 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합재는 결합재 내에 존재하는 알칼리 산화물 함량이 알칼리 토금속 산화물 총 함량보다 많도록 형성될 수 있다. 하나의 특정 실시태양에서, 결합재는 알칼리 토금속 산화물 총 중량%에 대한 알칼리 산화물 총 함량 (중량%)의 비율 (R2O:RO)이 약 5:1 내지 약 15:1에 있도록 형성될 수 있다. 다른 실시태양들에서, 결합재 내에 존재하는 알칼리 토금속 산화물 총 중량%에 대한 알칼리 산화물 총 중량%의 비율은 약 6:1 내지 약 14:1, 예컨대 약 7:1 내지 약 12:1, 또는 약 8:1 내지 약 10:1이다.
실시태양에 의하면, 결합재는 결합재 총 중량에 대하여 약 3 wt% 이하의 무기인산화물에서 형성된다. 소정의 기타 실시예들에서, 결합재는 결합재 총 중량에 대하여 약 2.5 wt% 이하, 예컨대 약 2.0 wt% 이하, 약 1.5 wt% 이하, 약 1.0 wt% 이하, 약 0.8 wt% 이하, 약 0.5 wt% 이하, 또는 약 0.2 wt% 이하의 무기인산화물을 포함한다. 실제로, 소정의 경우들에서, 결합재에서 실질적으로 무기인산화물이 부재이다. 적합한 함량의 무기인산화물은 본원에 기재된 바와 같이 소정의 특성 및 연삭 성능 특성을 가능하게 한다.
하나의 실시태양에 의하면, 결합재는 산화물들 예컨대 MnO2, ZrSiO2, CoAl2O4, 및 MgO와 같은 포함한 소정의 산화물들이 약 1 wt% 이하로 포함된 조성물로 형성된다. 실제로, 특정 실시태양들에서, 결합재는 상기 산화물들이 부재이다.
혼합물에서 결합재들 외에, 결합 연마물품 성형공정은 소정 유형의 연마입자들을 더욱 포함한다. 실시태양에 따르면, 연마입자들은 미정질 알루미나 (MCA)를 포함한다. 실제로, 소정 실시예들에서, 연마입자들은 실질적으로 미정질 알루미나로 이루어진다.
연마입자들의 평균 입자 크기는 약 1050 미크론 이하이다. 다른 실시태양들에서, 연마입자들 평균 입자 크기는 더 작고, 예컨대 800 미크론 이하, 약 600 미크론 이하, 약 400 미크론 이하, 약 250 미크론 이하, 약 225 미크론 이하, 약 200 미크론 이하, 약 175 미크론 이하, 약 150 미크론 이하, 또는 약 100 미크론 이하이다. 또한, 연마입자들 평균 입자 크기는 적어도 약 1 미크론, 예컨대 적어도 약 5 미크론, 적어도 약 10 미크론, 적어도 약 20 미크론, 적어도 약 30 미크론, 또는 적어도 약 50 미크론, 적어도 약 60 미크론, 적어도 약 70 미크론, 또는 적어도 약 80 미크론이다. 연마입자들 평균 입자 크기는 상기 임의의 최소 및 최대 값들 사이의 범위에 있을 수 있다는 것을 이해하여야 한다.
미정질 알루미나를 이용하는 연마입자들에 있어서, 미정질 알루미나는 1미크론 이하의 평균 입자 크기를 가지는 입자들로 형성될 수 있다. 실제로, 미정질 알루미나 평균 입자 크기는 약 1 미크론 이하, 예컨대 약 0.5 미크론 이하, 약 0.2 미크론 이하, 약 0.1 미크론 이하, 약 0.08 미크론 이하, 약 0.05 미크론 이하, 약 0.02 미크론 이하이다.
추가로, 연마입자들 및 결합재를 포함하는 혼합물에는 기타 성분들, 예컨대 필러들, 공극 형성제들, 및 최종-형성 결합 연마물품 형성에 적합한 소재들이 포함된다. 일부 적합한 공극 형성제들의 예시로는, 제한되지는 않지만, 버블 알루미나, 버블 멀라이트, 중공 유리구체, 중공 세라믹 구체, 또는 중공 중합구체, 중합체, 유기 화합물들, 스트랜드 및/또는 유리 섬유를 포함한 섬유 재료, 세라믹 또는 중합체를 포함한다. 기타 적합한 공극 형성제들은 나프탈렌, PDB, 껍질 (shell), 목재, 및 기타 등을 포함한다. 또 다른 실시태양에서, 필러는 하나 이상의 무기재료 예를들면 산화물, 상세하게는 결정질 또는 무정형 상 (phase)의 지르코니아, 실리카, 티타니아 및 이들의 조합을 포함한다.
혼합물이 적합하게 형성된 후, 혼합물을 형상화한다. 적합한 형상화 공정은 압축가공 및/또는 몰딩 공정 및 이들의 조합을 포함한다. 예를들면, 하나의 실시태양에서, 혼합물을 몰드 내에서 냉각 압축하여 미처리체 (green body)를 형성한다.
미처리체를 적합하게 형성한 후, 미처리체를 특정 온도에서 소결하여 유리상 (phase) 결합재를 가지는 연마물품을 형성한다. 특히, 소결 공정은 약 1000℃ 이하의 소결 온도에서 수행된다. 특정 실시태양들에서, 소결 온도는 약 980℃ 이하, 예컨대 약 950℃ 이하, 특히 약 800℃ 내지 950℃일 수 있다. 상기 결합 성분들에 대하여 특히 낮은 소결 온도를 적용하여 과도한 고온을 피하여 형성 과정에서의 연마입자들의 열화를 제한한다.
하나의 특정 실시태양에 의하면, 결합 연마체는 유리상 재료를 가지는 결합재를 포함한다. 특정 실시예들에서, 결합재는 단일상 유리질 재료이다.
최종-형성 결합 연마체는 특정 함량의 결합재, 연마입자들, 및 다공율 (porosity)을 가진다. 특히, 결합 연마물품의 몸체 다공율은 결합 연마체 총 부피에 대하여 적어도 약 42 vol%이다. 다른 실시태양들에서, 다공율은 더 크고 예컨대 결합 연마체 총 부피에 대하여 적어도 약 43 vol%, 예컨대 적어도 약 44 vol%, 적어도 약 45 vol%, 적어도 약 46 vol%, 적어도 약 48 vol%, 또는 적어도 약 50 vol%이다. 실시태양에 의하면 결합 연마체의 다공율은 약 70 vol% 이하, 예컨대 약 65 vol% 이하, 약 62 vol% 이하, 약 60 vol% 이하, 약 56 vol% 이하, 약 52 vol% 이하, 또는 약 50 vol% 이하이다. 결합 연마체의 다공율은 결합 연마체 총 부피의 약 46% 내지 약 50%, 예컨대 결합 연마체 총 부피의 약 46% 내지 약 48%이다. 결합 연마체의 다공율은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합 연마체는 결합 연마체 총 부피에 대하여 적어도 약 35 vol%의 연마입자들을 가진다. 다른 실시태양들에서, 연마입자들 총 함량은 더 많고, 예컨대 적어도 약 37 vol%, 또는 적어도 약 39 vol%이다. 하나의 특정 실시태양에 의하면, 결합 연마체는 결합 연마체 총 부피에 대하여 약 50 vol% 이하, 예컨대 약 48 vol% 이하, 또는 약 46 vol% 이하의 연마입자들을 가지도록 형성된다. 결합 연마체에서 연마입자들 함량은 상기 임의의 최소비율 및 최대비율 사이에 있을 수 있다는 것을 이해하여야 한다.
특정 실시예들에서, 결합 연마체는 다공율 및 연마입자들 함량 대비 소량의 (vol%) 결합재를 함유하도록 형성된다. 예를들면, 결합 연마체는 결합 연마체 총 부피에 대하여 약 15 vol% 이하의 결합재를 가진다. 다른 실시예들에서, 결합 연마체는 결합 연마체 총 부피에 대하여 약 14 vol% 이하, 약 13 vol% 이하, 또는 약 12 vol% 이하를 함유하도록 형성된다. 하나의 특정 실시예에서, 결합 연마체는 결합 연마체 총 부피에 대하여 적어도 약 7 vol%, 예컨대 적어도 약 8 vol%, 적어도 약 9 vol%, 또는 적어도 약 10 vol%의 결합재를 가지도록 형성된다.
도 1은 특정 실시태양에 의한 결합 연마물품 내에 존재하는 상들의 다이어그램을 도시한 것이다. 도 1은 vol% 결합재, vol% 연마입자들, 및 vol% 공극들을 포함한다. 음영 영역 (101)은 연삭 분야에 적합한 종래 결합 연마물품에 대한 것이고, 음영 영역 (103)은 본원 실시태양에 의한 결합 연마물품의 상 함량들을 나타낸 것이다.
특히, 종래 결합 연마물품 (즉, 음영 영역 (101)) 상 함량은 실시태양의 결합 연마물품 상 함량과 상당히 다르다. 특히, 종래 결합 연마물품은 전형적으로 최대 다공율이 대략 40 vol% 내지 51 vol%, 연마입자 함량은 대략 42 vol% 내지 50 vol%, 및 결합재 함량은 대략 9 내지 20 vol%이다. 연삭 분야는 연삭 과정에서 과도한 힘을 처리하기 위하여 충분한 강도를 가지는 결합 연마체가 필요하고, 고도의 다공성 결합 연마체는 이러한 힘에 견딜 수 없으므로 종래 결합 연마물품의 최대 다공율은 전형적으로 50 vol% 이하이다.
하나의 실시태양에 의하면, 결합 연마물품은 종래 결합 연마물품보다 상당히 큰 다공율을 가진다. 예를들면, 실시태양의 결합 연마물품 다공율은 결합 연마체 총 부피에 대하여 약 51 vol% 내지 약 58 vol%이다. 또한, 도1 에 도시된 바와 같이, 실시태양 결합 연마물품의 연마입자 함량은 약 40 vol% 내지 약 42 vol%이고, 특히 낮은 결합재 함량은 결합 연마물품 총 부피에 대하여 대략 2 vol% 내지 약 9 vol%이다.
특히, 본원 실시태양들의 결합 연마체는 종래 결합 연마체와는 다른 특정한 특성들을 가진다. 특히, 본원 결합 연마물품은 특정 다공율, 연마입자들 함량, 및 결합재 함량을 가지고, 특정 분야, 예컨대 연삭 분야에 적합한 특정한 기계적 특성들을 보인다. 예를들면, 하나의 실시태양에서, 결합 연마체는 특정 탄성계수 (MOE)에 상응하는 특정 파괴계수 (MOR)를 가진다. 예를들면, MOE가 적어도 약 40 GPa인 결합 연마체에 있어서 MOR은 적어도 45 MPa 이다. 하나의 실시태양에서, MOE 40 GPa에 있어서 MOR은 적어도 약 46 MPa, 예컨대 적어도 약 47 MPa, 적어도 약 48 MPa, 적어도 약 49 MPa, 또는 적어도 약 50 MPa이다. 또, MOE 40 GPa인 결합 연마체에 있어서 MOR은 약 70 MPa 이하, 예컨대 약 65 MPa 이하, 또는 약 60 MPa 이하이다. MOR 은 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
다른 실시태양에서, MOE가 45 GPa인 소정의 결합 연마체에 있어서, MOR은 적어도 약 45 MPa이다. 실제로, MOE 45 GPa을 가지는 소정의 결합 연마체에 있어서, MOR은 적어도 약 46 MPa, 예컨대 적어도 약 47 MPa, 적어도 약 48 MPa, 적어도 약 49 MPa, 또는 적어도 약 50 MPa이다. 또, MOE 45 GPa에 있어서 MOR은 약 70 MPa 이하, 약 65 MPa 이하, 또는 약 60 MPa 이하이다. MOR은 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
MOR은 크기 4”x1”x0.5”인 샘플에 대한 표준 3 점 굽힘 시험으로 측정되고, 여기에서 일반적으로 샘플 크기를 제외한 ASTM D790에 따라 하중은 1”x0.5” 평면에 인가된다. 파괴하중이 기록되고 표준식을 이용하여 MOR을 계산한다. MOE는 연마 연삭 휠 산업에서 표준 실무에 의거하여 GrindoSonic 장비 또는 유사 장비를 이용하여 복합재의 자연 주파수를 측정하여 계산된다.
하나의 실시태양에서, 결합 연마체는 MOR을 MOE로 나눈 강도비를 가진다. 특정 실시예들에서, 특정 결합 연마체의 강도비 (MOR/MOE)는 적어도 약 0.8이다. 다른 실시예들에서, 강도비는 적어도 약 0.9, 예컨대 적어도 약 1.0, 적어도 약 1.05, 적어도 약 1.10이다. 또, 강도비는 약 3.00 이하, 예컨대 약 2.50 이하, 약 2.00 이하, 약 1.70 이하, 약 1.50 이하, 약 1.40 이하, 또는 약 1.30 이하이다. 결합 연마체의 강도비는 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
실시태양에 의하면, 결합 연마체는 특히 연삭가공에 적합하다. 예를들면, 본원 실시태양들의 결합 연마체는 연삭가공에 적합하다는 것을 알았다. 실제로, 결합 연마체는 가공물에 손상을 주지 않고 적합한 또는 개선된 연삭 성능을 제공한다.
본원에서 결합 연마체의 연삭 성능은 연삭 가공 예컨대 무심 연삭, 원통 연삭, 크랭크축 연삭, 다양한 표면 연삭 가공, 베어링 및 기어 연삭 가공, 크리프 피드 연삭, 및 다양한 공구실 연삭 프로세스에 관한 것이다. 또한, 연삭 가공에 적합한 가공물들은 무기 또는 유기재료를 포함한다. 특정 실시예들에서, 가공물은 금속, 금속합금, 플라스틱, 또는 천연 재료를 포함한다. 일 실시태양에서, 가공물은 철, 비철금속, 금속합금, 금속 초합금, 및 이들의 조합을 포함한다. 다른 실시태양에서, 가공물은 유기재료, 예를들면, 중합체를 포함한다. 또 다른 실시예들에서, 가공물은 천연 재료, 예를들면, 목재를 포함한다.
이러한 연마물품의 일부 휠 크기는, 직경이 약 4.5 인치 이상 내지 약 54 인치이다. 전형적인 소재 연삭량 (stock removal amounts)은 분야에 따라 약 0.0001 인치 내지 약 0.500 인치이다.
특정 실시예들에서, 결합 연마체는 가공물들을 특히 높은 연삭률로 연삭할 수 있다는 것을 알았다. 예를들면, 하나의 실시태양에서, 결합 연마체에서 연삭 가공은 적어도 약 0.4 in3/min/in (258 mm3/min/mm) 재료 연삭률로 수행된다. 다른 실시태양들에서, 재료 연삭률은 적어도 약 0.45 in3/min/in (290 mm3/min/mm), 예컨대 적어도 약 0.5 in3/min/in (322 mm3/min/mm), 적어도 약 0.55 in3/min/in (354 mm3/min/mm), 또는 적어도 약 0.6 in3/min/in (387 mm3/min/mm)이다. 또, 소정의 결합 연마체의 재료 연삭률은 약 1.5 in3/min/in (967 mm3/min/mm) 이하, 예컨대 약 1.2 in3/min/in (774 mm3/min/mm) 이하, 약 1.0 in3/min/in (645 mm3/min/mm) 이하, 또는 약 0.9 in3/min/in (580 mm3/min/mm) 이하이다. 본원의 결합 연마체는 가공물을 상기 임의의 최소값 및 최대값 사이에 있는 재료 연삭률로 연삭 할 수 있다는 것을 이해하여야 한다.
소정의 연삭 가공 과정에서, 본원의 결합 연마체는 특정 절삭 깊이 (DOC)로 연삭할 수 있다는 것을 알았다. 예를들면, 결합 연마체로 달성되는 절삭 깊이는 적어도 약 0.003 인치 (0.0762 밀리미터)이다. 다른 실시예들에서, 연삭 가공 중 결합 연마체의 달성 가능한 절삭 깊이는 적어도 약 0.004 인치 (0.102 밀리미터), 예컨대 적어도 약 0.0045 인치 (0.114 밀리미터), 적어도 약 0.005 인치 (0.127 밀리미터), 또는 적어도 약 0.006 인치 (0.152 밀리미터)이다. 본원 결합 연마체를 이용한 연삭 가공에서 절삭 깊이는 약 0.01 인치 (0.254 밀리미터) 이하, 또는 약 0.009 인치 (0.229 밀리미터) 이하이다. 절삭 깊이는 상기 임의의 최소값 및 최대값 사이에 있을 수 있다는 것을 이해하여야 한다.
다른 실시태양들에서, 결합 연마체는 상기 연삭 변수들을 활용하면서도 가공물을 약 10 Hp (7.5 kW) 이하의 최대 파워로 연삭 할 수 있다는 것을 알았다. 다른 실시태양들에서, 연삭 가공 중 최대 파워는 약 9 Hp (6.8 kW) 이하, 예컨대 약 8 Hp (6.0 kW) 이하, 또는 약 7.5 Hp (5.6 kW) 이하이다.
또 다른 실시태양에 의하면, 연삭 가공 과정에서, 본원 실시태양들의 결합 연마물품은 특히 종래 결합 연마물품과 비교할 때 우수한 코너 유지 능력을 가진다는 것을 알았다. 실제로, 0.00255 rad·인치/sec에 상당하는, 약 1.8 인치/min 이하의 송재속도 (Z’w)에서 결합 연마체는 약 0.07 인치 이하의 코너 유지 인자를 가질 수 있다. 특히, 본원에서 사용되는 바와 같이, 송재속도 (Z’w) 1.0은 0.00142 rad·인치/sec에 상당하고, 송재속도 (Z’w) 1.4는 0.00198 rad·인치/sec에 상당한다. 코너 유지 인자는 특정 송재속도 (Z’w)에서 NiCrMoV 경화된 단조 고강도 강합금인 가공물 4330V에 대한 5회 연삭 수행 후 인치로 측정되는 반경 변화이다. 소정의 다른 실시태양들에서, 약 1.80 인치/min 이하인 송재속도 (Z’w)에 대하여 결합 연마물품는 약 0.06 인치 이하, 예컨대 약 0.05 인치 이하, 약 0.04 인치 이하의 코너 유지 인자를 보여준다.
하나의 실시태양에서, 연마물품은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체를 포함한다. 결합 연마체는 적어도 약 225 GPa의 연마입자-대-결합재 계면 탄성계수 (MOE)를 가진다. 결합 연마체는 약 60 m/s 이하의 속도로 금속을 포함하는 가공물을 연삭한다.
예를들면, 연마입자-대-결합재 계면 MOE는 적어도 약 250 GPa, 예컨대 적어도 약 275 GPa, 또는 적어도 약 300 GPa이다. 달리, 연마입자-대-결합재 계면 MOE는 약 350 GPa 이하, 예컨대 약 325 GPa 이하, 또는 약 320 GPa 이하이다.
다른 실시태양에서, 연마물품은 결합재에 함유되는 연마입자들을 가지는 결합 연마체를 포함한다. 결합 연마체의 연마입자-대-결합재 계면 경도는 적어도 약 13 GPa이다. 결합 연마체는 약 60 m/s 이하의 속도로 금속을 포함하는 가공물을 연삭 할 수 있다. 다른 실시예들에서, 연마입자-대-결합재 계면 경도는 적어도 약 14 GPa, 또는 적어도 약 15 GPa이다. 달리, 연마입자-대-결합재 계면 경도는 약 20 GPa 이하, 예컨대 약 18 GPa 이하, 또는 약 16 GPa 이하이다.
또 다른 실시예에서, 결합 연마체는 약 125 마이크로-인치 이하의 표면 마감을 포함한다.
결합 연마체는 적어도 약 1.0 인치/min의 송재속도 (Z’w)에서 수행된다. 예를들면, Z’w 는 약 1.4 인치/min 이하, 예컨대 약 1.8 인치/min 이하, 약 2.0 인치/min 이하, 또는 2.2 인치/min이다.
하나의 실시예에서, 결합 연마체의 재료 연삭률은 적어도 약 0.235 in3/min이다.
연마물품의 실시태양들은 결합재에 함유되는 연마입자들을 가지는 결합 연마체를 포함한다. 결합 연마체는 송재속도 변화에 따른 x-축 반경 변화로 정의되는 연삭 인자를 포함한다. 연삭 인자는 약 0.040 이하이다. 결합 연마체는 약 60 m/s 이하의 속도로 금속을 포함하는 가공물을 연삭 할 수 있다. 연삭 인자는 약 0.035 이하, 예컨대 약 0.030 이하, 또는 약 0.028 이하일 수 있다.
특정 실시태양에서, 결합 연마체의 x-축 코너 유지 인자는 약 0.080 인치 이하이다. 예를들면, x-축 코너 유지 인자는 약 0.070 인치 이하, 예컨대 약 0.060 인치 이하, 약 0.050 인치 이하, 또는 약 0.042 인치 이하이다.
코너 유지 인자는 휠 반경 변화율로 표기된다. 예를들면, 7-인치 직경 (즉, 3.5-인치 반경)을 가지는 휠에 있어서, x-축 코너 유지 인자가 0.080 인치인 경우: 1- (3.5 - 0.08)/3.5 = 2.3% 휠 x-축 반경 변화가 생기는 것이다. x-축 코너 유지 인자가 0.07, 0.06, 0.05 및 0.042인 경우, 휠의 x-축 반경 변화는 각각 2%, 1.7%, 1.4% 및 1.2%이다. 따라서, 결합 연마체는 3% 이하의 x-축 반경 변화를 가진다. 예를들면, 결합 연마체의 x-축 반경 변화는 2.5% 이하, 예컨대 약 2% 이하, 약 1.7% 이하, 약 1.5% 이하, 또는 약 1.3% 이하이다.
결합 연마체의 기타 실시태양들은 송재속도 변화에 따른 y-축 반경 변화로 정의되는 연삭 인자를 가진다. 연삭 인자는 약 0.018 이하이다. 연삭 인자의 기타 예시로는 약 0.016 이하, 예컨대 약 0.014 이하, 약 0.012 이하, 또는 약 0.010 이하일 수 있다.
특정 실시태양에서, 결합 연마체의 y-축 코너 유지 인자는 약 0.033 인치 이하, 예컨대 약 0.030 인치 이하, 약 0.025 인치 이하, 또는 약 0.024 인치 이하이다.
코너 유지 인자는 휠 반경 변화율로 표기될 수 있다. 예를들면, 7-인치 직경 (즉, 3.5-인치 반경)을 가지는 휠에 있어서, y-축 코너 유지 인자가 0.033 인치인 경우: 1- (3.5 - 0.033)/3.5 = 0.94% 휠 y-축 반경 변화가 생기는 것이다. y-축 코너 유지 인자가 0.03, 0.025 0.024인 경우, 휠의 y-축 반경 변화는 각각 0.86%, 0.71% 및 0.69%이다.
따라서, 결합 연마체의 y-축 반경 변화는 약 1% 이하이다. 예를들면, 결합 연마체의 y-축 반경 변화는 약 0.9% 이하, 예컨대 약 0.8% 이하, 또는 약 0.7% 이하이다.
연마물품의 기타 실시예들은 종래 OD 연마 연삭 휠 보다 적어도 약 3% 예컨대 적어도 약 4%, 적어도 약 5%, 또는 적어도 약 6% 더 낮은 드레싱 (dressing)이 요구되는 몸체를 포함한다.
또 다른 실시예에서, 몸체는 종래 OD 연마 연삭 휠 보다 적어도 약 5% 더 적은 사이클 시간을 요구한다. 예를들면, 몸체는 종래 OD 연마 연삭 휠 보다 적어도 약 10% 더 적은, 예컨대 적어도 약 15% 더 적은, 또는 적어도 약 18% 더 적은 사이클 시간이 필요하다.
연마물품의 실시태양들은 약 55 m/s 이하의 속도에서 금속을 포함하는 가공물을 연삭 할 수 있는 결합 연마체를 가진다. 예를들면, 속도는 약 50 m/s 이하, 예컨대 약 45 m/ 이하 s, 또는 약 40 m/s 이하일 수 있다. 또 다른 실시예들에서, 속도는 적어도 약 35 m/s, 예컨대 적어도 약 40 m/s, 적어도 약 45 m/s, 또는 적어도 약 50 m/s이다.
연마물품은 외경이 약 24 인치 내지 약 30 인치, 예컨대 약 18 인치 내지 약 30 인치, 약 10 인치 내지 약 36 인치, 또는 약 5 인치 내지 약 54 인치인 휠을 포함한 몸체를 가진다.
연마물품의 기타 실시태양들은 단일상 유리질 재료를 포함하는 결합재를 가진다. 일부 결합 연마체 실시예들의 다공율은 결합 연마체 총 부피의 적어도 약 42 vol%, 예컨대 약 70 vol% 이하이다.
결합 연마체는 결합 연마체 총 부피의 적어도 약 35 vol%인 연마입자들을 포함한다. 또 다른 실시예에서, 결합 연마체는 결합 연마체 총 부피의 약 15 vol% 이하의 결합재를 포함한다.
예시적 결합재는 결합재 총 중량에 대하여 약 20 wt% 이하의 붕소산화물 (B2O3)로부터 형성된다. 또 다른 실시예에서, 결합재는 산화알루미늄 (Al2O3) 중량% 에 대한 이산화규소 (SiO2) 중량%의 비율 (SiO2:Al2O3)이 약 3.2 이하이다. 결합재는 약 3.0 wt% 이하의 무기인산화물 (P2O5)로부터 형성될 수 있다. 달리, 결합재는 실질적으로 무기인산화물 (P2O5)이 부재이다.
결합재의 기타 실시태양들은 알칼리 토금속 산화물 (RO)로 형성된다. 예를들면, 결합재에 존재하는 알칼리 토금속 산화물 (RO) 총 함량은 약 3.0 wt% 이하이다. 결합재는 산화칼슘 (CaO), 산화마그네슘 (MgO), 산화바륨 (BaO), 산화스트론튬 (SrO)의 군에서 선택되는 약 3 종 이하의 상이한 알칼리 토금속 산화물 (RO)로 형성된다. 결합재는 또한 산화리튬 (Li2O), 산화나트륨 (Na2O), 산화칼륨 (K2O), 및 산화세슘 (Cs2O) 및 이들의 조합으로 이루어진 군에서 선택되는 알칼리 산화물 (R2O)을 포함한다. 결합재는 알칼리 산화물 (R2O) 총 함량이 약 20 wt% 이하로부터 형성된다. 달리, 결합재는 약 3 종 이하의 알칼리 산화물 (R2O)을 포함한다. 또 다른 실시예에서, 결합재 내에 존재하는 임의의 알칼리 산화물 함량 (wt%)은 알칼리 산화물 총 함량 (wt%)의 절반 이하이다.
또 다른 실시태양들에서, 결합재는 약 55 wt% 이하의 이산화규소 (SiO2)로부터 형성된다. 결합재는 적어도 약 12 wt%의 산화알루미늄 (Al2O3)로부터 형성된다. 또한 결합재는 적어도 하나의 알칼리 산화물 (R2O) 및 적어도 하나의 알칼리 토금속 산화물 (RO)로부터 형성되고, 알칼리 산화물 및 알칼리 토금속 산화물의 총 함량은 약 20 wt% 이하이다.
예시적 결합재는 붕소산화물 (B2O3) 및 이산화규소 (SiO2)로부터 형성되고, 붕소산화물 및 이산화규소의 총 함량은 약 70 wt% 이하이다. 이산화규소 (SiO2) 함량은 붕소산화물 함량보다 많다.
특정 실시예에서, 결합재는 약 1 wt% 이하 MnO2, ZrSiO2, CoAl2O4, 및 MgO로 이루어진 군에서 선택되는 산화물로 구성도는 조성물에서 형성된다. 결합재는 실질적으로 MnO2, ZrSiO2, CoAl2O4, 및 MgO로 이루어진 군에서 선택되는 산화물이 부재한 조성물에서 형성될 수 있다. 또한, 결합 연마체는 약 1000℃ 이하에서 소결된다.
결합재의 실시태양들은 산화알루미늄 (Al2O3) 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2:Al2O3)이 약 2.4 내지 약 3.5이다. 결합재는 미량인 (<1%) 각각의 Fe2O3, TiO2 및 Mg, 및 이들의 조합을 포함한다. 결합재의 CaO 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2:CaO)은 약 32 내지 약 52이다. 결합재는 또한 Li2O 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2: Li2O)이 약 9.6 내지 약 26이다. 또 다른 실시예에서, 결합재의 Na2O 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2:Na2O)은 약 4.8 내지 약 10.4이다. 결합재의 K2O 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2:K2O)은 약 9.6 내지 약 26이다. 또한 결합재의 B2O3 중량%에 대한 이산화규소 (SiO2) 중량% 비율 (SiO2:B2O3)은 약 2.8 내지 약 5.2이다.
결합재의 실시태양들의 CaO 중량% 에 대한 산화알루미늄 (Al2O3) 중량% 비율 (Al2O3:CaO)은 약 10 내지 약 20이다. 결합재의 Li2O 중량%에 대한 산화알루미늄 (Al2O3) 중량% 비율 (Al2O3: Li2O)은 약 3 내지 약 10이다. 또한 결합재의 Na2O 중량%에 대한 산화알루미늄 (Al2O3) 중량% 비율 (Al2O3:Na2O)은 약 1.5 내지 약 4이다. 예시적 결합재의 K2O 중량%에 대한 산화알루미늄 (Al2O3) 중량% 비율 (Al2O3:K2O)은 약 3 내지 약 10이다. 또한 결합재의 B2O3 중량%에 대한 산화알루미늄 (Al2O3) 중량% 비율 (Al2O3:B2O3)은 약 0.9 내지 약 2이다.
또 다른 실시예에서, 결합재의 Li2O 중량%에 대한 CaO 중량% 비율 (CaO: Li2O)은 약 0.2 내지 약 0.75이다. 결합재의 Na2O 중량%에 대한 CaO 중량% 비율 (CaO:Na2O)은 약 0.1 내지 약 0.3이다. 또한 결합재의 K2O 중량%에 대한 CaO 중량% 비율 (CaO:K2O)은 약 0.2 내지 약 0.75이다. 또한, 결합재의 B2O3 중량%에 대한 CaO 중량% 비율 (CaO:B2O3)은 약 0.16 내지 약 0.15이다.
기타 실시태양들의 결합재에서 Na2O 중량%에 대한 Li2O 중량% 비율 (Li2O:Na2O)은 약 0.2 내지 약 1이다. 결합재의 K2O 중량%에 대한 Li2O 중량% 비율 (Li2O:K2O)은 약 0.4 내지 약 2.5이다. 또한 결합재의 B2O3 중량%에 대한 Li2O 중량% 비율 (Li2O:B2O3)은 약 0.12 내지 약 0.5이다.
특정 실시태양의 결합재는 K2O 중량%에 대한 Na2O 중량% 비율 (Na2O:K2O)이 약 1 내지 약 5이다. 또한 결합재의 B2O3 중량%에 대한 Na2O 중량% 비율 (Na2O:B2O3)은 약 0.3 내지 약 1이다. 또한, 결합재의 B2O3 중량%에 대한 K2O 중량% 비율 (K2O:B2O3)은 약 0.12 내지 약 0.5이다.
연마물품의 기타 실시예들은 결합재에 함유되는 연마입자들을 가지는 결합 연마체를 포함하고, 결합재는 약 20 wt% 이하의 붕소산화물 (B2O3), 실리카 (SiO2) 중량%: 알루미나 (Al2O3) 중량%의 비율이 약 3.2 이하 (중량%로) 및 약 3.0 wt% 이하의 무기인산화물 (P2O5)로부터 형성되고, 상기 결합 연마체의 다공율은 결합 연마체 총 부피의 적어도 약 42 vol%이다. 결합 연마체는 약 60 m/s 이하의 속도로 금속을 포함하는 가공물을 연삭 할 수 있다.
연마물품 연삭방법의 실시태양들은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체 형성 단계를 포함하고, 이에 따라 결합 연마체의 연마입자-대-결합재 계면 탄성계수 (MOE)는 적어도 약 225 GPa이다. 본 방법은 약 60 m/s 이하의 속도로 결합 연마체를 이용하여 금속을 포함하는 가공물을 연삭하는 단계를 포함한다.
연마물품 연삭방법의 또 다른 실시태양들은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체 형성 단계를 포함하고, 이에 따라 결합 연마체의 연마입자-대-결합재 계면 경도는 적어도 약 13 GPa. 본 방법은 약 60 m/s 이하의 속도로 결합 연마체를 이용하여 금속을 포함하는 가공물을 연삭하는 단계를 포함한다.
연마물품 연삭방법의 또 다른 실시태양들은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체 형성 단계를 포함하고, 이에 따라 결합 연마체는 송재속도 변화에 걸친 x-축 반경 변화로 정의되는 연삭 인자는 송재속도 (Z’w)가 적어도 약 1.0 인치/min에 대하여, 약 0.040 이하이다. 본 방법은 약 60 m/s 이하의 속도로 결합 연마체를 이용하여 금속을 포함하는 가공물을 연삭하는 단계를 포함한다.
연마물품 연삭방법의 또 다른 실시태양들은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체 형성 단계를 포함하고, 이에 따라 결합 연마체는 송재속도 변화에 걸친 y-축 반경 변화로 정의되는 연삭 인자는 송재속도 (Z’w)가 적어도 약 1.0 인치/min에 대하여, 약 0.018 이하이다. 본 방법은 약 60 m/s 이하의 속도로 결합 연마체를 이용하여 금속을 포함하는 가공물을 연삭하는 단계를 포함한다.
연마물품 연삭방법의 또 다른 실시태양들은 결합재 내에 함유되는 연마입자들을 가지는 결합 연마체 형성 단계를 포함하고, 결합재는 약 20 wt% 이하의 붕소산화물 (B2O3), 실리카 (SiO2) 중량%: 알루미나 (Al2O3) 중량% 비율이 약 3.2 이하 (중량%로) 및 약 3.0 wt% 이하의 무기인산화물 (P2O5)로부터 형성되고, 결합 연마체의 다공율은 결합 연마체 총 부피의 적어도 약 42 vol%이다. 본 방법은 약 60 m/s 이하의 속도로 결합 연마체를 이용하여 금속을 포함하는 가공물을 연삭하는 단계를 포함한다.
실시예들
실시예 1
OD 연삭 분야에서 휠 수명 또는 성능은 휠이 형태 또는 코너 유지 능력을 상실하기 전에 부품 품질에도 영향을 주는 지지 입자 개수 또는 연삭 대상 부품 개수에 따라 달라진다. 또한 휠 수명은 이후 연삭 가공을 위하여 새로운 표면 생성에 필요한 드레싱 (dressing) 빈도에도 관련된다. 또한 휠의 형태 유지 또는 코너 유지 능력은 입자를 유지하고 효율적인 연삭 가공을 위하여 양호하게 보유하는 결합재 능력과 관련된다. 본 실시예에서, 상이한 결합재들로 38A 용융 알루미나 연마입자들을 가지는 연마 휠들을 시험하였다. 시험장치는 Berkovich-타입 압입자 팁을 이용하는MTS Nanoindenter XP이다. 각각의 샘플에 대하여, 연마입자로부터, 결합재 영역까지의 입자 경계를 거쳐, 다음 연마입자로 이어지는 이중 선을 따라 20 군데에 압흔을 시도하였다 (도 2 참고). 가로 줄에 있는 압흔들 간의 간격은 10 미크론이고, 가로 줄 자체가 10 미크론 떨어져 있다. 압입 깊이는 1 미크론으로 진행되었다.
도 3 및 4는 3종의 상이한 결합재들에 대하여 각각 탄성계수 (MOE) 및 경도를 비교한 것이다. 도표들 (1301, 1302, 1303)은 각각 본원 실시태양에 의한 결합 연마물품 샘플의 연마재, 결합재, 및 연마재-대-결합재 계면의 MOE를 나타낸다. 본 샘플의 결합재 함량은 결합 연마체 총 부피의 대략 7 vol% 내지 대략 12 vol%이다. 또한, 본 샘플의 다공율은 결합 연마체 총 부피의 대략 46 vol% 내지 대략 50 vol%이다.
도 3에서, 제1 종래 샘플 CS1은 연마재, 결합재, 및 연마재-대-결합재 계면에 대하여 각각의 MOE 값들 (1305, 1306, 1307)을 보인다. 샘플 CS1은 Saint Gobain Corporation에서 VS 제품으로 상업적으로 입수되는 결합 연마물품이다. 제2 종래 샘플 CS2는 Saint Gobain Corporation에서 VH 제품으로 상업적으로 입수되는 결합 연마물품이다. 샘플 CS2는 연마재, 결합재, 및 연마재-대-결합재 계면에 대하여 각각 MOE 값들 (1310, 1311, 1312)을 보인다.
도 3에서 보이는 바와 같이, 실시태양의 계면 MOE (1303)는 종래 샘플들 CS1 및 CS2 각각의 계면 MOE (1307, 1312)를 상당히 능가한다. 이러한 결과는 본원 실시태양들에 의해 형성되는 결합 연마물품의 연마재-대-결합재 계면 MOE가 현재 기술 수준인 종래 결합 연마물품보다 상당히 개선된다는 것을 보인다.
도 4에서, 도표들 (1401, 1402, 1403)은 도 3의 실시태양에 따라 형성되는 결합 연마물품 샘플의 연마재, 결합재, 및 연마재-대-결합재 계면 각각의 경도를 나타낸다. 제1 종래 샘플 CS1은 연마재, 결합재, 및 연마재-대-결합재 계면에 대하여 각각 경도 값들 (1405, 1406, 1407)을 보인다. 샘플 CS1은 도 3에 대하여 상기된 것과 동일하다. 유사하게, 제2 종래 샘플 CS2는 연마재, 결합재, 및 연마재-대-결합재 계면 각각에 대하여 경도 값들 (1410, 1411, 1412)을 보인다. 샘플 CS2는 도 3에 대하여 상기된 것과 동일하다.
도 4에서 보이는 바와 같이, 실시태양의 계면 경도 (1403)는 종래 샘플들 CS1 및 CS2 각각의 계면 경도들 (1407, 1412)을 상당히 능가한다. 이러한 결과는 본원 실시태양들에 의해 형성되는 결합 연마물품의 연마재-대-결합재 계면 경도가 현재 기술 수준인 종래 결합 연마물품보다 상당히 개선된다는 것을 보인다.
따라서, 신규 결합재는 더 높은 탄성계수 및 경도를 가진다. 이는 연마 휠들 에서 더욱 약한 부분들 (결합재 및 계면)에서 특히 현저하다. 계면의 탄성계수 및 경도 개선으로 계면이 강화되고 연마재와의 더욱 양호한 결합성을 보인다. 이러한 구성은 공격적인 연삭 조건들에서 연마 휠들의 수명을 개선시키는데 조력한다.
실시예 2
본 코너 유지 적용 및 시험을 위하여, 4종의 7-인치 휠 샘플들을 제작하였다. 4종의 샘플들은 3종의 상이한 종래 결합재 및 본원 실시태양에 의한 하나의 결합재를 포함한다. 모든 4종의 샘플들은 38A 용융 알런덤 (alundum) 입자를 가지고, 각각의 결합재 함량은 약 7 vol% 내지 약 12 vol%이고, 다공율은 결합 연마체 총 부피의 약 46% 내지 약 50%이었다. 종래 샘플들은 실시예 1에서 사용된 동일한 VS 및 VH 결합재를 사용하였다. 표 1은 실시예 2에서 적용되는 시험 조건들의 구체적인 사항들을 제시한다.

4종의 샘플들을 코너 유지 구성으로Bryant 연삭기에서 시험하였다. 휠 속도는 50.36 m/s이었다. 시험 재료는 3.745-인치 OD 4330V 강재 (Rc= 28-32)이다. 시험 재료 속도는 1.15 m/sec이었다. 연삭 방식은 0.100-인치 폭의 그라인드를 가지는 외부 플런지 (external plunge)이다. 각각의 휠을 역판 다이아몬드 롤 (reverse plated diamond roll)을 이용하여 드레스 하였다. 목표 재료 연삭률 (Z’W)이 1.0, 1.4 및 1.8 인치3/min/인치가 되도록 송재 속도를 조정하였다. 목표 공급 속도에서 각각의 시험 휠에 대하여 드레싱 없이 5회 연속 반경방향 연삭들을 수행하였다. 마지막 연삭 후 작업 재료로부터 표면 거칠기 및 파형을 얻었다. 코너 반경 및 반경방향 마모 측정을 위하여, 각각 연삭 후, 휠 프로파일을 기록하기 위하여 시험 휠을 사용하여 포마이카 (Formica) 블랭크를 연삭하였다. 블랭크로부터 측정값을 얻었다.
도 6은 3종의 종래 결합 연마물품 (1600, 1601, 1602) 및 실시태양의 결합 연마물품 (1605)에 대한 표면 거칠기 Ra 대 송재속도 (Z’w) 도표들이다. 송재속도 (Z’w) 1.4 인치/min에서 실시태양의 결합 연마체 (1605)의 표면 거칠기는 약 85 마이크로-인치 이하이다. 반대로, 송재속도 (Z’w) 1.4 인치/min에서 물품들 (1600, 1601, 1602) 모두는 표면 거칠기가 적어도 약 125 마이크로-인치를 보였다.
도 7는 동일한 3종의 종래 결합 연마물품 (1700, 1701, 1702) 및 실시태양의 결합 연마물품 (1705)에 대한 5 회 연삭에서의 재료 제거 대 송재속도 (Z’w) 도표들이다. 송재속도 (Z’w) 1.8 인치/min에서 결합 연마체 (1705)의 재료 연삭률은 적어도 약 0.241 in3/min이다. 반대로, 종래 물품들 (1700, 1701, 1702) 모두는 송재속도 (Z’w) 1.8 인치/min에서 재료 연삭률은 약 0.235 in3/min 이하이다.
코너 마모 또는 반경 변화 측정의 개략적 다이어그램이 도 5에 도시된다. 치수 (1500)는 x-축을 따르는 샘플의 본래 치수 (즉, 축방향 폭 0.875 인치)를 나타내고, 치수 (1501)는 x-축을 따르는 샘플의 연삭-후 치수를 나타낸다. 유사하게, 치수 (1502)는 y-축을 따르는 샘플의 본래 치수 (즉, 직경 7 인치)를 나타내고, 치수 (1503)는 y-축을 따르는 샘플의 연삭-후 치수를 나타낸다.
도 8은 동일한 3종의 종래 결합 연마물품 (1800, 1801, 1802) 및 실시태양의 결합 연마물품 (1805)에 대한 코너 유지 인자를 보이는-축 반경 변화 대 송재속도 (Z’w) 도표들이다. 송재속도 (Z’w) 1.8 인치/min에서 실시태양의 결합 연마체 (1805)의 x-축 코너 유지 인자는 약 0.042 인치이다. 반대로, 종래 물품들 (1800, 1801, 1802) 모두는 송재속도 (Z’w) 1.8 인치/min에서 x-축 코너 유지 인자가 적어도 약 0.080 인치이다.
또한, 결합 연마체 (1805)는 송재속도 변화에 따른 x-축 반경 변화로서 정의되는 연삭 인자를 가진다. 연삭 인자는 실질적으로 도 8에서 선들의 평균 기울기이다. 예를들면, 몸체 (1805)에 있어서, 연삭 인자의 분자는 0.042 - 0.019 = 0.023이다. 분모는 1.80-1.00 = 0.80이다. 0.023/0.80 = 연삭 인자는 약 0.029이다. 반대로, 물품들 (1800, 1801, 1802)의 연삭 인자는 적어도 약 0.050이다.
유사하게, 도 9는 동일한 3종의 종래 결합 연마물품 (1900, 1901, 1902) 및 실시태양의 결합 연마물품 (1905)에 대한 코너 유지 인자를 보이-축 반경 변화 대 송재속도 (Z’w) 도표들이다 는. 몸체 (1905)는 송재속도 (Z’w) 1.8 인치/min에서 y-축 코너 유지 인자 약 0.024 인치를 보인다. 물품들 (1900, 1901, 1902)의 송재속도 (Z’w) 1.8 인치/min에서 y-축 코너 유지 인자들은 적어도 약 0.033 인치이다.
또한 연삭 인자들은 도 9에 기초하여 계산되었다. 예를들면, 몸체 (1905)에 있어서, 연삭 인자의 분자는 0.024 - 0.016 = 0.008이다. 분모는 1.80-1.00 = 0.80이다. 0.008/0.80 = 연삭 인자는 약 0.01이다. 반대로, 물품들 (1900, 1901, 1902)의 연삭 인자는 적어도 약 0.0188이다.
따라서, x-축 및 y-축 모두를 따르는 코너 반경 변화는 본원 실시태양에 의한 결합재를 가지는 제품은 종래 결합재 시스템으로 제작되는 제품들과 비교할 때 모든 재료 연삭률에서 최소한의 코너 마모성을 가진다는 것을 보인다.
실시예 3
본 실시예에서, 전기 실시예들에 대하여 상기된 결합재로 졸-겔 및 용융 알루미나 연마재의 조합을 포함하는 실시예들을 형성하였다. 본 샘플을 무심 플런지로 시험하여 다른 실시예들에 대하여 이용된 종래 결합재 VH로 졸-겔 및 용융 알루미나 연마재의조합을 가지는 종래 제품과 비교하였다. 연삭 휠들은 16-인치 직경을 가지고 연삭 대상 재료는 연강 (1014)이었다. 목적은 드레스 당 부품들 (parts per dress)을 증가시킴으로써 생산성을 개선하는 것이다. 휠 속도는 57.45 m/sec이고 부품 (part) 속도는 1.15 m/sec이었다.
표 2는 실시예 3에서 적용된 시험 조건들에 대한 상세 사항들을 제시한 것이다.
| 시험 조건들 | ||
| 단위 (존재하는 경우) | ||
| 기계 | Cincinnati Viking 무심 시리즈 | |
| 냉각재 타입 | Castrol 9951 | |
| 드레서 RPM | 4200 | |
| 반경방향 깊이 /패스 | in | 0.001 |
| Comps (패스) / 드레스 | 1 | |
| 총 드레스 깊이 | in | 0.001 |
| 휠 속도 | rpm | 2700 |
| 송재 속도 (R1) | in/min | 1.102 |
| 송재 속도 (R2) | in/min | 0.748 |
| 송재 속도 (마감) | in/min | 0.315 |
도 10은 종래 결합 연마물품 (2000) 및 실시태양의 결합 연마물품 (2005)에 대한 드레스 당 부품들 도표이다. 물품 (2005)은 물품 (2000)과 대비하여 양호한 표면 마감 또는 형태로 드레스 당 부품들에 있어서 상당한 개선 (약 7% 개선)을 보였다.
또 다른 이점은 신규 휠에 대하여 송재속도가 상당히 증가될 수 있다는 것이고 이는 사이클 시간을 줄일 수 있다. 더 낮은 사이클 시간으로 연삭 가공의 효율성이 좋아진다. 도 10에 대하여 기재된 동일한 샘플들에 대하여 사이클 시간을 시험하고 결과를 도 11에 제시한다. 도 11은 종래 결합 연마물품 (2100) 및 실시태양의 결합 연마물품 (2105)에 대한 사이클 시간 도표이다. 물품 (2105)은 물품 (2100)에 비하여 상당한 (대략 18%) 개선을 보였다.
상기 실시태양들은 현재 기술 수준과는 차별되는 연마 제품, 특히 결합 연마 제품에 관한 것이다. 본원 실시태양들의 결합 연마제품은 연삭 성능을 개선시키는 특징들의 조합을 이용한다. 본원에 기재된 바와 같이, 본원 실시태양들의 결합 연마체는 특정 함량 및 유형의 연마입자들, 특정 함량 및 유형의 결합재, 및 특정 다공율이 적용된다. 등급 및 구조에 있어서 종래 연마 제품들의 알려진 영역 외이지만 이러한 제품들이 효과적으로 형성될 수 있다는 발견 외에도, 또한 이러한 제품은 연삭 성능이 개선된다는 것을 알았다. 특히, 본 실시태양들의 결합 연마제품은 종래 연삭 휠들과 비교할 때 상당히 더 높은 다공율을 가짐에도 불구하고 연삭 가공 중에 저속으로 작동될 수 있다는 것을 알았다. 실제로, 아주 놀랍게도, 본원 실시태양들의 결합 연마체는 약 60 m/s 이하의 휠 속도로 작동될 수 있고, 또한 현재 기술 수준의 연삭 휠들과 비교할 때 개선된 재료 연삭률, 코너 유지 능력, 및 적합한 표면 마감을 보인다.
상기 설명에서 특정 실시태양들 및 소정 요소들에 대한 참조는 예시적인 것이다. 결합 또는 연결되는 것으로 요소들이 기재되는 것은 상기 요소들 간의 직접 연결 또는 본원의 방법 수행에서 예측되는 하나 이상의 개재 요소들을 통한 간접 연결을 포괄할 의도라는 것을 이해하여야 한다. 따라서, 개시된 주제는 예시적이고 제한적인 것이 아니며, 첨부된 청구범위는 본 발명의 진정한 범위에 속하는 이러한 모든 변경, 개선 및 기타 실시태양들을 포괄할 의도이다. 따라서, 법이 허용한 최대로, 본 발명의 범위는 청구범위 및 이의 균등론을 광의로 해석하여 판단되어야 하고 상기 상세한 설명에 제한 또는 한정되어서는 아니된다.
특허법에 부합되고 청구범위 및 의미를 해석 또는 한정하는 것이 아니라는 이해로 요약서가 제출된다. 또한, 상기된 상세한 설명에서, 다양한 특징부들이 개시의 간소화를 위하여 단일 실시태양에서 집합적으로 함께 설명된다. 청구되는 실시태양들이 각각의 청구항에서 명시적으로 언급되는 것 이상의 특징부들을 필요로 한다는 의도로 이러한 개시가 해석되어서는 아니된다. 오히려, 하기 청구범위에서와 같이, 본 발명의 주제는 개시된 임의의 실시태양의 모든 특징부들보다 적은 것에 관한 것이다. 따라서, 하기 청구범위는 상세한 설명에 통합되고, 각각의 청구항은 그 자체로 청구되는 주제를 별개로 정의하는 것이다.
Claims (15)
- 연마물품에 있어서,
결합재 내에 함유되는 연마입자들을 가지는 결합 연마체를 포함하고;
결합재는 결합재 총 중량에 대하여 알칼리 산화물 (R2O) 및 알칼리 토금속 산화물 (RO)의 조합을 적어도 14 wt%의 총 함량으로 포함하고;
결합재는 결합재 총 중량에 대하여 붕소산화물 (B2O3)을 11 wt% 이상 및 17 wt% 이하의 함량으로 포함하고;
상기 결합 연마체의 연마입자-대-결합재 계면 탄성계수 (MOE)는 225 GPa 이상 및 350 GPa 이하인, 연마물품. - 제1항에 있어서, 결합 연마체의 연마입자-대-결합재 계면 경도는 적어도 13 GPa인, 연마물품.
- 제1항에 있어서, 결합 연마체는 적어도 35 m/s의 속도로 금속을 포함하는 가공물을 연삭 할 수 있는, 연마물품.
- 제1항에 있어서, 결합 연마체의 다공율은 결합 연마체 총 부피의 42 vol% 이상 내지 70 vol% 이하이고, 결합 연마체는 결합 연마체 총 부피의 적어도 35 vol% 연마입자들을 포함하는, 연마물품.
- 제1항에 있어서, 결합재는 적어도 하나의 알칼리 산화물 (R2O) 및 적어도 하나의 알칼리 토금속 산화물 (RO)로부터 형성되고, 알칼리 산화물 및 알칼리 토금속 산화물의 총 함량은 결합재 총 중량에 대하여 20 wt% 이하인, 연마물품.
- 제1항에 있어서, 결합재의 Li2O 중량%에 대한 이산화규소 (SiO2) 중량%의 비율 (SiO2/Li2O)은 9.6 내지 26인, 연마물품.
- 제1항에 있어서, 결합재의 Na2O 중량%에 대한 이산화규소 (SiO2) 중량%의 비율 (SiO2/Na2O)은 4.8 내지 10.4인, 연마물품.
- 제1항에 있어서, 결합재의 K2O 중량%에 대한 이산화규소 (SiO2) 중량%의 비율 (SiO2/K2O)은 9.6 내지 26인, 연마물품.
- 제1항에 있어서, 결합재의 B2O3 중량%에 대한 이산화규소 (SiO2) 중량%의 비율 (SiO2/B2O3)은 2.8 내지 5.2인, 연마물품.
- 제1항에 있어서, 결합재의 Na2O 중량%에 대한 Li2O 중량%의 비율 (Li2O/Na2O)은 0.2 내지 1인, 연마물품.
- 제1항에 있어서, 결합재의 K2O 중량%에 대한 Li2O 중량%의 비율 (Li2O/K2O)은 0.4 내지 2.5인, 연마물품.
- 제1항에 있어서, 결합재의 K2O 중량%에 대한 Na2O 중량%의 비율 (Na2O/K2O)은 1 내지 5인, 연마물품.
- 제1항에 있어서, 결합 연마체는 송재속도 변화 (인치/min)에 대한 x-축 반경 변화 (인치)의 평균 비율로 정의되는 연삭 인자를 가지고, 상기 연삭 인자는 송재속도 (Z’w)가 1.0 인치/min를 초과하는 구역에서 0.040 min 이하인, 연마물품.
- 제1항에 있어서, 결합 연마체는 송재속도 변화 (인치/min)에 대한 y-축 반경 변화 (인치)의 평균 비율로 정의되는 연삭 인자를 가지고, 상기 연삭 인자는 송재속도 (Z’w)가 1.0 인치/min를 초과하는 구역에서 0.018 min 이하인, 연마물품.
- 제1항에 있어서, 결합재는 3.0 wt% 이하의 무기인산화물 (P2O5) 로부터 형성되고, 결합재는 알루미나 (Al2O3)의 중량%에 대한 실리카 (SiO2)의 중량%의 비율 (SiO2/Al2O3)을 3.2 이하 (중량%로)로 가지고, 결합 연마체의 다공율은 결합 연마체 총 부피의 적어도 42 vol%인, 연마물품.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261668860P | 2012-07-06 | 2012-07-06 | |
| US61/668,860 | 2012-07-06 | ||
| US201261677655P | 2012-07-31 | 2012-07-31 | |
| US61/677,655 | 2012-07-31 | ||
| PCT/US2013/049251 WO2014008356A1 (en) | 2012-07-06 | 2013-07-03 | Abrasive article for lower speed grinding operations |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20150036225A KR20150036225A (ko) | 2015-04-07 |
| KR101704416B1 true KR101704416B1 (ko) | 2017-02-08 |
Family
ID=49877453
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157002204A KR101704416B1 (ko) | 2012-07-06 | 2013-07-03 | 저속 연삭 가공용 연마물품 |
Country Status (14)
| Country | Link |
|---|---|
| US (1) | US20140007517A1 (ko) |
| EP (2) | EP2869968B1 (ko) |
| JP (1) | JP5921772B2 (ko) |
| KR (1) | KR101704416B1 (ko) |
| CN (1) | CN104640675B (ko) |
| AR (1) | AR091657A1 (ko) |
| BR (1) | BR112015000164B1 (ko) |
| IL (1) | IL236438B (ko) |
| IN (1) | IN2015DN00417A (ko) |
| MX (1) | MX2015000143A (ko) |
| RU (1) | RU2603515C2 (ko) |
| TW (1) | TWI535535B (ko) |
| WO (1) | WO2014008356A1 (ko) |
| ZA (1) | ZA201500148B (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2014114734A1 (en) | 2013-01-25 | 2014-07-31 | Universitat De Barcelona | Method for predicting the onset of extrapyramidal symptoms (eps) induced by an antipsychotic-based treatment |
| ES2932533T3 (es) * | 2014-12-30 | 2023-01-20 | Saint Gobain Abrasives Inc | Artículos abrasivos y métodos para formar los mismos |
| TW201821580A (zh) | 2014-12-30 | 2018-06-16 | 美商聖高拜磨料有限公司 | 磨料製品及其成形方法 |
| JP2023532872A (ja) * | 2020-07-10 | 2023-08-01 | サンーゴバン アブレイシブズ,インコーポレイティド | 結合研磨物品及びそれを作製する方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3099965B2 (ja) * | 1995-05-25 | 2000-10-16 | ノートン カンパニー | 改良されたコーナー保持性を有するアルミナ砥石車 |
| JP2001521829A (ja) * | 1997-10-31 | 2001-11-13 | ノートン カンパニー | 研磨工具用の低温結合剤 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5035723A (en) * | 1989-04-28 | 1991-07-30 | Norton Company | Bonded abrasive products containing sintered sol gel alumina abrasive filaments |
| US5203886A (en) * | 1991-08-12 | 1993-04-20 | Norton Company | High porosity vitrified bonded grinding wheels |
| US5401284A (en) * | 1993-07-30 | 1995-03-28 | Sheldon; David A. | Sol-gel alumina abrasive wheel with improved corner holding |
| US5738697A (en) * | 1996-07-26 | 1998-04-14 | Norton Company | High permeability grinding wheels |
| JP4582671B2 (ja) * | 1997-12-16 | 2010-11-17 | 株式会社ディスコ | 研削ホイール及び該研削ホイールを搭載した研削装置 |
| US6056795A (en) * | 1998-10-23 | 2000-05-02 | Norton Company | Stiffly bonded thin abrasive wheel |
| JP2000271854A (ja) * | 1999-03-25 | 2000-10-03 | Hitachi Ltd | 加工方法及びその装置並びに半導体基板の加工方法 |
| US6123744A (en) * | 1999-06-02 | 2000-09-26 | Milacron Inc. | Vitreous bond compositions for abrasive articles |
| BR0109387B1 (pt) * | 2000-03-23 | 2011-01-25 | ferramenta abrasiva com liga vitrificada e processo para fabricação da mesma. | |
| US7544114B2 (en) * | 2002-04-11 | 2009-06-09 | Saint-Gobain Technology Company | Abrasive articles with novel structures and methods for grinding |
| US6988937B2 (en) * | 2002-04-11 | 2006-01-24 | Saint-Gobain Abrasives Technology Company | Method of roll grinding |
| RU2240914C1 (ru) * | 2003-04-23 | 2004-11-27 | Федеральное государственное унитарное предприятие "НПО "ТЕХНОМАШ" | Абразивный инструмент |
| US8029338B2 (en) * | 2003-12-23 | 2011-10-04 | Diamond Innovations, Inc. | Grinding wheel for roll grinding application and method of roll grinding thereof |
| KR101161337B1 (ko) * | 2007-03-14 | 2012-07-02 | 생-고벵 아브라시프 | 연마지석 제품 및 그의 제조방법 |
| KR101391266B1 (ko) * | 2007-03-14 | 2014-05-27 | 생-고벵 아브라시프 | 연마지석 제품의 제조방법 |
| WO2011069006A2 (en) * | 2009-12-02 | 2011-06-09 | Saint-Gobain Abrasives, Inc. | Bonded abrasive article and method of forming |
| TWI470069B (zh) * | 2011-03-31 | 2015-01-21 | Saint Gobain Abrasives Inc | 用於高速磨削操作之磨料物品 |
-
2013
- 2013-07-01 TW TW102123548A patent/TWI535535B/zh not_active IP Right Cessation
- 2013-07-02 AR ARP130102363 patent/AR091657A1/es unknown
- 2013-07-03 JP JP2015520675A patent/JP5921772B2/ja active Active
- 2013-07-03 IN IN417DEN2015 patent/IN2015DN00417A/en unknown
- 2013-07-03 EP EP13812896.2A patent/EP2869968B1/en active Active
- 2013-07-03 WO PCT/US2013/049251 patent/WO2014008356A1/en active Application Filing
- 2013-07-03 EP EP21174364.6A patent/EP3900878A3/en active Pending
- 2013-07-03 BR BR112015000164-5A patent/BR112015000164B1/pt active IP Right Grant
- 2013-07-03 RU RU2015102911/02A patent/RU2603515C2/ru not_active IP Right Cessation
- 2013-07-03 CN CN201380042495.8A patent/CN104640675B/zh active Active
- 2013-07-03 US US13/934,714 patent/US20140007517A1/en not_active Abandoned
- 2013-07-03 KR KR1020157002204A patent/KR101704416B1/ko active IP Right Grant
- 2013-07-03 MX MX2015000143A patent/MX2015000143A/es unknown
-
2014
- 2014-12-24 IL IL236438A patent/IL236438B/en active IP Right Grant
-
2015
- 2015-01-09 ZA ZA2015/00148A patent/ZA201500148B/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3099965B2 (ja) * | 1995-05-25 | 2000-10-16 | ノートン カンパニー | 改良されたコーナー保持性を有するアルミナ砥石車 |
| JP2001521829A (ja) * | 1997-10-31 | 2001-11-13 | ノートン カンパニー | 研磨工具用の低温結合剤 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2869968A1 (en) | 2015-05-13 |
| EP2869968B1 (en) | 2021-05-19 |
| TW201402279A (zh) | 2014-01-16 |
| EP3900878A3 (en) | 2022-03-09 |
| MX2015000143A (es) | 2015-05-07 |
| JP5921772B2 (ja) | 2016-05-24 |
| CN104640675A (zh) | 2015-05-20 |
| US20140007517A1 (en) | 2014-01-09 |
| AR091657A1 (es) | 2015-02-18 |
| KR20150036225A (ko) | 2015-04-07 |
| RU2603515C2 (ru) | 2016-11-27 |
| ZA201500148B (en) | 2015-12-23 |
| BR112015000164A2 (pt) | 2017-06-27 |
| BR112015000164B1 (pt) | 2021-01-12 |
| EP2869968A4 (en) | 2016-06-08 |
| JP2015521963A (ja) | 2015-08-03 |
| CN104640675B (zh) | 2017-05-24 |
| IL236438B (en) | 2018-01-31 |
| TWI535535B (zh) | 2016-06-01 |
| RU2015102911A (ru) | 2016-08-27 |
| WO2014008356A1 (en) | 2014-01-09 |
| IL236438A0 (en) | 2015-02-26 |
| EP3900878A2 (en) | 2021-10-27 |
| IN2015DN00417A (ko) | 2015-06-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8999026B2 (en) | Bonded abrasive article and method of forming | |
| JP5538558B2 (ja) | ボンド研磨物品およびその形成方法 | |
| KR101704416B1 (ko) | 저속 연삭 가공용 연마물품 | |
| US9144885B2 (en) | Abrasive article for high-speed grinding operations | |
| US9539701B2 (en) | Abrasive article for high-speed grinding operations |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E902 | Notification of reason for refusal | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| GRNT | Written decision to grant |