KR101286804B1 - 향상된 횡-기계 방향 성질을 갖는 티슈 제품 - Google Patents
향상된 횡-기계 방향 성질을 갖는 티슈 제품 Download PDFInfo
- Publication number
- KR101286804B1 KR101286804B1 KR1020087014071A KR20087014071A KR101286804B1 KR 101286804 B1 KR101286804 B1 KR 101286804B1 KR 1020087014071 A KR1020087014071 A KR 1020087014071A KR 20087014071 A KR20087014071 A KR 20087014071A KR 101286804 B1 KR101286804 B1 KR 101286804B1
- Authority
- KR
- South Korea
- Prior art keywords
- machine direction
- web
- tissue
- fabric
- cross
- Prior art date
Links
Images


Classifications
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
- D21F11/145—Making cellulose wadding, filter or blotting paper including a through-drying process
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21F—PAPER-MAKING MACHINES; METHODS OF PRODUCING PAPER THEREON
- D21F11/00—Processes for making continuous lengths of paper, or of cardboard, or of wet web for fibre board production, on paper-making machines
- D21F11/14—Making cellulose wadding, filter or blotting paper
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
Abstract
바람직한 강도, 스트레치 및 유연성 특성을 갖는 티슈 제품이 개시된다. 특히, 티슈 제품은 여전히 비교적 낮은 강성도 및 상당량의 스트레치를 가지면서도 비교적 높은 강도를 나타낸다. 티슈 웹은 일반적으로 크레이핑되지 않고 통기 건조된 웹을 포함한다. 본 발명의 내용에 따르면, 웹은 전사 직물 및 통기건조 직물이 모두 횡-기계 방향에서 실질적으로 균일한 높은 변형 분포를 갖는 텍스처화된 직물인 통기-건조 공정으로 형성된다. 횡-기계 방향에서의 성질들의 다양한 개선은 티슈 제조 방법 동안 직물들 중 하나 이상에 맞대어 티슈 웹을 변형 또는 성형함으로써 나타난다.
티슈 웹, 통기 건조, 횡-기계 방향 성질
Description
욕실용 티슈와 같은 티슈 제품의 제조시, 최종 제품에 제품이 의도하는 목적에 적합한 속성들의 적절한 블렌드를 제공하기 위하여 광범위의 다양한 제품 특성들에 주의를 기울여야 한다. 강도를 손상시키지 않으면서 티슈의 유연성을 개선하는 것이 티슈 제조에 있어서, 특히 고급 제품에 있어서 꾸준한 목적이 된다. 그러나, 유연성은 두께, 평활성 및 보풀이 이는 성질(fuzziness)을 포함하는 많은 인자들을 포함하는 티슈의 감각 성질이다.
충분한 강도를 보유하면서 티슈 제품의 유연성을 개선하기 위하여, 다양한 2겹 티슈 제품이 제시되어 왔다. 그러나, 제조 경제학의 면에서, 여러 겹 제품은 전형적으로 한 겹 제품에 비하여 제조하기 더 비싸다. 따라서, 강도를 보유하면서 높은 벌크 및 유연성을 갖는 한 겹 티슈 제품을 필요로 하고 있다.
전통적으로, 티슈 제품은 최종 건조 전에 웹을 압착하여 습식-레잉된 웹으로부터 상당량의 물이 제거되는 습식-압착 공정을 사용하여 제조되어 왔다. 한 실시태양에서는, 예를 들면, 흡수성 제지 펠트에 의해 지지되는 동안에, 웹이 최종 건조를 위해 양키(Yankee) 건조기의 표면으로 전달될 때, 웹은 펠트와 회전하는 가열된 실린더(양키 건조기)의 표면 사이에서 가압 롤을 사용하여 압착된다. 건조된 웹은 이후에 양키 건조기로부터 독터 블레이드로 제거되는데(크레이핑(creping)), 이것은 이전에 공정의 습식-압착 단계 동안에 형성된 결합들 중 다수를 파괴시켜 건조된 웹을 부분적으로 박리시키는 작용을 한다. 크레이핑은 비록 강도의 손실은 있지만, 일반적으로 웹의 유연성을 개선한다.
최근에, 티슈 웹 건조 수단으로서 직통건조(throughdrying)가 대중적으로 증가되고 있다. 직통건조는 건조될 때까지 웹을 통해 열기를 통과시킴으로써 웹으로부터 물을 제거하는 상대적으로 비압축식 방법을 제공한다. 보다 구체적으로, 습식-레잉된 웹을 조대하고 매우 투과성인 직통건조 직물로 전달시키고 이것이 적어도 거의 완전히 건조될 때까지 직통건조 직물 상에 보유시킨다. 결과 얻어지는 건조된 웹은 제지 결합이 더 적게 형성되고 웹이 덜 치밀하기 때문에 습식-압착된 시트에 비하여 더 부드럽고 벌크가 더 클 수 있다. 비록 후속되는 크레이핑을 위한 웹의 양키 건조기로의 전달을 종종 사용하여 결과 얻어지는 티슈를 최종 건조 및/또는 연화시키기는 하지만, 습윤 웹으로부터 물의 압착은 없어진다.
더욱 더 최근에, 모두 본원에서 참고문헌으로 인용되는, 미국 특허 제5,607,551호; 제5,772,845호; 제5,656,132호; 제5,932,068호; 및 제6,171,442호에 개시된 바와 같이 고벌크 시트에 있어서 상당한 진전이 이루어졌다. 이들 특허들은 양키 건조기를 사용하지 않고서 만들어진 직통건조된 부드러운 티슈를 개시한다.
심지어 상기한 특허들에 개시된 진전에 비추어, 욕실용 티슈, 화장용 티슈 및 페이퍼 타월과 같은 티슈 제품을 제조하는데 사용된 방법들에 추가의 개선이 여 전히 요구된다. 본 발명의 내용은 일반적으로 개선된 성질을 갖는, 특히 횡-기계 방향에서 개선된 성질을 갖는 티슈 제품에 관한 것이다.
정의
본 발명에서 기재되는 바와 같은 티슈 제품은 기재 웹으로부터 만들어진 종이 제품, 예를 들면 욕실용 티슈, 화장용 티슈, 페이퍼 타월, 공업용 와이퍼, 식당용 와이퍼, 냅킨, 의료용 패드 및 기타 유사한 제품을 포함하는 것을 의미한다.
본원에서 사용된 펄프 섬유는 모든 공지된 셀룰로스계 섬유 또는 셀룰로스계 섬유를 포함하는 섬유 믹스를 포함한다. 본 발명의 웹을 제조하는데 적합한 섬유는 비목질 섬유, 예를 들면 면, 아바카, 케나프(kenaf), 사바이 그라스(sabai grass), 아마, 아프리카나래새, 짚, 황마, 대마, 사탕수수찌끼, 유액분비식물 섬유, 및 파인애플 잎 섬유; 및 목질 섬유, 예를 들면 노던 및 사던 연목 크라프트 섬유와 같은 연목 섬유; 유칼립터스, 단풍나무, 자작나무 및 사시포플러나무와 같은 경목 섬유를 포함하는, 활엽수 및 침엽수로부터 얻은 것들을 포함하지만 이들로 제한되지는 않는 임의의 천연 셀룰로스계 섬유를 포함한다. 목질 섬유는 고수율 또는 저수율 형태로 제조될 수 있고, 크라프트, 설파이트, 고수율 펄프화 방법 및 다른 공지된 펄프화 방법을 포함하는 임의의 공지된 방법으로 펄프화될 수 있다. 1988년 12월 27일에 특허허여된 라아마넨(Laamanen) 등의 미국 특허 제4,793,898호; 1986년 6월 10일에 특허허여된 창(Chang) 등의 미국 특허 제4,594,130호; 및 미국 특허 제3,585,104호에 개시된 섬유 및 방법들을 포함하는 유기용매 펄프화 방법으로부터 제조된 섬유도 또한 사용될 수 있다. 유용한 섬유는 또한 1997년 1월 21일에 고든(Gordon) 등에 특허허여된 미국 특허 제5,595,628호에 의해 예시되는 안트라퀴논 펄프화에 의해 생산될 수 있다. 섬유 완성지료의 일부분, 예를 들면 최대 50 건조중량% 또는 그 이하, 또는 약 5 내지 약 30 건조중량%가 합성 섬유, 예를 들면 레이온, 폴리올레핀 섬유, 폴리에스테르 섬유, 이성분 외피-코어 섬유, 다성분 결합제 섬유 등일 수 있다. 예시적인 폴리에틸렌 섬유는 헤르클레스, 인크.(Hercules, Inc.)(델라웨어주 윌밍톤)로부터 입수가능한 펄펙스(Pulpex)®이다. 임의의 공지된 표백 방법이 사용될 수 있다. 합성 셀룰로스 섬유 유형은 모든 다양한 형태의 레이온 및 비스코스 또는 화학적으로 개질된 셀룰로스로부터 유도된 다른 섬유를 포함한다. 화학적으로 처리된 천연 셀룰로스계 섬유, 예를 들면 실켓가공된 펄프, 화학적으로 강화되거나 또는 가교결합된 섬유 또는 술폰화된 섬유가 사용될 수 있다. 제지 섬유를 사용하는데 있어서 양호한 기계적 성질을 위해서는, 섬유가 비교적 손상되지 않고 대체로 정련되지 않거나 또는 단지 가볍게 정련되는 것이 바람직할 수 있다. 재활용된 섬유가 사용될 수 있지만, 미사용 섬유가 그들의 기계적 성질 및 오염물의 부재로 인해 일반적으로 유용하다. 실켓가공된 섬유, 재생 셀룰로스계 섬유, 미생물에 의해 생산된 셀룰로스, 레이온 및 기타 셀룰로스계 물질 또는 셀룰로스계 유도체가 사용될 수 있다. 적합한 제지 섬유는 또한 재활용된 섬유, 미사용 섬유 또는 그들의 혼합물을 포함할 수 있다. 고벌크 및 양호한 압축 성질을 가질 수 있는 특정 실시태양에서는, 섬유가 200 이상, 보다 구체적으로는 300 이상, 보다 구체적으로는 400 이상, 및 가장 구체적으로는 500 이상의 캐나다 표준 여수도를 가질 수 있다.
본 발명에 사용될 수 있는 다른 펄프 섬유는 파단된 종이(paper broke) 또는 재활용된 섬유 및 고수율 섬유를 포함한다. 고수율 펄프 섬유는 약 65% 이상, 보다 구체적으로는 약 75% 이상, 및 더욱 더 구체적으로는 약 75% 내지 약 95%의 수율을 제공하는 펄프화 방법들에 의해 제조된 제지 섬유이다. 수율은 초기 목재 질량의 %로서 표현되는 가공처리된 섬유의 결과 얻어지는 양이다. 상기 펄프화 방법들은 표백된 화학열기계 펄프(BCTMP), 화학열기계 펄프(CTMP), 가압/가압 열기계 펄프(PTMP), 열기계 펄프(TMP), 열기계 화학 펄프(TMCP), 고수율 술파이트 펄프 및 고수율 크라프트 펄프를 포함하고, 이들 모두는 많은 양의 리그닌을 갖는 섬유를 생성시킨다. 고수율 섬유는 대표적인 화학적으로 펄프화된 섬유에 비하여 그들의 건조 및 습윤 상태 모두에서의 강성도가 공지되어 있다.
인장 강도, 기하 평균 인장 강도(
GMT
), 흡수된 인장 에너지(
TEA
) 및
스트레치
%
23 ℃+/-1℃ 및 50%+/-2% 상대 습도에서 최소 4시간 동안 상태조정된 티슈 샘플을 사용하여 인장 시험을 수행하였다. 샘플을 미국 펜실베니아주 필라델피아에 위치한 사무실을 갖는 사업체인 드윙-알버트 인스트루먼츠(Thwing-Albert Instruments)로부터 입수가능한, 정밀 샘플 커터 모델 JDC 15M-10을 사용하여 기계 방향(MD) 및 횡기계 방향(CD)에서 3 인치 폭 스트립으로 절단하였다.
인장 프레임의 게이지 길이를 4 인치로 설정하였다. 인장 프레임은 테스트웍스(TestWorks) 4 소프트웨어로 작동되는 알리언스(Alliance) RT/1 프레임일 수 있다. 인장 프레임 및 소프트웨어는 미국 미네소타주 미네아폴리스에 위치한 사무실을 갖는 사업체인 엠티에스 시스템즈 코포레이션(MTS Systems Corporation)으로 부터 입수가능하다.
이어서 3" 스트립을 인장 프레임의 조(jaw)에 위치시키고, 시료 파단점까지 분 당 10 인치의 변형을 가하였다. 티슈 스트립 상의 응력을 변형에 대한 함수로서 모니터하였다. 계산된 출력값은 피크 하중(그램-힘/3", 그램-힘 단위로 측정됨), 피크 스트레치(%, 연장된 시료를 시료 원 길이로 나누어 100%를 곱하여 계산됨), 500 그램-힘에서의 스트레치%, 파단점에서의 인장 에너지 흡수(TEA)(그램-힘*㎝/㎠, 70%의 시료 파손까지 응력-변형 곡선 아래 면적을 취하거나 또는 적분하여 계산됨), 및 기울기 A(킬로그램-힘, 57-150 그램-힘으로부터 응력-변형 곡선의 기울기로서 측정됨)를 포함한다.
각 티슈 코드(최소 5개의 반복시험편)를 기계 방향(MD) 및 횡-기계 방향(CD)에서 시험한다. 인장 강도 및 인장 에너지 흡수(TEA)의 기하 평균은 기계 방향(MD)과 횡-기계 방향(CD)의 곱의 제곱근으로 계산된다. 이것은 인장 방향과는 독립적인 평균 값을 생성시킨다.
기계 방향 기울기 A 또는 횡-기계 방향 기울기 A는 시트의 강성도의 척도이고 또한 탄성율로도 언급된다. 기계 방향 또는 횡-기계 방향에서의 시료의 기울기는 인장 시험(상기 인장 강도 정의 참고) 동안에 얻은 시트의 응력-변형 곡선의 기울의 척도이고 그램 힘의 단위로 표현된다. 특히, 기울기 A는 70 그램의 힘 및 157 그램의 힘의 응력 값들 사이의 데이터의 최소 제곱법(least square fit)으로 얻는다.
횡-기계 방향 인장/횡-기계 방향 스트레치는 횡-기계 방향으로 시료 중 1%의 스트레치를 발생시키는데 필요한 인장 강도의 양이다. 이 값은 횡-기계 방향 피크 하중을 구하고, 이것을 500 그램 힘에서 얻은 스트레치 또는 피크 하중 중 더 낮은 것으로 나누어 계산된다.
흡수된 횡-기계 방향 인장 에너지/횡-기계 방향 스트레치는 1%의 스트레치를 생성시키는데 필요한 흡수된 인장 에너지의 양이다. 이 값은 횡-기계 방향에서 흡수된 인장 에너지를 횡-기계 방향에서의 시료의 스트레치로 나누어 계산된다.
벌크는 마이크로미터 단위로 표현된 건조 티슈 시트의 칼리퍼를 제곱 미터 당 그램 단위로 표현된 건조 기본 중량으로 나눈 몫이다. 얻어지는 시트 벌크는 그램 당 세제곱 센티미터 단위로 표현된다. 보다 구체적으로, 칼리퍼는 10개의 대표적인 시트들로 된 적중물(stack)의 총 두께로서 측정되고 적중물의 총 두께를 10으로 나누는데, 여기서 적중물 내에서의 각 시트는 동일한 면이 위로 가게 놓여진다. 칼리퍼는 적중된 시트에 대한 주 3을 갖는 TAPPI 시험 방법 T411 om-89 "Thickness (caliper) of Paper, Paperboard, and Combined Board"에 따라 측정된다. T411 om-89를 수행하는데 사용된 마이크로미터는 오레곤주 뉴버그의 엠베코 인크.(Emveco, Inc.)로부터 입수가능한 엠베코(Emveco) 200-A 티슈 칼리퍼 테스터(Tissue Caliper Tester)이다. 마이크로미터는 2.00 킬로-파스칼(132 그램/제곱인치), 2500 제곱 밀리미터의 가압 풋(pressure foot) 면적, 56.42 밀리미터의 가압 풋 직경, 3초의 체류 시간 및 초 당 0.8 밀리미터의 강하 속도를 갖는다.
발명의 요약
본 발명은 일반적으로 향상된 횡-기계 방향 성질을 갖는 티슈 제품에 관한 것이다. 이들 성질들은 횡-기계 방향에서 비교적 높은 피크 스트레치, 비교적 낮은 기울기, 및 증가된 흡수 인장 에너지를 포함한다. 따라서, 본 발명에 따라 만들어진 제품은 비교적 높은 강도 수준에서 증가된 연신성과 함께 비교적 낮은 강성도를 갖는다.
본 발명자들은 상기한 성질들이 특히 크레이핑되지 않고 통기 건조된 웹 상에서 얻어질 수 있음을 발견하였다. 추가로, 성질들은 임의의 결합 물질 또는 결합제를 웹의 표면에 적용하지 않고서, 또는 상기 물질들을 웹 내에 다른 방식으로 혼입시키지 않고서 얻어질 수 있다. 본 내용에 따르면, 웹은 전사 직물 및 통기-건조 직물이 모두 횡-기계 방향에서 실질적으로 균일한 높은 변형 분포를 갖는 텍스처화(textured) 직물인 통기 건조 공정으로 형성된다. 과거에는, 전사 직물이 통기 건조 직물에 비하여 더 매끈하고 적게 텍스처화되는 경향이 있었다.
한 실시태양에서, 본 발명은 펄프 섬유를 함유하는 티슈 웹을 포함하는 한 겹 티슈 제품에 관한 것이다. 예를 들면, 티슈 웹은 약 50 중량% 초과의 양, 예를 들면 약 90 중량% 초과의 양으로 펄프 섬유를 함유할 수 있다. 티슈 웹은 약 3 cc/g 이상, 예를 들면 약 8 cc/g 이상, 예를 들면 약 10 cc/g 이상의 건조 벌크를 가질 수 있다. 본 발명에 따르면, 티슈 웹은 약 1,000 g/3 인치 미만, 예를 들면 약 900 g/3 인치 미만, 예를 들면 약 700 g/3 인치 미만의 기하 평균 인장 강도를 가질 수 있다. 이들 강도 수준에서, 티슈 웹은 약 11% 초과, 예를 들면 약 13% 초과, 예를 들면 약 15% 초과의 횡-기계 방향 스트레치를 가질 수 있다. 제품의 횡-기계 방향 기울기 A는 약 3 ㎏ 미만, 예를 들면 약 2.5 ㎏ 미만일 수 있다. 횡-기 계 방향 인장/횡-기계 방향 스트레치는 약 50 미만, 예를 들면 약 30 미만일 수 있다. 한편, 횡-기계 방향 흡수 인장 에너지/횡-기계 방향 스트레치는 약 0.4 미만, 예를 들면 약 0.35 미만, 예를 들면 약 0.3 미만일 수 있다.
한 실시태양에서, 티슈 웹은 크레이핑되지 않고 통기 건조된 웹을 포함할 수 있다. 예를 들면, 웹은 습식 레잉되고 통기 건조되는 공정으로 형성될 수 있다. 이 공정 동안에, 웹은 통기 건조기로부터 바로 상류에 위치하는 전사 직물 상에서 이송될 수 있다. 전사 직물로부터, 웹은 통기 건조기를 통해 웹을 이송하도록 구성된 통기 건조기 직물로 전달될 수 있다. 상기한 성질들을 얻기 위하여, 전사 직물 및 통기 건조 직물 모두가 기계 방향 우세 디자인을 갖는 텍스처화된 직물을 포함할 수 있다.
예를 들면, 전사 직물 및 통기 건조기 직물은 기계 방향에서 센티미터 당 약 5 내지 약 15개의 융기된 엘레멘트, 예를 들면 약 9 내지 약 11개의 융기된 엘레멘트를 갖는 다층 직물을 포함할 수 있다. 융기된 엘레멘트는 약 0.3 ㎜ 내지 약 5 ㎜, 예를 들면 약 0.3 ㎜ 내지 약 1 ㎜, 예를 들면 약 0.3 ㎜ 내지 약 0.5 ㎜의 높이를 가질 수 있다. 융기된 엘레멘트는 약 0.3 ㎜ 내지 약 1 ㎜의 폭을 갖는 능선(ridge)을 포함할 수 있다. 횡-기계 방향에서 봤을 때, 능선은 약 0.5 ㎜ 내지 약 2 ㎜의 사인곡선 능선 빈도를 가질 수 있다.
전사 직물 또는 통기 건조기 직물 중 적어도 하나 상에서 수송되는 동안에, 티슈 웹은 직물에 맞대어 성형될 수 있고, 이것은 특히 횡-기계 방향에서, 웹의 성질을 향상시키는 것으로 밝혀졌다.
한 실시태양에서, 티슈 제품은 심지어 다수의 상업적으로 입수가능한 두 겹 제품에 비해서도 개선된 성질을 나타낼 수 있다. 예를 들면, 한 실시태양에서, 티슈 제품은 약 30 미만의 횡-기계 방향 인장/횡-기계 방향 스트레치 및 약 0.4 미만의 횡-기계 방향 TEA/횡-기계 방향 스트레치를 가지면서, 약 15% 초과의 횡-기계 방향 스트레치를 가질 수 있다. 티슈 제품은 또한 약 1,000 g/3 in 미만, 예를 들면 약 700 g/3 in 미만, 예를 들면 약 500 g/3 in 미만의 기하 평균 인장 강도에서 약 3 ㎏ 미만의 횡-기계 방향 기울기를 가질 수도 있다.
본 발명의 다른 특징 및 측면들은 아래에서 더욱 상세하게 논의된다.
당 업계의 통상의 숙련인에 대한, 본 발명의 최선의 방식을 포함하는 본 발명의 자세하고 용이하게 만드는 설명이 수반되는 도면에 대한 참조를 포함하여 본 명세서에서 보다 구체적으로 기재된다.
도 1은 본 발명에 따라 티슈 웹을 만들기 위한 방법의 한 실시태양의 횡단면도이다.
도 2는 본 발명의 방법에 사용될 수 있는 전사 직물의 한 실시태양을 보여주는 예시적인 도의 횡-기계 방향의 횡단면도이다.
본 명세서 및 도면에서 도면 부호의 반복 사용은 본 발명의 동일하거나 또는 유사한 특징부 또는 엘레멘트를 나타내기 위한 것이다.
본 내용은 단지 예시적인 실시태양들에 대한 설명으로, 예시적인 구성에서 더 광범위의 측면들이 구체화되는, 본 발명의 보다 넓은 측면들을 제한하는 것으로 의도되지 않음을 당 업계의 통상의 숙련인은 이해할 수 있을 것이다.
일반적으로, 본 발명은 성질들의 독특한 조합을 갖는 티슈 제품 및 그 제품의 제조 방법에 관한 것이다. 보다 구체적으로, 본 발명에 따라 만들어진 티슈 제품은 특히 횡-기계 방향에서 또는 티슈 제조 공정 동안 형성될 때 티슈 웹의 폭 방향에서 향상된 성질들을 갖는다. 본 발명에 따라 만들어진 티슈 제품은 한 겹 제품 또는 여러 겹 제품, 예를 들면 두 겹 제품을 포함할 수 있다. 이러한 티슈 제품은 욕실용 티슈 및 화장용 티슈를 모두 포함할 수 있다. 페이퍼 타월, 냅킨 및 다른 유사한 제품들도 또한 제조될 수 있다.
본 발명에 따라 제조된 티슈 웹은 일반적으로 크레이핑되지 않고 통기-건조된 웹을 포함한다. 향상된 성질을 갖는 웹을 제조하기 위하여, 티슈 웹은 통기-건조 직물로부터 바로 상류에 있는 전사 직물을 사용하여 통기 건조 공정을 통해 이송되며, 이 때 두 직물은 모두 실질적으로 균일하고 매우 변형된 직물을 포함한다. 예를 들면, 직물은 약 5% 내지 약 25%의 횡-기계 방향 경로-길이 변형, 예를 들면 약 10% 내지 약 20%의 횡-기계 방향 경로-길이 변형을 갖는 균일한 횡-기계 방향 변형 분포를 가질 수 있다. 예를 들면, 한 구체적인 실시태양에서, 직물은 대략 15%의 횡-기계 방향에서의 경로-길이 변형을 가질 수 있다.
상기한 바와 같이, 본 발명에 따라 만들어진 티슈 웹은 특히 횡-기계 방향에서 향상된 성질을 갖는다. 예를 들면, 티슈 웹은 모두 횡-기계 방향에서 비교적 낮은 강성도, 증가된 연신성 및 향상된 내구성을 갖는다.
예를 들면, 한 실시태양에서, 약 1,000 g/3 in 미만, 예를 들면 약 700 g/3 in 미만, 예를 들면 약 500 g/3 in 미만의 기하 평균 인장 강도(GMT)에서, 약 11% 이상, 예를 들면 약 13% 이상, 예를 들면 약 15% 이상의 횡-기계 방향 스트레치를 갖는 티슈 웹이 본 발명에 따라 만들어질 수 있다. 추가적으로, 이 티슈 웹은 약 50 미만, 예를 들면 약 40 미만, 예를 들면 약 30 미만의 횡-기계 방향 인장 강도/횡-기계 방향 스트레치를 가질 수 있으며, 이것은 약 1%의 스트레치를 얻기 위한 인장 강도 그램의 양을 나타낸다.
티슈 웹은 또한 약 0.4 미만, 예를 들면 약 0.3 미만의 횡-기계 방향 흡수 인장 에너지(TEA)/횡-기계 방향 스트레치를 가질 수도 있다. 횡-기계 방향에서 개선된 스트레치 및 강도 특성을 갖는 것 외에, 제품은 또한 비교적 낮은 강성도를 나타낸다. 예를 들면, 제품은 약 3 ㎏ 미만, 예를 들면 약 2.5 ㎏ 미만의 횡-기계 방향 기울기를 가질 수 있다.
본 발명에 따라 제조된 티슈 제품의 기본 중량은 특정 적용분야에 및 제품이 한 겹 제품인지 또는 여러 겹 제품인지 여부에 의존하여 변할 수 있다. 한 겹 제품의 경우, 예를 들면 제품의 기본 중량은 약 15 gsm 내지 약 45 gsm일 수 있다. 한편, 여러 겹 제품의 경우, 기본 중량은 약 15 gsm 내지 약 50 gsm일 수 있다. 상기 언급된 바와 같이, 상기 제품은 일반적으로 약 1,000g/3 in 미만의 기하 평균 인장 강도를 갖고, 화장용 티슈 및 욕실용 티슈를 제조하는데 특히 매우 적합하다. 티슈 제품은 나선형으로 권취된 제품으로 소비자에게 판매될 수 있거나, 또는 별도로 적중된 시트로서 소비자에게 판매될 수 있다.
티슈 제품은 또한 핀홀의 존재를 최소화하면서도 상기한 성질들을 갖게 제조할 수도 있다. 핀홀이 존재하는 정도는 핀홀 피복율 지수(Pinhole Coverage Index), 핀홀 계수 지수(Pinhole Count Index) 및 핀홀 크기 지수(Pinhole Size Index)에 의해 정량화될 수 있는데, 이들은 모두 본원에서 참고문헌으로 인용되는, 2003년 8월 21일에 공개된 발명의 명칭이 "Wide Wale Tissue Sheets and Method of Making Same"인 부라진(Burazin) 등의 미국 특허 출원 제US2003/0157300 A1호에 기재되고 당 업계에 공지된 광학 시험 방법에 의해 측정된다. 보다 구체적으로, "핀홀 피복율 지수"는 위에서 봤을 때, 핀홀이 차지하거나 덮고있는 면적의 시료 표면적에 대한 대수 평균 백분율이다. 본 발명에 따라 제조된 티슈 웹은 약 0.25 이하, 예를 들면 약 0.20 이하, 예를 들면 약 0.15 이하, 및 한 실시태양에서는 약 0.05 내지 약 0.15의 핀홀 피복율 지수를 가질 수 있다.
"핀홀 계수 지수"는 400 마이크로미터 초과의 등가 원형 직경(ECD)를 갖는, 100 제곱 센티미터 당 핀홀의 수이다. 본 발명에 따라 만들어진 웹은 약 65 이하, 예를 들면 약 60 이하, 예를 들면 약 50 이하, 예를 들면 약 40 이하, 및 한 실시태양에서는 약 5 내지 약 50, 예를 들면 약 5 내지 약 40의 핀홀 계수 지수를 가질 수 있다.
"핀홀 크기 지수"는 400 마이크로미터 초과의 ECD를 갖는 모든 핀홀에 대한 평균 등가 원형 직경(ECD)이다. 본 발명에 따라 만들어진 웹의 경우, 핀홀 크기 지수는 약 600 이하, 예를 들면 약 500 이하, 예를 들면 약 400 내지 약 600, 예를 들면 약 450 내지 약 550일 수 있다.
본 발명의 방법에 사용될 수 있는 기재 웹은 특정 적용분야에 따라 변할 수 있다. 예를 들면, 웹은 임의의 적합한 유형의 섬유로부터 만들어질 수 있다. 예를 들면, 기재 웹은 펄프 섬유, 기타 천연 섬유, 합성 섬유 등으로부터 만들어질 수 있다.
본 발명의 목적에 유용한 펄프 섬유는 티슈 제품을 제조하는데 유용한 것으로 공지된 임의의 셀룰로스계 섬유, 특히 화장용 티슈, 욕실용 티슈, 페이퍼 타월, 식탁용 냅킨 등과 같은 비교적 저 밀도 웹을 제조하는데 유용한 섬유를 포함한다. 적합한 섬유는 미사용 연목 및 경목 섬유, 뿐만 아니라 2차적인 또는 재활용된 셀룰로스계 섬유, 및 이들의 혼합물을 포함한다. 특히 적합한 경목 섬유는 유칼립터스 및 메이플 섬유를 포함한다. 본원에서 사용된 2차적인 섬유는 이전에 그의 원 매트릭스로부터 물리적, 화학적 또는 기계적 수단을 통해 단리되고, 추가로 섬유 웹으로 형성되고 약 10 중량% 이하의 수분 함량으로 건조되고 이이서 그의 웹 매트릭스로부터 몇몇 물리적, 화학적 또는 기계적 수단에 의해 재단리된 임의의 셀룰로스계 섬유를 의미한다.
본 발명에 따라 만들어진 티슈 웹은 균질한 섬유 완성지료로 만들어질 수 있거나, 또는 한 겹 제품 내에서 층들을 생성하는 층형성된 섬유 완성지료로부터 형성될 수 있다. 층형성된 기재 웹은 당 업계에 공지된 장비, 예를 들면 다층 헤드박스를 사용하여 형성될 수 있다. 기재 웹의 강도 및 유연성 모두 경우에 따라 적층된 티슈, 예를 들면 층형성된 헤드박스로부터 제조된 것들을 통해 조절될 수 있다.
예를 들면, 각 층에 상이한 섬유 완성지료를 사용하여 원하는 특성을 갖는 층을 생성시킬 수 있다. 예를 들면, 연목 섬유를 함유하는 층들은 경목 섬유를 함유하는 층들보다 더 높은 인장 강도를 갖는다. 한편, 경목 섬유는 웹의 유연성을 증가시킬 수 있다. 한 실시태양에서, 본 발명의 한 겹 기재 웹은 주로 경목 섬유를 함유하는 제1 외부 층 및 제2 외부 층을 포함한다. 경목 섬유는 경우에 따라, 최대 약 30 중량%의 양의 파단된 종이 및/또는 최대 약 30 중량%의 양의 연목 섬유와 혼합될 수 있다. 기재 웹은 제1 외부 층과 제2 외부 층 사이에 위치하는 중간층을 추가로 포함한다. 중간층은 주로 연목 섬유를 함유할 수 있다. 경우에 따라, 기타 섬유, 예를 들면 고수율 섬유 또는 합성 섬유가 연목 섬유와 혼합될 수 있다.
층형성된 섬유 완성지료로부터 웹을 구성할 때, 각 층의 상대적인 중량은 특정 적용분야에 따라 변할 수 있다. 예를 들면, 한 실시태양에서, 3개의 층들을 함유하는 웹을 구성할 때, 각 층은 웹의 총 중량의 약 15% 내지 약 50%, 예를 들면 웹의 중량의 약 25% 내지 약 35%일 수 있다.
티슈 웹은 펄프 섬유를 함유할 수 있고 통기 건조기를 포함하는 습식-레잉 공정으로 형성될 수 있다. 습식-레잉 공정에서는, 섬유 완성지료를 물과 합하여 수성 현탁액을 형성한다. 수성 현탁액을 와이어 또는 펠트 상에 고르게 펴서 건조시켜 웹을 형성한다.
한 실시태양에서, 기재 웹은 크레이핑되지 않는 통기 건조 방법에 의해 형성된다. 보다 구체적으로, 본 발명에 따르면, 텍스처화되고 매우 변형된 전사 직물 및 유사한 텍스처화되고 매우 변형된 통기 건조 직물이 본 공정에서 웹의 제조 동안에 사용되어 얻어지는 개선된 독특한 성질들에 공헌한다. 도 1을 살펴보면, 본 실시태양에 따라 크레이핑되지 않고 통기건조된 시트를 제조하는 방법을 예시하는 개략적 공정 흐름도가 예시되어 있다. 제지 섬유의 수성 현탁액의 스트림(11)을 웹이 약 10 건조중량%의 컨시스턴시로 부분적으로 탈수될 때 새롭게 형성된 습윤 웹을 지지하고 공정내 하류로 운반하는 작용을 하는 성형 직물(13) 상에 사출 또는 퇴적시키는 제지 헤드박스(10)을 갖는 2축 와이어 성형기가 나타나 있다. 구체적으로, 섬유의 현탁액은 성형 롤(14)와 다른 탈수 직물(12) 사이의 성형 직물(13) 상에 퇴적된다. 습윤 웹의 추가적인 탈수가, 습윤 웹이 성형 직물에 의해 지지되는 동안에 예를 들면 진공 흡입에 의해 수행될 수 있다.
이어서 습윤 웹을 성형 직물로부터 웹 내에 증가된 스트레치를 부여하기 위해 성형 직물보다 더 느린 속도로 이동하는 전사 직물(17)로 전달시킨다. 전달은 바람직하게는 습윤 웹의 압축을 피하기 위하여 진공 슈(18) 및 키스 전달(kiss transfer)의 도움으로 수행된다. 경우에 따라, 웹은 시트가 직물과 일치할 수 있게 하는 충분한 압력 하에서 전사 직물(17)에 맞대어 전달될 수 있다.
이어서 웹은 진공 전달 롤(20) 또는 진공 전달 슈의 도움으로 전사 직물로부터 직통건조 직물(19)로 전달된다. 직통건조 직물은 전사 직물에 비하여 대략 동일한 속도로 또는 상이한 속도로 이동할 수 있다. 경우에 따라, 직통건조 직물은 스트레치를 추가로 증대시키기 위하여 더 느린 속도로 작동될 수 있다. 전달은 바람직하게는 직통건조 직물에 일치하도록 시트의 변형을 보장하여, 원하는 벌크 및 외관을 생성시키게 하는 진공의 도움을 받아 수행된다.
상기 설명된 바와 같이, 본 발명에 따라, 상기 방법은 전사 직물(17) 및 통기 건조 직물(19) 모두가 실질적으로 균일한 횡-기계 방향 변형 분포를 갖는 텍스처화된 직물을 포함하도록 하여 수행된다. 예를 들면, 직물은 약 10% 내지 약 20%, 예를 들면 약 14% 내지 약 16%의 횡-기계 방향 경로-길이 변형을 가질 수 있다.
전사 직물 및 통기 건조 직물로 사용될 수 있는 적합한 텍스처화된 또는 입체적인 직물은 상부 표면 및 하부 표면을 포함할 수 있는 직물이다. 성형 및/또는 통기 건조 동안에, 상부 표면은 습윤 티슈 웹을 지지한다. 습윤 티슈 웹은 상부 표면과 일치하고, 성형 동안에 직물의 상부 표면의 입체적인 표면형태와 일치하는 입체적인 표면 형태로 변형된다. 하부 표면에 인접하게, 직물은 직물을 통합하고 각종 티슈 기계 엘레멘트들과의 접촉을 위해 비교적 평활한 표면을 제공하는 내력 층을 가질 수 있다.
전사 직물 및 통기 건조 직물은 예를 들면 골에 의해 떨어져 있는 실질적으로 연속적인 기계 방향 능선들을 포함하는 텍스처화된 시트-접촉 표면을 가질 수 있다(예를 들면, 본원에서 참고문헌으로 인용되는 부라진 등의 미국 특허 출원 제2003/0157300 A1 참조).
예를 들면, 양 직물들은 모두 기계 방향에서 센티미터 당 약 5 내지 약 15개의 융기된 엘레멘트들, 예를 들면 센티미터 당 약 9 내지 약 11개의 융기된 엘레멘트들을 포함하는 기계-방향 우세 디자인을 가질 수 있다. 융기된 엘레멘트는 약 0.3 ㎜ 내지 약 5 ㎜, 예를 들면 약 0.3 ㎜ 내지 약 1 ㎜, 예를 들면 약 0.3 ㎜ 내지 약 0.5 ㎜의 높이를 가질 수 있다. 융기된 엘레멘트는 약 0.3 ㎜ 내지 약 1 ㎜의 폭을 갖는 능선을 포함할 수 있다. 직물의 횡-기계 방향 직선 궤적은 예를 들면, 사인파와 같은 대략적인 파형 구조를 가질 수 있다. 예를 들면, 도 2를 살펴보면, 단지 예시적인 목적으로, 파형 구조를 보여주는 횡-기계 방향에서의 직물(100)의 횡단면이 나타나 있다. 본 발명에 따라 사용된 직물의 경우, 파는 약 0.3 ㎜ 내지 약 0.7 ㎜, 예를 들면 약 0.5 ㎜의 진폭, 및 약 0.5 ㎜ 내지 약 2 ㎜, 예를 들면 약 1 ㎜의 빈도를 가질 수 있다.
한 실시태양에서, 전사 직물 및 통기 건조 직물은 모두 동일한 직물이거나 또는 상이하지만 유사한 직물을 포함할 수 있다. 한 구체적인 실시태양에서, 전사 직물 및 통기 건조 직물은 보이쓰 패브릭스, 인크.(Voith Fabrics, Inc.)로부터 얻은 t-1207-6 직물을 포함한다.
전사 직물 위치 및 통기 건조 직물 위치 모두에 상기한 바와 같은 텍스처화되고 매우 변형된 직물의 사용은 예상밖으로 특히 횡-기계 방향에서 개선된 특징들 및 독특한 성질들의 조합을 갖는 제품을 생성하였다. 과거에, 다수의 종래 방법들은 웹에 평활성을 부여하기 위해 비교적 평활한 표면을 갖는(통기건조 직물에 비하여 적게 텍스처화된) 전사 직물을 사용하였다. 그러나, 본 발명자들은 상기한 바와 같은 텍스처화되고 매우 변형된 직물의 사용이 다양한 이익 및 이점들을 제공할 수 있음을 발견하였다.
웹 전달에 사용된 진공 수준은 예를 들면 약 3 내지 약 25 인치의 수은, 예를 들면 약 6 인치의 수은 내지 약 15 인치의 수은일 수 있다. 진공 슈(음압)이 웹의 반대쪽에서의 양압의 사용을 보충하거나 또는 대체하여, 웹을 진공을 사용하여 다음 직물 상으로 흡입하는 것 외에, 또는 이 대신에 웹을 다른 직물 상으로 송풍할 수 있다. 또한, 진공 롤 또는 롤들이 진공 슈(들)을 대체하기 위해 사용될 수 있다.
통기건조 직물에 의해 지지되는 동안에, 웹은 직통건조기(21)에 의해 약 94% 이상의 컨시스턴시로 건조된 후, 캐리어 직물(22)로 전달된다. 건조된 베이스시트(23)은 캐리어 직물(22) 및 임의적인 캐리어 직물(25)를 사용하여 릴(24)로 수송된다. 임의적인 가압 터닝 롤(26)을 사용하여 캐리어 직물(22)로부터 직물(25)로의 웹의 전달을 용이하게 할 수 있다. 이러한 목적에 적합한 캐리어 직물은 알바니 인터내셔날(Albany International) 84M 또는 94M 및 아스텐(Asten) 959 또는 937이고, 이들은 모두 미세한 패턴을 갖는 비교적 평활한 직물이다.
때로는 박리제로 언급되는 연화제를 사용하여 티슈 제품의 유연성을 향상시킬 수 있고, 상기 연화제는 섬유의 수성 현탁액이 형성되기 전, 동안 또는 후에 섬유와 함께 혼입될 수 있다. 상기 약제는 또한 제조 후에 습윤되어 있는 동안에 웹 상에 분무 또는 인쇄될 수도 있다. 적합한 약제는 비제한적으로 지방산, 왁스, 4차 암모늄염, 디메틸 이수소첨가된 우지 암모늄 클로라이드, 4차 암모늄 메틸 술페이트, 카르복실화 폴리에틸렌, 코카미드 디에탄올 아민, 코코 베타인, 소듐 라우릴 사르코시네이트, 부분적으로 에톡실화된 4차 암모늄염, 디스테아릴 디메틸 암모늄 클로라이드, 폴리실록산 등을 포함한다. 적합한 상업적으로 입수할 수 있는 화학적 연화제의 예로는 비제한적으로 에카 노블 인크.(Eka Nobel Inc.)가 제조한 베로셀(Berocell) 596 및 584(4차 암모늄 화합물), 쉐렉스 케미칼 캄파니(Sherex Chemical Company)가 제조한 아도겐(Adogen) 442(디메틸 이수소첨가된 우지 암모늄 클로라이드), 쿠아커 케미칼 캄파니(Quaker Chemical Company)가 제조한 쿠아소프트(Quasoft) 203(4차 암모늄염), 및 악조 케미칼 캄파니(Akzo Chemical Company)가 제조한 아르쿠아드(Arquad) 2HT-75(이(수소첨가된 우지) 디메틸 암모늄 클로라이드)를 들 수 있다. 연화제의 적합한 양은 선택된 종 및 원하는 결과에 따라 크게 변할 것이다. 상기 양은 비제한적으로, 섬유의 중량에 기초하여 약 0.05 내지 약 1 중량%, 보다 구체적으로 약 0,25 내지 약 0.75 중량% 및 더욱 더 구체적으로 약 0.5 중량%일 수 있다.
티슈에 기계 방향으로 스트레치를 제공하기 위하여, 습윤 웹의 전달 중 하나 이상의 지점의 직물들 사이에 속도차가 제공될 수 있다. 이 공정은 러쉬(rush) 전달로 알려져 있다. 직물들 사이의 속도 차이는 약 5 내지 약 75% 이상, 예를 들면 약 10 내지 약 35%일 수 있다. 예를 들면, 한 실시태양에서, 속도 차이는 보다 느린 직물의 속도에 기초하여 약 20 내지 약 30%일 수 있다. 최적 속도 차이는 만들어지는 제품의 특정 유형을 비롯한 각종 인자들에 의존할 것이다. 이전에 언급된 바와 같이, 웹에 부여된 스트레치의 증가는 속도차에 비례한다. 제곱미터 당 약 30 그램의 기본 중량을 갖는 크레이핑되지 않고 통기건조된 한 겹 욕실용 티슈의 경우, 성형 직물과 전사 직물 사이에서의 약 20 내지 약 30% 속도차가 최종 제품에서 기계 방향으로 약 15 내지 약 25%의 스트레치를 생성시킨다. 스트레치는 건조 전 습윤 웹의 단일의 차등 속도 전달 또는 둘 이상의 차등 속도 전달을 사용하여 웹에 부여될 수 있다. 따라서 하나 이상의 전사 직물이 있을 수 있다. 웹에 부여된 스트레치의 양은 하나, 둘, 셋 또는 그 이상의 차등 속도 전달들 중에서 나눠질 수 있다.
웹은 바람직한 벌크 및 외관을 제공하는 웹의 거시적 재배열을 보장하도록 바람직하게는 진공의 도움으로 최종 건조를 위해 직통건조 직물로 전달된다.
상기한 바와 같이, 본 발명의 방법에 따라 만들어진 웹은 특히 횡-기계 방향에서 독특한 성질들의 조합을 갖는다. 웹이 제조될 때 웹에 가요성 결합제를 적용함으로써 이들 성질들을 얻는 것이 가능할 수 있다. 본원에서 사용된 "결합제"는 웹을 함께 결합시키기 위하여 티슈 웹에 적용되는 임의의 적합한 결합제를 말하며, 에틸렌 비닐 아세테이트 공중합체 등과 같은 물질을 포함할 수 있다. 그러나, 본 발명에 따라 만들어진 웹의 성질은 웹의 어느 한 표면에 결합제를 적용하지 않고서도 생성된다.
웹이 제조되어 건조된 후, 본 발명의 티슈 제품은 성형된 웹이 최종 포장을 위해 준비되는 전환 공정을 거칠 수 있다. 예를 들면, 한 실시태양에서, 티슈 웹은 예를 들면, 욕실용 티슈 제품을 생산하기 위하여 롤로 나선상으로 권취될 수 있다. 다르게는, 티슈 웹은 욕실용 티슈 제품 또는 화장용 티슈 제품으로 사용되도록 시트로 절단될 수 있다. 한 실시태양에서, 티슈 웹은 다른 웹과 합쳐져서 두 겹 티슈 제품을 생산할 수 있다.
하기 실시예는 첨부된 특허 청구의 범위의 영역을 제한하지 않고서 본 발명의 구체적인 실시태양들을 예시하기 위한 것이다.
크레이핑되지 않고 통기 건조된 욕실용 티슈를 도 1에 예시한 방법과 유사하게 제조하였다. 본 발명에 따르면, 통기 건조기 직물로부터 바로 상류에 있는 전사 직물 및 그 다음의 통기 건조기 직물은 모두 보이쓰 패브릭스, 인크.로부터 얻은 t-1207-6 직물이었다.
기재 웹은 약 28 내지 29%의 노던 연목 크라프트(NSWK) 및 약 71 내지 72%의 크라프트 유칼립터스로 이루어졌고, 다음과 같이 적층되었다: 36% 유칼립터스/28% NSWK/36% 유칼립터스(중량기준).
유칼립터스를 1.75 ㎏/mt 활성 박리제로 처리하고 NSWK를 5 ㎏/mt의 파레즈(PAREZ) 습윤 강도 수지를 첨가하여 0 내지 2.5 HPD/T로 정련하였다.
티슈를 통기 건조기로 들어가기 전에 대략 26-28% 컨시스턴시로 진공 탈수시킨 다음 통기 건조기에서 대략 1% 최종 수분함량으로 건조시킨 후 모 롤로 권취하였다.
상기한 공정에 따라 만들어진 11개의 상이한 티슈 시료들을 제조하여 각종 성질에 대하여 시험하였다. 또한, 전세계 각지로부터 얻은 수많은 욕실용 티슈 제품도 또한 시험하였다. 하기 결과가 얻어졌다:
















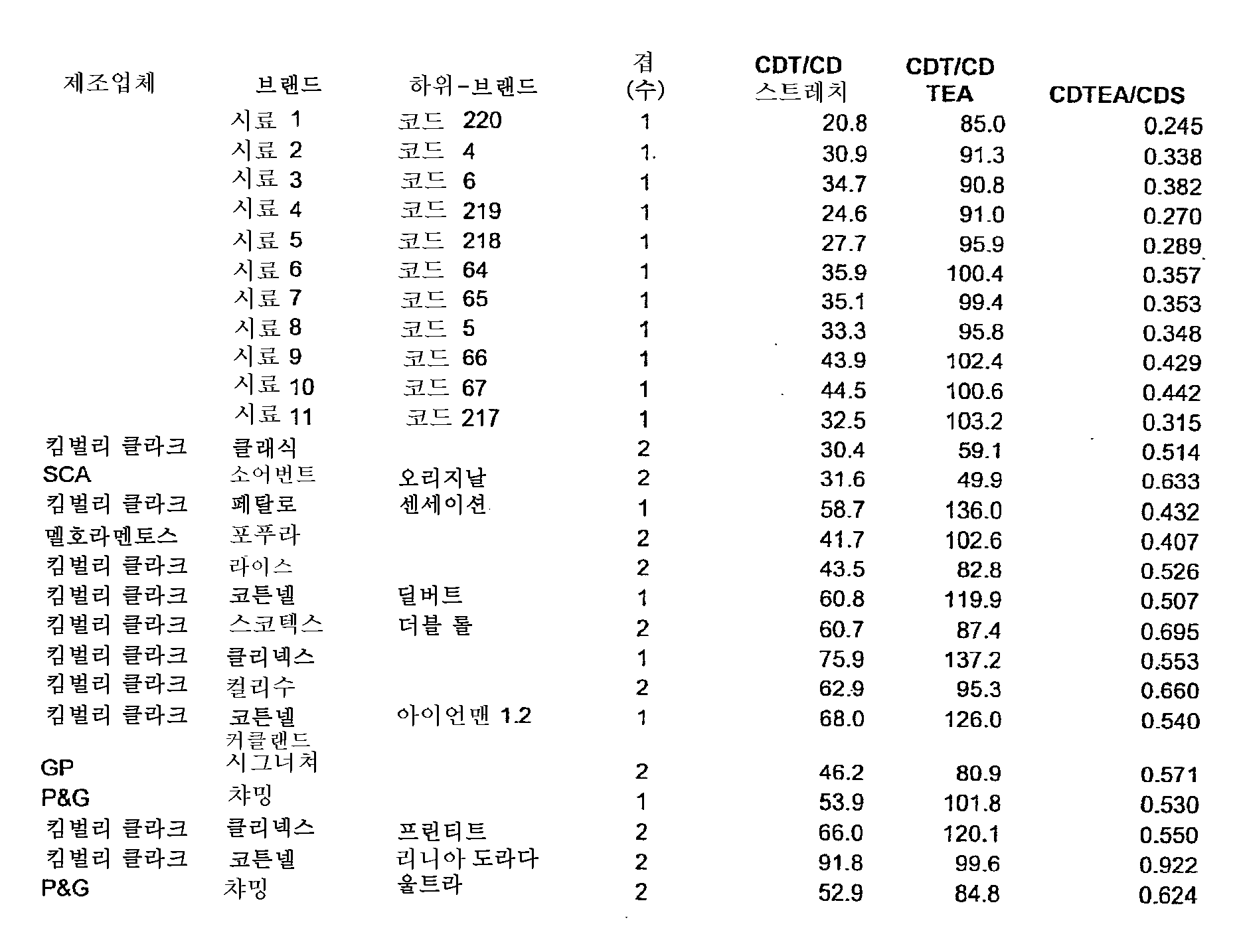






상기 나타낸 바와 같이, 본 발명에 따라 만들어진 시료들은 상업적으로 입수가능한 시료들과 비교하여 특히 횡-기계 방향에서 개선된 성질들을 나타냈다. 본 발명에 따라 만들어진 시료들은 1%의 스트레치를 생성시키는데 최저량의 횡 방향 인장 및 최고의 횡-기계 방향 스트레치를 필요로 하였다. 본 발명에 따라 만들어진 시료들은 또한 1%의 스트레치를 생성시키는데 최저량의 횡 방향 흡수 인장 에너지를 나타냈다. 추가로, 본 발명에 따라 만들어진 시료들은 시판 제품들과 비교하여 최저의 횡-기계 방향 기울기를 나타냈다.
본 발명에 대한 이들 및 다른 변형 및 변화가 첨부된 특허 청구의 범위에서 보다 구체적으로 기재되는, 본 발명의 본질 및 범위에서 벗어나지 않고서 당 업계의 통상의 숙련인에 의해 실시될 수 있다. 게다가, 각종 실시태양들의 측면들은 전체적으로 또는 부분적으로 모두 상호교환될 수 있음을 알아야 한다. 추가로, 당 업계의 통상의 숙련인은 상술한 설명이 단지 예로서 든 것으로 본 발명을 제한하고자 함이 아니고 따라서 첨부된 특허 청구의 범위에서 추가로 설명됨을 알 수 있을 것이다.
Claims (20)
- 펄프 섬유를 포함하고, 3 cc/g 이상의 건조 벌크, 1,000 g/3 in 미만의 기하 평균 인장 강도, 11% 이상의 횡-기계 방향 스트레치, 50 미만의 횡-기계 방향 인장 강도/횡-기계 방향 스트레치 및 3 ㎏ 미만의 횡-기계 방향 기울기를 갖는 한 겹 티슈 웹을 포함하는 한 겹 티슈 제품.
- 펄프 섬유를 포함하고, 3 cc/g 이상의 건조 벌크, 1,000 g/3 in 미만의 기하 평균 인장 강도, 15% 이상의 횡-기계 방향 스트레치, 30 미만의 횡-기계 방향 인장 강도/횡-기계 방향 스트레치 및 3 ㎏ 미만의 횡-기계 방향 기울기를 갖는 하나 이상의 티슈 웹을 포함하는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 또한 0.4 미만의 횡-기계 방향 흡수 인장 에너지/횡-기계 방향 스트레치를 갖는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 14% 초과의 횡-기계 방향 스트레치 및 30 미만의 횡-기계 방향 인장 강도/횡-기계 방향 스트레치를 갖는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 900 g/3 in 미만의 기하 평균 인장 강도를 갖는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 크레이핑되지 않고 통기 건조된 웹을 포함하는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 15 gsm 내지 45 gsm의 기본 중량을 갖는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이 0.25 이하의 핀홀 피복율 지수, 65 이하의 핀홀 계수 지수 및 600 이하의 핀홀 크기 지수 중 적어도 하나를 갖는 티슈 제품.
- 제1 또는 2항에 있어서, 상기 티슈 웹이, 웹을 통기 건조기를 통해 이송하도록 구성된 통기 건조기 직물의 바로 상류에 위치한 전사 직물 상에서 이송됨으로써 습식레잉된 통기 건조 공정으로 형성되었고, 전사 직물 및 통기 건조기 직물 둘 모두가 기계 방향에서 센티미터 당 5 내지 15개의 융기된 엘레멘트를 포함하고 이 융기된 엘레멘트의 높이가 0.3 ㎜ 내지 5 ㎜인 기계 방향 우세 디자인을 갖는 텍스처화된(textured) 직물을 포함하는 티슈 제품.
- 제9항에 있어서, 상기 융기된 엘레멘트의 높이가 0.3 ㎜ 내지 1 ㎜인 티슈 제품.
- 제9항에 있어서, 상기 전사 직물 및 통기 건조기 직물이 기계 방향에서 센티미터 당 9 내지 11개의 융기된 엘레멘트를 포함하고 이 융기된 엘레멘트의 높이가 0.3 ㎜ 내지 0.5 ㎜인 기계 방향 우세 디자인을 갖는 티슈 제품.
- 제9항에 있어서, 상기 전사 직물 상의 및 통기 건조기 직물 상의 융기된 엘레멘트가 0.3 ㎜ 내지 1 ㎜의 폭을 갖는 능선(ridge)을 포함하고, 이 능선은 횡-기계 방향에서 봤을 때 0.5 ㎜ 내지 2 ㎜의 능선 빈도를 갖는 티슈 제품.
- 제9항에 있어서, 상기 티슈 웹이 제조 동안에 전사 직물 및 통기 건조기 직물 중 적어도 하나에 맞대어 성형된 것인 티슈 제품.
- 펄프 섬유를 함유하는 섬유의 수성 현탁액으로부터 티슈 웹을 형성하는 단계;형성된 웹을, 통기 건조기로부터 바로 상류에 위치하는 전사 직물 상에서 이송하는 단계;티슈 웹을 전사 직물로부터, 통기 건조기를 통해 웹을 이송하는 통기 건조기 직물로 전달하는데, 이 때 전사 직물 및 통기 건조기 직물 둘 모두가 기계 방향에서 센티미터 당 5 내지 15개의 융기된 엘레멘트를 포함하고 이 융기된 엘레멘트의 높이가 0.3 ㎜ 내지 5 ㎜인 기계 방향 우세 디자인을 갖는 텍스처화된 직물을 포함하는 것인 단계; 및웹이 8% 미만의 최종 수분 함량을 갖도록 웹을 건조시키는 단계를 포함하는, 티슈 웹의 제조 방법.
- 제14항에 있어서, 상기 융기된 엘레멘트가 0.3 ㎜ 내지 1 ㎜의 높이를 갖는 방법.
- 제14 또는 15항에 있어서, 상기 전사 직물 및 통기 건조기 직물이 기계 방향에서 센티미터 당 9 내지 11개의 융기된 엘레멘트를 포함하고 이 융기된 엘레멘트의 높이가 0.3 ㎜ 내지 0.5 ㎜인 기계 방향 우세 디자인을 갖는 방법.
- 제14 또는 15항에 있어서, 상기 전사 직물 상의 및 통기 건조기 직물 상의 융기된 엘레멘트가 0.3 ㎜ 내지 1 ㎜의 폭을 갖는 능선을 포함하고, 이 능선은 횡-기계 방향에서 봤을 때 0.5 ㎜ 내지 2 ㎜의 능선 빈도를 갖는 방법.
- 제14 또는 15항에 있어서, 상기 전사 직물 및 통기 건조기 직물이 다층 직물을 포함하는 방법.
- 제14 또는 15항에 있어서, 상기 방법 동안 티슈 웹이 전사 직물 및 통기 건조기 직물 중 적어도 하나에 맞대어 성형된 것인 방법.
- 제14 또는 15항에 있어서, 상기 티슈 웹이 결합제를 웹에 적용하지 않고서 형성되는 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US11/301,632 | 2005-12-13 | ||
| US11/301,632 US7972474B2 (en) | 2005-12-13 | 2005-12-13 | Tissue products having enhanced cross-machine directional properties |
| PCT/US2006/032204 WO2007070124A1 (en) | 2005-12-13 | 2006-08-17 | Tissue products having enhanced cross-machine directional properties |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20080075869A KR20080075869A (ko) | 2008-08-19 |
| KR101286804B1 true KR101286804B1 (ko) | 2013-07-23 |
Family
ID=37400985
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020087014071A KR101286804B1 (ko) | 2005-12-13 | 2006-08-17 | 향상된 횡-기계 방향 성질을 갖는 티슈 제품 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US7972474B2 (ko) |
| EP (1) | EP1960596B1 (ko) |
| KR (1) | KR101286804B1 (ko) |
| AU (1) | AU2006325441B8 (ko) |
| BR (1) | BRPI0619777B1 (ko) |
| CA (1) | CA2630867C (ko) |
| RU (1) | RU2393284C2 (ko) |
| WO (1) | WO2007070124A1 (ko) |
Families Citing this family (72)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20070137807A1 (en) * | 2005-12-15 | 2007-06-21 | Schulz Thomas H | Durable hand towel |
| US8187421B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Absorbent sheet incorporating regenerated cellulose microfiber |
| US8187422B2 (en) | 2006-03-21 | 2012-05-29 | Georgia-Pacific Consumer Products Lp | Disposable cellulosic wiper |
| US7718036B2 (en) | 2006-03-21 | 2010-05-18 | Georgia Pacific Consumer Products Lp | Absorbent sheet having regenerated cellulose microfiber network |
| US8540846B2 (en) | 2009-01-28 | 2013-09-24 | Georgia-Pacific Consumer Products Lp | Belt-creped, variable local basis weight multi-ply sheet with cellulose microfiber prepared with perforated polymeric belt |
| WO2008014236A1 (en) * | 2006-07-24 | 2008-01-31 | Tetralogic Pharmaceuticals Corporation | Dimeric iap inhibitors |
| US7585392B2 (en) * | 2006-10-10 | 2009-09-08 | Georgia-Pacific Consumer Products Lp | Method of producing absorbent sheet with increased wet/dry CD tensile ratio |
| US7951264B2 (en) | 2007-01-19 | 2011-05-31 | Georgia-Pacific Consumer Products Lp | Absorbent cellulosic products with regenerated cellulose formed in-situ |
| US20080230196A1 (en) * | 2007-03-22 | 2008-09-25 | Kou-Chang Liu | Softening compositions for treating tissues which retain high rate of absorbency |
| US7588662B2 (en) * | 2007-03-22 | 2009-09-15 | Kimberly-Clark Worldwide, Inc. | Tissue products containing non-fibrous polymeric surface structures and a topically-applied softening composition |
| US7687140B2 (en) | 2008-02-29 | 2010-03-30 | The Procter & Gamble Company | Fibrous structures |
| US8025966B2 (en) | 2008-02-29 | 2011-09-27 | The Procter & Gamble Company | Fibrous structures |
| US7811665B2 (en) | 2008-02-29 | 2010-10-12 | The Procter & Gamble Compmany | Embossed fibrous structures |
| US7704601B2 (en) | 2008-02-29 | 2010-04-27 | The Procter & Gamble Company | Fibrous structures |
| US20090220741A1 (en) | 2008-02-29 | 2009-09-03 | John Allen Manifold | Embossed fibrous structures |
| US7960020B2 (en) | 2008-02-29 | 2011-06-14 | The Procter & Gamble Company | Embossed fibrous structures |
| US7871493B2 (en) * | 2008-06-26 | 2011-01-18 | Kimberly-Clark Worldwide, Inc. | Environmentally-friendly tissue |
| US20100040825A1 (en) * | 2008-08-18 | 2010-02-18 | John Allen Manifold | Fibrous structures and methods for making same |
| WO2010033536A2 (en) | 2008-09-16 | 2010-03-25 | Dixie Consumer Products Llc | Food wrap basesheet with regenerated cellulose microfiber |
| US8328984B2 (en) * | 2009-05-19 | 2012-12-11 | The Procter & Gamble Company | Web substrate having optimized emboss design |
| US8334049B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| US8334050B2 (en) | 2010-02-04 | 2012-12-18 | The Procter & Gamble Company | Fibrous structures |
| US8449976B2 (en) | 2010-02-04 | 2013-05-28 | The Procter & Gamble Company | Fibrous structures |
| US8383235B2 (en) | 2010-02-04 | 2013-02-26 | The Procter & Gamble Company | Fibrous structures |
| US8211271B2 (en) | 2010-08-19 | 2012-07-03 | The Procter & Gamble Company | Paper product having unique physical properties |
| US9752281B2 (en) | 2010-10-27 | 2017-09-05 | The Procter & Gamble Company | Fibrous structures and methods for making same |
| US8574399B2 (en) | 2011-09-21 | 2013-11-05 | Kimberly-Clark Worldwide, Inc. | Tissue products having a high degree of cross machine direction stretch |
| US8500955B2 (en) * | 2011-12-22 | 2013-08-06 | Kimberly-Clark Worldwide, Inc. | Tissue sheets having enhanced cross-direction properties |
| US8940376B2 (en) | 2012-02-07 | 2015-01-27 | Kimberly-Clark Worldwide, Inc. | High bulk tissue sheets and products |
| US9458574B2 (en) | 2012-02-10 | 2016-10-04 | The Procter & Gamble Company | Fibrous structures |
| US8968517B2 (en) | 2012-08-03 | 2015-03-03 | First Quality Tissue, Llc | Soft through air dried tissue |
| US9410292B2 (en) | 2012-12-26 | 2016-08-09 | Kimberly-Clark Worldwide, Inc. | Multilayered tissue having reduced hydrogen bonding |
| US9074324B2 (en) | 2013-06-10 | 2015-07-07 | Kimberly-Clark Worldwide, Inc. | Layered tissue structures comprising macroalgae |
| WO2015112155A1 (en) | 2014-01-24 | 2015-07-30 | Kimberly-Clark Worldwide, Inc. | Two sided multi-ply tissue product |
| EP3142625A4 (en) | 2014-05-16 | 2017-12-20 | First Quality Tissue, LLC | Flushable wipe and method of forming the same |
| US10132042B2 (en) | 2015-03-10 | 2018-11-20 | The Procter & Gamble Company | Fibrous structures |
| WO2016077594A1 (en) * | 2014-11-12 | 2016-05-19 | First Quality Tissue, Llc | Cannabis fiber, absorbent cellulosic structures containing cannabis fiber and methods of making the same |
| US10765570B2 (en) | 2014-11-18 | 2020-09-08 | The Procter & Gamble Company | Absorbent articles having distribution materials |
| US10517775B2 (en) | 2014-11-18 | 2019-12-31 | The Procter & Gamble Company | Absorbent articles having distribution materials |
| EP3023084B1 (en) | 2014-11-18 | 2020-06-17 | The Procter and Gamble Company | Absorbent article and distribution material |
| EP3221510A4 (en) | 2014-11-24 | 2018-05-23 | First Quality Tissue, LLC | Soft tissue produced using a structured fabric and energy efficient pressing |
| MX2017006840A (es) | 2014-12-05 | 2018-11-09 | Proceso de fabricacion de bandas de fabricar papel por el uso de tecnologia de impresion 3d. | |
| WO2016153462A1 (en) | 2015-03-20 | 2016-09-29 | Kimberly-Clark Worldwide, Inc. | A soft high basis weight tissue |
| CA2982552A1 (en) * | 2015-04-30 | 2016-11-03 | Kimberly-Clark Worldwide, Inc. | Tissue products comprising high carbohydrate content fillers |
| JP6210567B2 (ja) * | 2015-09-14 | 2017-10-11 | 大王製紙株式会社 | ティシュペーパー |
| US10538882B2 (en) | 2015-10-13 | 2020-01-21 | Structured I, Llc | Disposable towel produced with large volume surface depressions |
| CA3001475C (en) | 2015-10-13 | 2023-09-26 | First Quality Tissue, Llc | Disposable towel produced with large volume surface depressions |
| CA3001608C (en) | 2015-10-14 | 2023-12-19 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| EP3362602B1 (en) * | 2015-10-16 | 2021-01-20 | Kimberly-Clark Worldwide, Inc. | Patterned tissue having a negative poisson's ratio |
| AU2017218159A1 (en) | 2016-02-11 | 2018-08-30 | Structured I, Llc | Belt or fabric including polymeric layer for papermaking machine |
| WO2017156203A1 (en) | 2016-03-11 | 2017-09-14 | The Procter & Gamble Company | A three-dimensional substrate comprising a tissue layer |
| WO2017180961A1 (en) * | 2016-04-15 | 2017-10-19 | H.B. Fuller Company | Polyacrylic adhesive for use in tissue paper laminating |
| US20170314206A1 (en) | 2016-04-27 | 2017-11-02 | First Quality Tissue, Llc | Soft, low lint, through air dried tissue and method of forming the same |
| CA3168412A1 (en) | 2016-08-26 | 2018-03-01 | Structured I, Llc | Method of producing absorbent structures with high wet strength, absorbancy, and softness |
| EP3510196A4 (en) | 2016-09-12 | 2020-02-19 | Structured I, LLC | SHAPER OF WATER-DEPOSIT BRAID USING A STRUCTURED FABRIC AS THE OUTER WIRE |
| US11583489B2 (en) | 2016-11-18 | 2023-02-21 | First Quality Tissue, Llc | Flushable wipe and method of forming the same |
| GB2577221B (en) * | 2017-05-22 | 2023-02-22 | Kimberly Clark Co | Multi-ply resilient tissue products |
| MX2019012663A (es) * | 2017-05-22 | 2020-01-21 | Kimberly Clark Co | Tejido estructurado para la fabricacion de papel. |
| US10619309B2 (en) | 2017-08-23 | 2020-04-14 | Structured I, Llc | Tissue product made using laser engraved structuring belt |
| EP3716831A4 (en) | 2017-11-30 | 2021-07-21 | Kimberly-Clark Worldwide, Inc. | SOFT TEXTURED TISSUE |
| DE102018114748A1 (de) | 2018-06-20 | 2019-12-24 | Voith Patent Gmbh | Laminierte Papiermaschinenbespannung |
| US11738927B2 (en) | 2018-06-21 | 2023-08-29 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| US11697538B2 (en) | 2018-06-21 | 2023-07-11 | First Quality Tissue, Llc | Bundled product and system and method for forming the same |
| GB2589786B (en) * | 2018-06-27 | 2022-11-30 | Kimberly Clark Co | Through-air drying apparatus and methods of manufacture |
| MX2021004515A (es) | 2018-10-31 | 2021-06-15 | Kimberly Clark Co | Productos de papel tisu de multiples hojas grabados. |
| US11408129B2 (en) | 2018-12-10 | 2022-08-09 | The Procter & Gamble Company | Fibrous structures |
| US11066785B2 (en) * | 2019-04-11 | 2021-07-20 | Solenis Technologies, L.P. | Method for improving fabric release in structured sheet making applications |
| US11286623B2 (en) | 2020-08-31 | 2022-03-29 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US11427967B2 (en) | 2020-08-31 | 2022-08-30 | Kimberly-Clark Worldwide, Inc. | Multi-ply tissue products having improved cross-machine direction properties |
| US11299856B2 (en) | 2020-08-31 | 2022-04-12 | Kimberly-Clark Worldwide, Inc. | Single ply tissue having improved cross-machine direction properties |
| US20230323605A1 (en) | 2022-04-08 | 2023-10-12 | The Procter & Gamble Company | Sanitary Tissue Product Towels Comprising Non-wood Fibers |
| US20230406608A1 (en) | 2022-06-17 | 2023-12-21 | The Procter & Gamble Company | Arrays of sanitary tissue products comprising non-wood(s) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6171442B1 (en) | 1993-06-24 | 2001-01-09 | Kimberly-Clark Worldwide, Inc. | Soft tissue |
| US20050133175A1 (en) | 2003-12-23 | 2005-06-23 | Hada Frank S. | Tissue products having substantially equal machine direction and cross-machine direction mechanical properties |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3585104A (en) | 1968-07-29 | 1971-06-15 | Theodor N Kleinert | Organosolv pulping and recovery process |
| US4594130A (en) | 1978-11-27 | 1986-06-10 | Chang Pei Ching | Pulping of lignocellulose with aqueous alcohol and alkaline earth metal salt catalyst |
| US4793898A (en) | 1985-02-22 | 1988-12-27 | Oy Keskuslaboratorio - Centrallaboratorium Ab | Process for bleaching organic peroxyacid cooked material with an alkaline solution of hydrogen peroxide |
| CH686682A5 (de) | 1992-05-05 | 1996-05-31 | Granit Sa | Herstellung von Zellstoff nach dem S.A.P.-Verfahren. |
| CA2142805C (en) | 1994-04-12 | 1999-06-01 | Greg Arthur Wendt | Method of making soft tissue products |
| US6673202B2 (en) | 2002-02-15 | 2004-01-06 | Kimberly-Clark Worldwide, Inc. | Wide wale tissue sheets and method of making same |
| US6846383B2 (en) | 2002-07-10 | 2005-01-25 | Kimberly-Clark Worldwide, Inc. | Wiping products made according to a low temperature delamination process |
| US6918993B2 (en) | 2002-07-10 | 2005-07-19 | Kimberly-Clark Worldwide, Inc. | Multi-ply wiping products made according to a low temperature delamination process |
| US6994770B2 (en) | 2002-12-20 | 2006-02-07 | Kimberly-Clark Worldwide, Inc. | Strength additives for tissue products |
| US7294229B2 (en) | 2003-12-23 | 2007-11-13 | Kimberly-Clark Worldwide, Inc. | Tissue products having substantially equal machine direction and cross-machine direction mechanical properties |
| US7377995B2 (en) * | 2004-05-12 | 2008-05-27 | Kimberly-Clark Worldwide, Inc. | Soft durable tissue |
-
2005
- 2005-12-13 US US11/301,632 patent/US7972474B2/en active Active
-
2006
- 2006-08-17 WO PCT/US2006/032204 patent/WO2007070124A1/en active Application Filing
- 2006-08-17 AU AU2006325441A patent/AU2006325441B8/en active Active
- 2006-08-17 CA CA2630867A patent/CA2630867C/en not_active Expired - Fee Related
- 2006-08-17 EP EP06801774.8A patent/EP1960596B1/en active Active
- 2006-08-17 KR KR1020087014071A patent/KR101286804B1/ko active IP Right Grant
- 2006-08-17 RU RU2008128116/12A patent/RU2393284C2/ru active
- 2006-08-17 BR BRPI0619777A patent/BRPI0619777B1/pt not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6171442B1 (en) | 1993-06-24 | 2001-01-09 | Kimberly-Clark Worldwide, Inc. | Soft tissue |
| US20050133175A1 (en) | 2003-12-23 | 2005-06-23 | Hada Frank S. | Tissue products having substantially equal machine direction and cross-machine direction mechanical properties |
Also Published As
| Publication number | Publication date |
|---|---|
| US20070131366A1 (en) | 2007-06-14 |
| BRPI0619777A2 (pt) | 2011-10-18 |
| EP1960596B1 (en) | 2019-01-09 |
| RU2393284C2 (ru) | 2010-06-27 |
| AU2006325441B2 (en) | 2011-02-10 |
| CA2630867C (en) | 2016-05-10 |
| AU2006325441A1 (en) | 2007-06-21 |
| AU2006325441B8 (en) | 2013-01-24 |
| WO2007070124A1 (en) | 2007-06-21 |
| BRPI0619777B1 (pt) | 2017-04-04 |
| EP1960596A1 (en) | 2008-08-27 |
| CA2630867A1 (en) | 2007-06-21 |
| US7972474B2 (en) | 2011-07-05 |
| KR20080075869A (ko) | 2008-08-19 |
| AU2006325441A8 (en) | 2013-01-24 |
| RU2008128116A (ru) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101286804B1 (ko) | 향상된 횡-기계 방향 성질을 갖는 티슈 제품 | |
| KR101063138B1 (ko) | 벌크성이 개선된 엠보싱된 티슈 제품 | |
| EP1828476B1 (en) | Multiple ply tissue products having enhanced interply liquid capacity | |
| AU2012311164B2 (en) | Tissue product comprising bamboo | |
| KR101573162B1 (ko) | 높은 벌크 티슈 시트 및 제품 | |
| JP3758702B2 (ja) | 柔軟なティッシュ製品製造方法 | |
| US20040118544A1 (en) | Process for producing a paper wiping product and paper products produced therefrom | |
| KR20160018586A (ko) | 연성 및 강도가 강화된 티슈 | |
| KR100738779B1 (ko) | 얇고 부드러운 목욕 티슈 | |
| EP1590532B1 (en) | Fibrous structure comprising cellulosic and synthetic fibers and method for making the same | |
| MX2008007395A (en) | Tissue products having enhanced cross-machine directional properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20160627 Year of fee payment: 4 |
|
| FPAY | Annual fee payment |
Payment date: 20170629 Year of fee payment: 5 |
|
| FPAY | Annual fee payment |
Payment date: 20180628 Year of fee payment: 6 |
|
| FPAY | Annual fee payment |
Payment date: 20190627 Year of fee payment: 7 |