JP7530006B2 - 無方向性電磁鋼板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法および冷間圧延鋼板の製造方法 - Google Patents
無方向性電磁鋼板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法および冷間圧延鋼板の製造方法 Download PDFInfo
- Publication number
- JP7530006B2 JP7530006B2 JP2022514391A JP2022514391A JP7530006B2 JP 7530006 B2 JP7530006 B2 JP 7530006B2 JP 2022514391 A JP2022514391 A JP 2022514391A JP 2022514391 A JP2022514391 A JP 2022514391A JP 7530006 B2 JP7530006 B2 JP 7530006B2
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- content
- rolling
- sol
- cold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1222—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1233—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1216—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the working steps
- C21D8/1238—Flattening; Dressing; Flexing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment
- C21D8/12—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties
- C21D8/1244—Modifying the physical properties of ferrous metals or ferrous alloys by deformation combined with, or followed by, heat treatment during manufacturing of articles with special electromagnetic properties characterised by the heat treatment
- C21D8/1272—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/10—Ferrous alloys, e.g. steel alloys containing cobalt
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/60—Ferrous alloys, e.g. steel alloys containing lead, selenium, tellurium, or antimony, or more than 0.04% by weight of sulfur
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/147—Alloys characterised by their composition
- H01F1/14766—Fe-Si based alloys
- H01F1/14775—Fe-Si based alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/12—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials
- H01F1/14—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys
- H01F1/16—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of soft-magnetic materials metals or alloys in the form of sheets
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F3/00—Cores, Yokes, or armatures
- H01F3/02—Cores, Yokes, or armatures made from sheets
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Mechanical Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Electromagnetism (AREA)
- Manufacturing & Machinery (AREA)
- Power Engineering (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing Of Steel Electrode Plates (AREA)
- Soft Magnetic Materials (AREA)
Description
本願は、2020年04月10日に、日本に出願された特願2020-070883号に基づき優先権を主張し、その内容をここに援用する。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[2]上記[1]に記載の無方向性電磁鋼板では、表面をSEM-EBSDで測定してφ2=45°のODFを作成した際に、φ1=0~90°、Φ=20°の中でφ1=0~10°に最大強度を持ち、かつ、φ1=0°、Φ=0~90°の中でΦ=5~35°に最大強度を持ってもよい。
[3]上記[1]または[2]に記載の無方向性電磁鋼板では、前記表面から板厚の1/2の深さの圧延面に平行な面を前記SEM-EBSDで測定した際の特定方位の全視野に対する面積率について、以下の(2)式及び(3)式の両方を満たしてもよい。
A411-011/A411-148 ≧1.1 ・・・(2)
A411-011/A100-011 ≧2.0 ・・・(3)
[4]本発明の別の態様に係る無方向性電磁鋼板では、質量%で、C:0.0100%以下、Si:1.50%~4.00%、sol.Al:0.0001%~1.00%、S:0.0100%以下、N:0.0100%以下、Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、Co:0%~1.0%、Sn:0%~0.40%、Sb:0%~0.40%、P:0%~0.400%、及びMg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、残部がFeおよび不純物からなる化学組成を有し、表面から板厚の1/2の深さの圧延面に平行な面をSEM-EBSDで測定した際の全視野に対するαファイバーの結晶方位を有する結晶粒の面積率Asαが20.0%以上であり、前記SEM-EBSDで測定してODFを作成した際の{100}<011>方位のODF強度が15.0以下であり、前記SEM-EBSDで測定した際の全視野に対するGOSの個数平均値をGsとしたとき、前記Gsが0.8以上3.0以下である。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[5]本発明の別の態様に係るコアは、[1]~[3]のいずれかに記載の無方向性電磁鋼板を含む。
[6]本発明の別の態様に係るコアは、[4]に記載の無方向性電磁鋼板を含む。
[7]本発明の別の態様に係る冷間圧延鋼板は、[1]~[4]のいずれかに記載の無方向性電磁鋼板の製造に用いられる冷間圧延鋼板であって、質量%で、C:0.0100%以下、Si:1.50%~4.00%、sol.Al:0.0001%~1.00%、S:0.0100%以下、N:0.0100%以下、Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、Co:0%~1.0%、Sn:0%~0.40%、Sb:0%~0.40%、P:0%~0.400%、及びMg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、残部がFeおよび不純物からなる化学組成を有し、表面から板厚の1/2の深さの圧延面に平行な面をSEM-EBSDで測定した際の全視野に対するαファイバーの結晶方位を有する結晶粒の面積率Aaαが15.0%以上である。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[8]本発明の別の態様に係る無方向性電磁鋼板の製造方法は、[1]~[3]のいずれかに記載の無方向性電磁鋼板の製造方法であって、質量%で、C:0.0100%以下、Si:1.50%~4.00%、sol.Al:0.0001%~1.00%、S:0.0100%以下、N:0.0100%以下、Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、Co:0%~1.0%、Sn:0%~0.40%、Sb:0%~0.40%、P:0%~0.400%、及びMg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、前記中間焼鈍工程後の前記冷間圧延鋼板に対してスキンパス圧延を行って無方向性電磁鋼板を得るスキンパス圧延工程と、前記スキンパス圧延工程後の前記無方向性電磁鋼板に対して750℃以上Ac1温度以下の焼鈍温度、2時間以上の焼鈍時間で仕上げ焼鈍を行う仕上げ焼鈍工程と、を有し、前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させ、前記スキンパス圧延工程での圧下率を5~20%とする。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[9]本発明の別の態様に係る無方向性電磁鋼板の製造方法は、[4]に記載の無方向性電磁鋼板の製造方法であって、質量%で、C:0.0100%以下、Si:1.50%~4.00%、sol.Al:0.0001%~1.00%、S:0.0100%以下、N:0.0100%以下、Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、Co:0%~1.0%、Sn:0%~0.40%、Sb:0%~0.40%、P:0%~0.400%、及びMg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、前記中間焼鈍工程後の前記冷間圧延鋼板に対してスキンパス圧延を行って無方向性電磁鋼板を得るスキンパス圧延工程と、を有し、前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させ、前記スキンパス圧延工程での圧下率を5~20%とする。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[10]上記[8]または[9]に記載の無方向性電磁鋼板の製造方法では、前記冷却工程では、前記冷却工程後の前記熱間圧延鋼板の平均結晶粒径を3~10μmとしてもよい。
[11]上記[8]~[10]のいずれかに記載の無方向性電磁鋼板の製造方法では、前記冷間圧延工程での圧下率を75~95%としてもよい。
[12]上記[8]~[11]のいずれかに記載の無方向性電磁鋼板の製造方法では、前記中間焼鈍工程では、焼鈍温度をAc1温度以下としてもよい。
[13]本発明の別の態様に係る冷間圧延鋼板の製造方法は、[7]に記載の冷間圧延鋼板の製造方法であって、質量%で、C:0.0100%以下、Si:1.50%~4.00%、sol.Al:0.0001%~1.00%、S:0.0100%以下、N:0.0100%以下、Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、Co:0%~1.0%、Sn:0%~0.40%、Sb:0%~0.40%、P:0%~0.400%、及びMg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、を有し、前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させる。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
[14]上記[13]に記載の冷間圧延鋼板の製造方法は、前記冷却工程では、前記冷却工程後の前記熱間圧延鋼板の平均結晶粒径を3~10μmとしてもよい。
[15]上記[13]または[14]に記載の冷間圧延鋼板の製造方法は、前記冷間圧延工程での圧下率を75~95%としてもよい。
[16]上記[13]~[15]のいずれかに記載の冷間圧延鋼板の製造方法は、
前記中間焼鈍工程では、焼鈍温度をAc1温度以下としてもよい。
Cは、微細な炭化物が析出して粒成長を阻害することにより、鉄損を高めたり、磁気時効を引き起こしたりする元素である。従って、C含有量は低ければ低いほどよい。このような現象は、C含有量が0.0100%超で顕著である。このため、C含有量は0.0100%以下とする。C含有量は、好ましくは0.0050%以下、より好ましくは0.0025%以下である。C含有量の下限は特に限定しないが、精錬時の脱炭処理のコストを踏まえ、C含有量は、0.0005%以上とすることが好ましい。
Siは、電気抵抗を増大させて、渦電流損を減少させ、鉄損を低減したり、降伏比を増大させて、鉄心への打ち抜き加工性を向上したりする元素である。Si含有量が1.50%未満では、これらの作用効果を十分に得られない。従って、Si含有量は1.50%以上とする。
一方、Si含有量が4.00%超では、磁束密度が低下したり、硬度の過度な上昇により打ち抜き加工性が低下したり、冷間圧延が困難になったりする。従って、Si含有量は4.00%以下とする。
sol.Alは、電気抵抗を増大させて、渦電流損を減少させ、鉄損を低減する元素である。sol.Alは、飽和磁束密度に対する磁束密度B50の相対的な大きさの向上にも寄与する元素である。ここで、磁束密度B50とは、5000A/mの磁場における磁束密度である。sol.Al含有量が0.0001%未満では、これらの作用効果を十分に得られない。また、Alには製鋼での脱硫促進効果もある。従って、sol.Al含有量は0.0001%以上とする。
一方、sol.Al含有量が1.00%超では、磁束密度が低下する。従って、sol.Al含有量は1.00%以下とする。
Sは、必須元素ではなく、例えば鋼中に不純物として含有される。Sは、微細なMnSとして析出し、焼鈍における再結晶及び結晶粒の成長を阻害する。従って、S含有量は低ければ低いほどよい。このような再結晶及び結晶粒成長の阻害による鉄損の増加および磁束密度の低下は、S含有量が0.0100%超で顕著である。このため、S含有量は0.0100%以下とする。S含有量の下限は特に限定しないが、精錬時の脱硫処理のコストを踏まえ、S含有量は、0.0003%以上とすることが好ましい。
NはTiNやAlNなどの微細な析出物の形成を通じて磁気特性を劣化させる。そのため、N含有量は低ければ低いほどよい。このような磁気特性の劣化は、N含有量が0.0100%超で顕著であるので、N含有量は0.0100%以下とする。N含有量の下限は特に限定しないが、精錬時の脱窒処理のコストを踏まえ、N含有量は、0.0010%以上とすることが好ましい。
これらの元素は、α-γ変態を生じさせるために必要な元素であることから、これらの元素の少なくとも1種を総計で2.5%以上含有させる必要がある。
一方で、含有量が総計で5.0%を超えると、コスト高となるだけでなく、磁束密度が低下する場合もある。したがって、これらの元素の少なくとも1種を総計で5.0%以下とする。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1)
前述の(1)式を満たさない場合には、α-γ変態が生じない、あるいは生じたとしても変態点が高いため、後述の製造方法を適用しても、十分な磁束密度が得られない。
Coは磁束密度を上げる元素である。そのため、必要に応じて含有させてもよい。
一方、Coが過剰に含まれるとコスト高となる。したがって、Co含有量は1.0%以下とする。
SnやSbは冷間圧延、再結晶後の集合組織を改善して、磁束密度を向上させる。そのため、これらの元素を必要に応じて含有させてもよい。磁気特性等のさらなる効果を付与する場合には、0.02%~0.40%のSn、及び0.02%~0.40%のSbからなる群から選ばれる1種以上を含有することが好ましい。
一方、これらの元素が過剰に含まれると鋼が脆化する。したがって、Sn含有量、Sb含有量はいずれも0.40%以下とする。
Pは再結晶後の鋼板の硬度を確保するために有効な元素である。また、Pは、磁気特性への好適な影響を有する元素でもある。そのため、含有させてもよい。これらの効果を得る場合には、P含有量を0.020%以上とすることが好ましい。
一方、Pが過剰に含まれると鋼が脆化する。したがって、P含有量は0.400%以下とする。
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn及びCdは、溶鋼の鋳造時に溶鋼中のSと反応して硫化物若しくは酸硫化物又はこれらの両方の析出物を生成する。以下、Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn及びCdを総称して「粗大析出物生成元素」ということがある。粗大析出物生成元素の析出物の粒径は1μm~2μm程度であり、MnS、TiN、AlN等の微細析出物の粒径(100nm程度)よりはるかに大きい。このため、これら微細析出物は粗大析出物生成元素の析出物に付着し、中間焼鈍などの焼鈍における再結晶及び結晶粒の成長を阻害しにくくなる。これらの作用効果を十分に得るためには、これらの元素の総計が0.0005%以上であることが好ましい。より好ましくは0.001%以上である。
一方、これらの元素の総計が0.010%を超えると、硫化物若しくは酸硫化物又はこれらの両方の総量が過剰となり、中間焼鈍などの焼鈍における再結晶及び結晶粒の成長が阻害される。従って、粗大析出物生成元素の含有量は総計で0.010%以下とする。
化学組成については、鋼の一般的な分析方法によって測定すればよい。例えば、化学組成はICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)を用いて測定すればよい。具体的には、鋼板から採取した試験片を予め作成した検量線に基づいた条件で所定の測定装置にて測定することにより、化学組成が特定される。CおよびSは燃焼-赤外線吸収法を用いて測定し、Nは不活性ガス融解-熱伝導度法を用いて測定すればよい。
表面に絶縁被膜を有している場合には、ミニターなどにより機械的に除去したのちに分析に供すればよい。
まず、本実施形態に係る無方向性電磁鋼板の特定方位粒の面積率の測定方法について説明する。特定方位粒の面積率は、OIM Analysis7.3(TSL社製)を用いて、下記測定条件で観察した電子線後方散乱回折(EBSD:Electron Back Scattering Diffraction)付き走査型電子顕微鏡(SEM:Scanning Electron Microscope)による測定領域の中から、目的とする特定方位を抽出(トレランスは10°に設定、以下裕度10°以内と表記)する。その抽出した面積を、測定領域の面積で割り、百分率を求める。この百分率を特定方位粒の面積率とする。以下、「{hkl}<uvw>方位(裕度10°以内)の結晶方位を有する結晶粒の測定領域に対する面積率」、「{hkl}方位(裕度10°以内)の結晶方位を有する結晶粒の測定領域に対する面積率」を、各々単に「{hkl}<uvw>率」、「{hkl}率」とも称する場合がある。以下、結晶方位の記述においては裕度10°以内であるとする。
・測定装置:SEMの型番「JSM-6400(JEOL社製)」、EBSD検出器の型番「HIKARI(TSL社製)」を使用
・ステップ間隔:0.3μm(中間焼鈍後、スキンパス圧延後)、または5.0μm(仕上げ焼鈍後)
・倍率:1000倍(中間焼鈍後、スキンパス圧延後)、または100倍(仕上げ焼鈍後)
・測定対象:表面から板厚の1/2の深さの圧延面に平行な面
・測定領域:1000μm以上×1000μm以上の矩形の領域
φ1=0~90°、Φ=20°の中でφ1=0~10°に最大強度を持つことは、{411}<uvw>方位の中で{411}<011>方位付近に最大強度を持つことと同義である。{411}<011>方位は、{411}<148>等の{411}<uvw>方位のうちの他の方位と比べて、45°方向磁気特性に優れる。φ1=0~90°、Φ=20°の中でφ1=0~5°に最大強度を持つとより好ましい。
一方で、表面をSEM-EBSDで測定した際にφ1=0°、Φ=0~90°の中でΦ=5~35°に最大強度を持つことは、{hkl}<011>方位の中で{411}<011>方位付近に最大強度を持つことと同義である。{411}<011>方位は磁気特性に優れ、かつ{100}<011>方位と比べて応力感受性が低いので、かしめコア等での磁性劣化が少ない。φ1=0°、Φ=0~90°の中でΦ=20~30°に最大強度を持つとより好ましい。
・Series Rank(L]:16
・Gaussian Half-Width[degrees]:5
・Sample Symmetry:Triclinic(None)
・Bunge Euler Angles:φ1=0~90°、φ2=45°、Φ=0~90°
A411-011/A411-148 ≧1.1 ・・・(2)
A411-011/A100-011 ≧2.0 ・・・(3)
また、(3)式について、磁気特性の応力感受性は、{411}<011>方位の方が{100}<011>方位と比べて低いため、{411}<011>率が{100}<011>率を上回ることが好ましく、{411}<011>率が{100}<011>率の2.0倍以上であることがより好ましい。
次に、仕上げ焼鈍を行う前(スキンパス圧延を行った後)の無方向性電磁鋼板の特徴を説明する。
一方、GOS値の個数平均値Gsが0.8未満だとひずみ量が小さくなりすぎ、バルジングによる粒成長にかかる仕上げ焼鈍時間が長くなる。
したがって、スキンパス圧延後のGOS値の個数平均値Gsは0.8以上3.0以下とする。
上記の結晶方位を規定した際のSEM-EBSDデータを用いてOIM Analysis7.3で解析することにより、GOS値の個数平均値を求め、それをGsとする。
本実施形態ではαファイバーは{hkl}<011>方位とする。
表面から板厚の1/2の深さのSEM-EBSDによる測定領域にて、OIM Analysis7.3を用いて、{hkl}<011>方位を抽出(裕度10°以内)する。その抽出した面積を、測定領域の面積で割り、百分率を求める。この百分率をαファイバー率とする。
SEM-EBSDによる測定領域にて、OIM Analysis7.3を用いて、下記条件で方位分布関数(ODF:Orientation Distribution Function)を作成する。そして、作成したODFのデータを出力し、特定方位(φ1、Φの角度にて方位を規定)のODF valueを当該方位のODF強度とする。
(A)電機機器に用いられるサーボモータ、ステッピングモータ、コンプレッサー
(B)電気ビークル、ハイブリッドビークルに用いられる駆動モータ。ここで、ビークルとは、自動車、自動二輪車、鉄道等を含む。
(C)発電機
(D)種々の用途の鉄心、チョークコイル、リアクトル
(E)電流センサー、等
本実施形態に係る冷間圧延鋼板は、上述した無方向性電磁鋼板の製造に用いられる冷間圧延鋼板である。
Aaαが15.0%未満の場合、軽圧下冷間圧延(スキンパス圧延)後のαファイバー率(Asα)が20.0%以上とならず、また、仕上げ焼鈍後の{411}<011>率が15.0%以上とならない。
本実施形態に係るコアは、上述した本実施形態に係るスキンパス圧延後(仕上げ焼鈍前)の無方向性電磁鋼板を打ち抜き、積層することによって形成されたコア(本実施形態に係るスキンパス圧延後(仕上げ焼鈍前)の無方向性電磁鋼板を含むコア)である。または、本実施形態に係るコアは、上述した本実施形態に係る無方向性電磁鋼板によって形成されたコア(本実施形態に係る無方向性電磁鋼板を含むコア)である。
また、仕上げ焼鈍前までの工程(熱間圧延工程、冷却工程、冷間圧延工程、中間焼鈍工程、スキンパス圧延工程)によれば、本実施形態に係る無方向性電磁鋼板(スキンパス圧延後(仕上げ焼鈍前))が得られる。
以下、各工程の好ましい条件について説明する。
以下、本実施形態において、Ar3温度、Ar1温度、Ac1温度(いずれも単位は℃)は、以下の方法で求めたものを用いる。
Ar3温度及びAr1温度は、1℃/秒の平均冷却速度で冷却中の鋼材(鋼板)の熱膨張変化から求め、Ac1温度は、1℃/秒の平均加熱速度で加熱中の鋼材(鋼板)の熱膨張変化から求める。
熱間圧延工程では、上述の化学組成を満たす鋼材に対して熱間圧延を実施して熱間圧延鋼板を製造する。熱間圧延工程は、加熱過程と、圧延過程とを備える。
熱間圧延工程後、鋼板(熱間圧延鋼板)を冷却する。この冷却によってオーステナイトからフェライトへ変態することにより、高歪みで適度に微細な結晶粒が得られる。冷却条件としては、仕上げ圧延の最終パスを通過してから0.10秒後以降に(0.10秒以上経過してから)冷却を開始し、3秒後に熱間圧延鋼板の表面温度が300℃以上Ar1温度以下となるように、冷却する(直後急冷しないようにする)。このように直後急冷を回避することによって、特殊な急冷装置が不要となり、製造(コスト)上のメリットにもなる。また、熱間圧延鋼板の集合組織は、直後急冷すると未再結晶オーステナイトが変態した組織になり、その後の仕上げ焼鈍後の組織において{100}<011>方位に集積し、直後急冷を行わない場合には部分再結晶オーステナイトが変態した組織になり、その後の仕上げ焼鈍後の組織において{411}<011>方位に集積すると推察される。よって、{411}<011>率を高めるためには部分再結晶オーステナイトを変態させることが重要だと考えられる。
また、冷却条件としては、冷間圧延前の熱間圧延鋼板での平均結晶粒径が3~10μmとなるような条件とすることが好ましい。過度に微細化されることのない好適な結晶粒径において、その後冷間圧延を施すと、中間焼鈍後にαファイバーが発達し、続くスキンパス、仕上げ焼鈍後に通常は発達しにくい{411}<011>方位を発達させることができる。一方、結晶粒が粗大化しすぎると、冷間圧延、中間焼鈍後にαファイバーが発達しにくくなり、所望の{411}<011>率が得られない場合がある。
冷間圧延前の熱間圧延鋼板での平均結晶粒径を3~10μmとするためには、仕上げ圧延の最終パスを通過してから3秒以内にAr1温度以下の温度とすればよい。
冷却停止温度が、300℃未満であると、熱間圧延鋼板での平均結晶粒径が過度に微細化される。そのため、冷却停止温度を300℃以上とする。
電磁鋼板の製造に用いられる熱間圧延設備ラインでは、熱間圧延機の下流に、冷却装置及び搬送ライン(例えば搬送ローラ)が配置されている。熱間圧延機の最終パスを実施する圧延スタンドの出側には、熱間圧延鋼板の表面温度を測定する測温計が配置されている。また、圧延スタンドの下流に配置された搬送ローラにも、複数の測温計が搬送ラインに沿って配列されている。そのため、熱間圧延温度、仕上げ圧延の最終パスを通過してから3秒後の熱間圧延鋼板の表面温度は、熱間圧延設備ラインに配置されている測温計で測定する。
冷却装置は、最終パスを実施する圧延スタンドの下流に配置されている。水冷装置は一般に複数配置され、水冷装置の入側には、それぞれ測温計が配置されている。冷却装置はたとえば、周知の水冷装置であってもよいし、周知の強制空冷装置であってもよい。好ましくは、冷却装置は水冷装置である。水冷装置の冷却液は、水であってもよいし、水と空気の混合流体であってもよい。
熱間圧延鋼板に対して、熱延板焼鈍を実施することなく巻き取り、熱間圧延板に対して冷間圧延を行って冷間圧延鋼板を得る。ここでいう熱延板焼鈍とは、例えば、昇温温度がAc1温度以下であって、300℃以上の熱処理を意味する。
冷間圧延はたとえば、一列に並んだ複数の圧延スタンド(各圧延スタンドは一対のワークロールを有する)を含むタンデム圧延機を用いてタンデム圧延を実施して、複数回パスの圧延を実施してもよい。また、一対のワークロールを有するゼンジミア圧延機等によるリバース圧延を実施して、1回パス又は複数回パスの圧延を実施してもよい。生産性の観点から、タンデム圧延機を用いて複数回パスの圧延を実施するのが好ましい。
冷間圧延は、リバース式の圧延機を用いて、1回のパスのみで冷間圧延を実施してもよい。また、タンデム式の圧延機を用いた冷間圧延を実施する場合、複数回のパス(各圧延スタンドでのパス)で連続して冷間圧延を実施する。
圧下率RR1(%)=(1-冷間圧延での最終パスの圧延後の板厚/冷間圧延での1パス目の圧延前の板厚)×100
冷間圧延が終了すると、続いて中間焼鈍を行う。本実施形態では、焼鈍温度(中間焼鈍温度T1)(℃)をAc1温度以下に制御することが好ましい。中間焼鈍の温度がAc1温度を超えると、鋼板の組織の一部がオーステナイトに変態してしまい、変態にともなう結晶方位変化に起因して、続くスキンパス圧延および仕上げ焼鈍時に{411}<011>方位粒が十分に成長せず、磁束密度が高くならない場合がある。
一方、中間焼鈍の温度が低過ぎると、再結晶が生じず、続くスキンパス圧延および仕上げ焼鈍時に{411}<011>方位粒が十分に成長せず、磁束密度が高くならない場合がある。したがって、中間焼鈍温度T1(℃)は600℃以上とすることが好ましい。
中間焼鈍温度T1(℃)は、焼鈍炉の抽出口近傍での板温(表面の温度)とする。
このように製造された冷間圧延鋼板に対して後述の条件でスキンパス圧延、さらには仕上げ焼鈍を行うことにより本実施形態に係る無方向性電磁鋼板となる。
中間焼鈍が終了すると、次にスキンパス圧延を行う。具体的には、中間焼鈍工程後の冷間圧延鋼板に対して、常温、大気中において、圧延(冷間圧延)を実施する。ここでのスキンパス圧延は、例えば上述のゼンジミア圧延機に代表されるリバース圧延機、又は、タンデム圧延機を用いる。スキンパス圧延によって、無方向性電磁鋼板(スキンパス圧延後、仕上げ焼鈍前)が得られる。
圧下率RR2(%)=(1-スキンパス圧延での最終パスの圧延後の板厚/スキンパス圧延での1パス目の圧延前の板厚)×100
本実施形態において実施するスキンパス圧延は、仕上げ焼鈍後に行うスキンパス圧延とは効果が大きく異なる。熱間圧延、冷却、冷間圧延、中間焼鈍、スキンパス圧延、仕上げ焼鈍を所定の条件でこの順で行うことで、所定の組織を得ることができる。
スキンパス圧延後の無方向性電磁鋼板に対し、750℃以上Ac1温度以下で、2時間以上の時間で仕上げ焼鈍を施す。仕上げ焼鈍温度T2(℃)を750℃未満とした場合には、バルジングによる粒成長が十分に起こらない。この場合、{411}<011>方位の集積度が低下してしまう。また、仕上げ焼鈍温度T2(℃)がAc1温度超では、鋼板の組織の一部がオーステナイトに変態してしまい、バルジングによる粒成長は起こらず、所望の{411}<011>率が得られない。また、焼鈍時間が2時間未満である場合は、仕上げ焼鈍温度T2(℃)が750℃以上Ac1温度以下であっても、バルジングによる粒成長が十分に起こらず、{411}<011>方位の集積度が低下してしまう。仕上げ焼鈍の焼鈍時間は特に限定されないが、焼鈍時間が10時間を超えても効果が飽和するため、好ましい上限は10時間である。
本実施形態による電磁鋼板の製造方法はさらに、仕上げ焼鈍工程後にコーティングによって、仕上げ焼鈍後の鋼板(無方向性電磁鋼板)の表面に、絶縁被膜を形成してもよい。絶縁被膜形成工程は任意の工程である。したがって、仕上げ焼鈍後にコーティングを実施しなくてもよい。
例えば、本実施形態に係るスキンパス圧延後(仕上げ焼鈍前)の無方向性電磁鋼板を、打ち抜き、及び/または積層を行うことで製造することができる。
また、本実施形態に係るスキンパス圧延後(仕上げ焼鈍前)の無方向性電磁鋼板を、打ち抜き、及び/または積層を行い、750℃以上Ac1温度以下の焼鈍温度で2時間以上の焼鈍を行うことでコアを製造することができる。
コアの製造方法としては公知の方法でよく、例えば、本実施形態に係る無方向性電磁鋼板を、打ち抜き、及び/または積層を行うことでコアを製造することができる。また、打ち抜き、及び/または積層を行うことでコアを製造した後、歪取焼鈍を実施することでコアを製造することができる。
溶鋼を鋳造することにより、表1-1に示す化学組成を有するインゴットを作製した。ここで、式左辺とは、前述の(1)式の左辺の値を表している。また、Mg等とは、Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上の総計を表している。その後、作製したインゴットを1150℃まで加熱して熱間圧延を行い、表1-2に示す仕上げ圧延温度FTで仕上げ圧延を行った。そして、最終パスを通過してから表1-2に示す冷却条件(最終パスを通過してから冷却を開始するまでの時間、および最終パスを通過してから3秒後の鋼板の温度)で冷却を行った。
Wx={W10/50(10)-W10/50(0)}/W10/50(0)
圧延方向に対して45°方向の磁束密度B50(B50(45°))が1.70T以上、圧延方向に対して45°方向の鉄損W10/400(W100/400(45°)が13.8W/kg以下、圧延方向に対して45°方向の圧縮応力下でのW10/50の鉄損劣化率が、40%以下であれば、45°方向の磁気特性に優れると判断した。




発明例であるNo.101、No.107~No.109、No.112は、磁束密度B50(45°方向)、鉄損W10/400および鉄損劣化率のすべてで良好な値であった。一方、比較例であるNo.102及びNo.110は、仕上げ圧延後に急冷したことから、圧縮応力下での鉄損劣化率が大きかった。比較例であるNo.103及びNo.104は、変態点が高い組成であったため、磁束密度B50(45°方向)、鉄損W10/400および鉄損劣化率で劣っていた。比較例であるNo.105では、仕上げ圧延温度FTがAr1温度よりも低かったため、磁束密度B50(45°方向)、鉄損W10/400および鉄損劣化率で劣っていた。比較例であるNo.106では、仕上げ圧延の最終パスを通過してから冷却を開始するまでの時間が短すぎたため、圧縮応力下での鉄損劣化率が大きかった。比較例であるNo.111は、仕上げ圧延の最終パスを通過してから3秒が経過した段階でAr1温度よりも高い温度であったため、磁束密度B50(45°方向)、鉄損W10/400および鉄損劣化率で劣っていた。
溶鋼を鋳造することにより、表3-1に示す化学組成を有するインゴットを作製した。ここで、式左辺とは、前述の(1)式の左辺の値を表している。また、Mg等とは、Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上の総計を表している。その後、作製したインゴットを1150℃まで加熱して熱間圧延を行い、表3-2に示す仕上げ圧延温度FTで仕上げ圧延を行った。そして、最終パスを通過してから表3-2に示す冷却条件(最終パスを通過してから冷却を開始するまでの時間、および最終パスを通過してから3秒後の鋼板の温度)で冷却を行った。

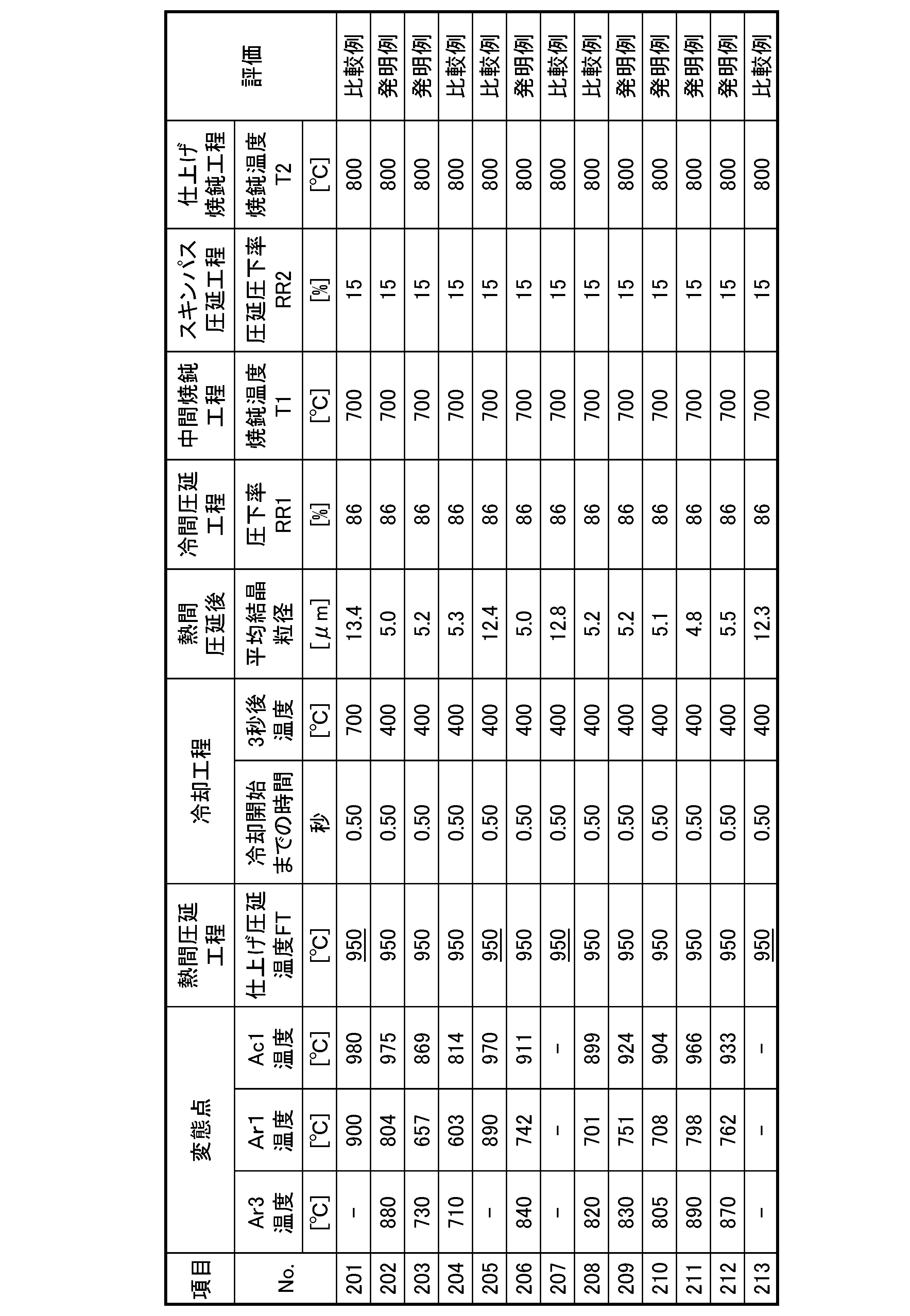

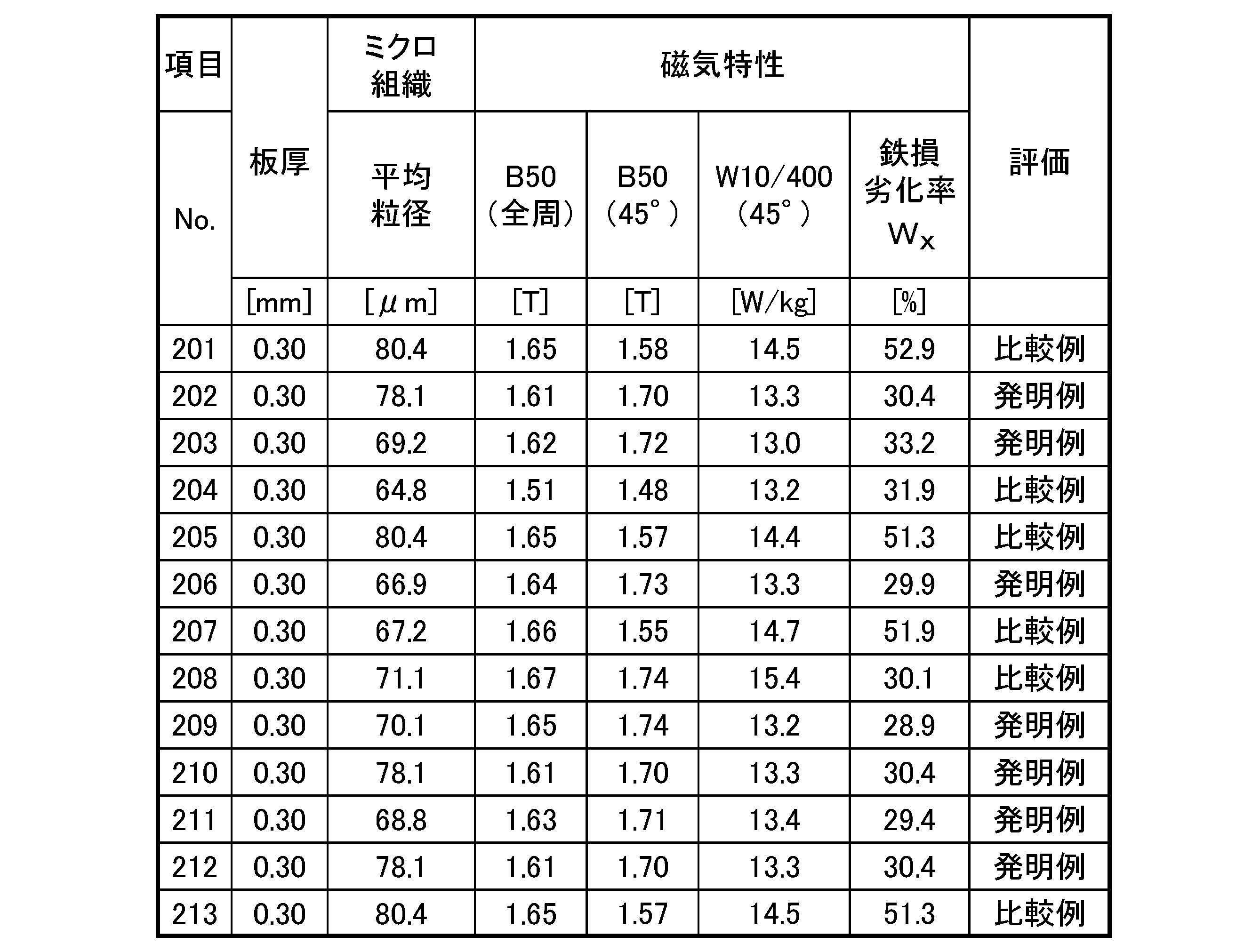
発明例であるNo.202、No.203、No.206、No.209~No.212は、45°方向の、磁束密度B50、鉄損W10/400および鉄損劣化率のすべてで良好な値であった。
一方、比較例であるNo.201、No.205は変態点が高い組成であったため、No.207及びNo.213は、α-γ変態が生じない組成であったため、磁束密度B50(45°方向)、鉄損W10/400(45°方向)および鉄損劣化率で劣っていた。比較例であるNo.204は、Mnが過剰に含まれていたため、コスト高であったことに加え、磁束密度B50(45°方向)が劣っていた。比較例であるNo.208は、Si含有量が不足していたため、鉄損W10/400(45°方向)が劣っていた。
溶鋼を鋳造することにより、表5-1に示す化学組成を有するインゴットを作製した。ここで、式左辺とは、前述の(1)式の左辺の値を表している。また、Mg等とは、Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上の含有量の総計を表している。
その後、作製したインゴットを1150℃まで加熱して熱間圧延を行い、表5-2に示す仕上げ圧延温度FTで仕上げ圧延を行った。そして、最終パスを通過してから表5-2に示す冷却条件(最終パスを通過してから冷却を開始するまでの時間、および最終パスを通過してから3秒後の鋼板の温度)で冷却を行った。




発明例であるNo.303~No.305及びNo.313~No.318は、45°方向の、磁束密度B50、鉄損W10/400および鉄損劣化率のすべてで良好な値であった。
一方、比較例であるNo.301では、中間焼鈍までは発明鋼であるNo.303~No.305と同じ工程で製造されており、スキンパス前の状態では本発明の一実施形態である請求項7に相当する冷間圧延鋼板になってはいるものの、スキンパス圧延を行わなかったため、磁束密度B50(45°方向)、鉄損W10/400(45°方向)および鉄損劣化率で劣っていた。比較例であるNo.302では、上記のNo.301と同様にスキンパス前の状態では本発明の一実施形態である請求項7に相当する冷間圧延鋼板になってはいるものの、スキンパス圧延での圧下率RR2が小さすぎたため、得られた無方向性電磁鋼板では、鉄損W10/400(45°方向)が劣っていた。比較例であるNo.306では、上記のNo.301およびNo.302と同様にスキンパス前の状態では本発明の一実施形態である請求項7に相当する冷間圧延鋼板になってはいるものの、スキンパス圧延での圧下率RR2が大きすぎたため、得られた無方向性電磁鋼板では、磁束密度B50(45°方向)および鉄損W10/400(45°方向)で劣っていた。比較例であるNo.307~No.310は、α-γ変態が生じない組成であったため、磁束密度B50(45°方向)、鉄損W10/400(45°方向)および鉄損劣化率で劣っていた。比較例であるNo.311では、Mn等(Mn、Cu、Niの1種以上)が不足し、かつスキンパス圧延を行わなかったため、磁束密度B50(45°方向)、鉄損W10/400(45°方向)および鉄損劣化率で劣っていた。比較例であるNo.312では、Mn等が不足していたため、鉄損W10/400(45°方向)が劣っていた。
溶鋼を鋳造することにより、表7-1に示す化学組成を有するインゴットを作製した。ここで、式左辺とは、前述の(1)式の左辺の値を表している。また、Mg等とは、Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上の総計を表している。その後、作製したインゴットを1150℃まで加熱して熱間圧延を行い、表7-2に示す仕上げ圧延温度FTで仕上げ圧延を行った。そして、最終パスを通過してから表7-2に示す冷却条件(最終パスを通過してから冷却を開始するまでの時間、および最終パスを通過してから3秒後の鋼板の温度)で冷却を行った。


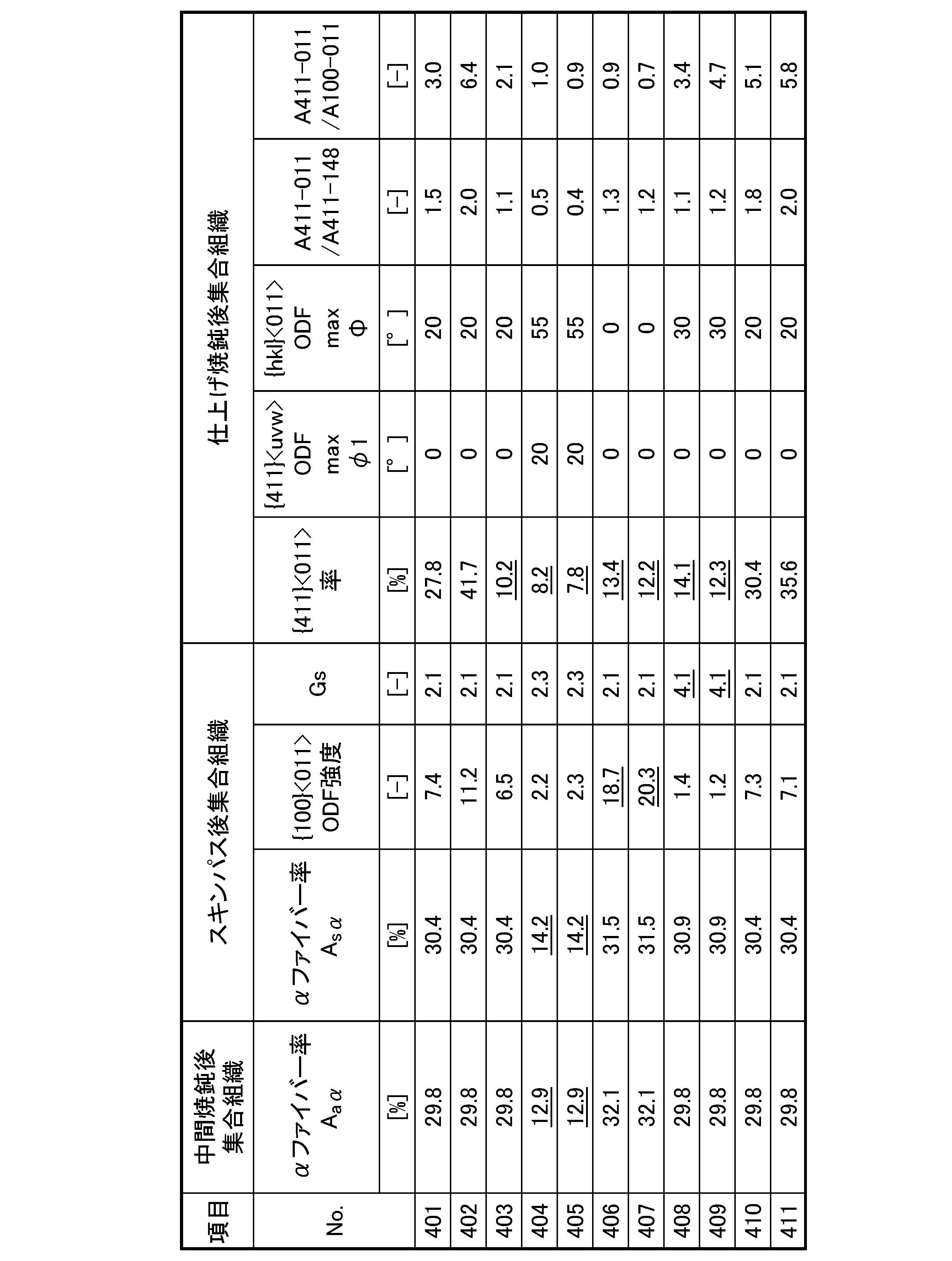

発明例であるNo.401、No.402は、45°方向の、磁束密度B50、鉄損W10/400および鉄損劣化率のすべてで良好な値であった。
一方、No.403では、スキンパス圧延までは発明鋼であるNo.401および402と同じ工程で製造されており、仕上げ焼鈍前の状態では本発明の一実施形態(製品として請求項4、その製造方法として請求項9)を満足してはいるものの、Ac1温度よりも高い温度で仕上げ焼鈍を行ったため、仕上げ焼鈍後に得られた無方向性電磁鋼板では、平均粒径が50μm以下であり製品として請求項1の範囲を満足せず、その結果、磁束密度B50(45°方向)及び鉄損W10/400(45°方向)が劣っていた。このため、No.403は比較例とする。比較例であるNo.404及びNo.405は、α-γ変態が生じない組成であったため、磁束密度B50(45°方向)、鉄損W10/400(45°方向)および鉄損劣化率で劣っていた。比較例であるNo.406及びNo.407は、仕上げ圧延後に急冷したことから、圧縮応力下での鉄損劣化率が大きかった。比較例であるNo.408及びNo.409では、スキンパス圧延での圧下率RR2が大きすぎたため、磁束密度B50(45°方向)および鉄損W10/400(45°方向)で劣っていた。
Claims (16)
- 質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有し、
表面から板厚の1/2の深さの圧延面に平行な面をSEM-EBSDで測定した際の{hkl}<uvw>方位の結晶粒の全視野に対する面積率をAhkl-uvwと表記したとき、A411-011が15.0%以上であり、
平均結晶粒径が50μm~150μmである
ことを特徴とする無方向性電磁鋼板。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 表面をSEM-EBSDで測定してφ2=45°のODFを作成した際に、φ1=0~90°、Φ=20°の中でφ1=0~10°に最大強度を持ち、かつ、φ1=0°、Φ=0~90°の中でΦ=5~35°に最大強度を持つ
ことを特徴とする請求項1に記載の無方向性電磁鋼板。 - 前記表面から板厚の1/2の深さの圧延面に平行な面を前記SEM-EBSDで測定した際の特定方位の全視野に対する面積率について、以下の(2)式及び(3)式の両方を満たす
ことを特徴とする請求項1又は2に記載の無方向性電磁鋼板。
A411-011/A411-148 ≧1.1 ・・・(2)
A411-011/A100-011 ≧2.0 ・・・(3) - 質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有し、
表面から板厚の1/2の深さの圧延面に平行な面をSEM-EBSDで測定した際の全視野に対するαファイバーの結晶方位を有する結晶粒の面積率Asαが20.0%以上であり、
前記SEM-EBSDで測定してODFを作成した際の{100}<011>方位のODF強度が15.0以下であり、
前記SEM-EBSDで測定した際の全視野に対するGOSの個数平均値をGsとしたとき、前記Gsが0.8以上3.0以下であることを特徴とする無方向性電磁鋼板。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 請求項1~3のいずれか1項に記載の無方向性電磁鋼板を含むコア。
- 請求項4に記載の無方向性電磁鋼板を含むコア。
- 請求項1~4のいずれか1項に記載の無方向性電磁鋼板の製造に用いられる冷間圧延鋼板であって、
質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有し、
表面から板厚の1/2の深さの圧延面に平行な面をSEM-EBSDで測定した際の全視野に対するαファイバーの結晶方位を有する結晶粒の面積率Aaαが15.0%以上である
ことを特徴とする冷間圧延鋼板。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 請求項1~3のいずれか一項に記載の無方向性電磁鋼板の製造方法であって、
質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、
前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、
前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、
前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、
前記中間焼鈍工程後の前記冷間圧延鋼板に対してスキンパス圧延を行って無方向性電磁鋼板を得るスキンパス圧延工程と、
前記スキンパス圧延工程後の前記無方向性電磁鋼板に対して750℃以上Ac1温度以下の焼鈍温度、2時間以上の焼鈍時間で仕上げ焼鈍を行う仕上げ焼鈍工程と、
を有し、
前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させ、
前記スキンパス圧延工程での圧下率を5~20%とする
ことを特徴とする無方向性電磁鋼板の製造方法。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 請求項4に記載の無方向性電磁鋼板の製造方法であって、
質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、
前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、
前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、
前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、
前記中間焼鈍工程後の前記冷間圧延鋼板に対してスキンパス圧延を行って無方向性電磁鋼板を得るスキンパス圧延工程と、
を有し、
前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させ、
前記スキンパス圧延工程での圧下率を5~20%とする
ことを特徴とする無方向性電磁鋼板の製造方法。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 前記冷却工程では、前記冷却工程後の前記熱間圧延鋼板の平均結晶粒径を3~10μmとする
ことを特徴とする請求項8又は9に記載の無方向性電磁鋼板の製造方法。 - 前記冷間圧延工程での圧下率を75~95%とする
ことを特徴とする請求項8~10のいずれか1項に記載の無方向性電磁鋼板の製造方法。 - 前記中間焼鈍工程では、焼鈍温度をAc1温度以下とする
ことを特徴とする請求項8~11のいずれか1項に記載の無方向性電磁鋼板の製造方法。 - 請求項7に記載の冷間圧延鋼板の製造方法であって、
質量%で、
C:0.0100%以下、
Si:1.50%~4.00%、
sol.Al:0.0001%~1.00%、
S:0.0100%以下、
N:0.0100%以下、
Mn、Ni、Cuからなる群から選ばれる1種以上:総計で2.5%~5.0%、
Co:0%~1.0%、
Sn:0%~0.40%、
Sb:0%~0.40%、
P:0%~0.400%、及び
Mg、Ca、Sr、Ba、Ce、La、Nd、Pr、Zn、Cdからなる群から選ばれる1種以上:総計で0%~0.010%を含有し、
質量%での、Mn含有量を[Mn]、Ni含有量を[Ni]、Cu含有量を[Cu]、Si含有量を[Si]、sol.Al含有量を[sol.Al]、P含有量を[P]としたときに、以下の(1)式を満たし、
残部がFeおよび不純物からなる化学組成を有する鋼材に対して、仕上げ圧延の最終パスをAr3温度以上の温度で行うように熱間圧延を行って熱間圧延鋼板を得る熱間圧延工程と、
前記熱間圧延工程後の前記熱間圧延鋼板を冷却する冷却工程と、
前記冷却工程後の前記熱間圧延鋼板に対して冷間圧延を行って冷間圧延鋼板を得る冷間圧延工程と、
前記冷間圧延鋼板に対して中間焼鈍を行う中間焼鈍工程と、
を有し、
前記冷却工程では、仕上げ圧延の最終パスから0.10秒以上経過してから冷却を開始し、3秒後に300℃以上Ar1温度以下にして変態させる
ことを特徴とする冷間圧延鋼板の製造方法。
(2×[Mn]+2.5×[Ni]+[Cu])-([Si]+2×[sol.Al]+4×[P])≧1.50% ・・・(1) - 前記冷却工程では、前記冷却工程後の前記熱間圧延鋼板の平均結晶粒径を3~10μmとする
ことを特徴とする請求項13に記載の冷間圧延鋼板の製造方法。 - 前記冷間圧延工程での圧下率を75~95%とすることを特徴とする請求項13又は14に記載の冷間圧延鋼板の製造方法。
- 前記中間焼鈍工程では、焼鈍温度をAc1温度以下とする
ことを特徴とする請求項13~15のいずれか1項に記載の冷間圧延鋼板の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020070883 | 2020-04-10 | ||
| JP2020070883 | 2020-04-10 | ||
| PCT/JP2021/012270 WO2021205880A1 (ja) | 2020-04-10 | 2021-03-24 | 無方向性電磁鋼板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法および冷間圧延鋼板の製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2021205880A1 JPWO2021205880A1 (ja) | 2021-10-14 |
| JP7530006B2 true JP7530006B2 (ja) | 2024-08-07 |
Family
ID=78022599
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022514391A Active JP7530006B2 (ja) | 2020-04-10 | 2021-03-24 | 無方向性電磁鋼板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法および冷間圧延鋼板の製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20230106818A1 (ja) |
| EP (1) | EP4134456A4 (ja) |
| JP (1) | JP7530006B2 (ja) |
| KR (1) | KR102794669B1 (ja) |
| CN (1) | CN115315536B (ja) |
| BR (1) | BR112022018384A2 (ja) |
| TW (1) | TWI774294B (ja) |
| WO (1) | WO2021205880A1 (ja) |
Families Citing this family (19)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL4060059T3 (pl) | 2019-11-15 | 2025-06-09 | Nippon Steel Corporation | Sposób wytwarzania blachy cienkiej z niezorientowanej stali elektrotechnicznej |
| TWI750894B (zh) * | 2019-11-15 | 2021-12-21 | 日商日本製鐵股份有限公司 | 轉子鐵芯、轉子及旋轉電機 |
| WO2022211007A1 (ja) * | 2021-04-02 | 2022-10-06 | 日本製鉄株式会社 | 無方向性電磁鋼板 |
| US11942246B2 (en) | 2021-04-02 | 2024-03-26 | Nippon Steel Corporation | Non-oriented electrical steel sheet |
| TWI869665B (zh) * | 2021-04-02 | 2025-01-11 | 日商日本製鐵股份有限公司 | 無方向性電磁鋼板 |
| US20250014793A1 (en) * | 2021-11-17 | 2025-01-09 | Jef Steel Corporation | Non-oriented electrical steel sheet and method for producing same, and method for producing motor core |
| EP4427857A4 (en) * | 2021-12-16 | 2025-10-01 | Jfe Steel Corp | NON-ORIENTED ELECTROMAGNETIC STEEL SHEET AND METHOD FOR PRODUCING IT |
| CN118510932A (zh) * | 2022-02-02 | 2024-08-16 | 杰富意钢铁株式会社 | 无取向性电磁钢板及其制造方法 |
| US20250226704A1 (en) * | 2022-04-06 | 2025-07-10 | Nippon Steel Corporation | Laminated core |
| CA3246668A1 (en) * | 2022-04-06 | 2025-07-08 | Nippon Steel Corporation | STRATIFIED CORE |
| CN117626111A (zh) * | 2022-08-15 | 2024-03-01 | 宝山钢铁股份有限公司 | 一种电动车驱动马达用无取向电工钢及其制造方法 |
| EP4592410A4 (en) * | 2022-09-22 | 2025-12-17 | Nippon Steel Corp | NON-ORIENTED ELECTROMAGNETIC STEEL SHEET |
| KR20250056273A (ko) * | 2022-10-31 | 2025-04-25 | 제이에프이 스틸 가부시키가이샤 | 무방향성 전자 강판 및 그의 제조 방법 |
| KR20240075044A (ko) * | 2022-11-18 | 2024-05-29 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| WO2024150733A1 (ja) * | 2023-01-10 | 2024-07-18 | 日本製鉄株式会社 | 無方向性電磁鋼板 |
| JP7640925B2 (ja) * | 2023-01-10 | 2025-03-06 | 日本製鉄株式会社 | 無方向性電磁鋼板、無方向性電磁鋼板の原板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法、無方向性電磁鋼板の原板の製造方法、および冷間圧延鋼板の製造方法 |
| EP4650473A1 (en) * | 2023-01-10 | 2025-11-19 | Nippon Steel Corporation | Non-oriented electromagnetic steel sheet |
| KR20250126091A (ko) * | 2023-02-17 | 2025-08-22 | 닛폰세이테츠 가부시키가이샤 | 무방향성 전자 강판, 모터 코어 및 모터 |
| WO2024210210A1 (ja) * | 2023-04-05 | 2024-10-10 | 日本製鉄株式会社 | 無方向性電磁鋼板、コア、及び回転電機 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005179745A (ja) | 2003-12-19 | 2005-07-07 | Jfe Steel Kk | 二方向性電磁鋼板の製造方法 |
| JP2006219692A (ja) | 2005-02-08 | 2006-08-24 | Nippon Steel Corp | 無方向性電磁鋼板およびその製造方法 |
| JP2017193731A (ja) | 2016-04-18 | 2017-10-26 | 新日鐵住金株式会社 | 電磁鋼板、及びその製造方法 |
| JP2018141206A (ja) | 2017-02-28 | 2018-09-13 | 新日鐵住金株式会社 | 電磁鋼板、及びその製造方法 |
| JP2019178380A (ja) | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 電磁鋼板、及び、電磁鋼板の製造方法 |
| JP2019183185A (ja) | 2018-04-02 | 2019-10-24 | 日本製鉄株式会社 | 無方向性電磁鋼板 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4218077B2 (ja) | 1998-02-26 | 2009-02-04 | 住友金属工業株式会社 | 無方向性電磁鋼板およびその製造方法 |
| JP5256916B2 (ja) | 2008-01-30 | 2013-08-07 | 新日鐵住金株式会社 | 磁束密度の高い無方向性電磁鋼板の製造方法 |
| JP5375559B2 (ja) | 2009-11-27 | 2013-12-25 | 新日鐵住金株式会社 | 無方向性電磁鋼板の剪断方法及びその方法を用いて製造した電磁部品 |
| JP5601078B2 (ja) * | 2010-08-09 | 2014-10-08 | 新日鐵住金株式会社 | 無方向性電磁鋼板およびその製造方法 |
| KR101493059B1 (ko) * | 2012-12-27 | 2015-02-11 | 주식회사 포스코 | 무방향성 전기강판 및 그 제조방법 |
| JP6451967B2 (ja) * | 2016-01-15 | 2019-01-16 | Jfeスチール株式会社 | 無方向性電磁鋼板とその製造方法 |
| JP6794630B2 (ja) | 2016-02-17 | 2020-12-02 | 日本製鉄株式会社 | 電磁鋼板、及びその製造方法 |
| TWI658152B (zh) * | 2017-03-07 | 2019-05-01 | 日商新日鐵住金股份有限公司 | 無方向性電磁鋼板及無方向性電磁鋼板之製造方法 |
| JP7107173B2 (ja) | 2018-10-31 | 2022-07-27 | 日本精工株式会社 | ボールねじ装置 |
-
2021
- 2021-03-24 CN CN202180023598.4A patent/CN115315536B/zh active Active
- 2021-03-24 JP JP2022514391A patent/JP7530006B2/ja active Active
- 2021-03-24 BR BR112022018384A patent/BR112022018384A2/pt unknown
- 2021-03-24 EP EP21783908.3A patent/EP4134456A4/en active Pending
- 2021-03-24 US US17/911,105 patent/US20230106818A1/en active Pending
- 2021-03-24 KR KR1020227032339A patent/KR102794669B1/ko active Active
- 2021-03-24 WO PCT/JP2021/012270 patent/WO2021205880A1/ja not_active Ceased
- 2021-03-29 TW TW110111363A patent/TWI774294B/zh active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005179745A (ja) | 2003-12-19 | 2005-07-07 | Jfe Steel Kk | 二方向性電磁鋼板の製造方法 |
| JP2006219692A (ja) | 2005-02-08 | 2006-08-24 | Nippon Steel Corp | 無方向性電磁鋼板およびその製造方法 |
| JP2017193731A (ja) | 2016-04-18 | 2017-10-26 | 新日鐵住金株式会社 | 電磁鋼板、及びその製造方法 |
| JP2018141206A (ja) | 2017-02-28 | 2018-09-13 | 新日鐵住金株式会社 | 電磁鋼板、及びその製造方法 |
| JP2019178380A (ja) | 2018-03-30 | 2019-10-17 | 日本製鉄株式会社 | 電磁鋼板、及び、電磁鋼板の製造方法 |
| JP2019183185A (ja) | 2018-04-02 | 2019-10-24 | 日本製鉄株式会社 | 無方向性電磁鋼板 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102794669B1 (ko) | 2025-04-15 |
| KR20220142512A (ko) | 2022-10-21 |
| BR112022018384A2 (pt) | 2022-11-08 |
| JPWO2021205880A1 (ja) | 2021-10-14 |
| CN115315536A (zh) | 2022-11-08 |
| EP4134456A4 (en) | 2023-11-08 |
| CN115315536B (zh) | 2023-12-26 |
| TW202138582A (zh) | 2021-10-16 |
| TWI774294B (zh) | 2022-08-11 |
| EP4134456A1 (en) | 2023-02-15 |
| WO2021205880A1 (ja) | 2021-10-14 |
| US20230106818A1 (en) | 2023-04-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7530006B2 (ja) | 無方向性電磁鋼板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法および冷間圧延鋼板の製造方法 | |
| US11942246B2 (en) | Non-oriented electrical steel sheet | |
| US12286694B2 (en) | Non-oriented electrical steel sheet | |
| US12024762B2 (en) | Non-oriented electrical steel sheet | |
| TWI875475B (zh) | 無方向性電磁鋼板、馬達鐵芯及馬達 | |
| JP7733299B2 (ja) | 無方向性電磁鋼板 | |
| US20260092345A1 (en) | Non-oriented electrical steel sheet | |
| JP7640925B2 (ja) | 無方向性電磁鋼板、無方向性電磁鋼板の原板、コア、冷間圧延鋼板、無方向性電磁鋼板の製造方法、無方向性電磁鋼板の原板の製造方法、および冷間圧延鋼板の製造方法 | |
| WO2024210210A1 (ja) | 無方向性電磁鋼板、コア、及び回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220826 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240109 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240625 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7530006 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |