JP7516111B2 - 蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 - Google Patents
蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 Download PDFInfo
- Publication number
- JP7516111B2 JP7516111B2 JP2020091261A JP2020091261A JP7516111B2 JP 7516111 B2 JP7516111 B2 JP 7516111B2 JP 2020091261 A JP2020091261 A JP 2020091261A JP 2020091261 A JP2020091261 A JP 2020091261A JP 7516111 B2 JP7516111 B2 JP 7516111B2
- Authority
- JP
- Japan
- Prior art keywords
- valve
- grinding tool
- steam
- valve seat
- grinding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images













Landscapes
- Polishing Bodies And Polishing Tools (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
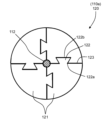
図11は、第2の実施形態に係る蒸気弁の弁座擦り合わせ治工具110aの構成を示す横断面図である。
図12は、第3の実施形態に係る蒸気弁の擦り合わせ治工具の製造方法におけるダレの除去ステップでの除去前を示す縦断面図、図13は、除去後を示す縦断面図である。
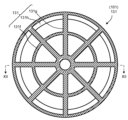
図14は、第4の実施形態に係る蒸気弁の擦り合わせ治工具の構成を示す図15のXII-XII線矢視縦断面図、図15は、図14のXIII-XIII線矢視水平断面図である。
以上、本発明の実施形態を説明したが、実施形態は、例として提示したものであり、発明の範囲を限定することは意図していない。
Claims (5)
- 蒸気弁の弁座または主弁の擦り合わせ対象部分の擦り合わせに用いる蒸気弁の擦り合わせ治工具であって、
中心軸周りに回転対称な形状であって前記擦り合わせ対象部分に密着可能な部分が周方向にわたって形成された擦り合わせ治工具本体を備え、
前記擦り合わせ治工具本体は、
熱可塑性樹脂を材料とし、
内部構造がグリッド構造またはキュービック構造であり、内部充填率が20%以上で60%以下である、
ことを特徴とする蒸気弁の擦り合わせ治工具。 - 前記熱可塑性樹脂は、ABS樹脂またはPLA樹脂であることを特徴とする請求項1に記載の蒸気弁の擦り合わせ治工具。
- 前記擦り合わせ治工具本体は、周方向に3分割以上に等分割されていることを特徴とする請求項1または請求項2に記載の蒸気弁の擦り合わせ治工具。
- 熱溶解積層方式3Dプリンターにおいて蒸気弁の弁座の擦り合わせに用いる擦り合わせ治工具本体の内部構造がグリッド構造またはキュービック構造であり、内部充填率が20%以上で60%以下であるように設定する設定ステップと、
選定された熱可塑性樹脂を用いて、前記熱溶解積層方式3Dプリンターにより造形物を生成する造形ステップと、
を有することを特徴とする蒸気弁の弁座擦り合わせ治工具製造方法。 - 前記造形ステップは、前記熱溶解積層方式3Dプリンターのヒートベッド上で造形された前記造形物の底部におけるダレを除去するステップを有することを特徴とする請求項4に記載の蒸気弁の弁座擦り合わせ治工具製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020091261A JP7516111B2 (ja) | 2020-05-26 | 2020-05-26 | 蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020091261A JP7516111B2 (ja) | 2020-05-26 | 2020-05-26 | 蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021186892A JP2021186892A (ja) | 2021-12-13 |
| JP7516111B2 true JP7516111B2 (ja) | 2024-07-16 |
Family
ID=78847948
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020091261A Active JP7516111B2 (ja) | 2020-05-26 | 2020-05-26 | 蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7516111B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093461A (ja) | 2013-11-13 | 2015-05-18 | 株式会社東芝 | 三次元構造部品 |
| JP2016020401A (ja) | 2014-07-11 | 2016-02-04 | ユニチカ株式会社 | 造形材料 |
| US20190299342A1 (en) | 2016-05-10 | 2019-10-03 | Fisher Controls International Llc | Late Customization on Valve Body End Connections Using Additive Manufacturing |
| WO2019229610A1 (en) | 2018-05-30 | 2019-12-05 | 3M Innovative Properties Company | Abrasive rotary tool |
| JP2020062776A (ja) | 2018-10-16 | 2020-04-23 | 本田技研工業株式会社 | 3次元造形物製造装置、3次元造形物の製造方法及び3次元造形物 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52104187U (ja) * | 1976-02-05 | 1977-08-08 | ||
| JPS6131651U (ja) * | 1984-07-27 | 1986-02-26 | 三菱重工業株式会社 | 蒸気加減弁の弁座修正用治具 |
| JP2808357B2 (ja) * | 1990-10-08 | 1998-10-08 | 中部電力株式会社 | 弁体及び弁座の摺合せ装置 |
-
2020
- 2020-05-26 JP JP2020091261A patent/JP7516111B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015093461A (ja) | 2013-11-13 | 2015-05-18 | 株式会社東芝 | 三次元構造部品 |
| JP2016020401A (ja) | 2014-07-11 | 2016-02-04 | ユニチカ株式会社 | 造形材料 |
| US20190299342A1 (en) | 2016-05-10 | 2019-10-03 | Fisher Controls International Llc | Late Customization on Valve Body End Connections Using Additive Manufacturing |
| WO2019229610A1 (en) | 2018-05-30 | 2019-12-05 | 3M Innovative Properties Company | Abrasive rotary tool |
| JP2021525656A (ja) | 2018-05-30 | 2021-09-27 | スリーエム イノベイティブ プロパティズ カンパニー | 研磨用回転工具 |
| JP2020062776A (ja) | 2018-10-16 | 2020-04-23 | 本田技研工業株式会社 | 3次元造形物製造装置、3次元造形物の製造方法及び3次元造形物 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021186892A (ja) | 2021-12-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9943932B2 (en) | Trunnion hole repair method utilizing interference fit inserts | |
| EP0855022B1 (en) | Methods for the design, quality control, and management of fatigue-limited metal components | |
| EP0376874A2 (en) | Fabrication or repair technique for integrally bladed rotor assembly | |
| JP3295470B2 (ja) | 蒸気タービンロータの溶接方法 | |
| US7013551B2 (en) | Method or manufacturing thin wall isogrid casings | |
| JP7516111B2 (ja) | 蒸気弁の擦り合わせ治工具および蒸気弁の弁座擦り合わせ治工具製造方法 | |
| Coupek et al. | Proactive quality control system for defect reduction in the production of electric drives | |
| TW202335406A (zh) | 堆疊層壓之端蓋 | |
| CN112792507B (zh) | 钛合金整体叶盘的制备方法 | |
| DE69329546T2 (de) | Vorrichtung zum entfernen von abschlufbarem material von luftdichtungen in düsentriebwerken | |
| US2174380A (en) | Method of making elastic fluid turbines | |
| CN119289828A (zh) | 一种火电汽轮机总装通流测量方法 | |
| CN118682259A (zh) | 一种航空发动机联轴器多焊缝防变形控腔护壁的加工方法 | |
| Barack et al. | An improved turbine disk design to increase reliability of aircraft jet engines | |
| US20040226420A1 (en) | Production of disc components | |
| JPH0116620B2 (ja) | ||
| US20260084243A1 (en) | Impeller for a flow machine and method for producing an impeller | |
| Feldhausen et al. | Hybrid Manufacturing Approaches for the Production and Repair of Industrial Tooling | |
| KR102702656B1 (ko) | 터빈의 버켓 커버 용접 방법 및 회전체 구조물의 정비 신뢰성 평가 방법 | |
| CN113757167B (zh) | 一种离心叶轮长寿命控制方法 | |
| Pish et al. | Design and manufacture of robust composite flywheels for microgrids | |
| Menichino et al. | Impeller Manufacturing: Understanding the Methods and Their Impact on Performance | |
| US7524566B2 (en) | Composite material, method for the production of a composite material and the utilization thereof | |
| Scheidler et al. | Manufacturing of flux modulators for mass-optimized concentric magnetic gearing | |
| Finney et al. | Evaluation of Graphite/Epoxy Shims in a High Capacity Laminate Helicopter Bearing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230125 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231226 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240220 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240604 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240703 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7516111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |