JP7477057B2 - カット刃 - Google Patents
カット刃 Download PDFInfo
- Publication number
- JP7477057B2 JP7477057B2 JP2023566159A JP2023566159A JP7477057B2 JP 7477057 B2 JP7477057 B2 JP 7477057B2 JP 2023566159 A JP2023566159 A JP 2023566159A JP 2023566159 A JP2023566159 A JP 2023566159A JP 7477057 B2 JP7477057 B2 JP 7477057B2
- Authority
- JP
- Japan
- Prior art keywords
- film body
- cutting edge
- side portion
- blade
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 125
- 239000000758 substrate Substances 0.000 claims description 104
- 238000000576 coating method Methods 0.000 claims description 56
- 239000011248 coating agent Substances 0.000 claims description 54
- 239000000463 material Substances 0.000 claims description 42
- 229910003460 diamond Inorganic materials 0.000 claims description 20
- 239000010432 diamond Substances 0.000 claims description 20
- 230000007423 decrease Effects 0.000 claims description 9
- 230000001154 acute effect Effects 0.000 claims description 3
- 239000012528 membrane Substances 0.000 claims description 2
- 239000002245 particle Substances 0.000 description 7
- 238000013459 approach Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000005259 measurement Methods 0.000 description 5
- 239000007789 gas Substances 0.000 description 4
- 238000000034 method Methods 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 238000005229 chemical vapour deposition Methods 0.000 description 3
- 238000005336 cracking Methods 0.000 description 3
- 238000010899 nucleation Methods 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 2
- 239000010941 cobalt Substances 0.000 description 2
- 229910017052 cobalt Inorganic materials 0.000 description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000002105 nanoparticle Substances 0.000 description 2
- 238000000992 sputter etching Methods 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000006748 scratching Methods 0.000 description 1
- 230000002393 scratching effect Effects 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26D—CUTTING; DETAILS COMMON TO MACHINES FOR PERFORATING, PUNCHING, CUTTING-OUT, STAMPING-OUT OR SEVERING
- B26D1/00—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor
- B26D1/01—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work
- B26D1/04—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member
- B26D1/06—Cutting through work characterised by the nature or movement of the cutting member or particular materials not otherwise provided for; Apparatus or machines therefor; Cutting members therefor involving a cutting member which does not travel with the work having a linearly-movable cutting member wherein the cutting member reciprocates
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/22—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the deposition of inorganic material, other than metallic material
- C23C16/26—Deposition of carbon only
- C23C16/27—Diamond only
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Forests & Forestry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Materials Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Polishing Bodies And Polishing Tools (AREA)
- Nonmetal Cutting Devices (AREA)
Description
以下、カット刃の一実施形態について説明する。なお、図面は理解を容易にするため構成要素を拡大して示している場合がある。構成要素の寸法比率は実際のものと、又は別の図中のものと異なる場合がある。
図1に示すように、カット刃10は、基材20を備えている。基材20は、主面MFを有する板状である。なお、「主面」とは、板状の部材の表面のうち、最も面積の大きな面のことである。図2に示すように、主面MFに直交する方向を向いて基材20を視たときに、基材20は長方形状である。
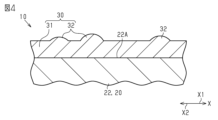
図3に示すように、刃側部分22の表面のうち第3正方向Z1を向く面を第1基材面22Aとする。第1基材面22Aは、第2正方向Y1に向かうほど、第3負方向Z2側に位置するように傾斜している。また、刃側部分22の表面のうち第3負方向Z2を向く面を第2基材面22Bとする。第2基材面22Bは、第2正方向Y1に向かうほど、第3正方向Z1側に位置するように傾斜している。そのため、刃側部分22は、第2正方向Y1ほど第3軸Zに沿う方向の寸法、すなわち厚みが小さくなっている。つまり、刃側部分22とは、基材20のうちの刃先23を含む部分であり、且つ当該刃先23に向かうほど厚みが小さくなっている部分である。
次に、カット刃10の製造方法を説明する。
カット刃10の製造方法は、基材準備工程と、被膜形成工程と、を備えている。
上記実施形態のカット刃10を用いて、被切断物を切断する場合、カット刃10を第2軸Yに沿う方向に往復運動させる。そして、刃側部分22を被切断物に接触させることで、被切断物を切断する。ここで、刃側部分22の表面を覆う被膜30は、膜本体31に加えて、突起32を有している。そのため、被切断物には、突起32が接触する。突起32が接触すると、当該突起32の近傍の膜本体31の外面と被切断物との間には、隙間が生まれる。
(1)上記実施形態によれば、カット刃10によって被切断物を切断する際に、突起32が被切断物と接触するため、膜本体31の外面のうち、当該突起32の近傍の箇所は、被切断物と接触しなくなる。そのため、膜本体31の外面と被切断物との間に隙間が生じることにより、被膜30の全体と被切断物とが密着することを回避できる。よって、カット刃10から被切断物が離れやすくなる。また、被膜30の一部である突起32は、ダイヤモンドを含んでいる。そのため、突起32が被切断物と接触しても、突起32が膜本体31から欠けたり割れたりしにくい。
上記実施形態は、以下のように変更して実施することができる。上記実施形態及び以下の変更例は、技術的に矛盾しない範囲で組み合わせて実施することができる。
20…基材
21…峰側部分
22…刃側部分
23…刃先
30…被膜
31…膜本体
32…突起
Claims (7)
- 外縁の少なくとも一部が刃先になっている板状であり、前記刃先を含み且つ前記刃先に近づくほど厚みが小さくなる刃側部分を有する基材と、
前記基材の表面のうち、少なくとも前記刃側部分の表面を覆う被膜と、を備え、
前記被膜の材質は、ダイヤモンドを含んでおり、
前記被膜は、前記刃側部分の表面に沿う膜本体と、前記膜本体の外面から突出する突起と、を有しており、
前記膜本体のうち前記刃先を覆う箇所の膜厚は、前記膜本体のうち前記刃先を除く前記刃側部分を覆う箇所の膜厚よりも大きくなっている
カット刃。 - 外縁の少なくとも一部が刃先になっている板状であり、前記刃先を含み且つ前記刃先に近づくほど厚みが小さくなる刃側部分を有する基材と、
前記基材の表面のうち、少なくとも前記刃側部分の表面を覆う被膜と、を備え、
前記被膜の材質は、ダイヤモンドを含んでおり、
前記被膜は、前記刃側部分の表面に沿う膜本体と、前記膜本体の外面から突出する突起と、を有しており、
前記刃先は前記外縁に沿って延びており、
前記刃先に直交する断面において、前記膜本体の先端を挟んだ前記膜本体の外面同士がなす角のうち、前記基材が存在する側の角は、前記膜本体の先端に向かって段階的又は連続的に大きくなっている
カット刃。 - 外縁の少なくとも一部が刃先になっている板状であり、前記刃先を含み且つ前記刃先に近づくほど厚みが小さくなる刃側部分を有する基材と、
前記基材の表面のうち、少なくとも前記刃側部分の表面を覆う被膜と、を備え、
前記被膜の材質は、ダイヤモンドを含んでおり、
前記被膜は、前記刃側部分の表面に沿う膜本体と、前記膜本体の外面から突出する突起と、を有しており、
前記刃先に直交する断面において、前記突起の外面は、曲線状になっている
カット刃。 - 前記刃先に直交する断面において、
前記突起の外面は、円弧状になっており、
前記膜本体の外面に対する前記突起の接触角は、鋭角である
請求項3に記載のカット刃。 - 外縁の少なくとも一部が刃先になっている板状であり、前記刃先を含み且つ前記刃先に近づくほど厚みが小さくなる刃側部分を有する基材と、
前記基材の表面のうち、少なくとも前記刃側部分の表面を覆う被膜と、を備え、
前記被膜の材質は、ダイヤモンドを含んでおり、
前記被膜は、前記刃側部分の表面に沿う膜本体と、前記膜本体の外面から突出する突起と、を有しており、
前記突起の突出量は、前記刃側部分の最大の厚みに対して、0.5%以上10%以下である
カット刃。 - すべての前記突起のうち、前記突起の突出量が前記刃側部分の最大の厚みに対して0.5%以上7%以下である前記突起の割合は、90%以上である
請求項5に記載のカット刃。 - 外縁の少なくとも一部が刃先になっている板状であり、前記刃先を含み且つ前記刃先に近づくほど厚みが小さくなる刃側部分を有する基材と、
前記基材の表面のうち、少なくとも前記刃側部分の表面を覆う被膜と、を備え、
前記被膜の材質は、ダイヤモンドを含んでおり、
前記被膜は、前記刃側部分の表面に沿う膜本体と、前記膜本体の外面から突出する突起と、を有しており、
前記突起を複数有しており、
前記膜本体の外面における1平方ミリメートル当たり、前記突起の数は、3個以上100個以下である
カット刃。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021198093 | 2021-12-06 | ||
| JP2021198093 | 2021-12-06 | ||
| PCT/JP2022/040602 WO2023105988A1 (ja) | 2021-12-06 | 2022-10-31 | カット刃 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2023105988A1 JPWO2023105988A1 (ja) | 2023-06-15 |
| JPWO2023105988A5 JPWO2023105988A5 (ja) | 2023-12-28 |
| JP7477057B2 true JP7477057B2 (ja) | 2024-05-01 |
Family
ID=86730216
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023566159A Active JP7477057B2 (ja) | 2021-12-06 | 2022-10-31 | カット刃 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7477057B2 (ja) |
| CN (1) | CN116783045A (ja) |
| WO (1) | WO2023105988A1 (ja) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3054641B2 (ja) | 1989-12-19 | 2000-06-19 | 旭ダイヤモンド工業株式会社 | 切断刃 |
| JP3134378B2 (ja) | 1991-08-15 | 2001-02-13 | 住友電気工業株式会社 | ダイヤモンド被覆硬質材料 |
| JP2016210190A (ja) | 2015-05-13 | 2016-12-15 | 東京シリコーン株式会社 | コーティング構造体 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62173193A (ja) * | 1986-01-24 | 1987-07-30 | 松下電工株式会社 | 刃物 |
-
2022
- 2022-10-31 JP JP2023566159A patent/JP7477057B2/ja active Active
- 2022-10-31 CN CN202280008774.1A patent/CN116783045A/zh active Pending
- 2022-10-31 WO PCT/JP2022/040602 patent/WO2023105988A1/ja active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3054641B2 (ja) | 1989-12-19 | 2000-06-19 | 旭ダイヤモンド工業株式会社 | 切断刃 |
| JP3134378B2 (ja) | 1991-08-15 | 2001-02-13 | 住友電気工業株式会社 | ダイヤモンド被覆硬質材料 |
| JP2016210190A (ja) | 2015-05-13 | 2016-12-15 | 東京シリコーン株式会社 | コーティング構造体 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023105988A1 (ja) | 2023-06-15 |
| CN116783045A (zh) | 2023-09-19 |
| JPWO2023105988A1 (ja) | 2023-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101386328B1 (ko) | 표면피복 절삭공구 | |
| JP2009066726A (ja) | 切削インサート及びそれを用いた切削工具並びに切削方法 | |
| WO2012067103A1 (ja) | 切削インサート | |
| CN109661286B (zh) | 表面包覆切削工具 | |
| WO2012067114A1 (ja) | 切削インサート | |
| CN110997203B (zh) | 切削工具及其制造方法 | |
| US9725811B2 (en) | Coated cutting tool | |
| CA2922827A1 (en) | Coated cutting tool | |
| KR20180034564A (ko) | 피복 공구 | |
| EP2813304B1 (en) | Edge tool | |
| TW201936300A (zh) | 切斷工具及其製造方法 | |
| CN109070233A (zh) | 切削工具 | |
| JP7477057B2 (ja) | カット刃 | |
| JPWO2018180911A1 (ja) | 切削インサート及び切削工具 | |
| JP2019048361A (ja) | ダイヤモンド被覆切削工具及びその製造方法 | |
| JP6169913B2 (ja) | 切削工具 | |
| CN113909573B (zh) | 被覆切削工具 | |
| JP2023022633A (ja) | カット刃の製造方法、及びカット刃 | |
| JP2007260787A (ja) | 高速切削加工で硬質被覆層がすぐれた耐摩耗性を発揮する表面被覆サーメット製切削スローアウエイチップ | |
| WO2020050263A1 (ja) | 被覆工具及び切削工具 | |
| JP2022138599A (ja) | カット刃、及びカット刃の製造方法 | |
| JP4878808B2 (ja) | 刃先交換型切削チップ | |
| JP2006289546A (ja) | 硬質被覆層が高速断続切削加工ですぐれた耐チッピング性を発揮する表面被覆サーメット製切削工具 | |
| CN210711747U (zh) | 一种硬质合金刀片 | |
| JP2007210066A (ja) | 硬質被覆層の改質κ型酸化アルミニウム層が優れた粒界面強度を有する表面被覆サーメット製切削工具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230720 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230720 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240306 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240319 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7477057 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |