JP7429570B2 - スクリューロータの製造方法および設計方法 - Google Patents
スクリューロータの製造方法および設計方法 Download PDFInfo
- Publication number
- JP7429570B2 JP7429570B2 JP2020041335A JP2020041335A JP7429570B2 JP 7429570 B2 JP7429570 B2 JP 7429570B2 JP 2020041335 A JP2020041335 A JP 2020041335A JP 2020041335 A JP2020041335 A JP 2020041335A JP 7429570 B2 JP7429570 B2 JP 7429570B2
- Authority
- JP
- Japan
- Prior art keywords
- axis
- end mill
- correction
- screw rotor
- rotation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000000034 method Methods 0.000 title claims description 43
- 238000004519 manufacturing process Methods 0.000 title claims description 21
- 238000013461 design Methods 0.000 title claims description 16
- 238000012937 correction Methods 0.000 claims description 135
- 238000005520 cutting process Methods 0.000 claims description 63
- 238000003754 machining Methods 0.000 claims description 54
- 238000012545 processing Methods 0.000 claims description 32
- 238000010586 diagram Methods 0.000 description 17
- 238000013507 mapping Methods 0.000 description 9
- 238000013459 approach Methods 0.000 description 8
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 238000004364 calculation method Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
Images















Landscapes
- Milling Processes (AREA)
- Applications Or Details Of Rotary Compressors (AREA)
Description
第1実施形態では、スクリューロータと2枚のゲートロータとを含むスクリューコンプレッサ(以下、単にコンプレッサという)において、スクリューロータの溝側面をエンドミルの側面切削により加工しつつも、溝側面の目標形状との誤差を少なくする製造方法について説明する。特に、この例では、使用されるエンドミルがラジアスエンドミルである。ラジアスエンドミルは、軸方向の変化に対して切削部分の外径が一定になる領域を含む構造を有する。
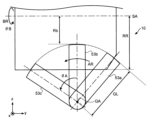
図1は、本発明の第1実施形態におけるコンプレッサの構造を説明する図である。第1実施形態におけるコンプレッサ1は、スクリューロータ10および2枚のゲートロータ50を含む。スクリューロータ10は、複数(この例では6)の溝100を含み、軸部15の軸中心を回転軸SAとして回転する。ゲートロータ50は、複数(この例では11)のブレード53を含み、軸部55の軸中心を回転軸GAとして回転する。ブレード53は、溝100に噛み合っている。これによって、スクリューロータ10を覆うケースとブレード53と溝100との間で空気を閉じ込める空間が形成される。なお、スクリューロータ10が有する溝100の数と1つのゲートロータ50が有するブレード53の数との関係により、ゲートロータ50が1回転する時間は、スクリューロータ10が1回転する時間の11/6倍になる。
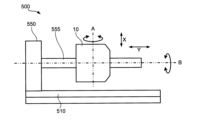
スクリューロータ10における溝100の加工装置について説明する。この加工装置は、その構造自体は公知の5軸のマシニングセンタと同じであり、その制御方法に大きな違いがあるため、加工装置の構造については簡単に説明する。
まず、設計においては、スクリューロータ10における溝100の理想形状を決定する。この理想形状は、図4において説明したような構造を元にしてリード角αの算出などの過程を経て3次元座標で算出される。続いて、溝100の理想形状に基づいて、エンドミル300の軸の位置を設定する。軸の位置の設定においては、軸上の座標の2点を特定する。この2点は、基準位置P0と調整位置P1とする。以下の説明では、基準位置P0から調整位置P1へのベクトルをツールベクトルという。
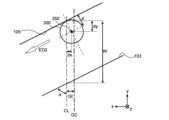
図7は、本発明の第1実施形態におけるツールベクトルの定義(ED1方向の切削)を説明する図である。ED1方向の切削とは、この例では右刃エンドミルによるダウンカットによって第1側面103を排気側から吸気側に向けて切削することを示す。図7は、図4に示すゲートロータ50の回転軸GAからスクリューロータ10を見たときの溝100のうち、溝深さの1/2の位置における第1側面103および第2側面105を示している。位置GCは、ブレード53の厚さ方向の中心位置に対応する。このときのブレード53の位置は、図4に示すブレード53bの位置に対応する。位置CLは、第1側面103および第2側面105に対してブレード53が接触する位置(コンタクトライン)に対応する。距離Gt位置GCと位置CLとの距離に対応する。幅Wはブレード53の幅に対応する。位置GCのうち、第1側面103と第2側面105との中心にあたる位置が、回転軸GAの位置に対応する。
第2実施形態では、溝100の角部102および角部104を加工するときに、エンドミル300の先端近傍に形成されたR面305を用いる例について説明する。なお、角部102と角部104とは同様に加工できるため、角部104の加工については、その説明を省略する。
第3実施形態では、第1実施形態において用いたエンドミル300ではなく、エンドミル300Aを用いた場合について説明する。エンドミル300Aは、テーパーエンドミルであって、軸方向の変化に対して切削部分の外径が変化する領域を含む構造を有する。
以上、本発明の一実施形態について説明したが、本発明の一実施形態は、以下のように様々な形態に変形することもできる。また、上述した実施形態および以下に説明する変形例は、それぞれ互いに組み合わせて適用することもできる。さらに、各実施形態の構成の一部について、他の構成の追加・削除・置換をすることが可能である。
Claims (11)
- ゲートロータとスクリューロータを用いたコンプレッサにおける前記スクリューロータの製造方法であって、
エンドミルの側面切削によって前記スクリューロータの溝側面を加工することを含み、
前記溝側面を加工するときの前記エンドミルの位置は、前記スクリューロータに対する基準加工位置に対して、前記エンドミルの基準位置を当該基準加工位置から前記溝側面の法線方向に離れる方向へ移動する第1補正、および移動後の前記基準位置を中心として前記エンドミルの軸を傾ける第2補正によって得られ、
前記ゲートロータの回転軸に対応するA軸を中心とする前記エンドミルの回転角度と、前記スクリューロータの回転軸であるB軸の回転角度とが所定の回転比率を維持した状態で、前記基準加工位置が変更され、
前記エンドミルの基準位置が、当該エンドミルの軸上に設定され、
前記第2補正の補正量が、前記基準加工位置に対応して変動する、スクリューロータの製造方法。 - さらに前記第1補正の補正量が、前記基準加工位置に対応して変動する、請求項1に記載のスクリューロータの製造方法。
- 前記エンドミルは、軸方向の変化に対して切削部分の外径が一定になる領域を含む、請求項2に記載のスクリューロータの製造方法。
- 前記基準位置は、前記エンドミルが前記溝側面を加工する範囲の両端部以外で決められた位置の当該エンドミルの軸上に設定されている、請求項3に記載のスクリューロータの製造方法。
- 前記エンドミルは、軸方向の変化に対して切削部分の外径が変化する領域を含む、請求項1に記載のスクリューロータの製造方法。
- 前記基準位置は、前記エンドミルの切削部分のうち前記溝側面を加工する範囲で最も外径が小さい位置の当該エンドミルの軸上に設定されている、請求項5に記載のスクリューロータの製造方法。
- 前記A軸を中心とする前記エンドミルの回転角度が所定の範囲であるときに、前記エンドミルの軸が前記B軸に垂直に近くなるほど前記第1補正の補正量が小さくなる、請求項2に記載のスクリューロータの製造方法。
- 前記第2補正は、前記A軸に平行かつ前記基準位置を通過する第1軸を中心とした前記エンドミルの第1回転と、前記B軸に平行かつ前記基準位置を通過する第2軸を中心とした前記エンドミルの第2回転と、を組み合わせて前記エンドミルの軸を傾ける補正を含む、請求項1に記載のスクリューロータの製造方法。
- 前記A軸を中心とする前記エンドミルの回転角度が所定の範囲であるときに、前記エンドミルの軸が前記B軸に垂直に近くなるほど前記第1回転の補正量が大きくなる、請求項8に記載のスクリューロータの製造方法。
- ゲートロータとスクリューロータを用いたコンプレッサにおける前記スクリューロータの溝側面を側面切削によって加工するときのエンドミルの位置を、前記スクリューロータに対する基準加工位置に対して、前記エンドミルの軸上に設定された基準位置を当該基準加工位置から前記溝側面の法線方向に離れる方向へ移動する第1補正、および移動後の前記基準位置を中心として前記エンドミルの軸を傾ける第2補正を用いて決定するための設計方法であって、
前記基準加工位置における前記溝側面の設計値と前記エンドミルによる加工後の推定値との誤差が小さくなるように前記第2補正の補正量を決定し、
前記ゲートロータの回転軸に対応するA軸を中心とする前記エンドミルの回転角度と、前記スクリューロータの回転軸であるB軸の回転角度とが所定の回転比率を維持した状態で、前記基準加工位置を変更して前記第2補正の補正量を決定する、
設計方法。 - さらに前記第1補正の補正量が、前記基準加工位置に対応して決定され、当該基準加工位置における前記溝側面の設計値と前記エンドミルによる加工後の推定値との誤差が小さくなるように決定される、請求項10に記載の設計方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020041335A JP7429570B2 (ja) | 2020-03-10 | 2020-03-10 | スクリューロータの製造方法および設計方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020041335A JP7429570B2 (ja) | 2020-03-10 | 2020-03-10 | スクリューロータの製造方法および設計方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021142592A JP2021142592A (ja) | 2021-09-24 |
| JP7429570B2 true JP7429570B2 (ja) | 2024-02-08 |
Family
ID=77765579
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020041335A Active JP7429570B2 (ja) | 2020-03-10 | 2020-03-10 | スクリューロータの製造方法および設計方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7429570B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7360065B1 (ja) * | 2022-03-28 | 2023-10-12 | ダイキン工業株式会社 | スクリュー圧縮機及び冷凍装置 |
| CN114838643B (zh) * | 2022-07-04 | 2022-09-23 | 西安西鹰精密机械有限责任公司 | 一种航空发动机叶片叠合轴基准检测装置及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003120203A (ja) | 2001-08-23 | 2003-04-23 | Snecma Moteurs | ロータのモノブロックタービンディスクの製造方法及び当該ディスク |
| WO2004089569A1 (ja) | 2003-04-09 | 2004-10-21 | Mitsubishi Denki Kabushiki Kaisha | スクリューロータの加工装置と加工方法及び切削バイト |
| WO2009028127A1 (ja) | 2007-08-31 | 2009-03-05 | Daikin Industries, Ltd. | スクリューロータ加工方法、加工装置及びスクリューロータ |
| JP2009057921A (ja) | 2007-08-31 | 2009-03-19 | Daikin Ind Ltd | スクリューロータ加工方法及び加工装置 |
| JP2009202327A (ja) | 2008-02-29 | 2009-09-10 | Mitsubishi Electric Corp | スクリューロータの加工方法及び加工装置、及び加工用エンドミル並びにスクリュー圧縮機の製造方法 |
| WO2017057026A1 (ja) | 2015-09-28 | 2017-04-06 | 三菱電機株式会社 | スクリューロータの加工方法、加工装置及び加工用工具並びにスクリュー圧縮機の製造方法 |
| JP2018122401A (ja) | 2017-02-01 | 2018-08-09 | 三菱電機株式会社 | 加工装置及び加工方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US6122824A (en) * | 1995-11-01 | 2000-09-26 | Jensen; David L. | Method for manufacturing fluid compression/compressor rotor |
-
2020
- 2020-03-10 JP JP2020041335A patent/JP7429570B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003120203A (ja) | 2001-08-23 | 2003-04-23 | Snecma Moteurs | ロータのモノブロックタービンディスクの製造方法及び当該ディスク |
| WO2004089569A1 (ja) | 2003-04-09 | 2004-10-21 | Mitsubishi Denki Kabushiki Kaisha | スクリューロータの加工装置と加工方法及び切削バイト |
| WO2009028127A1 (ja) | 2007-08-31 | 2009-03-05 | Daikin Industries, Ltd. | スクリューロータ加工方法、加工装置及びスクリューロータ |
| JP2009057921A (ja) | 2007-08-31 | 2009-03-19 | Daikin Ind Ltd | スクリューロータ加工方法及び加工装置 |
| JP2009202327A (ja) | 2008-02-29 | 2009-09-10 | Mitsubishi Electric Corp | スクリューロータの加工方法及び加工装置、及び加工用エンドミル並びにスクリュー圧縮機の製造方法 |
| WO2017057026A1 (ja) | 2015-09-28 | 2017-04-06 | 三菱電機株式会社 | スクリューロータの加工方法、加工装置及び加工用工具並びにスクリュー圧縮機の製造方法 |
| JP2018122401A (ja) | 2017-02-01 | 2018-08-09 | 三菱電機株式会社 | 加工装置及び加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021142592A (ja) | 2021-09-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7429570B2 (ja) | スクリューロータの製造方法および設計方法 | |
| JP4659847B2 (ja) | スクリューロータの加工方法及び加工装置並びにスクリュー圧縮機の製造方法 | |
| US20190076937A1 (en) | Elbow formed by cutting and method for manufacturing same | |
| JP7552664B2 (ja) | 歯車加工装置及び歯車加工方法 | |
| US20140277686A1 (en) | Method of controlling tool orientation and step-over distance in face milling of curvilinear surfaces | |
| CN107407927A (zh) | 轨道算出程序、加工装置、轨道算出方法、工具以及加工物品 | |
| JP6395946B2 (ja) | スクリューロータの加工方法、加工装置及び加工用工具並びにスクリュー圧縮機の製造方法 | |
| JP6690748B2 (ja) | 加工品の製造方法、工具経路計算方法、及び加工品 | |
| US9623502B2 (en) | Gear machining device and gear machining method | |
| CN103732339B (zh) | 用没有摆动轴线运动的端面刀盘进行的锥齿轮制造 | |
| KR101200171B1 (ko) | 5축 cνc 가공기계를 이용한 드럼 캠의 황삭가공을 위한 후처리방법 | |
| JP7316792B2 (ja) | ギアのトップランド面取り | |
| JP7532848B2 (ja) | 歯車加工支援装置及び歯車加工装置 | |
| US11786985B2 (en) | Gear machining apparatus and gear machining method | |
| WO2021149639A1 (ja) | 加工プログラムの作成方法、ワーク加工方法及び工作機械の制御装置 | |
| CN116442012A (zh) | 一种分区型圆弧头旋转锉磨削轨迹计算方法 | |
| CN116460656A (zh) | 适用于大曲率自由曲面加工的四轴车铣加工方法 | |
| Arifin et al. | Analytical design of a special whirling cutter for a flawless cutting of the concave cycloid profile in whirling milling for various types of vacuum pump screw rotor | |
| CN115055744B (zh) | 一种基于数控机床的圆弧凹槽铣加工方法及应用 | |
| WO2024057428A1 (ja) | 歯車加工用工具の設計方法および歯車加工用工具の設計支援装置 | |
| Wang | Slicing Principle and Cutter Design for the Arc Internal Tooth of Pin Gear Housing in RV Reducer | |
| JP2005090469A (ja) | ロータリーエンジンのローターおよびその製造方法 | |
| CN112045231A (zh) | 一种螺旋槽的加工方法 | |
| JP2024011450A (ja) | 制御装置、制御方法、及び制御プログラム | |
| JP2646609B2 (ja) | 数値制御加工方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7426 Effective date: 20200326 |
|
| A80 | Written request to apply exceptions to lack of novelty of invention |
Free format text: JAPANESE INTERMEDIATE CODE: A80 Effective date: 20200313 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20200326 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221220 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230926 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240129 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7429570 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |