JP7399050B2 - 基準部品監視システム - Google Patents
基準部品監視システム Download PDFInfo
- Publication number
- JP7399050B2 JP7399050B2 JP2020143450A JP2020143450A JP7399050B2 JP 7399050 B2 JP7399050 B2 JP 7399050B2 JP 2020143450 A JP2020143450 A JP 2020143450A JP 2020143450 A JP2020143450 A JP 2020143450A JP 7399050 B2 JP7399050 B2 JP 7399050B2
- Authority
- JP
- Japan
- Prior art keywords
- guide
- tool
- measuring means
- sensor
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
- B23Q17/2216—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work for adjusting the tool into its holder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D37/00—Tools as parts of machines covered by this subclass
- B21D37/10—Die sets; Pillar guides
- B21D37/12—Particular guiding equipment, e.g. pliers; Special arrangements for interconnection or cooperation of dies
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B7/00—Measuring arrangements characterised by the use of electric or magnetic techniques
- G01B7/16—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge
- G01B7/18—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge using change in resistance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C51/00—Measuring, gauging, indicating, counting, or marking devices specially adapted for use in the production or manipulation of material in accordance with subclasses B21B - B21F
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/002—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring the holding action of work or tool holders
- B23Q17/005—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring the holding action of work or tool holders by measuring a force, a pressure or a deformation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
- B23Q17/2452—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces
- B23Q17/2457—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces of tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/24—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves
- B23Q17/2452—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces
- B23Q17/2476—Arrangements for observing, indicating or measuring on machine tools using optics or electromagnetic waves for measuring features or for detecting a condition of machine parts, tools or workpieces of clamping devices, e.g. work or tool holders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/76—Measuring, controlling or regulating
- B29C45/7653—Measuring, controlling or regulating mould clamping forces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/0094—Press load monitoring means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
- B30B15/04—Frames; Guides
- B30B15/041—Guides
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B11/00—Measuring arrangements characterised by the use of optical techniques
- G01B11/16—Measuring arrangements characterised by the use of optical techniques for measuring the deformation in a solid, e.g. optical strain gauge
- G01B11/161—Measuring arrangements characterised by the use of optical techniques for measuring the deformation in a solid, e.g. optical strain gauge by interferometric means
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B7/00—Measuring arrangements characterised by the use of electric or magnetic techniques
- G01B7/16—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge
- G01B7/18—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge using change in resistance
- G01B7/20—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge using change in resistance formed by printed-circuit technique
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01B—MEASURING LENGTH, THICKNESS OR SIMILAR LINEAR DIMENSIONS; MEASURING ANGLES; MEASURING AREAS; MEASURING IRREGULARITIES OF SURFACES OR CONTOURS
- G01B7/00—Measuring arrangements characterised by the use of electric or magnetic techniques
- G01B7/16—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge
- G01B7/22—Measuring arrangements characterised by the use of electric or magnetic techniques for measuring the deformation in a solid, e.g. by resistance strain gauge using change in capacitance
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/30—Nc systems
- G05B2219/45—Nc applications
- G05B2219/45131—Turret punch press
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Measurement Of Length, Angles, Or The Like Using Electric Or Magnetic Means (AREA)
- Presses And Accessory Devices Thereof (AREA)
- Control Of Presses (AREA)
Description
本願発明の実施形態を別の観点で列挙する。
1) プレス装置(1)内の工具(2)の位置ずれを測定するシステムであって、
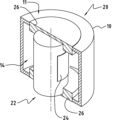
工具(2)は、案内手段に案内されて互いが相対移動可能な第1部分(3)と第2部分(4)とを少なくとも備え、
案内手段は、第1部分(3)に設けられている少なくとも案内柱部(10)を備え、その第1部分(3)が第2部分(4)内に設けられている案内ブシュ(12)に導かれていて、当該システムが、工具(2)の位置ずれを測定するために設けられている測定手段(20)を備え、
測定手段(20)が案内手段に直接設けられていることを特徴とする、当該システム。
2) 測定手段(20)が、少なくとも1つの案内柱部(10)に取り付けられている、上述の1)に記載のシステム。
3) 測定手段(20)が、少なくとも1つの案内柱部(10)内に設けられている長手方向の穴部(14)に取り付けられている、上述の1)又は2)に記載のシステム。
4) 測定手段(20)が、保持要素(26)によって、長手方向の穴部(14)内にしっかりと固定されている、上述の3)に記載のシステム。
5) 測定手段(20)が、柱状構造(22)と、柱状構造(22)に取り付けられている少なくとも1つのひずみゲージ(26)とを備えるひずみゲージセンサ(24)として作られている、上述の1)から4)のいずれか一つに記載のシステム。
6) 一対のひずみゲージ(24)が、柱状構造(22)の対向しあう側部に取り付けられている、上述の5)に記載のシステム。
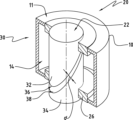
7) 測定手段(20)は、第1静電容量板部(36)を持つ第1円筒部(32)と、第2静電容量板部(38)を持つ第2円筒部(34)とを、互いに距離(d)離して、備える静電容量センサ(30)として作られている、上述の1)から4)のいずれか一つに記載のシステム。
8) 測定手段(20)は、ファイバ光学センサ(40)として作られている、上述の1)から4)のいずれか一つに記載のシステム。
9) ファイバ光学センサ(40)は、干渉計センサとして、特には、低いコヒーレンス干渉計センサとして、作られている、上述の8)に記載のシステム。
10) 測定手段(20)は、工具(2)の第1部分(3)について、少なくとも案内柱部(10)の長方形をなす状態からのゆがみと、ずれとの少なくとも一方を、特には、ずれの大きさ及びずれの方向を決定すべく適合されている、上述の1)から9)のいずれか一つに記載のシステム。
11) 測定手段(20)は、工具(2)のセットアップ中のずれを決定すべく作られている、上述の1)から10)のいずれか一つに記載のシステム。
12) 測定手段(20)は、無線通信を介しての信号伝送をする処理ユニットに接続されるべく適合されている、上述の1)から11)のいずれか一つに記載のシステム。
13) 測定手段(20)は、測定手段(20)が取り付けられている、少なくとも1つの案内柱部(10)の温度を決定すべく作られている、上述の1)から12)のいずれか一つに記載のシステム。
Claims (10)
- プレス装置(1)内の工具(2)の位置ずれを測定するシステムであって、前記システムが、
案内手段と、前記案内手段に案内されて互いが相対移動可能な第1部分(3)及び第2部分(4)を備える、前記工具(2)と、
前記工具(2)を案内する案内手段であって、前記案内手段は、前記第1部分(3)に設けられている案内柱部(10)を少なくとも1つと、前記工具(2)の前記第2部分(4)に設けられていて前記少なくとも1つの前記案内柱部(10)を受けるように構成された案内とを備える、前記案内手段と、
前記工具(2)の位置ずれを検出すべく設けられている測定手段(20)と
を備え、
前記測定手段(20)が、前記工具(2)の前記第1部分に対する前記案内柱部(10)の長方形をなす状態からの大きさ及び方向における変形と、偏向と、ずれとの中の少なくとも1つを検出すべく搭載されていること
を特徴とする、プレス装置(1)内の工具(2)の位置ずれを測定するシステム。 - 前記測定手段(20)が、保持要素(26)によって、前記案内柱部の長手方向の穴部(14)内にしっかりと固定されている、請求項1に記載のシステム。
- 前記測定手段(20)が、柱状構造(22)と、前記柱状構造(22)に取り付けられている少なくとも1つのひずみゲージ(26)とを備えるひずみゲージセンサ(24)として作られている、請求項1又は2に記載のシステム。
- 一対の前記ひずみゲージセンサ(24)が、前記柱状構造(22)の対向しあう側部に取り付けられている、請求項3に記載のシステム。
- 前記測定手段(20)は、第1静電容量板部(36)を持つ第1円筒部(32)と、第2静電容量板部(38)を持つ第2円筒部(34)とを、互いに距離(d)離して、備える静電容量センサ(30)として作られている、請求項1又は2に記載のシステム。
- 前記測定手段(20)は、ファイバ光学センサ(40)として作られている、請求項1又は2に記載のシステム。
- 前記ファイバ光学センサ(40)は、干渉計センサとして、又は低コヒーレンス干渉計センサとして、作られている、請求項6に記載のシステム。
- 前記測定手段(20)は、前記工具(2)のセットアップ中のずれを決定すべく作られている、請求項1から7のいずれか一項に記載のシステム。
- 前記測定手段(20)は、無線通信を介しての信号伝送をする処理ユニットに接続されるべく適合されている、請求項1から8のいずれか一項に記載のシステム。
- 前記測定手段(20)は、前記測定手段(20)が取り付けられている、少なくとも1つの前記案内柱部(10)の温度を決定すべく作られている、請求項1から9のいずれか一項に記載のシステム。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CH12572019 | 2019-10-03 | ||
| CH01257/19 | 2019-10-03 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2021058932A JP2021058932A (ja) | 2021-04-15 |
| JP2021058932A5 JP2021058932A5 (ja) | 2023-04-14 |
| JP7399050B2 true JP7399050B2 (ja) | 2023-12-15 |
Family
ID=69190584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020143450A Active JP7399050B2 (ja) | 2019-10-03 | 2020-08-27 | 基準部品監視システム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11628532B2 (ja) |
| EP (1) | EP3799970B1 (ja) |
| JP (1) | JP7399050B2 (ja) |
| CN (1) | CN112611314B (ja) |
| PL (1) | PL3799970T3 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| NL2024038B1 (en) * | 2019-10-17 | 2021-06-22 | Boschman Tech B V | Component Processing Apparatus, such as a Pressure Sintering Apparatus or a Component Encapsulation Apparatus |
| WO2024197372A1 (pt) * | 2023-03-27 | 2024-10-03 | Fras-Le S.A. | Sistema e processo de monitoramento de desalinhamento entre colunas de prensa |
| CN119550581B (zh) * | 2024-12-11 | 2025-10-10 | 中山市精研科技有限公司 | 一种led屏幕用外壳注塑成型装置及工艺 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002337000A (ja) | 2001-04-05 | 2002-11-26 | Kramski Gmbh | 工作機械用案内装置 |
| JP2013052428A (ja) | 2011-09-05 | 2013-03-21 | Toyota Motor Corp | プレス装置 |
| JP6259897B1 (ja) | 2016-12-02 | 2018-01-10 | 三菱長崎機工株式会社 | ネジ無しタイロッドを備えたプレス装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3425260A (en) * | 1966-08-18 | 1969-02-04 | Atlas Chain Co Ltd | Double action press tool |
| GB1508213A (en) * | 1975-04-08 | 1978-04-19 | British Steel Corp | Rolling mill equipment |
| SU572318A1 (ru) * | 1976-03-22 | 1977-09-15 | Паневежский Завод Точной Механики | Уел направлени штампа |
| US4491027A (en) * | 1983-01-31 | 1985-01-01 | Tetrahedron Associates, Inc. | Wide-range load cell |
| DE4415577B4 (de) * | 1994-05-03 | 2007-02-22 | Müller Weingarten AG | Einrichtung zur Kompensation bzw. gezielten Einstellung von Durchbiegungen in Pressen der Umformtechnik |
| JP3645762B2 (ja) * | 1999-10-18 | 2005-05-11 | トヨタ自動車株式会社 | プレス機械の診断方法及びその装置 |
| ES2585452T3 (es) * | 2006-01-13 | 2016-10-06 | Nippon Steel & Sumitomo Metal Corporation | Equipo de moldeo por troquelado que tiene medios para medir la cantidad de deformación unitaria |
| CN101544042A (zh) * | 2008-03-26 | 2009-09-30 | 鸿富锦精密工业(深圳)有限公司 | 检测装置 |
| EP2331923B1 (en) * | 2008-09-23 | 2013-06-19 | Voith Patent GmbH | Industrial roll with optical roll cover sensor system |
| JP4828655B2 (ja) * | 2008-10-07 | 2011-11-30 | 新日本製鐵株式会社 | 金属製プレス成形品の割れ判定方法、装置、プログラム及び記録媒体 |
| KR101949002B1 (ko) * | 2014-05-19 | 2019-02-15 | 신닛테츠스미킨 카부시키카이샤 | 프레스 성형 방법 및 프레스 성형용 금형 |
| JP6002205B2 (ja) * | 2014-12-26 | 2016-10-05 | アイダエンジニアリング株式会社 | クッションパッドの傾き確認装置及び方法 |
| DE102015106933A1 (de) * | 2015-05-04 | 2016-11-10 | Technische Universität Darmstadt | Maschinenelement mit einer Sensoreinrichtung und Verfahren zur Herstellung eines Maschinenelements |
| US10549330B2 (en) * | 2016-10-06 | 2020-02-04 | GM Global Technology Operations LLC | Live pilot sensing apparatus |
| CN108787889B (zh) * | 2018-06-22 | 2019-07-19 | 广州紫江包装有限公司 | 一种模具精准定位装置 |
-
2020
- 2020-08-27 JP JP2020143450A patent/JP7399050B2/ja active Active
- 2020-08-28 US US17/005,430 patent/US11628532B2/en active Active
- 2020-09-29 PL PL20198867.2T patent/PL3799970T3/pl unknown
- 2020-09-29 EP EP20198867.2A patent/EP3799970B1/en active Active
- 2020-10-09 CN CN202011071898.3A patent/CN112611314B/zh active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002337000A (ja) | 2001-04-05 | 2002-11-26 | Kramski Gmbh | 工作機械用案内装置 |
| JP2013052428A (ja) | 2011-09-05 | 2013-03-21 | Toyota Motor Corp | プレス装置 |
| JP6259897B1 (ja) | 2016-12-02 | 2018-01-10 | 三菱長崎機工株式会社 | ネジ無しタイロッドを備えたプレス装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20210101243A1 (en) | 2021-04-08 |
| JP2021058932A (ja) | 2021-04-15 |
| CN112611314A (zh) | 2021-04-06 |
| US11628532B2 (en) | 2023-04-18 |
| PL3799970T3 (pl) | 2024-07-08 |
| CN112611314B (zh) | 2025-07-01 |
| EP3799970A1 (en) | 2021-04-07 |
| EP3799970B1 (en) | 2024-05-01 |
| EP3799970C0 (en) | 2024-05-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7399050B2 (ja) | 基準部品監視システム | |
| EP3076124B1 (en) | Tactile probing system | |
| JP5069106B2 (ja) | 触知三次元座標測定機の検出ヘッド用センサーモジュール | |
| EP3111181B1 (en) | Strain-based sensing of mirror position | |
| US10036766B2 (en) | Method for producing a force-measuring element | |
| US20110296929A1 (en) | Load measuring apparatus | |
| CN101498571B (zh) | 测量设备 | |
| JP3517185B2 (ja) | スケール部材、その製造方法及びそれを用いた変位計 | |
| JP2021058932A5 (ja) | ||
| US11346733B2 (en) | Measuring element, measuring system, and method of providing a measuring element for measurement forces | |
| US7187107B2 (en) | Closed-loop feedback control positioning stage | |
| JP2005331446A (ja) | マイクロ材料試験装置 | |
| EP3933365A1 (en) | Force sensor assembly and a method for measuring a force | |
| CN114111684B (zh) | 核燃料组件检测校准装置 | |
| JPH0798221A (ja) | 平面度測定装置の較正方法 | |
| JP6333970B2 (ja) | 機械部品の寸法及び/又は形状を測定する機器 | |
| JP5291517B2 (ja) | 内側寸法測定器 | |
| CN223106945U (zh) | 一种新微应变传感器标定装置 | |
| CN114473263A (zh) | 蒙皮与加强框的激光焊接工装及使用其的激光焊接方法 | |
| Chetwynd | Low-cost testing of profilometer stylus forces | |
| RU2848789C1 (ru) | Устройство для перемещения исполнительного органа | |
| JP2631299B2 (ja) | 重量検出装置 | |
| JP7640617B2 (ja) | 外径測定器 | |
| US11016115B2 (en) | Measuring device for measuring the space of two selected points on a shaping machine or handling apparatus | |
| CN1916578A (zh) | 应变式多分量力传感器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230406 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230406 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20230406 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230705 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230831 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231205 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7399050 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |