JP7353490B2 - 固定治具および熱交換器の製造方法 - Google Patents
固定治具および熱交換器の製造方法 Download PDFInfo
- Publication number
- JP7353490B2 JP7353490B2 JP2022530099A JP2022530099A JP7353490B2 JP 7353490 B2 JP7353490 B2 JP 7353490B2 JP 2022530099 A JP2022530099 A JP 2022530099A JP 2022530099 A JP2022530099 A JP 2022530099A JP 7353490 B2 JP7353490 B2 JP 7353490B2
- Authority
- JP
- Japan
- Prior art keywords
- fixing
- sub
- piping
- pipe
- fixing part
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K1/00—Soldering, e.g. brazing, or unsoldering
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K3/00—Tools, devices, or special appurtenances for soldering, e.g. brazing, or unsoldering, not specially adapted for particular methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D1/00—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators
- F28D1/02—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid
- F28D1/04—Heat-exchange apparatus having stationary conduit assemblies for one heat-exchange medium only, the media being in contact with different sides of the conduit wall, in which the other heat-exchange medium is a large body of fluid, e.g. domestic or motor car radiators with heat-exchange conduits immersed in the body of fluid with tubular conduits
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F1/00—Tubular elements; Assemblies of tubular elements
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- General Engineering & Computer Science (AREA)
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Description
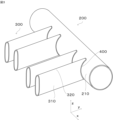
これに対して、固定治具100を用いないとすると、冷媒分配器200に対する扁平冷媒管300の挿入量を調整することが困難である。また、固定治具100で固定していない場合、搬送する際に位置ずれが発生する虞、および炉中でろう付する際に熱膨張による位置ずれが発生する虞がある。冷媒分配器200に対する扁平冷媒管300の挿入量が小さい場合、図11に示すように、接続部を埋めるろう材400が広がる際に扁平冷媒管300の先端部330までろう材400が到達する虞がある。ろう材400が扁平冷媒管300の先端部330まで到達した場合、先端部330から扁平冷媒管300の内部にろう材400が流れ込み、扁平冷媒管300の流路が塞がる虞、または流路が狭くなる虞がある。扁平冷媒管300の流路が塞がると分配性能が低下し、熱交換器として性能低下を招くた虞がある。また、冷媒分配器200に対する扁平冷媒管300の挿入量が大きい場合、図12に示すように、扁平冷媒管300の流路が塞がる虞は小さいが、冷媒分配器200の内部における扁平冷媒管300の占有面積が大きくなるため、冷媒流動部230が小さくなる。冷媒流動部230が小さくなると、冷媒分配器200の内部を冷媒が流れづらくなり、冷媒を循環させるために必要な圧力が高くなるため、熱交換器のエネルギー効率が低下する。また、扁平冷媒管の先端に段付き形状またはテーパ形状を設けることにより、冷媒管挿入穴に挿入した際、一定の挿入量で止まる構造とする方法がある。しかしこのように部品形状の工夫によって扁平冷媒管と冷媒分配器の位置関係を保持する方法は、扁平冷媒管の先端が細くなることで流路が狭くなる虞、および当たり止まりを設けたことで流路を塞いでしまう虞があり、性能が低下してしまうという欠点がある。
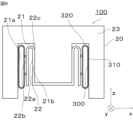
上述の実施の形態では、固定治具100の第2の固定部20に配置された第2の押圧部22が、扁平冷媒管300を押さえて固定する例について説明した。第2の押圧部22は、押圧する力を解除する部材をさらに備えてもよく、図13に示すように、当接部22bに延長して扁平冷媒管300を取り外す一対のレバー22dが接続されてもよい。固定治具100を取り外す際に、図14に示すように、一対のレバー22dの先端を締め込むことで、扁平冷媒管300から当接部22bを離し、扁平冷媒管300を容易に取り外すことが可能となる。また、支点となる湾曲部22cから扁平冷媒管300と当接する当接部22bまでの距離D3より、湾曲部22cからレバー22dの先端までの距離D4を長くすることで、てこの原理によって少ない力でレバー22dを操作することが可能となる。また、レバー22dがあることで、接合後の取り外し時に、扁平冷媒管300に第2の押圧部22から押圧する力をかけない状態で、扁平冷媒管300を取り外すことができ、扁平冷媒管300に傷を付ける虞が小さくなる。固定治具100の第2の押圧部22が押圧する力は、分配器取付工程(ステップS101)から接合工程(ステップS104)において、輸送によるずれを考慮すると押圧する力が高いほうが好ましく、第2の押圧部22が扁平冷媒管300を押圧する力を大きくしたとしても、レバー22dがあることで、取り外し時に必要な力を小さくできる。
Claims (16)
- 炉中で主配管と副配管とをろう付けするための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第1の固定部と前記第2の固定部とは、互いに固定され、前記炉中で前記主配管に対する前記副配管の挿入量を保持する、
固定治具。 - 炉中で主配管と副配管とをろう付けするための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管を固定する第2の固定部と、を備え、
前記第2の固定部は、前記第1の固定部に固定され、前記炉中で前記主配管の側面から前記主配管の外径より小さい距離の位置で前記複数の副配管を固定する、
固定治具。 - 炉中で主配管と副配管とを固定するための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第1の固定部は、前記主配管に挿入された前記副配管の挿入量を調整する挿入量調整ピンと、前記挿入量調整ピンに前記主配管を押さえつける第1の押圧部と、を有する、
固定治具。 - 炉中で主配管と副配管とを固定するための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第1の固定部は、前記主配管に挿入された前記副配管の挿入量を調整する挿入量調整ピンと、前記挿入量調整ピンに前記主配管を押さえつける固定ネジと、前記固定ネジを回すネジ回し用ノブと、を有する、
固定治具。 - 炉中で主配管と副配管とを固定するための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第2の固定部は、前記副配管に当接する当接面と、前記副配管を前記当接面に押さえて固定する第2の押圧部と、を有し、
前記第2の押圧部は、前記副配管に当接する当接部と、前記当接部に接続され、撓むことにより前記当接部を前記副配管に押さえる湾曲部と、前記当接部に延長して設けられたレバーと、を有する、
固定治具。 - 前記第2の押圧部は、前記レバーを押さえて、前記当接部が前記副配管を押圧する力を解除する押し子を有する、
請求項5に記載の固定治具。 - 炉中で主配管と副配管とを固定するための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第2の固定部は、互いに向かい合って配置され、前記副配管に当接する1対の当接面と、前記当接面の間に配置され、前記副配管を前記当接面に押さえて固定するカムと、を有する、
固定治具。 - 炉中で主配管と副配管とを固定するための固定治具であって、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第2の固定部は、前記副配管に当接する当接面と、該当接面に前記副配管を押さえて固定する固定ネジを有する、
固定治具。 - 前記第1の固定部は、前記主配管を前記副配管が延びる方向に押さえつけて固定し、
前記第2の固定部は、複数の前記副配管を前記主配管が延びる方向に押さえつけて固定する、
請求項1から8の何れか1項に記載の固定治具。 - 前記第2の固定部は、熱膨張による前記副配管の延伸を許容し、かつ前記主配管に対する前記副配管の挿入量のろう付中のズレを抑制可能な位置で前記複数の副配管を固定する、
請求項1から9の何れか1項に記載の固定治具。 - 前記副配管が延びる方向において、前記主配管の側面から前記副配管を固定する第2の固定部の中心までの距離は、前記主配管の外径より小さい、
請求項1から10の何れか1項に記載の固定治具。 - 前記第2の固定部は、前記副配管が延びる方向において、前記第2の固定部に固定する前記副配管の前記主配管に対する位置を決定する基準面を有する、
請求項1から11の何れか1項に記載の固定治具。 - 前記第2の固定部は、前記副配管に当接する当接面と、前記副配管を前記当接面に押さえて固定する第2の押圧部と、を有する、
請求項1から12の何れか1項に記載の固定治具。 - 前記主配管は、冷媒分配器であり、
前記副配管は、扁平冷媒管である、
請求項1から13の何れか1項に記載の固定治具。 - 請求項1から14の何れか1項に記載の固定治具に前記主配管を取り付ける主配管取付工程と、
前記固定治具に前記副配管を取り付ける副配管取付工程と、
前記固定治具に取り付けられた前記主配管と前記副配管とを炉中で加熱して、前記主配管と前記副配管とを接合する接合工程と、
を備える熱交換器の製造方法。 - 炉中で主配管と副配管とを固定するための固定治具を用いた熱交換器の製造方法であって、
前記固定治具は、
側面に複数の穴を有する前記主配管を固定する第1の固定部と、
前記第1の固定部に固定され、前記主配管の側面に設けられた前記穴にそれぞれ挿入された複数の前記副配管の挿入箇所近傍を固定する第2の固定部と、
を備え、
前記第2の固定部は、前記副配管が延びる方向において、前記第2の固定部に固定する前記副配管の前記主配管に対する位置を決定する基準面を有し、
前記固定治具に前記主配管を取り付ける主配管取付工程と、
前記基準面を有する仮止治具に、前記副配管の先端部を該基準面から基準長さ離れた位置に配置して仮止めする副配管仮止工程と、
前記仮止治具の基準面を前記固定治具の前記基準面に接触させることにより、前記副配管の先端部を前記固定治具の前記基準面から前記基準長さ離れた位置に配置して、前記固定治具に前記副配管を取り付ける副配管取付工程と、
前記主配管と前記副配管とを接合する接合工程と、
を備える熱交換器の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020099133 | 2020-06-08 | ||
| JP2020099133 | 2020-06-08 | ||
| PCT/JP2021/019364 WO2021251104A1 (ja) | 2020-06-08 | 2021-05-21 | 固定治具および熱交換器の製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2021251104A1 JPWO2021251104A1 (ja) | 2021-12-16 |
| JPWO2021251104A5 JPWO2021251104A5 (ja) | 2022-08-30 |
| JP7353490B2 true JP7353490B2 (ja) | 2023-09-29 |
Family
ID=78845989
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022530099A Active JP7353490B2 (ja) | 2020-06-08 | 2021-05-21 | 固定治具および熱交換器の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP7353490B2 (ja) |
| CN (1) | CN115605309A (ja) |
| WO (1) | WO2021251104A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102519340B1 (ko) * | 2022-06-24 | 2023-04-06 | (주)비제이 테크 | 챔버형 용접헤드용 티(t)형 배관 고정용 지그장치 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004301499A (ja) | 2003-03-18 | 2004-10-28 | Showa Denko Kk | 熱交換器の仮組み用管素材矯正部材、熱交換器の仮組み装置および仮組み方法 |
| JP2014052147A (ja) | 2012-09-07 | 2014-03-20 | Daikin Ind Ltd | 熱交換器及びその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS533999Y2 (ja) * | 1972-10-23 | 1978-01-31 | ||
| JPS62275570A (ja) * | 1986-05-22 | 1987-11-30 | Showa Alum Corp | 熱交換器の製造方法 |
| JPH08233484A (ja) * | 1995-02-28 | 1996-09-13 | Showa Alum Corp | 金属製熱交換器 |
-
2021
- 2021-05-21 CN CN202180031612.5A patent/CN115605309A/zh active Pending
- 2021-05-21 JP JP2022530099A patent/JP7353490B2/ja active Active
- 2021-05-21 WO PCT/JP2021/019364 patent/WO2021251104A1/ja active Application Filing
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004301499A (ja) | 2003-03-18 | 2004-10-28 | Showa Denko Kk | 熱交換器の仮組み用管素材矯正部材、熱交換器の仮組み装置および仮組み方法 |
| JP2014052147A (ja) | 2012-09-07 | 2014-03-20 | Daikin Ind Ltd | 熱交換器及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115605309A (zh) | 2023-01-13 |
| WO2021251104A1 (ja) | 2021-12-16 |
| JPWO2021251104A1 (ja) | 2021-12-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20110094257A1 (en) | Micro-channel heat exchanger suitable for bending | |
| AU2014368147B2 (en) | Accumulator, air-conditioning apparatus and method for manufacturing accumulator | |
| JP7353490B2 (ja) | 固定治具および熱交換器の製造方法 | |
| JP2011106738A (ja) | 熱交換器およびヒートポンプシステム | |
| JP2009121758A (ja) | 熱交換器および冷熱システム | |
| JP5171915B2 (ja) | 冷却管構造 | |
| CN111928705B (zh) | 具有重力型回路热管的散热装置 | |
| JP5544412B2 (ja) | 冷却管構造 | |
| JP2015090219A (ja) | 熱交換器の拡管方法及び空気調和機 | |
| JP2017198403A (ja) | 扁平管熱交換器およびその製造方法 | |
| JP5160792B2 (ja) | 空気調和機の熱交換器 | |
| JPWO2021251104A5 (ja) | ||
| JP2012072884A (ja) | 冷却管継手構造 | |
| KR20100108754A (ko) | 턴핀형 열교환기, 이를 이용한 열교환 시스템 및 턴핀형 열교환기의 제조방법 | |
| KR20180003302U (ko) | 공기조화기의 냉매 분배기 | |
| JP7498133B2 (ja) | 熱交換器および冷凍サイクル装置 | |
| JP7330294B2 (ja) | 熱交換器、熱交換器ユニット、及び冷凍サイクル装置 | |
| JP7485993B1 (ja) | 熱交換器 | |
| WO2016174965A1 (ja) | 空気調和装置及び空気調和装置の製造方法 | |
| KR20110085772A (ko) | 열 교환기용 핀 및 이를 갖는 열 교환기 | |
| JP5573705B2 (ja) | 熱交換装置 | |
| KR20170059865A (ko) | 냉장고용 턴핀 응축기 | |
| JP2004301419A (ja) | 熱交換器 | |
| KR100469974B1 (ko) | 열교환기 | |
| CN118882378A (zh) | 连接装置、换热器和空调系统 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220607 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220607 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230509 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230623 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230704 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230803 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230919 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7353490 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |