JP7340990B2 - 表面材 - Google Patents
表面材 Download PDFInfo
- Publication number
- JP7340990B2 JP7340990B2 JP2019150704A JP2019150704A JP7340990B2 JP 7340990 B2 JP7340990 B2 JP 7340990B2 JP 2019150704 A JP2019150704 A JP 2019150704A JP 2019150704 A JP2019150704 A JP 2019150704A JP 7340990 B2 JP7340990 B2 JP 7340990B2
- Authority
- JP
- Japan
- Prior art keywords
- surface material
- resin
- fiber aggregate
- fibers
- prepared
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Nonwoven Fabrics (AREA)
Description
しかし、このような構成を有する表面材を、一般的な熱成形手段よりも絞りが深い(以降、展開率が高いと称することがある)熱成形手段へ供した場合には、調製した内装材や外装材の表面に、絞りの深さに追従できなかったため発生したと思われる大小の皺が存在しており、表面材の成形性はなおも不足していることがあった。
そこで、成形性に優れる表面材を求め、表面材が備えるバインダ樹脂の付与量を少なくすることを検討したところ、成形性を向上できる傾向が認められた。しかし、成形性の向上に反比例して、調製した内装材や外装材の表面にピラーなど他の内装材や外装材が接触した場合、あるいは、荷物などの搬送物が接触した場合に、調製した内装材や外装材の表面に削れや、起毛が発生して外観保持性に劣るという、新たな問題が発生した。
前記バインダ樹脂は、ガラス転移温度が-38℃よりも低いバーサチック酸ビニルエステル共重合アクリル系樹脂であり、
タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満であり、下記測定へ供し算出された質量の減量が72.8mg未満である、表面材。
記
前記表面材をJISL1096:20108.19.3C法(テーバ形法)へ供することで、前記表面材における質量の減量を求めた、
・使用摩耗輪No:H-18、
・荷重:9.8N、
・試験回転数:100回、
・回転摩擦速度:70r/min、」である。
また、表面材を上述した測定へ供し求められた質量の減量に着目することで、より外観保持性に優れた内装材や外装材を調製可能な表面材を提供できることを見出した。具体的には、当該質量の減量が72.8mg未満である表面材を用いてなる内装材や外装材は、より外観保持性に優れることを見出した。
以上から、本発明にかかる構成を満足する表面材は、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を調製できる。
なお、本発明で説明する各種測定は特に記載のない限り、常圧のもと25℃温度条件下で測定を行った。また、本発明で説明する各種測定結果は特に記載のない限り、求める値よりも一桁小さな値まで測定で求め、当該値を四捨五入することで求める値を算出した。具体例として、少数第一位までが求める値である場合、測定によって少数第二位まで値を求め、得られた少数第二位の値を四捨五入することで少数第一位までの値を算出し、この値を求める値とした。
ここで繊維集合体は主として表面材の骨格を形成する役割を担う部材である。そして、バインダ樹脂は繊維集合体の構成繊維同士を接着一体化させて、繊維集合体の形状が意図せず変形するのを防止する役割や繊維集合体の剛性など、諸物性を向上させる役割を担う。また、後述するような添加剤を繊維集合体(繊維集合体を構成する繊維の表面や、繊維集合体の空隙中)に担持する役割を担うことができる。
加熱処理の方法は適宜選択できるが、例えば、ロールにより加熱または加熱加圧する方法、オーブンドライヤー、遠赤外線ヒーター、乾熱乾燥機、熱風乾燥機などの加熱機へ供し加熱する方法、無圧下で赤外線を照射して含まれている樹脂を加熱する方法などを用いることができる。
繊維集合体の厚さは、0.5~5mmであることができ、1~3mmであることができ、1.1~1.9mmであることができる。なお、本発明において厚さとは主面と垂直方向へ20g/cm2の圧縮荷重をかけた時の該垂直方向の長さをいう。
また、繊維集合体の目付は、例えば、50~500g/m2であることができ、80~300g/m2であることができ、100~250g/m2であることができる。なお、本発明において目付とは測定対象物の最も広い面積を有する面(主面)における1m2あたりの質量をいう。
特に、アクリル系樹脂として、全炭素数9以上11以下の分岐を有するカルボン酸部分を有するアクリル系樹脂(いわゆる、バーサチック酸ビニルエステル共重合アクリル系樹脂)であるのが好ましい。具体例として、楠本化成製VANORA、住化ケムテックス製スミカフレックスなどのアクリル系樹脂を採用できる。このようなアクリル系樹脂を採用することで、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を成形性よく調製できる表面材を提供できる。
このようなバインダ樹脂の存在態様は、後述するように、繊維集合体の一方の主面へバインダ樹脂を含んだバインダ液を付与する、または、バインダ樹脂を含んだバインダ液へ繊維集合体を含浸することで調製できる。
(タテ方向ならびにヨコ方向の20%モジュラスの測定方法)
(1)表面材など測定対象から短冊状の試料A(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、合計3枚採取した。なお、測定対象の生産方向が判明している場合には、当該生産方向と長辺方向が平行となるようにした。
(2)前記試料Aを引張り強さ試験機(オリエンテック製、テンシロンUTM-III-100(登録商標))のチャック(チャック間距離:100mm)に固定し、引張り速度200mm/min.で引っ張り、チャック間距離が120mmとなった20%伸長時の応力を測定した。調製した3枚の試料Aについて各々該応力を測定し、その算術平均を測定対象におけるタテ方向の20%モジュラス(単位:N/30mm)とした。
(3)測定対象から別の短冊状の試料B(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、合計3枚採取した。なお、測定対象の生産方向が判明している場合には、当該生産方向と短辺方向が平行となるようにした。
(4)前記試料Bを上述(2)と同じ測定へ供することで、20%伸長時の応力を測定した。調製した3枚の試料Bについて各々該応力を測定し、その算術平均を測定対象におけるヨコ方向の20%モジュラス(単位:N/30mm)とした。
なお、測定対象の生産方向が不明である場合には、測定対象の様々な方向から短冊状の試料(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、各方向につき3枚ずつ採取した。そして、各方向から採取した3枚の試料の各応力を測定しその算術平均値を求めた。求めた各算術平均値の内で、最も高い値を示した試料における長辺方向を、測定対象の生産方向とした。
(質量の減量の測定方法)
表面材など測定対象をJIS L1096:2010 8.19.3 C法(テーバ形法)へ供することで、測定対象における質量の減量を求めた。
・使用摩耗輪No:H-18
・荷重:9.8N
・試験回転数:100回
・回転摩擦速度:70r/min
具体的には、
・成形性に優れる表面材は柔軟性に富み柔らかいため、当該表面材からなる内装材や外装材は表面が削れ易いと共に起毛の発生し易い傾向があり、
・外観保持性に優れる内装材や外装材を調製可能な表面材は硬い(表面が削れ難いと共に起毛が発生し難い)ため、当該表面材の成形性は劣る傾向がある。
本発明にかかる表面材の製造方法は適宜選択できるが、一例として、
(1)繊維集合体を用意する工程、
(2)バインダ樹脂を溶媒に溶解してなる溶液、あるいは、分散媒に分散してなる分散液(以降、合わせてバインダ液と称することがある)を用意する工程、
(3)繊維集合体へ当該バインダ液を付与する工程、
(4)当該バインダ液を付与した繊維集合体を加熱することで、バインダ液中の溶媒あるいは分散媒を除去して、繊維集合体の構成繊維同士をバインダ樹脂で接着一体化する工程、
を備える、表面材の製造方法を挙げることができる。
繊維集合体として、例えば、繊維ウェブや不織布、あるいは、織物や編み物などの、シート状の布帛を用意する。なお、繊維集合体における構成繊維の繊度や繊維長、繊維集合体の厚さや目付は適宜調整できる。
溶媒あるいは分散媒の種類は適宜選択でき、例えば水などを採用できるが、繊維集合体へバインダ液を好適に付与できるよう、バインダ樹脂が溶解できると共に繊維集合体が溶解しない溶媒を採用する、あるいは、バインダ樹脂が分散できると共に繊維集合体が溶解しない溶媒を採用するのが好ましい。また、バインダ液に占めるバインダ樹脂の濃度は、繊維集合体へバインダ液を好適に付与できるよう、適宜調整する。
また、プリント液中に添加剤を溶解あるいは分散させ含有していてもよい。
繊維集合体へプリント液を付与する方法は適宜選択できるが、繊維集合体の一方の主面にそのまま、あるいは泡立てた状態で、スプレーや含浸ロールなどを用いて散布あるいは塗布する方法、繊維集合体の一方の主面を浸漬する方法、プリント液へ繊維集合体を含浸する方法などを採用できる。
溶媒あるいは分散媒を除去する方法は適宜選択できるが、例えば、オーブンドライヤー、遠赤外線ヒーター、乾熱乾燥機、熱風乾燥機などの加熱機へ供し加熱する、室温雰囲気下や減圧雰囲気下に静置するなどして、溶媒あるいは分散媒を蒸発させ除去できる。溶媒あるいは分散媒を除去する際の加熱温度は、溶媒あるいは分散媒が揮発可能な温度であると共に、バインダ樹脂により繊維集合体の構成繊維同士を接着一体化できるよう、加熱温度の下限を調整する。また、繊維集合体や添加剤の形状や機能などが意図せず低下することがないよう、加熱温度の上限を調整する。
また、加熱を受け発泡する粒子を備えている場合には、本工程によって当該粒子を発泡させてもよい。
(5)表面材へプリント層を形成可能な溶液や分散液を付与することで、少なくとも一方の主面上に模様状のプリント層あるいは少なくとも一方の主面上の全面にプリント層を形成する工程、
へ供しても良い。
(6)表面材へトップコート層を形成可能な溶液や分散液を付与することで、少なくとも一方の主面上の全面にトップコート層を形成する工程、
へ供しても良い。
原着ポリエステル繊維(繊度:2.2dtex、繊維長:51mm)を100%用いて、カード機により開繊して繊維ウェブを形成した後、片面から針密度400本/cm2でニードルパンチ処理を行い、その後、熱ロール(ロール加熱温度:150℃)へ供することで、不織布1(目付:190g/m2、厚さ:1.8mm)を調製した。
また、原着ポリエステル繊維(繊度:2.2dtex、繊維長:38mm)を100%用いて、カード機により開繊して繊維ウェブを形成した後、片面から針密度400本/cm2でニードルパンチ処理を行い、その後、熱ロール(ロール加熱温度:150℃)へ供することで、不織布2(目付:207g/m2、厚さ:1.8mm)を調製した。
不織布1を、温度160℃のキャンドライヤーで乾燥させ、表面材(目付:190g/m2、厚さ:1.8mm)を調製した。
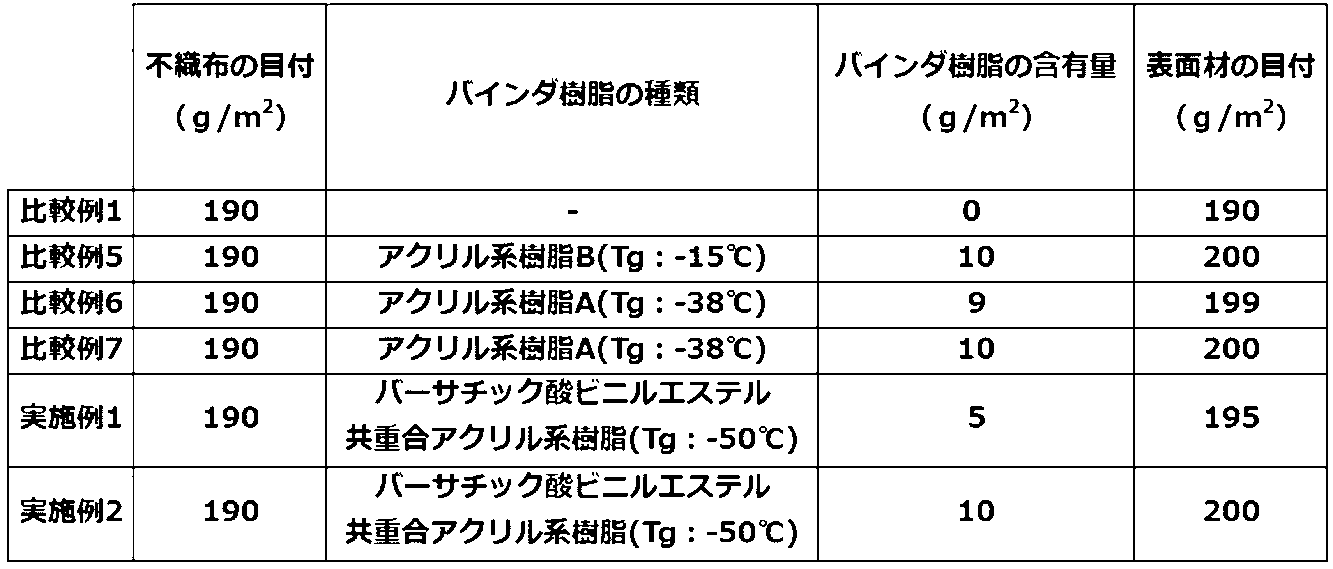
水にアクリル系樹脂A(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-38℃)を分散させてなるバインダ液を調製した。
そして、不織布2のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、バインダ接着不織布(目付:212g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.7mm)を調製した。
水にアクリル系樹脂Aと顔料とを分散させてなるプリント液を調製した。
そして、バインダ接着不織布のニードリングを施した側の主面とは反対の主面に、孔版印刷機(シリンダー(円筒)型プリント版)によりプリント液を塗布した後、同様にして再度プリント液を塗布した。
その後、温度180℃のテンタードライヤーで乾燥することで、アクリル系樹脂Aにより顔料をバインダ接着不織布の主面に固着させ、表面材(目付:220g/m2、アクリル系樹脂Aの含有量:13g/m2、厚さ:1.6mm)を調製した。
水にアクリル系樹脂A(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-38℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:193g/m2、バインダ樹脂の含有量:3g/m2、厚さ:1.8mm)を調製した。
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:195g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.8mm)を調製した。
水にバーサチック酸ビニルエステル共重合アクリル系樹脂(Tg:-50℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:195g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.8mm)を調製した。
バインダ液の付与量を増量したこと以外は実施例1と同様にして、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.8mm)を調製した。

表面材を展開率が高い金型へ供し熱成形した後、冷却して内装材(外装材)を調製した。そして、調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面を目視で観察した。
観察の結果、当該主面に皺の発生が認められた場合には、成形性に劣る表面材であったとして、表中に「×」を記載した。
一方、観察の結果、当該主面に皺の発生が認められなかった場合には、成形性に優れる表面材であったとして、表中に「〇」を記載した。
JIS K7204:1999(プラスチック-摩耗輪による摩耗試験方法)に従い、上述した(成形性の評価方法)において調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面の耐磨耗性試験を評価した。
なお、摩耗試験機、回転速度、摩耗輪、摩耗輪にかける荷重、摩耗回数は次の通りとした。
(1)摩耗試験機:ロータリーアブレージョンテスタ (株)東洋精機製作所
(2)回転摩擦速度:70r/min
(3)使用摩耗輪No:H-18
(4)荷重:9.8N
(5)摩耗回数:100回
表面材における試験後の摩耗輪を処理した主面部分を目視で観察し、以下の基準で評価した。
3級:多少の摩耗は見られるものの、大きな削れの存在は認められなかった。
2級:摩耗輪を処理した主面部分において、部分的に大きな削れの発生が認められた。
1級:摩耗輪を処理した主面部分において、穴が開くほどのより大きな削れの発生が認められた。
以下の構成を変更したこと以外は、上述した(耐摩耗性の評価方法)と同様にして、上述した(成形性の評価方法)において調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面の、起毛の発生し難さを評価した。
(3)使用摩耗輪No:CS-10
(4)荷重:4.9N
(5)摩耗回数:100回
試験後の摩耗輪を処理した主面部分を目視で観察し、以下の基準で評価した。
3級:多少の起毛が発生していたものの、大きな変化は認められなかった。
2級:3級の結果よりも、多くの起毛が発生しており大きな変化が認められた。
1級:2級の結果よりも、より多くの起毛が発生しておりより大きな変化が認められた。
上述した(耐摩耗性の評価方法)および(起毛の発生し難さの評価方法)へ供した結果、両評価結果とも3級であったものについては、外観保持性に優れるとして表中に「〇」を記載した。一方、いずれかでも3級とならなかったものについては、外観保持性に劣るとして表中に「×」を記載した。
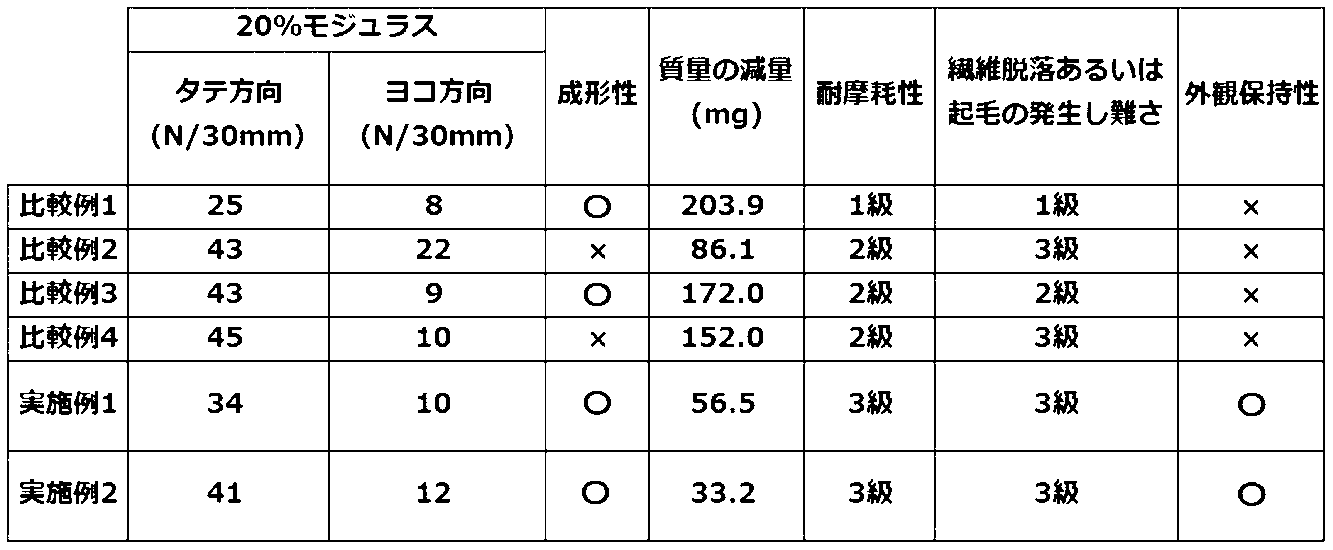
また、特にタテ方向の20%モジュラスが43N/30mmと同値である比較例2と比較例3を比較した結果から、成形性に優れる表面材を提供するためには、ヨコ方向の20%モジュラスは22N/30mm未満である必要があること、そして、特にヨコ方向の20%モジュラスが10N/30mmと同値である比較例4と実施例1を比較した結果から、成形性に優れる表面材を提供するためには、タテ方向の20%モジュラスは45N/30mm未満である必要があること、が判明した。
水にアクリル系樹脂B(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-15℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.5mm)を調製した。
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:199g/m2、バインダ樹脂の含有量:9g/m2、厚さ:1.5mm)を調製した。
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.5mm)を調製した。
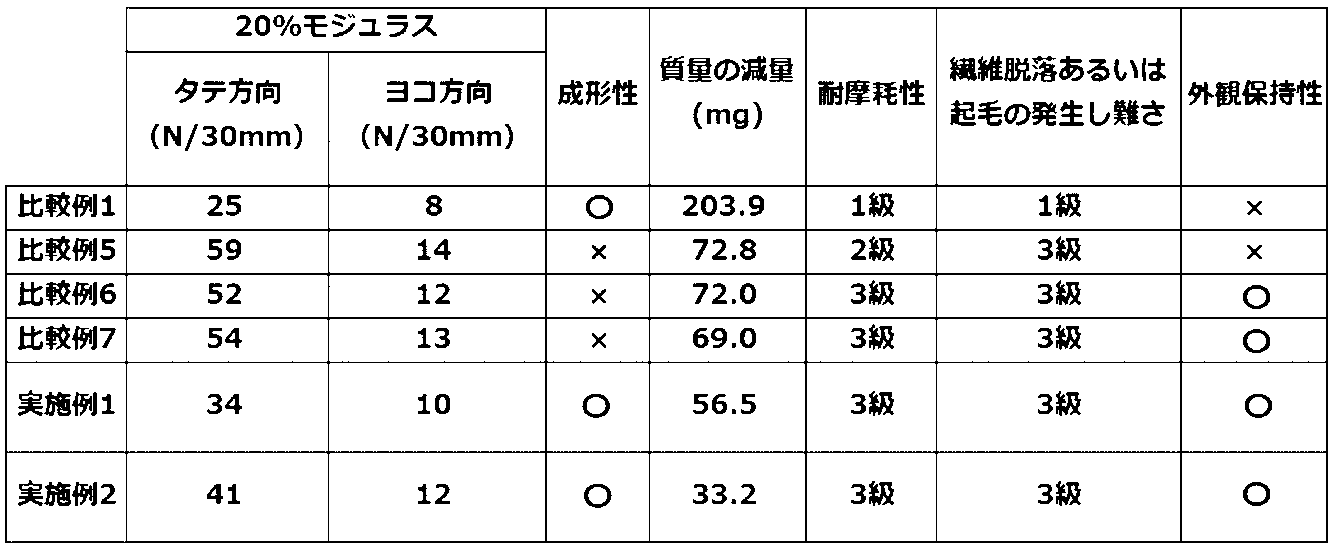
また、質量の減量が72.8mgであった比較例5は実施例よりも外観保持性に劣っていたのに対し、質量の減量が72.0mgであった比較例6は実施例と同等の外観保持性を有していた。この結果から、外観保持性に優れる内装材や外装材を調製可能な表面材を提供するためには、質量の減量が72.8mg未満である必要があること、が判明した。
この理由として、表面材の成形性と、当該表面材からなる内装材や外装材の外観保持性は、トレードオフの関係を有するためだと考えられた。

Claims (1)
- 繊維集合体とバインダ樹脂を備える、表面材であって、
前記バインダ樹脂は、ガラス転移温度が-38℃よりも低いバーサチック酸ビニルエステル共重合アクリル系樹脂であり、
タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満であり、下記測定へ供し算出された質量の減量が72.8mg未満である、表面材。
記
前記表面材をJISL1096:20108.19.3C法(テーバ形法)へ供することで、前記表面材における質量の減量を求めた、
・使用摩耗輪No:H-18、
・荷重:9.8N、
・試験回転数:100回、
・回転摩擦速度:70r/min、
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019150704A JP7340990B2 (ja) | 2019-08-20 | 2019-08-20 | 表面材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019150704A JP7340990B2 (ja) | 2019-08-20 | 2019-08-20 | 表面材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021031786A JP2021031786A (ja) | 2021-03-01 |
| JP7340990B2 true JP7340990B2 (ja) | 2023-09-08 |
Family
ID=74677262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019150704A Active JP7340990B2 (ja) | 2019-08-20 | 2019-08-20 | 表面材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7340990B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012052267A (ja) | 2010-09-02 | 2012-03-15 | Japan Vilene Co Ltd | ニット生地用接着芯地 |
| JP2014214395A (ja) | 2013-04-25 | 2014-11-17 | 日本バイリーン株式会社 | プリント不織布 |
| JP2016191160A (ja) | 2015-03-30 | 2016-11-10 | 呉羽テック株式会社 | 表皮材用布帛 |
| JP2018040089A (ja) | 2016-09-09 | 2018-03-15 | 日本バイリーン株式会社 | インジェクション成形用表面材 |
-
2019
- 2019-08-20 JP JP2019150704A patent/JP7340990B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012052267A (ja) | 2010-09-02 | 2012-03-15 | Japan Vilene Co Ltd | ニット生地用接着芯地 |
| JP2014214395A (ja) | 2013-04-25 | 2014-11-17 | 日本バイリーン株式会社 | プリント不織布 |
| JP2016191160A (ja) | 2015-03-30 | 2016-11-10 | 呉羽テック株式会社 | 表皮材用布帛 |
| JP2018040089A (ja) | 2016-09-09 | 2018-03-15 | 日本バイリーン株式会社 | インジェクション成形用表面材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021031786A (ja) | 2021-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7144407B2 (ja) | 内装用表面材 | |
| JP7340990B2 (ja) | 表面材 | |
| JP7386622B2 (ja) | 内装用表面材 | |
| JP7220036B2 (ja) | 表皮材 | |
| JP7021884B2 (ja) | 表皮材 | |
| JP7103899B2 (ja) | 内装用表面材 | |
| JP7369561B2 (ja) | 表面材 | |
| JP7349258B2 (ja) | 内装用表面材 | |
| JP7191530B2 (ja) | 内装用表面材 | |
| JP7598086B2 (ja) | 表面材 | |
| JP7454972B2 (ja) | 内装用表面材 | |
| JP7365918B2 (ja) | 表面材 | |
| JP7576942B2 (ja) | 装飾繊維シート | |
| JP7426846B2 (ja) | 表面材 | |
| JP2023088222A (ja) | 表面材 | |
| JP7621050B2 (ja) | 内装用表面材 | |
| JP2021194913A (ja) | 表面材 | |
| JP7377644B2 (ja) | 積層体 | |
| JP2024022414A (ja) | 表面材とその製造方法 | |
| JP2023181113A (ja) | 表面材 | |
| JP2024082396A (ja) | 表面材 | |
| JP2023003140A (ja) | 表面材およびその製造方法 | |
| US20210189638A1 (en) | Surface material and method of manufacturing the same | |
| JP2021098922A (ja) | 表面材とその製造方法 | |
| JP2023035645A (ja) | 表面材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7340990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |