JP7340990B2 - Surface material - Google Patents
Surface material Download PDFInfo
- Publication number
- JP7340990B2 JP7340990B2 JP2019150704A JP2019150704A JP7340990B2 JP 7340990 B2 JP7340990 B2 JP 7340990B2 JP 2019150704 A JP2019150704 A JP 2019150704A JP 2019150704 A JP2019150704 A JP 2019150704A JP 7340990 B2 JP7340990 B2 JP 7340990B2
- Authority
- JP
- Japan
- Prior art keywords
- surface material
- resin
- fiber aggregate
- fibers
- prepared
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Landscapes
- Nonwoven Fabrics (AREA)
Description
本発明は、表面材に関する。 The present invention relates to a surface material.
従来から自動車など車両用の内装材や外装材を調製できる表面材として、例えば、不織布あるいは織物や編物などの繊維集合体にバインダを付与した表面材が用いられている。そして、例えば金型などの加熱板や加熱ローラなどの加熱手段によって熱、あるいは、熱及び圧力を表面材へ作用させる熱成形工程へ供することで、表面材を所望の形状に成形して各種内装材や各種外装材を調製することが行われている。 BACKGROUND ART Conventionally, as a surface material for preparing interior and exterior materials for vehicles such as automobiles, for example, a surface material in which a binder is applied to a fiber aggregate such as a nonwoven fabric, a woven fabric, or a knitted fabric has been used. Then, by subjecting the surface material to a thermoforming process in which heat or heat and pressure is applied to the surface material using a heating means such as a heating plate such as a mold or a heating roller, the surface material is formed into a desired shape and used for various interior decorations. Materials and various exterior materials are being prepared.
このような表面材として、例えば、特開2016-156120号公報(特許文献1)には、繊維ウエブに繊維結合用バインダが付与された成形用不織布が開示されている。なお、特許文献1には、繊維結合用バインダとしてアクリル系樹脂を採用することで、成形性に優れた成形用不織布を提供できることが開示されている。 As such a surface material, for example, Japanese Unexamined Patent Publication No. 2016-156120 (Patent Document 1) discloses a nonwoven fabric for molding in which a fiber binding binder is applied to a fiber web. Note that Patent Document 1 discloses that by employing an acrylic resin as a binder for fiber binding, a nonwoven fabric for molding with excellent moldability can be provided.
本願出願人は上述のような従来技術を参考として、「繊維集合体とバインダ樹脂を備える表面材」について検討した。
しかし、このような構成を有する表面材を、一般的な熱成形手段よりも絞りが深い(以降、展開率が高いと称することがある)熱成形手段へ供した場合には、調製した内装材や外装材の表面に、絞りの深さに追従できなかったため発生したと思われる大小の皺が存在しており、表面材の成形性はなおも不足していることがあった。
そこで、成形性に優れる表面材を求め、表面材が備えるバインダ樹脂の付与量を少なくすることを検討したところ、成形性を向上できる傾向が認められた。しかし、成形性の向上に反比例して、調製した内装材や外装材の表面にピラーなど他の内装材や外装材が接触した場合、あるいは、荷物などの搬送物が接触した場合に、調製した内装材や外装材の表面に削れや、起毛が発生して外観保持性に劣るという、新たな問題が発生した。
The applicant of the present application has studied "a surface material comprising a fiber aggregate and a binder resin" with reference to the above-mentioned prior art.
However, when a surface material having such a configuration is subjected to a thermoforming method with a deeper draw (hereinafter sometimes referred to as a higher expansion rate) than a general thermoforming method, the prepared interior material There were large and small wrinkles on the surface of the surface material and the exterior material, which were thought to be caused by the inability to follow the depth of drawing, and the formability of the surface material was still insufficient.
Therefore, in order to find a surface material with excellent moldability, we investigated reducing the amount of binder resin provided to the surface material, and found that there was a tendency for moldability to be improved. However, inversely proportional to the improvement in formability, when the surface of the prepared interior or exterior material comes into contact with other interior or exterior materials such as pillars, or when conveyed items such as luggage come into contact with the surface of the prepared interior or exterior material, A new problem has arisen in that the surfaces of interior and exterior materials are scratched and raised, resulting in poor appearance retention.
本発明は「(請求項1)繊維集合体とバインダ樹脂を備える、表面材であって、
前記バインダ樹脂は、ガラス転移温度が-38℃よりも低いバーサチック酸ビニルエステル共重合アクリル系樹脂であり、
タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満であり、下記測定へ供し算出された質量の減量が72.8mg未満である、表面材。
記
前記表面材をJISL1096:20108.19.3C法(テーバ形法)へ供することで、前記表面材における質量の減量を求めた、
・使用摩耗輪No:H-18、
・荷重:9.8N、
・試験回転数:100回、
・回転摩擦速度:70r/min、」である。
The present invention provides ``(Claim 1) A surface material comprising a fiber aggregate and a binder resin,
The binder resin is a versatic acid vinyl ester copolymerized acrylic resin with a glass transition temperature lower than -38°C,
A surface material having a 20% modulus in the vertical direction of less than 45 N/30 mm, a 20% modulus in the horizontal direction of less than 22 N/30 mm, and a weight loss calculated by subjecting to the following measurement of less than 72.8 mg.
The mass reduction in the surface material was determined by subjecting the surface material to the JISL1096:20108.19.3C method (Taber method).
・Used wear wheel No.: H-18,
・Load: 9.8N,
・Test rotation number: 100 times,
・Rotational friction speed: 70 r/min.
本願出願人が検討を続けた結果、表面材におけるタテ方向およびヨコ方向の20%モジュラスに着目することで、より成形性良く内装材や外装材を調製可能な表面材を提供できることを見出した。具体的には、タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満である表面材は、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れることを見出した。
また、表面材を上述した測定へ供し求められた質量の減量に着目することで、より外観保持性に優れた内装材や外装材を調製可能な表面材を提供できることを見出した。具体的には、当該質量の減量が72.8mg未満である表面材を用いてなる内装材や外装材は、より外観保持性に優れることを見出した。
以上から、本発明にかかる構成を満足する表面材は、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を調製できる。
As a result of continued studies, the applicant of the present application found that by focusing on the 20% modulus of the surface material in the vertical and horizontal directions, it is possible to provide a surface material that can be molded into interior and exterior materials with better moldability. Specifically, a surface material whose 20% modulus in the vertical direction is less than 45 N/30 mm and whose 20% modulus in the horizontal direction is less than 22 N/30 mm is used when subjected to thermoforming means with a high expansion rate. It has also been found that the moldability is even better.
Furthermore, by subjecting the surface material to the above-mentioned measurement and focusing on the weight loss determined, it was discovered that it is possible to provide a surface material that can be used to prepare interior and exterior materials with better appearance retention. Specifically, it has been found that an interior material or an exterior material using a surface material whose weight loss is less than 72.8 mg has better appearance retention.
From the above, a surface material that satisfies the configuration according to the present invention has better moldability even when subjected to a thermoforming method with a high expansion rate, and can produce interior and exterior materials that have excellent appearance retention. can.
本発明では、例えば以下の構成など、各種構成を適宜選択できる。
なお、本発明で説明する各種測定は特に記載のない限り、常圧のもと25℃温度条件下で測定を行った。また、本発明で説明する各種測定結果は特に記載のない限り、求める値よりも一桁小さな値まで測定で求め、当該値を四捨五入することで求める値を算出した。具体例として、少数第一位までが求める値である場合、測定によって少数第二位まで値を求め、得られた少数第二位の値を四捨五入することで少数第一位までの値を算出し、この値を求める値とした。
In the present invention, various configurations can be selected as appropriate, for example, the following configurations.
Note that the various measurements described in the present invention were performed under normal pressure and 25° C. unless otherwise specified. Further, unless otherwise specified, various measurement results described in the present invention were obtained by measurement to a value one digit smaller than the obtained value, and the obtained value was calculated by rounding off the value. As a specific example, if the desired value is to the first decimal place, the value to the second decimal place is determined by measurement, and the value to the first decimal place is calculated by rounding the obtained value to the second decimal place. This value was used as the value to be determined.
本発明の表面材は、繊維集合体とバインダ樹脂とを備えている。
ここで繊維集合体は主として表面材の骨格を形成する役割を担う部材である。そして、バインダ樹脂は繊維集合体の構成繊維同士を接着一体化させて、繊維集合体の形状が意図せず変形するのを防止する役割や繊維集合体の剛性など、諸物性を向上させる役割を担う。また、後述するような添加剤を繊維集合体(繊維集合体を構成する繊維の表面や、繊維集合体の空隙中)に担持する役割を担うことができる。
The surface material of the present invention includes a fiber aggregate and a binder resin.
Here, the fiber aggregate is a member that mainly plays a role in forming the skeleton of the surface material. The binder resin binds and integrates the constituent fibers of the fiber aggregate to prevent unintentional deformation of the shape of the fiber aggregate and improves various physical properties such as the rigidity of the fiber aggregate. take charge Further, it can play a role of supporting additives as described below on the fiber aggregate (on the surface of the fibers constituting the fiber aggregate or in the voids of the fiber aggregate).
本発明でいう繊維集合体とは、例えば、繊維ウェブや不織布、あるいは、織物や編み物などの、シート状の布帛である。本発明の表面材は、繊維集合体(特に、全ての構成繊維がランダムに絡合してなる不織布)を含んでいるため柔軟であり、成形性良く表面平滑性に優れた内装材や外装材を調製可能な、表面材を提供できる。なお、全ての構成繊維がランダムに絡合してなる繊維集合体(特に、不織布)を備えた表面材は、より柔軟であり、より成形性良く表面平滑性に優れた内装材や外装材を調製可能な、表面材を提供でき好ましい。 The fiber aggregate as used in the present invention is, for example, a fiber web, a nonwoven fabric, or a sheet-like fabric such as a woven fabric or a knitted fabric. The surface material of the present invention contains a fiber aggregate (particularly a nonwoven fabric in which all constituent fibers are randomly entangled), so it is flexible, and has good moldability and surface smoothness for interior and exterior materials. We can provide surface materials that can be prepared. In addition, surface materials with fiber aggregates (especially nonwoven fabrics) in which all constituent fibers are randomly entangled are more flexible, and can be used as interior and exterior materials with better moldability and surface smoothness. This is preferred because it provides a surface material that can be prepared.
繊維集合体の構成繊維は、例えば、ポリオレフィン系樹脂(例えば、ポリエチレン、ポリプロピレン、ポリメチルペンテン、炭化水素の一部をシアノ基またはフッ素或いは塩素といったハロゲンで置換した構造のポリオレフィン系樹脂など)、スチレン系樹脂、ポリビニルアルコール系樹脂、ポリエーテル系樹脂(例えば、ポリエーテルエーテルケトン、ポリアセタール、変性ポリフェニレンエーテル、芳香族ポリエーテルケトンなど)、ポリエステル系樹脂(例えば、ポリエチレンテレフタレート、ポリトリメチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリカーボネート、ポリアリレート、全芳香族ポリエステル樹脂など)、ポリイミド系樹脂、ポリアミドイミド樹脂、ポリアミド系樹脂(例えば、芳香族ポリアミド樹脂、芳香族ポリエーテルアミド樹脂、ナイロン樹脂など)、二トリル基を有する樹脂(例えば、ポリアクリロニトリルなど)、ウレタン系樹脂、エポキシ系樹脂、ポリスルホン系樹脂(例えば、ポリスルホン、ポリエーテルスルホンなど)、フッ素系樹脂(例えば、ポリテトラフルオロエチレン、ポリフッ化ビニリデンなど)、セルロース系樹脂、ポリベンゾイミダゾール樹脂、アクリル系樹脂(例えば、アクリル酸エステルあるいはメタクリル酸エステルなどを共重合したポリアクリロニトリル系樹脂、アクリロニトリルと塩化ビニルまたは塩化ビニリデンを共重合したモダアクリル系樹脂など)など、公知の樹脂を用いて構成できる。 The constituent fibers of the fiber assembly are, for example, polyolefin resins (e.g., polyethylene, polypropylene, polymethylpentene, polyolefin resins with a structure in which a portion of the hydrocarbon is replaced with a cyano group or a halogen such as fluorine or chlorine), styrene, etc. resins, polyvinyl alcohol resins, polyether resins (e.g., polyether ether ketone, polyacetal, modified polyphenylene ether, aromatic polyether ketone, etc.), polyester resins (e.g., polyethylene terephthalate, polytrimethylene terephthalate, polybutylene) terephthalate, polyethylene naphthalate, polybutylene naphthalate, polycarbonate, polyarylate, fully aromatic polyester resin, etc.), polyimide resin, polyamide-imide resin, polyamide resin (e.g., aromatic polyamide resin, aromatic polyetheramide resin, nylon resin, etc.), resins with nitrile groups (e.g., polyacrylonitrile, etc.), urethane resins, epoxy resins, polysulfone resins (e.g., polysulfone, polyethersulfone, etc.), fluorine resins (e.g., polytetrafluorocarbon resins, etc.) ethylene, polyvinylidene fluoride, etc.), cellulose resins, polybenzimidazole resins, acrylic resins (e.g., polyacrylonitrile resins copolymerized with acrylic esters or methacrylic esters, copolymerized acrylonitrile with vinyl chloride or vinylidene chloride) It can be constructed using a known resin such as a modacrylic resin (modacrylic resin, etc.).
なお、これらの樹脂は、直鎖状ポリマーまたは分岐状ポリマーのいずれからなるものでも構わず、また樹脂がブロック共重合体やランダム共重合体でも構わず、また樹脂の立体構造や結晶性の有無がいかなるものでも、特に限定されるものではない。更には、多成分の樹脂を混ぜ合わせたものでも良い。また、顔料を練り込み調製された繊維や、染色された繊維などの原着繊維であってもよい。 Note that these resins may be made of either a linear polymer or a branched polymer, and the resin may be a block copolymer or a random copolymer. However, there is no particular limitation. Furthermore, a mixture of multi-component resins may be used. Further, fibers prepared by kneading pigments or dyed fibers such as dyed fibers may be used.
なお、表面材に難燃性が求められる場合には、繊維集合体の構成繊維が難燃性の樹脂を含んでいるのが好ましい。このような難燃性の樹脂として、例えば、モダアクリル樹脂、ビニリデン樹脂、ポリ塩化ビニル樹脂、ポリフッ化ビニリデン樹脂、ノボロイド樹脂、ポリクラール樹脂、リン化合物を共重合したポリエステル樹脂、ハロゲン含有モノマーを共重合したアクリル樹脂、アラミド樹脂、ハロゲン系やリン系又は金属化合物系の難燃剤を練り込んだ樹脂などを挙げることができる。また、バインダ等を用いることで難燃剤を担持した表面材であってもよい。 In addition, when flame retardancy is required for the surface material, it is preferable that the constituent fibers of the fiber assembly contain a flame retardant resin. Examples of such flame-retardant resins include modacrylic resins, vinylidene resins, polyvinylidene chloride resins, polyvinylidene fluoride resins, novoloid resins, polyclar resins, polyester resins copolymerized with phosphorus compounds, and copolymerized halogen-containing monomers. Examples include acrylic resin, aramid resin, and resin into which halogen-based, phosphorus-based, or metal compound-based flame retardants are kneaded. Alternatively, the surface material may support a flame retardant by using a binder or the like.
構成繊維は、例えば、溶融紡糸法、乾式紡糸法、湿式紡糸法、直接紡糸法(メルトブロー法、スパンボンド法、静電紡糸法など)、複合繊維から一種類以上の樹脂成分を除去することで繊維径が細い繊維を抽出する方法、繊維を叩解して分割された繊維を得る方法など公知の方法により得ることができる。 The constituent fibers can be produced by, for example, melt spinning, dry spinning, wet spinning, direct spinning (melt blowing, spunbond, electrostatic spinning, etc.), or by removing one or more resin components from composite fibers. It can be obtained by known methods such as a method of extracting fibers with a small fiber diameter and a method of obtaining split fibers by beating the fibers.
構成繊維は、一種類の樹脂から構成されてなるものでも、複数種類の樹脂から構成されてなるものでも構わない。複数種類の樹脂から構成されてなる繊維として、一般的に複合繊維と称される、例えば、芯鞘型、海島型、サイドバイサイド型、オレンジ型、バイメタル型などの態様であることができる。 The constituent fibers may be composed of one type of resin or multiple types of resin. The fibers composed of a plurality of types of resins may be in a form generally referred to as a composite fiber, such as a core-sheath type, an island-in-the-sea type, a side-by-side type, an orange type, or a bimetallic type.
また、構成繊維は、略円形の繊維や楕円形の繊維以外にも異形断面繊維を含んでいてもよい。なお、異形断面繊維として、中空形状、三角形形状などの多角形形状、Y字形状などのアルファベット文字型形状、不定形形状、多葉形状、アスタリスク形状などの記号型形状、あるいはこれらの形状が複数結合した形状などの繊維断面を有する繊維であってもよい。 Furthermore, the constituent fibers may include irregular cross-section fibers in addition to substantially circular fibers and elliptical fibers. In addition, the irregular cross-section fibers include hollow shapes, polygonal shapes such as triangular shapes, alphabetic character shapes such as Y-shapes, symbol-type shapes such as irregular shapes, multilobed shapes, and asterisk shapes, or multiple shapes of these shapes. The fibers may have a fiber cross section such as a bonded shape.
繊維集合体が構成繊維として熱融着性繊維を含んでいる場合には、繊維同士を熱融着することによって、繊維集合体に強度と形態安定性を付与し、削れや毛羽立ちの発生を抑制でき好ましい。このような熱融着性繊維は、全融着型の熱融着性繊維であっても良いし、上述した複合繊維のような態様の一部融着型の熱融着性繊維であっても良い。熱融着性繊維において熱融着性を発揮する成分として、例えば、低融点ポリオレフィン系樹脂や低融点ポリエステル系樹脂を含む熱融着性繊維などを適宜選択して使用できる。 If the fiber aggregate contains heat-fusible fibers as constituent fibers, the fibers are heat-fused together to give strength and morphological stability to the fiber aggregate and suppress the occurrence of scraping and fuzzing. It's good to be able to do it. Such heat-fusible fibers may be fully-fusible heat-fusible fibers or partially-fusible heat-fusible fibers such as the above-mentioned composite fibers. Also good. As a component exhibiting heat fusibility in the heat fusible fiber, for example, heat fusible fiber containing a low melting point polyolefin resin or a low melting point polyester resin can be appropriately selected and used.
繊維集合体が捲縮性繊維を含んでいる場合には、伸縮性が増して金型への追従性に優れ好ましい。このような捲縮性繊維として、例えば、潜在捲縮性繊維の捲縮を発現した捲縮性繊維やクリンプを有する繊維などを使用することができる。また、繊維集合体が加熱することで捲縮を発現する潜在捲縮性繊維を含んでいてもよい。 It is preferable that the fiber aggregate contains crimpable fibers, as this increases elasticity and provides excellent mold followability. As such crimpable fibers, for example, crimpable fibers that have crimped latent crimpable fibers, fibers that have crimps, etc. can be used. Further, the fiber aggregate may include latent crimpable fibers that develop crimp when heated.
繊維集合体が繊維ウェブや不織布である場合、例えば、上述の繊維をカード装置やエアレイ装置などに供することで繊維を絡み合わせる乾式法、繊維を溶媒に分散させシート状に抄き繊維を絡み合わせる湿式法、直接紡糸法(メルトブロー法、スパンボンド法、静電紡糸法、紡糸原液と気体流を平行に吐出して紡糸する方法(例えば、特開2009-287138号公報に開示の方法)など)を用いて繊維の紡糸を行うと共にこれを捕集する方法、などによって調製できる。 When the fiber aggregate is a fiber web or nonwoven fabric, for example, a dry method in which the fibers are intertwined by subjecting them to a carding device or an airlay device, or a method in which the fibers are dispersed in a solvent and formed into a sheet to intertwine the fibers. Wet method, direct spinning method (melt blow method, spunbond method, electrospinning method, method of spinning by discharging a spinning stock solution and a gas flow in parallel (for example, the method disclosed in JP 2009-287138A), etc.) It can be prepared by spinning fibers using a fiber and collecting the fibers.
調製した繊維ウェブの構成繊維を絡合および/または一体化させて不織布を調製できる。構成繊維同士を絡合および/または一体化させる方法として、例えば、ニードルや水流によって絡合する方法、繊維ウェブを加熱処理へ供するなどしてバインダ樹脂あるいは接着繊維によって構成繊維同士を接着一体化あるいは溶融一体化させる方法などを挙げることができる。
加熱処理の方法は適宜選択できるが、例えば、ロールにより加熱または加熱加圧する方法、オーブンドライヤー、遠赤外線ヒーター、乾熱乾燥機、熱風乾燥機などの加熱機へ供し加熱する方法、無圧下で赤外線を照射して含まれている樹脂を加熱する方法などを用いることができる。
A nonwoven fabric can be prepared by entangling and/or integrating the constituent fibers of the prepared fibrous web. Methods for entangling and/or integrating the constituent fibers include, for example, entangling them with a needle or water stream, or subjecting the fiber web to heat treatment to bond and integrate the constituent fibers with a binder resin or adhesive fibers. Examples include a method of melting and integrating.
The method of heat treatment can be selected as appropriate, but for example, heating with a roll or heating and pressurizing, heating by applying to a heating device such as an oven dryer, far infrared heater, dry heat dryer, hot air dryer, etc., and heating using infrared rays under no pressure. A method of heating the contained resin by irradiating the resin can be used.
繊維集合体が織物や編物である場合、上述のようにして調製した繊維を織るあるいは編むことで、織物や編物を調製できる。 When the fiber aggregate is a woven or knitted fabric, the woven or knitted fabric can be prepared by weaving or knitting the fibers prepared as described above.
なお、繊維ウェブ以外にも不織布あるいは織物や編物など繊維集合体を、上述した構成繊維同士を絡合および/または一体化させる方法へ供しても良い。 In addition to the fiber web, a fiber aggregate such as a nonwoven fabric, a woven fabric, or a knitted fabric may be subjected to the method of intertwining and/or integrating the constituent fibers described above.
繊維集合体の構成繊維の繊度は特に限定するものではないが、外観保持性が向上するように、0.1dtex以上であることができ、1.5dtex以上であることができ、2dtex以上であることができる。他方、成形性良く表面平滑性に優れた内装材や外装材を調製可能なように、100dtex以下であることができ、50dtex以下であることができ、30dtex以下であることができ、10dtex以下であることができる。 The fineness of the constituent fibers of the fiber aggregate is not particularly limited, but may be 0.1 dtex or more, 1.5 dtex or more, 2 dtex or more so as to improve appearance retention. be able to. On the other hand, in order to be able to prepare interior and exterior materials with good moldability and excellent surface smoothness, it can be 100 dtex or less, 50 dtex or less, 30 dtex or less, and 10 dtex or less. Something can happen.
また、繊維集合体の構成繊維の繊維長も特に限定するものではないが、外観保持性が向上するように、20mm以上であることができ、25mm以上であることができ、30mm以上であることができる。他方、繊維長が110mmを超えると、繊維集合体の調製時に繊維塊が形成される傾向があり、成形性良く表面平滑性に優れた内装材や外装材を調製するのが困難となるおそれがあることから、110mm以下であるのが好ましく、70mm以下であることができる。なお、「繊維長」は、JIS L1015(2010)、8.4.1c)直接法(C法)に則って測定した値をいう。 Further, the fiber length of the constituent fibers of the fiber aggregate is not particularly limited, but may be 20 mm or more, 25 mm or more, and 30 mm or more so as to improve appearance retention. Can be done. On the other hand, if the fiber length exceeds 110 mm, fiber aggregates tend to be formed during the preparation of the fiber aggregate, which may make it difficult to prepare interior and exterior materials with good moldability and excellent surface smoothness. Therefore, it is preferably 110 mm or less, and can be 70 mm or less. Note that "fiber length" refers to a value measured according to JIS L1015 (2010), 8.4.1c) direct method (C method).
繊維集合体の、例えば、厚さ、目付などの諸構成は、特に限定されるべきものではなく適宜調整する。
繊維集合体の厚さは、0.5~5mmであることができ、1~3mmであることができ、1.1~1.9mmであることができる。なお、本発明において厚さとは主面と垂直方向へ20g/cm2の圧縮荷重をかけた時の該垂直方向の長さをいう。
また、繊維集合体の目付は、例えば、50~500g/m2であることができ、80~300g/m2であることができ、100~250g/m2であることができる。なお、本発明において目付とは測定対象物の最も広い面積を有する面(主面)における1m2あたりの質量をいう。
Various configurations of the fiber aggregate, such as thickness and basis weight, are not particularly limited and may be adjusted as appropriate.
The thickness of the fiber aggregate can be 0.5-5 mm, 1-3 mm, 1.1-1.9 mm. In the present invention, the thickness refers to the length in the vertical direction when a compressive load of 20 g/cm 2 is applied in the direction perpendicular to the main surface.
Further, the basis weight of the fiber aggregate can be, for example, 50 to 500 g/m 2 , 80 to 300 g/m 2 , or 100 to 250 g/m 2 . In addition, in the present invention, the basis weight refers to the mass per 1 m 2 on the surface (principal surface) having the widest area of the object to be measured.
本発明で使用可能なバインダ樹脂は適宜選択するが、例えば、ポリオレフィン系樹脂(変性ポリオレフィンなど)、エチレンビニルアルコール共重合体、エチレン-エチルアクリレート共重合体などのエチレン-アクリレート共重合体、各種ゴムおよびその誘導体(スチレン-ブタジエンゴム(SBR)、フッ素ゴム、ウレタンゴム、エチレン-プロピレン-ジエンゴム(EPDM)など)、セルロース誘導体(カルボキシメチルセルロース(CMC)、ヒドロキシエチルセルロース、ヒドロキシプロピルセルロースなど)、ポリビニルアルコール(PVA)、ポリビニルブチラール(PVB)、ポリビニルピロリドン(PVP)、ポリウレタン、エポキシ樹脂、ポリフッ化ビニリデン(PVdF)、フッ化ビニリデン-ヘキサフルオロプロピレン共重合体(PVdF-HFP)、アクリル系樹脂(例えば、バーサチック酸ビニルエステル共重合アクリル系樹脂)などを使用できる。 Binder resins that can be used in the present invention are appropriately selected, and include, for example, polyolefin resins (modified polyolefins, etc.), ethylene-vinyl alcohol copolymers, ethylene-acrylate copolymers such as ethylene-ethyl acrylate copolymers, and various rubbers. and its derivatives (styrene-butadiene rubber (SBR), fluororubber, urethane rubber, ethylene-propylene-diene rubber (EPDM), etc.), cellulose derivatives (carboxymethylcellulose (CMC), hydroxyethylcellulose, hydroxypropylcellulose, etc.), polyvinyl alcohol ( PVA), polyvinyl butyral (PVB), polyvinylpyrrolidone (PVP), polyurethane, epoxy resin, polyvinylidene fluoride (PVdF), vinylidene fluoride-hexafluoropropylene copolymer (PVdF-HFP), acrylic resin (e.g. Versatic Acrylic acid vinyl ester copolymerized acrylic resin) etc. can be used.
バインダ樹脂としてアクリル系樹脂を採用すると、熱成形時に適度に軟化するため金型への追従性に優れる表面材を提供でき好ましい。
特に、アクリル系樹脂として、全炭素数9以上11以下の分岐を有するカルボン酸部分を有するアクリル系樹脂(いわゆる、バーサチック酸ビニルエステル共重合アクリル系樹脂)であるのが好ましい。具体例として、楠本化成製VANORA、住化ケムテックス製スミカフレックスなどのアクリル系樹脂を採用できる。このようなアクリル系樹脂を採用することで、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を成形性よく調製できる表面材を提供できる。
It is preferable to use an acrylic resin as the binder resin, since it softens appropriately during thermoforming, thereby providing a surface material that has excellent conformability to the mold.
In particular, the acrylic resin is preferably an acrylic resin having a branched carboxylic acid moiety having a total carbon number of 9 or more and 11 or less (so-called versatile acrylic acid vinyl ester copolymerized acrylic resin). As specific examples, acrylic resins such as VANORA manufactured by Kusumoto Chemicals and Sumikaflex manufactured by Sumika Chemtex can be used. By using such acrylic resin, it is possible to create interior and exterior materials with excellent moldability and excellent appearance retention even when subjected to thermoforming methods with high expansion rates. We can provide surface materials that can
バインダ樹脂のガラス転移温度(以降、Tgと称することがある)は、上述の構成を満足するのであれば適宜調整できるものであり、ガラス転移温度は-60℃~0℃未満の範囲をとることができる。当該ガラス転移温度は低いほど好ましいことから、-38℃よりも低いのが好ましく、-40℃よりも低いのがより好ましい。またガラス転移温度の下限温度は適宜調整できるが、-60℃以上の温度であることができる。なお、本発明でいうガラス転移温度とは、測定対象となる樹脂を示差熱分析計(DTA)へ供し測定されたDTA曲線におけるベースラインの接線と、ガラス転移による吸熱領域の急峻な下降位置の接線との交点にあたる温度をいう。 The glass transition temperature (hereinafter sometimes referred to as Tg) of the binder resin can be adjusted as appropriate as long as the above configuration is satisfied, and the glass transition temperature should be in the range of -60°C to less than 0°C. Can be done. Since the glass transition temperature is preferably lower, it is preferably lower than -38°C, and more preferably lower than -40°C. Further, the lower limit of the glass transition temperature can be adjusted as appropriate, but it can be set to -60°C or higher. In addition, the glass transition temperature as used in the present invention is defined as the point between the tangent line of the baseline in the DTA curve measured by subjecting the resin to be measured to a differential thermal analyzer (DTA), and the steeply descending position of the endothermic region due to the glass transition. The temperature at the point of intersection with the tangent.
バインダ樹脂は、例えば、難燃剤、香料、顔料、抗菌剤、抗黴材、光触媒粒子、シリカなど無機粒子、加熱され発泡する粒子あるいは既発泡粒子など中空粒子、乳化剤、分散剤、界面活性剤などの添加剤を含有していてもよい。 Binder resins include, for example, flame retardants, fragrances, pigments, antibacterial agents, antifungal materials, photocatalyst particles, inorganic particles such as silica, hollow particles such as particles that foam when heated or foamed particles, emulsifiers, dispersants, surfactants, etc. may contain additives.
表面材に含まれているバインダ樹脂の目付は適宜選択する。具体的にバインダ樹脂の目付は2g/m2以上であることができる。また、バインダ樹脂の目付は50g/m2以下であることができ、30g/m2以下であることができ、20g/m2以下であることができる。 The basis weight of the binder resin contained in the surface material is appropriately selected. Specifically, the binder resin can have a basis weight of 2 g/m 2 or more. Further, the basis weight of the binder resin can be 50 g/m 2 or less, 30 g/m 2 or less, and 20 g/m 2 or less.
繊維集合体においてバインダ樹脂が存在する態様は適宜調整でき、繊維集合体全体に均一的に存在している態様、繊維集合体の一部分に偏在している態様などであることができる。 The mode in which the binder resin is present in the fiber aggregate can be adjusted as appropriate, and may be a mode in which it is present uniformly throughout the fiber aggregate, a mode in which it is unevenly distributed in a part of the fiber aggregate, or the like.
繊維集合体において、バインダ樹脂は均一的に存在しているのが好ましい。具体例として、繊維集合体における一方の主面側に存在するバインダ樹脂の密度や分散状態と、繊維集合体におけるもう一方の主面側に存在するバインダ樹脂の密度や分散状態、ならびに、繊維集合体における両主面間に存在するバインダ樹脂の密度や分散状態が同等(より好ましくは同一)であるのが好ましい。
このようなバインダ樹脂の存在態様は、後述するように、繊維集合体の一方の主面へバインダ樹脂を含んだバインダ液を付与する、または、バインダ樹脂を含んだバインダ液へ繊維集合体を含浸することで調製できる。
Preferably, the binder resin exists uniformly in the fiber aggregate. As a specific example, the density and dispersion state of the binder resin existing on one main surface side of the fiber aggregate, the density and dispersion state of the binder resin existing on the other main surface side of the fiber aggregate, and the fiber aggregate It is preferable that the density and dispersion state of the binder resin present between both main surfaces of the body are the same (more preferably the same).
As described below, the manner in which the binder resin is present can be achieved by applying a binder liquid containing a binder resin to one main surface of the fiber aggregate, or by impregnating the fiber aggregate with a binder liquid containing a binder resin. It can be prepared by
本発明にかかる表面材は、タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満である。当該物性を備える表面材であることによって、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れる表面材となる。 The surface material according to the present invention has a 20% modulus in the vertical direction of less than 45 N/30 mm, and a 20% modulus in the horizontal direction of less than 22 N/30 mm. By providing the surface material with the above-mentioned physical properties, the surface material has better moldability even when subjected to thermoforming means with a high expansion rate.
なお、タテ方向ならびにヨコ方向の20%モジュラスは、表面材を以下の測定へ供することで求められる。
(タテ方向ならびにヨコ方向の20%モジュラスの測定方法)
(1)表面材など測定対象から短冊状の試料A(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、合計3枚採取した。なお、測定対象の生産方向が判明している場合には、当該生産方向と長辺方向が平行となるようにした。
(2)前記試料Aを引張り強さ試験機(オリエンテック製、テンシロンUTM-III-100(登録商標))のチャック(チャック間距離:100mm)に固定し、引張り速度200mm/min.で引っ張り、チャック間距離が120mmとなった20%伸長時の応力を測定した。調製した3枚の試料Aについて各々該応力を測定し、その算術平均を測定対象におけるタテ方向の20%モジュラス(単位:N/30mm)とした。
(3)測定対象から別の短冊状の試料B(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、合計3枚採取した。なお、測定対象の生産方向が判明している場合には、当該生産方向と短辺方向が平行となるようにした。
(4)前記試料Bを上述(2)と同じ測定へ供することで、20%伸長時の応力を測定した。調製した3枚の試料Bについて各々該応力を測定し、その算術平均を測定対象におけるヨコ方向の20%モジュラス(単位:N/30mm)とした。
なお、測定対象の生産方向が不明である場合には、測定対象の様々な方向から短冊状の試料(長辺:200mm、短辺(長辺と垂直をなす):30mm)を、各方向につき3枚ずつ採取した。そして、各方向から採取した3枚の試料の各応力を測定しその算術平均値を求めた。求めた各算術平均値の内で、最も高い値を示した試料における長辺方向を、測定対象の生産方向とした。
Note that the 20% modulus in the vertical and horizontal directions is determined by subjecting the surface material to the following measurements.
(Method for measuring 20% modulus in vertical and horizontal directions)
(1) A total of three strip-shaped samples A (long side: 200 mm, short side (perpendicular to the long side): 30 mm) were collected from the measurement object such as a surface material. In addition, when the production direction of the measurement target was known, the production direction and the long side direction were made to be parallel.
(2) The sample A was fixed to the chuck (distance between chucks: 100 mm) of a tensile strength testing machine (manufactured by Orientec, Tensilon UTM-III-100 (registered trademark)), and the tensile speed was set at 200 mm/min. The stress at the time of 20% elongation with a distance between chucks of 120 mm was measured. The stress was measured for each of the three prepared samples A, and the arithmetic mean thereof was taken as the 20% modulus (unit: N/30 mm) in the vertical direction of the measurement object.
(3) A total of three strip-shaped samples B (long side: 200 mm, short side (perpendicular to the long side): 30 mm) were collected from the measurement target. In addition, when the production direction of the measurement target was known, the production direction and the short side direction were made to be parallel.
(4) The stress at 20% elongation was measured by subjecting the sample B to the same measurement as in (2) above. The stress was measured for each of the three prepared samples B, and the arithmetic mean thereof was taken as the 20% modulus (unit: N/30 mm) in the horizontal direction of the measurement object.
In addition, if the production direction of the measurement target is unknown, remove strip-shaped samples (long side: 200 mm, short side (perpendicular to the long side): 30 mm) from various directions of the measurement target. Three pieces were collected. Then, each stress of three samples taken from each direction was measured, and the arithmetic mean value was determined. Among the calculated arithmetic average values, the long side direction of the sample showing the highest value was taken as the production direction of the measurement target.
20%モジュラスが低いほど、柔軟性に富む柔らかいものであることを意味しており、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れる表面材である。そのため、表面材におけるタテ方向の20%モジュラスは、44N/30mm以下であるのが好ましく、40N/30mm以下であるのが好ましく、30N/30mm以下であるのが好ましい。また、表面材におけるヨコ方向の20%モジュラスは、21N/30mm以下であるのが好ましく、18N/30mm以下であるのが好ましく、14N/30mm以下であるのが好ましい。 The lower the 20% modulus, the more flexible and soft the surface material is, and the surface material has better moldability even when subjected to thermoforming means with a high expansion rate. Therefore, the 20% modulus of the surface material in the vertical direction is preferably 44 N/30 mm or less, preferably 40 N/30 mm or less, and preferably 30 N/30 mm or less. Further, the 20% modulus of the surface material in the horizontal direction is preferably 21 N/30 mm or less, preferably 18 N/30 mm or less, and preferably 14 N/30 mm or less.
本発明にかかる表面材は、以下の測定へ供し算出された質量の減量が72.8mg未満である。当該物性を備える表面材であることによって、外観保持性に優れる内装材や外装材を調製できる表面材となる。
(質量の減量の測定方法)
表面材など測定対象をJIS L1096:2010 8.19.3 C法(テーバ形法)へ供することで、測定対象における質量の減量を求めた。
・使用摩耗輪No:H-18
・荷重:9.8N
・試験回転数:100回
・回転摩擦速度:70r/min
The surface material according to the present invention was subjected to the following measurements and had a calculated weight loss of less than 72.8 mg. By having the above-mentioned physical properties, the surface material can be used to prepare interior materials and exterior materials with excellent appearance retention.
(Method for measuring mass loss)
The mass reduction in the measurement target, such as a surface material, was determined by subjecting the measurement target to JIS L1096:2010 8.19.3 C method (Taber type method).
・Used wear wheel No.: H-18
・Load: 9.8N
・Test rotation speed: 100 times ・Rotational friction speed: 70r/min
当該質量の減量が少ないほど、表面が削れ難く、また、起毛の発生が防止されていることを意味しており、外観保持性に優れた内装材や外装材を提供できることを意味している。そのため、表面材における当該質量の減量は、70mg以下であるのが好ましく、60mg以下であるのが好ましく、50mg以下であるのが好ましい。 The smaller the weight loss, the more difficult it is for the surface to be scraped and the more the generation of naps is prevented, which means that it is possible to provide interior and exterior materials with excellent appearance retention. Therefore, the weight loss in the surface material is preferably 70 mg or less, preferably 60 mg or less, and preferably 50 mg or less.
なお、表面材の成形性と、当該表面材からなる内装材や外装材の外観保持は、トレードオフの関係を有すると考えられる。
具体的には、
・成形性に優れる表面材は柔軟性に富み柔らかいため、当該表面材からなる内装材や外装材は表面が削れ易いと共に起毛の発生し易い傾向があり、
・外観保持性に優れる内装材や外装材を調製可能な表面材は硬い(表面が削れ難いと共に起毛が発生し難い)ため、当該表面材の成形性は劣る傾向がある。
In addition, it is thought that there is a trade-off relationship between the moldability of the surface material and the maintenance of the appearance of the interior material or exterior material made of the surface material.
in particular,
・Surface materials with excellent moldability are highly flexible and soft, so interior and exterior materials made of these surface materials tend to be prone to scratching and napping.
- Surface materials that can be used to create interior and exterior materials with excellent appearance retention are hard (the surface is hard to scrape and is hard to raise), so the moldability of the surface materials tends to be poor.
本発明にかかる表面材は、上述したヨコ方向ならびにタテ方向の20%モジュラスの範囲と、質量の減量の範囲を共に満足しているため、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を調製できる。 Since the surface material according to the present invention satisfies both the above-mentioned 20% modulus range in the horizontal and vertical directions and the mass loss range, it is suitable for use in thermoforming means with a high expansion rate. Also, it is possible to prepare interior and exterior materials that have better moldability and better appearance retention.
表面材の目付、厚さなどの諸物性は、本発明の目的が達成できるよう適宜調整でき、目付が軽すぎると成形時に破れや染み出しが発生する恐れがあること、重すぎると熱成形工程に大きな外力が必要となることから、例えば、目付は140~260g/m2であることができ、150~250g/m2であることができ、160~250g/m2であることができる。また、厚さは1~2mmであることができ、1.5~1.8mmであることができ、1.6~1.7mmであることができる。 The physical properties of the surface material, such as the basis weight and thickness, can be adjusted as appropriate to achieve the purpose of the present invention. For example, the basis weight can be 140 to 260 g/m 2 , 150 to 250 g/m 2 , or 160 to 250 g/m 2 . Also, the thickness can be 1-2 mm, 1.5-1.8 mm, 1.6-1.7 mm.
本発明の表面材は以上の構成を有しているが、表面材は少なくとも一方の主面上に更にプリント層やトップコート層を有してもよい。 Although the surface material of the present invention has the above structure, the surface material may further have a print layer or a top coat layer on at least one main surface.
ここでいうプリント層とは、主として表面材へ柄や色を付与する役目を担う顔料と樹脂を含有する層を指し、上述したバインダ樹脂と同様の樹脂を採用できる。特に、金型を用いたヒートプレス等の熱成形時に適度に軟化するため、金型への追従性に優れる表面材を提供できることから、プリント層を構成する樹脂がアクリル系樹脂を含んでいるのが好ましく、プリント層を構成する樹脂がアクリル系樹脂のみであるのがより好ましい。なお、プリント層は顔料とその樹脂以外に上述した添加剤を含有していてもよい。 The print layer here refers to a layer containing a pigment and resin that mainly plays the role of imparting a pattern or color to the surface material, and the same resin as the binder resin described above can be used. In particular, the resin constituting the print layer contains acrylic resin because it softens appropriately during thermoforming such as heat press using a mold, so it can provide a surface material that has excellent conformability to the mold. is preferable, and it is more preferable that the resin constituting the print layer is only an acrylic resin. Note that the print layer may contain the above-mentioned additives in addition to the pigment and its resin.
また、プリント層の態様は適宜選択でき、表面材の主面全面を覆うように存在している態様、格子状などのパターンを有する柄や線状やドット状あるいは不定形状などの柄を形成するように当該主面の一部を覆い存在している態様であることができる。また、プリント層は顔料と樹脂を含有する一種類の層を備えていても、一種類あるいは複数種類の顔料と樹脂を含有する層を複数備えていても良く、具体的には、色や柄、樹脂や含有物が同一あるいは異なるプリント層を複数層備えていても良い。なお、プリント層は表面材の両主面上に存在していても良い。 In addition, the form of the print layer can be selected as appropriate, such as a form in which it covers the entire main surface of the surface material, a pattern with a pattern such as a lattice, a pattern in the form of lines, dots, or an irregular shape. It may be in an embodiment in which it covers a part of the main surface. Furthermore, the print layer may include one type of layer containing pigment and resin, or may include multiple layers containing one or more types of pigment and resin. , a plurality of printed layers containing the same or different resins and substances may be provided. Note that the printed layer may be present on both main surfaces of the surface material.
プリント層の目付は適宜選択するが、例えば、2~50g/m2であることができ、10~30g/m2であることができる。 The basis weight of the printed layer is selected as appropriate, and can be, for example, 2 to 50 g/m 2 , or 10 to 30 g/m 2 .
ここでいうトップコート層とは、主として表面材を保護する役目を担う有機樹脂を含有する層を指し、上述したバインダ樹脂と同様の有機樹脂を採用できる。特に、熱成形時に適度に軟化するため、金型への追従性に優れる表面材を提供できることから、トップコート層を構成する有機樹脂がアクリル系樹脂を含んでいるのが好ましく、トップコート層を構成する有機樹脂がアクリル系樹脂のみであるのがより好ましい。なお、トップコート層はその有機樹脂以外に上述した添加剤を含有していてもよい。また、トップコート層を構成する有機樹脂のガラス転移温度も適宜調整するが、熱成形時に適度に軟化して、金型への追従性に優れる表面材を提供し易くなることから、ガラス転移温度は0℃よりも低いのが好ましい。 The top coat layer here refers to a layer containing an organic resin that mainly plays a role in protecting the surface material, and the same organic resin as the binder resin described above can be used. In particular, it is preferable that the organic resin constituting the top coat layer contains an acrylic resin, since it softens appropriately during thermoforming and can provide a surface material with excellent conformability to the mold. It is more preferable that the constituting organic resin is only an acrylic resin. Note that the top coat layer may contain the above-mentioned additives in addition to the organic resin. In addition, the glass transition temperature of the organic resin constituting the top coat layer is adjusted appropriately, but the glass transition temperature is preferably lower than 0°C.
トップコート層を有する表面材であると、耐摩耗性に優れる内装材や外装材を調製可能な表面材を提供でき好ましい。また、トップコート層の態様は適宜選択できるが、より耐摩耗性に優れる内装材や外装材を調製できるように、表面材の主面全面を覆うように存在しているのが好ましい。 A surface material having a top coat layer is preferable because it can provide a surface material that can be used as an interior material or exterior material with excellent wear resistance. Although the form of the top coat layer can be selected as appropriate, it is preferable that the top coat layer be present so as to cover the entire main surface of the surface material so that interior and exterior materials with better wear resistance can be prepared.
トップコート層の目付は適宜選択するが、例えば、2~50g/m2であることができ、10~30g/m2であることができる。 The basis weight of the top coat layer is selected as appropriate, and can be, for example, 2 to 50 g/m 2 , or 10 to 30 g/m 2 .
表面材はそのまま熱成形工程へ供することができるが、用途や使用態様に合わせて形状を打ち抜くなどして加工する工程や、リライアントプレス処理などの厚さや表面の平滑性といった諸物性を調整する工程などの、各種二次工程へ供してから熱成形工程へ供してもよい。また、他の部材(別の繊維集合体、フィルムなど)と積層一体化してから熱成形工程へ供してもよい。 The surface material can be submitted to the thermoforming process as is, but there are also processes such as punching out shapes according to the purpose and usage, and processes such as Reliant press treatment that adjust physical properties such as thickness and surface smoothness. After being subjected to various secondary processes such as, etc., it may be subjected to a thermoforming process. Alternatively, it may be laminated and integrated with other members (another fiber aggregate, film, etc.) and then subjected to the thermoforming process.
次に、本発明の表面材の製造方法について説明する。なお、上述した項目と構成を同じくする点については説明を省略する。
本発明にかかる表面材の製造方法は適宜選択できるが、一例として、
(1)繊維集合体を用意する工程、
(2)バインダ樹脂を溶媒に溶解してなる溶液、あるいは、分散媒に分散してなる分散液(以降、合わせてバインダ液と称することがある)を用意する工程、
(3)繊維集合体へ当該バインダ液を付与する工程、
(4)当該バインダ液を付与した繊維集合体を加熱することで、バインダ液中の溶媒あるいは分散媒を除去して、繊維集合体の構成繊維同士をバインダ樹脂で接着一体化する工程、
を備える、表面材の製造方法を挙げることができる。
Next, a method for manufacturing the surface material of the present invention will be explained. It should be noted that explanation of the points having the same configuration as the above-mentioned items will be omitted.
Although the manufacturing method of the surface material according to the present invention can be selected as appropriate, as an example,
(1) Step of preparing a fiber aggregate;
(2) a step of preparing a solution formed by dissolving the binder resin in a solvent or a dispersion liquid formed by dispersing it in a dispersion medium (hereinafter sometimes referred to as a binder liquid);
(3) applying the binder liquid to the fiber aggregate;
(4) a step of heating the fiber aggregate to which the binder liquid has been applied to remove the solvent or dispersion medium in the binder liquid and bonding and integrating the constituent fibers of the fiber aggregate with a binder resin;
A method for producing a surface material can be mentioned.
工程(1)について説明する。
繊維集合体として、例えば、繊維ウェブや不織布、あるいは、織物や編み物などの、シート状の布帛を用意する。なお、繊維集合体における構成繊維の繊度や繊維長、繊維集合体の厚さや目付は適宜調整できる。
Step (1) will be explained.
As the fiber aggregate, for example, a sheet-like fabric such as a fiber web, a nonwoven fabric, a woven fabric, or a knitted fabric is prepared. Note that the fineness and fiber length of the constituent fibers in the fiber aggregate, and the thickness and basis weight of the fiber aggregate can be adjusted as appropriate.
工程(2)について説明する。
溶媒あるいは分散媒の種類は適宜選択でき、例えば水などを採用できるが、繊維集合体へバインダ液を好適に付与できるよう、バインダ樹脂が溶解できると共に繊維集合体が溶解しない溶媒を採用する、あるいは、バインダ樹脂が分散できると共に繊維集合体が溶解しない溶媒を採用するのが好ましい。また、バインダ液に占めるバインダ樹脂の濃度は、繊維集合体へバインダ液を好適に付与できるよう、適宜調整する。
また、プリント液中に添加剤を溶解あるいは分散させ含有していてもよい。
Step (2) will be explained.
The type of solvent or dispersion medium can be selected as appropriate, such as water, but in order to suitably apply the binder liquid to the fiber aggregate, a solvent that can dissolve the binder resin but does not dissolve the fiber aggregate should be used; It is preferable to use a solvent that can disperse the binder resin and does not dissolve the fiber aggregate. Further, the concentration of the binder resin in the binder liquid is appropriately adjusted so that the binder liquid can be suitably applied to the fiber aggregate.
Further, additives may be dissolved or dispersed in the print liquid.
工程(3)について説明する。
繊維集合体へプリント液を付与する方法は適宜選択できるが、繊維集合体の一方の主面にそのまま、あるいは泡立てた状態で、スプレーや含浸ロールなどを用いて散布あるいは塗布する方法、繊維集合体の一方の主面を浸漬する方法、プリント液へ繊維集合体を含浸する方法などを採用できる。
Step (3) will be explained.
The method of applying the printing liquid to the fiber aggregate can be selected as appropriate, but methods include spraying or applying the printing liquid to one main surface of the fiber aggregate as it is or in a foamed state using a spray or impregnated roll; A method of immersing one main surface of the fiber, a method of impregnating the fiber aggregate in the printing liquid, etc. can be adopted.
工程(4)について説明する。
溶媒あるいは分散媒を除去する方法は適宜選択できるが、例えば、オーブンドライヤー、遠赤外線ヒーター、乾熱乾燥機、熱風乾燥機などの加熱機へ供し加熱する、室温雰囲気下や減圧雰囲気下に静置するなどして、溶媒あるいは分散媒を蒸発させ除去できる。溶媒あるいは分散媒を除去する際の加熱温度は、溶媒あるいは分散媒が揮発可能な温度であると共に、バインダ樹脂により繊維集合体の構成繊維同士を接着一体化できるよう、加熱温度の下限を調整する。また、繊維集合体や添加剤の形状や機能などが意図せず低下することがないよう、加熱温度の上限を調整する。
また、加熱を受け発泡する粒子を備えている場合には、本工程によって当該粒子を発泡させてもよい。
Step (4) will be explained.
The method for removing the solvent or dispersion medium can be selected as appropriate, but examples include heating the product by heating it in a heating device such as an oven dryer, far-infrared heater, dry heat dryer, or hot air dryer, or leaving it still at room temperature or under a reduced pressure atmosphere. The solvent or dispersion medium can be removed by evaporation. The lower limit of the heating temperature when removing the solvent or dispersion medium is adjusted to a temperature at which the solvent or dispersion medium can volatilize, and at the same time, the lower limit of the heating temperature is adjusted so that the constituent fibers of the fiber assembly can be bonded and integrated with the binder resin. . In addition, the upper limit of the heating temperature is adjusted so that the shape and function of the fiber aggregate and additives do not deteriorate unintentionally.
In addition, when particles that foam when heated are included, the particles may be foamed in this step.
このようにして、繊維集合体の空隙中にバインダ樹脂を混在した状態で備えた、表面材を調製できる。 In this way, a surface material can be prepared in which the binder resin is mixed in the voids of the fiber aggregate.
上述の工程を経ることで表面材を調製できるが、上述の工程の後、
(5)表面材へプリント層を形成可能な溶液や分散液を付与することで、少なくとも一方の主面上に模様状のプリント層あるいは少なくとも一方の主面上の全面にプリント層を形成する工程、
へ供しても良い。
The surface material can be prepared by going through the above steps, but after the above steps,
(5) Forming a patterned printed layer on at least one main surface or a printed layer on the entire surface of at least one main surface by applying a solution or dispersion capable of forming a printed layer to the surface material. ,
You can also offer it to
また、更に、工程(4)の後あるいは工程(5)の後、
(6)表面材へトップコート層を形成可能な溶液や分散液を付与することで、少なくとも一方の主面上の全面にトップコート層を形成する工程、
へ供しても良い。
Furthermore, after step (4) or after step (5),
(6) forming a top coat layer on the entire surface of at least one main surface by applying a solution or dispersion capable of forming a top coat layer to the surface material;
You can also offer it to
上述のようにして調製された表面材を熱成形手段へ供することで、内装材や外装材を調製できる。なお、熱成形手段へ供する前後において、表面材あるいは内装材や外装材を打ち抜いたり切り抜く、あるいは立体的な形状を付与するなど、二次加工へ供しても良い。 By subjecting the surface material prepared as described above to thermoforming means, interior materials and exterior materials can be prepared. Note that before and after being subjected to thermoforming, the surface material, interior material, or exterior material may be subjected to secondary processing, such as punching or cutting out, or giving a three-dimensional shape.
以下、実施例によって本発明を具体的に説明するが、これらは本発明の範囲を限定するものではない。 EXAMPLES Hereinafter, the present invention will be specifically explained with reference to Examples, but these are not intended to limit the scope of the present invention.
(繊維集合体の調製)
原着ポリエステル繊維(繊度:2.2dtex、繊維長:51mm)を100%用いて、カード機により開繊して繊維ウェブを形成した後、片面から針密度400本/cm2でニードルパンチ処理を行い、その後、熱ロール(ロール加熱温度:150℃)へ供することで、不織布1(目付:190g/m2、厚さ:1.8mm)を調製した。
また、原着ポリエステル繊維(繊度:2.2dtex、繊維長:38mm)を100%用いて、カード機により開繊して繊維ウェブを形成した後、片面から針密度400本/cm2でニードルパンチ処理を行い、その後、熱ロール(ロール加熱温度:150℃)へ供することで、不織布2(目付:207g/m2、厚さ:1.8mm)を調製した。
(Preparation of fiber aggregate)
Using 100% spun-dyed polyester fibers (fineness: 2.2 dtex, fiber length: 51 mm), the fibers were opened using a card machine to form a fiber web, and then needle punched from one side at a needle density of 400 needles/ cm2 . Then, nonwoven fabric 1 (fabric weight: 190 g/m 2 , thickness: 1.8 mm) was prepared by applying it to a hot roll (roll heating temperature: 150° C.).
In addition, using 100% spun-dyed polyester fiber (fineness: 2.2 dtex, fiber length: 38 mm), the fibers were opened using a card machine to form a fiber web, and then needle punched from one side at a needle density of 400 needles/ cm2. The nonwoven fabric 2 (fabric weight: 207 g/m 2 , thickness: 1.8 mm) was prepared by processing and then applying it to a hot roll (roll heating temperature: 150° C.).
(比較例1)
不織布1を、温度160℃のキャンドライヤーで乾燥させ、表面材(目付:190g/m2、厚さ:1.8mm)を調製した。
(Comparative example 1)
The nonwoven fabric 1 was dried in a can dryer at a temperature of 160° C. to prepare a surface material (fabric weight: 190 g/m 2 , thickness: 1.8 mm).
(比較例2)
水にアクリル系樹脂A(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-38℃)を分散させてなるバインダ液を調製した。
そして、不織布2のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、バインダ接着不織布(目付:212g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.7mm)を調製した。
水にアクリル系樹脂Aと顔料とを分散させてなるプリント液を調製した。
そして、バインダ接着不織布のニードリングを施した側の主面とは反対の主面に、孔版印刷機(シリンダー(円筒)型プリント版)によりプリント液を塗布した後、同様にして再度プリント液を塗布した。
その後、温度180℃のテンタードライヤーで乾燥することで、アクリル系樹脂Aにより顔料をバインダ接着不織布の主面に固着させ、表面材(目付:220g/m2、アクリル系樹脂Aの含有量:13g/m2、厚さ:1.6mm)を調製した。
(Comparative example 2)
A binder liquid was prepared by dispersing acrylic resin A (does not have a branched carboxylic acid moiety having a total carbon number of 9 or more and 11 or less, Tg: -38°C) in water.
Then, a foamed binder liquid is applied from the main surface of the nonwoven fabric 2 opposite to the main surface on which the needling was applied, and after applying it between rolls (gap interval: 0.25 mm), By drying with a dryer, the spun-dyed polyester fibers are bonded and integrated with the acrylic resin to form a binder-bonded nonwoven fabric (fabric weight: 212 g/m 2 , binder resin content: 5 g/m 2 , thickness: 1.7 mm) ) was prepared.
A printing liquid was prepared by dispersing acrylic resin A and a pigment in water.
Then, after applying printing liquid using a stencil printing machine (cylinder-type printing plate) to the main surface of the binder-adhesive nonwoven fabric opposite to the main surface on which the needling was applied, the printing liquid was applied again in the same manner. Coated.
Thereafter, by drying with a tenter dryer at a temperature of 180°C, the pigment is fixed to the main surface of the binder-adhesive nonwoven fabric by acrylic resin A, and the surface material (fabric weight: 220 g/m 2 , content of acrylic resin A: 13 g) /m 2 , thickness: 1.6 mm) was prepared.
(比較例3)
水にアクリル系樹脂A(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-38℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:193g/m2、バインダ樹脂の含有量:3g/m2、厚さ:1.8mm)を調製した。
(Comparative example 3)
A binder liquid was prepared by dispersing acrylic resin A (does not have a branched carboxylic acid moiety having a total carbon number of 9 or more and 11 or less, Tg: -38°C) in water.
Then, a foamed binder liquid is applied from the main surface of the nonwoven fabric 1 opposite to the main surface on which the needling has been performed, and after being applied between rolls (gap interval: 0.25 mm), a baking sheet at a temperature of 160° C. By drying with a hair dryer, the spun-dyed polyester fibers are bonded and integrated using acrylic resin, and the surface material (fabric weight: 193 g/m 2 , binder resin content: 3 g/m 2 , thickness: 1.8 mm) was prepared.
(比較例4)
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:195g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.8mm)を調製した。
(Comparative example 4)
A surface material (fabric weight: 195 g/m 2 , binder resin content: 5 g/m 2 , thickness: 1.8 mm) was prepared in the same manner as in Comparative Example 3 except that the amount of applied binder liquid was increased. .
(実施例1)
水にバーサチック酸ビニルエステル共重合アクリル系樹脂(Tg:-50℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:195g/m2、バインダ樹脂の含有量:5g/m2、厚さ:1.8mm)を調製した。
(Example 1)
A binder liquid was prepared by dispersing a versatic acid vinyl ester copolymerized acrylic resin (Tg: -50°C) in water.
Then, a foamed binder liquid is applied from the main surface of the nonwoven fabric 1 opposite to the main surface on which the needling has been performed, and after being applied between rolls (gap interval: 0.25 mm), a baking sheet at a temperature of 160° C. By drying with a hair dryer, the spun-dyed polyester fibers are bonded together using acrylic resin, and the surface material (fabric weight: 195 g/m 2 , binder resin content: 5 g/m 2 , thickness: 1.8 mm) was prepared.
(実施例2)
バインダ液の付与量を増量したこと以外は実施例1と同様にして、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.8mm)を調製した。
(Example 2)
A surface material (fabric weight: 200 g/m 2 , binder resin content: 10 g/m 2 , thickness: 1.8 mm) was prepared in the same manner as in Example 1 except that the amount of applied binder liquid was increased. .
上述のようにして調製した各表面材の構成を表1にまとめた。 Table 1 summarizes the composition of each surface material prepared as described above.

また、上述のようにして調製した各表面材の各種物性を評価し、表2にまとめた。 In addition, various physical properties of each surface material prepared as described above were evaluated and summarized in Table 2.
(成形性の評価方法)
表面材を展開率が高い金型へ供し熱成形した後、冷却して内装材(外装材)を調製した。そして、調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面を目視で観察した。
観察の結果、当該主面に皺の発生が認められた場合には、成形性に劣る表面材であったとして、表中に「×」を記載した。
一方、観察の結果、当該主面に皺の発生が認められなかった場合には、成形性に優れる表面材であったとして、表中に「〇」を記載した。
(Evaluation method of moldability)
The surface material was placed in a mold with a high expansion rate and thermoformed, and then cooled to prepare an interior material (exterior material). Then, in the prepared interior material (exterior material), the main surface derived from the main surface of the fiber aggregate on the side opposite to the needling side was visually observed.
As a result of the observation, if wrinkles were observed on the main surface, it was determined that the surface material had poor moldability and was marked with an "x" in the table.
On the other hand, if no wrinkles were observed on the main surface as a result of observation, it was determined that the surface material had excellent moldability, and was marked with "O" in the table.
(耐摩耗性の評価方法)
JIS K7204:1999(プラスチック-摩耗輪による摩耗試験方法)に従い、上述した(成形性の評価方法)において調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面の耐磨耗性試験を評価した。
なお、摩耗試験機、回転速度、摩耗輪、摩耗輪にかける荷重、摩耗回数は次の通りとした。
(1)摩耗試験機:ロータリーアブレージョンテスタ (株)東洋精機製作所
(2)回転摩擦速度:70r/min
(3)使用摩耗輪No:H-18
(4)荷重:9.8N
(5)摩耗回数:100回
表面材における試験後の摩耗輪を処理した主面部分を目視で観察し、以下の基準で評価した。
3級:多少の摩耗は見られるものの、大きな削れの存在は認められなかった。
2級:摩耗輪を処理した主面部分において、部分的に大きな削れの発生が認められた。
1級:摩耗輪を処理した主面部分において、穴が開くほどのより大きな削れの発生が認められた。
(Evaluation method of wear resistance)
In accordance with JIS K7204:1999 (Plastic - Abrasion test method using wear wheels), in the interior material (exterior material) prepared in the above-mentioned (formability evaluation method), the side opposite to the needling side of the fiber aggregate The wear resistance test of the main surface derived from the main surface was evaluated.
The abrasion tester, rotational speed, abrasion wheel, load applied to the abrasion wheel, and number of abrasion cycles were as follows.
(1) Wear tester: Rotary abrasion tester Toyo Seiki Seisakusho Co., Ltd. (2) Rotational friction speed: 70 r/min
(3) Used wear wheel No.: H-18
(4) Load: 9.8N
(5) Number of wear: 100 times The main surface portion of the surface material treated with the worn ring after the test was visually observed and evaluated based on the following criteria.
Grade 3: Although some wear was observed, no major scratches were observed.
Grade 2: Partially large scratches were observed on the main surface where the worn ring had been treated.
Grade 1: In the main surface portion where the worn ring was treated, occurrence of large abrasion to the extent of forming a hole was observed.
(起毛の発生し難さの評価方法)
以下の構成を変更したこと以外は、上述した(耐摩耗性の評価方法)と同様にして、上述した(成形性の評価方法)において調製した内装材(外装材)における、繊維集合体のニードリングを施した側と反対側の主面由来の主面の、起毛の発生し難さを評価した。
(3)使用摩耗輪No:CS-10
(4)荷重:4.9N
(5)摩耗回数:100回
試験後の摩耗輪を処理した主面部分を目視で観察し、以下の基準で評価した。
3級:多少の起毛が発生していたものの、大きな変化は認められなかった。
2級:3級の結果よりも、多くの起毛が発生しており大きな変化が認められた。
1級:2級の結果よりも、より多くの起毛が発生しておりより大きな変化が認められた。
(Method for evaluating the difficulty of napping)
The need of the fiber aggregate in the interior material (exterior material) prepared in the above-mentioned (formability evaluation method) in the same manner as in the above-mentioned (abrasion resistance evaluation method) except for the following configuration changes. The difficulty in generating naps on the main surface derived from the main surface on the opposite side to the side to which the ring was applied was evaluated.
(3) Used wear wheel No.: CS-10
(4) Load: 4.9N
(5) Number of wear: 100 times The treated main surface of the worn wheel after the test was visually observed and evaluated based on the following criteria.
Grade 3: Although some napping occurred, no major change was observed.
Grade 2: More napping occurred than in the results of Grade 3, and a major change was observed.
Grade 1: More napping occurred and a larger change was observed than in the results of Grade 2.
(外観保持性の評価方法)
上述した(耐摩耗性の評価方法)および(起毛の発生し難さの評価方法)へ供した結果、両評価結果とも3級であったものについては、外観保持性に優れるとして表中に「〇」を記載した。一方、いずれかでも3級とならなかったものについては、外観保持性に劣るとして表中に「×」を記載した。
(Evaluation method for appearance retention)
As a result of subjecting to the above-mentioned (abrasion resistance evaluation method) and (evaluation method of raising difficulty), items that were rated 3rd grade in both evaluation results are marked with "" in the table as having excellent appearance retention. 〇” was written. On the other hand, those that were not rated 3rd grade in any of them were marked with an "x" in the table, indicating that they were inferior in appearance retention.
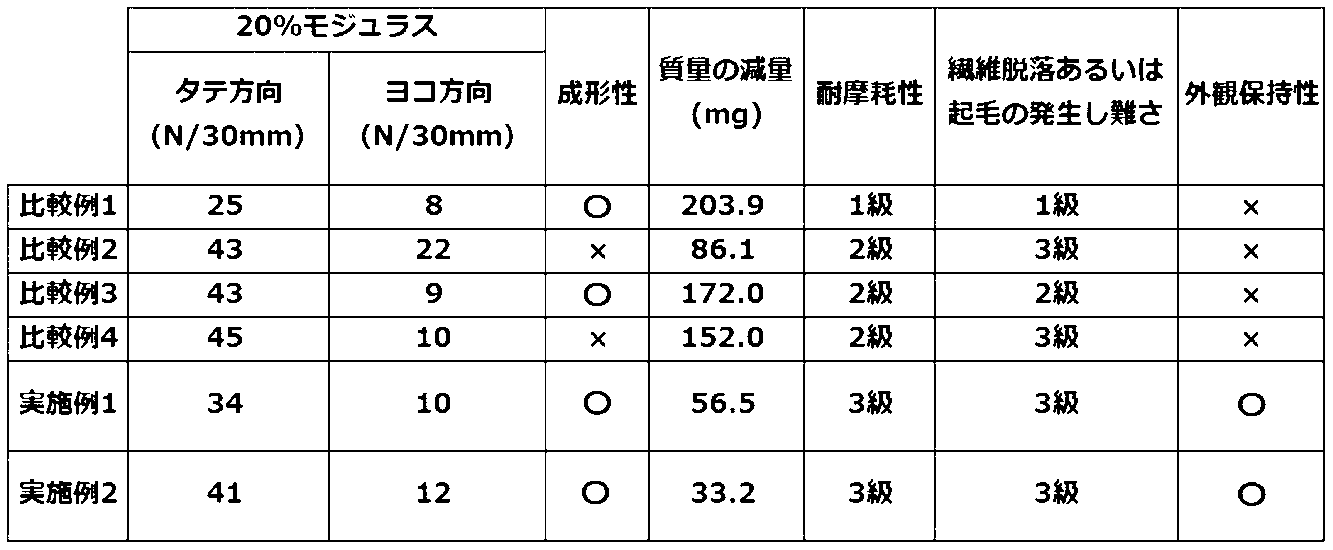
表2の結果から、実施例の表面材は成形性と外観保持性が共に優れていたのに対し、比較例の表面材は成形性あるいは外観保持性の少なくともいずれかは実施例に劣っていた。
また、特にタテ方向の20%モジュラスが43N/30mmと同値である比較例2と比較例3を比較した結果から、成形性に優れる表面材を提供するためには、ヨコ方向の20%モジュラスは22N/30mm未満である必要があること、そして、特にヨコ方向の20%モジュラスが10N/30mmと同値である比較例4と実施例1を比較した結果から、成形性に優れる表面材を提供するためには、タテ方向の20%モジュラスは45N/30mm未満である必要があること、が判明した。
From the results in Table 2, the surface material of the example was superior in both formability and appearance retention, whereas the surface material of the comparative example was inferior to the example in at least either formability or appearance retention. .
In addition, from the results of comparing Comparative Example 2 and Comparative Example 3, in which the 20% modulus in the vertical direction is the same value as 43N/30mm, in order to provide a surface material with excellent formability, the 20% modulus in the horizontal direction is From the results of comparing Comparative Example 4 and Example 1, in which the 20% modulus in the horizontal direction is the same as 10 N/30 mm, the present invention provides a surface material with excellent formability. It has been found that in order to achieve this, the 20% modulus in the longitudinal direction needs to be less than 45N/30mm.
(比較例5)
水にアクリル系樹脂B(全炭素数9以上11以下の分岐を有するカルボン酸部分を有していない、Tg:-15℃)を分散させてなるバインダ液を調製した。
そして、不織布1のニードリングを施した主面とは反対の主面から、バインダ液を泡立てた状態で塗布し、ロール間(ギャップ間隔:0.25mm)へ供した後、温度160℃のキャンドライヤーで乾燥することで、アクリル系樹脂により原着ポリエステル繊維同士を接着一体化させ、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.5mm)を調製した。
(Comparative example 5)
A binder liquid was prepared by dispersing acrylic resin B (does not have a branched carboxylic acid moiety having a total carbon number of 9 or more and 11 or less, Tg: -15°C) in water.
Then, a foamed binder liquid is applied from the main surface of the nonwoven fabric 1 opposite to the main surface on which the needling has been performed, and after being applied between rolls (gap interval: 0.25 mm), a baking sheet at a temperature of 160° C. By drying with a hair dryer, the spun-dyed polyester fibers are bonded together using acrylic resin, and the surface material (fabric weight: 200 g/m 2 , binder resin content: 10 g/m 2 , thickness: 1.5 mm) was prepared.
(比較例6)
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:199g/m2、バインダ樹脂の含有量:9g/m2、厚さ:1.5mm)を調製した。
(Comparative example 6)
A surface material (fabric weight: 199 g/m 2 , binder resin content: 9 g/m 2 , thickness: 1.5 mm) was prepared in the same manner as in Comparative Example 3 except that the amount of applied binder liquid was increased. .
(比較例7)
バインダ液の付与量を増量したこと以外は比較例3と同様にして、表面材(目付:200g/m2、バインダ樹脂の含有量:10g/m2、厚さ:1.5mm)を調製した。
(Comparative example 7)
A surface material (fabric weight: 200 g/m 2 , binder resin content: 10 g/m 2 , thickness: 1.5 mm) was prepared in the same manner as in Comparative Example 3 except that the amount of applied binder liquid was increased. .
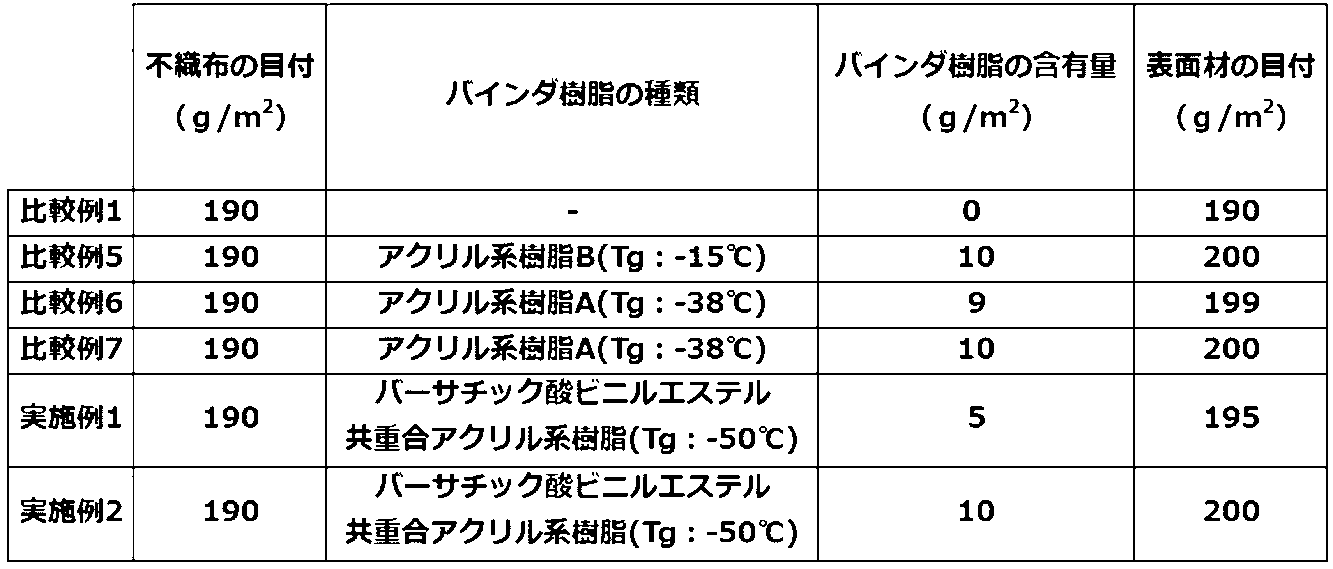
上述のようにして調製した各表面材の構成を表3にまとめた。なお、理解をし易くするため、比較例1および実施例1~2で調製した表面材の構成も併記した。 Table 3 summarizes the composition of each surface material prepared as described above. For ease of understanding, the configurations of the surface materials prepared in Comparative Example 1 and Examples 1 and 2 are also shown.
また、上述のようにして調製した各表面材の各種物性を評価し、表4にまとめた。なお、理解をし易くするため、比較例1および実施例1~2で調製した表面材の各種物性も併記した。 In addition, various physical properties of each surface material prepared as described above were evaluated and summarized in Table 4. For ease of understanding, various physical properties of the surface materials prepared in Comparative Example 1 and Examples 1 and 2 are also listed.
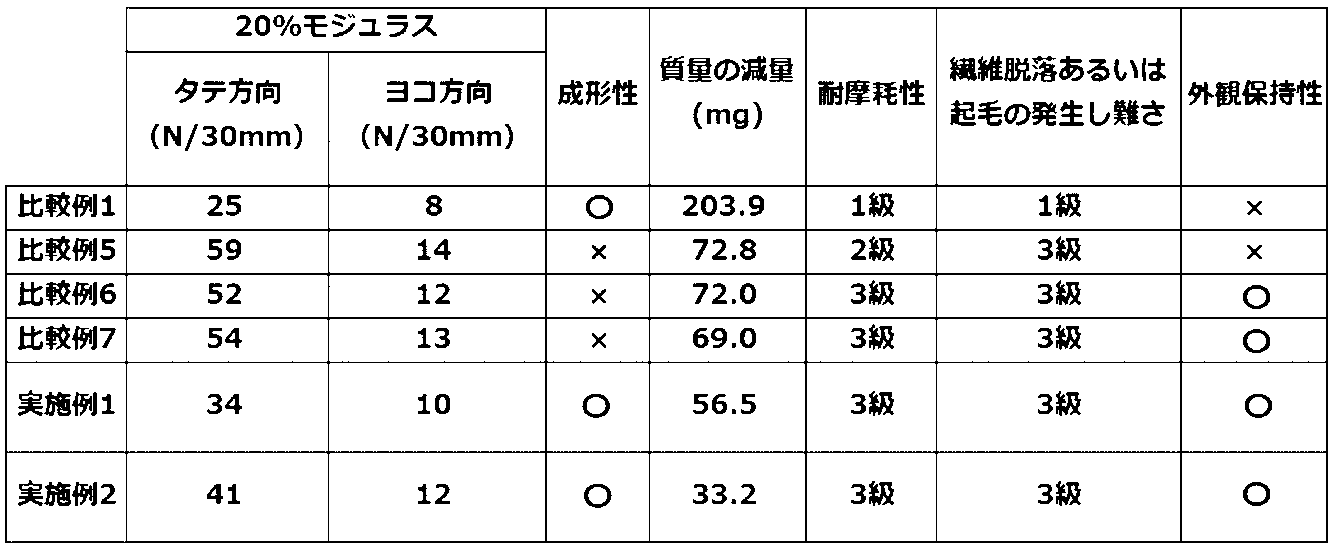
表4の結果から、実施例の表面材は成形性と外観保持性が共に優れていたのに対し、比較例の表面材は成形性あるいは外観保持性の少なくともいずれかは実施例に劣っていた。
また、質量の減量が72.8mgであった比較例5は実施例よりも外観保持性に劣っていたのに対し、質量の減量が72.0mgであった比較例6は実施例と同等の外観保持性を有していた。この結果から、外観保持性に優れる内装材や外装材を調製可能な表面材を提供するためには、質量の減量が72.8mg未満である必要があること、が判明した。
From the results in Table 4, the surface material of the example was superior in both formability and appearance retention, whereas the surface material of the comparative example was inferior to the example in at least either formability or appearance retention. .
In addition, Comparative Example 5, which had a mass loss of 72.8 mg, was inferior to the Example in appearance retention, whereas Comparative Example 6, whose mass loss was 72.0 mg, was equivalent to the Example. It had good appearance retention properties. From this result, it was found that in order to provide a surface material that can be used to prepare interior and exterior materials with excellent appearance retention, the weight loss needs to be less than 72.8 mg.
以上から、本発明にかかる構成を満足する表面材は、展開率が高い熱成形手段へ供した場合であっても、より成形性に優れると共に、外観保持性に優れる内装材や外装材を調製できることが判明した。 From the above, a surface material that satisfies the configuration according to the present invention has better moldability even when subjected to a thermoforming method with a high expansion rate, and can produce interior and exterior materials that have excellent appearance retention. It turns out it can be done.
なお、比較例1、比較例3~4、比較例6~7を比較した結果から、表面材が含有するバインダ樹脂の量を増減させただけでは、成形性と外観保持性が共に優れる表面材を提供できるものではないことが判明した。
この理由として、表面材の成形性と、当該表面材からなる内装材や外装材の外観保持性は、トレードオフの関係を有するためだと考えられた。
Furthermore, from the results of comparing Comparative Examples 1, Comparative Examples 3 and 4, and Comparative Examples 6 and 7, it was found that simply increasing or decreasing the amount of binder resin contained in the surface material resulted in a surface material with excellent moldability and appearance retention. It turned out that it was not possible to provide this.
The reason for this is thought to be that there is a trade-off relationship between the moldability of the surface material and the appearance retention of the interior and exterior materials made of the surface material.
参考として、比較例1、比較例3~4、比較例6~7で調製された表面材の、構成と各種物性を表5にまとめた。 For reference, the configuration and various physical properties of the surface materials prepared in Comparative Example 1, Comparative Examples 3-4, and Comparative Examples 6-7 are summarized in Table 5.

本発明の表面材は、内装材や外装材を調製可能な表面材である。特に、車両のピラーガーニッシュ、ドア、インストルメントパネル、ステアリングホイール、シフトレバー、コンソールボックス、トノカバー、ラゲッジフロア、ラゲッジサイドなど内装部品の内装材を調製できる、表面材である。 The surface material of the present invention is a surface material that can be used as an interior material or an exterior material. In particular, it is a surface material that can be used to prepare interior materials for interior parts such as vehicle pillar garnishes, doors, instrument panels, steering wheels, shift levers, console boxes, tonneau covers, luggage floors, and luggage sides.
Claims (1)
前記バインダ樹脂は、ガラス転移温度が-38℃よりも低いバーサチック酸ビニルエステル共重合アクリル系樹脂であり、
タテ方向の20%モジュラスは45N/30mm未満であり、ヨコ方向の20%モジュラスは22N/30mm未満であり、下記測定へ供し算出された質量の減量が72.8mg未満である、表面材。
記
前記表面材をJISL1096:20108.19.3C法(テーバ形法)へ供することで、前記表面材における質量の減量を求めた、
・使用摩耗輪No:H-18、
・荷重:9.8N、
・試験回転数:100回、
・回転摩擦速度:70r/min、
A surface material comprising a fiber aggregate and a binder resin,
The binder resin is a versatic acid vinyl ester copolymerized acrylic resin with a glass transition temperature lower than -38°C,
A surface material having a 20% modulus in the vertical direction of less than 45 N/30 mm, a 20% modulus in the horizontal direction of less than 22 N/30 mm, and a weight loss calculated by subjecting to the following measurement of less than 72.8 mg.
The mass reduction in the surface material was determined by subjecting the surface material to the JISL1096:20108.19.3C method (Taber method).
・Used wear wheel No.: H-18,
・Load: 9.8N,
・Test rotation number: 100 times,
・Rotational friction speed: 70r/min,
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019150704A JP7340990B2 (en) | 2019-08-20 | 2019-08-20 | Surface material |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019150704A JP7340990B2 (en) | 2019-08-20 | 2019-08-20 | Surface material |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021031786A JP2021031786A (en) | 2021-03-01 |
| JP7340990B2 true JP7340990B2 (en) | 2023-09-08 |
Family
ID=74677262
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019150704A Active JP7340990B2 (en) | 2019-08-20 | 2019-08-20 | Surface material |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7340990B2 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012052267A (en) | 2010-09-02 | 2012-03-15 | Japan Vilene Co Ltd | Adhesive interlining for knit fabric |
| JP2014214395A (en) | 2013-04-25 | 2014-11-17 | 日本バイリーン株式会社 | Print nonwoven fabric |
| JP2016191160A (en) | 2015-03-30 | 2016-11-10 | 呉羽テック株式会社 | Fabric for skin material |
| JP2018040089A (en) | 2016-09-09 | 2018-03-15 | 日本バイリーン株式会社 | Surface material for injection molding |
-
2019
- 2019-08-20 JP JP2019150704A patent/JP7340990B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012052267A (en) | 2010-09-02 | 2012-03-15 | Japan Vilene Co Ltd | Adhesive interlining for knit fabric |
| JP2014214395A (en) | 2013-04-25 | 2014-11-17 | 日本バイリーン株式会社 | Print nonwoven fabric |
| JP2016191160A (en) | 2015-03-30 | 2016-11-10 | 呉羽テック株式会社 | Fabric for skin material |
| JP2018040089A (en) | 2016-09-09 | 2018-03-15 | 日本バイリーン株式会社 | Surface material for injection molding |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021031786A (en) | 2021-03-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7144407B2 (en) | Interior surface material | |
| JP7340990B2 (en) | Surface material | |
| JP7103899B2 (en) | Interior surface material | |
| JP7369561B2 (en) | Surface material | |
| JP7386622B2 (en) | Interior surface material | |
| JP7349258B2 (en) | Interior surface material | |
| JP7191530B2 (en) | Interior surface material | |
| JP7598086B2 (en) | Surface material | |
| JP7454972B2 (en) | Interior surface material | |
| JP7021884B2 (en) | Epidermis material | |
| JP7365918B2 (en) | Surface material | |
| JP7576942B2 (en) | Decorative fiber sheet | |
| JP7426846B2 (en) | Surface material | |
| JP2023088222A (en) | Surface material | |
| JP7621050B2 (en) | Interior Surface Materials | |
| JP2021194913A (en) | Surface material | |
| JP7377644B2 (en) | laminate | |
| JP7220036B2 (en) | Skin material | |
| JP2023003140A (en) | Surfacing material and method for producing the same | |
| JP2024022414A (en) | Surface materials and their manufacturing methods | |
| US20210189638A1 (en) | Surface material and method of manufacturing the same | |
| JP2023181113A (en) | Surface material | |
| JP2024082396A (en) | Surface material | |
| JP2021098922A (en) | Surface material and method for manufacturing the same | |
| JP2021194889A (en) | Skin material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220721 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20230609 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230613 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7340990 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |