従来、たとえばフライスカッターおよびドリルのような回転加工工具が開発されている。
[本開示が解決しようとする課題]
回転加工工具に加速度センサを取り付けることにより、回転によって生じる遠心加速度を計測することができる。このような遠心加速度を計測可能な優れた技術が望まれる。
本開示は、上述の課題を解決するためになされたもので、その目的は、加速度センサの計測範囲の制限を超えて、回転加工工具において生じる遠心加速度を計測することができる回転加工工具および回転加工システムを提供することである。
[本開示の効果]
本開示によれば、加速度センサの計測範囲の制限を超えて、回転加工工具において生じる遠心加速度を計測することができる。
[本願発明の実施形態の説明]
最初に、本開示の実施形態の内容を列記して説明する。
(1)本開示の実施の形態に係る回転加工工具は、シャフト部と、前記シャフト部の端部に設けられる刃取付部または刃部と、前記シャフト部に取り付けられる第1の加速度センサとを備え、前記第1の加速度センサは、前記シャフト部の回転軸を法線とする平面および前記回転軸の各々に対して傾斜する第1の計測方向の加速度を計測する。
このように、第1の加速度センサの計測方向を、シャフト部の回転によって生じる遠心加速度の方向からずらす構成により、遠心加速度に対する第1の加速度センサの計測方向における感度を低下させることができる。したがって、加速度センサの計測範囲の制限を超えて、回転加工工具において生じる遠心加速度を計測することができる。
(2)好ましくは、前記回転加工工具は、さらに、前記第1の計測方向の傾斜角度を変更する角度変更部を備える。
このような構成により、たとえばユーザが所望するシャフト部の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
(3)好ましくは、前記第1の加速度センサは、さらに、第2の計測方向の加速度および第3の計測方向の加速度を計測し、前記第1の計測方向、前記第2の計測方向および前記第3の計測方向は、3次元的に互いに直交し、前記第2の計測方向は、前記平面および前記回転軸の各々に対して傾斜し、前記第3の計測方向は、前記平面に沿った方向であって、前記第1の加速度センサと前記回転軸とを結ぶ直線に対して直交する方向に沿う。
このような構成により、3つの計測方向において加速度を計測する加速度センサをたとえば1つ用いて、遠心加速度を計測するとともに、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。また、たとえば1つの加速度センサによって広範な遠心加速度を計測することができ、加速度センサのシャフト部への取り付け数をより少なくすることができる。
(4)好ましくは、前記回転加工工具は、さらに、前記第1の計測方向の傾斜角度および前記第2の計測方向の傾斜角度を変更する角度変更部を備える。
このような構成により、たとえばユーザが所望するシャフト部の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
(5)好ましくは、前記第1の加速度センサは、一方向の加速度を計測するセンサであり、前記回転加工工具は、さらに、一方向の加速度を計測するセンサである第2の加速度センサを備え、前記第2の加速度センサは、第4の計測方向の加速度を計測し、前記第4の計測方向は、前記平面に沿った方向であって、前記第2の加速度センサと前記回転軸とを結ぶ直線に対して直交する方向に沿う。
このような構成により、第1の加速度センサにより遠心加速度を計測するとともに、第2の加速度センサにより、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。
(6)より好ましくは、前記回転加工工具は、さらに、一方向の加速度を計測するセンサである第3の加速度センサを備え、前記第3の加速度センサは、第5の計測方向の加速度を計測し、前記第5の計測方向は、前記平面に沿った方向であって、前記第1の加速度センサと前記回転軸とを結ぶ直線に対して直交する方向に沿う。
このような構成により、第1の加速度センサにより遠心加速度を計測するとともに、第3の加速度センサにより、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。
(7)好ましくは、前記第1の加速度センサは、三方向の加速度を計測するセンサであり、前記第1の加速度センサは、前記第1の計測方向の加速度、第2の計測方向の加速度および第3の計測方向の加速度を計測し、前記第1の計測方向、前記第2の計測方向および前記第3の計測方向は、3次元的に互いに直交し、前記第2の計測方向および前記第3の計測方向は、前記平面および前記回転軸の各々に対して傾斜し、前記第1の計測方向、前記第2の計測方向および前記第3の計測方向の各々が、前記平面において前記第1の加速度センサと前記回転軸とを結ぶ直線に対してなす角度のうち、少なくともいずれか2つが互いに異なる。
このような構成により、1つの加速度センサを用いて、少なくとも2つの異なる計測範囲において遠心加速度を計測することができる。これにより、たとえば1つの加速度センサによって広範な遠心加速度を計測することができ、加速度センサのシャフト部への取り付け数をより少なくすることができる。
(8)好ましくは、前記回転加工工具は、さらに、前記第1の計測方向の傾斜角度、前記第2の計測方向の傾斜角度および前記第3の計測方向の傾斜角度を変更する角度変更部を備える。
このような構成により、たとえばユーザが所望するシャフト部の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
(9)より好ましくは、前記角度変更部は、前記第1の加速度センサが計測可能な加速度の範囲、前記第1の加速度センサおよび前記シャフト部の回転軸間の距離、ならびに前記シャフト部の回転数に基づいて、前記傾斜角度を変更する。
このような構成により、加速度センサにおいて生じる、計測方向における加速度が、当該加速度センサの計測可能な範囲を超えないような傾斜角度により確実に変更することができる。
(10)より好ましくは、前記第1の計測方向と前記平面とがなす角度θは、0°より大きくかつ90°未満であり、かつ45°でない。
このような構成により、3つの計測方向において加速度を計測する加速度センサをたとえば1つ用いて、2つの異なる計測範囲において遠心加速度を計測することができる。これにより、たとえば1つの加速度センサによってより広範な遠心加速度を計測することができる。
(11)より好ましくは、前記角度θは、70°以上かつ90°未満である。
このような構成により、角度θが0°である場合と比べて、加速度センサは、より大きな回転数に対応する遠心加速度を計測することができる。
(12)より好ましくは、前記角度θは、80°以上かつ90°未満である。
このような構成により、角度θが70°以上かつ90°未満である場合と比べて、加速度センサは、より大きな回転数に対応する遠心加速度を計測することができる。
(13)前記角度変更部は、前記シャフト部に対して着脱可能である。
このような構成により、必要に応じて角度変更部を着脱することができ、ユーザの利便性を高めることができる。
(14)本開示の実施の形態に係る回転加工工具は、シャフト部と、前記シャフト部の端部に設けられる刃取付部または刃部と、前記シャフト部において第1の加速度センサを支持する支持部と備え、前記支持部は、前記第1の加速度センサの第1の計測方向が、前記シャフト部の回転軸を法線とする平面および前記回転軸の各々に対して傾斜するように前記第1の加速度センサを支持する。
このように、第1の加速度センサの計測方向を、シャフト部の回転において生じる遠心加速度の方向からずらす構成により、遠心加速度に対する第1の加速度センサの計測方向における感度を低下させることができる。したがって、加速度センサの計測範囲の制限を超えて、回転加工工具において生じる遠心加速度を計測することができる。
(15)本開示の実施の形態に係る回転加工システムは、前記第1の加速度センサの計測結果を示すセンサ情報を送信する無線通信装置をさらに備える上記(1)から上記(14)のいずれか1つに記載の回転加工工具と、前記無線通信装置から送信される前記センサ情報を受信し、受信した前記センサ情報を処理する管理装置とを備える。
このように、第1の加速度センサの計測方向を、シャフト部の回転によって生じる遠心加速度の方向からずらす構成により、遠心加速度に対する第1の加速度センサの計測方向における感度を低下させることができる。したがって、加速度センサの計測範囲の制限を超えて、回転加工工具において生じる遠心加速度を計測することができる。また、第1の加速度センサの計測結果を処理する構成により、たとえば、シャフト部の角速度および回転数を算出したり、刃取付部または刃部に異常があるかどうかを判断したりすることができる。すなわち、ユーザは、回転加工工具が適正な状態にあるかどうかを把握することができる。
以下、本発明の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。また、以下に記載する実施の形態の少なくとも一部を任意に組み合わせてもよい。
<第1の実施の形態>
図1は、本開示の第1の実施の形態に係る回転加工工具の構成を示す側面図である。
回転加工工具101は、たとえば、フライス盤等において使用されるエンドミルであり、金属等からなる切削対象物を切削するために使用される。
図1を参照して、回転加工工具101は、シャフト部の一例であるシャンク部11と、刃取付部12と、図示しない刃部と、加速度センサ14と、支持部16とを備える。図1では、支持部16を想像線である二点鎖線により示している。
なお、回転加工工具101は、刃部を備えない構成であってもよい。また、刃部は、刃取付部12に一体に固定されてもよいし、刃取付部12に着脱可能に取り付けられてもよい。
シャンク部11の基材は、たとえば、切削工具用の超硬合金または金型用鋼により構成されている。
[課題]
回転加工工具に加速度センサを取り付けることにより、回転加工工具の回転によって生じる遠心加速度を計測することができる。このような遠心加速度を計測可能な優れた技術が望まれる。しかしながら、シャンク部等の回転体に加速度センサを取り付けると、当該回転体の回転によって生じる遠心加速度が、加速度センサの計測可能範囲を超えてしまい、遠心加速度を計測できないことがある。
そこで、本開示の実施の形態に係る回転加工工具では、以下のような構成により、このような課題を解決する。
図2は、本開示の第1の実施の形態に係る、回転加工工具に発生する遠心加速度と加速度センサの計測方向との対応関係を模式的に示す断面図である。詳細には、図2は、図1に示す回転加工工具101を、回転軸17および加速度センサ14を通る平面において切断し、B方向から見たときの模式的断面図である。
図2を参照して、加速度センサ14は、シャンク部11の回転軸17を法線とする平面18および回転軸17の各々に対して傾斜する第1の計測方向141の加速度を計測する。すなわち、加速度センサ14は、第1の計測方向141に感度を有している。図2では、平面18および支持部16を想像線である二点鎖線により示している。
加速度センサ14は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ14は、たとえば、センサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。加速度センサ14は、上記一方向が第1の計測方向141に沿うように配置される。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面に対して垂直な方向である。
図2に示す例では、半径rのシャンク部11が角速度ω[rad/s]で回転しているときに、加速度センサ14に遠心加速度aが生じている。遠心加速度aが生じる方向は、平面18に沿っている。たとえば、遠心加速度aが生じる方向は、平面18に対して平行である。
遠心加速度a[mm/s^2]は、以下の式(1)で表される。
a=(r+d)ω^2 ・・・(1)
ここで、dは、シャンク部11の径方向における、シャンク部11の周面から加速度センサ14におけるセンサ素子までの距離[mm]である。つまり、(r+d)は、シャンク部11の回転軸17および加速度センサ14のセンサ素子間の距離[mm]である。また、演算子「^」は、べき乗を表す。
図3は、本開示の第1の実施の形態に係る、回転加工工具に発生する遠心加速度と加速度センサの計測方向との対応関係を示す図である。
図3を参照して、第1の計測方向141は、平面18に対して角度θ(以下、傾斜角度θとも称する)で傾斜する。詳細には、第1の計測方向141は、加速度センサ14および回転軸17を含む平面15において、平面18に対して傾斜角度θで傾斜する。ここで、θは、0°より大きく、かつ90°より小さい値である。
第1の計測方向141には、遠心加速度aの余弦に相当する大きさの遠心加速度a1が生じる。すなわち、第1の計測方向141において生じる遠心加速度a1[mm/s^2]は、以下の式(2)で表される。
a1=(r+d)ω^2×cosθ ・・・(2)
すなわち、遠心加速度a1は、第1の計測方向141と平面18とがなす傾斜角度θに応じて変化する。また、θが0°より大きくかつ90°より小さい範囲において、遠心加速度a1は、遠心加速度aよりも小さい。つまり、傾斜角度θが大きくなるにつれて、遠心加速度a1は小さくなる。
したがって、傾斜角度θを変化させることにより、遠心加速度aに対する加速度センサ14の第1の計測方向141における感度を変化させることができる。具体的には、傾斜角度θを0°より大きくかつ90°より小さい範囲において増加させることにより、遠心加速度aに対する加速度センサ14の第1の計測方向141における感度を低下させることができる。
図4は、本開示の第1の実施の形態に係る、回転加工工具に発生する遠心加速度と回転加工工具の回転数との対応関係の一例を示す図である。
図4において、横軸はシャンク部11の回転数、縦軸はシャンク部11において生じる遠心加速度を示す。また、グラフg1,g2,g3は、それぞれ、傾斜角度θが0°,45°,60°である場合の遠心加速度と回転数との対応関係を示す。また、グラフg5,g6,g7は、それぞれ、傾斜角度θが70°,80°,89°である場合の遠心加速度と回転数との対応関係を示す。
図4に示す例では、加速度センサ14は、遠心加速度が0G~200Gの値である場合に遠心加速度を正確に計測することができる。また、加速度センサ14は、遠心加速度が200Gを超えると、遠心加速度を正確に計測することが困難となる。
図4を参照して、傾斜角度θが0°である場合、回転数が約3000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg1)。また、角度θが30°である場合、回転数が約3200rpmまで増加した時点で遠心加速度が200Gに達する(グラフg2)。
また、傾斜角度θが45°である場合、回転数が約3500rpmまで増加した時点で遠心加速度が200Gに達する(グラフg3)。傾斜角度θが60°である場合、回転数が約4000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg4)。
また、傾斜角度θが70°である場合、回転数が約5000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg5)。傾斜角度θが80°である場合、回転数が約7000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg6)。
また、傾斜角度θが85°である場合、回転数が約10000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg7)。傾斜角度θが89°である場合、回転数が約20000rpmより大きい回転数まで増加した時点で遠心加速度が200Gに達する(グラフg8)。
このように、傾斜角度θが大きくなるにつれて、グラフの傾きが小さくなる。つまり、傾斜角度θが大きくなるにつれて、遠心加速度aに対する加速度センサ14の第1の計測方向141におけるみかけの感度が低下し、加速度センサ14は、より大きな回転数において遠心加速度を計測することができる。
たとえば、図4に示す例では、傾斜角度θが70°である場合、傾斜角度θが0°である場合と比べて、加速度センサ14は、2倍近い回転数まで遠心加速度を計測することができる。また、傾斜角度θが80°である場合、傾斜角度θが0°である場合と比べて、加速度センサ14は、3倍近い回転数まで遠心加速度を計測することができる。
また、傾斜角度θが85°である場合、傾斜角度θが0°である場合と比べて、4倍近い回転数まで遠心加速度を計測することができる。また、傾斜角度θが89°である場合、傾斜角度θが0°である場合と比べて、8倍以上の回転数まで遠心加速度を計測することができる。
遠心加速度、回転数および傾斜角度θ間のこのような関係から、傾斜角度θは、好ましくは70°以上かつ90°未満であり、さらに好ましくは80°以上かつ90°未満である。
すなわち、傾斜角度θが70°以上かつ90°未満である場合、傾斜角度θが0°である場合と比べて、加速度センサ14は、2倍近い回転数以上の遠心加速度を計測することができる。また、傾斜角度θが80°以上かつ90°未満である場合、傾斜角度θが0°である場合と比べて、加速度センサ14は、3倍近い回転数以上の遠心加速度を計測することができる。
図5は、本開示の第1の実施の形態に係る回転加工工具の構成を示す矢視図である。詳細には、図5は、図1におけるA方向から見た矢視図である。図5では、支持部16を想像線である二点鎖線により示している。
図5を参照して、加速度センサ14は、シャンク部11の周面または周面付近に1つ設けられている。加速度センサ14は、シャンク部11の周面と接する位置に設けられてもよいし、シャンク部11の周面から離間した位置に設けられてもよい。
図5に示す例では、支持部16は、加速度センサ14を支持する筒状体である。詳細には、支持部16は、合成樹脂製の筒状体である。支持部16は、たとえば円筒状に形成されている。加速度センサ14は、支持部16に埋め込まれた状態で支持される。
また、支持部16は、2つに分割可能に構成されている。具体的には、支持部16は、本体161と、図示しない連結機構とを含む。
本体161は、筒状に形成されている。また、本体161は、シャンク部11が挿通するようにシャンク部11の周面に取り付け可能であり、かつシャンク部11の直径よりも大きい外径を有する。加速度センサ14は、本体161に埋め込まれている。
本体161は、平面18において複数の部分に分割可能に構成されている。図5に示す例では、本体161は、2つの部分、すなわちA方向から見て略半円状をなす2つの弧状部161a,161bに分割可能に構成されている。
弧状部161aおよび弧状部161bは、図示しない連結機構により互いに連結される。具体的には、たとえば、弧状部161aおよび弧状部161bは、ボルトおよびナットにより連結される。弧状部161aおよび弧状部161bは、互いに連結された状態においてシャンク部11の周面に密着して固定されるような寸法を有する。
連結機構により弧状部161aおよび弧状部161bを連結することにより、支持部16および加速度センサ14をシャンク部11に取り付けることができる。また、連結機構による弧状部161aおよび弧状部161bの連結を解除することにより、支持部16および加速度センサ14をシャンク部11から取り外すことができる。
図6は、本開示の第1の実施の形態に係る回転加工工具における支持部の構成を模式的に示す断面図である。詳細には、図6は、図1におけるB方向の部分断面図である。
図6を参照して、支持部16は、シャンク部11において加速度センサ14を支持する。具体的には、支持部16は、加速度センサ14の第1の計測方向141が、平面18および回転軸17に対して傾斜するように加速度センサ14を支持する。
具体的には、加速度センサ14は、第1の計測方向141が平面18に対して傾斜角度θで傾斜するように、支持部16に支持される。
また、図6に示す例では、支持部16は、合成樹脂により構成される。支持部16は、たとえば、図示しない金型内に加速度センサ14が配置された状態で、当該金型内に液状の合成樹脂が射出され、射出された合成樹脂が硬化し、当該金型が取り外されることにより構成される。加速度センサ14が上記金型内に配置されることにより、第1の計測方向141が平面18に対して傾斜角度θで傾斜する。
図7は、本開示の第1の実施の形態に係る回転加工工具の構成を示す図である。詳細には、図7は、回転加工工具が、図1に示す構成要素に加えて、さらに、電池、無線通信装置およびハウジングを備えた状態を示す図である。なお、図7においては、電池、無線通信装置およびハウジングを想像線である二点鎖線により示している。
図7を参照して、回転加工工具101は、図1に示す構成に加えて、さらに、電池22と、無線通信装置23と、ハウジング24とを備える。
電池22は、図示しない電力線を介して、加速度センサ14および無線通信装置23と接続されている。電池22は、電力線を介して、加速度センサ14および無線通信装置23へ電力を供給する。電力線には、電力供給のオンおよびオフを切り替えるスイッチが設けられている。
無線通信装置23は、図示しない信号線を介して、加速度センサ14と接続されている。加速度センサ14は、加速度センサ14において生じる遠心加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。
無線通信装置23は、加速度センサ14から計測信号を受けると、受けた計測信号の示す計測結果を無線信号に含めて外部のパーソナルコンピュータ等の管理装置へ送信する。管理装置は、たとえば、受信した計測結果を蓄積し、蓄積した計測結果を解析する。なお、管理装置は、計測結果の解析に限らず、他の種類の処理を行ってもよい。
ハウジング24は、底板部25と、側壁部26とを含む。ハウジング24は、たとえば、支持部16の下面に固定される。ハウジング24は、支持部16、電池22、無線通信装置23、電力線および信号線を収容した状態、具体的には、支持部16および電池22等をこれらの下方および側方から覆った状態において、電池22および無線通信装置23を保持する。
底板部25は、たとえば、円板状に形成されている。底板部25には、支持部16に対応する位置に、図示しない複数のネジ穴が形成されている。また、支持部16の下面にも複数のネジ穴が形成されている。
底板部25のネジ穴と支持部16のネジ穴とを位置合わせした状態で、底板部25および支持部16の各ネジ穴にネジを螺合することにより、底板部25を支持部16に固定することができる。
側壁部26は、たとえば、円筒状に形成されている。側壁部26の下端部には、底板部25の周縁部に対応する位置に、図示しない複数のネジ穴が形成されている。また、底板部25の周縁部にも複数のネジ穴が形成されている。
底板部25のネジ穴と側壁部26のネジ穴とを位置合わせした状態で、底板部25および側壁部26の各ネジ穴にネジを螺合することにより、側壁部26を底板部25に固定することができる。
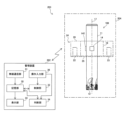
図8は、本開示の第1の実施の形態に係る回転加工システムの構成を示す図である。
図8を参照して、回転加工システム201は、フライス盤等の回転加工装置202と、管理装置301とを備える。
回転加工装置202は、回転加工工具101と、駆動部と、駆動部を制御する制御部とを備える。駆動部は、回転加工工具101を駆動するモータ等である。制御部は、駆動部の回転数等を制御する。
回転加工工具101は、加速度センサ14の計測結果を示すセンサ情報を含む無線信号を送信する。
管理装置301は、回転加工工具101からセンサ情報を含む無線信号を受信し、受信したセンサ情報が示す計測結果を処理する。
具体的には、管理装置301は、無線通信部31と、制御部32と、記憶部35と、操作入力部36と、表示部33とを含む。
無線通信部31は、回転加工工具101の無線通信装置23と無線による通信を行う。具体的には、無線通信部31は、回転加工工具101の無線通信装置23から、センサ情報を含む無線信号を受信して、当該無線信号に含まれるセンサ情報の示す計測結果を記憶部35に保存する。
操作入力部36は、キーボードおよびマウス等のユーザインタフェースを含む。操作入力部36は、ユーザからの指示およびデータ入力を受け付ける。
記憶部35は、たとえば、HDD(Hard Disk Drive)等の記憶装置を含む。また、たとえば、記憶部35は、CD-ROM(Compact Disc Read Only Memory)、DVD-ROM(Digital Versatile Disk Read Only Memory)またはBD-ROM(Blu-ray(登録商標) Disc Read Only Memory)等の補助記憶装置を含む。また、たとえば、記憶部35は、RAM(Random Access Memory)およびROM(Read Only Memory)等の半導体メモリを含む。
記憶部35には、制御部32を動作させるためのプログラムおよびデータ、無線通信部31が回転加工工具101から受信した計測結果、ならびに制御部32の算出結果等が保存される。
制御部32は、たとえば、CPU(Central Processing Unit)を含む。制御部32は、記憶部35に蓄積された加速度センサ14の計測結果を解析し、解析結果を記憶部35に保存する。また、制御部32は、管理装置301における各ユニットの制御を行う。
表示部33は、たとえば、ディスプレイである。表示部33は、記憶部35に蓄積された制御部32の算出結果を表示する。なお、表示部33は、管理装置301の外部に設けられてもよい。
また、回転加工システム201は、回転加工装置202および管理装置301間の距離が長い等の理由により、両者の間において無線信号の送受信を直接行うことが困難である場合には、両者の間に中継装置を備えてもよい。この場合、回転加工装置202は、無線信号を中継装置経由で管理装置301へ送信する。
[使用方法]
図8を参照して、回転加工工具101の使用方法について説明する。
まず、回転加工工具101のシャンク部11を、たとえば、回転加工装置202における、シャンク部11を保持する保持部に固定する。
次に、電力線に設けられたスイッチをオフからオンへ切り替えることにより、電池22から加速度センサ14および無線通信装置23へ電力を供給する。
次に、回転加工工具101を回転駆動することにより、シャンク部11に遠心加速度が生じる。
加速度センサ14は、シャンク部11に生じた遠心加速度を示す計測信号を無線通信装置23へ出力する。
次に、無線通信装置23は、加速度センサ14から受けた計測信号を示すセンサ情報を無線信号に含めて外部の管理装置301へ送信する。
管理装置301において、無線通信部31は、無線通信装置23から受信した無線信号に含まれるセンサ情報の示す計測結果を記憶部35に保存する。記憶部35は、無線通信部31が回転加工工具101から受信した計測結果を蓄積する。制御部32は、ユーザから操作入力部36を介して入力された指示に応じて、記憶部35に蓄積された計測結果を解析する。
具体的には、たとえば、制御部32は、無線通信部31経由で無線通信装置23から受信した加速度センサ14の計測結果、第1の計測方向141の傾斜角度θ、ならびに加速度センサ14におけるセンサ素子および回転軸17間の距離(r+d)に基づいて、シャンク部11の角速度ωおよび回転数nを算出する。なお、制御部32は、角速度ωおよび回転数nのいずれか一方を算出する構成であってもよい。また、制御部32は、計測結果の解析に限らず、他の種類の処理を行ってもよい。
表示部33は、制御部32の算出結果を表示する。表示部33により表示された角速度ωおよび回転数nは、たとえば、回転加工工具101が適正な状態にあるかどうかをユーザが把握するために活用される。
図9および図10は、それぞれ、本開示の第1の実施の形態に係る回転加工工具の構成の他の例を示す側面図である。
図1に示す例は、加速度センサ14が転削工具の一種であるエンドミルに取り付けられる構成であるが、これに限定されるものではない。たとえば、図9を参照して、加速度センサ14は、転削工具の一種であるドリル102におけるシャフト部の一例であるボディ部118に取り付けられてもよい。
また、図10を参照して、加速度センサ14は、転削工具の一種であるフライスカッター103におけるシャフト部の一例であるボス部119に取り付けられてもよい。
図10に示す例では、ボス部119における刃取付部12とは反対側の端部に、シャンク部113が連結されている。なお、フライスカッター103において、シャンク部113が設けられなくてもよい。
ところで、回転加工工具に加速度センサを取り付けることにより、回転によって生じる遠心加速度を計測することができる。このような遠心加速度を計測可能な優れた技術が望まれる。
これに対して、本開示の第1の実施の形態に係る回転加工工具101は、シャンク部11と、シャンク部11の端部に設けられる刃取付部12または刃部と、シャンク部11に取り付けられる加速度センサ14とを備える。加速度センサ14は、シャンク部11の回転軸17を法線とする平面18および回転軸17の各々に対して傾斜する第1の計測方向141の加速度を計測する。
このように、加速度センサ14の第1の計測方向141を、シャンク部11の回転において生じる遠心加速度の方向からずらす構成により、遠心加速度に対する加速度センサ14の第1の計測方向141における感度を低下させることができる。
したがって、本開示の第1の実施の形態に係る回転加工工具101では、加速度センサ14の計測範囲の制限を超えて、回転加工工具101において生じる遠心加速度を計測することができる。
また、本開示の第1の実施の形態に係る回転加工工具101は、シャンク部11と、シャンク部11の端部に設けられる刃取付部12または刃部と、シャンク部11において加速度センサ14を支持する支持部16と備える。支持部16は、加速度センサ14の第1の計測方向141が、シャンク部11の回転軸17を法線とする平面18および回転軸17の各々に対して傾斜するように加速度センサ14を支持する。
このように、本開示の第1の実施の形態に係る回転加工工具101では、加速度センサ14の第1の計測方向141を、シャンク部11の回転において生じる遠心加速度の方向からずらす構成により、遠心加速度に対する加速度センサ14の第1の計測方向141における感度を低下させることができる。
したがって、本開示の第1の実施の形態に係る回転加工工具101では、加速度センサ14の計測範囲の制限を超えて、回転加工工具101において生じる遠心加速度を計測することができる。
また、本開示の第1の実施の形態に係る回転加工システム201は、加速度センサ14の計測結果を示すセンサ情報を送信する無線通信装置23をさらに備える回転加工工具101と、無線通信装置23から送信されるセンサ情報を受信し、受信したセンサ情報を処理する管理装置301とを備える。
このように、加速度センサ14の第1の計測方向141を、シャンク部11の回転において生じる遠心加速度の方向からずらす構成により、遠心加速度に対する加速度センサ14の第1の計測方向141における感度を低下させることができる。
したがって、本開示の第1の実施の形態に係る回転加工システム201では、加速度センサ14の計測範囲の制限を超えて、回転加工工具101において生じる遠心加速度を計測することができる。
また、加速度センサ14の計測結果を処理する構成により、たとえば、シャンク部11の角速度ωおよび回転数nを算出することができる。
すなわち、本開示の第1の実施の形態に係る回転加工システム201では、ユーザは、回転加工工具101が適正な状態にあるかどうかを把握することができる。
その他の構成は、上述した回転加工工具101と同様であるため、ここでは詳細な説明を繰り返さない。
次に、本発明の他の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
<第2の実施の形態>
本実施の形態は、第1の実施の形態に係る回転加工工具101と比べて、支持部の形態が異なる回転加工工具に関する。以下で説明する内容以外は第1の実施の形態に係る回転加工工具101と同様である。
図11は、本開示の第2の実施の形態に係る回転加工工具の構成を示す側面図である。
図11を参照して、回転加工工具104は、図1に示す回転加工工具101と比べて、支持部16の代わりに支持部162を備える。
支持部162は、加速度センサ14を支持する機能に加えて、加速度センサ14の計測方向の傾斜角度を変更する機能を有する。すなわち、支持部162は、角度変更部としても機能する。
加速度センサ14は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ14は、たとえば、図2に示すセンサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面に対して垂直な方向である。加速度センサ14は、上記一方向が第1の計測方向141に沿うように、支持部162に支持される。
図12は、本開示の第2の実施の形態に係る回転加工工具における支持部の構成を示す平面図である。詳細には、図12は、図11における支持部をA方向から見た矢視図である。
図12を参照して、支持部162は、加速度センサ14を支持する筒状体である。具体的には、支持部162は、合成樹脂製または金属製の筒状体である。支持部162は、たとえば、異形の八角筒状に形成される。支持部162には、シャンク部11が挿通する貫通孔163が形成されている。
具体的には、支持部162は、8つの側面1621~1628を有する。各側面は平面である。側面1621および側面1625は、貫通孔163を介して互いに反対側に位置する。側面1622および側面1626は、貫通孔163を介して互いに反対側に位置する。側面1623および側面1627は、貫通孔163を介して互いに反対側に位置する。側面1624および側面1628は、貫通孔163を介して互いに反対側に位置する。
側面1621および側面1625は、平面18に対してなす角度が同じである。当該角度は、たとえば90°である。側面1622および側面1626は、平面18に対してなす角度が同じである。当該角度は、たとえば85°である。側面1623および側面1627は、平面18に対してなす角度が同じである。当該角度は、たとえば80°である。側面1624および側面1628は、平面18に対してなす角度が同じである。当該角度は、たとえば70°である。
支持部162は、2つに分割可能に構成されている。具体的には、支持部162は、本体164と、図示しない連結機構とを含む。
本体164は、筒状に形成されている。具体的には、本体164には、貫通孔163が形成されている。また、本体164は、シャンク部11が貫通孔163を挿通するようにシャンク部11の周面に取り付け可能であり、かつシャンク部11の直径よりも大きい外径を有する。
本体164は、平面18において複数の部分に分割可能に構成されている。図12に示す例では、本体164は、2つの部分、すなわちA方向から見て略半円状をなす2つの弧状部164a,164bに分割可能に構成されている。
弧状部164aおよび弧状部164bは、図示しない連結機構により互いに連結される。弧状部164aおよび弧状部164bが連結されることにより、貫通孔163が形成される。具体的には、たとえば、弧状部164aおよび弧状部164bは、ボルトおよびナットにより連結される。弧状部164aおよび弧状部164bは、互いに連結された状態においてシャンク部11の周面に密着して固定されるような寸法を有する。
連結機構により弧状部164aおよび弧状部164bを連結することにより、支持部162および加速度センサ14をシャンク部11に取り付けることができる。また、連結機構による弧状部164aおよび弧状部164bの連結を解除することにより、支持部162および加速度センサ14をシャンク部11から取り外すことができる。
また、ユーザは、加速度センサ14を支持部162に取り付ける場合、取り付ける対象となる側面を8つの側面1621~1628から選択することができる。
具体的には、ユーザは、加速度センサ14の第1の計測方向141が平面18に対して目標となる傾斜角度θで傾斜するような側面を選択し、選択した側面に加速度センサ14を取り付ける。これにより、加速度センサ14の第1の計測方向141が平面18に対してなす傾斜角度θを変更することができる。
また、本開示の第2の実施の形態に係る回転加工工具104では、角度変更機能を有する支持部162は、シャンク部11に対して着脱可能である。
このような構成により、本開示の第2の実施の形態に係る回転加工工具104では、必要に応じて支持部162を着脱することができ、ユーザの利便性を高めることができる。
なお、支持部162は、シャンク部11から取り外すことができない構成であってもよい。
[変形例1]
図13は、本開示の第2の実施の形態に係る回転加工工具の変形例1を示す部分断面図である。
図13を参照して、変形例1に係る回転加工工具105は、支持部16の代わりに、支持部165を備える。
支持部165は、加速度センサ14を支持する機能に加えて、加速度センサ14の第1の計測方向141の傾斜角度θを変更する機能を有する。すなわち、支持部165は、角度変更部としても機能する。
加速度センサ14は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ14は、たとえば、図2に示すセンサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面である設置面に対して垂直な方向である。加速度センサ14は、上記一方向が第1の計測方向141に沿うように、支持部165に支持される。
図13に示す例では、加速度センサ14は、上記一方向が平面18に対して傾斜角度θで傾斜するように、支持部165に支持される。詳細には、たとえば、加速度センサ14の上記設置面をシャンク部11の回転軸17に対して角度θで傾けることにより、上記一方向は、平面18に対して傾斜角度θで傾斜する。
支持部165は、台座部166と、角度変更部167とを含む。台座部166は、加速度センサ14を支持する。加速度センサ14は、たとえば、ボルトおよびナット等の固定部材により、台座部166に取り付けられる。
図14は、本開示の第2の実施の形態に係る回転加工工具の変形例1における制御部の構成を示すブロック図である。
図13および図14を参照して、角度変更部167は、台座部166の姿勢を変更する。詳細には、角度変更部167は、たとえば、制御部168と、モータ等のアクチュエータと、図示しない動力変換機構とを含む。動力変換機構は、アクチュエータの運動を、図13に示すシャンク部11に対する台座部166の傾斜角度θaの変更動作に変換する。アクチュエータは、圧電素子等、モータ以外の種類のアクチュエータであってもよい。
制御部168は、たとえば、受信装置、送信装置、CPU、およびHDD等の記憶装置を含む。また、制御部168は、たとえば、CD-ROM等の補助記憶装置、ならびにRAMおよびROM等の半導体メモリを含む。
制御部168は、たとえば、加速度センサ14が計測可能な遠心加速度の範囲、加速度センサ14およびシャンク部11の回転軸17間の距離、ならびにシャンク部11の回転数に基づいて傾斜角度θaを変更し、これにより傾斜角度θを変更する。
なお、制御部168は、加速度センサ14が計測可能な遠心加速度の範囲、加速度センサ14およびシャンク部11の回転軸17間の距離、ならびにシャンク部11の回転数以外のパラメータに基づいて傾斜角度θaを変更し、これにより傾斜角度θを変更する構成であってもよい。
制御部168は、取得部169と、処理部170と、記憶部171と、通信部172とを含む。
取得部169は、たとえば、受信装置を含む。取得部169は、操作入力部を介してユーザにより入力された情報、具体的には、ユーザが所望するシャンク部11の回転数を取得して記憶部171に保存する。
記憶部171は、たとえば、HDD等の記憶装置を含む。また、たとえば、記憶部171は、CD-ROM等の補助記憶装置を含む。また、たとえば、記憶部171は、RAMおよびROM等の半導体メモリを含む。
記憶部171には、処理部170を動作させるためのプログラムおよびデータ、取得部169が操作入力部から取得した情報および処理部170の算出結果等が保存される。
記憶部171には、たとえば、加速度センサ14が計測可能な遠心加速度の範囲と、加速度センサ14およびシャンク部11の回転軸17間の距離とが保存される。当該距離は、たとえば加速度センサ14におけるセンサ素子および回転軸17間の距離である。
たとえば、再び図2を参照して、記憶部171には、加速度センサ14におけるセンサ素子およびシャンク部11の回転軸17間の距離(r+d)が保存されている。
また、再び図4を参照して、記憶部171には、加速度センサ14が計測可能な遠心加速度の上限値である200Gが保存されているとともに、加速度センサ14に発生する遠心加速度、シャンク部11の回転数および傾斜角度θの対応関係が保存されている。
再び図14を参照して、処理部170は、たとえば、CPUを含む。処理部170は、記憶部171から取得した情報に基づいて、傾斜角度θを求める。具体的には、処理部170は、加速度センサ14が計測可能な遠心加速度の上限値と上記対応関係とに基づいて、傾斜角度θを求めて記憶部171に保存する。
通信部172は、たとえば、送信装置を含む。通信部172は、処理部170が求めて記憶部171に保存した傾斜角度θを示す角度情報をアクチュエータへ送信する。
[動作の流れ]
回転加工工具105は、記憶部171の一部または全部を含むコンピュータを備え、当該コンピュータにおけるCPU等の演算処理部は、以下のシーケンス図またはフローチャートの各ステップの一部または全部を含むプログラムを記憶部171等のメモリから読み出して実行する。この装置のプログラムは、外部からインストールすることができる。この装置のプログラムは、記録媒体に格納された状態で流通する。
図15は、本開示の第2の実施の形態の変形例1における制御部の処理の手順を定めたフローチャートである。
図15を参照して、まず、処理部170は、記憶部171からシャンク部11の所望の回転数を取得する。また、処理部170は、記憶部171から距離(r+d)および遠心加速度の上限値を取得する(ステップS101)。
次に、処理部170は、記憶部171から取得した情報に基づいて、傾斜角度θを求める。具体的には、再び図4を参照して、たとえば、ユーザが所望するシャンク部11の回転数が10000rpmである場合、傾斜角度θが85°(グラフg7)であれば、遠心加速度が200Gを超えないことから、傾斜角度θとして85°を求める(ステップS103)。
再び図15を参照して、次に、処理部170は、傾斜角度θおよび傾斜角度θaの相関関係、ならびに傾斜角度θが85°であることに基づいて、傾斜角度θaを算出する。そして、処理部170は、アクチュエータのパラメータ、たとえばモータの回転角度を、算出した傾斜角度θaに基づいて算出する(ステップS105)。
次に、処理部170は、算出した回転角度を含む制御信号を通信部172へ出力する(ステップS107)。
次に、通信部172は、処理部170から受けた制御信号をアクチュエータへ送信する(ステップS109)。
アクチュエータは、通信部172から受信した制御信号に基づいて動作し、台座部166の姿勢を変更する。
なお、角度変更部167は、たとえば、ユーザによるボタン操作により台座部166の姿勢を変更する構成であってもよい。具体的には、たとえば、台座部166の姿勢すなわち傾斜角度θa、または傾斜角度θを指定するボタンを回転加工工具101に設ける構成であってもよい。この場合、ユーザは、ボタン操作により傾斜角度θaまたは傾斜角度θを指定して、指定した傾斜角度にθaまたはθを変更する。
その他の構成は、上述した回転加工工具101と同様であるため、ここでは詳細な説明を繰り返さない。
本開示の第2の実施の形態に係る回転加工工具の変形例1では、回転加工工具105は、第1の計測方向141の傾斜角度θを変更する角度変更部167を備える。
このような構成により、たとえばユーザが所望するシャンク部11の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
また、本開示の第2の実施の形態に係る回転加工工具の変形例1では、角度変更部167は、加速度センサ14が計測可能な加速度の範囲、加速度センサ14およびシャンク部11の回転軸17間の距離(r+d)、ならびにシャンク部11の回転数nに基づいて、傾斜角度θを変更する。
このような構成により、加速度センサ14において生じる、第1の計測方向141における加速度が、加速度センサ14の計測可能な範囲を超えないような傾斜角度θにより確実に変更することができる。
次に、本発明の他の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
<第3の実施の形態>
本開示の実施の形態は、第1の実施の形態に係る回転加工工具101と比べて、加速度センサが追加された回転加工工具に関する。以下で説明する内容以外は第1の実施の形態に係る回転加工工具101と同様である。
図16は、本開示の第3の実施の形態に係る回転加工工具の構成を示す側面図である。
図16を参照して、回転加工工具106は、図1に示す回転加工工具101と比べて、さらに、加速度センサ142を備える。
図17は、本開示の第3の実施の形態に係る回転加工工具の構成を模式的に示す断面図である。詳細には、図17は、図16における回転加工工具106を平面18において切断してC方向から見た断面図である。
図17を参照して、回転加工工具106は、回転加工工具101と比べて、さらに、加速度センサ142を備える。加速度センサ142は、第4の計測方向143の加速度を計測する。第4の計測方向143は、平面18に沿った方向であって、加速度センサ142と回転軸17とを結ぶ直線144に対して直交する方向に沿う。
加速度センサ142は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ142は、たとえば、図2に示す加速度センサ14と同様の構造を有する。すなわち、加速度センサ142は、たとえば、図2に示すセンサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面である設置面に対して垂直な方向である。
加速度センサ142は、上記一方向が第4の計測方向143に沿うように、図16に示す支持部16、具体的には、たとえば、図6に示す支持部16により支持される。なお、加速度センサ142は、図11に示す支持部162、または図13に示す支持部165に支持されてもよい。
第4の計測方向143は、回転加工工具106による切削に伴う振動が発生する方向である。また、第4の計測方向143は、遠心加速度が生じない方向である。したがって、加速度センサ142は、第4の計測方向143の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度を計測することができる。
また、第4の計測方向143は、刃取付部12または刃部に損傷がある場合に、当該損傷に起因する振動が発生する方向である。
したがって、加速度センサ142は、刃取付部12または刃部に損傷がある場合に、第4の計測方向143の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度と、刃取付部12または刃部に生じた損傷に起因する振動による加速度との合成分を計測することができる。
図18は、本開示の第3の実施の形態に係る回転加工工具の構成を示す図である。詳細には、図18は、回転加工工具が、図16に示す構成要素に加えて、さらに、電池、無線通信装置およびハウジングを備えた状態を示す図である。なお、図18においては、電池、無線通信装置およびハウジングを想像線である二点鎖線により示している。
図18を参照して、回転加工工具106は、図16に示す構成に加えて、さらに、電池22と、無線通信装置23と、ハウジング24とを備える。
無線通信装置23は、図示しない信号線を介して、加速度センサ14および加速度センサ142と接続されている。加速度センサ14は、加速度センサ14において生じる遠心加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。また、加速度センサ142は、加速度センサ142において生じる加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。
無線通信装置23は、加速度センサ14および加速度センサ142から計測信号を受けると、受けた各計測信号の示す計測結果を無線信号に含めて外部のパーソナルコンピュータ等の管理装置へ送信する。管理装置は、たとえば、受信した各計測結果を蓄積し、蓄積した各計測結果を処理する。
図19は、本開示の第3の実施の形態に係る回転加工システムの構成を示す図である。
図19を参照して、回転加工システム203は、フライス盤等の回転加工装置204と、管理装置302とを備える。
回転加工装置204は、回転加工工具106と、駆動部と、駆動部を制御する制御部とを備える。駆動部は、回転加工工具106を駆動するモータ等である。制御部は、駆動部の回転数等を制御する。
管理装置302は、第1の実施の形態に係る回転加工工具101における管理装置301と比べて、さらに、判断部34を含む。
無線通信部31は、回転加工工具106の無線通信装置23と無線による通信を行う。
記憶部35には、制御部32および判断部34を動作させるためのプログラムおよびデータ、無線通信部31が回転加工工具106から受信した計測結果、制御部32の算出結果、ならびに判断部34の判断結果等が保存される。
判断部34は、加速度センサ142の計測結果に基づいて、刃取付部12または刃部に異常があるか否かを判断する。
具体的には、判断部34は、たとえば、CPUを含む。判断部34は、加速度センサ142の計測結果が所定の閾値以上である場合、刃取付部12または刃部に異常があると判断する。また、判断部34は、加速度センサ142の計測結果が当該閾値未満である場合、刃取付部12または刃部は正常であると判断し、判断結果を記憶部35に保存する。表示部33は、記憶部35に蓄積された判断部34の判断結果を表示する。
本開示の第3の実施の形態に係る回転加工工具106では、加速度センサ14は、一方向の加速度を計測するセンサである。回転加工工具106は、回転加工工具101の構成に加えて、さらに、一方向の加速度を計測するセンサである加速度センサ142を備える。加速度センサ142は、第4の計測方向143の加速度を計測する。第4の計測方向143は、平面18に沿った方向であって、加速度センサ142と回転軸17とを結ぶ直線144に対して直交する方向に沿う。
このような構成により、加速度センサ14により遠心加速度を計測するとともに、加速度センサ142により、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。
また、本開示の第3の実施の形態に係る回転加工システム203は、加速度センサ14の計測結果を示すセンサ情報を送信する無線通信装置23をさらに備える回転加工工具106と、無線通信装置23から送信されるセンサ情報を受信し、受信したセンサ情報を処理する管理装置302とを備える。
このように、加速度センサ14の第1の計測方向141を、シャンク部11の回転において生じる遠心加速度の方向からずらす構成により、遠心加速度に対する加速度センサ14の第1の計測方向141における感度を低下させることができる。
したがって、本開示の第3の実施の形態に係る回転加工システム203では、加速度センサ14の計測範囲の制限を超えて、回転加工工具106において生じる遠心加速度を計測することができる。
また、加速度センサ14の計測結果を処理する構成により、たとえば、刃取付部12または刃部に異常があるか否かを判断することができる。
すなわち、ユーザは、回転加工工具106が適正な状態にあるかどうかを把握することができる。
[変形例1]
図20は、本開示の第3の実施の形態に係る回転加工工具の変形例1を示す部分断面図である。
図20を参照して、変形例1に係る回転加工工具107は、さらに、加速度センサ145を備える。
加速度センサ145は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ145は、たとえば、図2に示す加速度センサ14と同様の構造を有する。すなわち、加速度センサ145は、たとえば、図2に示すセンサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面に対して垂直な方向である。
図21は、本開示の第3の実施の形態に係る回転加工工具の変形例1を模式的に示す断面図である。詳細には、図21は、図20における回転加工工具107を平面18において切断してC方向から見た断面図である。
図21を参照して、加速度センサ145は、第5の計測方向146の加速度を計測する。第5の計測方向146は、平面18に沿った方向であって、加速度センサ145と回転軸17とを結ぶ直線147に対して直交する方向に沿う。
加速度センサ145は、上記一方向が第5の計測方向146に沿うように、図20に示す支持部16、具体的には、たとえば、図6に示す支持部16により支持される。なお、加速度センサ145は、図11に示す支持部162、または図13に示す支持部165に支持されてもよい。
第5の計測方向146は、回転加工工具107による切削に伴う振動が発生する方向である。また、第5の計測方向146は、遠心加速度が生じない方向である。したがって、加速度センサ145は、第5の計測方向146の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度を計測することができる。
また、第5の計測方向146は、刃取付部12または刃部に損傷がある場合に、当該損傷に起因する振動が発生する方向である。
したがって、加速度センサ145は、刃取付部12または刃部に損傷がある場合に、第5の計測方向146の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度と、刃取付部12または刃部に生じた損傷に起因する振動による加速度との合成分を計測することができる。
また、加速度センサ142および加速度センサ145により、互いに異なる方向において生じる加速度を計測することで、第3の実施の形態に係る回転加工工具106と比べて、刃取付部12または刃部の異常をより正確に検出することができる。
具体的には、互いに異なる方向において生じる加速度を計測することで、異常が生じている刃取付部12または刃部の位置をより正確に検出することができる。
また、互いに異なる方向において生じる加速度を計測することで、各計測結果に基づいて、シャンク部11において生じるねじり応力を算出することができる。
図22は、本開示の第3の実施の形態の変形例1に係る回転加工工具の構成を示す図である。詳細には、図22は、回転加工工具が、図20に示す構成要素に加えて、さらに、電池、無線通信装置およびハウジングを備えた状態を示す図である。なお、図22においては、電池、無線通信装置およびハウジングを想像線である二点鎖線により示している。
図22を参照して、回転加工工具106は、図20に示す構成に加えて、さらに、電池22と、無線通信装置23と、ハウジング24とを備える。
無線通信装置23は、図示しない信号線を介して、加速度センサ14、加速度センサ142および加速度センサ145と接続されている。加速度センサ14は、加速度センサ14において生じる加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。加速度センサ142は、加速度センサ142において生じる加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。加速度センサ145は、加速度センサ145において生じる加速度を示す計測信号を信号線経由で無線通信装置23へ出力する。
無線通信装置23は、加速度センサ14、加速度センサ142および加速度センサ145から計測信号を受けると、受けた計測信号の示す計測結果を無線信号に含めて外部のパーソナルコンピュータ等の管理装置へ送信する。管理装置は、たとえば、受信した計測結果を蓄積し、蓄積した計測結果を処理する。
図23は、本開示の第3の実施の形態に係る回転加工システムの構成を示す図である。
図23を参照して、回転加工システム205は、フライス盤等の回転加工装置206と、管理装置303とを備える。
回転加工装置206は、回転加工工具107と、駆動部と、駆動部を制御する制御部とを備える。駆動部は、回転加工工具107を駆動するモータ等である。制御部は、駆動部の回転数等を制御する。
管理装置303は、第1の実施の形態に係る回転加工工具における管理装置301と比べて、さらに、判断部341を含む。
無線通信部31は、回転加工工具107の無線通信装置23と無線による通信を行う。
記憶部35には、制御部32および判断部341を動作させるためのプログラムおよびデータ、無線通信部31が回転加工工具107から受信した計測結果、制御部32の算出結果、ならびに判断部341の判断結果等が保存される。
判断部341は、加速度センサ142および加速度センサ145の計測結果に基づいて、刃取付部12または刃部に異常があるか否かを判断する。
具体的には、判断部341は、たとえば、CPUを含む。判断部341は、加速度センサ142および加速度センサ145の少なくともいずれか一方の計測結果が所定の閾値以上である場合、刃取付部12または刃部に異常があると判断する。また、判断部341は、加速度センサ142および加速度センサ145の計測結果が当該閾値未満である場合、刃取付部12または刃部は正常であると判断し、判断結果を記憶部35に保存する。表示部33は、記憶部35に蓄積された判断部341の判断結果を表示する。
本開示の第3の実施の形態に係る回転加工工具の変形例1では、回転加工工具107は、図16に示す回転加工工具106の構成に加えて、さらに、一方向の加速度を計測するセンサである加速度センサ145を備える。加速度センサ145は、第5の計測方向146の加速度を計測する。第5の計測方向146は、平面18に沿った方向であって、加速度センサ145と回転軸17とを結ぶ直線147に対して直交する方向に沿う。
このような構成により、加速度センサ14により遠心加速度を計測するとともに、加速度センサ142および加速度センサ145により、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。
次に、本発明の他の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
<第4の実施の形態>
本実施の形態は、第1の実施の形態に係る回転加工工具101と比べて、加速度センサが有する計測方向の数が異なる回転加工工具に関する。以下で説明する内容以外は第1の実施の形態に係る回転加工工具101と同様である。
図24は、本開示の第4の実施の形態に係る回転加工工具の構成を示す側面図である。
図24を参照して、回転加工工具108は、図1に示す回転加工工具101と比べて、加速度センサ14の代わりに加速度センサ148を備える。
図25は、本開示の第4の実施の形態に係る回転加工工具における加速度センサの構成を示す斜視図である。なお、図25では、ハウジング291を想像線である二点鎖線により示している。図26は、本開示の第4の実施の形態に係る回転加工工具の構成を模式的に示す断面図である。具体的には、図26は、回転加工工具を、回転軸を法線とする平面において切断して図24に示すD方向から見た断面図である。図27は、本開示の第4の実施の形態に係る回転加工工具を、回転軸を通る平面において切断して図24に示すB方向から見た断面図である。
図25を参照して、加速度センサ148は、三方向の加速度を計測する、いわゆる三軸の加速度センサである。
加速度センサ148は、たとえば、センサ素子271と、センサ素子271を支持する台座部281と、センサ素子271および台座部281を収容するハウジング291とを含む。上記三方向、具体的には、図25に示す第1の方向X1、第2の方向Y1および第3の方向Z1は、3次元的に互いに直交する、すなわち3次元の直交軸を構成する。
第1の方向X1は、センサ素子271が台座部281によって支持される面である設置面に対して垂直な方向である。第2の方向Y1および第3の方向Z1は、上記設置面に対して平行な平面上にある。
加速度センサ148は、図26に示す支持部16、具体的には、たとえば、図6に示す支持部16により支持される。なお、加速度センサ148は、図11に示す支持部162、または図13に示す支持部165に支持されてもよい。
加速度センサ148は、図26に示す支持部16により所定の姿勢が保たれた状態において、三方向の加速度を計測する。
具体的には、加速度センサ148は、上記三方向、すなわち第1の方向X1、第2の方向Y1および第3の方向Z1が、それぞれ、図26および図27に示す第1の計測方向1410、第2の計測方向149および第3の計測方向150に沿うように姿勢が調整された状態において、第1の計測方向1410の加速度、第2の計測方向149の加速度および第3の方向の加速度を計測する。第1の計測方向1410、第2の計測方向149および第3の計測方向150は、3次元的に互いに直交する、すなわち3次元の直交軸を構成する。
第1の計測方向1410は、平面18および回転軸17の各々に対して傾斜する。第2の計測方向149は、平面18および回転軸17の各々に対して傾斜する。第3の計測方向150は、平面18に沿った方向であって、加速度センサ148と回転軸17とを結ぶ直線151に対して直交する方向に沿う。
すなわち、たとえば、第1の計測方向1410は、図26の紙面に沿って紙面の右斜め上へ向かう方向である。第2の計測方向149は、図26の紙面に沿って紙面の右斜め下へ向かう方向である。第3の計測方向150は、図26の紙面に対して垂直な方向で、かつ紙面の表側から裏側へ向かう方向である。
第1の計測方向1410は、平面18に対して傾斜角度θで傾斜する。具体的には、第1の計測方向1410は、加速度センサ14を通り、かつ回転軸17を含む平面15において、平面18に対して傾斜角度θで傾斜する。ここで、傾斜角度θは、0°より大きく、かつ90°より小さい値である。また、傾斜角度θは、45°であってもよいし、45°でなくてもよい。
第2の計測方向149は、平面18に対して第1の計測方向1410とは反対側へ傾斜角度(90°-θ)で傾斜する。具体的には、第2の計測方向149は、平面15において、平面18に対して第1の計測方向1410とは反対側へ傾斜角度(90°-θ)で傾斜する。ここで、傾斜角度θは、0°より大きく、かつ90°より小さい値である。
したがって、傾斜角度θを変化させることにより、遠心加速度aに対する加速度センサ14の第1の計測方向1410における感度を変化させることができるとともに、遠心加速度aに対する加速度センサ148の第2の計測方向149における感度を変化させることができる。
たとえば、図4に示す例では、傾斜角度θが85°である場合(グラフg7)、角度(90°-θ)は5°であり、傾斜角度θが80°である場合(グラフg6)、傾斜角度(90°-θ)は10°であり、傾斜角度θが70°である場合(グラフg5)、傾斜角度(90°-θ)は20°であり、傾斜角度θが60°である場合(グラフg4)、傾斜角度(90°-θ)は30°である。
図4に示す例では、加速度センサ148は、0G~200Gの範囲において、遠心加速度を計測することが可能である。つまり、加速度センサ148は、たとえば、傾斜角度θが85°である場合(グラフg7)、第1の計測方向1410において0rpm~約4000rpmの計測を行うことが可能であり、第2の計測方向149において0rpm~約14000rpmの計測を行うことが可能である。そして、0rpm~約4000rpmの範囲において、加速度センサ148は高い分解能を発揮することができる。
したがって、加速度センサ148において、たとえば、0rpm~約4000rpmの低速回転域における遠心加速度の計測を第1の計測方向1410に担わせ、約4000rpm~約14000rpmの高速回転域における遠心加速度の計測を第2の計測方向149に主に担わせて、2つの計測方向により広範な回転数において遠心加速度を計測することができる。また、低速回転域では、高い分解能で計測を行うことができる。
本開示の第4の実施の形態に係る回転加工工具108では、加速度センサ148は、第1の計測方向1410の加速度、第2の計測方向149の加速度および第3の計測方向150の加速度を計測する。第1の計測方向1410、第2の計測方向149および第3の計測方向150は、3次元的に互いに直交する、すなわち3次元の直交軸を構成する。第2の計測方向149は、平面18および回転軸17の各々に対して傾斜する。第3の計測方向150は、平面18に沿った方向であって、加速度センサ148と回転軸17とを結ぶ直線151に対して直交する方向に沿う。
このような構成により、3つの計測方向において加速度を計測する加速度センサ148をたとえば1つ用いて、遠心加速度を計測するとともに、切削に伴う振動等の加速度を計測することができ、より多様な加速度を計測することができる。また、加速度センサのシャンク部11への取り付け数をより少なくすることができる。
また、本開示の第4の実施の形態に係る回転加工工具108では、第1の計測方向1410と平面18とがなす傾斜角度θは、0°より大きくかつ90°未満であり、かつ45°でない。
このような構成により、3つの計測方向において加速度を計測する加速度センサ148をたとえば1つ用いて、2つの異なる計測範囲において遠心加速度を計測することができる。これにより、たとえば1つの加速度センサ148によってより広範な遠心加速度を計測することができる。
また、本開示の第4の実施の形態に係る回転加工工具108では、傾斜角度θは、70°以上かつ90°未満である。
このような構成により、傾斜角度θが0°である場合と比べて、加速度センサ148は、より大きな回転数に対応する遠心加速度を計測することができる。
また、本開示の第4の実施の形態に係る回転加工工具108では、傾斜角度θは、80°以上かつ90°未満である。
このような構成により、傾斜角度θが70°以上かつ90°未満である場合と比べて、加速度センサ148は、より大きな回転数に対応する遠心加速度を計測することができる。
[変形例1]
図28は、本開示の第4の実施の形態に係る回転加工工具の変形例1を示す部分断面図である。
図28を参照して、変形例1に係る回転加工工具109は、支持部16の代わりに、図13に示すような角度変更機能を有する支持部165を備える。回転加工工具109は、支持部165の角度変更機能により、傾斜角度θaを変更し、傾斜角度θを変更することができる。
本開示の第4の実施の形態に係る回転加工工具の変形例1では、回転加工工具109は、回転加工工具108の構成に加えて、さらに、第1の計測方向1410の傾斜角度θおよび第2の計測方向149の傾斜角度(90°-θ)を変更する支持部165を備える。
このような構成により、たとえばユーザが所望するシャンク部11の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
次に、本発明の他の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
<第5の実施の形態>
本実施の形態は、第4の実施の形態に係る回転加工工具108と比べて、加速度センサが追加された回転加工工具に関する。以下で説明する内容以外は第4の実施の形態に係る回転加工工具108と同様である。
図29は、本開示の第5の実施の形態に係る回転加工工具の構成を示す側面図である。
図29を参照して、回転加工工具110は、図24に示す回転加工工具108と比べて、さらに、加速度センサ142を備える。
図30は、本開示の第5の実施の形態に係る回転加工工具の構成を模式的に示す断面図である。具体的には、図30は、図29における回転加工工具110を平面18において切断してC方向から見た断面図である。
図30を参照して、加速度センサ142は、第4の計測方向143の加速度を計測する。第4の計測方向143は、平面18に沿った方向であって、加速度センサ142と回転軸17とを結ぶ直線144に対して直交する方向に沿う。
加速度センサ142は、一方向の加速度を計測する、いわゆる一軸の加速度センサである。加速度センサ142は、たとえば、図2に示す加速度センサ14と同様の構造を有する。すなわち、加速度センサ142は、たとえば、図2に示すセンサ素子27と、センサ素子27を支持する台座部28と、センサ素子27および台座部28を収容するハウジング29とを含む。上記一方向は、たとえば、センサ素子27が台座部28によって支持される面である設置面に対して垂直な方向である。
加速度センサ142は、上記一方向が第4の計測方向143に沿うように、図16に示す支持部16、具体的には、たとえば、図6に示す支持部16により支持される。なお、加速度センサ142は、図11に示す支持部162、または図13に示す支持部165に支持されてもよい。
第4の計測方向143は、回転加工工具110による切削に伴う振動が発生する方向である。また、第4の計測方向143は、遠心加速度が生じない方向である。したがって、加速度センサ142は、第4の計測方向143の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度を計測することができる。
また、第4の計測方向143は、刃取付部12または刃部に損傷がある場合に、当該損傷に起因する振動が発生する方向である。
したがって、加速度センサ142は、刃取付部12または刃部に損傷がある場合に、第4の計測方向143の加速度を計測することにより、遠心加速度ではなく、切削に伴う振動の加速度と、刃取付部12または刃部に生じた損傷に起因する振動による加速度との合成分を計測することができる。
次に、本発明の他の実施の形態について図面を用いて説明する。なお、図中同一または相当部分には同一符号を付してその説明は繰り返さない。
<第6の実施の形態>
本実施の形態は、第4の実施の形態に係る回転加工工具108と比べて、第3の計測方向が異なる回転加工工具に関する。以下で説明する内容以外は第4の実施の形態に係る回転加工工具108と同様である。
図31は、本開示の第6の実施の形態に係る回転加工工具の構成を示す側面図である。
図31を参照して、回転加工工具111は、第4の実施の形態に係る回転加工工具108における加速度センサ148の代わりに、加速度センサ152を備える。
図32は、本開示の第6の実施の形態に係る回転加工工具の構成を模式的に示す断面図である。具体的には、図32は、回転加工工具を、回転軸を法線とする平面において切断してD方向から見た断面図である。図33は、本開示の第6の実施の形態に係る回転加工工具を、回転軸を通る平面において切断してB方向から見た断面図である。
図32および図33を参照して、加速度センサ152は、三方向の加速度を計測する、いわゆる三軸の加速度センサである。加速度センサ152は、たとえば、図25に示す加速度センサ148と同じ構造を有する。
加速度センサ152は、図32に示す支持部16、具体的には、たとえば、図6に示す支持部16により支持される。なお、加速度センサ152は、図11に示す支持部162、または図13に示す支持部165に支持されてもよい。
加速度センサ152は、支持部16により所定の姿勢が保たれた状態において、三方向の加速度を計測する。
具体的には、加速度センサ152は、上記三方向が、それぞれ、第1の計測方向1411、第2の計測方向1490および第3の計測方向1500に沿うように姿勢が調整された状態において、第1の計測方向1411の加速度、第2の計測方向1490の加速度および第3の計測方向1500の加速度を計測する。第1の計測方向1411、第2の計測方向1490および第3の計測方向1500は、3次元的に互いに直交する、すなわち3次元の直交軸を構成する。
第1の計測方向1411、第2の計測方向1490および第3の計測方向1500は、平面18および回転軸17の各々に対して傾斜する。
すなわち、たとえば、第1の計測方向1411、第2の計測方向1490および第3の計測方向1500は、図32の紙面に対して交差し、かつ図33の紙面に対して交差する方向である。また、第1の計測方向1411は、図32の紙面の右斜め上へ向かう方向である。第2の計測方向1490および第3の計測方向1500は、図32の紙面の右斜め下へ向かう方向である。
第1の計測方向1411、第2の計測方向1490および第3の計測方向1500の各々が、平面18において加速度センサ152と回転軸17とを結ぶ直線153に対してなす傾斜角度θのうち、少なくともいずれか2つが互いに異なる。
具体的には、たとえば、第1の計測方向1411および直線153がなす傾斜角度θ1、第2の計測方向1490および直線153がなす傾斜角度θ2、ならびに第3の計測方向1500および直線153がなす傾斜角度θ3は、互いに異なる。
なお、傾斜角度θ1、傾斜角度θ2および傾斜角度θ3は、いずれか2つが互いに同じであってもよい。
図34は、本開示の第6の実施の形態に係る、回転加工工具に発生する遠心加速度と回転加工工具の回転数との対応関係の一例を示す図である。
図34において、横軸はシャンク部11の回転数、縦軸はシャンク部11において生じる遠心加速度を示す。また、グラフg9,g10,g11は、それぞれ、傾斜角度θが、θ1、θ2、θ3である場合の遠心加速度と回転数との対応関係を示す。図34に示す例では、θ1、θ2およびθ3の関係は、「θ1<θ2<θ3」である。
ここでは、加速度センサ152は、遠心加速度が0G~200Gの値である場合に遠心加速度を正確に計測することができ、遠心加速度が200Gを超えると、遠心加速度を正確に計測することが困難になるものとする。
図34を参照して、傾斜角度θがθ1である場合、回転数が約3000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg9)。また、傾斜角度θがθ2である場合、回転数が約10500rpmまで増加した時点で遠心加速度が200Gに達する(グラフg10)。また、傾斜角度θがθ3である場合、回転数が約17000rpmまで増加した時点で遠心加速度が200Gに達する(グラフg11)。
このように、傾斜角度θが大きくなるにつれて、グラフの傾きが小さくなる。つまり、傾斜角度θが大きくなるにつれて、遠心加速度aに対する加速度センサ152の第1の計測方向1411、第2の計測方向1490および第3の計測方向1500におけるみかけの感度が低下し、加速度センサ152は、より大きな回転数において遠心加速度を計測することができる。
たとえば、図34に示す例では、加速度センサ152は、傾斜角度θがθ2である場合、傾斜角度θがθ1である場合と比べて2倍以上の回転数まで遠心加速度を計測することができる。また、加速度センサ152は、傾斜角度θがθ3である場合、傾斜角度θがθ1である場合と比べて3倍近い回転数まで遠心加速度を計測することができる。
遠心加速度、回転数および傾斜角度θ間のこのような関係に着目して、三方向の加速度を計測する加速度センサ152の3つの計測方向をすべて遠心加速度の計測に用い、かつ傾斜角度θ1、傾斜角度θ2および傾斜角度θ3をすべて異なる値とすることにより、本来は同じ性能である3つの軸を、それぞれ、異なる計測範囲R1~R3および異なる分解能の加速度センサとして用いることができる。
なお、傾斜角度θ1、傾斜角度θ2および傾斜角度θ3は、互いに同じであってもよい。
[変形例1]
図35は、本開示の第6の実施の形態に係る回転加工工具の変形例1を示す部分断面図である。
図35を参照して、変形例1に係る回転加工工具112は、支持部16の代わりに、図13に示すような角度変更機能を有する支持部165を備える。回転加工工具112は、支持部165の角度変更機能により、傾斜角度θaを変更し、傾斜角度θ1~θ3を変更することができる。
本開示の第6の実施の形態に係る回転加工工具の変形例1では、回転加工工具112は、本開示の第6の実施の形態に係る回転加工工具111の構成に加えて、さらに、第1の計測方向1411の傾斜角度θ1、第2の計測方向1490の傾斜角度θ2および第3の計測方向1500の傾斜角度θ3を変更する角度変更部167を備える。
このような構成により、たとえばユーザが所望するシャンク部11の回転数に応じて遠心加速度の計測範囲を変更することができるため、ユーザの要望に応じた計測範囲において遠心加速度をより確実に計測することができる。
上記実施の形態は、すべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は、上記説明ではなく請求の範囲によって示され、請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。
以上の説明は、以下に付記する特徴を含む。
[付記1]
回転加工装置であって、
回転加工工具と、
管理装置とを備え、
前記回転加工工具は、
シャフト部と、
前記シャフト部の端部に設けられる刃取付部または刃部と、
前記シャフト部に取り付けられる第1の加速度センサとを含み、
前記第1の加速度センサは、前記シャフト部の回転軸を法線とする平面および前記回転軸の各々に対して傾斜する第1の計測方向の加速度を計測し、
前記管理装置は、
前記加速度センサの計測結果、前記第1の計測方向の傾斜角度、ならびに前記第1の加速度センサおよび前記回転軸間の距離に基づいて、前記シャフト部の角速度および回転数の少なくともいずれか一方を算出する制御部と、
前記制御部の算出結果を表示する表示部とを含む、回転加工装置。