JP7236486B2 - 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 - Google Patents
抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 Download PDFInfo
- Publication number
- JP7236486B2 JP7236486B2 JP2021056990A JP2021056990A JP7236486B2 JP 7236486 B2 JP7236486 B2 JP 7236486B2 JP 2021056990 A JP2021056990 A JP 2021056990A JP 2021056990 A JP2021056990 A JP 2021056990A JP 7236486 B2 JP7236486 B2 JP 7236486B2
- Authority
- JP
- Japan
- Prior art keywords
- binder
- cured
- antimicrobial
- abs resin
- copper
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Landscapes
- Laminated Bodies (AREA)
- Agricultural Chemicals And Associated Chemicals (AREA)
- Domestic Plumbing Installations (AREA)
- Tables And Desks Characterized By Structural Shape (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
本発明の抗微生物部材における抗微生物特性の中で、特に抗ウィルス、抗カビに有効であり、抗ウィルスが最も高い活性を持つ。
また、上記バインダ硬化物は、膜状に形成され、その膜状のバインダ硬化物の形成領域内に硬化物が形成されていない領域が混在して設けられた状態のバインダ硬化物と、島状に形成されたバインダ硬化物が混在していてもよい。
本発明の抗微生物部材において、上記無機系抗微生物剤が、銀、銅、亜鉛、白金、亜鉛化合物、銀化合物、銅化合物、金属もしくは金属酸化物が担持された金属酸化物触媒、金属イオンでイオン交換されたゼオライト、及び、銅の錯体からなる群から選択される少なくとも1種であると、抗微生物剤を粒子状とすることができ、該無機系抗微生物剤がバインダ硬化物から露出し易く、より高い抗微生物活性を有する抗微生物部材となる。
上記有機バインダは、熱硬化性樹脂、電磁波硬化型樹脂からなる群から選択される少なくとも1種であることが望ましい。
本発明の抗微生物部材は、抗ウィルス、抗菌、抗カビ及び防カビの特性を有するが、特に抗ウィルスが最も高い活性を持つ。
取っ手の表面に抗微生物成分を含むバインダ硬化物が固着形成されていることにより、取っ手に付着したウィルス等の微生物を失活させることができるので、取っ手に触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が取っ手に触れたとしても、抗微生物成分を含むバインダ硬化物によってウィルス等の微生物を失活させることができ、次に取っ手に触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物は、取っ手との密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。
椅子の肘掛の表面に抗微生物成分を含むバインダ硬化物が固着形成されていることにより、椅子の肘掛に付着したウィルス等の微生物を失活させることができるので、椅子の肘掛に触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が椅子の肘掛に触れたとしても、抗微生物成分を含むバインダ硬化物によってウィルス等の微生物を失活させることができ、次に椅子の肘掛に触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物は、椅子の肘掛との密着性にも優れるので、次々と人間の手や肘が触れたとしても、ふき取り清掃をしたとしても脱落しない。
テーブルエッジの表面に抗微生物成分を含むバインダ硬化物が固着形成されていることにより、テーブルエッジに付着したウィルス等の微生物を失活させることができるので、テーブルエッジに触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間がテーブルエッジに触れたとしても、抗微生物成分を含むバインダ硬化物によってウィルス等の微生物を失活させることができ、次にテーブルエッジに触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物は、テーブルエッジとの密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。
蛇口のハンドルの表面に抗微生物成分を含むバインダ硬化物が固着形成されていることにより、蛇口のハンドルに付着したウィルス等の微生物を失活させることができるので、蛇口のハンドルに触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が蛇口のハンドルに触れたとしても、抗微生物成分を含むバインダ硬化物によってウィルス等の微生物を失活させることができ、次に蛇口のハンドルに触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、蛇口の本体や吐出口がABS樹脂製である場合には、その表面に抗微生物成分を含むバインダ硬化物を固着形成させることにより、本体や吐出口にも抗微生物特性を付与することもできる。また、抗微生物成分を含むバインダ硬化物は、蛇口のハンドルとの密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。また、上記バインダ硬化物は、基材の変形によって該基材との界面に生じる応力を分散することができ、剥離などが生じることがないので、抗微生物活性を示すバインダ硬化物が脱落せず、ABS樹脂からなる基材の変形により生じる抗微生物活性の低下という課題を解決できる。
以下、本発明の抗微生物部材について詳細に説明する。
本発明の抗微生物部材は、ABS樹脂からなる基材表面に抗微生物成分を含むバインダ硬化物が固着形成されてなり、上記バインダ硬化物は、島状に分散して基材表面に固着されてなるか、もしくは基材表面に上記バインダ硬化物が形成された領域と上記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする。
本発明においては、バインダ硬化物は、基材表面の10%以上、95%以下を覆っていることが望ましい。
図2(a)及び(b)に示す本発明の抗微生物部材20では、基材21の表面に、抗微生物のバインダ硬化物22が島状に形成されている。
ABS樹脂としては、アクリロニトリル-ブタジエン-スチレンの配合比は限定されず、乳化重合、溶液重合、塊状重合、懸濁重合、塊状・懸濁重合のいずれの方法により製造されたものであってもよい。
また、ABS樹脂は、シリカ、タルク、炭酸カルシウム、ガラス、及び、硫酸バリウムなどの無機微粒子を含むものであってもよい。
上記バインダ硬化物中には、上記した無機系抗微生物剤が1種類のみ含まれていてもよく、2種類以上の無機系抗微生物剤が含まれていてもよく、上記した有機系抗微生物剤が1種類のみ含まれていてもよく、2種類以上の有機系抗微生物剤が含まれていてもよい。さらに、上記バインダ硬化物中には、上記無機系抗微生物剤と上記有機系抗微生物剤とが2種類以上含まれていてもよい。
バインダ硬化物中には、銀、銅、亜鉛及び白金の粒子が単独で含まれていてもよく、銀、銅、亜鉛及び白金のうち、2種類以上の金属粒子が含まれていてもよく、例えば、銀、銅、亜鉛及び白金のうち、少なくとも2種を含む合金の金属粒子が固定されていてもよい。
上記銅のカルボン酸塩としては、銅のイオン性化合物を使用することができ、酢酸銅、安息香酸銅、フタル酸銅等が挙げられる。
上記銅の水溶性無機塩としては、銅のイオン性化合物を使用することができ、例えば、硝酸銅、硫酸銅等が挙げられる。
その他の銅化合物としては、例えば、銅(メトキシド)、銅エトキシド、銅プロポキシド、銅ブトキシドなどが挙げられ、銅の共有結合性化合物としては銅の酸化物、銅の水酸化物などが挙げられる。銅のカルボン酸塩、銅の水酸化物は、有機バインダ、無機バインダとの親和性が高く、水により溶出しないため、耐水性に優れる。
上記銅の錯体としては、例えば、アセチルアセトンと銅との錯体、5-メチル-2,4-ヘキサンジオン等のβジケトンと銅との錯体、銅(I)(1-ブタンチオレート)、銅(I)(へキサフルオロペンタンジオネートシクロオクタジエン)等が挙げられる。
上記銅の水溶性無機塩としては、銅のイオン性化合物を使用することができ、例えば、硝酸銅(II)、硫酸銅(II)等が挙げられる。
その他の銅化合物としては、例えば、銅(II)(メトキシド)、銅(II)エトキシド、銅(II)プロポキシド、銅(II)ブトキシド等が挙げられ、銅の共有結合性化合物としては銅の酸化物、銅の水酸化物などが挙げられる。
ビニル基を有するモノマーの重合体は、付加重合で合成されるので水などの副生成物がなく、透明度の高い抗微生物樹脂を得ることができる。このため、基材の意匠性に与える影響を小さくすることができる。
スチレン、メタクリル酸、メタクリル酸エステル、ジビニルベンゼン、トリビニルベンゼンは、特に透明度の高い抗微生物樹脂を得ることができる。また、ジビニルベンゼン、トリビニルベンゼンは、モノマーに添加することによって架橋し、三次元網目構造を形成することができる。三次元網目構造を形成することによって、分解しにくくなり、耐久性を高くすることができる。


上記一般式(1)で表されるビス型ピリジニウム塩において、X-としては、例えば、Cl-、Br-、I-等が挙げられる。
R1、R2は、炭素数1~20のアルキル基が好ましく、上記アルキル基は、側鎖を有していてもよい。
上記一般式(1)中、R3で表される有機基は、-CO-O-(CH2)6-O-CO-、-CONH-(CH2)6-CO-、-NH-CO-(CH2)4-CO-NH-、-S-Ph-S-、-CONH-Ph-NHCO-、―NHCO-Ph-CONH-、-O-(CH2)6-O-または-CH2-O-(CH2)4-O-CH2-(但し、Phは、フェニレン基を表す。)で表されるものであることが望ましい。









また、上記ビス型チアゾリウム塩としては、下記の一般式(12)で示されるビス型チアゾリウム塩が挙げられる。

上記ビス型キノリニウム塩としては、一般式(3)~一般式(10)で表されるビス型ピリジニウム塩を構成する下記の一般式(13)に表されるピリジニウム基を、一般式(14)に示すキノリウム基に置換した化学構造を有するビス型キノリニウム塩が挙げられる。上記ビス型キノリニウム塩において、他の置換基等は、一般式(3)~一般式(10)で表されるビス型ピリジニウム塩と同様である。



本発明の抗微生物部材では、上記抗微生物成分として、無機系抗微生物剤及び有機系抗微生物剤からなる群から選択される少なくとも1種と、バインダである有機バインダ、無機バインダ、有機・無機ハイブリッドのバインダ及び電磁波硬化型樹脂の少なくとも1種とを混合したものを硬化させることにより、バインダ硬化物を得ることができる。
未硬化の電磁波硬化型樹脂であるモノマー又はオリゴマーと重合開始剤と各種添加剤と抗微生物成分とを含んだ抗微生物組成物を用いて基材表面に液滴を形成した後、電磁波を照射することにより、重合開始剤は、開裂反応、水素引き抜き反応、電子移動等の反応を起こし、これにより生成した光ラジカル分子、光カチオン分子、光アニオン分子等が上記モノマーや上記オリゴマーを攻撃してモノマーやオリゴマーの重合反応や架橋反応が進行し、抗微生物成分を含むバインダ硬化物が形成される。このような反応により生成する本発明のバインダ硬化物を構成する樹脂を電磁波硬化型樹脂という。
本発明においては、重合開始剤は、銅に対する還元剤として使用することができる。このため、無機バインダ、銅化合物および分散媒からなる抗微生物組成物に重合開始剤を添加してもよい。重合開始剤としては、光重合開始剤であることが望ましい。重合開始剤により、銅(II)を銅(I)に還元することができる。銅(I)の方が銅(II)よりも抗微生物性能が高い。
上記ポリエステル樹脂としては、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)等が挙げられる。
アルキッド樹脂としては、ポリエステルアルキッド樹脂等が挙げられる。
これらの樹脂は、透明性を有するとともに、基材に対する密着性にも優れる。
無機バインダと抗微生物成分と必要により各種添加剤や分散媒とを混合して抗微生物組成物を用いて基材表面に液滴を形成した後、乾燥させることにより、抗微生物成分を含むバインダ硬化物(無機バインダの硬化物)が形成される。
上記無機バインダは、分散媒として、水を用いたものと有機溶媒を用いたものが存在するので、添加する抗微生物成分の種類を考慮して、無機バインダを選択することができ、抗微生物成分が均一に分散した上記抗微生物組成物を得ることができる。
具体的には、画像解析・画像計測ソフトウェアを備えた走査型顕微鏡やレーザー顕微鏡を用いることにより、又は、走査型顕微鏡、レーザー顕微鏡で得られた画像を画像解析・画像計測ソフトウェアを用いて画像解析等を行うことにより、上記したバインダ硬化物の基材表面に平行な方向の最大幅やその厚さの平均値を求めることができる。
上記算術平均粗さ(Ra)は、東京精密製の接触式表面粗さ測定機であるHANDYSURFを用い、8mmの測定長さで測定することにより得ることができる。
上記抗微生物部材を製造する際には、まず、基材の表面に、抗微生物成分と未硬化のバインダと分散媒と重合開始剤とを含む抗微生物組成物を散布する散布工程を行い、続いて必要に応じて、上記散布工程により散布された上記抗微生物組成物を乾燥させて上記分散媒を除去する乾燥工程を行い、最後に上記乾燥工程で分散媒を除去した上記抗微生物組成物中の上記未硬化のバインダを硬化させる硬化工程を行い、基材の表面に抗微生物成分を含むバインダ硬化物が基材表面に固着し、バインダ硬化物が基材表面の一部が露出するように被覆している抗微生物部材を得ることができる。バインダの硬化は、乾燥と同時でもよい。
本発明の抗微生物部材を製造する際には、まず、散布工程として、基材の表面に、抗微生物成分と未硬化のバインダと分散媒と重合開始剤とを含む抗微生物組成物を散布する。
上記無機系抗微生物剤は、銀、銅、亜鉛、白金、亜鉛化合物、銀化合物、銅化合物、金属もしくは金属酸化物が担持された金属酸化物触媒、金属イオンでイオン交換されたゼオライト、及び、銅の錯体からなる群から選択される少なくとも1種であることが望ましく、上記有機系抗微生物剤は、抗微生物樹脂、スルホン酸系界面活性剤、銅のアルコキシド、及び、ビス型第四級アンモニウム塩からなる群から選択される少なくとも1種であることが望ましい。
上記散布方法としては、例えば、スプレー法、二流体スプレー法、静電スプレー法、エアロゾル法等が挙げられる。
本発明において、二流体スプレー法とは、スプレー法の一種であり、高圧の空気などのガスと抗微生物組成物とを混合した後、ノズルから霧の状態で噴霧し、基材表面に上記抗微生物組成物の液滴を付着させることをいう。
本発明において、静電スプレー法とは、帯電した抗微生物組成物を利用する散布方法であり、上記したスプレー法により抗微生物組成物を霧の状態で噴霧するが、上記抗微生物組成物を霧状にするための方式には、上記抗微生物組成物を噴霧器で噴霧するガン型と、帯電した抗微生物組成物の反発を利用した静電霧化方式があり、さらに、ガン型には帯電した抗微生物組成物を噴霧する方式と、噴霧した霧状の抗微生物組成物に外部電極からコロナ放電で電荷を付与する方式とがある。霧状の液滴は、帯電しているため、基材表面に付着し易く、良好に上記抗微生物組成物を、細かく分割された状態で基材表面に付着させることができる。
本発明において、エアロゾル法とは、金属の化合物を含む抗微生物組成物を物理的及び化学的に生成した霧状のものを対象物に吹き付ける手法である。
上記散布工程により基材の表面に散布された抗微生物成分と未硬化のバインダと分散媒と重合開始剤とを含む抗微生物組成物を乾燥させ、分散媒を蒸発、除去し、抗微生物成分を含むバインダ硬化物を基材表面に仮固定させるとともに、バインダ硬化物の収縮により、抗微生物成分をバインダ硬化物の表面から露出させることができる。
無機バインダ、銅化合物、分散媒および必要に応じて加えられる重合開始剤からなる抗微生物組成物の場合は、乾燥により分散媒を除去することで無機バインダの硬化が進行する。この抗微生物組成物の場合は、乾燥工程と硬化工程が同時に進行する。
乾燥条件としては、60~100℃、0.5~5.0分が望ましい。
上記の抗微生物部材を製造する際には、硬化工程として、上記乾燥工程で分散媒を除去した抗微生物組成物中の上記未硬化の電磁波硬化型樹脂であるモノマーやオリゴマーに電磁波を照射して上記未硬化のバインダを硬化させ、バインダ硬化物とする。
本発明の抗微生物部材の製造方法において、未硬化のバインダが電磁波硬化型樹脂である場合は、硬化のために照射する電磁波としては、特に限定されず、例えば、紫外線(UV)、赤外線、可視光線、マイクロ波、電子線(Electron Beam:EB)等が挙げられるが、これらのなかでは、紫外線(UV)が望ましい。
これらの工程により、基材表面に抗微生物成分を含むバインダ硬化物が基材表面に固着し、かつ、上記バインダ硬化物は、基材表面の一部を露出するように被覆している本発明の抗微生物部材を製造することができる。
本発明の抗微生物部材では、X線光電子分光分析法により、925~955eVの範囲にあるCu(I)とCu(II)に相当する結合エネルギーを5分間測定することで算出される、上記銅化合物中に含まれるCu(I)とCu(II)とのイオンの個数の比率(Cu(I)/Cu(II))は、0.5~50であることが望ましい。
また、Cu(I)の銅は、Cu(II)の銅と比較して抗微生物により優れているため、第1の本発明の抗微生物部材において、X線光電子分光分析法により、925~955eVの範囲にあるCu(I)とCu(II)に相当する結合エネルギーを5分間測定することで算出される、上記銅化合物中に含まれるCu(I)とCu(II)とのイオンの個数の比率(Cu(I)/Cu(II))が1.0~4.0であると、より抗微生物に優れた抗微生物部材となる。
本発明の取っ手は、表面がABS樹脂からなる取っ手であって、上記取っ手を構成するABS樹脂の表面に抗微生物成分を含むバインダ硬化物が固着形成されてなり、上記バインダ硬化物は、島状に分散して基材表面に固着されてなるか、もしくは基材表面に上記バインダ硬化物が形成された領域と上記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする。
ここで、取っ手とは、手でつかんだりするための家具、器物などに取り付けられたつまみである。
図4の取っ手の実施形態では、取っ手40は、持ち手部41がねじ43によって固定されている。持ち手部41はABS樹脂製であり、その表面に抗微生物成分を含むバインダ硬化物42が固着形成され、抗微生物特性が付与されている。
取っ手40の持ち手部41に抗微生物特性が付与されていることにより、持ち手部41に付着したウィルス等の微生物を失活させることができるので、持ち手部41に触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が持ち手部41に触れたとしても、ウィルス等の微生物を失活させることができ、次に持ち手部41に触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物42は、持ち手部41との密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。
本発明の椅子の肘掛は、表面がABS樹脂からなる椅子の肘掛であって、上記椅子の肘掛を構成するABS樹脂の表面に抗微生物成分を含むバインダ硬化物が固着形成されてなり、上記バインダ硬化物は、島状に分散して基材表面に固着されてなるか、もしくは基材表面に上記バインダ硬化物が形成された領域と上記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする。
ここで、椅子の肘掛とは、椅子の側面などに設けられ、手や肘をもたせ掛けることができる部位をいう。
図5の椅子の肘掛の実施形態では、椅子50は、背部55と座部56と4本の脚部53と一対の肘掛54とから構成されており、椅子50は、背部55と座部56がクッション材51により覆われている。肘掛54は、座部56に連結された椅子の脚部53の上部に設けられている。
肘掛54は表面がABS樹脂製であり、その表面に抗微生物成分を含むバインダ硬化物52が固着形成され、抗微生物特性が付与されている。
肘掛54の表面に抗微生物特性が付与されていることにより、肘掛54に付着したウィルス等の微生物を失活させることができるので、肘掛54に触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が肘掛54に触れたとしても、ウィルス等の微生物を失活させることができ、次に肘掛54に触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物52は、肘掛54との密着性にも優れるので、次々と人間の手や肘が触れたとしても、ふき取り清掃をしたとしても脱落しない。
本発明のテーブルエッジは、表面がABS樹脂からなるテーブルエッジであって、上記テーブルエッジを構成するABS樹脂の表面に抗微生物成分を含むバインダ硬化物が固着形成されてなり、上記バインダ硬化物は、島状に分散して基材表面に固着されてなるか、もしくは基材表面に上記バインダ硬化物が形成された領域と上記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする。
ここで、テーブルエッジとは、テーブルの側面部に緩衝性や耐摩耗性を付与し、衝撃や摩擦からテーブルを保護する部位である。
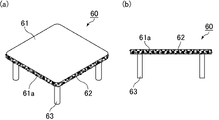
図6のテーブルエッジ実施形態では、テーブルエッジ(側面部)61aを有するテーブル60の天板61に、テーブルの脚63が連結されている。テーブル60の天板61のテーブルエッジ61aは、表面がABS樹脂製であり、その表面に抗微生物活性を有するバインダ硬化物62が固着形成され、抗微生物特性が付与されている。
テーブルエッジ61aの表面に抗微生物特性が付与されていることにより、テーブルエッジ61aに付着したウィルス等の微生物を失活させることができるので、テーブルエッジに触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が天板61側面のテーブルエッジ61aに触れたとしても、抗微生物成分を含むバインダ硬化物62によってウィルス等の微生物を失活させることができ、次にテーブルエッジ61aに触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物62は、テーブルエッジとの密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。
本発明の蛇口は、ABS樹脂からなる蛇口であって、上記蛇口を構成するABS樹脂の表面に抗微生物成分を含むバインダ硬化物が固着形成されてなり、上記バインダ硬化物は、島状に分散して基材表面に固着されてなるか、もしくは基材表面に上記バインダ硬化物が形成された領域と上記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする。
ここで、蛇口とは、ハンドルを回転または上下させることにより、吐出口から水などの液体が吐出されるものである。蛇口が、ハンドル型のものであっても、レバー型のものであっても本発明に包含される。
図7(a)に示す蛇口70は、回転式のハンドル71を備えており、図7(b)に示す蛇口70′は、レバー式のハンドル71′を備えている。
図7の蛇口の実施形態では、蛇口70、70′は、本体73、73′にハンドル71、71′と吐出口74、74′が連結された構造を有しており、ハンドル71、71′を回転または上下させることにより、吐出口74、74′から水などの液体が吐出される。ハンドル71、71′はABS樹脂製であり、その表面に抗微生物成分を含むバインダ硬化物72、72′が固着形成され、抗微生物特性が付与されている。
蛇口70、70′のハンドル71、71′の表面に抗微生物特性が付与されていることにより、蛇口70、70′のハンドル71、71′に付着したウィルス等の微生物を失活させることができるので、ハンドル71、71′に触れた人間にウィルス等の微生物が感染することを防止することができる。また、ウィルス等の微生物を保有する人間が蛇口のハンドルに触れたとしても、ウィルス等の微生物を失活させることができ、次に蛇口のハンドルに触れた人間に、ウィルス等の微生物が伝染することを防止することができる。また、抗微生物成分を含むバインダ硬化物72、72′は、ハンドル71、71′との密着性にも優れるので、次々と人間の手が触れたとしても、ふき取り清掃をしたとしても脱落しない。
なお、蛇口70、70′の本体73、73′や吐出口74、74′がABS樹脂製である場合には、その表面に抗微生物成分を含むバインダ硬化物72、72′を固着形成させることにより、本体73、73′や吐出口74、74′にも抗微生物特性を付与することもできる。
(1)酢酸銅の濃度が1.75wt%になるように、酢酸銅(II)・一水和物粉末(富士フイルム和光純薬社製)を純水に溶解させた後、マグネチックスターラーを用い、600rpmで15分撹拌して酢酸銅水溶液を調製した。紫外線硬化樹脂液は、光ラジカル重合型アクリレート樹脂(ダイセル・オルネクス社製 UCECOAT7200)と光重合開始剤(IGM社製 Omnirad500)と(IGM社製 Omnirad184)を重量比97:2:1で混合し、ホモジナイザーを用い、8000rpmで30分間撹拌して調製した。上記1.75wt%酢酸銅水溶液と紫外線硬化樹脂液を重量比1.9:1.0で混合し、マグネチックスターラーを用い、600rpmで2分撹拌して抗微生物組成物を調製した。なお、IGM社製のOmnirad500は、BASF社のIRGACURE500と同じもので、1-ヒドロキシ-シクロヘキシル-フェニル-ケトンとベンゾフェノンとの混合物である。この光重合開始剤は、水に不溶であり、紫外線により還元力を発現する。
実施例1で得られた抗微生物部材に対し、水道水を染み込ませたマイクロファイバークロスを用いて、150Paの圧力で7.5cm/秒の速度にて11000回の拭き取りを行い、拭き取り評価用の抗微生物部材とした。
実施例1と同様にして抗微生物組成物を得た後、300mm×300mmの大きさのABS樹脂板上に抗微生物組成物をバーコータで板の全面に塗布して抗微生物部材を得た。
得られた抗微生物部材について、光学顕微鏡(キーエンス社製 マイクロスコープ VHX-5000)で写真を撮影した。図3は、実施例1で得られた抗微生物部材を示す光学顕微鏡写真である。基材であるABS樹脂板表面にバインダ硬化物がその表面の一部を露出するように、固着形成されていることが分かる。図3は、バインダ硬化物が形成された領域とバインダ硬化物が形成されていない領域が混在しているものである。
この抗ウィルス試験は以下のように実施した。
実施例1、2で得られた抗微生物部材における抗ウィルス性を評価するために、JIS Z 2801 抗菌加工製品-抗菌性試験方法・抗菌効果を改変した手法を用いた。改変点は、「試験菌液の接種」を「試験ウィルスの接種」に変更した点である。ウィルスを使用することによる変更点についてはすべてJIS L 1922繊維製品の抗ウィルス性試験方法に基づき変更した。測定結果は実施例1、2で得られた抗微生物部材についてJIS L 1922付属書Bに基づき、大腸菌への感染能力を失ったファージウィルス濃度をウィルス不活度として表示する。ここで、ウィルス濃度の指標として、大腸菌に対して不活性化されたウィルスの濃度(ウィルス不活度)を使用し、このウィルス不活度に基づいて抗ウィルス活性値を算出した。
(1)実施例1、2で得られた抗微生物部材について、当該抗微生物部材を1辺50mm角の正方形に切り出して試験試料とした。この試験試料を滅菌済プラスチックシャーレに置き、試験ウィルス液(>107PFU/mL)を0.4mL接種する。試験ウィルス液は108PFU/mLのストックを精製水で10倍希釈したものを使用した。
(2)対照試料として50mm角のポリエチレンフイルムを用意し、試験試料と同様にウィルス液を接種した。
(3) 接種したウィルスの液の上から40mm角のポリエチレンを被せ、試験ウィルス液を均等に接種させた後、25℃で所定時間反応させた。
(4) 接種直後または反応後、SCDLP培地10mLを加え、ウィルス液を洗い流した。
(5)JIS L 1922付属書Bによってウィルスの感染値を求めた。
(6) 以下の計算式を用いて抗ウィルス活性値を算出した。
Mv=Log(Vb/Vc)
Mv:抗ウィルス活性値
Log(Vb):ポリエチレンフイルムの所定時間反応後の感染値の対数値
Log(Vc):試験試料の所定時間反応後の感染値の対数値
参考規格 JIS L 1922、JIS Z 2801
測定方法は、プラーク測定法によった。
得られた抗ウィルス活性値を表1に示した。
黄色ブドウ球菌を用いた抗菌性評価を、以下のように実施した。
(1)実施例1、2で得られた抗微生物部材(ABS樹脂板)を、50mm角の正方形に切り出して試験試料とした。この試験試料を滅菌済プラスチックシャーレに置き、試験菌液(菌数2.5×105~10×105/mL)を0.4mL接種した。試験菌液は、培養器中で温度35±1℃で16~24時間前培養した培養菌を、さらに斜面培地に移植して、培養器中で温度35±1℃で16~20時間前培養したものを、1/500NB培地により適宜調整したものを使用した。
(2)対照試料として50mm角のポリエチレンフイルムを用意し、試験試料と同様に試験菌液を接種した。
(3)接種した試験菌液の上から40mm角のポリエチレンフイルムを被せ、試験菌液を均等に接種させた後、温度35±1℃で24±1時間反応させた。
(4)接種直後または反応後、SCDLP培地10mLを加え、試験菌液を洗い出した。
(5)洗い出し液を適宜希釈し、標準寒天培地と混合して生菌数測定用シャーレを作成し、温度35±1℃で40~48時間培養した後、集落数を測定した。
(6)生菌数の計算
以下の計算式を用いて生菌数を求めた。
N=C×D×V
N:生菌数
C:集落数
D:希釈倍率
V:洗い出しに用いたSCDLP培地の液量(mL)
(7) 以下の計算式を用いて抗菌活性値を算出した。
R=(Ut-U0)-(At-U0)=Ut-At
R:抗菌活性値
U0:無加工試験片の接種直後の生菌数の対数値の平均値
Ut:無加工試験片の24時間後の生菌数の対数値の平均値
At:抗菌加工試験片の24時間後の生菌数の対数値の平均値
参考規格 JIS Z 2801
試験菌はStaphylococcus aureus NBRC12732を使用した。
得られた抗菌活性値を表1に示した。
クロコウジカビを用いた抗カビ性評価を、以下のように実施した。
(1)実施例1、2で得られた抗微生物部材(ABS樹脂板)を、50mm角の正方形に切り出して試験試料とした。この試験試料を滅菌済プラスチックシャーレに置き、胞子懸濁液(胞子濃度>2x105個/ml)を0.4mL接種した。
(2)対照試料として50mm角のポリエチレンフイルムを用意し、試験試料と同様に胞子懸濁液を接種した。
(3)接種した胞子懸濁液の上から40mm角のポリエチレンフイルムを被せ、胞子懸濁液を均等に接種させた後、温度26℃で約900LUXの光を照射しながら42時間反応させた。
(4)接種直後または反応後、JIS L 1921 13発光量の測定に従い、ATP量を測定した。
(5)以下の計算式を用いて抗カビ活性値を算出した。
Aa=(LogCt-LogC0)-(LogTt-LogT0)
Aa:抗カビ活性値
LogC0:接種直後の対照資料3検体のATP量の算術平均の常用対数値
LogCt:培養後の対照資料3検体のATP量の算術平均の常用対数値
LogT0:接種直後の試験資料3検体のATP量の算術平均の常用対数値
LogTt:培養後の試験資料3検体のATP量の算術平均の常用対数値
参考規格 JIS Z 2801、JIS L 1921
試験カビはAspergillus niger NBRC105649を使用した。
得られた抗カビ活性値を表1に示した。

11、21 基材
12 膜形成領域
13 膜非形成領域
22、42、52、62、72、72′ バインダ硬化物
40 取っ手
41 持ち手部
43 ねじ
50 椅子
51 クッション材
53 脚部
54 肘掛
55 背部
56 座部
60 テーブル
61 テーブルの天板
61a テーブルエッジ
63 テーブルの脚
70、70′ 蛇口
71、71′ ハンドル
73、73′ 本体
74、74′ 吐出口
Claims (8)
- ABS樹脂からなる基材表面に銅化合物を含む抗ウィルス組成物の液滴をスプレーして、これを硬化し、
前記基材表面に抗ウィルス成分を含むバインダ硬化物を固着形成することで、前記バインダ硬化物が、島状に分散して基材表面に固着されてなるか、もしくは基材表面に前記バインダ硬化物が形成された領域と前記バインダ硬化物が形成されていない領域が混在して設けられてなる
ことを特徴とする抗ウィルス性部材の製造方法。 - 前記バインダ硬化物は、有機バインダ、無機バインダおよび有機・無機ハイブリッドバインダから選ばれる少なくとも1種以上の硬化物を含む請求項1に記載の抗ウィルス性部材の製造方法。
- 前記有機バインダは、熱硬化性樹脂、電磁波硬化型樹脂からなる群から選択される少なくとも1種である請求項2に記載の抗ウィルス性部材の製造方法。
- 前記無機バインダは、シリカゾル、アルミナゾル、チタニアゾル、ジルコニアゾル及びケイ酸ナトリウムからなる群から選択される少なくとも1種である請求項2に記載の抗ウィルス性部材の製造方法。
- 表面がABS樹脂からなる取っ手であって、前記取っ手を構成するABS樹脂の表面に銅化合物を含む抗ウィルス組成物の液滴をスプレーして、これを硬化し、抗ウィルス成分を含むバインダ硬化物を固着形成することで、前記バインダ硬化物が、島状に分散して前記取っ手を構成するABS樹脂の表面に固着されてなるか、もしくは前記取っ手を構成するABS樹脂の表面に前記バインダ硬化物が形成された領域と前記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする取っ手の製造方法。
- 表面がABS樹脂からなる椅子の肘掛であって、前記椅子の肘掛を構成するABS樹脂の表面に銅化合物を含む抗ウィルス組成物の液滴をスプレーして、これを硬化し、抗ウィルス成分を含むバインダ硬化物を固着形成することで、前記バインダ硬化物が、島状に分散して前記椅子の肘掛を構成するABS樹脂の表面に固着されてなるか、もしくは前記椅子の肘掛を構成するABS樹脂の表面に前記バインダ硬化物が形成された領域と前記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする椅子の肘掛の製造方法。
- 表面がABS樹脂からなるテーブルエッジであって、前記テーブルエッジを構成するABS樹脂の表面に銅化合物を含む抗ウィルス組成物の液滴をスプレーして、これを硬化し、抗ウィルス成分を含むバインダ硬化物を固着形成することで、前記バインダ硬化物が、島状に分散して前記テーブルエッジを構成するABS樹脂の表面に固着されてなるか、もしくは前記テーブルエッジを構成するABS樹脂の表面に前記バインダ硬化物が形成された領域と前記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とするテーブルエッジの製造方法。
- ABS樹脂からなる蛇口であって、前記蛇口を構成するABS樹脂の表面に銅化合物を含む抗ウィルス組成物の液滴をスプレーして、これを硬化し、抗ウィルス成分を含むバインダ硬化物を固着形成することで、前記バインダ硬化物が、島状に分散して前記蛇口を構成するABS樹脂の表面に固着されてなるか、もしくは前記蛇口を構成するABS樹脂の表面に前記バインダ硬化物が形成された領域と前記バインダ硬化物が形成されていない領域が混在して設けられてなることを特徴とする蛇口の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021056990A JP7236486B2 (ja) | 2018-11-16 | 2021-03-30 | 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018215704A JP6861687B2 (ja) | 2018-11-16 | 2018-11-16 | 抗ウィルス性部材 |
| JP2021056990A JP7236486B2 (ja) | 2018-11-16 | 2021-03-30 | 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018215704A Division JP6861687B2 (ja) | 2018-11-16 | 2018-11-16 | 抗ウィルス性部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021105019A JP2021105019A (ja) | 2021-07-26 |
| JP7236486B2 true JP7236486B2 (ja) | 2023-03-09 |
Family
ID=70906369
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018215704A Active JP6861687B2 (ja) | 2018-11-16 | 2018-11-16 | 抗ウィルス性部材 |
| JP2021056990A Active JP7236486B2 (ja) | 2018-11-16 | 2021-03-30 | 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018215704A Active JP6861687B2 (ja) | 2018-11-16 | 2018-11-16 | 抗ウィルス性部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6861687B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7659042B2 (ja) * | 2021-06-15 | 2025-04-08 | Dic株式会社 | 抗菌抗ウイルス剤、抗菌抗ウイルス性コーティング組成物、積層体、抗菌抗ウイルス性樹脂組成物および成形体 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000246115A (ja) | 1999-02-26 | 2000-09-12 | Akira Fujishima | 光触媒性機能部材 |
| JP2011057855A (ja) | 2009-09-10 | 2011-03-24 | Univ Of Tokushima | 活性エネルギー線硬化性組成物、コーティング剤及び樹脂フィルム |
| JP2017100443A (ja) | 2015-11-20 | 2017-06-08 | イビデン株式会社 | 化粧板及びその製造方法 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0733892A (ja) * | 1993-07-23 | 1995-02-03 | Chisso Corp | 抗菌性セパレートシート |
| JPH08252302A (ja) * | 1995-03-15 | 1996-10-01 | Lab:Kk | 抗菌性シート素材およびその製造方法 |
| JPH08299418A (ja) * | 1995-05-12 | 1996-11-19 | Sankyo Screen Insatsu Kk | 抗菌性被膜を有するパネルまたはシート材料並びにパネルまたはシート材料に抗菌性被膜を形成する方法 |
| JPH08324195A (ja) * | 1995-05-29 | 1996-12-10 | Murata Kinpaku:Kk | 転写箔 |
| JP5723097B2 (ja) * | 2008-12-25 | 2015-05-27 | 株式会社Nbcメッシュテック | 抗ウイルス性塗料および抗ウイルス性塗料が塗布乾燥された部材 |
| JP5904524B2 (ja) * | 2010-12-22 | 2016-04-13 | 国立大学法人 東京大学 | ウイルス不活化剤 |
| JP5129897B1 (ja) * | 2011-06-27 | 2013-01-30 | 昭和電工株式会社 | 銅化合物担持酸化チタン光触媒及びその製造方法 |
| KR102168357B1 (ko) * | 2016-03-28 | 2020-10-22 | 도요세이칸 그룹 홀딩스 가부시키가이샤 | 분산액과 그의 제조 방법, 및 구리 화합물 입자 |
| JP2018134753A (ja) * | 2017-02-20 | 2018-08-30 | イビデン株式会社 | 抗ウィルス性フィルム及び該抗ウィルス性フィルムの製造方法 |
-
2018
- 2018-11-16 JP JP2018215704A patent/JP6861687B2/ja active Active
-
2021
- 2021-03-30 JP JP2021056990A patent/JP7236486B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000246115A (ja) | 1999-02-26 | 2000-09-12 | Akira Fujishima | 光触媒性機能部材 |
| JP2011057855A (ja) | 2009-09-10 | 2011-03-24 | Univ Of Tokushima | 活性エネルギー線硬化性組成物、コーティング剤及び樹脂フィルム |
| JP2017100443A (ja) | 2015-11-20 | 2017-06-08 | イビデン株式会社 | 化粧板及びその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2020083775A (ja) | 2020-06-04 |
| JP6861687B2 (ja) | 2021-04-21 |
| JP2021105019A (ja) | 2021-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7796088B2 (ja) | 抗微生物基体 | |
| JP2021050236A (ja) | 抗微生物部材 | |
| JP2021105018A (ja) | 抗微生物部材 | |
| JP2021014457A (ja) | 抗微生物部材 | |
| JP6843814B2 (ja) | 抗ウィルス部材 | |
| JP7236486B2 (ja) | 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、テーブルエッジの製造方法、及び、蛇口の製造方法 | |
| JP7304377B2 (ja) | 抗ウィルス性部材の製造方法、取っ手の製造方法、椅子の肘掛の製造方法、及び、テーブルエッジの製造方法 | |
| JP2021098197A (ja) | 抗微生物硬化物の固着方法および抗微生物部材の製造方法 | |
| JP7229215B2 (ja) | 抗ウィルス部材 | |
| JP7236494B2 (ja) | 抗ウィルス性部材の製造方法、取っ手の製造方法、持ち手の製造方法、手すりの製造方法、及び、つり革の掴み部の製造方法 | |
| JP6871222B2 (ja) | 抗ウィルス性部材 | |
| JP6871223B2 (ja) | 抗ウィルス性部材 | |
| JP2021059562A (ja) | 抗微生物部材 | |
| JP7229216B2 (ja) | 抗ウィルス部材 | |
| JP6843815B2 (ja) | 抗ウィルス部材 | |
| JP6838036B2 (ja) | 抗ウィルス性部材 | |
| JP6838034B2 (ja) | 抗ウィルス性部材 | |
| JP2020041247A (ja) | 抗微生物壁紙 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20211110 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220920 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230131 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230227 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7236486 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |