JP7175228B2 - 放電ランプおよびその製造方法 - Google Patents
放電ランプおよびその製造方法 Download PDFInfo
- Publication number
- JP7175228B2 JP7175228B2 JP2019061882A JP2019061882A JP7175228B2 JP 7175228 B2 JP7175228 B2 JP 7175228B2 JP 2019061882 A JP2019061882 A JP 2019061882A JP 2019061882 A JP2019061882 A JP 2019061882A JP 7175228 B2 JP7175228 B2 JP 7175228B2
- Authority
- JP
- Japan
- Prior art keywords
- tube
- discharge lamp
- electrode
- metal member
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/30—Vessels; Containers
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/04—Electrodes; Screens; Shields
- H01J61/06—Main electrodes
- H01J61/073—Main electrodes for high-pressure discharge lamps
- H01J61/0732—Main electrodes for high-pressure discharge lamps characterised by the construction of the electrode
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J61/00—Gas-discharge or vapour-discharge lamps
- H01J61/02—Details
- H01J61/36—Seals between parts of vessels; Seals for leading-in conductors; Leading-in conductors
- H01J61/366—Seals for leading-in conductors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/245—Manufacture or joining of vessels, leading-in conductors or bases specially adapted for gas discharge tubes or lamps
- H01J9/247—Manufacture or joining of vessels, leading-in conductors or bases specially adapted for gas discharge tubes or lamps specially adapted for gas-discharge lamps
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01J—ELECTRIC DISCHARGE TUBES OR DISCHARGE LAMPS
- H01J9/00—Apparatus or processes specially adapted for the manufacture, installation, removal, maintenance of electric discharge tubes, discharge lamps, or parts thereof; Recovery of material from discharge tubes or lamps
- H01J9/24—Manufacture or joining of vessels, leading-in conductors or bases
- H01J9/32—Sealing leading-in conductors
- H01J9/323—Sealing leading-in conductors into a discharge lamp or a gas-filled discharge device
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Vessels And Coating Films For Discharge Lamps (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Description
20 封止管
22A 電極支持棒
24 ガラス管
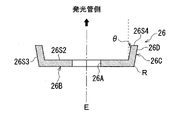
26 内側金属リング(金属部材)
26B 円盤部
26C 延出部
Claims (13)
- 発光管内の電極を支持し、前記発光管と一体的に繋がる封止管内に配設される電極支持棒と、
前記電極支持棒が挿通され、前記封止管と溶着するガラス管と、
電極軸に沿って配設された金属箔と前記電極支持棒とを電気的に接続する金属部材とを備え、
前記金属部材が、円盤部と、前記円盤部の周縁の少なくとも一部から発光管側へ延びる延出部とを備え、
前記延出部が、電極軸に対して前記電極支持棒から離れる方向に延びていることを特徴とする放電ランプ。 - 前記延出部が、円錐面を形成していることを特徴とする請求項1に記載の放電ランプ。
- 前記延出部が、円錐面および円柱面を形成していることを特徴とする請求項1または2に記載の放電ランプ。
- 前記延出部が、電極軸に対して0°<θ≦15°の範囲で傾斜していることを特徴とする請求項1乃至3のいずれかに記載の放電ランプ。
- 前記延出部の端部が、前記ガラス管と対向していることを特徴とする請求項1乃至4のいずれかに記載の放電ランプ。
- 前記延出部の周囲の少なくとも一部に、隙間が形成されていることを特徴とする請求項1乃至5のいずれかに記載の放電ランプ。
- 前記ガラス管が、前記金属部材と対向する端部に段差部分を有し、
前記延出部の端部が、前記段差部分と向かい合うことを特徴とする請求項1乃至6のいずれかに記載の放電ランプ。 - 前記金属箔および前記金属部材を覆う箔部材をさらに備え、
前記箔部材のガラス管側端部は、前記延出部の端部よりもガラス管側に位置することを特徴とする請求項1乃至7のいずれかに記載の放電ランプ。 - 前記ガラス管と前記金属部材との間に配置され、前記金属部材に応じた形状を有する円板箔をさらに備えることを特徴とする請求項1乃至8のいずれかに記載の放電ランプ。
- 前記封止管が、複数の封止管で構成されることを特徴とする請求項1乃至9のいずれかに記載の放電ランプ。
- 放電ランプの封止管内に封止され、前記封止管内に設けられる電極支持棒と同軸的に配置される金属部材であって、
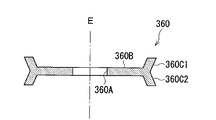
円盤部と、
円錐面を形成するように、前記円盤部の周縁から少なくとも一方の円盤部側面方向へ末広がりに延びる傾斜部を設けた延出部と
を備えることを特徴とする金属部材。 - 発光管内の電極を支持し、前記発光管と一体的に繋がる封止管内に配設される電極支持棒と、
前記電極支持棒が挿通され、前記封止管と溶着するガラス管と、
電極軸に沿って配設された金属箔と前記電極支持棒とを電気的に接続する金属部材とを備え、
前記金属部材が、円盤部と、前記円盤部の周縁の少なくとも一部から発光管側へ延びる延出部とを備え、
前記延出部が、電極軸に沿って周縁から延び、その端部が前記ガラス管と対向することを特徴とする放電ランプ。 - 円盤状の金属素材を、その周縁から末広がりの円錐面を含む形に形成するように加工して、ボウル状の金属部材を成形する工程と、
電極支持棒を前記金属部材に溶接する工程と、
前記金属部材を含むマウント部品を封止管に挿入し、封止する工程と
を含むことを特徴とする放電ランプの製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019061882A JP7175228B2 (ja) | 2019-03-27 | 2019-03-27 | 放電ランプおよびその製造方法 |
| TW109104662A TWI805896B (zh) | 2019-03-27 | 2020-02-14 | 放電燈以及其製造方法與其金屬構件 |
| KR1020200019516A KR102736321B1 (ko) | 2019-03-27 | 2020-02-18 | 방전램프 및 그 제조방법 |
| CN202010194736.2A CN111755318B (zh) | 2019-03-27 | 2020-03-19 | 放电灯及其制造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019061882A JP7175228B2 (ja) | 2019-03-27 | 2019-03-27 | 放電ランプおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2020161418A JP2020161418A (ja) | 2020-10-01 |
| JP7175228B2 true JP7175228B2 (ja) | 2022-11-18 |
Family
ID=72639748
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019061882A Active JP7175228B2 (ja) | 2019-03-27 | 2019-03-27 | 放電ランプおよびその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7175228B2 (ja) |
| KR (1) | KR102736321B1 (ja) |
| CN (1) | CN111755318B (ja) |
| TW (1) | TWI805896B (ja) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000149873A (ja) | 1998-11-10 | 2000-05-30 | Ushio Inc | ショートアーク型放電ランプ |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5713663A (en) * | 1980-06-30 | 1982-01-23 | Ushio Electric Inc | Bulb |
| JPS5714362U (ja) * | 1980-06-30 | 1982-01-25 | ||
| JPS6371275U (ja) | 1986-10-22 | 1988-05-13 | ||
| JP2583317Y2 (ja) * | 1993-01-29 | 1998-10-22 | ウシオ電機株式会社 | ランプ |
| EP0751549B1 (en) * | 1995-01-13 | 2003-08-06 | Ngk Insulators, Ltd. | High pressure discharge lamp and production method thereof |
| US6573656B2 (en) * | 2000-07-14 | 2003-06-03 | Matsushita Electric Industrial Co., Ltd. | High-pressure discharge lamp and method for producing the same |
| EP1471563A2 (en) * | 2003-04-21 | 2004-10-27 | Matsushita Electric Industrial Co., Ltd. | Lamps with reflector and respective image projection apparatuses |
| JP2006134710A (ja) * | 2004-11-05 | 2006-05-25 | Ushio Inc | メタルハライドランプ |
| JP4358729B2 (ja) * | 2004-12-22 | 2009-11-04 | 株式会社オーク製作所 | ショートアーク型放電灯 |
| JP4375247B2 (ja) * | 2005-02-15 | 2009-12-02 | ウシオ電機株式会社 | 放電ランプ |
| JP4548496B2 (ja) * | 2008-03-03 | 2010-09-22 | ウシオ電機株式会社 | ショートアーク型高圧放電ランプ |
| JP5080327B2 (ja) * | 2008-03-21 | 2012-11-21 | 株式会社オーク製作所 | 封止構造を備えた放電ランプ |
| JP5135016B2 (ja) * | 2008-03-21 | 2013-01-30 | 株式会社オーク製作所 | 封止構造を備えた放電ランプ |
| JP5258476B2 (ja) * | 2008-09-22 | 2013-08-07 | 株式会社オーク製作所 | 封止構造を備えた放電ランプ |
| JP4826613B2 (ja) * | 2008-09-25 | 2011-11-30 | ウシオ電機株式会社 | 放電ランプ |
| JP4692617B2 (ja) * | 2008-12-04 | 2011-06-01 | ウシオ電機株式会社 | 放電ランプ |
| JP2011238738A (ja) * | 2010-05-10 | 2011-11-24 | Sanyo Electric Co Ltd | 固体電解コンデンサ及びその製造方法 |
| JP5840432B2 (ja) * | 2011-09-21 | 2016-01-06 | 株式会社オーク製作所 | 放電ランプ |
| JP5958818B2 (ja) * | 2012-09-14 | 2016-08-02 | 東芝ライテック株式会社 | 電極マウント、および放電ランプ |
| TWI608518B (zh) * | 2013-04-15 | 2017-12-11 | Orc Manufacturing Co Ltd | Discharge lamp |
-
2019
- 2019-03-27 JP JP2019061882A patent/JP7175228B2/ja active Active
-
2020
- 2020-02-14 TW TW109104662A patent/TWI805896B/zh active
- 2020-02-18 KR KR1020200019516A patent/KR102736321B1/ko active Active
- 2020-03-19 CN CN202010194736.2A patent/CN111755318B/zh active Active
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000149873A (ja) | 1998-11-10 | 2000-05-30 | Ushio Inc | ショートアーク型放電ランプ |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102736321B1 (ko) | 2024-11-29 |
| JP2020161418A (ja) | 2020-10-01 |
| TWI805896B (zh) | 2023-06-21 |
| CN111755318A (zh) | 2020-10-09 |
| CN111755318B (zh) | 2024-12-20 |
| KR20200115094A (ko) | 2020-10-07 |
| TW202038297A (zh) | 2020-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3228073B2 (ja) | 放電ランプ | |
| CN100583383C (zh) | 短弧放电灯的密封结构 | |
| JP5840432B2 (ja) | 放電ランプ | |
| JP4182900B2 (ja) | 高圧放電ランプ | |
| JP5080327B2 (ja) | 封止構造を備えた放電ランプ | |
| KR102190649B1 (ko) | 방전 램프 | |
| JP5379516B2 (ja) | 放電ランプ | |
| JP7175228B2 (ja) | 放電ランプおよびその製造方法 | |
| JP5072665B2 (ja) | ショートアーク型放電ランプの封止部構造 | |
| JP2009238671A (ja) | ショートアーク型放電ランプ | |
| JP7082498B2 (ja) | 放電ランプ | |
| JP7032859B2 (ja) | 放電ランプおよび放電ランプの製造方法 | |
| JP4662471B2 (ja) | ショートアーク型放電ランプの封止部構造とその製造方法 | |
| JP4721720B2 (ja) | 放電ランプ | |
| JP6929763B2 (ja) | 放電ランプおよび放電ランプの製造方法 | |
| JP5898849B2 (ja) | 放電ランプ | |
| JP7290248B2 (ja) | 放電ランプ | |
| JP2019046562A (ja) | 放電ランプ | |
| JP6883410B2 (ja) | 放電ランプ及び放電ランプの製造方法 | |
| JP5773252B2 (ja) | ショートアーク型放電ランプ | |
| JP2023116761A (ja) | 放電ランプおよび放電ランプの製造方法 | |
| JP2019197680A (ja) | 放電ランプおよび放電ランプの製造方法 | |
| JP2018055874A (ja) | 放電ランプ、放電ランプ用電極および放電ランプ用電極の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220202 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221018 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20221101 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20221108 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7175228 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |