JP6992010B2 - カミソリシステム - Google Patents
カミソリシステム Download PDFInfo
- Publication number
- JP6992010B2 JP6992010B2 JP2018562326A JP2018562326A JP6992010B2 JP 6992010 B2 JP6992010 B2 JP 6992010B2 JP 2018562326 A JP2018562326 A JP 2018562326A JP 2018562326 A JP2018562326 A JP 2018562326A JP 6992010 B2 JP6992010 B2 JP 6992010B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- bent
- platform
- flat
- base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/54—Razor-blades
- B26B21/56—Razor-blades characterised by the shape
- B26B21/565—Bent razor blades; Razor blades with bent carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/4012—Housing details, e.g. for cartridges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B26—HAND CUTTING TOOLS; CUTTING; SEVERING
- B26B—HAND-HELD CUTTING TOOLS NOT OTHERWISE PROVIDED FOR
- B26B21/00—Razors of the open or knife type; Safety razors or other shaving implements of the planing type; Hair-trimming devices involving a razor-blade; Equipment therefor
- B26B21/40—Details or accessories
- B26B21/4068—Mounting devices; Manufacture of razors or cartridges
Description
- 少なくとも1つの材料片を提供するステップと、
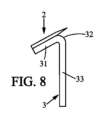
- フロントカッティングエッジ部21と、屈曲部32と、ベース部33と、を有するフラットカッティング部2を形成するステップと、
を含んでなり、
屈曲部32が、フラットカッティング部2とベース部33との間にあって、
屈曲部32が、フロントカッティングエッジ部21に隣接され得ることを特徴とする。
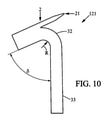
- 先端部311を有し、屈曲部32とベース部33と共に、単一の材料片から作られたプラットフォーム部31を形成するステップであって、
プラットフォーム部3が、屈曲部32に向かって延び、
フラットカッティング部2が、カッティングエッジ部21に対向するリアエンド22をさらに含む、プラットフォーム部31を形成するステップと、
- 先端部311がリアエンド22に隣接し得るようにフラットカッティング部2をプラットフォーム部31上に組み立てるステップと、
をさらに含む。
- 単一の材料片が、好ましくは0.07mm~0.18mmの間であって、いくつかの態様では、単一の材料片が0.10mm~0.15mmの間であって、さらなる態様では、約0.12mmであってもよく、
- 屈曲部32の曲率半径Rが、0.1mm~0.3mmの間であって、いくつかの態様では、0.15mm~0.25mmの間であって、さらなる態様では、約0.2mmであってもよく、
- フラットカッティング部2が、ベース部33に対して45°~90°の間の角度δで延び、いくつかの態様では、角度δが50°~80°の間であって、さらなる態様では、角度δが約70°であってもよく、そして
- フラットカッティング部2の厚さT2が、0.04mm~0.11mmの間であって、いくつかの態様では、約0.1mmであってもよい、
上記特徴の1つまたは複数をさらに含み得る。
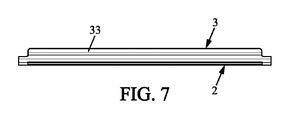
2 フラットカッティング部
3 サポート部
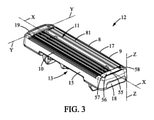
8 キャップ
9 ハウジング
10 ガードバー
11 トップ部
12 シェービングカートリッジ
13 底部
15 フロント部
17 リア部
18 第1のサイド部
19 第2のサイド部
21 フロントカッティングエッジ部
22 リアエンド
31 プラットフォーム部
32 屈曲部
33 ベース部
43 ブレード収容部
55 保持部材
56 本体
57、58 脚
77 弾性フィンガー
81 潤滑ストリップ
311 先端部
Claims (13)
- フロントカッティングエッジ部(21)を有するフラットカッティング部(2)であって、カッティング部面を画定するフラットカッティング部(2)と、
屈曲部(32)と、
ベース部(33)と、
を含んでなる、シェービングカートリッジ用のカッティング部材(1、121)であって、
前記屈曲部(32)が、前記フラットカッティング部(2)と前記ベース部(33)との間に位置し、
少なくとも前記屈曲部(32)と前記ベース部(33)とが単一の材料片から形成され、
前記屈曲部(32)が、前記フロントカッティングエッジ部(21)に隣接し、
前記ベース部(33)と前記フラットカッティング部(2)との間の角度(δ)が50°~80°の間であることを特徴とする、シェービングカートリッジ用のカッティング部材(1、121)。 - 先端部(311)を有し、前記屈曲部(32)及び前記ベース部(33)と共に、単一の材料片から作られたプラットフォーム部(31)をさらに含むカッティング部材(1)であって、前記プラットフォーム部(31)が、前記屈曲部(32)に向かって延び、前記フラットカッティング部(2)が、前記フロントカッティングエッジ部(21)に対向するリアエンド(22)をさらに含み、前記プラットフォーム部の前記先端部(311)が前記フラットカッティング部の前記リアエンド(22)に隣接するように、前記フラットカッティング部(2)が前記プラットフォーム部(31)に取り付けられていることを特徴とする、請求項1に記載のカッティング部材(1)。
- - 前記プラットフォーム部(31)が、前記先端部(311)から前記屈曲部(32)までの長さ(LP)が0.2mm~1.5mmの間であること、
- 前記プラットフォーム部(31)が、前記屈曲部(32)及び前記ベース部(33)と共にサポート部(3)を形成すること、
上記特徴のうちの1つ以上をさらに含むことを特徴とする、請求項2に記載のカッティング部材(1)。 - 前記フラットカッティング部(2)が、前記屈曲部(32)及び前記ベース部(33)と共に単一の材料片で作られていることを特徴とする、請求項1に記載のカッティング部材(121)。
- 前記単一の材料片の厚さ(T1)が0.07mm~0.18mmの間であることを特徴とする、請求項1~4のいずれか一項に記載のカッティング部材(1、121)。
- 前記屈曲部の曲率半径(R)が0.1mm~0.3mmの間であることを特徴とする、請求項1~5のいずれか一項に記載のカッティング部材(1、121)。
- 前記フラットカッティング部の厚さ(T2)が0.04mm~0.11mmの間であることを特徴とする、請求項1~6のいずれか一項に記載のカッティング部材(1、121)。
- 請求項1~7のいずれか一項に記載の少なくとも1つのカッティング部材(1、121)を含むことを特徴とするシェービングカートリッジ。
- プラットフォーム部(31)と、
屈曲部(32)と、
ベース部(33)と、
を含んでなるブレードサポート(3)であって、
前記プラットフォーム部(31)が前記屈曲部(32)に向かって延び、
前記ベース部(33)が前記屈曲部(32)から下方に延び、
前記屈曲部(32)が、前記ベース部(33)と前記プラットフォーム部(31)との間に延び、前記ベース部(33)と前記プラットフォーム部(31)との間の角度(δ)が50°~80°の間であることを特徴とするブレードサポート(3)。 - 0.07mm~0.18mmの間の厚さであることを特徴とする、請求項9に記載のブレードサポート(3)。
- - 少なくとも1つの材料片を提供するステップと、
- フロントカッティングエッジ部(21)を有するフラットカッティング部(2)と、屈曲部(32)と、ベース部(33)と、を形成するステップと、
を含んでなる、シェービングカートリッジ用のカッティング部材を製造する方法であって、
前記屈曲部(32)が、前記フラットカッティング部(2)と前記ベース部(33)との間に位置し、
少なくとも前記屈曲部(32)と前記ベース部(33)とが単一の前記材料片から形成され、
前記屈曲部(32)が、前記フロントカッティングエッジ部(21)に隣接し、
前記ベース部(33)と前記フラットカッティング部(2)との間の角度(δ)が50°~80°の間であることを特徴とする、カッティング部材を製造する方法。 - - 先端部(311)を有し、前記屈曲部(32)と前記ベース部(33)と共に、単一の前記材料片から作られたプラットフォーム部(31)を形成するステップであって、
前記プラットフォーム部(31)が、前記屈曲部(32)に向かって延び、
前記フラットカッティング部(2)が、前記フロントカッティングエッジ部(21)に対向するリアエンド(22)をさらに含む、プラットフォーム部(31)を形成するステップと、
- 前記プラットフォーム部の前記先端部(311)が前記フラットカッティング部の前記リアエンド(22)に隣接するように、前記フラットカッティング部(2)を前記プラットフォーム部(31)上に組み立てるステップと、
をさらに含んでなることを特徴とする、請求項11に記載のカッティング部材を製造する方法。 - - 単一の前記材料片の厚さが、0.07mm~0.18mmの間であって、
- 前記屈曲部(32)の曲率半径(R)が、0.1mm~0.3mmの間であって、
- 前記ベース部(33)と前記フラットカッティング部(2)との間の角度(δ)が、50°~80°の間であって、
- 前記フラットカッティング部(2)の厚さが、0.04mm~0.11mmの間であって、
上記特徴のうちの1つ以上をさらに含むことを特徴とする、請求項11又は12に記載のカッティング部材を製造する方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662358670P | 2016-07-06 | 2016-07-06 | |
| US62/358,670 | 2016-07-06 | ||
| PCT/EP2017/064846 WO2018007132A1 (en) | 2016-07-06 | 2017-06-16 | Razor system |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019519295A JP2019519295A (ja) | 2019-07-11 |
| JP6992010B2 true JP6992010B2 (ja) | 2022-01-13 |
Family
ID=59067687
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018562326A Active JP6992010B2 (ja) | 2016-07-06 | 2017-06-16 | カミソリシステム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11318632B2 (ja) |
| EP (1) | EP3481608B1 (ja) |
| JP (1) | JP6992010B2 (ja) |
| KR (1) | KR102449754B1 (ja) |
| CN (1) | CN109153139A (ja) |
| WO (1) | WO2018007132A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7004676B2 (ja) * | 2016-07-06 | 2022-01-21 | ビック・バイオレクス・エス・エー | カミソリシステム |
| EP3530424B1 (en) * | 2018-02-22 | 2024-03-27 | BIC Violex Single Member S.A. | Blade assembly with lubricating elements |
| EP3689560A1 (en) * | 2019-01-31 | 2020-08-05 | Bic Violex S.A. | Shaving head with increased inter blade span |
| WO2021019794A1 (ja) * | 2019-07-31 | 2021-02-04 | 株式会社貝印刃物開発センター | 剃刀ヘッド |
| CN116806188A (zh) * | 2022-01-24 | 2023-09-26 | 温州美葆科技技术有限公司 | 带缓冲和变向切断式剃须系统及剃须方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010502348A (ja) | 2006-09-15 | 2010-01-28 | ザ ジレット カンパニー | シェービングシステム中で使用するためのブレード支持体 |
| WO2012158141A1 (en) | 2011-05-13 | 2012-11-22 | Eveready Battery Company, Inc | Razor Blade Supports |
| JP2014527453A (ja) | 2012-07-24 | 2014-10-16 | ザ ジレット カンパニー | かみそりカートリッジ |
| KR101538155B1 (ko) | 2014-08-25 | 2015-07-22 | 주식회사 도루코 | 면도날 및 이를 적용한 면도기 카트리지 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3863340A (en) * | 1972-09-08 | 1975-02-04 | Gillette Co | Plural edge shaving system |
| US3949470A (en) * | 1972-11-17 | 1976-04-13 | Hall Charles L | Safety razor |
| GB1591095A (en) * | 1976-11-16 | 1981-06-17 | Wilkinson Sword Ltd | Shaving units |
| CN2115186U (zh) * | 1991-11-27 | 1992-09-09 | 张坚平 | 双层双面剃须刨 |
| US7690122B2 (en) * | 2004-03-11 | 2010-04-06 | The Gillette Company | Shaving razor with button |
| JP4950506B2 (ja) * | 2006-02-14 | 2012-06-13 | 株式会社貝印刃物開発センター | 剃刀 |
| JP4950507B2 (ja) * | 2006-02-14 | 2012-06-13 | 株式会社貝印刃物開発センター | 剃刀 |
| JP4977374B2 (ja) * | 2006-02-14 | 2012-07-18 | 株式会社貝印刃物開発センター | 剃刀 |
| US20100011588A1 (en) * | 2008-07-16 | 2010-01-21 | Xiandong Wang | Shaving Aid Geometry for Wet Shave System |
| WO2010037078A1 (en) * | 2008-09-29 | 2010-04-01 | The Gillette Company | Razor cartridges with perforated blade assemblies |
| KR101055684B1 (ko) * | 2009-02-11 | 2011-08-09 | 주식회사 도루코 | 일체형 면도날 및 이를 이용한 면도기 카트리지 |
| CN201446541U (zh) * | 2009-06-17 | 2010-05-05 | 任向荣 | 剃须刀刀头及其刀片组件 |
| PL2537648T3 (pl) * | 2011-06-20 | 2017-01-31 | The Gillette Company | Wkład maszynki do golenia z elementem stykającym się ze skórą |
| EP2814645B1 (en) * | 2012-02-13 | 2016-02-10 | Edgewell Personal Care Brands, LLC | Razor cartridge |
| RU2651456C1 (ru) * | 2014-04-03 | 2018-04-19 | Дзе Жиллетт Компани Ллс | Бритвенный картридж для удаления волос |
-
2017
- 2017-06-16 EP EP17730495.3A patent/EP3481608B1/en active Active
- 2017-06-16 JP JP2018562326A patent/JP6992010B2/ja active Active
- 2017-06-16 CN CN201780031936.2A patent/CN109153139A/zh active Pending
- 2017-06-16 US US16/303,361 patent/US11318632B2/en active Active
- 2017-06-16 WO PCT/EP2017/064846 patent/WO2018007132A1/en unknown
- 2017-06-16 KR KR1020187034854A patent/KR102449754B1/ko active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010502348A (ja) | 2006-09-15 | 2010-01-28 | ザ ジレット カンパニー | シェービングシステム中で使用するためのブレード支持体 |
| WO2012158141A1 (en) | 2011-05-13 | 2012-11-22 | Eveready Battery Company, Inc | Razor Blade Supports |
| JP2014527453A (ja) | 2012-07-24 | 2014-10-16 | ザ ジレット カンパニー | かみそりカートリッジ |
| KR101538155B1 (ko) | 2014-08-25 | 2015-07-22 | 주식회사 도루코 | 면도날 및 이를 적용한 면도기 카트리지 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3481608A1 (en) | 2019-05-15 |
| KR102449754B1 (ko) | 2022-09-30 |
| US20200316801A1 (en) | 2020-10-08 |
| KR20190024882A (ko) | 2019-03-08 |
| EP3481608B1 (en) | 2022-05-25 |
| WO2018007132A1 (en) | 2018-01-11 |
| JP2019519295A (ja) | 2019-07-11 |
| CN109153139A (zh) | 2019-01-04 |
| US11318632B2 (en) | 2022-05-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6992010B2 (ja) | カミソリシステム | |
| EP3481607B1 (en) | Razor system | |
| JP5719755B2 (ja) | 安全剃刀 | |
| JP5047954B2 (ja) | インターブレードガード及びその製造方法 | |
| JP7098636B2 (ja) | ブレード支持体、そのようなブレード支持体を備えた切断部材、そのような切断部材を備えたカミソリヘッド、およびそのようなカミソリヘッドを備えた機械式シェービングカミソリ | |
| KR102467818B1 (ko) | 면도기 부품, 면도 카트리지 및 제조 방법 | |
| US20190263011A1 (en) | Shaving blade cartridge and a shaver comprising such shaving blade cartridge | |
| JP2009540885A (ja) | 剃刀のブレードユニットヘッド及びこのようなブレードユニットを有する安全剃刀 | |
| JP2014528308A (ja) | 髭剃り角が小さい剃刀ヘッド | |
| US11000961B2 (en) | Shaving head | |
| JP2017531543A (ja) | シェービング刃カートリッジ及びこのようなシェービング刃カートリッジを備えるシェーバ | |
| US10369712B2 (en) | Shaving blade cartridge and a shaver comprising such shaving blade cartridge | |
| WO2018007130A1 (en) | Shaving cartridge |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200427 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210427 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210810 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211208 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6992010 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |