JP6984848B2 - Manufacturing method of membrane electrode assembly for fuel cells - Google Patents
Manufacturing method of membrane electrode assembly for fuel cells Download PDFInfo
- Publication number
- JP6984848B2 JP6984848B2 JP2018032316A JP2018032316A JP6984848B2 JP 6984848 B2 JP6984848 B2 JP 6984848B2 JP 2018032316 A JP2018032316 A JP 2018032316A JP 2018032316 A JP2018032316 A JP 2018032316A JP 6984848 B2 JP6984848 B2 JP 6984848B2
- Authority
- JP
- Japan
- Prior art keywords
- roll
- electrode
- electrolyte membrane
- membrane
- fuel cell
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012528 membrane Substances 0.000 title claims description 102
- 239000000446 fuel Substances 0.000 title claims description 29
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 239000003792 electrolyte Substances 0.000 claims description 91
- 238000001179 sorption measurement Methods 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 44
- 239000000463 material Substances 0.000 claims description 29
- 210000004027 cell Anatomy 0.000 claims description 24
- 238000010438 heat treatment Methods 0.000 claims description 17
- 239000003054 catalyst Substances 0.000 claims description 12
- 238000004804 winding Methods 0.000 claims description 11
- 230000001681 protective effect Effects 0.000 claims description 10
- 239000000758 substrate Substances 0.000 claims description 9
- 239000003595 mist Substances 0.000 claims description 6
- 239000002245 particle Substances 0.000 claims description 5
- 210000000170 cell membrane Anatomy 0.000 claims description 4
- 238000011144 upstream manufacturing Methods 0.000 claims description 4
- 239000000835 fiber Substances 0.000 claims description 2
- 230000035699 permeability Effects 0.000 claims 1
- 239000010408 film Substances 0.000 description 24
- 239000007921 spray Substances 0.000 description 14
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 12
- 238000000576 coating method Methods 0.000 description 10
- 239000011248 coating agent Substances 0.000 description 9
- 238000005498 polishing Methods 0.000 description 7
- 239000002904 solvent Substances 0.000 description 7
- 229910052697 platinum Inorganic materials 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000001035 drying Methods 0.000 description 5
- 238000005507 spraying Methods 0.000 description 5
- 239000010409 thin film Substances 0.000 description 5
- 238000010030 laminating Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000001816 cooling Methods 0.000 description 3
- 229920000554 ionomer Polymers 0.000 description 3
- 125000006239 protecting group Chemical group 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- 229920000557 Nafion® Polymers 0.000 description 2
- 238000002788 crimping Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 239000008151 electrolyte solution Substances 0.000 description 2
- 230000000873 masking effect Effects 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000005456 alcohol based solvent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000011258 core-shell material Substances 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 239000005518 polymer electrolyte Substances 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images


Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
- H01M8/1004—Fuel cells with solid electrolytes characterised by membrane-electrode assemblies [MEA]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/26—Processes for applying liquids or other fluent materials performed by applying the liquid or other fluent material from an outlet device in contact with, or almost in contact with, the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/24—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials for applying particular liquids or other fluent materials
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M4/00—Electrodes
- H01M4/86—Inert electrodes with catalytic activity, e.g. for fuel cells
- H01M4/88—Processes of manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M8/00—Fuel cells; Manufacture thereof
- H01M8/10—Fuel cells with solid electrolytes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Engineering & Computer Science (AREA)
- Electrochemistry (AREA)
- Manufacturing & Machinery (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Sustainable Development (AREA)
- Sustainable Energy (AREA)
- Wood Science & Technology (AREA)
- Fuel Cell (AREA)
- Inert Electrodes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Description
本発明は主に液体の液膜で長尺の被塗物に塗布する業界でスロットダイ、スリットダイ、スロットノズル等呼ばれるヘッドによる塗布方法に係る。例えば燃料電池、特にPEFC(Polymer Electrolyte membrane Fuel Cell)型燃料電池の電極形成方法、及びその方法により製造されたMEA(膜電極アッセンブリー)及び燃料電池を含む。
被塗物の材質、形状や塗布する材料等は特に限定するものではないが、MEAのCCM( Catalyst coated membrane)式電解質膜・電極形成方法等に応用するために電解質膜に電極インクを直接スロットノズルにより塗布し電極を形成すると生産性の面で特に効果的である。
The present invention mainly relates to a coating method using a head called a slot die, a slit die, a slot nozzle, etc. in the industry of applying a liquid film to a long object to be coated. For example, a method for forming an electrode of a fuel cell, particularly a PEFC (Polymer Electrolyte membrane Fuel Cell) type fuel cell, and an MEA (membrane electrode assembly) and a fuel cell manufactured by the method are included.
The material and shape of the object to be coated, the material to be coated, etc. are not particularly limited, but the electrode ink is directly slotted in the electrolyte membrane for application to the CCM (Catalyst coated membrane) type electrolyte membrane / electrode forming method of MEA. Applying with a nozzle to form an electrode is particularly effective in terms of productivity.
従来、電解質膜にアイオノマーの一種である電解質溶液と、カーボン粒子やカーボン繊維に担持した白金等とからなる微粉を混合し電極触媒インクとしてGDL(Gas diffusion layer)に塗布して電解質膜に圧着したり、PTFEなどの離形フィルムに塗布して電解質膜に転写したりしていた。前記圧着方法や転写方式は液体が介在しないため電解質膜と電極に間抵抗が生じ燃料電池の性能を落としていた。それを解決する為CCM方式の電極触媒インクを電解質膜に直接塗布する方法が提案されている。 Conventionally, a fine powder consisting of an electrolyte solution, which is a kind of ionomer, and platinum carried on carbon particles or carbon fibers is mixed with an electrolyte membrane, applied to a GDL (Gas diffusion layer) as an electrode catalyst ink, and pressure-bonded to the electrolyte membrane. Or, it was applied to a release film such as PTFE and transferred to an electrolyte membrane. Since the crimping method and the transfer method do not involve liquid, resistance between the electrolyte membrane and the electrodes is generated, which deteriorates the performance of the fuel cell. In order to solve this problem, a method of directly applying the CCM type electrode catalyst ink to the electrolyte membrane has been proposed.
特許文献1は本発明者により発明された方法であって、ロール・ツー・ロール(Roll to Roll)用の電解質膜を巻き出して加熱した吸着ドラムや吸着ベルトに吸着した状態で電極インクをスプレイ等により積層塗布し乾燥させる方法が提案されている。吸着ドラムなどの加熱により電解質膜が吸着加熱された状態でスプレイ等により薄膜で積層されるのでスプレイ粒子は電解質膜に塗着しレベリングした瞬間に溶媒が瞬時に揮発する。そのため電解質にダメージを与えずまた密着性がたかまるので電極と電解質膜の界面抵抗が極限まで低くできるので理想的なCCMが形成できる。また吸着ドラムと電解質の間に電解質膜より幅の広い通気性の紙を介在させて電解質膜を吸引するので吸着ドラムなどの多孔体の吸着痕を残さないようにして電解質膜面全体を均一に吸引する提案もなされている。
特許文献2も本発明者により発明された方法であってロール・ツー・ロール(Roll to Roll)用の電解質膜の両面に電極形状のマスクとしてのフィルムを貼り合わせたて電極形状の凹部を形成し、それを巻き出して加熱した吸着ロールや吸着ベルトで吸着しながら電極インクを積層塗布して巻き取る方法が提案されている。この方法においても電極インクを塗布する際は通気性基材を介して電解質膜を加熱した吸着ドラムなどで吸引しながら電極インクを塗布することを推奨している。
CCM方式は理想的であるが、電解質膜は湿気などに敏感であり電極触媒インクを塗布すると一瞬にして変形するナフィオン膜などもある為、前述のように加熱吸着ベルトや加熱吸着ロールなどに電解質膜を吸着させて変形しないようにして移動しながらスプレイノズルやスロットノズルなどで塗布する試みがなされている。スプレイは所望する電極パターンを得るためにはマスクが必須であったし、生産スピードを上げる点で難があった。
スロットノズルは生産スピードを上げるために効果的であるが加熱吸着ロール上に配置する「ONロール」では以下の問題があった。電極インクはカーボンに担持された白金と、アイオノマーと、水とアルコール系の溶媒等で構成されるため、加熱ロールを100℃程度以上にすると対面に電解質膜を介してある加熱していないスロットノズル先端は温度差で塗布された電極インクの水や溶媒蒸気等で結露が発生し塗布面に悪影響を与えていた。
それを防ぐためノズルを含めた装置を加熱する方法があるがスロットノズルの温度が高いとノズル先端が乾燥しやすく、ノズル開口部に皮張りが発生し電極インクの吐出が不安定になる傾向にあった。
また室温で真円度を数ミクロン以下に研磨装置で研磨した吸着ロールであっても加熱すると複雑な構造故ロールは大きくたわみ変形して真円度が極めて悪かった。
昨今の求められる電極触媒量はアノード極で平方センチメートル当たり0.15mg以下、カソード極で0.3mg以下と極めて少なく、白金触媒の比重は20以上あるため膜厚的には薄くなる。
また白金を担持するカーボンとの比率も白金:カーボンが5:5更には7:3となってきているのでアイオノマーを含めたドライ膜厚は実質1マイクロメートル以下と極めて薄く、固形分が10パーセントの場合ウエット膜厚でも10マイクロメートル以下と極めて薄い膜厚になる。
加熱吸着ロールが変形すると、液膜を介して接触するスリットノズルやスロットノズルあるいはスロットダイと呼ばれる方法で行うとノズル先端と電解質膜との距離が変化し距離が離れ過ぎる箇所が発生する課題があった。そのような現象が起きると電極インクの塗布量は極めて少ないため、電極インクを薄膜で塗布する関係からノズル先端と電解質膜の距離が離れた個所ではうろこ状のポーラスの塗布面になり均一な塗布を得ることは極めて困難であった。
その課題を解決するために本発明者等により発明された特開2010−149257ではアプリケーション温度に加熱した状態で吸着ロール表面を研磨し真円度を5ミクロン以下にできる方法として提案されている。しかしこの方法ではロール温度を変更するたびに研磨が必要とされ作業性が極めて悪かった。
また常温や冷却して吸着ロールを研磨したと推定さる特開2015−15258では電解質膜を吸着するロールを冷却して電極インクを電解質膜にスリットノズルで塗布し、ロールを回転移動して冷却ロールに吸着された電解質膜上の電極インクを後工程で熱風や赤外線で加熱する方法が提案されている。
しかしこの方法では塗布後、冷却から加熱乾燥までの時間、例えばナフィオン膜などは電解質膜の界面ではソルベントショック溶媒によるダメージがあることが予想できる。
The CCM method is ideal, but since the electrolyte membrane is sensitive to moisture and some Nafion membranes are instantly deformed when the electrode catalyst ink is applied, the electrolyte is used for the heat adsorption belt and heat adsorption roll as described above. Attempts have been made to apply the film with a spray nozzle, slot nozzle, etc. while adsorbing the film and moving it so as not to deform it. The spray required a mask to obtain the desired electrode pattern, and had difficulty in increasing the production speed.
The slot nozzle is effective for increasing the production speed, but the "ON roll" placed on the heat adsorption roll has the following problems. Since the electrode ink is composed of platinum supported on carbon, ionomer, water, alcohol-based solvent, etc., when the heating roll is set to about 100 ° C or higher, the unheated slot nozzle is face-to-face with an electrolyte membrane. At the tip, dew condensation occurred due to water, solvent vapor, etc. of the electrode ink applied due to the temperature difference, which adversely affected the coated surface.
To prevent this, there is a method of heating the device including the nozzle, but if the temperature of the slot nozzle is high, the tip of the nozzle tends to dry, and the nozzle opening tends to become skinned and the ejection of electrode ink tends to be unstable. there were.
Further, even if the adsorption roll was polished to a roundness of several microns or less at room temperature by a polishing device, the roll was greatly bent and deformed due to its complicated structure when heated, and the roundness was extremely poor.
The amount of electrode catalyst required in recent years is extremely small, 0.15 mg or less per square centimeter at the anode electrode and 0.3 mg or less at the cathode electrode, and the specific gravity of the platinum catalyst is 20 or more, so that the film thickness is thin.
In addition, the ratio of platinum: carbon to carbon supporting platinum is 5: 5 and even 7: 3, so the dry film thickness including ionomer is extremely thin at 1 micrometer or less, and the solid content is 10%. In the case of, the wet film thickness is as thin as 10 micrometers or less.
When the heat adsorption roll is deformed, there is a problem that the distance between the tip of the nozzle and the electrolyte membrane changes and there are places where the distance is too far, if it is performed by a method called a slit nozzle, slot nozzle or slot die that contacts through the liquid film. rice field. When such a phenomenon occurs, the amount of electrode ink applied is extremely small, and because the electrode ink is applied as a thin film, a scaly porous coating surface is formed at a location where the nozzle tip and the electrolyte membrane are far apart, resulting in uniform coating. It was extremely difficult to obtain.
In order to solve this problem, Japanese Patent Application Laid-Open No. 2010-149257 invented by the present inventors has proposed a method capable of polishing the surface of an adsorption roll while heated to an application temperature to reduce the roundness to 5 microns or less. However, this method requires polishing every time the roll temperature is changed, and the workability is extremely poor.
Further, in Japanese Patent Application Laid-Open No. 2015-15258, which is presumed to have polished the adsorption roll by cooling at room temperature, the roll that adsorbs the electrolyte film is cooled, the electrode ink is applied to the electrolyte film with a slit nozzle, and the roll is rotated to move the cooling roll. A method of heating the electrode ink on the electrolyte membrane adsorbed on the surface with hot air or infrared rays in a subsequent process has been proposed.
However, in this method, it can be expected that the time from cooling to heating and drying after application, for example, the Nafion membrane, is damaged by the solvent shock solvent at the interface of the electrolyte membrane.
本発明はこのような課題を解決するためになされたもので、加熱吸着ロールは真円度を追求せず、電解質膜に塗布された電極インクを急速に変形なく乾燥させる手段とする。そのため真円度に重点を置かないため、製造コストを極限までさげることができる。一方スロットノズル先端の真直度は研磨装置で研磨することにより室温で5ミクロン以下更には2ミクロン以内にすることは業界の常識であるのでスロットノズルを室温で使用し加熱吸着ロールまたは加熱ロールの熱の影響が少ないようにすることが肝要である。
また小径ロール例えば直径200ミリメートル以下の室温での真円度も研磨装置で研磨することにより数ミクロン以下に抑えることができる。一方内部構造がシンプルな小径ロールは加熱しても真円度を数ミクロン以下にできるので2次電池の電極の圧着ロールとして使用されている。
そのためこれらの小径ロールを活用して直径が200ミリメートル以上の大径加熱吸着ロールまたは250ミリメートル以上の加熱ロールと組み合わせ、ONロールまたはOFFロール上にスロットノズルを設置して電解質膜とスロットノズル先端の距離を高精度に保持しながら電極インクをパターンコーティングできるようにする。
電解質膜は通常キャスティング工法で製造されるため支持基材のバックシートがあるため片方の電極形成のための塗布は電解質膜を変形させることなくスプレイでもスロットノズルでも塗布できる。しかし電解質膜は25ミクロン以下更には15ミクロン以下と薄くまた引っ張ると伸びがあり、上記のごとく空気中の水分で簡単に変形する極めてデリケートな基材もあるため反対面の電極形成は極めて難しく、また電解質膜の両サイドに電極形成された電解質膜を巻き取ることは極めて難しかった。
The present invention has been made to solve such a problem, and the heat-adsorbed roll does not pursue roundness, and is a means for rapidly drying the electrode ink applied to the electrolyte film without deformation. Therefore, since the emphasis is not placed on roundness, the manufacturing cost can be reduced to the utmost limit. On the other hand, it is common knowledge in the industry that the straightness of the tip of the slot nozzle should be 5 microns or less and even 2 microns or less at room temperature by polishing with a polishing device. It is important to reduce the influence of.
Further, the roundness of a small diameter roll, for example, a diameter of 200 mm or less at room temperature can be suppressed to several microns or less by polishing with a polishing device. On the other hand, small-diameter rolls with a simple internal structure are used as crimping rolls for electrodes of secondary batteries because their roundness can be reduced to several microns or less even when heated.
Therefore, these small diameter rolls are used in combination with a large diameter heating adsorption roll with a diameter of 200 mm or more or a heating roll with a diameter of 250 mm or more, and a slot nozzle is installed on the ON roll or OFF roll to install the electrolyte membrane and the tip of the slot nozzle. Allows pattern coating of electrode ink while maintaining distance with high accuracy.
Since the electrolyte membrane is usually manufactured by the casting method and has a back sheet as a supporting base material, the coating for forming one of the electrodes can be applied by either a spray or a slot nozzle without deforming the electrolyte membrane. However, the electrolyte membrane is as thin as 25 microns or less and even 15 microns or less and stretches when pulled, and as mentioned above, it is extremely difficult to form electrodes on the opposite side because there are extremely delicate substrates that are easily deformed by the moisture in the air. In addition, it was extremely difficult to wind up the electrolyte membrane having electrodes formed on both sides of the electrolyte membrane.
本発明は前述の課題を解決するためになされたもので、本発明の目的は高品質で耐久性のあるPEFC型燃料電池用膜・電極の製造方法とCCMあるいはMEAを高速生産し大量に提供することである。
より具体的にはロール・ツー・ロール(Roll to Roll)の電解質膜に直接電極インクを塗布し高性能の膜・電極アッセンブリーを製造し、ひいては高性能の燃料電池を製造することにある。
The present invention has been made to solve the above-mentioned problems, and an object of the present invention is to produce a high-quality and durable membrane / electrode for a PEFC type fuel cell, and to produce CCM or MEA at high speed and provide them in large quantities. It is to be.
More specifically, the present invention is to directly apply electrode ink to a roll-to-roll electrolyte membrane to manufacture a high-performance membrane / electrode assembly, and eventually to manufacture a high-performance fuel cell.
本発明は燃料電池用の長尺の電解質膜を連続的または間欠的に移動して電解質膜の少なくとも片側に電極インクをスロットノズルで塗布し電極を形成する方法であって、電極インクを塗布した電解質膜を加熱し吸着する加熱吸着ロールを設ける工程と、前記加熱吸着ロールの上流に加熱吸着ロールに近接して前記加熱吸着ロールより小径の少なくとも一つのロールを設ける工程と、
前記小径ロール上と加熱吸着ロールに前記電解質膜が接するまでとの間でスロットノズルをもって電極インクを塗布する工程とからなることを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。
The present invention is a method of continuously or intermittently moving a long electrolyte membrane for a fuel cell and applying electrode ink to at least one side of the electrolyte membrane with a slot nozzle to form an electrode, wherein the electrode ink is applied. A step of providing a heated adsorption roll that heats and adsorbs the electrolyte membrane, and a step of providing at least one roll having a diameter smaller than that of the heated adsorption roll in the vicinity of the heated adsorption roll upstream of the heated adsorption roll.
Provided is a method for manufacturing a film / electrode assembly of a fuel cell, which comprises a step of applying electrode ink with a slot nozzle between the small diameter roll and the contact of the electrolyte membrane with the heated adsorption roll.
本発明は前記加熱吸着ロールが加熱ロールであって、前記電解質膜に20乃至80ニュートンの張力をかけながら移動することを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。 The present invention provides a method for manufacturing a membrane / electrode assembly of a fuel cell, wherein the heated adsorption roll is a heated roll and moves while applying a tension of 20 to 80 Newton to the electrolyte membrane.
本発明は前記加熱吸着ロールが加熱吸着ベルトであることを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。 The present invention provides a method for manufacturing a membrane / electrode assembly of a fuel cell, wherein the heat adsorption roll is a heat adsorption belt.
本発明は前記小径ロールの前後の電解質膜に20乃至80ニュートンの張力をかけ、前記小径ロールの前後のオフロール上で電極インクを塗布することを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。 The present invention comprises applying a tension of 20 to 80 Newtons to the electrolyte membranes before and after the small diameter roll, and applying electrode ink on the off-rolls before and after the small diameter roll. Provide a method.
本発明は前記スロットノズルがエアアシストスロットノズルまたはミスト噴出スリットノズルであって電解質膜とノズルヘッドの距離を0乃至10ミリメートルに設定することを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。 The present invention relates to a method for manufacturing a fuel cell membrane / electrode assembly, wherein the slot nozzle is an air assist slot nozzle or a mist ejection slit nozzle, and the distance between the electrolyte membrane and the nozzle head is set to 0 to 10 mm. offer.
本発明は前記加熱吸着ロールまたは加熱ロールの真円度が±50マイクロメートル以下であって、前記加熱吸着ロールまたは加熱ロールに電解質膜が接触する直前のオフロール上で電極インクを塗布することを特徴とする燃料電池の膜・電極アッセンブリーの製造方法を提供する。 In the present invention, the roundness of the heated adsorption roll or the heated roll is ± 50 micrometer or less, and the electrode ink is applied on the off-roll immediately before the electrolyte membrane comes into contact with the heated adsorption roll or the heated roll. Provided is a method for manufacturing a characteristic fuel cell membrane / electrode assembly.
本発明は前記電解質膜にアノード極インクをスロットノズルで塗布し乾燥し、次いでカソード極インクを粒子または繊維にして塗布するにあたり、反転した電極面を通気性基材と接触させ、加熱吸着ロール上で前記通気性基材を介して電解質膜を吸引し、前記電解質膜に積層されているバックシートを剥離する工程と、アノード極の反対側にカソード極の触媒を含む電極を形成した燃料電池の膜・電極アッセンブリーの製造方法を提供する。 In the present invention, when the anode electrode ink is applied to the electrolyte membrane with a slot nozzle and dried, and then the cathode electrode ink is applied as particles or fibers, the inverted electrode surface is brought into contact with a breathable substrate and placed on a heat adsorption roll. In a fuel cell in which the electrolyte membrane is sucked through the breathable base material and the back sheet laminated on the electrolyte membrane is peeled off, and an electrode containing a cathode electrode catalyst is formed on the opposite side of the anode electrode. Provided is a method for manufacturing a membrane / electrode assembly.
本発明はバックシートが積層された電解質膜に電極インクを塗布し乾燥して電極を形成し電極の上に第一の通気性のある保護基材を積層し、前記第一の通気性保護基材を介して加熱吸着ドラムで電解質膜及び電極を吸着し、前記バックシートを剥離したあと反対極の電極インクを塗布して電極を形成させ、前記通気性保護基材を回収し、新たな第二の通気性基材を積層し、第二の通気性基材で両方の電極を保護しながら巻き取ることを特徴とする燃料電池の膜・電極製造方法を提供する。 In the present invention, an electrode ink is applied to an electrolyte membrane on which a back sheet is laminated and dried to form an electrode, and a first breathable protective base material is laminated on the electrode to form the first breathable protective group. The electrolyte film and the electrode are adsorbed by the heat adsorption drum through the material, the back sheet is peeled off, and then the electrode ink of the opposite electrode is applied to form the electrode, and the breathable protective base material is recovered to obtain a new first. Provided is a method for manufacturing a film / electrode of a fuel cell, which comprises laminating a second breathable base material and winding the second breathable base material while protecting both electrodes.
本発明での前記電極インク触媒はコアシェル型の触媒を使用することが出来る。 As the electrode ink catalyst in the present invention, a core-shell type catalyst can be used.
本発明の燃料電池の膜電極アッセンブリーの製造方法によればデリケートで例えば15ミクロン以下と極薄の電解質膜であっても直接電解質膜にそれぞれの面に電極インクを塗布できる。更に電解質膜の負荷を低減するため加熱吸引して電解質膜に塗布された電極インクが電解質膜を濡らした後瞬時に、例えば3秒以内に溶媒量の99パーセント以上を揮発することができるので、膜と電極の密着性を高め、界面抵抗を最大に低くできるので理想的である。 According to the method for manufacturing a membrane electrode assembly of a fuel cell of the present invention, electrode ink can be directly applied to each surface of an electrolyte membrane even if it is a delicate, for example, an ultrathin electrolyte membrane of 15 microns or less. Further, in order to reduce the load on the electrolyte membrane, the electrode ink applied to the electrolyte membrane by heating and suction can volatilize 99% or more of the solvent amount instantly after wetting the electrolyte membrane, for example, within 3 seconds. It is ideal because it can improve the adhesion between the film and the electrode and minimize the interfacial resistance.
また本発明ではカソード極はスロットノズル方式に限らず、スプレイ法あるいはスプレイに属するパルス的スプレイであってスプレイ粒子に更にスピードを付加した工法でありエムテックスマート株式会社の商標登録であるインパクトパルス工法を単独あるいはスロットノズルと併用して採用すれば電解質膜への触媒の密着性は更に高めることができ、理想的なマイクロポア、メソポア、マクロポアのある電極を形成できる。尚、エアアシストスロットノズルやミスト噴出スリットノズル、メルトブローン式スプレイノズルでスプレイあるいはパルス的スプレイを行うことができる。 Further, in the present invention, the cathode electrode is not limited to the slot nozzle method, but is a spray method or a pulse-like spray belonging to the spray, which is a method of adding speed to the spray particles and is a trademark registered impact pulse method of M-Tech Smart Co., Ltd. When used alone or in combination with a slot nozzle, the adhesion of the catalyst to the electrolyte membrane can be further enhanced, and an electrode with ideal micropores, mesopores, and macropores can be formed. It should be noted that the air assist slot nozzle, the mist ejection slit nozzle, and the melt blown type spray nozzle can be used for spraying or pulse-like spraying.
更に本発明では単一のノズルヘッドに限定するものでなく複数のヘッドを電解質膜の移動方向に直列的に配置し薄膜で積層出来る。特にエアアシストスロットノズルやミスト噴出スリットノズルあるいはメルトブローン式ノズルヘッドを用いることにより平方センチメートル当たりの1層の電極量を0.01〜0.3ミリグラムに調整できるので
例えば2〜30層の電極インクの薄膜積層もできる。加熱吸着ドラムなどとの組み合わせで1層当たりの塗布量を少なくできるが、更に1層当たりの塗布量を少なくするには例えば白金触媒担持のカーボンと、電解質溶液と、アルコール系溶媒、あるいは水とアルコールからなる電極インクの固形分量を重量比で10%以下例えば3%以下にすることさえできる。
Further, the present invention is not limited to a single nozzle head, and a plurality of heads can be arranged in series in the moving direction of the electrolyte membrane and laminated as a thin film. In particular, by using an air assist slot nozzle, mist ejection slit nozzle, or melt blown type nozzle head, the amount of electrode in one layer per square centimeter can be adjusted to 0.01 to 0.3 mg, so for example, a thin film of 2 to 30 layers of electrode ink. It can also be laminated. The coating amount per layer can be reduced by combining with a heat adsorption drum or the like, but in order to further reduce the coating amount per layer, for example, carbon supported by a platinum catalyst, an electrolyte solution, an alcohol solvent, or water can be used. The solid content of the electrode ink composed of alcohol can be reduced to 10% or less by weight, for example, 3% or less.
固形分濃度を上記のようにするメリットはより薄膜にして積層すればするほど電解質膜の溶媒ショックの負荷が少なく単位面積当たりの塗布量がより均一になるので燃料電池の性能アップにつながる。 The merit of making the solid content concentration as described above is that the thinner the thin film is, the less the load of the solvent shock of the electrolyte membrane is and the more uniform the coating amount per unit area is, which leads to the improvement of the performance of the fuel cell.
さらに本発明では電解質膜をマイクロポーラスの通気性基材、例えば無塵紙や通気性プラスチックフィルムを介して例えば加熱吸着ドラムを50乃至120℃で加熱し、例えば市販の安価なマイナス60kPa程度の真空度の真空ポンプで吸引できるので電解質膜にダメージを与えないばかりか欠陥のない膜・電極アッセンブリーを製造できる。通気性基材は加熱吸着ドラムに巻き付けて使用すると経済的である。また前記電解質膜の電極形成部以外の特に両サイドにグラビアロールなどを使用して粘着剤をポーラス状に点在させて、電極サイズにくり抜かれたマスキング基材を貼り付けて移動させスロットノズル、スプレイ法に限らず使用して正確な電極パターンを形成することができる。マスキング基材は電極インクを粒子化するスプレイ法などに特に有用である。 Further, in the present invention, the electrolyte membrane is heated at a temperature of 50 to 120 ° C., for example, through a microporous breathable base material such as dust-free paper or a breathable plastic film, for example, a commercially available inexpensive vacuum degree of about -60 kPa. Since it can be sucked by the vacuum pump of, it is possible to manufacture a film / electrode assembly without damage to the electrolyte membrane and without defects. It is economical to use the breathable substrate by wrapping it around a heat adsorption drum. In addition, the adhesive is scattered in a porous shape using gravure rolls or the like on both sides other than the electrode forming portion of the electrolyte membrane, and a masking base material hollowed out to the electrode size is attached and moved to the slot nozzle. Not limited to the spray method, an accurate electrode pattern can be formed. The masking substrate is particularly useful for a spray method for atomizing electrode ink.
加熱吸着ロールの表面はステンレススチールなどの円筒に1乃至3mmのピッチで例えば千鳥に、0.1乃至1mmの直径の多くの孔を形成して製造することが出来る。無数の孔明けは通常レーザーや電子ビームなどで行うことができる。大きい孔や、粗の孔数であってさえも吸着分布をより均一にするため、ドラムの表面に無塵紙やマイクロメートルオーダーなどのポーラスフィルムなどを加熱吸着ドラムに巻きつけて固定して使用できる。例えば複数層巻きができ、あるいは複数の通気性基材を用意して粗めのものから順に微細なものを積層することで安価に加熱吸着ドラムを製作できるので経済的である。またマイクロメートルやナノメートルオーダーの通気性基材を使用するとマイクロやナノメートルオーダーの加熱吸着ドラムと同等の効果があるので性能面からしてコストパフォーマンスが抜群である。あるいはそれらは単数複数に限らず電解質膜と一緒に巻き出し、巻き取りで使用することもきる。 The surface of the heat-adsorbed roll can be manufactured by forming many holes having a diameter of 0.1 to 1 mm in a cylinder such as stainless steel at a pitch of 1 to 3 mm, for example, in a staggered pattern. Innumerable drilling can usually be done with a laser, an electron beam, or the like. In order to make the adsorption distribution more uniform even with large holes or coarse pores, dust-free paper or porous film such as micrometer order can be wrapped around the heated adsorption drum and fixed to the surface of the drum. .. For example, it is economical because a heating and adsorption drum can be manufactured at low cost by winding a plurality of layers or by preparing a plurality of breathable base materials and laminating fine ones in order from a coarse one. In addition, the use of a breathable substrate on the order of micrometer or nanometer has the same effect as a heating adsorption drum on the order of micrometer or nanometer, so the cost performance is outstanding in terms of performance. Alternatively, they are not limited to one or more, and can be unwound together with the electrolyte membrane and used for winding.
本発明は特開2004−351413の液体の塗布及び乾燥方法の特許出願時の想定外の極薄膜で変形しやすく扱いづらい電解質膜に直接電極インクをスロットノズルやスプレイ方法等により薄膜で、必要により積層して品質的に安定した膜・電極アッセンブリーを製造することができる。 In the present invention, the electrode ink is directly applied to the electrolyte membrane, which is an ultrathin film unexpected at the time of filing the patent application for the liquid coating and drying method of JP-A-2004-351413 and is easily deformed and difficult to handle. It is possible to produce a film / electrode assembly with stable quality by laminating.
上記のように本発明によればデリケートな電解質に電極インクを直接塗布しても理想的な膜・電極の界面を得ることができ高品質の膜・電極アッセンブリーをひいては燃料電池を製造できる。 As described above, according to the present invention, even if the electrode ink is directly applied to the delicate electrolyte, an ideal film / electrode interface can be obtained, and a high-quality film / electrode assembly and thus a fuel cell can be manufactured.
以下、図面を参照して本発明の好適な実施形態について説明する。なお、以下の実施形態は発明の理解を容易にするための一例にすぎず本発明の技術的思想を逸脱しない範囲において当業者により実施可能な付加、置換、変形等を施すことを排除するものではない。 Hereinafter, preferred embodiments of the present invention will be described with reference to the drawings. It should be noted that the following embodiments are merely examples for facilitating the understanding of the invention, and excludes addition, substitution, modification, etc. that can be carried out by those skilled in the art to the extent that they do not deviate from the technical idea of the present invention. is not it.
図面は本発明の好適な実施の形態を概略的に示している。 The drawings schematically show preferred embodiments of the present invention.
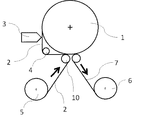
図1において加熱吸着ドラム1の上流に加熱吸着ドラムより小径の小径ロール4を設け、巻き出し装置5で巻き出された電解質膜2はニップロール10を経由し小径ロール4と加熱吸着ドラム1間のOFFロール上でスロットノズル3で図示していない電極インクを塗布し下流の巻取り装置6で、膜・電極アッセンブリーとして巻き取る。加熱吸着ドラムには図示していないマイクロメートルオーダーの通気性基材を1重または複数重ね巻きできる。電解質膜には反対極の電極が形成されていても良い。またスロットノズル3での電解質膜への塗布は小径ロール4上のONロールでも良く、小径ロールの前後であって加熱吸着ロールまでのOFFロールでも良い。理想的には加熱吸着ドラムぎりぎりのOFFロール上で行うと塗布とほぼ同時に加熱吸着が始まるので乾燥の面からも理想的である。特にOFFロールで行う際は電解質膜に20乃至80ニュートンの張力がかけられているのが望ましい。スロットノズル内の開閉バルブ機構はサックバックタイプにすることによりクリーンカットできるので長方形や正方形の電極パターンを形成できる。また移動方向に直交して複数のパターンを設けたい場合は所望する寸法に形成したシムを組み付けると便利である。
In FIG. 1, a small-
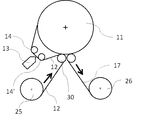
図2は図1の構成に小径ロール(14,14´)を複数設置した図である。スロットノズル13の配置は小径ロール14,14´上のONロールでも良く前後の、OFFロールでもよい。また小径ロールは加熱しても良い。
FIG. 2 is a diagram in which a plurality of small diameter rolls (14, 14') are installed in the configuration of FIG. The arrangement of the
図3は小径ロール34上のONロールでスロットノズル33で電解質膜32に電極インクを塗布し電極パターン205を形成している。加熱吸着ロール31上で乾燥した電極205に保護基材38を保護基材巻き出し装置39で巻き出し電解質膜32、電極205に積層して複合体として巻き取り装置36で巻き取っている。保護基材は通気性基材でも良く、予め第一の電極が形成され、第二の電極を形成した後であれば保護基材は材質、種類、形状を限定しないがコスト的に一番安く、電極が転写されないものあるいは転写しにくいものから選択したら良い。
In FIG. 3, the electrode ink is applied to the
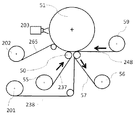
図4は第一の電極が形成された電解質膜42の上流でバックシート165が剥離されバックシート巻き取り装置102で巻き取る。反対面に第一の電極が形成されている位置を検知センサーで検知しスロットノズル43で第二の電極を形成するため電極インクが塗布される。第一の電極を保護して加熱吸着ドラム上を移動した通気性基材138は通気性基材巻取り装置101で巻き取られる。第一と第二の電極が形成された電解質膜は新たな保護基材148と一緒に巻き取り装置46で巻き取られる。保護基材は通気性基材でも良いが電極面に影響がなくコストが低いものを選択すべきである。
In FIG. 4, the
図5は第二の電極形成をスロットノズルの代わりにスプレイで行っている図である。スプレイ以外は図4とほぼ同じ構成になる。電極インクをミストにしてミスト噴出スリットノズルやスロットノズルから流出する電極インクに沿わしたエアカーテンと一緒に塗布するエアアシスト塗布方法以外のスプレイは第一の電極パターンとほぼ同じ形状のマスクを設置すべきである。第一の電極形成はスロットノズルスピードを上げて行い、第二の電極はスプレイによりカソード対応で電極にミクロ的なポーラスを形成できるので性能面で効果的である。 FIG. 5 is a diagram in which the second electrode is formed by a spray instead of the slot nozzle. Except for the spray, the configuration is almost the same as in FIG. For sprays other than the air assist application method, which uses electrode ink as mist and applies it together with the air curtain along the electrode ink flowing out from the mist ejection slit nozzle or slot nozzle, install a mask with almost the same shape as the first electrode pattern. Should be. The first electrode is formed by increasing the slot nozzle speed, and the second electrode is effective in terms of performance because it is compatible with the cathode and a microporous can be formed on the electrode by spraying.
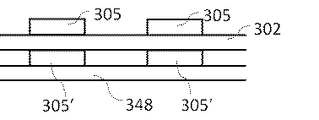
図6は電解質膜302の両サイドに第一の電極305と第二の電極305´が形成され第二の電極に保護基材348が積層されている断面図である。
FIG. 6 is a cross-sectional view in which a
本発明によればPEFC燃料電池用膜・電極アッセンブリーを高速でかつ高品質に製造できる。 According to the present invention, a membrane / electrode assembly for a PEFC fuel cell can be manufactured at high speed and with high quality.
1,11,31,41,51 加熱(加熱吸着)ドラム
2,12,32,42,302 電解質膜
3,13,33,43 スロットノズル
4,14,14´,34,34´,44 小径ローラー
5,25,35,45,55 電解質膜巻き出し装置
6,26,36,46,56 電解質膜巻き取り装置
7,17 CCM
10,20,30,40,50 ニップロール
38,138,148,248,348 電極保護基材(通気性基材)
39,49,59 電極保護基材 巻き出し装置
101,201 電極保護基材巻き取り装置
102,202 バックシート巻き取り装置
203 スプレイ塗布ヘッド
205 電極
305 第一の電極
305´ 第二の電極
1,11,31,41,51 Heating (heat adsorption)
10, 20, 30, 40, 50
39, 49, 59 Electrode protecting group unwinding device 101,201 Electrode protecting
Claims (8)
前記小径ロール上と加熱吸着ロールに前記電解質膜が接するまでとの間でスロットノズルをもって電極インクを塗布する工程とからなることを特徴とする燃料電池の膜・電極アッセンブリーの製造方法。 A method of continuously or intermittently moving a long electrolyte membrane for a fuel cell to apply electrode ink to at least one side of the electrolyte membrane with a slot nozzle to form an electrode, wherein the electrolyte membrane coated with the electrode ink is applied. A step of providing a heated adsorption roll for heating and adsorbing, and a step of providing at least one roll having a diameter smaller than that of the heated adsorption roll in the vicinity of the heated adsorption roll upstream of the heated adsorption roll.
A method for manufacturing a fuel cell membrane / electrode assembly, which comprises a step of applying electrode ink with a slot nozzle between the small diameter roll and the contact of the electrolyte membrane with the heated adsorption roll.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018032316A JP6984848B2 (en) | 2018-02-26 | 2018-02-26 | Manufacturing method of membrane electrode assembly for fuel cells |
| CN202110285447.8A CN113054227B (en) | 2018-02-26 | 2019-02-19 | Method for manufacturing fuel cell and fuel cell |
| PCT/JP2019/006126 WO2019163783A1 (en) | 2018-02-26 | 2019-02-19 | Method for manufacturing membrane electrode assembly for fuel cell |
| CN201980015184.XA CN111758178B (en) | 2018-02-26 | 2019-02-19 | Method for manufacturing membrane electrode assembly of fuel cell |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018032316A JP6984848B2 (en) | 2018-02-26 | 2018-02-26 | Manufacturing method of membrane electrode assembly for fuel cells |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021018877A Division JP7075087B2 (en) | 2021-02-09 | 2021-02-09 | Fuel cell manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019149256A JP2019149256A (en) | 2019-09-05 |
| JP2019149256A5 JP2019149256A5 (en) | 2021-03-25 |
| JP6984848B2 true JP6984848B2 (en) | 2021-12-22 |
Family
ID=67686834
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018032316A Active JP6984848B2 (en) | 2018-02-26 | 2018-02-26 | Manufacturing method of membrane electrode assembly for fuel cells |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6984848B2 (en) |
| CN (2) | CN113054227B (en) |
| WO (1) | WO2019163783A1 (en) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6984848B2 (en) * | 2018-02-26 | 2021-12-22 | エムテックスマート株式会社 | Manufacturing method of membrane electrode assembly for fuel cells |
| JP7395127B2 (en) * | 2019-08-23 | 2023-12-11 | エムテックスマート株式会社 | Battery manufacturing method and battery |
| JP7075087B2 (en) * | 2021-02-09 | 2022-05-25 | エムテックスマート株式会社 | Fuel cell manufacturing method |
| JP7215697B2 (en) * | 2021-02-09 | 2023-01-31 | エムテックスマート株式会社 | Fuel cell manufacturing equipment |
| CN114196966B (en) * | 2021-12-03 | 2023-03-28 | 中国科学院大连化学物理研究所 | Proton membrane and CCM (continuous current module) integrated preparation method and device for PEM (proton exchange membrane) water electrolysis |
| JP2023093904A (en) * | 2021-12-23 | 2023-07-05 | エムテックスマート株式会社 | Fuel cell manufacturing method and fuel cell |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002361152A (en) * | 2001-06-04 | 2002-12-17 | Tdk Corp | Double-side coater and manufacturing method of electrode for battery |
| JP2006011681A (en) * | 2004-06-24 | 2006-01-12 | Dainippon Printing Co Ltd | Identification system |
| JP2006116816A (en) * | 2004-10-21 | 2006-05-11 | Sumitomo Chemical Co Ltd | Method and apparatus for producing laminate |
| EP1887641B1 (en) * | 2005-05-09 | 2011-02-09 | Panasonic Corporation | Method and device for applying electrode mix paste |
| JP5772813B2 (en) * | 2010-03-26 | 2015-09-02 | 凸版印刷株式会社 | Manufacturing method of fuel cell membrane electrode assembly and manufacturing apparatus of fuel cell membrane electrode assembly |
| JP2012084293A (en) * | 2010-10-08 | 2012-04-26 | Toyota Motor Corp | Membrane electrode assembling method and manufacturing method for membrane electrode assembly |
| JP5705040B2 (en) * | 2011-06-17 | 2015-04-22 | Hoya株式会社 | Manufacturing method of cover glass for portable device |
| JP2013161557A (en) * | 2012-02-02 | 2013-08-19 | Panasonic Corp | Manufacturing method of film-catalyst layer junction and manufacturing apparatus of film-catalyst layer junction |
| JP6033131B2 (en) * | 2013-03-13 | 2016-11-30 | 株式会社日立製作所 | Method for manufacturing electrode plate of lithium ion secondary battery and apparatus for manufacturing electrode plate of lithium ion secondary battery |
| JP2015153653A (en) * | 2014-02-17 | 2015-08-24 | 株式会社Screenホールディングス | Electrolyte membrane modification device and electrolyte membrane modification method, and production system and production method of membrane/catalyst layer assembly |
| JP6310741B2 (en) * | 2014-03-20 | 2018-04-11 | 株式会社Screenホールディングス | Intermittent coating method and intermittent coating apparatus |
| JP6352727B2 (en) * | 2014-08-11 | 2018-07-04 | 株式会社Screenホールディングス | Membrane / catalyst layer assembly manufacturing apparatus and manufacturing method |
| JP2016046091A (en) * | 2014-08-22 | 2016-04-04 | 株式会社Screenホールディングス | Coater, coating method, device for manufacturing membrane-catalyst layer assembly and manufacturing method thereof |
| JP6352730B2 (en) * | 2014-08-27 | 2018-07-04 | 株式会社Screenホールディングス | Membrane / catalyst layer assembly manufacturing apparatus and manufacturing method |
| JP6684397B2 (en) * | 2015-04-02 | 2020-04-22 | エムテックスマート株式会社 | Fluid ejection method and fluid film formation method |
| JP6413937B2 (en) * | 2015-06-05 | 2018-10-31 | 豊田合成株式会社 | Lid device with lock mechanism |
| JP6669515B2 (en) * | 2016-02-08 | 2020-03-18 | 株式会社Screenホールディングス | Apparatus and method for producing membrane / catalyst layer assembly |
| JP6661401B2 (en) * | 2016-02-22 | 2020-03-11 | 株式会社Screenホールディングス | Manufacturing equipment for membrane / electrode assemblies |
| JP6311041B2 (en) * | 2017-02-03 | 2018-04-11 | 株式会社Screenホールディングス | Manufacturing method of membrane / catalyst layer assembly |
| JP6984848B2 (en) * | 2018-02-26 | 2021-12-22 | エムテックスマート株式会社 | Manufacturing method of membrane electrode assembly for fuel cells |
-
2018
- 2018-02-26 JP JP2018032316A patent/JP6984848B2/en active Active
-
2019
- 2019-02-19 WO PCT/JP2019/006126 patent/WO2019163783A1/en active Application Filing
- 2019-02-19 CN CN202110285447.8A patent/CN113054227B/en active Active
- 2019-02-19 CN CN201980015184.XA patent/CN111758178B/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| CN113054227A (en) | 2021-06-29 |
| JP2019149256A (en) | 2019-09-05 |
| WO2019163783A1 (en) | 2019-08-29 |
| CN111758178A (en) | 2020-10-09 |
| CN113054227B (en) | 2023-11-10 |
| CN111758178B (en) | 2024-03-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6984848B2 (en) | Manufacturing method of membrane electrode assembly for fuel cells | |
| CN110249465B (en) | Method for manufacturing membrane-electrode assembly of fuel cell of PEFC type | |
| CN110100341B (en) | Method for forming electrode of PEFC type fuel cell and fuel cell | |
| JP6352730B2 (en) | Membrane / catalyst layer assembly manufacturing apparatus and manufacturing method | |
| KR20160030920A (en) | Composite film producing apparatus and method of producing composite film | |
| JP6352727B2 (en) | Membrane / catalyst layer assembly manufacturing apparatus and manufacturing method | |
| WO2021039308A1 (en) | Method for producing battery, and battery | |
| JP6930709B2 (en) | Method for manufacturing catalyst-forming electrolyte membrane for PEFC type fuel cell | |
| JP2015069739A (en) | Device and method of manufacturing membrane-catalyst layer assembly | |
| JP7075087B2 (en) | Fuel cell manufacturing method | |
| JP2021034227A5 (en) | ||
| JP7215697B2 (en) | Fuel cell manufacturing equipment | |
| JP2023093904A (en) | Fuel cell manufacturing method and fuel cell | |
| JP2023074174A (en) | Manufacturing method of fuel battery, manufacturing method of membrane electrode assembly, membrane electrode assembly, composite of membrane electrode assembly and air-permeability base material, and fuel battery | |
| JP6311041B2 (en) | Manufacturing method of membrane / catalyst layer assembly | |
| JP2018147890A (en) | Manufacturing installation of membrane/catalyst layer assembly | |
| JP2014213219A (en) | Method of manufacturing gas separation membrane | |
| JP2022172677A (en) | Method for manufacturing laminate of membrane electrode assembly and gas-permeable substrate, laminate of membrane electrode assembly and gas-permeable substrate, and method for manufacturing fuel cell | |
| JP2002063911A (en) | Manufacturing method of polymer electrolyte fuel cell | |
| JP2022178501A (en) | Method for manufacturing membrane/electrode assembly, method for manufacturing laminate of membrane/electrode assembly and air-permeable substrate, laminate of membrane/electrode assembly and air-permeable substrate, method for manufacturing fuel cell, and fuel cell | |
| JP6462041B2 (en) | Method for producing gas separation membrane |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210208 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211116 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6984848 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |