JP6984812B2 - Liquid isolation device - Google Patents
Liquid isolation device Download PDFInfo
- Publication number
- JP6984812B2 JP6984812B2 JP2018541576A JP2018541576A JP6984812B2 JP 6984812 B2 JP6984812 B2 JP 6984812B2 JP 2018541576 A JP2018541576 A JP 2018541576A JP 2018541576 A JP2018541576 A JP 2018541576A JP 6984812 B2 JP6984812 B2 JP 6984812B2
- Authority
- JP
- Japan
- Prior art keywords
- facing
- slit
- slits
- isolation device
- liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000007788 liquid Substances 0.000 title claims description 82
- 238000002955 isolation Methods 0.000 title claims description 26
- 238000011144 upstream manufacturing Methods 0.000 claims description 38
- 230000013011 mating Effects 0.000 claims description 6
- 230000000295 complement effect Effects 0.000 claims description 2
- 238000004140 cleaning Methods 0.000 description 25
- 239000012530 fluid Substances 0.000 description 16
- 239000000126 substance Substances 0.000 description 12
- 238000001035 drying Methods 0.000 description 7
- 238000000034 method Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229910000679 solder Inorganic materials 0.000 description 3
- 239000002131 composite material Substances 0.000 description 2
- 238000007747 plating Methods 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 239000012141 concentrate Substances 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B08—CLEANING
- B08B—CLEANING IN GENERAL; PREVENTION OF FOULING IN GENERAL
- B08B5/00—Cleaning by methods involving the use of air flow or gas flow
- B08B5/02—Cleaning by the force of jets, e.g. blowing-out cavities
- B08B5/023—Cleaning travelling work
- B08B5/026—Cleaning moving webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B1/00—Nozzles, spray heads or other outlets, with or without auxiliary devices such as valves, heating means
- B05B1/005—Nozzles or other outlets specially adapted for discharging one or more gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H20/00—Advancing webs
- B65H20/14—Advancing webs by direct action on web of moving fluid
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B13/00—Machines and apparatus for drying fabrics, fibres, yarns, or other materials in long lengths, with progressive movement
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F26—DRYING
- F26B—DRYING SOLID MATERIALS OR OBJECTS BY REMOVING LIQUID THEREFROM
- F26B21/00—Arrangements or duct systems, e.g. in combination with pallet boxes, for supplying and controlling air or gases for drying solid materials or objects
- F26B21/004—Nozzle assemblies; Air knives; Air distributors; Blow boxes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/511—Processing surface of handled material upon transport or guiding thereof, e.g. cleaning
- B65H2301/5115—Cleaning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2301/00—Handling processes for sheets or webs
- B65H2301/50—Auxiliary process performed during handling process
- B65H2301/51—Modifying a characteristic of handled material
- B65H2301/517—Drying material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2406/00—Means using fluid
- B65H2406/10—Means using fluid made only for exhausting gaseous medium
- B65H2406/12—Means using fluid made only for exhausting gaseous medium producing gas blast
- B65H2406/122—Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65H—HANDLING THIN OR FILAMENTARY MATERIAL, e.g. SHEETS, WEBS, CABLES
- B65H2408/00—Specific machines
- B65H2408/20—Specific machines for handling web(s)
- B65H2408/21—Accumulators
- B65H2408/217—Accumulators of rollers type, e.g. with at least one fixed and one movable roller
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Cleaning In General (AREA)
- Drying Of Solid Materials (AREA)
Description
本発明は、ウェブから液体を除去するための装置に関し、特に、これらに限られないが、加工ステーション内での液体の閉じ込め、および、液体が加工ステーションからウェブによって運ばれるのを回避するための装置に関する。 The present invention relates to a device for removing a liquid from the web, in particular, but not limited to, to avoid confinement of the liquid in the processing station and transport of the liquid from the processing station by the web. Regarding the device.
そのような閉じ込めおよび運搬の回避を分離弁との類似性により「隔離」と呼ぶこととする。 Avoidance of such confinement and transport is referred to as "isolation" due to its similarity to separation valves.
液体除去装置によって、表面の乾燥であるバルク液体および/または液体の液滴の除去を意図する。バルク液体および液滴の除去が完全な乾燥をもたらすことを通常期待するものではない。物質が表面的に乾燥しているにも関わらず、湿っていたり、ぬれていたり、微細な液体を運んでいたりする場合がある。したがって、「隔離」への言及は、表面の隔離を含み、病院の隔離病棟のように可能な最大限まで隔離することに限定されない。 The liquid remover is intended to remove bulk liquids and / or liquid droplets that are surface dry. The removal of bulk liquids and droplets is not usually expected to result in complete drying. Even though the substance is superficially dry, it may be damp, wet, or carry a fine liquid. Therefore, references to "isolation" include surface isolation and are not limited to isolation as much as possible, such as in hospital isolation wards.
溶液中で化学薬品により処理するために、タンクを通してウェブを加工することが知られている。例えば、タッチスクリーン等の利用のために、高分子ウェブに銅を無電極的にめっきすることが知られている。ウェブは、ある化学薬品の溶液を有するタンクから別の化学薬品の溶液を有するタンクに回される必要がある場合があり、その場合、ある化学薬品がそのタンクから2つ目の化学薬品のタンクに運ばれないようにすることが重要である。すなわち、ある化学薬品を有する液体は別の化学薬品の液体から隔離されるべきである。さらに、化学薬品タンクの間に洗浄タンクが設けられる場合、液体薬品は洗浄液から隔離されるべきである。 It is known to process the web through a tank for treatment with chemicals in solution. For example, it is known that copper is electrodelessly plated on a polymer web for use in a touch screen or the like. The web may need to be routed from a tank with a solution of one chemical to a tank with a solution of another chemical, in which case one chemical is from that tank to the second tank of chemicals. It is important not to be carried to. That is, a liquid with one chemical should be isolated from a liquid with another chemical. In addition, if a cleaning tank is provided between the chemical tanks, the liquid chemicals should be isolated from the cleaning fluid.
化学薬品の持ち越しは、タンクの間でウェブ乾燥機を使用することで未然に防ぐことができる。しかしながら、発明者の英国特許出願GB 2,500,564号で多くの重畳空気ベアリング型乾燥ガイドを使用したが、中継ステーションは分厚くなる場合があり、実際に乾燥ムラの虞を含むことがある。乾燥ムラは、例えばめっき液との接触ムラをもたらす場合があり、その結果めっきムラをもたらすことがある。 Chemical carry-over can be prevented by using a web dryer between the tanks. However, although the inventor's UK patent application GB 2,500,564 used many superposed air bearing type drying guides, the relay station may be thick and may actually include the risk of uneven drying. The uneven drying may cause uneven contact with the plating solution, for example, and as a result, uneven plating may be caused.
はんだレベリングからボード乾燥まで多くの用途で空気ナイフを使用した。しかしながら、ウェブ乾燥に一般的な空気ナイフを使用することに確信が持てなかった。 Air knives have been used for many purposes, from solder leveling to board drying. However, I was not sure to use a common air knife for web drying.
本文の前後関係で、「空気ナイフ」によりとは以下を意味する:
対向表面を有する1組の対向部材であって、それぞれが、空気を吹くことができるスリットまたは直線配列の開口部を有し、それは、対向表面から対向部材の間を通過方向に通るボード、シートまたはウェブ(「ウェブ」はこれらのいずれも含むために状況によって単独で使用される)の液体を吹き飛ばすためである。
In the context of the text, "air knife" means:
A set of facing members having facing surfaces, each having a slit or a linear array of openings through which air can be blown, which is a board, sheet that passes between the facing surfaces in the passing direction. Or to blow off the liquid in the web (the "web" is used alone in some situations to contain any of these).
通常、スリットまたは開口部は、空気の流れをウェブの進行方向の反対に向けるような角度にされ、これにより、ウェブが液体で処理され、その結果としてウェブが残りの液体を運びながら進んでいる領域に向かって、液体が吹き戻される。 Normally, the slits or openings are angled so that the flow of air is directed in the opposite direction of the web's direction of travel, which causes the web to be treated with liquid and, as a result, the web to carry the rest of the liquid. The liquid is blown back toward the area.
本発明の目的は、改良された液体除去のための装置を提供することである。 An object of the present invention is to provide an improved device for liquid removal.
本発明によれば、1組の対向部材の少なくとも1つの対向面に少なくとも1つの細長い溝または切込みを有し、溝または切込みが、通過方向については各スリットまたは開口部の直線配列の上流または下流に位置する空気ナイフを備えた液体除去装置が提供される。 According to the present invention, there is at least one elongated groove or notch in at least one facing surface of a set of facing members, the groove or notch upstream or downstream of a linear array of each slit or opening in the passage direction. A liquid remover with an air knife located at is provided.
通常、ウェブは、横方向幅よりも通過方向の方が長い。空気ナイフは、ウェブの幅よりも長い通過方向に対して横方向の長さを有するが、通過方向はその長さと比べて狭い。 Normally, the web is longer in the transit direction than in the lateral width. The air knife has a lateral length with respect to a passage direction longer than the width of the web, but the passage direction is narrower than that length.
このようにして、溝または切込みの1つまたはそれぞれは、各スリットまたは開口部の直線配列のそれぞれに対して少なくとも実質的に平行である。 In this way, one or each of the grooves or cuts is at least substantially parallel to each of the linear arrangements of each slit or opening.
1つ以上の溝の場合、対向表面の1つまたはそれぞれは、各スリットまたは開口部の直線配列でそれ自身と少なくとも実質的に同一平面の溝を超えて延びる。 In the case of one or more grooves, one or each of the opposing surfaces extends beyond the groove at least substantially coplanar with itself in a linear arrangement of each slit or opening.
便宜上、溝は、1つの対向面に1つ、もう一方にもう1つ、二つ一組で提供される。好ましくは、このような溝は、それらの間のウェブを対向面の間に集中させるために、お互いに向かい合って一直線に並べられる。しかしながら、溝はずらして配置されてもよい。 For convenience, the grooves are provided in pairs, one on one facing surface and another on the other. Preferably, such grooves are aligned facing each other in order to concentrate the webs between them between the facing surfaces. However, the grooves may be offset.
通常、対向する溝の複数のペアに対して、対向する細長い溝の1つのペアを提供することを期待する。スリットまたは開口部の上流の単一ペアまたは下流の単一ペアである場合がある。他とは異なる配置では、平面対向部材に向かい合う上流の溝または下流の溝の使用を構想する。 Usually, it is expected to provide one pair of opposed elongated grooves for a plurality of pairs of opposing grooves. It may be a single pair upstream or downstream of a slit or opening. In a different arrangement, envision the use of upstream or downstream grooves facing plane facing members.
1つ以上の切込みの場合、切込みの1つまたはそれぞれは、各スリットまたは開口部の直線配列から離れて切込みを入れた対向部材の端部に向かって外側に延びる。切込みは一定の深さであってもよいし、その幅方向に亘って深さを変化させてもよい。切込みの深さは、切込みとスリットまたは開口部の直線配列との間の対向表面の範囲よりも大きくすることができる。 For one or more cuts, one or each of the cuts extends outward from the linear arrangement of each slit or opening towards the end of the notched facing member. The notch may have a constant depth or may vary in depth along its width direction. The depth of cut can be greater than the extent of the opposing surface between the cut and the linear arrangement of slits or openings.
通常、一方の対向部材の対向面の溝または切込みの存在は、もう一方の対向部材の対向面の同様の位置にある溝または切込みの存在とよく似ていて、これによりウェブは両側で同様に作用される。 Usually, the presence of a groove or notch on the facing surface of one facing member is very similar to the presence of a groove or notch in a similar position on the facing surface of the other facing member, whereby the web is similarly on both sides. Be acted upon.
通常、対向面は、
・遠く離れた端部を面取りし、および/または
・少なくとも実質的に平面である。
Normally, the facing surface is
-Chamfering distant edges and / or-at least substantially flat.
対向面の距離間隔は、1つまたはそれぞれの溝の内側よりも外側の方が大きくなっており、これにより空気の流れは、使用するときに、溝とスリットまたは開口ラインとの間で、溝の内側よりも外側の方が遅くなる。 The distance between the facing surfaces is greater on the outside than on the inside of one or each groove, which allows air flow to flow between the groove and the slit or opening line when in use. The outside is slower than the inside.
それで一方の対向部材が曲がる場合、好ましくは少なくとも一部が環状に円柱形状に曲がる場合、切込みも溝も無い平面状とすることができ、特にそこでは曲がり部材がその上を通るウェブの湾曲の内側の支持部材である。このような場合、もう一方の対向部材は、相補的に曲げることができるが、そうである必要はない。 So if one of the opposing members bends, preferably at least partly in an annular shape, it can be flat with no cuts or grooves, especially where the bending member bends over the curve of the web. It is an inner support member. In such cases, the other opposing member can be bent in a complementary manner, but it does not have to be.
特定の曲がり支持部材の形態では、内側対向部材は、いずれかの側で空気が液体から隔離されるようにするための中央スリットまたは開口部アレイを有し、さらに空気スリットまたはアレイの上流および下流それぞれの液体のための開口部を備える。 In the form of a particular bend support member, the inner facing member has a central slit or opening array to allow air to be isolated from the liquid on either side, and further upstream and downstream of the air slit or array. It has an opening for each liquid.
対向部材についていうと、2つの部品が対向表面で機械加工されてスリットを提供し、それらの部品が一緒に固定されて1組の対向部材の単一部材を提供する状態を含む。 The facing member includes a state in which two parts are machined on the facing surface to provide a slit and the parts are fixed together to provide a single member of a set of facing members.
2つの液体の間で液体除去装置を使用することを想定する。したがって、「隔離」という用語を液体除去空気ナイフの両側の液体の隔離として使用し、2つの液体が一方の側に1つ、もう一方の側にもう一つ存在し、ウェブが空気ナイフに移動するときに空気ナイフに流れる上流液体を除去すること、および、下流液体が空気ナイフの下流側から上流に逆流するのを防ぐことによって、それらの隔離が維持される状態をいうことを強調する。すなわち、液体除去により、それらが互いに隔離される。 It is assumed that a liquid remover is used between the two liquids. Therefore, the term "isolation" is used to separate the liquids on either side of the liquid removal air knife, with two liquids on one side and another on the other side, and the web moves to the air knife. It is emphasized that the isolation of the upstream liquids that flow into the air knives is maintained by removing the upstream liquids and preventing the downstream liquids from flowing back upstream from the downstream side of the air knives. That is, liquid removal separates them from each other.
溝付空気ナイフおよび切込み空気ナイフ、または、まさに空気ナイフの溝付側および空気ナイフの切込み側は、通常、異なる環境で使用される;すなわち、液体が空気ナイフの側面と接触している場合その側は溝を有し、一方、液体がその側面に接していない場合は切込みを有するということも強調される。 Grooved air knives and notched air knives, or just the grooved side of the air knife and the notched side of the air knife, are usually used in different environments; that is, if the liquid is in contact with the sides of the air knife. It is also emphasized that the side has a groove, while having a notch if the liquid is not in contact with its side.
ウェブが上下に動きながら、空気ナイフ側面が上方から流れる液体と接する場合、または、ウェブが上下に動きながら、自由表面レベルの下にある下方の液体と再び接する場合、または、ウェブが水平方向に動きながら、自由表面レベルの下にある一方または両方の側面で液体とまさに接する場合;これらのいずれの状況でも、特にウェブの動きの方向が空気ナイフに液体を運ぶような方向である場合、液体が溝の外側で空気の流れに逆らって対向部材の間を通らなければならないにも関わらず、液体のいくらかは溝内を通ることが観察されている。しかしながら、溝は空気ナイフの中心を液体から隔離するように作用する。溝内への空気の流れは、溝に入る全ての液体を追い出し、液体が来たところに戻す。 If the web moves up and down and the sides of the air knife come into contact with the liquid flowing from above, or if the web moves up and down and comes into contact with the lower liquid below the free surface level again, or the web moves horizontally. If you are moving and just in contact with the liquid on one or both sides below the free surface level; in any of these situations, especially if the direction of movement of the web is such that it carries the liquid to an air knife. It has been observed that some of the liquid passes through the groove, even though it must pass between the opposing members on the outside of the groove against the flow of air. However, the groove acts to isolate the center of the air knife from the liquid. The flow of air into the ditch drives out all the liquid that enters the ditch and returns it where it came.
空気の流れは通常、ウェブの両側、および、空気ナイフの側面の上流および下流で対称である。したがって、それは空気ナイフの中心部を空気ベアリングとして機能させてウェブをひとりでに中心に支持するのに役立つ。溝の外では、液体はウェブを対向部材の中心に軸受支えするのに寄与する。液体は、入って再び追い出され、そのプロセスでウェブを対向部材から距離をあけて保つ手助けとなる。 Air flow is typically symmetrical on both sides of the web and upstream and downstream of the sides of the air knife. Therefore, it helps to make the center of the air knife act as an air bearing and support the web in the center by itself. Outside the groove, the liquid contributes to bearing the web in the center of the facing member. The liquid enters and is expelled again, helping to keep the web away from facing members in the process.
ウェブが液体のない領域から来る場合、または液体のない領域を通過する場合、いずれかの状況では互いに隔離する必要がある2つの液体は存在しないが、対向面に溝を組み込むことで、ウェブが揺れて対向部材に接触する場合がある。このような状況では、切込みを入れた空気ナイフ、または空気ナイフの切込み側面を使用することが好ましい。切込みを入れた対向部材により、それらの端部でウェブが対向部材に揺れて接触する機会が減らされる。 If the web comes from or passes through a liquid-free area, there are no two liquids that need to be isolated from each other in either situation, but by incorporating a groove in the facing surface, the web can It may shake and come into contact with the opposing member. In such situations, it is preferable to use a notched air knife or the notched side of the air knife. The notched facing members reduce the chances of the web swinging and contacting the facing members at their ends.
好ましくは、空気ナイフでスリットを介してウェブに空気が供給される場合、空気は、ウェブの動きの上流および下流を、両側でウェブに沿って進む。ウェブの対称的な軸受支えのために、対向面の間の間隔は、ウェブの厚さよりも狭いが、空気を供給するスリットの幅と実質的に等しい。空気はウェブに進み、ウェブの各側面で2つに分かれるが、これは同様の流動条件を維持するために半分の流量断面積が必要であるためにそのように行われる。これはウェブの反対側で利用可能な、同じ大きさの半分の間隔により提供される。 Preferably, when air is supplied to the web through a slit with an air knife, the air travels along the web on both sides upstream and downstream of the movement of the web. Due to the symmetrical bearing support of the web, the spacing between the facing surfaces is narrower than the thickness of the web, but substantially equal to the width of the slits that supply the air. The air travels to the web and splits into two on each side of the web, which is done because half the flow cross-sectional area is required to maintain similar flow conditions. It is provided by half the same size spacing available on the other side of the web.
ウェブの横の動きを弱めるための溝の外側の液体の流れにもかかわらず、溝の外側のランドの対向面は内側のランドの対向面よりも大きいことが好ましい。 Despite the flow of liquid outside the groove to dampen the lateral movement of the web, the facing surface of the outer lands of the groove is preferably larger than the facing surface of the inner lands.
溝付きの装置が上流または下流に設けられる場合、および、切込みのある装置がそれぞれ下流または上流に設けられる場合、スリットから溝までのランドの長さ、および、スリットから切込みまでのランドの長さは実質的に同じであることが好ましく、これにより、ウェブの軸受支えが対向面に触れる動きをすることなく、同様に上流および下流に存する。 The length of the land from the slit to the groove and the length of the land from the slit to the notch when the grooved device is installed upstream or downstream, and when the notched device is installed downstream or upstream respectively. Are preferably substantially the same, whereby the bearing supports of the web are also upstream and downstream without movement to touch the facing surfaces.
以前使用したはんだレベリング用空気ナイフでは、エアスリットが交互に配列されて一方向からはんだを除去し、その後、別方向からはんだを除去し、特にスズめっきのボードの孔からはんだを除去するが、これに比べ本願の液体隔離空気ナイフでは、エアスリットが対向面の間でウェブを中心に置くように作用するように、エアスリットを互いに真向かいに配置することが好ましい。 In the previously used solder leveling air knife, the air slits are arranged alternately to remove the solder from one direction and then from the other direction, especially from the holes in the tin-plated board. On the other hand, in the liquid isolation air knife of the present application, it is preferable to arrange the air slits directly opposite each other so that the air slits act so as to center the web between the facing surfaces.
上記溝および切込みの代替手段を与える一方で、また、まさに液体除去装置の他の特徴として、スリットまたは開口ラインの提供という選択肢もあり得る。特に、1つまたはそれぞれの対向表面が、2つ以上のスリットまたは開口ラインを有することができる。便宜的に平面表面部分がスリットまたは開口ラインの間に設けられ、これにより各スリット/開口ラインからの空気の流れが外側にそれぞれ方向づけられて、上流および下流の両方で空気の流れを確実に均一にする。溝/切込みは2つのスリット/開口ラインの外側に設けられる。 While providing an alternative to the grooves and cuts, there may also be the option of providing slits or opening lines, just as another feature of the liquid remover. In particular, one or each facing surface can have more than one slit or opening line. For convenience, a planar surface portion is provided between the slits or opening lines, which directs the air flow from each slit / opening line outward, respectively, to ensure uniform air flow both upstream and downstream. To. Grooves / cuts are provided outside the two slits / opening lines.
対向部材はそれぞれ3つの部品で構成することができ、それらは合わせ面で相補的に機械加工され、一緒に固定されて1つの対向部材を提供し、
・1つの平面中心部品と、2つの溝付きまたは切込みあり部品とを備え、それら部品は接合部で機械加工されて、中心部品と1つの溝付きまたは切込みあり部品との間に1つのスリットを設け、中心部品と別の溝付きまたは切込みあり部品との間にもう一つのスリットを設け、
・中心部品がスリットの間の他の部品と同一平面である。
Each facing member can be composed of three parts, which are complementarily machined at the mating surfaces and fixed together to provide one facing member.
It has one planar center part and two grooved or notched parts, which are machined at the joint to create one slit between the center part and one grooved or notched part. Provide another slit between the central part and another grooved or notched part.
-The central part is flush with the other parts between the slits.
別の方法として、対向面はそれぞれ1つの部品または3つの部品で構成することができ、それらは合わせ面で相補的に機械加工され、一緒に固定されて1つの対向面を提供し、
・1つの平面中心細長部または3つの部品が提供される場合には1つの中心細長部を備え、それらは2つの開口ラインと2つの溝付きまたは切込みありの外側領域との間に設けられ、
・中心細長部は外側領域と同一平面である。
Alternatively, the facing surfaces can each consist of one or three parts, which are complementarily machined at the mating surfaces and fixed together to provide one facing surface.
• One planar central elongate or, if three parts are provided, one central elongate, which are provided between the two opening lines and the two grooved or notched outer regions.
-The central elongated part is flush with the outer region.
発明の理解を助けるために、発明の具体的な実施形態を、例として、そして添付の図面を参照してここに述べる。
図を参照すると、ウェブ処理装置1は2つの処理タンク2,3を有し、それぞれが上部流体軸受21,22、下部流体軸受31,32を備える。使用するとき、ウェブ4は、タンク2で化学溶液23により処理し、タンク3で水33により洗浄するために、それら軸受の周りをしなやかに通過する。各空気ナイフ5,6はタンク2の出口/タンク3の入口およびタンク3の出口にそれぞれ設けられる。それらは異なる方向に向けられているが、実質的に同一であり、1つのみについて詳細に述べる。ウェブ4は、タンクの内外へ案内する他の複数の流体軸受10を通過する。
Referring to the figure, the web processing device 1 has two
各空気ナイフは、下部部材7として一緒に固定される上流および下流部品71,72と、上部部材8として一緒に固定される上流および下流部品81,82との4つの部品で構成される。上流部品71,81は平面合わせ面73,83を有し、一方下流部品72,82は機械加工面74,84を有し、給気プレナムチャンバ75,85、給気スロット76,86、内側プレナムチャンバ77,87、および空気ナイフスリット78,88を提供する。図示しない手段として、プレナムチャンバ75,85に空気を供給することにより、拡張した空気ジェットがスリット78,88から互いの方に出る。それらは空気ナイフ部材の間でウェブに作用する。
Each air knife is composed of four parts: upstream and
スリットから、ウェブの上面および底面41,42に沿って空気が流れる。本発明にしたがって説明しようとしているように、溝9がない場合、空気は上流および下流方向で空気ナイフから出て、ナイフ部材の対向面79,89の間から出ていく。こうすることで、部材の間に引き込まれやすい液滴を空気が吹き飛ばす。
Air flows from the slits along the top and
空気ナイフがウェブを乾燥させるのに十分である効果が期待された。しかしながら、溝9がない場合、むらのある乾燥による結果とみられる効果を経験した。
It was expected that the air knife would be sufficient to dry the web. However, in the absence of the
溝は、対向面79,89内の上流および下流の対向半円溝91,92で構成される。これらは、その外側のウェブ4の面41,42の上方の空気の圧力および流量を完全に等しくするプレナムチャンバとして動作すると考えられる。
The groove is composed of upstream and downstream facing
対向面は、わずかに溝の外側に解放しており、それらの距離間隔101は溝の内側である距離間隔102よりも大きい。このようにして、流れを一定にするだけでなく、速度を落とされもする。これは予期しないことであるが効果的である。
The facing surfaces are slightly open to the outside of the groove, and their
図6〜図8を見ると、別のウェブ処理装置が処理タンク202を有し、表面にずらりと並んだ空気ノズル211を備えた入口空気軸受210が、その上を通り処理タンクに入るウェブ204を案内する。軸受は、大気圧よりも少々高く加圧されたろ過空気を供給される。その空気はCDA(Clean, Dry Compressed Air)空気として知られる規格に加工することができる。空気はウェブを軸受に接触することなくその上を通過させることができる空気軸受層を生成するノズルから出てくる。
Looking at FIGS. 6-8, another web processing device has a
タンクは各上部および下部液体軸受221,222を有する。これらは、ノズル等(図示せず)を使ってタンク内でウェブを処理する液体223を供給され、供給された液体は加圧下にあり、軸受に触れることなく軸受の周りの蛇行路にそってウェブが通過するための軸受フィルムを形成する。 The tank has upper and lower fluid bearings 221,222 respectively. These are supplied with a liquid 223 that processes the web in the tank using a nozzle or the like (not shown), the supplied liquid is under pressure and follows the meandering path around the bearing without touching it. Form a bearing film for the web to pass through.
処理タンクから垂直に出ると、ウェブ204は液体隔離空気ナイフ206を通る。上述の空気ナイフ6と比較して、空気ナイフスリット2061の上方および下方の配置が異なる。スリットの上方には、その対向部材2062が、それらの対向面20641,20642内に対向溝2063を有する。溝は、空気ナイフの上方にある洗浄液233が空気ナイフの対向部材2062の間に進入しないようにして、CDA空気の流れを安定させるように作用する。スリットの下方では、対向表面が解放されて切込み2065を形成する。これらは、タンクから引き上げられたウェブ上の処理液体をすべて切込みから出る空気により吹き戻すように、そして液体がいくらか切込みに入った場合には、スリットの下方の対向面2064の解放されていない細長部2066の間の狭いエアギャップから出るのでその空気により吹き戻すように、下方に開いている。
Upon exiting the processing tank vertically, the
0.1mm厚のウェブに対して0.5バールでスリットに空気を供給するために満足のいくものと分かった代表的な寸法は以下の通りである:
スリット2061の幅 0.1mm
対向面20641でのギャップ 0.2〜0.3mm
対向面20642でのギャップ 0.4mm
溝2063の直径 5mm
面20641でのスリットから溝の距離 1.5mm
面20642での溝から面取りの距離 5.5mm
面2066でのスリットから切込みの距離 2.5mm
これらは現実的な寸法である限りにおいて、それぞれ上記の半分から2倍の寸法も実用的であると期待される。
Typical dimensions found to be satisfactory for supplying air to the slit at 0.5 bar for a 0.1 mm thick web are:
Gap 0.2-0.3 mm on facing
Gap 0.4 mm on facing
Distance from slit to groove on
Chamfering distance from groove on
Distance of notch from slit on
As long as these are realistic dimensions, it is expected that half to twice the above dimensions are also practical.
空気ナイフ206の片側の上方およびその方向に向かって、洗浄タンク203の上流に2つの洗浄液輸送軸受2031が設けられる。典型的には脱イオン水である洗浄液233は軸受に汲み上げられて、それらの上に軸受フィルムを形成する。液体のいくらかは、空気ナイフ206のところまでウェブを流れて戻り、ウェブの端部周りを流れてウェブの他側の洗浄を始める。
Two cleaning
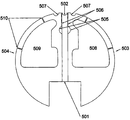
輸送軸受から、ウェブは洗浄タンク203の第1部分に入る。ここで、ウェブは洗浄液が供給された別の軸受2034の周りを、タンク内の洗浄液の標準深さ2036の上方で通過する。そこからウェブは複合軸受空気ナイフ207まで上がる。これは軸受シリンダ2071を有し、内部は2つの洗浄液通路20721,20722に分けられ、それらの間に中央空気通路2073を備える。それらはそれぞれ軸受ノズル2074を有する。シリンダ2071の上方には、中央空気ナイフスリット2076と、上流および下流切込みを有する空気ナイフ対向部材2075が配置される。
From the transport bearing, the web enters the first part of the
軸受シリンダのウエイを通るウェブと、スリット2076および中央通路に供給される空気と、通路20721,20722に供給される洗浄液とで、空気の流れは洗浄タンク203の洗浄液を各部分2032,2033に隔離する。シリンダ2071上のウェブの上面にウェブにより運び上げられた洗浄液はすべて、上流切込み2077で吹き戻される。同時に、同じ液体が上流通路20721に汲み上げられてそのノズルから出て行く一方で、中央通路2073からの空気はこの液体を吹き戻してスリット2074を通過するのを防ぐ。
With the web passing through the way of the bearing cylinder, the air supplied to the
同じ洗浄液が通路20722に汲み上げられる一方で、これは複合軸受空気ナイフ207内そしてまさに洗浄タンクの第2部分2033内で分けられたままにすることも可能で、洗浄を改善する。同様の方法で、中央通路からの空気は、第2通路20722から中央空気ノズル2074を過ぎて流れ戻ろうとするいずれの液体も吹き戻しやすくなりる。通路20722およびそのノズル2074からの軸受液体は第2タンク部分2033に入る。
While the same cleaning liquid is pumped into
このタンク部分において、ウェブはもう1つのウェット軸受2037の周りを通り、空気ナイフ208まで上がる。ここで洗浄は軸受で行われるが、洗浄液はウェブに対して流体力学的軸受フィルムとして流れており、これはタンク部分2032,2033内での液体浸漬によるものとは対照的である。
In this tank portion, the web passes around another
空気ナイフ208は切込み2065に類似した上部および下部切込み2081を有する。それ故に、ウェブは空気軸受209を通り、そして後続の処理場または磨管場(いずれも図示せず)に移る。
The
図9をみると、流体隔離空気ナイフは、処理するウェブまたはボードが上述の様々な角度に進むところだけでなく水平に進むところでも使用することができる。図9は、301,302の1組の洗浄場を示し、本発明者の英国特許第2,459,055号に示すように、それぞれが上部および下部、上流および下流流路決定プレート3011,3012,3013,3014;3021,3022,3023,3024を有し、二重の交互の洗浄液スリット3015;3025を備える。ウェブ304はプレートとジェットとの間を通る。空気ナイフ305;306;307は洗浄場の間と上流および下流に設置される。
As seen in FIG. 9, the fluid isolation air knife can be used where the web or board being processed travels horizontally as well as at the various angles described above. FIG. 9 shows a set of
洗浄場301,302の間の空気ナイフ306は、その対向部材に溝3061,3062を有し、さらに面取りされた上流および下流端部3063を有する。その配置は洗浄液がトッププレートの一番上を流れてウェブの下から大量に流れるのに耐えるように洗浄場プレートの端部が空気ナイフ部材に接近するようにし、これによりウェブは可能な限り長い間洗浄液に曝される。このようにして、空気ナイフの面取りした面は、それらとウェブとの間に洗浄液を有する。これにもかかわらず、面取りした面から入り込む溝は、対向部材の間から一定の空気の流れを供給するのに効果的であり、これにより液体は面取りした面を過ぎて空気ナイフに流れ込むことがない。
The
空気ナイフ305,307は洗浄場プレートに面する側に同様の溝を有する。それらの外側には、切込み2065,2077,2081等の切込みを有する。それらと中央空気ナイフスリットとの間のランドは溝と空気ナイフスリットの間と同様であり、スリットからの空気の流れは上流と下流の流れに分けられる。
2つのさらなる変形例を図10および図11に示す。図10の空気ナイフ17は図4に示す2つの部品の構造とは対照的に3つの部品の構造である。それらは互いに実質的に同一であるので、この変形例についての記載では分けて説明しない。溝192を備えた外側部品171,172は、互いに左右対称の像であることを除き、それぞれ給気プレナムチャンバ175、給気スロット176、内側プレナムチャンバ177および空気ナイフスリット178を設ける機械加工面174を有する点で同一である。しかし、これら外側部品は平面最内側部品に接触している。こうして同じ空気が供給される2つの空気ナイフスリットが提供される。最内側部品と外側部品とは、スリットを超えて同一平面であり、最内側部品はウェブ通路で平面である。空気がスリットから内側に全く流れられない限りにおいて、流れは外側となって、上流および下流方向の両方で極めて類似した流れであろうと期待される。スリットの間の間隔幅が外側空気軸受表面よりもかなり広くなければならない場合には、溝(切込み)は最内側部品とウェブとの間の接触を防ぐように用心して設けることができる。
Two further modifications are shown in FIGS. 10 and 11. The
図11は図8のものと同様に結合した空気ナイフおよび軸受に組み込まれた2つのスリット配置を示す。中央プレート501は最内側部品190と同じ機能を実行する。しかしながら、それは溝付通路表面502を有する。これはウェブと中央プレートとの間の接触を防ぐように用心するためである。2つの左右対称の像である外側部品503,504は、便宜的に3D印刷であり、中央プレート、スリット構造506および外側溝507のそれぞれの側とは反対にプレナムスペース505を備えて形成される。空気は、使用するときプレナムスペースに供給されて、供給される液体を外側通路508,509に分け、ノズル510を介して軸受作用を提供する。
FIG. 11 shows an arrangement of two slits built into a coupled air knife and bearing similar to that of FIG. The
Claims (14)
・前記スリットまたは前記開口部の直線配列が前記対向表面に対して直角に配置されて、前記空気が前記スリットまたは前記開口部の直線配列から前記通過方向に対して上流および下流方向に流れ、
・前記対向表面のそれぞれには、
・前記1組の対向部材の他方の前記対向表面と互いに向き合う対向面が2つ形成され、前記対向面の1つは各前記対向部材の前記スリットまたは前記開口部の直線配列の上流に位置し、前記対向面のもう1つは下流に位置し、
・2つの前記対向面のそれぞれが、
・少なくとも1つの細長い溝または切込みを有し、前記細長い溝または前記切込みは、前記通過方向の点では前記各スリットまたは前記各開口部の直線配列の上流または下流に位置してそれぞれの前記対向面により前記各スリットまたは前記各開口部の直線配列から間隔を空けられ、前記細長い溝は対向する半円溝で構成され、前記切込みは前記スリットまたは前記開口部の直線配列の上流または下流に位置する前記対向表面が解放されて形成され、
その配置は使用するとき前記液体が前記空気ナイフの側面で隔離されるような配置である液体隔離装置。 A set of facing members each consisting of an upper member and a lower member having facing surfaces, and each of the facing members passes between the facing members in a passing direction, and the upper surface of a board, sheet, or web and the upper surface of the web. A liquid isolation device with an air knife having at least one slit or a linear array of openings, which can blow air to blow liquid from the bottom.
A linear array of the slits or openings is arranged at right angles to the opposing surface so that the air flows upstream and downstream with respect to the passage direction from the linear array of the slits or openings.
-On each of the facing surfaces
Two facing surfaces facing each other with the other facing surface of the pair of facing members are formed, and one of the facing surfaces is located upstream of the linear arrangement of the slits or openings of the facing members. , The other of the facing surfaces is located downstream,
-Each of the two facing surfaces
It has at least one elongated groove or notch, and the elongated groove or notch is located upstream or downstream of the linear array of the slits or openings at the point of passage, respectively. Spacing from the linear arrangement of the slits or openings, the elongated grooves are composed of opposing semicircular grooves, and the notches are located upstream or downstream of the linear arrangement of the slits or openings. The facing surface is released and formed.
A liquid isolation device whose arrangement is such that the liquid is isolated on the side of the air knife when used.
・前記対向部材の1つまたはそれぞれの前記スリットまたは前記開口部の直線配列は、互いに向けられている請求項1に記載の液体隔離装置。 The elongated groove or notch is equally spaced upstream and downstream from the linear arrangement of the slit or opening.
· One or linear sequences of each of the slits or the opening of the opposing member, liquids quarantine system according to claim 1 which is directed to one another.
・1つまたはそれぞれの前記細長い溝または前記切込みが、前記各スリットまたは前記各開口部の直線配列に少なくとも実質的に平行であり、
・少なくとも1つの前記細長い溝が設けられ、前記対向表面は、前記細長い溝を越えて前記各スリットまたは前記各開口部の直線配列でそれ自身と少なくとも実質的に同一平面になるように延び、
・少なくとも1つの前記細長い溝を構成する前記半円溝が、他方の前記対向部材の平面の前記対向表面に向かい合う上流および/または下流の溝として設けられる請求項1または2に記載の液体隔離装置。 -The air knife has a length in the lateral direction in the passing direction, and is narrower in the passing direction than the length.
• One or each of the elongated grooves or cuts is at least substantially parallel to the linear arrangement of each of the slits or openings.
At least one elongated groove is provided, the opposing surface extending beyond the elongated groove so as to be at least substantially coplanar with itself in a linear arrangement of the slits or openings.
The liquid isolation device according to claim 1 or 2, wherein the semicircular groove constituting at least one elongated groove is provided as an upstream and / or downstream groove facing the facing surface on the plane of the other facing member. ..
・少なくとも1つの前記細長い溝を構成する前記半円溝が、前記スリットまたは前記開口部の直線配列の上流および下流両方の1つのペアとして設けられ、または、
・少なくとも1つの前記細長い溝単一が、前記スリットまたは前記開口部の直線配列の上流および下流両方の複数のペアとして設けられる請求項1〜3のいずれか1項に記載の液体隔離装置。 The semi-circular groove constituting at least one elongated groove is provided as an upstream single pair or a downstream single pair of a linear array of the slits or openings, or
The semi-circular groove constituting at least one elongated groove is provided as one pair both upstream and downstream of the linear arrangement of the slit or the opening, or
The liquid isolation device according to any one of claims 1 to 3, wherein at least one elongated groove is provided as a plurality of pairs both upstream and downstream of the linear arrangement of the slit or the opening.
・前記複数のペアの前記半円溝が互いに向かい合って交互に配列される請求項4に記載の液体隔離装置。 -The semicircular grooves of the plurality of pairs are arranged in a straight line facing each other, or
The liquid isolation device according to claim 4, wherein the semicircular grooves of the plurality of pairs are arranged alternately facing each other.
・少なくとも1つの前記切込みが設けられ、1つまたはそれぞれの前記切込みが、前記各スリットまたは前記各開口部の直線配列から離れて、切込みを入れた前記対向部材の端部に向かって外側に延びている、または、
・1つまたはそれぞれの前記切込みが、幅方向に亘って一定の深さであるか、または幅方向に亘って深さが変化するものである請求項1〜5のいずれか1項に記載の液体隔離装置。 The distance between the facing surfaces is larger on the outside than on the inside of one or each of the elongated grooves, which allows air flow to flow between the elongated groove and the slit or opening when used. It is slower on the outside than on the inside of the elongated groove with the linear arrangement of the parts.
At least one notch is provided, and one or each of the notches extends outward toward the end of the notched facing member away from the linear arrangement of each slit or opening. Or
The one according to any one of claims 1 to 5, wherein one or each of the notches has a constant depth in the width direction or the depth changes in the width direction. Liquid isolation device.
・一方の前記対向部材の少なくとも一部が環状に円柱形状に曲がっていて、切込みも溝も無い平面状であり、または、
・一方の前記対向部材の少なくとも一部が環状に円柱形状に曲がっていて、前記スリットの両側に溝がある平面状である請求項1〜9のいずれか1項に記載の液体隔離装置。 -The facing surface is at least substantially flat, or
-At least a part of the facing member is bent in a cylindrical shape in an annular shape and has a flat shape with no notch or groove, or
The liquid isolation device according to any one of claims 1 to 9, wherein at least a part of the facing member is bent in a cylindrical shape in an annular shape and has grooves on both sides of the slit.
・曲がった前記対向部材はその上を通るウェブの湾曲の内側の支持部材であり、好ましくは、
・もう一方の前記対向部材は相補的に曲げられている請求項10に記載の液体隔離装置。 -Contains three passages, one for supplying air to the slit, two for supplying liquid to the nozzles of the opposing members upstream and downstream of the slit, and / or.
The bent facing member is a support member inside the curve of the web passing over it, preferably.
The liquid isolation device according to claim 10, wherein the other facing member is bent in a complementary manner.
・1つの平面または溝付き中心部品と、2つの溝付きまたは切込みあり部品とを備え、それら部品は接合部で機械加工されて、前記平面または溝付き中心部品と1つの前記溝付きまたは切込みあり部品との間に1つのスリットを設け、前記平面または溝付き中心部品と別の前記溝付きまたは切込みあり部品との間にもう1つのスリットを設け、
・前記平面または溝付き中心部品が前記スリットを越えて2つの前記溝付きまたは切込みあり部品と同一平面であり、または、
・前記対向部材はそれぞれ1つの部品または3つの部品で構成され、それらは合わせ面で相補的に機械加工され、一緒に固定されて1つの前記対向部材を提供し、
・1つの部品で構成される場合には平面または溝付きの中心細長部を備え、または、3つの部品で構成される場合にはそれら部品の1つが中心部品であり、前記平面または溝付きの中心細長部および前記中心部品は、2つのスリットおよび2つの溝付きまたは切込みあり外側領域の間に設けられ、
・前記中心細長部および前記中心部品は2つの前記溝付きまたは切込みあり外側領域と同一平面である請求項13に記載の液体隔離装置。
Each of the facing members is composed of three parts, which are complementarily machined at the mating surfaces and fixed together to provide one facing member.
It comprises one flat or grooved central part and two grooved or notched parts, which are machined at the joint and have the flat or grooved central part and one said grooved or notched part. One slit is provided between the part and another slit between the planar or grooved center part and another grooved or notched part.
The plane or grooved center part is flush with or flush with the two grooved or notched parts beyond the slit.
Each of the facing members is composed of one or three parts, which are complementarily machined at the mating surfaces and fixed together to provide one facing member.
If it is composed of one part, it has a flat or grooved central elongated part, or if it is composed of three parts, one of those parts is the central part, and the flat or grooved part is provided. The central elongate and said central component are provided between two slits and two grooved or notched outer regions.
13. The liquid isolation device of claim 13, wherein the central elongated portion and the central component are flush with the two grooved or notched outer regions.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GB1519445.9 | 2015-11-03 | ||
| GBGB1519445.9A GB201519445D0 (en) | 2015-11-03 | 2015-11-03 | Liquid removal |
| GB1600887.2 | 2016-01-18 | ||
| GBGB1600887.2A GB201600887D0 (en) | 2016-01-18 | 2016-01-18 | Liquid removal |
| PCT/GB2016/053395 WO2017077291A1 (en) | 2015-11-03 | 2016-11-02 | Liquid removal |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018535831A JP2018535831A (en) | 2018-12-06 |
| JP2018535831A5 JP2018535831A5 (en) | 2019-12-12 |
| JP6984812B2 true JP6984812B2 (en) | 2021-12-22 |
Family
ID=57570083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018541576A Active JP6984812B2 (en) | 2015-11-03 | 2016-11-02 | Liquid isolation device |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6984812B2 (en) |
| KR (1) | KR20180078278A (en) |
| CN (1) | CN108449936B (en) |
| TW (1) | TWI760316B (en) |
| WO (1) | WO2017077291A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114877666A (en) * | 2022-02-25 | 2022-08-09 | 南京华易泰电子科技有限公司 | Double-slit air knife structure suitable for panel drying and processing technology thereof |
| CN114713563B (en) * | 2022-03-01 | 2023-03-07 | 长沙振安机电设备有限公司 | Motor cleaning device |
| CN115682649B (en) * | 2022-10-24 | 2023-08-08 | 深圳市行知行机器人技术有限公司 | Wiping mechanism and cleaning device |
Family Cites Families (26)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE254236C (en) * | 1910-05-24 | |||
| US2423768A (en) * | 1943-01-13 | 1947-07-08 | Warren S D Co | Apparatus for coating flexible webs |
| US3002700A (en) * | 1958-07-26 | 1961-10-03 | Mohring Gustav | Nozzle on heat-treatment machines for textile fabrics and the like |
| JPS5425066A (en) * | 1977-07-28 | 1979-02-24 | Chugai Ro Kogyo Kaisha Ltd | Nonncontact type shape correcting and holding method of beltlike material and its device |
| US4551926A (en) * | 1984-05-23 | 1985-11-12 | C. Keller Gmbh U. Co. Kg Maschinenfabrik | Nozzle box for heat treatment of veneering |
| US4848633A (en) * | 1986-02-28 | 1989-07-18 | Thermo Electron Web Systems, Inc. | Non-contact web turning and drying apparatus |
| DE59202907D1 (en) * | 1991-05-17 | 1995-08-24 | Sundwiger Eisen Maschinen | Device for removing liquid from the surface of a moving belt. |
| JP2528669Y2 (en) * | 1991-08-19 | 1997-03-12 | 三菱重工業株式会社 | Plenum duct for tenter oven |
| JP2552595B2 (en) * | 1991-09-17 | 1996-11-13 | 株式会社東京機械製作所 | Damping method and damping device for running web |
| CH687957A5 (en) * | 1994-09-06 | 1997-04-15 | Schneider Consulting & Dev | Dust=removal method from surface of moving material band |
| KR100469133B1 (en) * | 1999-06-24 | 2005-01-29 | 스미도모쥬기가이고교 가부시키가이샤 | Method and device for washing by fluid spraying |
| JP4352194B2 (en) * | 2000-04-04 | 2009-10-28 | 株式会社日立ハイテクノロジーズ | Substrate drying apparatus and substrate drying method |
| JP2001335205A (en) * | 2000-05-24 | 2001-12-04 | Mitsubishi Heavy Ind Ltd | Double-faced floater-type dryer, double-faced floater- type cooler, and double-faced floater-type humidifier |
| TWI236944B (en) * | 2001-12-17 | 2005-08-01 | Tokyo Electron Ltd | Film removal method and apparatus, and substrate processing system |
| ATE491533T1 (en) * | 2004-08-05 | 2011-01-15 | Kobe Steel Ltd | DEPOSIT REMOVAL DEVICE |
| GB2459055B (en) | 2007-01-11 | 2012-05-23 | Peter Philip Andrew Lymn | Liquid treatment apparatus |
| KR20080090070A (en) * | 2007-04-04 | 2008-10-08 | 삼성전자주식회사 | Air knife and apparatus drying substrates having the same |
| KR101020779B1 (en) * | 2008-07-31 | 2011-03-09 | 주식회사 디엠에스 | air knife apparatus |
| NL2006389A (en) * | 2010-04-15 | 2011-10-18 | Asml Netherlands Bv | Fluid handling structure, lithographic apparatus and a device manufacturing method. |
| EP2381310B1 (en) * | 2010-04-22 | 2015-05-06 | ASML Netherlands BV | Fluid handling structure and lithographic apparatus |
| GB2500564A (en) | 2012-01-26 | 2013-10-02 | Peter Philip Andrew Lymn | Web processing machine |
| JP2013256384A (en) * | 2012-06-14 | 2013-12-26 | Japan Steel Works Ltd:The | Air jet nozzle |
| CN103851887B (en) * | 2012-12-07 | 2016-01-27 | 深南电路有限公司 | PCB drying machine |
| CN104043613B (en) * | 2014-06-19 | 2016-01-06 | 张家港市超声电气有限公司 | Wind cuts blow-dry device |
| CN104117504A (en) * | 2014-06-26 | 2014-10-29 | 苏州一合光学有限公司 | Air knife device of glass air knife cleaning machine |
| CN104990383A (en) * | 2015-07-31 | 2015-10-21 | 北京七星华创电子股份有限公司 | On-line air knife drying device |
-
2016
- 2016-11-02 KR KR1020187015107A patent/KR20180078278A/en not_active Application Discontinuation
- 2016-11-02 CN CN201680076531.6A patent/CN108449936B/en active Active
- 2016-11-02 WO PCT/GB2016/053395 patent/WO2017077291A1/en active Application Filing
- 2016-11-02 JP JP2018541576A patent/JP6984812B2/en active Active
- 2016-11-03 TW TW105135698A patent/TWI760316B/en active
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180078278A (en) | 2018-07-09 |
| CN108449936A (en) | 2018-08-24 |
| TWI760316B (en) | 2022-04-11 |
| TW201728242A (en) | 2017-08-01 |
| JP2018535831A (en) | 2018-12-06 |
| WO2017077291A1 (en) | 2017-05-11 |
| CN108449936B (en) | 2022-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6984812B2 (en) | Liquid isolation device | |
| KR101284197B1 (en) | Method and assembly for treating a planar material to be treated and device for removing or holding off treatment liquid | |
| KR101203458B1 (en) | Nozzle arrangement and method for processing a material for processing with a processing liquid | |
| US20230304735A1 (en) | Drying device and method for drying a substrate | |
| JP2015155092A (en) | Emulsion demulsification device and demulsification method | |
| JP2017008346A (en) | Substrate conveyance apparatus and holding part | |
| JP2018535831A5 (en) | ||
| KR102663445B1 (en) | Method for processing objects and apparatus for carrying out this method | |
| JP5963992B1 (en) | Apparatus and method for wet chemical treatment of planar material to be treated | |
| TWI603421B (en) | Wet chemistry process apparatus | |
| JP2010269889A (en) | Air float device | |
| JP2007146240A (en) | Method and device for cleaning snout in hot-dip plating | |
| KR102429858B1 (en) | Substrate processing device | |
| JP6110111B6 (en) | Dust remover | |
| JP6110111B2 (en) | Dust remover | |
| TW201515974A (en) | Method and apparatus for a wet-chemical or electrochemical treatment | |
| JP2007238259A (en) | Air float device | |
| JP3626640B2 (en) | Substrate processing equipment | |
| KR20200072785A (en) | Horizontal plating line comprising flood box with fanwise comb design | |
| JP2016147254A (en) | Washing device | |
| JP2015168854A (en) | Wiring board chemical treatment device and wiring board chemical treatment method | |
| JP2007119832A (en) | Plating treatment tank for hoop material and plating treatment device using the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A529 | Written submission of copy of amendment under article 34 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A529 Effective date: 20180615 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191029 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20191029 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200911 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200915 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201215 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20210518 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210915 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20210915 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20210929 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20211005 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20211026 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211110 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6984812 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |