JP6965692B2 - 溶融材料供給装置、および三次元造形装置 - Google Patents
溶融材料供給装置、および三次元造形装置 Download PDFInfo
- Publication number
- JP6965692B2 JP6965692B2 JP2017208816A JP2017208816A JP6965692B2 JP 6965692 B2 JP6965692 B2 JP 6965692B2 JP 2017208816 A JP2017208816 A JP 2017208816A JP 2017208816 A JP2017208816 A JP 2017208816A JP 6965692 B2 JP6965692 B2 JP 6965692B2
- Authority
- JP
- Japan
- Prior art keywords
- nozzle
- flow path
- closing member
- molten material
- supply device
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000012768 molten material Substances 0.000 title claims description 63
- 239000000463 material Substances 0.000 claims description 89
- 238000010438 heat treatment Methods 0.000 claims description 31
- 238000011144 upstream manufacturing Methods 0.000 claims description 27
- 238000002844 melting Methods 0.000 claims description 19
- 230000008018 melting Effects 0.000 claims description 19
- 230000007246 mechanism Effects 0.000 claims description 16
- 230000008859 change Effects 0.000 claims description 10
- 238000001816 cooling Methods 0.000 claims description 10
- 239000000155 melt Substances 0.000 claims description 7
- 230000001419 dependent effect Effects 0.000 claims 1
- 229920005992 thermoplastic resin Polymers 0.000 description 104
- 238000000034 method Methods 0.000 description 16
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 239000000945 filler Substances 0.000 description 9
- 238000004891 communication Methods 0.000 description 8
- 239000011324 bead Substances 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000012546 transfer Methods 0.000 description 5
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 4
- 230000008021 deposition Effects 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 238000004590 computer program Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000011343 solid material Substances 0.000 description 2
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- NTXGQCSETZTARF-UHFFFAOYSA-N buta-1,3-diene;prop-2-enenitrile Chemical compound C=CC=C.C=CC#N NTXGQCSETZTARF-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000002826 coolant Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000010097 foam moulding Methods 0.000 description 1
- 230000006870 function Effects 0.000 description 1
- 238000005469 granulation Methods 0.000 description 1
- 230000003179 granulation Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 238000002347 injection Methods 0.000 description 1
- 239000007924 injection Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- -1 polypropylene Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
Images








Description
このような態様とすれば、材料の配置が終了した際には、閉塞部材によって、ノズル外の材料と繋がった材料をノズル内に残すことなく、溶融材料の供給を終了することができる。このため、ノズル内に残った材料と、ノズル外においてすでに配置されている材料とが、細長く繋がった後に、分離する可能性が低い。よって、高精度な形状で三次元形状の物体を形成することができる。
このような態様とすれば、回転する軸の円柱側面に材料を搬送する溝部が設けられている溶融材料供給装置に比べて、溶融材料供給装置の構成を小型化できる。
このような態様とすれば、第1部分流路内において、閉塞部材の先端を変位させることにより、第1部分流路内における材料の流れの抵抗を変えることができる。その結果、ノズルからの単位時間当たりの材料の供給量を制御することができる。
このような態様とすれば、材料の供給を停止する前には、閉塞部材の変位の速さに応じた吐出量の材料が、ノズルの第2部分流路から供給される。このため、ノズル外に供給された材料の尾端の形状が適切に制御される。
このような構成とすれば、第1部分流路内において、第2閉塞部を流れの方向について変位させることにより、第1部分流路内の空間の断面積を変えることができる。その結果、溶融された材料の流れの抵抗を、定量的に制御することが容易である。
閉塞部材のために材料が流通する空間が狭くなっている部分においては、溶融された材料を流通させる際の抵抗が大きくなっている。しかし、上記の態様においては、流路内に位置する閉塞部材の周囲の材料が、第2加熱部によって加熱され、流動性を高められる。このため、閉塞部材のために材料が流通する空間が狭くなっている部分においても、材料の目詰まりが生じにくい。
このような態様とすれば、ノズルの先端部を冷却部で冷却することにより、ノズル内から押し出される材料の粘度を、制御することができる。
このような態様とすれば、流路外に駆動部を配しつつ、駆動部と閉塞部材とを接続することができる。そして、流路の上流部分を、駆動部を避けるように配しつつ、上流部分と下流部分との接続部分における抵抗を、上流部分と下流部分とが90度に接続される態様に比べて、小さくすることができる。
このような態様とすれば、溶融材料供給装置の搬送速度を変化させつつ、各位置に一定の量の材料を配することができる。
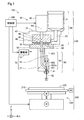
図1は、第1実施形態における三次元造形装置100の構成を示す概略図である。図1には、互いに直交するX方向、Y方向、およびZ方向を示す矢印が示されている。X方向およびY方向は、水平面に平行な方向である。Z方向は、重力方向とは反対の方向である。これらX方向、Y方向、およびZ方向を示す矢印は、他の図においても、図示される場合がある。
図9は、第2実施形態の三次元造形装置における閉塞ピン72Bの形状を示す図である。第2実施形態の三次元造形装置の閉塞ピン72B以外の構成は、第1実施形態の三次元造形装置100と同じである。閉塞ピン72Bは、テーパ部分72Btpと、先端部分72Bspと、を有する。
図11は、第3実施形態の三次元造形装置におけるノズル61Cおよび閉塞ピン72Cの構造を示す断面図である。第3実施形態の三次元造形装置のノズル61Cおよび閉塞ピン72C以外の構成は、第2実施形態の三次元造形装置(図9および図10参照)と同じである。
(1)他の形態1:
上記実施形態においては、三次元形状を有する部材を造形するための材料として、熱可塑性樹脂が使用される。しかし、三次元形状を有する部材を造形するための材料は、熱硬化性樹脂とすることもでき、金属とすることもできる。すなわち、少なくとも一部を溶融することによって、三次元形状を有する部材を造形するために好適な流動性および粘性を持たせることができる材料であれば、任意の材料を採用することができる。
上記実施形態においては、溶融部30は、フラットスクリュー40を備える(図1〜図3参照)。しかし、材料を溶融させる溶融部は、フラットスクリューを備えない態様とすることもできる。たとえば、溶融部は、回転する軸の円柱側面に材料を搬送する溝部が設けられている態様とすることもできる。
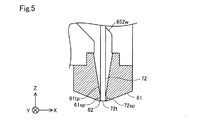
上記実施形態では、ノズル61内の流路は、下流に向かうにつれて内部の空間の円形の断面形状が小さくなる第1部分流路61tpを有する(図4〜図6、図9〜図11)。しかし、ノズル内の流路は、第1部分流路、第2部分流路を含め、(i)四角形や六角形などの多角形、(ii)楕円または長円、(iii)星形など内部に向かって凸の部分を有する形状など、円以外の断面形状を有するように構成することもできる。また、ノズル内の流路には、流路の断面形状によらず、下流に向かうにつれて内部の空間の断面形状が小さくなる流路部分を設けてもよいし、そのような部分を設けず、内部の空間の流路形状が一定であるようにノズル内の流路を設けることもできる。また、多段状に内部の空間の流路形状が変わる流路を設けることもできる。
上記実施形態においては、ノズル61は、先端に材料を搬送する方向Afについて内部の空間の断面形状が一定である第2部分流路61spを備える(図4〜図6、図9〜図11)。しかし、ノズルは、流路の先端部分に内部の空間の断面形状が一定である第2部分流路を備えない態様とすることもできる。すなわち、下流に向かうにつれて内部の空間の円形の断面形状が小さくなる流路部分が先端の開口に至っていてもよい。また、下流に向かうにつれて内部の空間の円形の断面形状が大きくなる流路部分が、先端の開口に至っていてもよい。
上記第1実施形態においては、閉塞ピン72は円柱状であり、第2および第3実施形態においては径の異なる二つの部分がテーパ状の部分(テーパ部分72Btp,72Ctp)で結ばれている形状を有する(図4〜図6、図9〜図11)。しかし、閉塞部材は他の形状とすることもできる。たとえば、ノズルの第2部分流路に挿入される部分以外の部分に、材料の流れを制御するための形状(たとえば、羽状の部分)を備えていてもよい。
上記第3実施形態において、加熱部75は、電気回路の一部であって、その電気抵抗により発熱する(図11参照)。しかし、閉塞部材を加熱する第2加熱部は、熱を伝える媒体としての流体を流通させて閉塞部材を加熱する態様や、インダクションヒーターなど、他の態様とすることもできる。
上記第3実施形態において、冷却部67は、熱を伝える媒体としての流体を流通させてノズルを冷却する(図11参照)。しかし、ノズルの先端部を冷却する冷却部は、放熱フィンを備え放熱フィンから熱を放散する態様など、他の態様とすることもできる。
上記実施形態においては、流路65は、それぞれ接続部分において45度ずつ異なる向きに接続される下流部分651と、上流部分652と、接続部分653とを備える。しかし、材料をノズルに供給する流路は、接続部分653を備えない態様とすることもできる。また、それぞれ接続部分において45度ずつ異なる向きに接続される下流部分651と、上流部分652と、接続部分653以外の部分を有していてもよい。さらに、下流部分と、上流部分とは、60度、90度など、45度以外の角度で接続されていてもよい。ただし、材料を効率的に供給するためには、隣接する流路部分の接続角度は、90度未満であることが好ましく、60度以下であることがより好ましく、45度以下であることがさらに好ましい。
上記実施形態では、三次元造形装置100として、技術内容を説明した。しかし、溶融材料供給装置としての吐出ユニット110は、平面上の所望の位置に材料を供給する装置に適用することもでき、直線状に材料を供給する装置に適用することもできる。
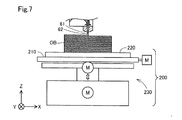
上記実施形態においては、ノズル61の位置は固定されており、造形台220が移動する(図1、図7参照)。しかし、造形台を固定しておき、3次元空間内においてヘッドを動かして、三次元形状を有する部材を造形する態様とすることもできる。また、3次元空間内における3つの座標軸のうちの一部の座標軸についての変位をヘッドを動かすことによって実現し、他の一部の座標軸についての変位を造形台を動かすことによって実現してもよい。さらに、ヘッドと造形台は、同じ方向(座標軸)についてそれぞれ独立に変位できるように構成してもよい。
本開示は、上述の実施形態や実施例、変形例に限られるものではなく、その趣旨を逸脱しない範囲において種々の構成で実現することができる。例えば、発明の概要の欄に記載した各形態中の技術的特徴に対応する実施形態、実施例、変形例中の技術的特徴は、上述の課題の一部又は全部を解決するために、あるいは、上述の効果の一部又は全部を達成するために、適宜、差し替えや、組み合わせを行うことが可能である。また、その技術的特徴が本明細書中に必須なものとして説明されていなければ、適宜、削除することが可能である。
Claims (9)
- 三次元造形装置に用いられる溶融材料供給装置であって、
材料を溶融させる溶融部と、
溶融された材料を射出するノズルと、
前記溶融部によって溶融された材料を前記ノズルに供給する流路と、
少なくとも一部が前記ノズル内に配され、前記ノズルを塞ぐことができる閉塞部材と、
前記閉塞部材を変位させて前記ノズルを開閉させる駆動部と、を備え、
前記閉塞部材と前記駆動部は、前記ノズルの開口である第1開口の端面を前記閉塞部材で塞ぐことができるように構成され、
前記溶融部は、
溶融された材料を前記流路に流出させる流出路と、
前記流出路の入側端部の開口である第2開口と向かい合う向きに配された面に設けられ、前記第2開口に近づけつつ前記第2開口に対する角度位置を変えるように材料を搬送して、前記流出路に供給する溝部と、
前記溝部と向かい合う位置に配され、前記溝部内を搬送される材料を加熱する第1加熱部と、
を備える、溶融材料供給装置。 - 三次元造形装置に用いられる溶融材料供給装置であって、
材料を溶融させる溶融部と、
溶融された材料を射出するノズルと、
前記溶融部によって溶融された材料を前記ノズルに供給する流路と、
少なくとも一部が前記ノズル内に配され、前記ノズルを塞ぐことができる閉塞部材と、
前記閉塞部材を変位させて前記ノズルを開閉させる駆動部と、
前記閉塞部材を加熱する第2加熱部と、を備え、
前記閉塞部材と前記駆動部は、前記ノズルの開口である第1開口の端面を前記閉塞部材で塞ぐことができるように構成される、溶融材料供給装置。 - 三次元造形装置に用いられる溶融材料供給装置であって、
材料を溶融させる溶融部と、
溶融された材料を射出するノズルと、
前記溶融部によって溶融された材料を前記ノズルに供給する流路と、
少なくとも一部が前記ノズル内に配され、前記ノズルを塞ぐことができる閉塞部材と、
前記閉塞部材を変位させて前記ノズルを開閉させる駆動部と、を備え、
前記閉塞部材と前記駆動部は、前記ノズルの開口である第1開口の端面を前記閉塞部材で塞ぐことができるように構成され、
前記流路は、
前記ノズルから、前記第1開口のある側とは逆の側に伸びる下流部分と、
前記下流部分に対して、90度未満の角度で接続されている上流部分と、を備え、
前記駆動部と前記閉塞部材は、前記上流部分を構成する壁部であって、前記第1開口とは逆の側に位置する壁部を貫通して、接続されている、溶融材料供給装置。 - 請求項1から3のいずれか1項に記載の溶融材料供給装置であって、
前記ノズルは、材料を搬送する方向について、下流に向かうにつれて内部の空間の断面形状が小さくなる第1部分流路を備え、
前記閉塞部材と前記駆動部は、前記第1部分流路内において、材料を搬送する方向について、前記閉塞部材の先端を変位させることができるように構成される、溶融材料供給装置。 - 請求項4記載の溶融材料供給装置であって、
前記ノズルは、前記第1部分流路に対して下流側に、材料を搬送する方向について内部の空間の断面形状が一定である、第2部分流路を備え、
前記閉塞部材は、材料を搬送する方向について断面形状が一定である第1閉塞部を備え、
前記閉塞部材と前記駆動部は、前記第2部分流路に前記第1閉塞部を挿入して塞ぐことができるように構成される、溶融材料供給装置。 - 請求項4または5に記載の溶融材料供給装置であって、
前記閉塞部材は、材料を搬送する方向について、下流に向かうにつれて断面形状が小さくなる第2閉塞部を備え、
前記閉塞部材と前記駆動部は、
前記ノズルの前記第1部分流路内において、材料を搬送する方向について、前記第2閉塞部を変位させることができ、かつ、
前記ノズルの前記第1部分流路を前記第2閉塞部で塞ぐことができるように構成される、溶融材料供給装置。 - 請求項1から6のいずれか1項に記載の溶融材料供給装置であって、さらに、
前記ノズルの前記第1開口を含む先端部を、材料を搬送する方向について、前記先端部よりも上流側に位置する胴部よりも低い温度とすることができる冷却部を備える、溶融材料供給装置。 - 三次元形状を有する部材を造形する三次元造形装置であって、
請求項1から7のいずれか1項に記載の溶融材料供給装置を備える、三次元造形装置。 - 三次元形状を有する部材を造形する三次元造形装置であって、
請求項4および5、ならびに請求項4に直接または間接に従属する請求項6および7のいずれか1項に記載の溶融材料供給装置と、
前記溶融材料供給装置から供給された材料を受け取る造形台と、
前記溶融材料供給装置と前記造形台の少なくとも一方を搬送する移動機構と、
前記溶融材料供給装置と、前記移動機構と、を制御する制御部と、備え、
前記制御部は、
前記溶融材料供給装置から外部に前記材料を供給する供給速度と、
前記移動機構による搬送の速度とを、同期させることができる、三次元造形装置。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017208816A JP6965692B2 (ja) | 2017-10-30 | 2017-10-30 | 溶融材料供給装置、および三次元造形装置 |
| CN201810964753.2A CN109421269B (zh) | 2017-08-24 | 2018-08-23 | 造型材料供给装置、三维造型装置 |
| EP20200808.2A EP3797971B1 (en) | 2017-08-24 | 2018-08-23 | Three-dimensional shaping apparatus |
| EP18190394.9A EP3446853B1 (en) | 2017-08-24 | 2018-08-23 | Shaping material supply device and three-dimensional shaping apparatus |
| US16/109,976 US11034087B2 (en) | 2017-08-24 | 2018-08-23 | Shaping material supply device and three-dimensional shaping apparatus |
| CN202110779556.5A CN113500775B (zh) | 2017-08-24 | 2018-08-23 | 造型材料供给装置、三维造型装置 |
| US17/207,816 US11787111B2 (en) | 2017-08-24 | 2021-03-22 | Shaping material supply device and three-dimensional shaping apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017208816A JP6965692B2 (ja) | 2017-10-30 | 2017-10-30 | 溶融材料供給装置、および三次元造形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019081265A JP2019081265A (ja) | 2019-05-30 |
| JP6965692B2 true JP6965692B2 (ja) | 2021-11-10 |
Family
ID=66669979
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017208816A Active JP6965692B2 (ja) | 2017-08-24 | 2017-10-30 | 溶融材料供給装置、および三次元造形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6965692B2 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6864385B2 (ja) * | 2019-06-25 | 2021-04-28 | 谷口 秀夫 | 3次元プリンタ、3次元プリンタ用モジュール装置、及び立体造形物の造形方法 |
| JP7287150B2 (ja) * | 2019-06-28 | 2023-06-06 | セイコーエプソン株式会社 | 三次元造形装置および三次元造形物の製造方法 |
| JP7380061B2 (ja) | 2019-10-17 | 2023-11-15 | セイコーエプソン株式会社 | 射出成形装置、射出成形システム、および、三次元造形装置 |
| JP7491171B2 (ja) * | 2020-09-30 | 2024-05-28 | セイコーエプソン株式会社 | 三次元造形装置 |
| CN216267654U (zh) * | 2021-07-23 | 2022-04-12 | 深圳市创想三维科技股份有限公司 | 塑料颗粒挤出装置及3d打印机 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2597778B2 (ja) * | 1991-01-03 | 1997-04-09 | ストラタシイス,インコーポレイテッド | 三次元対象物組み立てシステム及び組み立て方法 |
| JP2015168135A (ja) * | 2014-03-06 | 2015-09-28 | 三井化学株式会社 | 三次元物体の製造装置および三次元物体の製造方法 |
| HUE039316T2 (hu) * | 2014-08-05 | 2018-12-28 | Starfort Des Stubenruss Moritz | Granulátum/folyadékáram beállító készülék granulátummal és/vagy folyadékkal mûködõ 3D nyomtatófejekhez |
| EP3326790A4 (en) * | 2015-09-04 | 2019-03-27 | JSR Corporation | DEVICE AND METHOD FOR PRODUCING A THREE-DIMENSIONAL MOLDED BODY AND A MATERIAL SUPPLY UNIT USED IN THE DEVICE FOR PRODUCING A THREE-DIMENSIONAL MOLDED BODY |
| JP2017109320A (ja) * | 2015-12-14 | 2017-06-22 | 株式会社リコー | 情報処理装置、3dプリンタシステム、情報処理方法及びコンピュータプログラム |
-
2017
- 2017-10-30 JP JP2017208816A patent/JP6965692B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019081265A (ja) | 2019-05-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6965692B2 (ja) | 溶融材料供給装置、および三次元造形装置 | |
| US11787111B2 (en) | Shaping material supply device and three-dimensional shaping apparatus | |
| JP7024599B2 (ja) | 可塑化装置、射出成形機および造形装置 | |
| JP6926655B2 (ja) | 三次元造形装置および三次元物体の製造方法 | |
| CN109318475B (zh) | 三维成型装置以及三维成型装置的控制方法 | |
| CN108790155A (zh) | 三维造型装置和三维造型方法 | |
| JP6926819B2 (ja) | 三次元造形装置 | |
| US11648719B2 (en) | Plasticization device, three-dimensional shaping device, and injection molding device | |
| JP7263838B2 (ja) | 三次元造形物の造形方法 | |
| KR20190031959A (ko) | 3d 프린터의 익스트루더 | |
| CN104085112A (zh) | 一种3d打印机喷头及其速度和精度调控方法 | |
| US11376774B2 (en) | Plasticizing device, injection device, molding apparatus, and manufacturing method of molded parts | |
| US20210031422A1 (en) | Plasticization device, three-dimensional shaping device, and injection molding device | |
| JP2019038167A (ja) | 三次元造形装置および三次元造形方法 | |
| US20200207016A1 (en) | Method for producing three-dimensional shaped article and three-dimensional shaping apparatus | |
| CN111605184A (zh) | 三维造型装置及三维造型物的造型方法 | |
| CN112297419A (zh) | 塑化装置及三维造型装置 | |
| US11198246B2 (en) | Method of forming three-dimensional object and three-dimensional forming apparatus | |
| JP2019038166A (ja) | 三次元造形装置および三次元造形方法 | |
| US20190061241A1 (en) | Three dimensional printer system | |
| JP2019034457A (ja) | 三次元造形装置および三次元造形方法 | |
| JP2006272669A (ja) | プリプラ式射出成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210824 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210907 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210921 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20211004 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6965692 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |