以下に添付図面を参照して、本発明に係る段ボール箱の分割装置及び段ボール箱の製造装置の好適な実施形態を詳細に説明する。なお、この実施形態により本発明が限定されるものではなく、また、実施形態が複数ある場合には、各実施形態を組み合わせて構成するものも含むものである。
図1は、本実施形態の段ボール箱の製造装置を表す概略構成図である。以下の説明にて、段ボール箱の搬送方向はDa、搬送状態にある段ボール箱の幅方向(搬送方向Daに直交する水平方向)はDb、搬送状態にある段ボール箱の厚さ方向(搬送方向Daに直交する鉛直方向)はDcで表す。
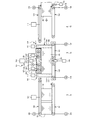
本実施形態において、図1に示すように、段ボール箱の製造装置10は、製函機10Aと、段ボール箱の分割装置(以下、分割装置と称する。)71とを備えている。製函機10Aは、給紙部11と印刷部21と排紙部31とダイカット部41とフォルディング部51とカウンタエゼクタ部61とを備えている。この給紙部11と印刷部21と排紙部31とダイカット部41とフォルディング部51とカウンタエゼクタ部61は、段ボールシートS及び段ボール箱Bを搬送する搬送方向Daに沿って直線状をなして配置され、分割装置71は、カウンタエゼクタ部61より搬送方向Daの下流側に配置されており、カウンタエゼクタ部61と分割装置71との間に搬送コンベア81が配置されている。
製函機10Aは、段ボールシートSのうちのシングルボックスシートを加工することで段ボール箱Bを製造するものである。段ボール箱の製造装置10は、段ボールシートSのうちのダブルボックスシートS0を加工することで段ボール箱Bを製造するものである。この場合、製函機10Aは、ダブルボックスシートS0を加工することで2個の段ボール箱Bが搬送方向Daに沿って繋がった段ボール箱連結体B0を製造し、分割装置71は、この段ボール箱連結体B0を2個に切断して段ボール箱B(B1,B2)を製造する。
まず、本実施形態の段ボール箱の製造装置10を構成する各装置について説明する。
給紙部11は、段ボールシートS(シングルボックスシートまたはダブルボックスシート)を一枚ずつ送り出して一定の速度で印刷部21に送るものである。この給紙部11は、テーブル12と、前当て13と、供給ローラ14と、吸引装置15と、フィードロール16とを有している。テーブル12は、多数枚の段ボールシートSを積み重ねて載置可能であると共に、昇降可能に支持されている。前当て13は、テーブル12上に積み重ねられた段ボールシートSの前端位置を位置決めすることができ、下端部とテーブル12との間に1枚の段ボールシートSが通過可能な隙間が確保されている。供給ローラ14は、テーブル12に対応して段ボールシートSの搬送方向Daに複数配置されてなり、テーブル12が下降したときに、積み重ねられた多数枚の段ボールシートSのうちの最下位置にある段ボールシートSを前方に送り出すことができる。吸引装置15は、積み重ねられた段ボールシートSを下方、つまり、テーブル12や供給ローラ14側に吸引するものである。フィードロール16は、供給ローラ14により送り出された段ボールシートSを印刷部21に供給することができる。
印刷部21は、段ボールシートSの表面に多色刷り(本実施形態では、4色刷り)を行うものである。この印刷部21は、4つの印刷ユニット21A,21B,21C,21Dが直列をなして配置され、段ボールシートSの表面に4つのインキ色を使用して印刷を行うことができる。各印刷ユニット21A,21B,21C,21Dは、ほぼ同様に構成され、印刷シリンダ22、インキ供給ロール(アニロックスロール)23、インキチャンバ24、受ロール25を有している。印刷シリンダ22は、その外周部に印版26が取付けられ、回転可能に設けられている。インキ供給ロール23は、印刷シリンダ22の近傍にて印版26に対接するように配置され、回転可能に設けられている。インキチャンバ24は、インキを蓄えるものであり、インキ供給ロール23の近傍に設けられている。受ロール25は、印刷シリンダ22との間で段ボールシートSを挟持することで、所定の印圧を付与しながら搬送するものであり、印刷シリンダ22の下方に対向して回転可能に設けられている。なお、図示しないが、各印刷ユニット21A,21B,21C,21Dは、その前後に上下一対の送りロールが設けられている。
排紙部31は、段ボールシートSに対して、罫線加工と切断加工と溝切り加工と糊代片加工を施すものである。この排紙部31は、第1罫線ロール32aと、第2罫線ロール32bと、スリッタヘッド33と、第1スロッタヘッド34aと、第2スロッタヘッド34bと、第3スロッタヘッド34cを有している。
第1罫線ロール32aは、円形状に形成され、段ボールシートSの幅方向Dbに所定間隔で複数配置されている。第2罫線ロール32bは、円形状に形成され、段ボールシートSの幅方向Dbに所定間隔で複数配置されている。下側に配置された第1罫線ロール32aは、段ボールシートSの裏面(下面)に罫線加工を施すものであり、下側に配置された第2罫線ロール32bは、第1罫線ロール32aと同様に、段ボールシートSの裏面(下面)に罫線加工を施すものである。各罫線ロール32a,32bは、対向する上方位置に受ロール35a,35bが同期して回転可能に設けられている。
第1スロッタヘッド34aは、円形状に形成され、段ボールシートSの幅方向Dbに所定間隔で複数配置されている。第1スロッタヘッド34aは、搬送される段ボールシートSにおける所定の位置で溝切り加工を行うと共に、糊代片加工を行うことができる。第2スロッタヘッド34bは、円形状に形成され、段ボールシートSの幅方向Dbに所定間隔で複数配置されている。第2スロッタヘッド34bは、搬送される段ボールシートSにおける所定の位置で溝切り加工を行うと共に、糊代片加工を行うことができる。
スリッタヘッド33及び第3スロッタヘッド34cは、それぞれ円形状に形成され、段ボールシートSの幅方向Dbに所定間隔で複数配置されている。スリッタヘッド33は、搬送される段ボールシートSにおける幅方向Dbの端部を切断することができる。第3スロッタヘッド34cは、搬送される段ボールシートSにおける所定の位置で溝切り加工を行うと共に、糊代片加工を行うことができる。各スロッタヘッド34a,34b,34cは、対向する下方位置に下刃36a,36b,36cが同期して回転可能に設けられている。
ダイカット部41は、段ボールシートSに対して、手穴等の打ち抜き加工を施すものである。このダイカット部41は、上下一対の送り駒42と、アンビルシリンダ43及びナイフシリンダ44を有している。送り駒42は、段ボールシートSを上下から挟持して搬送するものであり、回転可能に設けられている。アンビルシリンダ43及びナイフシリンダ44は、それぞれ円形状に形成され、図示しない駆動装置により同期して回転可能となっている。この場合、アンビルシリンダ43は、外周部にアンビルが装着される一方、ナイフシリンダ44は、外周部における所定の位置に刃物取付台(打ち抜き刃)が取付けられている。
フォルディング部51は、段ボールシートSを搬送方向Daに移動させながら折り畳み、幅方向Dbの両端部を接合して扁平状の段ボール箱Bを形成するものである。このフォルディング部51は、上搬送ベルト52と、下搬送ベルト53,54と、成形装置55とを有している。上搬送ベルト52及び下搬送ベルト53,54は、段ボールシートS及び段ボール箱Bを上下から挟持して搬送するものである。成形装置55は、左右一対の成形ベルトを有し、この成形ベルトにより段ボールシートSにおける幅方向Dbの各端部を下方に折り曲げながら折り畳むものである。また、フォルディング部51は、糊付装置56が設けられている。この糊付装置56は、グルーガンを有し、所定のタイミングで糊を吐出することで、段ボールシートSにおける所定の位置に糊付けを行うことができる。
カウンタエゼクタ部61は、段ボール箱Bを計数しながら積み重ねた後、所定数のバッチに仕分けした後、排出するものである。このカウンタエゼクタ部61は、ホッパ装置62を有している。このホッパ装置62は、段ボール箱Bが積み重ねられる昇降自在なエレベータ63を有し、このエレベータ63には、整形手段としての図示しない前当板と整角板とが設けられている。なお、ホッパ装置62の下方に、搬出コンベア64が設けられている。
分割装置71は、製函機10AがダブルボックスシートS0を加工して2個の段ボール箱Bが搬送方向Daに沿って繋がった段ボール箱連結体B0を製造したときに使用するものであり、使用位置と退避位置に移動可能となっている。製函機10Aがシングルボックスシートを加工して段ボール箱Bを製造するときは退避位置に移動する。一方、製函機10AがダブルボックスシートS0を加工して段ボール箱連結体B0を製造するときは使用位置に移動する。分割装置71は、段ボール箱連結体B0を2個に切断して段ボール箱B(B1,B2)を製造するものである。分割装置71は、搬入装置72と、切断装置73と、搬出装置74とを有している。搬入装置72は、カウンタエゼクタ部61から搬送コンベア81により搬送された複数の段ボール箱連結体B0を受け取り、切断装置73に供給する。切断装置73は、段ボール箱連結体B0を前後に2分割することで、段ボール箱B1,B2を製造する。搬出装置74は、切断装置73から2分割された段ボール箱B1,B2を受け取り、搬出するものである。
次に、本実施形態の段ボール箱の製造装置10によりダブルボックスシートS0を加工して段ボール箱B(B1,B2)を製造する方法について簡単に説明する。図28は、折り畳み前のダブルボックスシートを表す平面図である。
図28に示すように、ダブルボックスシートS0は、表ライナと裏ライナとの間に波形を成す芯紙が糊付けされて形成されたものであり、事前に、2個分の段ボール箱Bを製造することができる大きさに切断されている。つまり、ダブルボックスシートS0は、シングルボックスシートS1,S2を繋げた大きさとなっている。ダブルボックスシートS0は、前工程にて、4つの折り線301,302,303,304が形成されている。この折り線301,302,303,304は、製函機10Aで製造された段ボール箱Bを、後に組み立てる際にフラップを折るためのものである。
給紙部11にて、図1に示すように、各折り線301,302,303,304が形成されたダブルボックスシートS0は、テーブル12上に積み重ねられる。このテーブル12上に積み重ねられたダブルボックスシートS0は、前当て13により位置決めされ、テーブル12が下降することで、複数の供給ローラ14により送り出される。すると、ダブルボックスシートS0は、一対のフィードロール16により所定の一定速度で、印刷部21に供給される。
印刷部21にて、各印刷ユニット21A,21B,21C,21Dでは、インキ供給ロール23の表面にインキチャンバ24からインキが供給されており、印刷シリンダ22及びインキ供給ロール23が回転すると、インキ供給ロール23の表面のインキが印版26に転移される。そして、印刷シリンダ22と受ロール25との間にダブルボックスシートS0が搬送されると、このダブルボックスシートS0が印版26と受ロール25とにより挟持され、ここで印圧が付与されることで表面に印刷が施される。印刷されたダブルボックスシートS0は、送りロールにより排紙部31に搬送される。
排紙部31にて、ダブルボックスシートS0が第1罫線ロール32aを通過するとき、図28に示すように、裏面(裏ライナ)側に罫線312,313,314,315が形成される。また、ダブルボックスシートS0が第2罫線ロール32bを通過するとき、第1罫線ロール32aと同様に、段ボールシートSの裏面(裏ライナ)側に罫線312,313,314,315が再形成される。
罫線312,313,314,315が形成されたダブルボックスシートS0がスリッタヘッド33を通過するとき、切断位置311で端部321a,321bが切断される。また、ダブルボックスシートS0が第1、第2、第3スロッタヘッド34a,34b,34cを通過するとき、罫線312,313,314の位置に溝322a,322b,322c,322d,323a,323b,323c,323d,324a,324b,324c,324dが形成される。このとき、罫線315の位置で端部325a,325b,325c,325dが切断されることで、糊代片326a,326bが形成される。その後、ダブルボックスシートS0は、図1に示すように、ダイカット部41に搬送される。
ダイカット部41にて、ダブルボックスシートS0は、アンビルシリンダ43とナイフシリンダ44との間を通過するとき、手穴(図示略)が形成される。但し、手穴加工は、ダブルボックスシートS0の種類に応じて適宜行われるものであり、手穴が不要のときに手穴加工を実施するための刃物取付台(打ち抜き刃)がナイフシリンダ44から取り外される。本実施形態では、ダイカット部41によるダブルボックスシートS0の手穴加工を省略しており、ダブルボックスシートS0は、回転するアンビルシリンダ43とナイフシリンダ44の間を通過する。
フォルディング部51にて、ダブルボックスシートS0は、上搬送ベルト52及び下搬送ベルト53,54により搬送方向Daに移動されながら、糊付装置56により、図28に示すように、糊代片326a,326bに糊が塗布されてから、成形装置55により罫線312,314を基点として下方に折り畳まれる。この折り畳みが180度近くまで進むと折り畳み力が強くなり、糊代片326a,326bとダブルボックスシートS0の端部とが押えられて互いに密着され、ダブルボックスシートS0の両端部が接合され、段ボール箱連結体B0となる。そして、この段ボール箱連結体B0は、図1に示すように、カウンタエゼクタ部61に搬送される。
カウンタエゼクタ部61にて、段ボール箱連結体B0は、ホッパ装置62に送られ、搬送方向Daの先端部が前当板に当たり、整角板により整形された状態でエレベータ63上に積み重ねられる。そして、所定数の段ボール箱Bがエレベータ63上に積み重ねられると、このエレベータ63が下降し、所定数の段ボール箱連結体B0が1バッチとなって搬出コンベア64により排出される。そして、所定数の積み重ねられた段ボール箱連結体B0は、搬送コンベア81により分割装置71に送られる。
分割装置71にて、カウンタエゼクタ部61から搬送コンベア81により搬送された複数の段ボール箱連結体B0は、搬入装置72に供給される。搬入装置72は、複数積み重ねられた段ボール箱連結体B0を受け取り、切断装置73に供給する。切断装置73は、複数の段ボール箱連結体B0を幅方向Dbに沿って二点鎖線331(図28参照)の位置で切断することで前後に2分割し、段ボール箱B1,B2を製造する。搬出装置74は、切断装置73で2分割された段ボール箱B1,B2を受け取って搬出する。
ここで、まず、本実施形態の段ボール箱の製造装置10における分割装置71について詳細に説明する。図2は、本実施形態の段ボール箱の分割装置を表す概略構成図、図3は、段ボール箱の分割装置における上コンベアを表す平面図、図4は、段ボール箱の分割装置における下コンベアを表す平面図である。
図2から図4に示すように、分割装置71は、搬入装置72と切断装置73と搬出装置74を有している。搬入装置72と切断装置73と搬出装置74は、段ボール箱連結体B0や段ボール箱B(B1,B2)の搬送方向Daに沿って配置されている。搬入装置72は、複数積み重ねられた段ボール箱連結体B0を切断装置73に供給するものであり、搬入下コンベア101と搬入上コンベア102とを有している。搬入下コンベア101と搬入上コンベア102は、段ボールシートSの厚さ方向Dcに所定の間隔を空けて対向するように配置されている。搬入下コンベア101と搬入上コンベア102は、搬送方向Daにおける長さがほぼ同様であるが、搬入上コンベア102における幅方向Dbの長さが搬入下コンベア101における幅方向Dbの長さより短いものになっている。
搬入下コンベア101は、駆動ローラ103と従動ローラ104との間に無端の搬送ベルト105が掛け回されて構成されている。搬入上コンベア102は、駆動ローラ106と従動ローラ107との間に無端の搬送ベルト108が掛け回されて構成されている。なお、図示しないが、搬入下コンベア101と搬入上コンベア102は、それぞれ駆動ローラ103,106と従動ローラ104,107との間に複数のローラが配置されることで、搬送ベルト105,108の弛みが防止されている。搬入下コンベア101は、駆動ローラ103を駆動回転可能な駆動モータ109が設けられている。搬入上コンベア102は、駆動ローラ106を駆動回転可能な駆動モータ110が設けられている。また、搬入上コンベア102は、搬入上コンベア移動装置111により上下移動可能に支持されている。
搬入装置72は、左側部揃え装置112と右側部揃え装置113とを有している。左側部揃え装置112と右側部揃え装置113は、幅方向Dbに対向して配置されている。左側部揃え装置112及び右側部揃え装置113は、それぞれ幅方向Dbに対向する揃え板114,115と、揃え板114,115をそれぞれ幅方向Dbに沿って移動する駆動シリンダ116,117とから構成されている。なお、左側部揃え装置112及び右側部揃え装置113は、処理する段ボール箱連結体B0の幅寸法に応じてその位置を幅方向Dbに調整可能となっている。
搬入装置72は、開閉扉118を有している。開閉扉118は、搬入下コンベア101より搬送方向Daの上流側で、幅方向Db及び厚さ方向Dcに沿って配置された板形状をなしている。開閉扉118は、駆動シリンダ119により厚さ方向Dcに沿って移動可能であり、搬入下コンベア101より上方に位置する閉止位置と、搬入下コンベア101より下方に位置する開放位置とに移動することができる。
切断装置73は、段ボール箱連結体B0が厚さ方向Dcに複数積み重ねられた段ボール箱連結積層体を幅方向Dbに沿って切断して2個の段ボール箱B1,B2に分割するものである。切断装置73は、下コンベアとしての入口側下コンベア121及び出口側下コンベア122と、上コンベアとしての入口側上コンベア123及び出口側上コンベア124と、押圧装置125と、切断刃126と、昇降装置127と、位置決め装置128とを有している。
入口側下コンベア121及び出口側下コンベア122は、複数の段ボール箱連結体B0を積み重ねて搬送するものであり、幅方向Dbの長さが搬入下コンベア101と同じで、搬送方向Daの長さがそれぞれ約半分となっている。入口側下コンベア121と出口側下コンベア122は、幅方向Dbの長さが同じで、搬送方向Daの長さも同じとなっている。入口側下コンベア121と出口側下コンベア122は、搬送方向Daに所定隙間を空けて配置されている。
入口側下コンベア121は、駆動ローラ131と従動ローラ132との間に無端の搬送ベルト133が掛け回されて構成されている。出口側下コンベア122は、駆動ローラ134と従動ローラ135との間に無端の搬送ベルト136が掛け回されて構成されている。なお、図示しないが、入口側下コンベア121と出口側下コンベア122は、それぞれ駆動ローラ131,134と従動ローラ132,135との間に複数のローラが配置されることで、搬送ベルト133,136の弛みが防止されている。入口側下コンベア121は、駆動ローラ131を駆動回転可能な駆動モータ137が設けられている。出口側下コンベア122は、駆動ローラ134を駆動回転可能な駆動モータ138が設けられている。
入口側上コンベア123及び出口側上コンベア124は、入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0の上部を支持して搬送するものであり、幅方向Dbの長さが入口側下コンベア121及び出口側下コンベア122より短く、搬送方向Daの長さも短い複数(本実施形態では、2個)のコンベアから構成されている。入口側上コンベア123と出口側上コンベア124は、搬送方向Daに所定隙間を空けて配置されている。
入口側上コンベア123は、入口側下コンベア121の上方に対向して配置されており、駆動ローラ139と従動ローラ140との間に無端の搬送ベルト141が掛け回されて構成されている。出口側上コンベア124は、出口側下コンベア122の上方に対向して配置されており、駆動ローラ142と従動ローラ143との間に無端の搬送ベルト144が掛け回されて構成されている。入口側上コンベア123及び出口側上コンベア124は、幅方向Dbに所定間隔を空けて2個のコンベアが並設されている。そして、搬送方向Daに対して左側の入口側上コンベア123及び出口側上コンベア124は、各駆動ローラ139、142を駆動回転可能な駆動モータ145が設けられ、搬送方向Daに対して右側の入口側上コンベア123及び出口側上コンベア124は、各駆動ローラ139、142を駆動回転可能な駆動モータ146が設けられている。
入口側上コンベア123及び出口側上コンベア124は、入口側上コンベア移動装置147及び出口側上コンベア移動装置148により上下移動可能に支持されている。
押圧装置125は、入口側下コンベア121及び出口側下コンベア122に積み重ねられた複数の段ボール箱連結体B0を上方から押圧するものである。押圧装置125は、入口側下コンベア121及び出口側下コンベア122の上方で幅方向Dbに沿う幅方向押圧部材149,150と、搬送方向Daに沿う複数の搬送方向押圧部材151,152とを有している。幅方向押圧部材149は、入口側上コンベア123の下流部に配置され、幅方向押圧部材149から複数の搬送方向押圧部材151が搬送方向Daの上流側に延出して構成されている。幅方向押圧部材150は、出口側上コンベア124の上流部に配置され、幅方向押圧部材150から複数の搬送方向押圧部材152が搬送方向Daの下流側に延出して構成されている。押圧装置125は、押圧駆動装置153により上下移動可能に支持されている。
切断刃126は、入口側下コンベア121と出口側下コンベア122の間で幅方向Dbに沿って配置されており、上部に沿って刃部が形成されている。切断刃126は、無端形状をなし、入口側下コンベア121における幅方向Dbの両側に配置された駆動プーリ154及び従動プーリ155に掛け回されて支持されている。切断刃駆動装置156は、駆動プーリ154を駆動回転可能であり、駆動プーリ154が回転することで、切断刃126を入口側下コンベア121と出口側下コンベア122との間で幅方向Dbに移動することができる。なお、切断刃126は、入口側下コンベア121と出口側下コンベア122との間が切断位置であり、入口側下コンベア121と搬入下コンベア101との間では移動するだけである。
昇降装置127は、入口側下コンベア121及び出口側下コンベア122上の複数の段ボール箱連結体B0と切断刃126とを上下方向に沿って相対移動させるものである。本実施形態にて、昇降装置127は、切断刃126を上下方向には移動不能とし、入口側下コンベア121及び出口側下コンベア122と、入口側上コンベア123及び出口側上コンベア124と、押圧装置125を上下方向に沿って昇降可能としている。入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124と押圧装置125は、昇降台157に支持されている。昇降駆動装置158は、昇降台157を上下方向に沿って昇降可能であり、昇降台157が昇降することで、入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124と押圧装置125が昇降する。即ち、昇降台157が下降することで、入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124と押圧装置125に支持された複数の段ボール箱連結体B0が下降し、複数の段ボール箱連結体B0が切断刃126により切断される。
位置決め装置128は、入口側下コンベア121及び出口側下コンベア122上に供給された複数の段ボール箱連結体B0の搬送方向Daにおける位置決めを行うものである。位置決め装置128は、2個の上流側位置決め部材161と、2個の下流側位置決め部材162とを有している。上流側位置決め部材161は、入口側下コンベア121の上流部で段ボール箱連結体B0の搬送方向Da及び厚さ方向Dcに沿って移動自在である。下流側位置決め部材162は、出口側下コンベア122の下流部で段ボール箱連結体B0の搬送方向Da及び厚さ方向Dcに沿って移動自在である。上流側位置決め部材161と下流側位置決め部材162とは、位置決め駆動装置により独立して移動可能となっている。
上流側位置決め部材161は、支持筒163と外筒164と内筒165が互いに嵌合したテレスコピック構造をなしている。第1駆動装置166は、固定された支持筒163に対して外筒164を厚さ方向Dcに沿って昇降可能であり、第2駆動装置167は、外筒164に対して内筒165を厚さ方向Dcに沿って昇降可能である。また、第3駆動装置168は、支持筒163を外筒164や内筒165と共に搬送方向Daに沿って移動可能である。下流側位置決め部材162は、支持筒169と外筒170と内筒171が互いに嵌合したテレスコピック構造をなしている。第1駆動装置172は、固定された支持筒169に対して外筒170を厚さ方向Dcに沿って昇降可能であり、第2駆動装置173は、外筒170に対して内筒171を厚さ方向Dcに沿って昇降可能である。また、第3駆動装置174は、支持筒169を外筒170や内筒171と共に搬送方向Daに沿って移動可能である。
上流側位置決め部材161は、支持筒163と外筒164と内筒165が互いに嵌合したテレスコピック構造をなしていることから、外筒164における搬送方向Daの幅は、支持筒163における搬送方向Daの幅よりも狭く、内筒165における搬送方向Daの幅は、外筒164における搬送方向Daの幅よりも狭くなっている。また、同様に、下流側位置決め部材162は、支持筒169と外筒170と内筒171が互いに嵌合したテレスコピック構造をなしていることから、外筒170における搬送方向Daの幅は、支持筒169における搬送方向Daの幅よりも狭く、内筒171における搬送方向Daの幅は、外筒170における搬送方向Daの幅よりも狭くなっている。ここで、位置決め駆動装置は、各駆動装置166,167,168,172,173,174により構成されている。
切断装置73は、左側部揃え装置175と右側部揃え装置176とを有している。左側部揃え装置175と右側部揃え装置176は、幅方向Dbに対向して配置されている。左側部揃え装置175及び右側部揃え装置176は、それぞれ幅方向Dbに対向する揃え板177,178と、揃え板177,178をそれぞれ幅方向Dbに沿って移動する駆動シリンダ179,180とから構成されている。本実施形態では、左側部揃え装置175は、入口側下コンベア121と出口側下コンベア122の側方に配置され、揃え板177が入口側下コンベア121と出口側下コンベア122の下方まで延出されている。一方、右側部揃え装置176は、入口側下コンベア121上と出口側下コンベア122の上方に配置され、揃え板178が入口側下コンベア121と出口側下コンベア122の上面まで延出されている。そのため、左側部揃え装置175では、揃え板177の下端部と各下コンベア121,122の上面との間に隙間が発生しないことから、揃え板177,178が互いに接近するように移動したとき、下コンベア121,122上に複数積み重ねられた段ボール箱連結体B0を揃え板177に合わせて幅方向Dbの紙揃えを適正に行うことができる。また、右側部揃え装置176は、処理する段ボール箱連結体B0の幅寸法に応じてその位置を幅方向Dbに調整可能となっている。
搬出装置74は、切断装置73で切断されて複数積み重ねられた段ボール箱B1,B2を受け取って外部に搬出するものであり、搬出下コンベア181と搬出上コンベア182とを有している。搬出下コンベア181と搬出上コンベア182は、段ボールシートSの厚さ方向Dcに所定の間隔を空けて対向するように配置されている。搬出下コンベア181と搬出上コンベア182は、搬送方向Daにおける長さがほぼ同様であるが、搬出上コンベア182における幅方向Dbの長さが搬出下コンベア181における幅方向Dbの長さより短いものになっている。
搬出下コンベア181は、駆動ローラ183と従動ローラ184との間に無端の搬送ベルト185が掛け回されて構成されている。搬出上コンベア182は、駆動ローラ186と従動ローラ187との間に無端の搬送ベルト188が掛け回されて構成されている。なお、図示しないが、搬出下コンベア181と搬出上コンベア182は、それぞれ駆動ローラ183,186と従動ローラ184,187との間に複数のローラが配置されることで、搬送ベルト185,188の弛みが防止されている。搬出下コンベア181は、駆動ローラ183を駆動回転可能な駆動モータ189が設けられている。搬出上コンベア182は、駆動ローラ186を駆動回転可能な駆動モータ190が設けられている。また、搬出上コンベア182は、搬出上コンベア移動装置191により上下移動可能に支持されている。
切断装置73について詳細に説明する。図5は、段ボール箱の切断装置を表す正面概略図、図6は、段ボール箱の切断装置を表す側面概略図である。
図5及び図6に示すように、昇降台157は、水平方向に沿った梁形状をなし、左右一対の連結部材201,202を介して入口側下コンベア121及び出口側下コンベア122における枠体203,204,205,206が連結されている。昇降駆動装置158は、装置フレーム207に設けられており、駆動ロッド208の先端部が昇降台157に連結されている。
また、昇降台157は、押圧駆動装置153が設けられており、駆動ロッド209の先端部が押圧装置125の支持フレーム210に連結されている。支持フレーム210は、幅方向Dbに沿って配置され、搬送方向Daの上流側に2個の取付フレーム211が固定され、下流側に2個の取付フレーム212が固定されている。そして、取付フレーム211は、下面に幅方向押圧部材149と搬送方向押圧部材151が固定され、取付フレーム212は、下面に幅方向押圧部材150と搬送方向押圧部材152が固定されている。なお、左側部揃え装置175及び右側部揃え装置176は、支持フレーム210に支持されており、各揃え板177,178が下方に垂下している。揃え板178は、幅方向Dbに移動可能となっている。
入口側上コンベア123及び出口側上コンベア124は、押圧部材149,150,151,152の内部に配置されている。本実施形態にて、入口側上コンベア123及び出口側上コンベア124は、押圧部材149,150,151,152を支持する取付フレーム211,212の内部に配置されている。取付フレーム211,212は、下方に開口する空間部213,214が設けられている。入口側上コンベア移動装置147は、空間部213に固定され、駆動ロッド215の先端部に入口側上コンベア123が連結されている。出口側上コンベア移動装置148は、空間部214に固定され、駆動ロッド216の先端部に出口側上コンベア124が連結されている。
そのため、昇降駆動装置158を駆動すると、駆動ロッド208が伸縮し、昇降台157を昇降することができ、昇降台157に支持された入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124と押圧装置125を昇降することができる。また、押圧駆動装置153を駆動すると、駆動ロッド209が伸縮し、昇降台157に対して押圧装置125と入口側上コンベア123及び出口側上コンベア124を昇降することができる。更に、コンベア移動装置147,148を駆動すると、駆動ロッド215,216が伸縮し、押圧装置125に対して入口側上コンベア123及び出口側上コンベア124を昇降することができる。
図2に示すように、分割装置71を構成する搬入装置72と切断装置73と搬出装置74は、制御装置231により作動制御可能となっている。制御装置231は、搬入装置72の駆動モータ109,110、搬入上コンベア移動装置111、駆動シリンダ116,117,119を駆動制御可能である。制御装置231は、切断装置73の駆動モータ137,138,145,146、コンベア移動装置147,148、押圧駆動装置153、昇降駆動装置158、駆動装置166,167,168,172,173,174を駆動制御可能である。制御装置231は、搬出装置74の駆動モータ189,190、搬出上コンベア移動装置191を駆動制御可能である。
ここで、制御装置231による位置決め装置128を構成する上流側位置決め部材161と下流側位置決め部材162の作動制御について説明する。図7は、段ボール箱の位置決め装置を表す正面概略図、図8及び図9は、段ボール箱の位置決め装置の作動を表す概略図である。
図7に示すように、上流側位置決め部材161にて、第1駆動装置166は、支持筒163に対して外筒164を昇降可能であり、第2駆動装置167は、外筒164に対して内筒165を昇降可能であり、第3駆動装置168は、支持筒163と外筒164と内筒165を搬送方向Daに沿って移動可能である。ここで、第1駆動装置166及び第2駆動装置167は、例えば、エアシリンダにより構成され、第3駆動装置168は、ねじ軸221と、支持筒163に固定されてねじ軸221が螺合する移動体222と、ねじ軸221を駆動回転するモータ223により構成される。また、下流側位置決め部材162にて、第1駆動装置172は、支持筒169に対して外筒170を昇降可能であり、第2駆動装置173は、外筒170に対して内筒171を昇降可能であり、第3駆動装置174は、支持筒169と外筒170と内筒171を搬送方向Daに移動可能である。ここで、第1駆動装置172及び第2駆動装置173は、例えば、エアシリンダにより構成され、第3駆動装置174は、ねじ軸224と、支持筒169に固定されてねじ軸224が螺合する移動体225と、ねじ軸224を駆動回転するモータ226により構成される。本発明の位置決め駆動装置は、各駆動装置166,167,168,172,173,174であり、上流側位置決め部材161と下流側位置決め部材162を独立して移動可能となっている。
即ち、制御装置231は、昇降台157の昇降に伴って第1駆動装置166,172及び第2駆動装置167,173を駆動制御することで、支持筒163,169に対して外筒164,170及び内筒165,171を厚さ方向Dcに沿って作動させる。
制御装置231は、切断刃126により複数の段ボール箱連結体B0を前後に切断して昇降台157と上流側位置決め部材161及び下流側位置決め部材162が上昇した後、第3駆動装置174を駆動制御することで、下流側位置決め部材162を搬送方向Daにおける上流側に所定距離だけ移動させる。具体的に、制御装置231は、上流側位置決め部材161と下流側位置決め部材162が上昇位置にあるとき、切断された段ボール箱B1,B2が入口側下コンベア121及び出口側下コンベア122により下流側位置決め部材162の下方を通過中、第3駆動装置174を駆動制御することで、下流側位置決め部材162を搬送方向Daにおける上流側に所定距離だけ移動させる。
また、制御装置231は、切断された段ボール箱B1,B2が入口側下コンベア121及び出口側下コンベア122により下流側位置決め部材162の下方を通過した後、第1駆動装置172を駆動制御することで、外筒170及び内筒171を下降させると共に、第3駆動装置174を駆動制御することで、下流側位置決め部材162を搬送方向Daにおける下流側に所定距離だけ移動させる。
ここで、下流側位置決め部材162は、支持筒169に段ボール箱連結体B0の到着(搬送方向Daの先端)を検出する到着検出センサ232が設けられると共に、段ボール箱B1,B2の通過を検出する通過検出センサ233が設けられている。到着検出センサ232と通過検出センサ233は、検出結果を制御装置231に出力する。そのため、制御装置231は、到着検出センサ232が段ボール箱連結体B0の到着を検出すると、入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124の作動を停止する。また、制御装置231は、通過検出センサ233が下流側位置決め部材162の下方における段ボール箱B1,B2の通過を検出すると、下流側位置決め部材162における外筒170及び内筒171の下降を開始する。
即ち、入口側下コンベア121及び出口側下コンベア122に支持された段ボール箱連結体B0を下降することで、切断刃126により段ボール箱連結体B0を切断すると、入口側下コンベア121及び出口側下コンベア122と共に切断された段ボール箱B1,B2を上昇させる。このとき、入口側下コンベア121及び出口側下コンベア122の昇降に伴って、上流側位置決め部材161及び下流側位置決め部材162が追従するように昇降させる。また、段ボール箱B1,B2と共に上流側位置決め部材161及び下流側位置決め部材162を上昇させるとき、上流側位置決め部材161を、図7に二点鎖線で示すように、所定距離だけ搬送方向Daにおける上流側に移動させる。
そして、図8に示すように、上流側位置決め部材161及び下流側位置決め部材162が上昇した後、通過検出センサ233が下流側位置決め部材162の下方における段ボール箱B1,B2の通過を検出すると、図8に二点鎖線で示す下流側位置決め部材162を搬送方向Daにおける上流側に所定距離(例えば、図8に実線で示す位置)だけ移動させる。その後、通過検出センサ233が下流側位置決め部材162の下方における段ボール箱B1,B2の通過完了を検出すると、図9に示すように、外筒170の内部に内筒171を保持した状態でこの外筒170を下降させると共に、下流側位置決め部材162を搬送方向Daにおける下流側に所定距離(例えば、図9に二点鎖線で示す位置)だけ移動させる。
ところで、図2に示すように、分割装置71にて、複数積み重ねられた段ボール箱連結体B0は、製造する段ボール箱Bの種類などに応じてその積み重ね高さ(積み重ね枚数)が異なったり、製造中に積み重ね枚数が変動したりする。押圧装置125は、押圧駆動装置153が幅方向押圧部材149,150及び搬送方向押圧部材151,152を昇降可能である。幅方向押圧部材149,150及び搬送方向押圧部材151,152は、下降して入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0を押圧支持する。このとき、幅方向押圧部材149,150及び搬送方向押圧部材151,152は、所定の下降位置(押圧位置)で停止することで、複数の段ボール箱連結体B0を適正な圧力で押圧支持することができる。しかし、複数積み重ねられた段ボール箱連結体B0の積み重ね高さが変わると、幅方向押圧部材149,150及び搬送方向押圧部材151,152における押圧位置が変動してしまう。
そこで、本実施形態では、押圧装置125における幅方向押圧部材149,150及び搬送方向押圧部材151,152が入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0を押圧支持する前に、複数積み重ねられた段ボール箱連結体B0の積み重ね高さに応じた最適な押圧位置を設定するようにしている。図10は、段ボール箱の押圧位置設定装置を表す概略図、図11は、搬入上コンベアの詳細構造を表す正面図、図12は、段ボール箱の押圧位置検出動作を表す搬入上コンベアの概略図である。
図10に示すように、押圧位置設定装置251は、積み重ねられた複数の段ボール箱連結体B0を上方から押圧する押圧測定部材としての搬入上コンベア102と、段ボール箱連結体B0から搬入上コンベア102に作用する押圧反力が予め設定された基準押圧反力に到達したときの搬入上コンベア102の昇降高さを検出する高さ検出器としての高さセンサ252と、高さセンサ252の検出結果に基づいて押圧装置125を制御する制御装置231とを有している。即ち、制御装置231は、搬入上コンベア102が積み重ねられた複数の段ボール箱連結体B0を押圧したときの押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さに基づいて押圧装置125を制御する。
図10及び図11に示すように、搬入上コンベア102は、下フレーム(下押圧部材)261と上フレーム(上押圧部材)262が上下方向に所定隙間を空けて配置されており、下フレーム261に駆動ローラ106と従動ローラ107aが設けられ、上フレーム262に2つの従動ローラ107bが設けられ、駆動ローラ106と各従動ローラ107a,107bに搬送ベルト108が掛け回されて構成されている。下フレーム261は、搬送方向Daの上流側と下流側に押圧片263が上フレーム262側に延出するように固定されている。一方、上フレーム262は、搬送方向Daの上流側と下流側に付勢部材としてのエアシリンダ264が下フレーム261側に向けて固定されている。このエアシリンダ264は、内部空間がピストン265により2つの部屋R1,R2に区画されており、ピストン265に連結された駆動ロッド266が下フレーム261側に向けて延出し、先端部が押圧片263に連結されている。
上フレーム262は、搬送方向Daの中間部に上下方向に沿う連結ロッド267の下端部が連結されており、連結ロッド267は、搬入上コンベア102のフレーム268に上下移動自在に支持されている。フレーム268は、搬入上コンベア移動装置111が配置されており、駆動ロッドの先端部が連結ロッド267の上端部に連結されている。そのため、搬入上コンベア移動装置111により搬入上コンベア102の下フレーム261と上フレーム262を上下方向に沿って移動することができる。
エアシリンダ264は、付勢支持力調整装置としての電空変換器272が連結されている。電空変換器272は、エアシリンダ264内に区画された下方側の部屋R1と上方の部屋R2に連結されており、切替バルブ271により切替可能となっている。電空変換器272は、電気信号を空気圧力信号に変換する信号変換器である。制御装置231は、この電空変換器272を制御することで、エアシリンダ264における部屋R1,R2の圧力を調整することができる。即ち、電空変換器272によりエアシリンダ264における部屋R2の圧力を高く調整すると、駆動ロッド266が下フレーム261の押圧片263を押圧する押圧力が高くなる。一方、電空変換器272によりエアシリンダ264における部屋R2の圧力を低く調整すると、駆動ロッド266が収縮して押圧片263を介して下フレーム261を上昇させ、上フレーム262側に移動させる。
搬入上コンベア移動装置111は、駆動モータ(図示略)を有し、この駆動モータのロータリエンコーダ273が接続されている。ロータリエンコーダ273は、駆動モータの回転数を検出し、検出結果を制御装置231に出力することで、制御装置231は、搬入上コンベア102(下フレーム261)の昇降位置を算出することができる。搬入上コンベア102は、下フレーム261に検出片253が上方に延出して固定される一方、上フレーム262に高さセンサ252が固定されている。上フレーム262に対して下フレーム261が接近すると、下フレーム261の検出片253が上昇し、高さセンサ252がこの検出片253を検出することができる。高さセンサ252は、この検出結果を制御装置231に出力する。
また、搬入上コンベア102における搬送方向Daの上流側に入口センサ274が設けられている。この入口センサ274は、搬入上コンベア102に供給される段ボール箱連結体B0を検出し、検出結果を制御装置231に出力する。また、搬入上コンベア102における搬送方向Daの下流側に搬入装置到着センサ275が設けられている。この搬入装置到着センサ275は、搬入上コンベア102に供給される段ボール箱連結体B0を検出し、検出結果を制御装置231に出力する。更に、押圧装置125における搬送方向Daの下流側に段ボール箱連結体B0の到着を検出する到着検出センサ232と、段ボール箱B1,B2の通過を検出する通過検出センサ233が設けられている。到着検出センサ232と通過検出センサ233は、検出結果を制御装置231に出力する。
制御装置231は、製造する段ボール箱Bの種類に応じて電空変換器272によるエアシリンダ264の部屋R2に付与する圧力を調整する。この製造する段ボール箱Bの種類のデータは、製函機10Aの制御装置(図示略)から制御装置231に入力される。例えば、部屋R2における基準圧力が設定されており、段ボール箱Bが固い(硬度が高い)場合、部屋R2における基準圧力を上げる方向に調整し、段ボール箱Bが柔らかい(硬度が低い)場合、部屋R2における基準圧力を下げる方向に調整する。この段ボール箱Bの硬度は、段ボールシートSを構成する表ライナ、裏ライナ、中芯の厚さや紙質、中芯における波のピッチなどにより決定する。
図12に示すように、搬入上コンベア102は、2つのエアシリンダ264により(電空変換器272による部屋R2に付与する圧力により)、通常、図12(a)に示す位置にある。即ち、上フレーム262に対して下フレーム261が所定距離だけ下方に位置している。ここで、搬入上コンベア102を下降して段ボール箱連結体B0を上部から押圧していくと、所定の下降位置で段ボール箱連結体B0からの押圧反力が大きくなる。そして、この押圧反力が基準押圧反力に到達すると、下フレーム261の押圧片263(図11参照)がエアシリンダ264の駆動ロッド266を押圧し、エアシリンダ264が収縮することで、下フレーム261が上フレーム262に接近する。このとき、図12(b)に示すように、下フレーム261の検出片253が上昇し、高さセンサ252が検出片253を検出することができる。図12(a)に示す下フレーム261の通常位置と、図12(b)に示す下フレーム261の検出位置との間には高さHbが確保されている。
また、高さセンサ252が検出片253を検出した後も、搬入上コンベア102を下降して段ボール箱連結体B0を押圧していくと、段ボール箱連結体B0からの押圧反力が更に大きくなる。このとき、図12(c)に示すように、高さセンサ252が検出片253を検出し続けることができる。図12(b)に示す下フレーム261の検出位置と、図12(c)に示す下フレーム261の最上位置との間には高さHtが確保されている。
上述した基準押圧反力は、電空変換器272により調整されたエアシリンダ264の部屋R2に付与する圧力により設定される。前述したように、部屋R1における基準圧力が設定されており、段ボール箱Bの硬度に応じて調整される。基準押圧反力は、言い換えれば、搬入上コンベア102(押圧装置125)が複数積み重ねられた段ボール箱連結体B0を押圧して保持する圧力であり、この押圧力が低すぎると、切断時に段ボール箱連結体B0が水平方向にずれてしまい、各段ボール箱連結体B0の切断精度が低下してしまう。一方、この押圧力が高すぎると、各段ボール箱連結体B0が強固に密着しすぎてしまい、切断刃126が段ボール箱を切断することができずに停止してしまう。最適な押圧力(基準押圧反力)は、事前の実験などにより求めておくことが望ましい。
ここで、押圧位置設定装置251による押圧位置設定方法について説明する。図13は、段ボール箱の押圧位置設定方法を表すフローチャート、図14は、段ボール箱の押圧位置設定動作を表す搬入上コンベアの概略図、図15は、積み重ね高さが低い段ボール箱の押圧位置設定動作を表す搬入上コンベアの概略図、図16は、積み重ね高さが高い段ボール箱の押圧位置設定動作を表す搬入上コンベアの概略図である。
押圧位置設定装置251による押圧位置設定方法において、図10及び図13に示すように、ステップS11にて、制御装置231は、搬入装置到着センサ275が段ボール箱連結体B0を検出(ON)しているかどうかを判定する。ここで、搬入装置到着センサ275が段ボール箱連結体B0を検出していると判定(Yes)すると、この処理を繰り返す。一方、搬入装置到着センサ275が段ボール箱連結体B0を検出していないと判定(No)すると、ステップS12にて、駆動シリンダ119により開閉扉118を閉止位置から開放位置に移動し、ステップS13にて、搬入装置72を作動して段ボール箱連結体B0を搬入下コンベア101上に搬入する。
図10及び図13、図14(a)に示すように、ステップS14にて、入口センサ274がONすることで段ボール箱連結体B0が搬入されてきたことを検出する。ここで、入口センサ274が段ボール箱連結体B0を検出していないと判定(No)すると、この処理を継続する一方、入口センサ274が段ボール箱連結体B0を検出したと判定(Yes)すると、ステップS15にて、電空変換器272によりエアシリンダ264を制御することで、搬入上コンベア102の下フレーム261を下降する。すると、複数積み重ねられた段ボール箱連結体B0は、搬入下コンベア101と搬入上コンベア102に挟まれた状態で搬入される。
ステップS16にて、入口センサ274が段ボール箱連結体B0の搬入装置72の入口を通過した(OFF)かどうかを判定する。ここで、入口センサ274が段ボール箱連結体B0を検出していると判定(No)すると、この処理を継続する一方、入口センサ274が段ボール箱連結体B0を検出していないと判定(Yes)すると、ステップS17にて、駆動シリンダ119により開閉扉118を開放位置から閉止位置に移動する。そして、ステップS18にて、搬入装置到着センサ275が段ボール箱連結体B0を検出(ON)したかどうかを判定する。ここで、搬入装置到着センサ275が段ボール箱連結体B0を検出していないと判定(No)すると、この処理を繰り返す。一方、搬入装置到着センサ275が段ボール箱連結体B0を検出したと判定(Yes)すると、ステップS19にて、搬入装置72の作動を停止して段ボール箱連結体B0を搬入下コンベア101上に停止させる。
そして、図10及び図13、図14(b)に示すように、ステップS20にて、エアシリンダ264を制御することで、搬入上コンベア102の下フレーム261を上昇させ、ステップS21にて、各揃え装置112,113を作動し、搬入下コンベア101上に積み重ねられた複数の段ボール箱連結体B0を幅方向に揃えた後、再度、エアシリンダ264を制御することで、搬入上コンベア102の下フレーム261を下降させる。ステップS22にて、高さセンサ252が検出片253を検出(ON)したかどうかを判定する。ここで、高さセンサ252が検出片253を検出していないと判定(No)すると、図10及び図13、図14(c)に示すように、ステップS23にて、搬入上コンベア移動装置111により搬入上コンベア102を下降する。このとき、電空変換器272は、制御装置231により指示された基準圧力のエアをエアシリンダ264の部屋R2に供給している。ステップS24にて、再度、高さセンサ252が検出片253を検出(ON)したかどうかを判定する。ここで、高さセンサ252が検出片253を検出していないと判定(No)すると、この処理を継続する。
一方、図10及び図13、図14(d)に示すように、高さセンサ252が検出片253を検出したと判定(Yes)すると、ステップS25にて、搬入上コンベア102の昇降(下降)を停止する。即ち、搬入上コンベア102を下降することで、下フレーム261が搬入下コンベア101上の段ボール箱連結体B0を上部から押圧していくと、下フレーム261が段ボール箱連結体B0を押圧する押圧力、つまり、下フレーム261が段ボール箱連結体B0から受ける押圧反力が増加する。そして、下フレーム261の所定の下降位置で段ボール箱連結体B0から下フレーム261に作用する押圧反力が基準押圧反力に到達する。すると、搬入上コンベア102は、上フレーム262に対してエアシリンダ264を収縮させるように下フレーム261が上昇し、上フレーム262の高さセンサ252が下フレーム261の検出片253を検出する。ここで、搬入上コンベア102の下降を停止する。
なお、図14に示す作動は、段ボール箱連結体B0の硬度が比較的高いときや段ボール箱連結体B0の積み重ね高さが標準的な場合の作動であり、搬入上コンベア102を下降すると、早期に、段ボール箱連結体B0から下フレーム261に作用する押圧反力が基準押圧反力に到達し、高さセンサ252が検出片253を検出することで、搬入上コンベア102の下降を停止している。一方、図15に示す作動は、段ボール箱連結体B0の硬度が比較的低いときの作動であり、図15(a)から図15(c)までの作動は、図14(a)から図14(c)までの作動と同様である。しかし、図15(d)に示すように、段ボール箱連結体B0の硬度が低いこと、もしくは、積み重ね高さが低いことから、搬入上コンベア102の下降量が大きく、搬入上コンベア102が大きく下降した後に、段ボール箱連結体B0から下フレーム261に作用する押圧反力が基準押圧反力に到達し、高さセンサ252が検出片253を検出することで、搬入上コンベア102の下降を停止する。
また、ステップS22にて、高さセンサ252が検出片253を検出したと判定(Yes)すると、図10及び図13、図16に示すように、ステップS26にて、搬入上コンベア102を上昇させる。ステップS27にて、高さセンサ252が検出片253の検出が終了(OFF)したかどうかを判定する。ここで、高さセンサ252が検出片253を検出すると判定(No)すると、この処理を継続する。
一方、高さセンサ252が検出片253の検出を終了したと判定(Yes)すると、ステップS25にて、搬入上コンベア102の昇降(上昇)を停止する。即ち、図13及び図16(a)から図16(c)に示すように、搬入下コンベア101上に複数積み重ねられた段ボール箱連結体B0が搬入されたとき、段ボール箱連結体B0の積み上げ高さが高いと、このときに、段ボール箱連結体B0から下フレーム261に作用する押圧反力が基準押圧反力に到達してしまい、高さセンサ252が検出片253を検出(ON)する。そのため、ステップS19にて、搬入装置72の作動を停止して段ボール箱連結体B0を搬入下コンベア101上に停止させた後、ステップS20にて、エアシリンダ264を制御することで、搬入上コンベア102の下フレーム261を上昇させ、ステップS21にて、各揃え装置112,113を作動し、搬入下コンベア101上に積み重ねられた複数の段ボール箱連結体B0を幅方向に揃えた後、再度エアシリンダ264を制御することで、搬入上コンベア102の下フレーム261を下降させる。
図16(d)に示すように、高さセンサ252が検出片253を検出した状態で、搬入上コンベア102を上昇すると、下フレーム261が搬入下コンベア101上の段ボール箱連結体B0の上部を押圧する押圧力、つまり、下フレーム261が段ボール箱連結体B0から受ける押圧反力が減少する。そして、下フレーム261の所定の上昇位置で段ボール箱連結体B0から下フレーム261に作用する押圧反力が基準押圧反力より低下する。すると、搬入上コンベア102は、上フレーム262に対してエアシリンダ264を伸長させるように下フレーム261が下降し、上フレーム262の高さセンサ252が下フレーム261の検出片253を検出しなくなる。ここで、搬入上コンベア102の上昇を停止する。
図10及び図13に戻り、ステップS28にて、制御装置231は、搬入上コンベア102の昇降が停止したときの下フレーム261の高さを記憶する。この場合、搬入上コンベア102は、搬入上コンベア移動装置111により昇降するものであり、ロータリエンコーダ273は、搬入上コンベア移動装置111の駆動モータの回転数を検出し、制御装置231に出力している。そのため、制御装置231は、ロータリエンコーダ273の検出結果に基づいて搬入上コンベア102(下フレーム261)の昇降位置を算出する。ステップS29にて、制御装置231は、搬入上コンベア102(下フレーム261)の昇降位置に基づいて押圧装置125における各押圧部材149,150,151,152の押圧高さを算出する。本実施形態では、搬入下コンベア101の高さと入口側下コンベア121及び出口側下コンベア122の高さが同じであることから、制御装置231は、記憶した搬入上コンベア102の昇降位置における下フレーム261の下面高さと、各押圧部材149,150,151,152の下面高さとが同じ高さになるように、押圧駆動装置153を制御する。
その後、図10及び図13、図14(e)、図15(e)、図16(e)に示すように、ステップS30にて、搬入装置72を作動することで、複数積み重ねられた段ボール箱連結体B0を切断装置73に供給する。
次に、本実施形態の段ボール箱の製造装置10における分割装置71の作動について詳細に説明する。図17は、段ボール箱の分割装置における作動を表すタイムチャート、図18は、段ボール箱連結体の搬入状態を表す概略図、図19は、上コンベアの退避状態を表す概略図、図20は、位置決め部材による位置決め状態を表す概略図、図21は、押圧装置による押圧状態を表す概略図、図22は、段ボール箱連結体の下降による切断状態を表す概略図、図23は、段ボール箱の上昇状態を表す概略図、図24は、上コンベアの支持状態を表す概略図、図25は、下流側位置決め部材の移動状態を表す概略図、図26は、段ボール箱の搬出状態を表す概略図、図27は、段ボール箱の搬出状態及び段ボール箱連結体の搬入状態を表す概略図である。
図2及び図17に示すように、切断された段ボール箱B1,B2の搬出が時間t5まで行われる。この搬出が終了すると、時間t5にて、搬出装置74における搬出下コンベア181及び搬出上コンベア182は、各駆動モータ189,190の駆動回転を停止し、時間t6にて、完全停止する。到着検出センサ232は、時間t2からt3にかけてOFFとなり、通過検出センサ233は、時間t3からt4にかけてOFFとなる。
時間t1にて、搬入装置72における搬入下コンベア101及び搬入上コンベア102は、各駆動モータ109,110の駆動回転により作動を開始する。また、切断装置73における入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124は、各駆動モータ137,138,145,146の駆動回転により作動中である。そのため、段ボール箱連結体B0が搬入装置72により搬入され、切断装置73に供給される。また、時間t4からt5にかけて、第1駆動装置172が駆動し、下流側位置決め部材162の外筒170の内部に内筒171を保持した状態で下降し、時間t4からt6にかけて、第3駆動装置174が駆動し、下流側位置決め部材162が搬送方向Daの下流側に移動し、紙揃え位置で停止する。
図17及び図18に示すように、段ボール箱連結体B0が切断装置73における所定の切断位置に供給されると、到着検出センサ232が段ボール箱連結体B0の先端を検出し、時間t6からt7にかけて、ONとなる。すると、搬入装置72における搬入下コンベア101及び搬入上コンベア102は、時間t7からt8にかけて、作動を停止する。また、切断装置73における入口側下コンベア121及び出口側下コンベア122と入口側上コンベア123及び出口側上コンベア124は、時間t8からt9にかけて、作動を停止する。
段ボール箱連結体B0が切断装置73における所定の切断位置に停止すると、図17及び図19に示すように、入口側上コンベア123及び出口側上コンベア124は、時間t10からt11にかけて上昇し、段ボール箱連結体B0の上部の支持を解除する。また、上流側位置決め部材161は、外筒164の内部に内筒165を保持した状態で、時間t10からt11にかけて下降する。ここで、図17及び図20に示すように、左側部揃え装置175及び右側部揃え装置176は、時間t11からt12にかけて作動(紙揃え実行)し、入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0における幅方向Dbの紙揃えを行う。また、上流側位置決め部材161は、時間t13からt14にかけて外筒164が搬送方向Daにおける下流側に移動し、下流側位置決め部材162の外筒170と共に入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0における搬送方向Daの紙揃えを行う。
そして、図17及び図21に示すように、上流側位置決め部材161及び下流側位置決め部材162は、時間t16からt17にかけて、各内筒165,171に対して下降方向への応力を作用させる。押圧装置125は、時間t15からt16にかけて、幅方向押圧部材149,150及び搬送方向押圧部材151,152を下降することで、入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0を押圧支持する。このとき、制御装置231は、搬入装置72にて、複数積み重ねられた段ボール箱連結体B0における適正な押圧高さを事前に算出して記憶しており、押圧駆動装置153により各押圧部材149,150,151,152を適正な押圧高さまで下降して複数の段ボール箱連結体B0を押圧支持する。
入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱連結体B0は、左側部揃え装置175及び右側部揃え装置176と、上流側位置決め部材161及び下流側位置決め部材162と、幅方向押圧部材149,150及び搬送方向押圧部材151,152に支持されると、図17及び図22に示すように、昇降装置127が、時間t16からt17にかけて作動し、複数の段ボール箱連結体B0を下降する。すると、複数の段ボール箱連結体B0の下降動作により、切断刃126が相対的に上昇し、複数の段ボール箱連結体B0を幅方向Dbに沿って切断し、複数の段ボール箱B1,B2とする。この複数の段ボール箱連結体B0が下降するとき、上流側位置決め部材161及び下流側位置決め部材162は、各外筒164,170より幅が狭い各内筒165,171が下降することから、複数の段ボール箱連結体B0との間に隙間が確保される。複数の段ボール箱連結体B0は、切断刃126により切断されるとき、複数の段ボール箱B1が、搬送方向Daにおける下流側に向けて隙間の範囲内で若干移動することができ、複数の段ボール箱B2は、搬送方向Daにおける上流側に向けて隙間の範囲内で若干移動することができる。
複数の段ボール箱連結体B0が複数の段ボール箱B1,B2に切断されると、図17及び図23に示すように、昇降装置127が、時間t17からt20にかけて作動し、複数の段ボール箱B1,B2を上昇させる。このとき、左側部揃え装置175及び右側部揃え装置176は、時間t17からt18にかけて作動(紙揃え解除)し、段ボール箱B1,B2から離間する待機位置に移動する。また、上流側位置決め部材161及び下流側位置決め部材162は、時間t17からt20にかけて上昇する。上流側位置決め部材161は、時間t17からt21にかけて搬送方向Daにおける上流側に移動する。
また、複数の段ボール箱B1,B2が上昇するとき、図17及び図24に示すように、押圧装置125は、時間t18からt21にかけて、幅方向押圧部材149,150及び搬送方向押圧部材151,152を上昇させることで、入口側下コンベア121及び出口側下コンベア122上に積み重ねられた複数の段ボール箱B1,B2の押圧支持を解除する。一方、入口側上コンベア123及び出口側上コンベア124は、時間t18からt19にかけて下降し、段ボール箱B1,B2の上部を支持する。また、図17及び図25に示すように、時間t21にて、搬出装置74における搬出下コンベア181及び搬出上コンベア182、入口側下コンベア121、出口側下コンベア122、入口側上コンベア123、出口側上コンベア124が作動を開始する。下流側位置決め部材162は、時間t22からt23にかけて搬送方向Daにおける上流側の待機位置に移動する。通過検出センサ233は、搬出が開始された段ボール箱B1の先端を検出し、時間t21からt22にかけて、ONとなる。
すると、図17及び図26に示すように、複数の段ボール箱B1,B2が切断装置73から搬出装置74に移送され、図17及び図27に示すように、搬出装置74により複数の段ボール箱B1,B2が搬出される。その後、下流側位置決め部材162が下降する。
このように本実施形態の段ボール箱の分割装置にあっては、複数の段ボール箱連結体B0を積み重ねて搬送する下コンベア121,122と、下コンベア121,122に積み重ねられた複数の段ボール箱連結体B0を上方から押圧する押圧装置125と、段ボール箱連結体B0の幅方向Dbに沿って配置されて下コンベア121,122に積み重ねられた複数の段ボール箱連結体B0を前後に分割する切断刃126と、下コンベア121,122上の複数の段ボール箱連結体B0と切断刃126とを上下方向に沿って相対移動させる昇降装置127と、搬入上コンベア(押圧測定部材)102が積み重ねられた複数の段ボール箱連結体B0を押圧したときの押圧反力が予め設定された基準押圧反力に到達したときの搬入上コンベア102の昇降高さに基づいて押圧装置125を制御する制御装置231とを設けている。
従って、複数積み重ねられた段ボール箱連結体B0は、下コンベア121,122に搭載されて搬送され、下コンベア121,122上で停止した所定の切断位置で押圧装置125により上方から押圧され、この状態で、昇降装置127により複数の段ボール箱連結体B0と切断刃126とが相対移動することで、複数積み重ねられた段ボール箱連結体B0は、切断刃126により切断されて分割される。このとき、制御装置231は、事前に、搬入上コンベア102が積み重ねられた複数の段ボール箱連結体B0を押圧し、このときの押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さを求め、この搬入上コンベア102の昇降高さに基づいて押圧装置125を制御し、複数の段ボール箱連結体B0を適正な圧力で押圧する。その結果、段ボール箱連結体B0の切断時に段ボール箱連結体B0を適切な圧力で保持することで段ボール箱連結体B0の安定した切断を可能として製造精度の向上を図ることができる。
本実施形態の段ボール箱の分割装置では、積み重ねられた複数の段ボール箱連結体B0から搬入上コンベア102に作用する押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さを検出する高さセンサ252を設け、制御装置231は、高さセンサ252の検出結果に基づいて押圧装置125を制御する。従って、高さセンサ252により段ボール箱連結体B0から搬入上コンベア102に作用する押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さを高精度に検出することができることから、段ボール箱連結体B0の切断時に段ボール箱連結体B0を適切な圧力で保持することができる。
本実施形態の段ボール箱の分割装置では、押圧装置125として、昇降自在に支持される押圧部材149,150,151,152と、押圧部材149,150,151,152を昇降する押圧駆動装置153を設け、制御装置231は、段ボール箱連結体B0からの押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さに基づいて押圧駆動装置153による押圧部材149,150,151,152の押圧位置を調整する。従って、段ボール箱連結体B0の切断時に押圧部材149,150,151,152により段ボール箱連結体B0を適切な圧力で保持することができる。
本実施形態の段ボール箱の分割装置では、下コンベア121,122より段ボール箱連結体B0の搬送方向Daの上流側に搬入下コンベア101を配置し、搬入下コンベア101の上方に対向して搬入上コンベア102を配置し、搬入上コンベア102を押圧測定部材としている。従って切断装置73の切断刃126が段ボール箱連結体B0を切断する前に、搬入装置72で押圧装置125による段ボール箱連結体B0の適正な押圧位置を求めることができ、段ボール箱連結体B0の切断作業を迅速に行うことができる。
本実施形態の段ボール箱の分割装置では、押圧測定部材としての搬入上コンベア102を下フレーム(下押圧部材)261と上フレーム(上押圧部材)262とを接近離反自在とすると共にエアシリンダ(付勢部材)264により離間する方向に付勢支持して構成し、上フレーム262を搬入上コンベア移動装置(押圧部材移動装置)111により上下方向に沿って移動可能とし、制御装置231は、段ボール箱連結体B0からの下フレーム261に作用する押圧反力が基準押圧反力に到達したときの下フレーム261の昇降高さに基づいて押圧装置125を制御する。従って、搬入上コンベア移動装置111により下フレーム261と上フレーム262を下降することで、積み重ねられた複数の段ボール箱連結体B0を下フレーム261により押圧し、このとき、下フレーム261がエアシリンダ264の付勢支持力に抗して上フレーム262側に移動し、押圧反力が基準押圧反力に到達することとなり、下フレーム261の移動により容易に押圧反力が基準押圧反力に到達したことを検出することができ、構造の簡素化を図ることができる。
本実施形態の段ボール箱の分割装置では、付勢部材としてエアシリンダ(流体圧シリンダ)264を設け、上フレーム262に対して下フレーム261を昇降可能とすると共に、上フレーム262に対して下フレーム261を下方に付勢支持している。従って、エアシリンダ264を下フレーム261の昇降用装置として機能させることができると共に、押圧反力の検出用装置として機能させることができ、付勢部材に複数の機能を持たせることで装置のコンパクト化を図ることができる。
本実施形態の段ボール箱の分割装置では、エアシリンダ264による下フレーム261の付勢支持力を調整する付勢支持力調整装置として電空変換器272を設けている。従って、電空変換器272によりエアシリンダ264による下フレーム261の付勢支持力を調整することから、段ボール箱連結体B0の種類に応じて基準押圧反力を調整することができ、段ボール箱連結体B0の種類に拘わらず、押圧装置125による段ボール箱連結体B0の適正な押圧位置を求めることができる。
本実施形態の段ボール箱の分割装置では、制御装置231は、搬入下コンベア101に段ボール箱連結体B0が搬入されたとき、段ボール箱連結体B0からの搬入上コンベア102に作用する押圧反力が基準押圧反力に到達しなければ、搬入上コンベア102を下降し、段ボール箱連結体B0から搬入上コンベア102に作用する押圧反力が基準押圧反力に到達したときの昇降高さに基づいて押圧装置125を制御する。従って、搬入下コンベア101に搬入された段ボール箱連結体B0の高さが低いとき、搬入上コンベア102を下降して段ボール箱連結体B0を押圧し、搬入上コンベア102に作用する押圧反力が基準押圧反力に到達したときの昇降高さに基づいて押圧装置125を制御することから、段ボール箱連結体B0の高さが低いときでも、押圧装置125による段ボール箱連結体B0の適正な押圧位置を求めることができる。
本実施形態の段ボール箱の分割装置では、制御装置231は、搬入下コンベア101に段ボール箱連結体B0が搬入されたとき、段ボール箱連結体B0からの搬入上コンベア102に作用する押圧反力が基準押圧反力に到達していれば、搬入上コンベア102を上昇し、段ボール箱連結体B0から搬入上コンベア102に作用する押圧反力が基準押圧反力から低下したときの昇降高さに基づいて押圧装置125を制御する。従って、搬入下コンベア101に搬入された段ボール箱連結体B0の高さが高いとき、搬入上コンベア102を上昇して段ボール箱連結体B0から離間し、搬入上コンベア102に作用する押圧反力が基準押圧反力より低下したときの昇降高さに基づいて押圧装置125を制御することから、段ボール箱連結体B0の高さが高いときでも、押圧装置125による段ボール箱連結体B0の適正な押圧位置を求めることができる。
本実施形態の段ボール箱の分割装置では、押圧測定部材を搬入下コンベア101の上方に対向して配置される搬入上コンベア102としている。従って、押圧測定部材を別途用意する必要がなく、構造の複雑化を抑制することができる。
また、本実施形態の段ボール箱の製造装置にあっては、ダブルボックスシートS0を供給する給紙部11と、ダブルボックスシートS0に対して表面に罫線加工を行うと共に溝切り加工を行う排紙部31と、ダブルボックスシートS0を折り畳んで端部を接合することで段ボール箱連結体B0を形成するフォルディング部51と、段ボール箱連結体B0を計数しながら積み上げた後に所定数ごとに排出するカウンタエゼクタ部61と、段ボール箱連結体B0を搬送方向Daに交差する幅方向Dbに沿って切断して分割する分割装置71とを設けている。
従って、給紙部11からのダブルボックスシートS0に対して排紙部31で罫線加工と溝切り加工が行われ、フォルディング部51で折り畳んで端部が接合されて段ボール箱連結体B0が形成され、カウンタエゼクタ部61で箱体が計数されながら積み上げられ、分割装置71で切断されて段ボール箱B1,B2が製造される。このとき、制御装置231は、事前に、搬入上コンベア102が積み重ねられた複数の段ボール箱連結体B0を押圧し、このときの押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さを求め、この搬入上コンベア102の昇降高さに基づいて押圧装置125を制御し、複数の段ボール箱連結体B0を適正な圧力で押圧する。その結果、段ボール箱連結体B0の切断時に段ボール箱連結体B0を適切な圧力で保持することで段ボール箱連結体B0の安定した切断を可能として製造精度の向上を図ることができる。
なお、本発明の段ボール箱の分割装置は、上述した実施形態に限定されるものではない。図29は、他の実施形態の段ボール箱の分割装置における搬入側を表す概略構成図である。なお、他の実施形態の基本的な構成は、上述した実施形態と同様であり、図2を用いて説明し、上述した実施形態と同様の機能を有する部材には、同一の符号を付して詳細な説明は省略する。
他の実施形態の段ボール箱の製造装置において、図2に示すように、分割装置71は、搬入装置72と、切断装置73と、搬出装置74とを有している。ここで、搬入装置72と切断装置73と搬出装置74は、上述した実施形態とほぼ同様である。分割装置71は、搬入装置72より搬送方向Daの上流側に搬送コンベア(段ボール箱連結体搬送コンベア)81が配置されている。搬送コンベア81は、カウンタエゼクタ部61(図1参照)から排出された複数の段ボール箱連結体B0を搬入装置72に供給する。
搬入装置72は、図29に示すように、搬入下コンベア101と搬入上コンベア102とを有し、搬入上コンベア102は、搬入上コンベア移動装置111により上下移動可能に支持されている。搬送コンベア81は、上方にこの搬送コンベア81上に積み重ねられた複数の段ボール箱連結体B0の高さを検出する高さセンサ(連結体高さ検出器)281が設けられている。この高さセンサ281は、例えば、レーザーセンサである。制御装置231は、高さセンサ281の検出結果に基づいて搬入上コンベア移動装置111を制御する。
即ち、搬入上コンベア102は、下フレーム261と上フレーム262に駆動ローラ106と複数の従動ローラ107a,107bが設けられ、駆動ローラ106と各従動ローラ107a,107bに搬送ベルト108が掛け回されて構成されている。このとき、搬入上コンベア102における搬入側の搬送ベルト108の角度αは、例えば、45度以下に設定されることが望ましい。搬入側の搬送ベルト108の角度αは、駆動ローラ106と従動ローラ107bとの間の搬送ベルト108の水平方向に対する角度である。
そして、搬送コンベア81上の複数の段ボール箱連結体B0は、単に積み重ねられているだけであることから、材質の厚さなどに応じて積み重ね高さが相違する。そのため、高さセンサ281が搬送コンベア81上の複数の段ボール箱連結体B0の高さを検出し、制御装置231は、搬送コンベア81上の複数の段ボール箱連結体B0の高さに基づいて搬入上コンベア移動装置111により搬入上コンベア102の高さを調整する。搬送コンベア81上の複数の段ボール箱連結体B0の最上部位置が、搬入上コンベア102における駆動ローラ106と従動ローラ107bとの間の搬送ベルト108の位置になるように、搬入上コンベア102の高さを調整することが望ましい。
また、図2に示すように、制御装置231は、押圧装置125が搬入上コンベア102が積み重ねられた複数の段ボール箱連結体B0を押圧し、このときの押圧反力が基準押圧反力に到達したときの搬入上コンベア102の昇降高さを求め、この搬入上コンベア102の昇降高さに基づいて押圧装置125を制御し、複数の段ボール箱連結体B0の適正な押圧力を設定している。そして、制御装置231は、昇降装置127により入口側下コンベア121及び出口側下コンベア122上の複数の段ボール箱連結体B0を切断刃126に対して下降させることで、切断刃126により複数の段ボール箱連結体B0を切断して前後に2分割し、段ボール箱B1,B2とする。このとき、制御装置231は、切断刃126が複数の段ボール箱連結体B0を前後に分割するときの押圧装置125による複数の段ボール箱連結体B0の押圧力を徐々に低下させるように制御する。
即ち、入口側下コンベア121及び出口側下コンベア122上の複数の段ボール箱連結体B0は、押圧装置125により上方から押圧されると共に、左側部揃え装置112及び右側部揃え装置113により幅方向Dbに移動しないように支持される。複数の段ボール箱連結体B0は、この状態で下降することで切断刃126に切断されることから、段ボール箱連結体B0と切断刃126との間に切削抵抗が発生する。この切削抵抗が高いと、切断刃126は、段ボール箱連結体B0を幅方向Dbに移動させ、揃え装置112,113に強く押し付けて損傷するおそれがある。そのため、制御装置231は、切断刃126が切断する段ボール箱連結体B0の枚数が多いときは、設定された押圧力で段ボール箱連結体B0を押圧する。一方、制御装置231は、切断刃126が切断する段ボール箱連結体B0の枚数が少ないときは、設定された押圧力より低い押圧力で段ボール箱連結体B0を押圧する。
この場合、制御装置231は、切断刃126が切断する段ボール箱連結体B0の枚数の減少に伴って、無段階で滑らかに押圧装置125の押圧力を減少させることが望ましい。但し、制御装置231は、切断刃126が切断する段ボール箱連結体B0の枚数の減少に伴って、段階的に押圧装置125の押圧力を減少させてもよい。
なお、押圧装置125は、幅方向押圧部材149,150と、搬送方向押圧部材151,152とを有している。幅方向押圧部材149,150と搬送方向押圧部材151,152は、樹脂材料を採用することで軽量化を図ると共に、段ボール箱連結体B0を押圧する下面に摩擦抵抗部材282,283を設けている。そのため、押圧装置125は、幅方向押圧部材149,150と搬送方向押圧部材151,152が摩擦抵抗部材282,283を介して段ボール箱連結体B0を押圧することで、段ボール箱連結体B0を切断するときのずれを抑制することができる。
このように他の実施形態の段ボール箱の分割装置では、搬送コンベア81上に積み重ねられた複数の段ボール箱連結体B0の高さを検出する高さセンサ281を設け、制御装置231は、高さセンサ281の検出結果に基づいて搬入上コンベア移動装置111を制御する。
従って、搬入下コンベア101及び搬入上コンベア102に搬送される複数の段ボール箱連結体B0の高さに応じて搬入上コンベア102を上下移動することができ、搬入下コンベア101及び搬入上コンベア102が複数の段ボール箱連結体B0の高さに拘わらず、この複数の段ボール箱連結体B0を安定して受け入れることができる。
他の実施形態の段ボール箱の分割装置では、制御装置231は、切断刃126が複数の段ボール箱連結体B0を前後に分割するときの押圧装置125による複数の段ボール箱連結体B0の押圧力を徐々に低下させるようにしている。
従って、切断刃126により分割する段ボール箱連結体B0の枚数の減少に伴って段ボール箱連結体B0の押圧力が低下することとなり、段ボール箱連結体B0から切断刃126に作用する反力が適正値となり、段ボール箱連結体B0の分割時における損傷を抑制することができる。
なお、上述した実施形態にて、押圧位置設定装置251を搬入装置72の位置に配置して構成したが、この位置に限定されるものではない。例えば、切断装置73の位置に配置し、押圧測定部材として上コンベア123,124を適用してもよい。また、押圧測定部材として搬入上コンベア102を適用したが、別途、専用の押圧測定部材を設けてもよい。
また、上述した実施形態にて、押圧測定部材が積み重ねられた複数の段ボール箱連結体B0を押圧したときの押圧反力を検出するものとして、付勢部材(エアシリンダ264)、高さ検出器(高さセンサ252)、検出片253などを設けたが、この構成に限定されるものではない。例えば、押圧測定部材ロードセルなどの荷重検出センサを設けてもよい。
また、上述した実施形態にて、製函機10AがダブルボックスシートS0を加工して段ボール箱連結体B0を製造し、分割装置71が段ボール箱連結体B0を切断して段ボール箱B1,B2を製造するものとしたが、このようなものに限定されるものではない。例えば、製函機がトリプルボックスシートを加工して段ボール箱連結体を製造し、分割装置が段ボール箱連結体を3個に切断して段ボール箱を製造するものとしてもよい。この場合、製造された段ボール箱のサイズは、同じでも異なるものであってもよい。即ち、切断装置73における段ボール箱連結体B0の停止位置(切断位置)を搬送方向Daにずらすことで、異なるサイズの段ボール箱連結体B0を製造することができる。
また、上述した実施形態にて、切断刃126に対して段ボール箱連結体B0を下降することで、この段ボール箱連結体B0を切断したが、切断刃126に対して段ボール箱連結体B0を上昇することで段ボール箱連結体B0を切断したり、段ボール箱連結体B0に対して切断刃126を上昇または下降することで段ボール箱連結体B0を切断したりしてもよい。
また、上述した実施形態にて、下コンベアとして入口側下コンベア121及び出口側下コンベア122を設け、上コンベアとして入口側上コンベア123及び出口側上コンベア124を設けたが、前後に分割せずに一体化して設けてもよい。また、各種の駆動装置は、電気モータ、油圧モータ、油圧シリンダ、エアシリンダなどを用いればよい。
また、上述した実施形態では、製函機10Aを給紙部11と印刷部21と排紙部31とダイカット部41とフォルディング部51とカウンタエゼクタ部61により構成したが、この構成に限定されるものではない。例えば、段ボールシートSや段ボール箱連結体B0に印刷が不要な場合には、印刷部21をなくしてもよい。また、例えば、段ボールシートSや段ボール箱連結体B0に手穴等の打ち抜き加工が不要な場合には、ダイカット部41をなくしてもよい。