JP6928374B2 - バグフィルタ - Google Patents
バグフィルタ Download PDFInfo
- Publication number
- JP6928374B2 JP6928374B2 JP2017169154A JP2017169154A JP6928374B2 JP 6928374 B2 JP6928374 B2 JP 6928374B2 JP 2017169154 A JP2017169154 A JP 2017169154A JP 2017169154 A JP2017169154 A JP 2017169154A JP 6928374 B2 JP6928374 B2 JP 6928374B2
- Authority
- JP
- Japan
- Prior art keywords
- filter
- bug
- cloth
- annular member
- adjacent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000004744 fabric Substances 0.000 claims description 53
- 239000002184 metal Substances 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 9
- 230000005489 elastic deformation Effects 0.000 claims 1
- 239000000428 dust Substances 0.000 description 8
- 238000009958 sewing Methods 0.000 description 8
- 238000000034 method Methods 0.000 description 5
- 239000012210 heat-resistant fiber Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 239000004642 Polyimide Substances 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- 229920001721 polyimide Polymers 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 229920001187 thermosetting polymer Polymers 0.000 description 2
- 238000011001 backwashing Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000035485 pulse pressure Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images










Landscapes
- Filtering Of Dispersed Particles In Gases (AREA)
Description
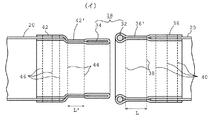
バグフィルタを複数のフィルタ部分から構成し、連結具により隣接するフィルタ部分間を一連に連結することにより、長さ変更のための継ぎ足しが容易となる。
12, 112…口元部
14, 114…底部
16, 116…中間部
18, 118…連接具
19…セルプレート取付具
20, 120…フィルタ布
28…セルプレート
32…保持リング(本発明の第1の環状金属部材)
34…スナップリング(本発明の第2の環状金属部材)
36, 42…連接布
36’, 42’… 連接布の縫着部分
38, 40, 44, 46…縫合線
50, 50a…規格化されたバグフィルタ
52…口元モジュール
54…底部モジュール
56…中間モジュール
70…マイクロバンド
Claims (3)
- バグフィルタの構造であって、バグフィルタの少なくとも一部が着脱可能な連接具によって直列接続して構成され、バグフィルタが少なくとも部分的に交換可能とされ、前記連接具は、連接すべきフィルタの隣接部位における一方側の高剛性の第1の環状部材と、他方側の低剛性の第2の環状部材とを具備して構成され、連接具によるフィルタの前記隣接部位の直列接続は、高剛性の第1の環状部材に対する低剛性の第2の環状部材の半径内方の弾性変形下高剛性の第1の環状部材に対し低剛性の第2の環状部材のバグフィルタ長手方向の潜り抜けによる第1の環状部材と第2の環状部材を介してのフィルタの隣接部位間のバグフィルタ長手方向の係合により行われ、前記第1の環状部材は、金属を素材とし隣接するフィルタ隣接部位の片側におけるフィルタ布に取り付けられ、前記第2の環状部材は、金属を素材としフィルタ隣接部位の反対側におけるフィルタ布に取り付けられ、フィルタの隣接部位の直列接続は、夫々のフィルタ布を介しての第1の環状部材と第2の環状部材との係合により行われ、前記第1の環状部材は実質的に円形断面のリング状をなし、第1の連接布に包着されており、第1の連接布は隣接するフィルタ部分の片側におけるフィルタ布の端部に縫着されており、前記第2の環状部材は薄肉の帯状素材を環状に成形して成りかつ第2の連接布に包着されており、第2の連接布は隣接するフィルタ部分の反対側におけるフィルタ布の端部に縫着されているバグフィルタ。
- 請求項1に記載の発明において、バグフィルタは、複数のフィルタ部分に分割され、前記着脱可能な連接具は隣接するフィルタ部分間を着脱自在に連結したバグフィルタ。
- 請求項2に記載の発明において、バグフィルタは、バグフィルタの全体を構成する各フィルタ部分がモジュール化されたバグフィルタ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017169154A JP6928374B2 (ja) | 2017-09-04 | 2017-09-04 | バグフィルタ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017169154A JP6928374B2 (ja) | 2017-09-04 | 2017-09-04 | バグフィルタ |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2019042677A JP2019042677A (ja) | 2019-03-22 |
| JP2019042677A5 JP2019042677A5 (ja) | 2020-08-20 |
| JP6928374B2 true JP6928374B2 (ja) | 2021-09-01 |
Family
ID=65813387
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017169154A Active JP6928374B2 (ja) | 2017-09-04 | 2017-09-04 | バグフィルタ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6928374B2 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7218905B2 (ja) * | 2019-01-24 | 2023-02-07 | 株式会社相模商会 | バグフィルタ用連結具 |
| JP7486179B2 (ja) | 2020-09-29 | 2024-05-17 | 株式会社相模商会 | バグフィルタ用筒状濾体及びバグフィルタ用筒状濾体の製造方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4840200Y1 (ja) * | 1969-06-14 | 1973-11-26 | ||
| JPS5055972A (ja) * | 1973-09-19 | 1975-05-16 | ||
| JPS57177520U (ja) * | 1981-05-08 | 1982-11-10 | ||
| JPS58151420U (ja) * | 1982-04-06 | 1983-10-11 | 泉株式会社 | ユニツト型集塵機用「ろ」筒 |
| US6375698B1 (en) * | 1998-09-30 | 2002-04-23 | Bha Group Holdings, Inc. | Long filter assembly with connection device |
| JP2009011989A (ja) * | 2007-07-09 | 2009-01-22 | Techno M:Kk | 成形フィルタ |
-
2017
- 2017-09-04 JP JP2017169154A patent/JP6928374B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019042677A (ja) | 2019-03-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6928374B2 (ja) | バグフィルタ | |
| EP1813342B2 (de) | Filterelement und Filtersystem, insbesondere für die Ansaugluft einer Brennkraftmaschine | |
| US4015961A (en) | Filter bag and coupling | |
| EP3563922B1 (en) | Air filter with tensile support member | |
| US20160243481A1 (en) | Embossed fluid filter treatment | |
| KR100593294B1 (ko) | 구조적으로 부착된 외부 슬리브를 갖는 필터부재의 조립방법 | |
| DE102005010443A1 (de) | Filterelement | |
| CN107617248B (zh) | 带有调制波纹的波纹状过滤介质 | |
| JP2009011989A (ja) | 成形フィルタ | |
| KR101385526B1 (ko) | 교체가 용이한 집진기용 필터백 | |
| KR20130002819U (ko) | 정수필터의 연결호스 접속구조 | |
| JP2021186781A (ja) | バグフィルタ | |
| KR102041713B1 (ko) | 집진장치용 필터 백 및 그 제조방법 | |
| JP4379529B1 (ja) | 浄水カートリッジ | |
| JP2020116529A (ja) | バグフィルタ用連結具 | |
| JP5139938B2 (ja) | アクチュエータ | |
| DE102016115269B4 (de) | Dialysatorhalter | |
| DE102005041037A1 (de) | Ölfilteranordnung | |
| JP7048081B2 (ja) | バグフィルタ | |
| JP4395196B1 (ja) | バグフィルタ | |
| JP2019042677A5 (ja) | ||
| JP6799770B2 (ja) | 産業用集塵機のカートリッジ型フィルターエレメント | |
| JP6674823B2 (ja) | 筒状フィルタ | |
| KR20150135184A (ko) | 집진기용 필터 | |
| JP7486179B2 (ja) | バグフィルタ用筒状濾体及びバグフィルタ用筒状濾体の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171006 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200710 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200710 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210610 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210727 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6928374 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |