JP6891163B2 - 部分的に埋め込まれているフィラメントを有するウェブライナー - Google Patents
部分的に埋め込まれているフィラメントを有するウェブライナー Download PDFInfo
- Publication number
- JP6891163B2 JP6891163B2 JP2018504690A JP2018504690A JP6891163B2 JP 6891163 B2 JP6891163 B2 JP 6891163B2 JP 2018504690 A JP2018504690 A JP 2018504690A JP 2018504690 A JP2018504690 A JP 2018504690A JP 6891163 B2 JP6891163 B2 JP 6891163B2
- Authority
- JP
- Japan
- Prior art keywords
- filament
- film
- liner
- adhesive
- filaments
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000463 material Substances 0.000 claims description 30
- 239000011248 coating agent Substances 0.000 claims description 16
- 238000000576 coating method Methods 0.000 claims description 16
- 239000004831 Hot glue Substances 0.000 claims description 15
- 238000001125 extrusion Methods 0.000 claims description 11
- 239000007788 liquid Substances 0.000 claims description 10
- 229920001169 thermoplastic Polymers 0.000 claims description 9
- 239000004416 thermosoftening plastic Substances 0.000 claims description 9
- 229920000728 polyester Polymers 0.000 claims description 2
- 239000000853 adhesive Substances 0.000 description 103
- 230000001070 adhesive effect Effects 0.000 description 103
- 239000012790 adhesive layer Substances 0.000 description 61
- 238000000034 method Methods 0.000 description 29
- 239000012530 fluid Substances 0.000 description 27
- 239000002313 adhesive film Substances 0.000 description 23
- 238000004519 manufacturing process Methods 0.000 description 23
- 239000000758 substrate Substances 0.000 description 22
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 21
- 238000009434 installation Methods 0.000 description 20
- 239000010410 layer Substances 0.000 description 18
- 239000011521 glass Substances 0.000 description 14
- 238000012546 transfer Methods 0.000 description 13
- 238000010586 diagram Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 10
- 238000012876 topography Methods 0.000 description 10
- 239000000835 fiber Substances 0.000 description 7
- 239000000123 paper Substances 0.000 description 7
- 238000004049 embossing Methods 0.000 description 6
- 238000013459 approach Methods 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 5
- -1 polyethylene Polymers 0.000 description 5
- 229920001296 polysiloxane Polymers 0.000 description 5
- 238000007639 printing Methods 0.000 description 5
- 230000008707 rearrangement Effects 0.000 description 5
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000005520 cutting process Methods 0.000 description 4
- 229920001971 elastomer Polymers 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 239000011295 pitch Substances 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 239000000155 melt Substances 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- FQVLRGLGWNWPSS-BXBUPLCLSA-N (4r,7s,10s,13s,16r)-16-acetamido-13-(1h-imidazol-5-ylmethyl)-10-methyl-6,9,12,15-tetraoxo-7-propan-2-yl-1,2-dithia-5,8,11,14-tetrazacycloheptadecane-4-carboxamide Chemical compound N1C(=O)[C@@H](NC(C)=O)CSSC[C@@H](C(N)=O)NC(=O)[C@H](C(C)C)NC(=O)[C@H](C)NC(=O)[C@@H]1CC1=CN=CN1 FQVLRGLGWNWPSS-BXBUPLCLSA-N 0.000 description 2
- 102100034035 Alcohol dehydrogenase 1A Human genes 0.000 description 2
- 101000892220 Geobacillus thermodenitrificans (strain NG80-2) Long-chain-alcohol dehydrogenase 1 Proteins 0.000 description 2
- 239000004836 Glue Stick Substances 0.000 description 2
- 101000780443 Homo sapiens Alcohol dehydrogenase 1A Proteins 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 229910003460 diamond Inorganic materials 0.000 description 2
- 239000010432 diamond Substances 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000011900 installation process Methods 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 229920000139 polyethylene terephthalate Polymers 0.000 description 2
- 239000005020 polyethylene terephthalate Substances 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 238000000518 rheometry Methods 0.000 description 2
- 230000001052 transient effect Effects 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 1
- 240000007643 Phytolacca americana Species 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004433 Thermoplastic polyurethane Substances 0.000 description 1
- 229920004935 Trevira® Polymers 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 101000959126 Xenopus laevis Peptidyl-alpha-hydroxyglycine alpha-amidating lyase B Proteins 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000005025 cast polypropylene Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000002788 crimping Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000012467 final product Substances 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000012634 fragment Substances 0.000 description 1
- 229920006262 high density polyethylene film Polymers 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 230000000774 hypoallergenic effect Effects 0.000 description 1
- 238000003384 imaging method Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 150000002576 ketones Chemical class 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003698 laser cutting Methods 0.000 description 1
- 239000004816 latex Substances 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 1
- 238000001634 microspectroscopy Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 239000003348 petrochemical agent Substances 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000005855 radiation Effects 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 239000002210 silicon-based material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
Images














Classifications
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/403—Adhesives in the form of films or foils characterised by release liners characterised by the structure of the release feature
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/35—Heat-activated
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/401—Adhesives in the form of films or foils characterised by release liners characterised by the release coating composition
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/40—Adhesives in the form of films or foils characterised by release liners
- C09J7/405—Adhesives in the form of films or foils characterised by release liners characterised by the substrate of the release liner
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/202—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive being in the form of fibres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/20—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself
- C09J2301/204—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive itself the adhesive coating being discontinuous
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/302—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being pressure-sensitive, i.e. tacky at temperatures inferior to 30°C
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/304—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier the adhesive being heat-activatable, i.e. not tacky at temperatures inferior to 30°C
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Adhesive Tapes (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Laminated Bodies (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
- Moulding By Coating Moulds (AREA)
Description
イメージグラフィックフィルムが、本発明のフィラメント含有接着剤表面によって予想外に改善される。本発明のフィラメント含有接着剤表面を有するイメージグラフィックフィルムを使用して、接着剤のレオロジー(クリープコンプライアンス、弾性率など)に従って、所定の時間で流体排出をもたらすことができる。更に、良好な粘着性制御特性も実現し得る。
略称:説明
R1:Total Petrochemicals & Refining USA,Inc.(Houston,TX)から3860として入手可能なポリプロピレン樹脂ペレット。
L1:Loparex LLC(Cary,NC)からC2S4212A/4000D L/H PC SKC CL PETとして入手可能な剥離ライナー。
F1:3M Company(St.Paul,MN)から3M SCOTCHLITE反射グラフィックフィルムIJ5100として入手可能な反射グラフィックフィルム。
ADH1:FPC(Wauconda,IL)からSUREBONDER 725R4−1−GPグルースティックとして入手可能なホットメルト接着剤。
T1:3M Company(St.Paul,MN)からスコッチ両面テープ665 1/2インチとして入手可能な両面テープ。
F2:3M Company(St.Paul,MN)から9415強/弱粘着両面粘着テープとして入手可能な転写接着剤。
ライナーL1を、剥離面を上にして、上のゴムロール(ロール1)と下のスチールロール(ロール2)とからなる加熱したニップを通るように、60フィート/分で供給した。ニップ圧は40ポンド/インチであった。両方のロール用のニップ熱交換器は、240°F(116℃)に設定し、出てくるライナーは、赤外線放射温度計で206°Fと推定された。樹脂R1を加熱し、480°F(249℃)にて、スクリュー直径50mm、L/Dが約32:1の押出機内で、1インチ当たり60のオリフィスを有する2インチのダイを通して、室温のスチールロール(ロール3)上に押出し成形した。穿孔されたダイのオリフィスは、0.008インチ(0.20mm)の開口部を有した。押出速度は、平均で0.14ポンド/時と測定されたが、低速押出機を運転したために、変動があった。
実施例1で得られた、埋め込まれているフィラメントを有するライナーのセクションを、硬く平坦な台の表面上に、埋め込まれているフィラメントが上を向くように置いた。次いで、反射グラフィックフィルムF1のわずかに大きなセクションをライナーに積層した。最初に、フィルムF1の小さいセクションをフィラメント含有ライナーに合わせ、手で台に付着させた。次いで、ゴムローラー(Marshalltown Company(Marshalltown,IA)から入手可能な部品番号EDI:19560の類似品)をフィルムF1の粘着部分上に置き、前進させて、埋め込まれているフィラメントを有するライナーにフィルムF1を積層した。
実施例2の積層体を、実施例1に使用したライナーL1をフィルムF1から除去することで、手で分離した。2枚のフィルムが分離されると、フィラメントは、フィルムF1の接着剤側に残った。これにより、部分的に埋め込まれているフィラメントを有する接着剤付きフィルムが形成された。
フィラメントをライナーに押し込むためのフィラメントアライメントツールを構築した。ツールは、反対側の2つの側面に沿ったペグの列(0.039インチ(1mm)のペグで、中心間ピッチは0.079インチ(2mm))を有する平坦な矩形のプレートで構成された。
反射グラフィックフィルムF1の約4インチ×2インチの試料を、接着剤側を上にして、上記のフィラメントアライメントツールの上に置いた。実施例1のフィラメントに類似したフィラメントを、反射グラフィックフィルムF1の接着剤表面上に置いた。フィラメント経路を鋭利なピンセットの先で誘導し、フィラメント経路に円弧を作ることによって、直線の平行経路からフィラメントを逸らした。
実施例1のフィラメントと同様に調製したフィラメントを、実施例5に類似した接着剤付きフィルムの頂上に置いた。追加のフィラメントを、最初のフィラメントの列に概ね垂直に、この列に追加した。実施例5の方法を用いて、追加フィラメントに曲線を作ることで、フィラメントに、直線から約0.13インチ(3.3mm)ずれた曲線を形成した。最初のフィラメントの列に垂直なフィラメントは、約0.4インチ(10mm)の間隔であった。最終的な列は、約4インチ×4インチであった。これにより、変動するダウンウェブ方向を有するフィラメント及びダウンウェブフィラメントに垂直に配列された追加フィラメントを有する、接着剤付きフィルムを作製した。
約4インチ×4インチの転写接着剤F2のシートを、実施例4に記載のフィラメントアライメントツールのペグストリップの間に接着した。実施例1で作製したフィラメントに類似したフィラメントを、実施例4のフィラメントアライメントツール内のワイヤの上に置いた。転写接着剤F2のほんの外側で、フィラメントを、ペグストリップに並行な線で、カミソリで切断した。
実施例1のフィラメントと同様に作製されたフィラメントを、実施例4と同様にフィラメントアライメントツールに配列し、1インチ(繊維26本)の列を作製した。フィラメントを、両面接着テープT1及び配置プレートを使用して配置した。次いで、400Wダイヤモンドレーザー(Coherent(Santa Clara,CA)から入手可能なDiamond E−400)を、10khz、出力8%に設定し、フィラメントに集中させながら、フィラメント方向に垂直に0.5m/秒でスキャンした。この動作はフィラメントの一部分を切断し、レーザーがスキャンした場所のフィラメントに約0.4mmの間隙を形成した。一部の材料はまた、溶融し、間隙の端近くのフィラメントに溜まった。その後、グラフィックフィルムの接着剤側をフィラメントに押し込んで付着させ、それによってクロスウェブとダウンウェブの両方向での空気排出並びに粘着性制御を促進した。
Claims (14)
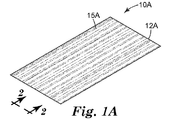
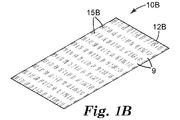
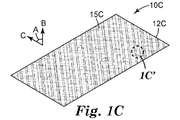
- 第1及び第2の主側面を有する剥離ライナーと、
前記ライナーの前記第1主側面上に配設された複数のフィラメントと、を含み、
前記複数のフィラメントが、ダウンウェブに方向付けされている、フィルムベースの物品。 - 前記フィラメントが、熱可塑性押出物を含む、請求項1に記載のフィルムベースの物品。
- 前記フィラメントが、ホットメルト接着材料を含む、請求項1に記載のフィルムベースの物品。
- 前記フィラメントが、50μm未満であるが5μmよりも大きい平均断面を有する、請求項1に記載のフィルムベースの物品。
- 前記剥離ライナーが、ポリエステル系フィルムを含む、請求項4に記載のフィルムベースの物品。
- ライナーの前記第1主側面が、剥離コーティングを含む、請求項4に記載のフィルムベースの物品。
- 前記フィラメントのいくつかの部分が、前記ライナー内に少なくとも部分的に埋め込まれており、前記フィラメントのいくつかの部分が、前記ライナーの前記第1主表面の上に位置する、請求項4に記載のフィルムベースの物品。
- 前記剥離ライナーが剥離ライナーのロールを含み、剥離ライナーの前記ロールがダウンウェブ寸法及びクロスウェブ寸法を有する、請求項7に記載のフィルムベースの物品。
- 前記フィラメントが長さ7.62cm未満のフィラメントを含む、請求項1に記載のフィルムベースの物品。
- 前記フィラメントが長さ1.27cm未満のフィラメントを含む、請求項9に記載のフィルムベースの物品。
- 前記フィラメントが、前記フィルムの第1の寸法に従って配設された、複数回繰り返す規則的な間隔があいているフィラメントを含む、請求項1に記載のフィルムベースの物品。
- 前記フィラメントが、5〜50μmの平均断面寸法、及び5〜50mmの長さを有する個別のフィラメント片を含み、かかる個別のフィラメント片が、第1の全体的方向に方向付けされた第1組と、前記第1の全体的方向とは異なる第2の全体的方向に方向付けされた第2組と、を含む、請求項1に記載のフィルムベースの物品。
- 前記フィラメントが、液体押出物を含む、請求項1に記載のフィルムベースの物品。
- 前記ライナーの第1主側面が総表面積「T」を有し、前記フィラメントの前記総面積が「A」を含み、A対Tの比が10〜50%である、請求項1に記載のフィルムベースの物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201562198974P | 2015-07-30 | 2015-07-30 | |
| US62/198,974 | 2015-07-30 | ||
| PCT/IB2016/054463 WO2017017613A1 (en) | 2015-07-30 | 2016-07-26 | Web liner with partially embedded filaments |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018529798A JP2018529798A (ja) | 2018-10-11 |
| JP2018529798A5 JP2018529798A5 (ja) | 2019-09-05 |
| JP6891163B2 true JP6891163B2 (ja) | 2021-06-18 |
Family
ID=56618205
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018504690A Active JP6891163B2 (ja) | 2015-07-30 | 2016-07-26 | 部分的に埋め込まれているフィラメントを有するウェブライナー |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20220177744A1 (ja) |
| EP (1) | EP3328616A1 (ja) |
| JP (1) | JP6891163B2 (ja) |
| KR (1) | KR20180036737A (ja) |
| CN (1) | CN107848192B (ja) |
| BR (1) | BR112018001491A2 (ja) |
| WO (1) | WO2017017613A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017019583A1 (en) | 2015-07-30 | 2017-02-02 | 3M Innovative Properties Company | Web with adhesive layer having partially embedded filaments |
| WO2017019234A1 (en) | 2015-07-30 | 2017-02-02 | 3M Innovative Properties Company | Method of making web with partially embedded fibers |
| WO2019140376A1 (en) * | 2018-01-12 | 2019-07-18 | Avery Dennison Corporation | Flexible packaging reclosure tape |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5145137A (ja) | 1974-10-16 | 1976-04-17 | Unitika Ltd | |
| US4994322A (en) | 1989-09-18 | 1991-02-19 | Minnesota Mining And Manufacturing | Pressure-sensitive adhesive comprising hollow tacky microspheres and macromonomer-containing binder copolymer |
| US5141790A (en) | 1989-11-20 | 1992-08-25 | Minnesota Mining And Manufacturing Company | Repositionable pressure-sensitive adhesive tape |
| US4968562A (en) | 1990-02-27 | 1990-11-06 | Minnesota Mining And Manufacturing Company | Hollow acid-free acrylate polymeric microspheres having multiple small voids |
| CA2100330A1 (en) | 1991-02-06 | 1992-08-07 | Ronald S. Steelman | Positionable adhesive system with high shear strength |
| JP3522750B2 (ja) | 1991-09-12 | 2004-04-26 | ミネソタ マイニング アンド マニュファクチャリング カンパニー | 型押した感圧接着剤転写テープ |
| ES2092805T3 (es) | 1991-12-17 | 1996-12-01 | Minnesota Mining & Mfg | Microesferas de acrilato, elastomericas y exentas de pegajosidad. |
| US5175551A (en) | 1991-12-18 | 1992-12-29 | Unisys Corporation | Downdraft velocity estimator for a microburst precursor detection system |
| US5296277A (en) | 1992-06-26 | 1994-03-22 | Minnesota Mining And Manufacturing Company | Positionable and repositionable adhesive articles |
| US5268228A (en) | 1992-09-21 | 1993-12-07 | Norwood Industries, Inc. | Grooved pressure-sensitive adhesive tape |
| US5721086A (en) | 1996-07-25 | 1998-02-24 | Minnesota Mining And Manufacturing Company | Image receptor medium |
| US5897930A (en) | 1996-12-31 | 1999-04-27 | Minnesota Mining And Manufacturing Company | Multiple embossed webs |
| JP4726421B2 (ja) * | 2003-04-30 | 2011-07-20 | 日東電工株式会社 | 繊維凸状構造転写形成用シート |
| DE102006018492A1 (de) * | 2006-04-19 | 2007-10-25 | Tesa Ag | Blasenfrei verklebende Klebeschichten |
| IN2014CN00656A (ja) | 2011-08-02 | 2015-04-03 | 3M Innovative Properties Co | |
| US20140014009A1 (en) | 2012-07-16 | 2014-01-16 | Mesheiah Crockwell | Hanging Jewelry Safe Disguised as a Garment Bag |
| DE102012223714A1 (de) | 2012-12-19 | 2014-06-26 | Robert Bosch Gmbh | Verfahren zum Überprüfen eines Trennventils und Überwachungsvorrichtung für ein Trennventil |
-
2016
- 2016-07-26 WO PCT/IB2016/054463 patent/WO2017017613A1/en active Application Filing
- 2016-07-26 JP JP2018504690A patent/JP6891163B2/ja active Active
- 2016-07-26 EP EP16750265.7A patent/EP3328616A1/en active Pending
- 2016-07-26 CN CN201680042585.0A patent/CN107848192B/zh active Active
- 2016-07-26 US US15/748,697 patent/US20220177744A1/en not_active Abandoned
- 2016-07-26 BR BR112018001491A patent/BR112018001491A2/pt not_active Application Discontinuation
- 2016-07-26 KR KR1020187005538A patent/KR20180036737A/ko unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3328616A1 (en) | 2018-06-06 |
| KR20180036737A (ko) | 2018-04-09 |
| JP2018529798A (ja) | 2018-10-11 |
| CN107848192B (zh) | 2021-11-05 |
| WO2017017613A1 (en) | 2017-02-02 |
| BR112018001491A2 (pt) | 2018-09-11 |
| CN107848192A (zh) | 2018-03-27 |
| US20220177744A1 (en) | 2022-06-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6891164B2 (ja) | 部分的に埋め込まれているフィラメントを有する接着剤層を有するウェブ | |
| KR100970405B1 (ko) | 필름 구조체 및 필름 구조체의 제조 방법 | |
| US6524649B1 (en) | Method of enhancing coating speed | |
| JP4664290B2 (ja) | 角錐構造を有する接着剤層および剥離ライナ | |
| JP6891163B2 (ja) | 部分的に埋め込まれているフィラメントを有するウェブライナー | |
| JP2018531633A5 (ja) | ||
| JP2008150431A (ja) | 粘着シート及び粘着シートの製造方法 | |
| US7901759B2 (en) | Flat structure that is at least partially provided with a self-adhesive substance | |
| US8716179B2 (en) | Adhesive label and label issuing device | |
| KR102595995B1 (ko) | 부분적으로 매립된 섬유를 갖는 웨브를 제조하는 방법 | |
| EP2634764A2 (en) | Pressure-sensitive adhesive label and label issuing device | |
| JP3548931B2 (ja) | 粘着式シートの製造方法 | |
| JP2016151587A (ja) | 感熱接着ラベル | |
| JP2004277530A (ja) | 粘着シート及び粘着シートの製造方法 | |
| JP2000017583A (ja) | 壁 紙 | |
| JP2002036406A (ja) | 手切れ性に優れた積層フィルム | |
| JP2007314628A (ja) | 転写塗膜の転写方法及びそれに用いる転写用シート | |
| JP2010266526A (ja) | ラベルセット及びその製造方法 | |
| JPH11323743A (ja) | 壁紙、ロール状壁紙およびその製造方法 | |
| JP2005169679A (ja) | 剥離紙及び粘着シート、並びに前記剥離紙を使用した粘着剤層の形成方法及び積層方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190724 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200514 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200901 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201130 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210427 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210526 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6891163 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |